Композиція каталізатора гідрокрекінгу, спосіб його одержання та процес перетворення вуглеводневої сировини з його використанням
Формула / Реферат
1. Композиція каталізатора гідрокрекінгу, яка містить металевий компонент гідрогенізації, нанесений на носій, який є цеолітом зі структурою фоязиту, що має розмір елементарної комірки в інтервалі від 24,10 до 24,40 Å, об'ємне співвідношення між діоксидом кремнію й оксидом алюмінію - SAR більше 12 і питому поверхню принаймні 850 м2/г, виміряну БЕТ-методом у відповідності зі стандартною методикою ASTM D 4365-95 із застосуванням адсорбції азоту з величиною р/ро 0,03.
2. Композиція за п. 1, яка відрізняється тим, що цеоліт має розмір елементарної комірки в інтервалі від 24,14 до 24,38 Å.
3. Композиція за п. 1, якавідрізняється тим, що цеоліт має величину співвідношення SAR в інтервалі від 20 до 100.
4. Композиція за будь-яким з пп. 1-3, яка відрізняється тим, що цеоліт має питому поверхню принаймні 890 м2/г.
5. Композиція за будь-яким з пп. 1-4, яка відрізняється тим, що цеоліт має об'єм мікропор принаймні 0,28 мл/г.
6. Композиція за будь-яким з пп. 1-5, яка відрізняється тим, що вона містить додатково другий цеоліт.
7. Композиція за п. 6, яка відрізняється тим, що вона містить додатково бета-цеоліт у кількості від 1 до 5 мас. % від загальної маси носія.
8. Композиція за будь-яким з пп. 1-7, яка відрізняється тим, що вона містить додатково зв'язуюче.
9. Спосіб одержання композиції каталізатора гідрокрекінгу, яка містить металевий компонент гідрогенізації, нанесений на цеоліт за п. 1, що включає:
a) приготування вихідного цеоліту зі структурою фоязиту, що має величину співвідношення між діоксином кремнію та оксидом алюмінію в інтервалі від 4,5 до 6,5 та вміст лужного металу менше 1,5 мас.%;
b) гідротермічну обробку зазначеного вихідного цеоліту при температурі в інтервалі від 600 до 850 °С і парціальному тиску поданої ззовні пари в інтервалі від 0,2 до 1 атмосфери протягом часу, прийнятного для вироблення проміжного цеоліту з розміром елементарної комірки від 24,30 до 24,45 Å;
c) приведення в контакт проміжного цеоліту з підкисленим розчином, що містить кислоту і, в разі потреби, сіль амонію, в умовах, що є прийнятними для вироблення цеоліту з великою питомою поверхнею і розміром елементарної комірки в інтервалі від 24,10 до 24,40 Å, молярним співвідношенням між діоксидом кремнію та оксидом алюмінію більше 12 і питомою поверхнею більше 850 м2/г, з одержанням у результаті цеоліту з великою питомою поверхнею; і
d) виділення зазначеного цеоліту з великою питомою поверхнею;
e) екструдування і кальцинування; і
f) введення принаймні одного металевого компонента гідрогенізації в цеоліт стадії (d) або в каталізатор на будь-якому етапі стадії (е) чи після неї.
10. Спосіб за п. 9, який відрізняється тим, що на стадії е) цеоліт, одержаний на стадії d), змішується зі зв'язуючим і/або другим крекінг-компонентом перед екструдуванням.
11. Процес перетворення вуглеводневої сировини на матеріали з більш низькими температурами кипіння, який включає у себе приведення в контакт сировини з воднем при підвищених температурі і тиску при наявності композиції каталізатора гідрокрекінгу згідно з будь-яким з пп. 1-8 або як виготовлено згідно з пп. 9 або 10.
12. Процес за п. 11, який відрізняється тим, що його проводять при температурі в інтервалі від 250 до 500 °С і загальному тиску в інтервалі від 3х106 до 3х107 Па.
Текст
1. Композиція каталізатора гідрокрекінгу, яка містить металевий компонент гідрогенізації, нанесений на носій, який є цеолітом зі структурою фоязиту, що має розмір елементарної комірки в інтервалі від 24,10 до 24,40Å, об'ємне співвідношення між діоксидом кремнію й оксидом алюмінію - SAR більше 12 і питому поверхню принаймні 850м2/г, виміряну БЕТ-методом у відповідності зі стандартною методикою ASTM D 4365-95 із застосуванням адсорбції азоту з величиною р/ро 0,03. 2. Композиція за п. 1, яка відрізняється тим, що цеоліт має розмір елементарної комірки в інтервалі від 24,14 до 24,38Å. 3. Композиція за п. 1, яка відрізняється тим, що цеоліт має величину співвідношення SAR в інтервалі від 20 до 100. 4. Композиція за будь-яким з пп. 1-3, яка відрізняється тим, що цеоліт має питому поверхню принаймні 890м2/г. 5. Композиція за будь-яким з пп. 1-4, яка відрізняється тим, що цеоліт має об'єм мікропор принаймні 0,28мл/г. 2 (19) 1 3 86193 4 11. Процес перетворення вуглеводневої сировини на матеріали з більш низькими температурами кипіння, який включає у себе приведення в контакт сировини з воднем при підвищених температурі і тиску при наявності композиції каталізатора гідро крекінгу згідно з будь-яким з пп. 1-8 або як виготовлено згідно з пп. 9 або 10. 12. Процес за п. 11, який відрізняється тим, що його проводять при температурі в інтервалі від 250 до 500°С і загальному тиску в інтервалі від 3х106 до 3х107Па. Даний винахід стосується композицій каталізаторів та їх використання в пдрокрекінгу. Процеси пдрокрекінгу відіграють важливу роль у сучасній економіці, даючи необхідні для повсякденного життя людини основні палива Разом зі зростанням необхідності піддавати переробці більш важкі сорти нафтової сировини нафтова промисловість для вироблення потрібних сучасному суспільству більш легких основних палив повернулася до процесів пдрокрекінгу. В сучасних процесах пдрокрекінгу поряд з аморфними каталізаторами часто застосовуються каталізатори пдрокрекінгу на основі цеолітів. Одними із основних цеолітних каталізаторів, що знаходять застосування в пдрокрекінгу, є каталітичні матеріали на основі фоязиту (faujasite). Проведені раніше дослідження показали, що модифікація основних, описаних у [US-A-3,130,007], матеріалів у напрямку зменшення розміру їхньої елементарної кристалічної комірки дозволяє поліпшувати селективність каталізаторів до потрібних продуктів середньої дистиляції. У зв'язку з цим, наприклад, у [GB-A-2,114,594, ЕР-А-98,040, ЕР-А-247,679 і ЕР-А-421,422] пропонувалися різноманітні комбінації процесів кальцинування в паровому середовищі і деалюмінування (звичайно, кислотного). Проте підвищення селективності каталізатора досягається за рахунок зниження його активності, що призводить до скорочення його довговічності, і за рахунок зниження кристалічності, коли при деалюмінуванні (dealumination) не тільки селективно видаляється алюміній, але разом з цим частково руйнується кристалічна структура фоязиту. Це, у свою чергу, зменшує питому поверхню каталізатора і погіршує ефективність цеолітного матеріалу. Так, матеріали, описані в [ЕР-А-421,422] як такі, що мають високу питому поверхню (а також інші специфічні властивості), мали питому поверхню, що складала не більше 752м2/г, у той час як їхня кристалічність зберігалася лише на 90%. У більшості відомих із літератури процесах деалюмінування ця обробка часто не тільки давала зменшення розмірів елементарної комірки, але також призводила до зменшення площі активної поверхні. Авторами винаходу було виявлено, що шляхом ретельного добору вихідних матеріалів і, зокрема, шляхом використання фоязитних цеолітів з низьким умістом лугів, а також ретельного комбінування помірних умов кальцинування в паровому середовищі з помірними умовами кислотного або амоній-кислотного деалюмінування можна одержувати фоязит з малими розмірами елементарної комірки, великою питомою поверхнею і широким діапазоном молярного співвідношення між двоокисом кремнію й оксидом алюмінію, зберігаючи при цьому дуже високу кристалічність цього цеолітного матеріалу, що є дуже корисними властивостями каталізаторів для процесів гідрокрекінгу. Дослідження показали, що вищезазначені матеріали, утворюючи основу каталізаторів для гідрокрекінгу, об'єднують в собі селективність відомих фоязитів, що мають малі розміри елементарної комірки, з каталітичною активністю, яка звичайно асоціювалася лише з каталізаторами, в яких використовувалися матеріали з більшими розмірами елементарної комірки. Даним винаходом пропонується композиція каталізатора гідрокрекінгу, що складається із цеоліту зі структурою фоязиту, який має молярне (об'ємне) співвідношення між двоокисом кремнію й оксидом алюмінію більше 12, розмір елементарної комірки в інтервалі 24,10 - 24,40Å і питому поверхню принаймні 850м2/г, виміряну ВЕТ-методом у відповідності зі стандартною методикою ASTM D 4365-95 із застосуванням адсорбції азоту з величиною р/ро 0,03, у кращому варіанті разом зі зв'язуючим і/або металевим компонентом гідрогенізації. Було знайдено, що, об'єднуючи помірне кальцинування в паровому середовищі з деалюмінуванням, можна одержувати цеоліти типу фоязиту, які мають вищезазначені корисні властивості, тобто велику питому поверхню, малі розміри елементарної комірки і практично потрібний об'єм мікропор, і при цьому зберігають високу кристалічність. При цьому комбінувати умови обробок необхідно таким чином, щоб вони з одного боку були не занадто жорсткими і не призводили до руйнування цеолітної структури, а з іншого - не занадто помірними і забезпечували водночас утворення кристалічного цеоліту і бажану велику питому поверхню цеолітів, застосовуваних у даному винаході. Винаходом пропонується також композиція каталізатора гідрокрекінгу, яка містить використовуваний у разі потреби металевий компонент гідрокрекінгу, утримуваний на цеоліті, який виготовляють за допомогою процесу, котрий включає у себе: a) приготування вихідного цеоліту зі структурою фоязиту, що має величину співвідношення між двоокисом кремнію й оксидом алюмінію в інтервалі від 4,5 до 6,5 і лужний рівень менше 1,5%(мас); b) гідротермічну обробку зазначеного вихідного цеоліту при температурі в інтервалі від 600 до 850°С і парціальному тиску пари в інтервалі від 0,2 5 до 1 атмосфер протягом часу, прийнятного для вироблення проміжного цеоліту з розміром елементарної комірки від 24,30 до 24,45Å; c) приведення в контакт проміжного цеоліту з підкисленим розчином, що містить кислоту і, в разі потреби, сіль амонію, в умовах, що є прийнятними для вироблення цеоліту з великою питомою поверхнею, який має розмір елементарної комірки в інтервалі від 24,10 до 24,40Å, молярне співвідношення між двоокисом кремнію й оксидом алюмінію більше 12 і питому поверхню більше 850м2/г, з одержанням у результаті цеоліту з великою питомою поверхнею; і d) видобування зазначеного цеоліту з великою питомою поверхнею і, в разі потреби, слідом за ним одну або обидві стадії: є) змішування зазначеного цеоліту зі зв'язуючим і/або другим крекінг-компонентом, екструдування і кальцинування; і f) введення принаймні одного компонента гідрогенізації в цеоліт стадії (d) або в каталізатор на будь-якому етапі стадії (є) чи після неї. В основі каталізатора за даним винаходом використовуються цеоліти типу фоязиту з малими розмірами елементарної комірки. Кращими серед них є Y-цеоліти, що мають розмір елементарної комірки в інтервалі від 24,10 до 24,4Å. Такі цеоліти є відомими в даній галузі матеріалами, що надають каталізатору селективності до середніх фракцій дистиляції, але звичайно не забезпечують йому такої високої каталітичної активності, як споріднені з ними матеріали з більшими розмірами елементарної комірки. Каталітична активність визначається температурою, потрібною для здійснення необхідного перетворення сировини. Каталізатор, що має більшу активність, дозволяє знизити температуру перетворення, забезпечуючи при цьому такий самий його рівень. Звичайно температуру каталітичних процесів з плином часу доводиться підвищувати для підтримання потрібного рівня перетворення через зменшення активності каталізатора внаслідок відкладення коксу та з інших причин. Каталізатори, що дозволяють використовувати більш низькі температури реакції при такому самому рівні перетворення, є дуже привабливими матеріалами для промислових технологічних процесів. Крім того, оскільки зниження активності каталізатора прискорюється разом зі збільшенням температури реакції, каталізатор, який забезпечує такий самий рівень перетворення при більш низькій температурі, має більшу довговічність. З іншого боку, підвищення активності каталізатора дозволяє зменшувати кількість дорогого цеолітового матеріалу основи, потрібного для підтримання такого самого рівня перетворення в таких самих умовах реакції у промисловому процесі. Усіма цими перевагами в активності володіють каталізатори, запропоновані даним винаходом. Наявність цієї переваги була виявлена в широкому діапазоні Y-цеолітів з малими розмірами елементарної комірки. Кращий інтервал розмірів елементарної комірки фоязитної основи для промислових каталізаторів лежить у межах від 24,14, краще - від 24,24 і ще краще - від 24,30 до 24,38, 86193 6 краще - до 24,36 і ще краще - до 24,35Å. Прийнятні результати отримуються при застосуванні основи, що має розміри елементарної комірки в інтервалі від 24,14 до 24,33Å. Об'ємне молярне співвідношення між двоокисом кремнію й оксидом алюмінію (далі скорочено SAR: silica to alumina ratio) у цеолітній основі становить більше 12. Прийнятні для практичного застосування каталізатори мають величину SAR в інтервалі від 20 до 100. Кращим є інтервал величин SAR від 20 до 80, а найкраще до 50. Питома поверхня цеолітної основи з малим розміром елементарної комірки є великою і складає принаймні 850м2/г. У кращих варіантах здійснення винаходу питома поверхня її становить принаймні 875м2/г, у найкращих - принаймні 890м2/г і в окремих випадках досягає рівня 910м2/г і більше. Питома поверхня цеоліту є показником величини площі активної поверхні, доступної в порах матеріалу, а також показником кристалічної природи цеоліту. У кращому варіанті здійснення винаходу використовуваний цеоліт має об'єм мікропор більше 0,28м2/г, а в найкращому - більше 0,30м2/г. У цеолітів з малими розмірами елементарної комірки цей параметр є також досить великим і свідчить про високу кристалічність цих матеріалів, тобто про те, що після деалюмінування кристалічна структура цеоліту залишається незмінною. У загальному випадку об'єм мікропор лежить в інтервалі від 55 до 70% від загального об'єму пор, а в ще кращому - в інтервалі від 60 до 70% від загального об'єму пор. У кращому варіанті здійснення винаходу цеоліт має лужний рівень менше 0,2%(мас), а в найкращому - менше 0,1%(мас.) від загальної маси цеоліту. Бажано, щоб цеоліт мав якомога нижчий лужний рівень. Вміст лугів, що залишаються в структурі деяких цеолітів згідно з даним винаходом, є нижчим рівня, що піддається вимірюванням за допомогою сучасної аналітичної техніки. Отже деякі цеоліти згідно з винаходом можуть мати лужний рівень, що не піддається вимірюванням. Молярне співвідношенням між двоокисом кремнію й оксидом алюмінію у фоязиті за даним винаходом вимірюється по всьому об'єму матеріалу, тобто є загальним співвідношенням. Воно може визначатися за допомогою будь-якого з відомих численних методів хімічного аналізу, включаючи методи рентгенівської флуоресценції, атомної адсорбції й індуктивно зв'язаної плазми (ІСР: inductive coupled plasma). Усі вони дають практично однакову величину цього об'ємного співвідношення. Розмір елементарної комірки фоязиту є загальновідомим параметром матеріалу і може оцінюватися з точністю ±0,01Å за допомогою стандартних методів. Найбільш загальним методом вимірювань його є рентгеноструктурний дифракційний аналіз (XRD) за стандартною методикою ASTM D3942-80. Питому поверхню визначають за допомогою добре відомого методу Брунауера-Емета-Телера (Brunauer-Emmett-Teller) адсорбції азоту, який часто скорочено зветься ВЕТ-методом. У даному опи 7 сі застосування ВЕТ-методу до Y-цеолітів здійснюється також у відповідності із загальною методикою і стандартом ASTM D4365-95. Для забезпечення відповідного стану зразка для вимірювань усі зразки піддають попередній обробці. Така попередня обробка включає у себе термообробку зразка при температурах від 400 до 500°С протягом часу, наприклад, від 3 до 5 годин, достатнього для виведення з нього незв'язаної води. Для визначення загального об'єму пор і об'єму мікропор у цеолітах за даним винаходом у вимірюваннях питомої поверхні застосовують також азотоадсорбційний порозиметричний аналіз (BET). Використовуваний тут термін "об'єм мікропор" означає об'єм пор діаметром менше, ніж приблизно 2нм (20Å). Об'єм мікропор оцінюють, як правило, за допомогою ВЕТ-вимірювань при застосуванні так званого t-графічного методу (або скорочено tметоду), описаного в літературі [Journal of Catalysis 3, 32(1964)]. Усі зазначені вище методи вимірювань і оцінок добре відомі фахівцям у даній галузі. Цеоліти зі структурою фоязиту згідно з даним винаходом, тобто такі, що мають питому поверхню більше 850м2/г, одержують за допомогою процесу, який включає у себе: a) приготування вихідного цеоліту зі структурою фоязиту, що має величину співвідношення між двоокисом кремнію й оксидом алюмінію в інтервалі від 4,5 до 6,5 і лужний рівень менше 1,5%(мас); b) гідротермічну обробку зазначеного вихідного цеоліту при температурі в інтервалі від 600 до 850°С і парціальному тиску пари в інтервалі від 0,2 до 1 атмосфери протягом часу, прийнятного для вироблення проміжного цеоліту з розміром елементарної комірки від 24,30Å, краще - від 24,35Å і найкраще - від 24,38Å до 24,45Å, краще - до 24,43Å і найкраще - до 24,42Å; c) приведення в контакт проміжного цеоліту з підкисленим розчином, що містить кислоту і, в разі потреби, сіль амонію, в умовах, що є прийнятними для вироблення цеоліту з великою питомою поверхнею, який має розмір елементарної комірки в інтервалі від 24,10 до 24,40Å, молярне співвідношення між двоокисом кремнію й оксидом алюмінію більше 12 і питому поверхню більше 850м2/г, з одержанням у результаті цеоліту з великою питомою поверхнею; і d) видобування зазначеного цеоліту з великою питомою поверхнею. Вихідний матеріал з низьким умістом лужного металу може бути приготований за допомогою добре відомих методів, включаючи, наприклад, реітеративний амоній-іоний обмін цеоліту з високим вмістом лужного металу до досягнення бажаного рівня лужного металу, наприклад, такий, як описано в [US-A-4,085,069], або ж калій-іонний обмін, описаний y [US-A-5,435,987 і міжнародній патентній заявці WO 95/03248]. Вихідні цеоліти у найкращому варіанті мають розміри елементарної комірки в інтервалі від 24,60 до 24,78Å. Важливим параметром вихідних цеолітів є їхній низький лужний рівень. Використовувані тут терміни "лужний рівень" і "вміст лужного металу" є 86193 8 взаємозамінними. Обидва вони звичайно стосуються оксидів лужних металів, таких наприклад, як оксид натрію й оксид калію. Кількість їх легко визначається за допомогою, наприклад, методу швидкого рентгенофлуоресцентного (XRF) хімічного аналізу. Вихідний цеоліт у найкращому варіанті містить не більше, ніж приблизно 1%(мас.) оксиду лужного металу. Було встановлено, що цеоліти, придатні для застосування в даному винаході, які мають найбільшу питому поверхню і бажаний об'єм мікропор, можуть утворюватися при застосуванні на стадії с) як кислоти, так і солі амонію. При цьому найкращі матеріали одержуються, коли на стадії с) деалюмінування застосовується саме кислота і, особливо, якщо це є сильна кислота. Цілком зрозуміло, що умови одержання цеолітних матеріалів з великою питомою поверхнею можуть варіювати залежно від типу використовуваної кислоти і, в разі потреби, солі амонію, а також від таких умов, як температура і час тривалості стадії деалюмінування. У загальному випадку на досягнення бажаних результатів впливають усі параметри обробки на стадії с) - температура і час деалюмінування, а також концентрації використовуваних розчинів кислоти і, в разі потреби, солі амонію. Так, наприклад, якщо температура не є достатньо високою, то іони алюмінію не будуть у достатній кількості видалені на цій стадії для одержання бажаних цеолітів. На стадії с) температура обробки може лежать в межах від навколишньої, наприклад, 20°С до 100°С. У кращому варіанті на цій стадії використовують підвищену температуру в інтервалі від 40 до 80°С. У лабораторних умовах на цій стадії часто застосовують більш низькі температури, але в умовах промислових масштабів температура обробки на цій стадії лежить в інтервалі від 60 до 80°С. Тривалість процесу деалюмінування може складати від 0,5 год. до 10 год. і в найкращому варіанті становить від 1 до 5 год. Цілком зрозуміло, що тривалість обробки при цьому є тим меншою, чим вищою є використовувана концентрація кислоти і, в разі потреби, солі амонію. Але ці параметри також суттєво різняться в лабораторних масштабах (де процес є звичайно періодичним) і в промислових масштабах (де процес, як правило, є безперервним). В останньому випадку тривалість деалюмінування може варіювати в широких межах залежно від потоку сировини, що проходить через реакційну посудину. Концентрація розчину кислоти не є критичним параметром процесу. Цілком прийнятні продукти можуть отримуватися при концентраціях соляної кислоти від таких малих, як наприклад, 0,7 міліеквівалента Н+ на грам цеоліту, до таких великих, як наприклад, 40 міліеквівалентів Н+ на грам цеоліту. Найкращі матеріали отримуються при концентраціях кислоти в інтервалі від 5 до 20, у кращому варіанті - від 9 до 20 міліеквівалентів Н+ на грам цеоліту. Не є критичною також концентрація солі амонію Підходящі матеріали можуть одержуватися при концентраціях солі амонію, наприклад, від 4 до 40 міліеквівалентів NH4+ на грам цеоліту Най 9 кращі матеріали при цьому одержуються при концентраціях солі амонію в інтервалі, приблизно, 4 до 20 міліеквівалентів NH4+ на грам цеоліту Деалюмінування можна проводити як в одну, так і в декілька етапів з метою збереження кристалічності оброблюваного цеоліту і, в разі потреби, забезпечення того, що на кожному етапі при цьому буде проводитися м'яка кислотна обробка Таким чином, обробка 20 міліеквівалентами Н+ на грам цеоліту може проводитися в два етапи з концентрацією 10 міліеквівалентів на кожному етапі. Найкраще при цьому кожний етап проводити при використанні однакових матеріалів деалюмінування і в однакових умовах реакції. На стадії с) можуть використовуватися як неорганічні, так і органічні кислоти, включаючи оцтову, мурашину і щавлеву кислоти. Але кращими при цьому є неорганічні кислоти зі ступенем кислотності рКа нижче 0, які часто фігурують під назвою "сильних кислот" Прийнятними для процесу за даним винаходом є такі неорганічні кислоти, як соляна, азотна, сірчана та інші кислоти. При цьому краще застосовувати одновалентні кислоти, такі, як соляна й азотна. Застосовувати кислоту бажано у формі водного розчину. У загальному випадку можуть використовуватися будь-які солі амонію і серед них, наприклад, нітрат амонію, хлорид амонію і сульфат амонію. Кращими при цьому солями є хлорид і нітрат амонію. У результаті деалюмінування розмір елементарної комірки зменшується, а молярне співвідношення між двоокисом кремнію й оксидом алюмінію збільшується порівняно з проміжним цеолітом. На стадії b) проводять кальцинування в паровому середовищі. Обробки такого роду є добре відомими в даній галузі під назвою гідротермічних обробок. У даному тексті вони фігурують під обома цими назвами і означають термообробку при наявності пари. Джерелом пари може служити сам цеоліт (так зване "автопропарювання"), але на стадії b) процесу згідно з винаходом для забезпечення відповідних умов реакції протягом всієї тривалості стадії кальцинування пару бажано постачати ззовні. Для одержання цеолітів, придатних до застосування згідно з даним винаходом, кальцинування в середовищі пари проводять при температурах в інтервалі від 600 до 800°С, краще - від 600 до 700°С, ще краще - від 620 до 680°С і найкраще - від 630 до 670°С. Пропарювання звичайно проводять протягом часу від 0,5 год. до 5 год. і краще - від 1 год. до 3 год. Парціальний тиск пари на стадії b) лежить в інтервалі від 0,2 до 1 атмосфери. Інакше це можна представити відсотковим інтервалом від 20%(об.) до 100%(об.) пари від загальної кількості наявного газу; іншим, окрім пари, газом у середовищі кальцинування може бути повітря, азот або інший інертний газ. Прийнятні для застосування в даному винаході матеріали одержуються при кількості пари в інтервалі від 90 до 100%(об.). У разі меншого парціального тиску пари для одержання бажаного проміжного цеоліту можуть потребуватися більші тривалості пропарювання. 86193 10 Кальцинування в паровому середовищі найкраще проводити в два етапи, і перший етап проводити при температурі, відмінній від температури другого етапу. В альтернативному варіанті кальцинування може проводитися в один етап зі ступінчастим підвищенням температури протягом часу. Різниця температур між першим і другим етапами або між початком і кінцем цієї обробки, звичайно, складає від 10 до 100°С, а найчастіше - від 20 до 50°С. У найкращому варіанті здійснення винаходу кальцинування проводять в один етап зі ступінчастим підвищенням температури протягом часу. Незалежно від режиму термообробки необхідно забезпечити умови, в яких у реакційній посудині не виникало б гарячих плям, оскільки такі плями можуть призводити до нерівномірних властивостей цеолітного продукту. Режим парової обробки визначає умови проведення деалюмінування. Наприклад, проведення парової обробки у більш жорстких умовах (наприклад, при вищій температурі) зумовлює для вироблення цеолітів з великою питомою поверхнею необхідність відповідно в більш жорсткій кислотній обробці. Найкращі варіанти комбінування режимів роботи устаткування і використовуваних матеріалів можуть визначатися експериментальним шляхом. Використовуючи описаний вище процес.оможна одержувати фоязитні матеріали з розмірами елементарної комірки менше 24,40Å питомою поверхнею більше 850м2/г, об'ємним молярним співвідношенням між двоокисом кремнію й оксидом алюмінію вище 12 і прийнятним об'ємом мікропор. При гідрокрекінгу, селективному до середнього дистиляту, цеолітні каталізатори за даним винаходом демонструють чудову активність, порівняну з активністю матеріалів з більшими розмірами елементарної комірки і більшим вмістом оксиду алюмінію. Фахівцям у даній галузі добре відомо, що фоязити з розмірами елементарної комірки більше 24,40Å мають селективність, відмінну від такої у відомих фоязитних матеріалів з меншими розмірами елементарної комірки, демонструючи при цьому більшу селективність до лігроїну і вищу активність. Матеріали за даним винаходом мають високу активність відомих матеріалів з великими розмірами елементарної комірки і, поряд з цим, дуже потрібну селективність до середнього продукту дистиляції, порівняно з тією, ятю мають відомі матеріали з малими розмірами елементарної комірки. Цеолітовий компонент каталізатора згідно з даним винаходом звичайно змішаний з аморфним зв'язуючим компонентом. Аморфним зв'язуючим компонентом може бути будь-який вогнетривкий неорганічний оксид або суміш оксидів, звичайно застосовуваних у таких складах. У загальному випадку такими оксидами є оксид алюмінію, двоокис кремнію, алюмосилікат або суміш цих двох і більше оксидів. Проте можна також використовувати двоокис цирконію, глини, фосфат алюмінію, оксид магнію, двоокис титану, цирконієсилікат і боросилікат, хоча ці матеріали не часто знаходять застосування в даній галузі. Кількість цеоліту в 11 основі каталізатора при наявності при наявності в ній також зв'язуючого може складати до 90%(мас), але в кращих варіантах вона лежить в інтервалі від 2%(мас), ще краще - від 10%(мас.) і найкраще від 20%(мас.) до 80%(мас.) у розрахунку від загальної маси основи каталізатора. У деяких випадках композиція каталізатора згідно з даним винаходом може включати у себе також другий крекінг-компонент. Цим компонентом у кращому варіанті є другий цеоліт. У найкращому варіанті другий цеоліт вибирають серед бетацеоліту, цеоліту ZSM-5 або Y-цеоліту з відмінними від першого цеоліту розмірами елементарної комірки. У разі застосування в ролі другого крекінгкомпонента Y-цеоліту бажано, щоб розмір його елементарної комірки був більшим 24,40Å. Другий крекінг - компонент може бути наявним у кількості до 20 масових частин (м. ч.) у розрахунку від загальної маси цеоліту плюс зв'язуюче, але в кращому варіанті його кількість лежить в інтервалі від 0,5 до 10м. ч. Слід зауважити, що аморфний алюмосилікат може бути як другим крекінг-компонентом, так і зв'язуючим. Як крекінг-компонент він найчастіше використовується у високотемпературних процесах, а як зв'язуюче він виявився корисним у захисті цеоліту від втрати ним кристалічності, а отже від зниження його активності при використанні в будьякому процесі, де є наявними або утворюються вода і/або фторид. При виготовленні каталізатора за даним винаходом після змішування цеоліту зі зв'язуючим і другим крекінг-компонентом, якщо останній використовується, до суміші може додаватися підкислена вода, після чого суміш роздрібнюють, екструдують і піддають кальцинуванню звичайним чином. При цьому для приготування підкисленої води може використовуватися підходяща одноосновна кислота, наприклад, азотна або оцтова кислота. Під час екструзії використовуються звичайні екструзійні добавки і, зокрема, Superfloc, що виробляється фірмою Nalco. Екструзія може проводитися на звичайному серійному екструдері. Зокрема, для цього може використовуватися шнековий екструдер, що продавлює суміш через отвори в матриці з утворенням каталітичних екструдатів потрібної форми, наприклад, циліндричної або трипелюсткової. Після цього сформовані екструдати можуть розрізатися на частки потрібної довжини. У разі необхідності каталітичні екструдати перед кальцинуванням можуть піддаватися сушці при температурі, наприклад, від 100 до 300°С протягом часу від 30хв. до 3 год. Кальцинування звичайно проводять у повітряному середовищі при температурі від 300 до 800°С протягом часу від 30хв. до 4 год. У каталізатор за даним винаходом у кращому варіанті введений принаймні один компонент гідрогенізації. Добавлення його може проводитися на будь-якій стадії процесу виготовлення каталізатора і за допомогою будь-якого звичайного в даній галузі методу. Наприклад, компонент гідрогенізації може додаватися в цеоліт або в суміш цеоліту зі зв'язуючим шляхом спільного помелу. Альтерна 86193 12 тивним чином компонент гідрогенізації може додаватися в екструдати перед кальцинуванням або після нього за допомогою звичайних методів просочування, наприклад, одним чи більше водними просочувальними розчинами солей металів VIB і/або VIII груп Періодичної системи елементів. Якщо просочування відбувається після кальцинування сформованих екструдатів, то після нього звичайно проводять процедуру сушіння і кальцинування. У даному описі даються посилання на Періодичну таблицю елементів, що є на внутрішній стороні обкладки довідника CRC з хімії та фізики [CRC Handbook of Chemistry and Physics "The Rubber Handbook", 66th edition], у відповідності з символікою версії CAS. Компонент гідрогенізації вибирають, як правило, серед нікелю, кобальту, молібдену, вольфраму, платини і паладію. Таким чином, підходящими для застосування компонентами гідрогенізації можуть бути, наприклад, метали VIB групи (наприклад, молібден і вольфрам) і VIII групи (наприклад, кобальт, нікель, іридій, платина і паладій) Періодичної системи елементів, їх оксиди і сульфіди. Композиція каталізатора в кращому варіанті містить, принаймні, два компоненти гідрогенізації, наприклад, молібденовий і/або вольфрамовий компоненти у сполученні з кобальтовим і/або нікелевим компонентами. Особливо кращими є комбінації нікелю з вольфрамом і нікелю з молібденом. Дуже хороші результати отримуються, коли метали в цих комбінаціях використовуються у формі сульфідів. Композиція каталізатора згідно з даним винаходом може містити до 10м. ч. компонента гідрогенізації із розрахунку в його чистій металевій формі на 100м. ч. (сухої ваги) загальної каталітичної композиції. Наприклад, композиція каталізатора може містити від 2 до 40м. ч., краще - від 5 до 30м. ч. і найкраще - від 10 до 20м. ч. металу (або металів) VIB групи і/або від 0,5 до 10м. ч., краще - від 0,5 до 8м. ч. і ще краще - від 1 до 6м. ч. металу або металів VIII групи, із розрахунку в їх чистій металевій формі на 100м. ч. (сухої ваги) загальної каталітичної композиції. Винаходом пропонується також процес перетворення вуглеводневої сировини на матеріали з нижчою температурою кипіння, який включає у себе приведення в контакт сировини з воднем при підвищеній температурі і підвищеному тиску при наявності композиції каталізатора за даним винаходом. Процесами такого роду можуть бути, наприклад, одностадійний гідрокрекінг, двостадійний гідрокрекінг і гідрокрекінг послідовного потоку. Визначення цих процесів можна знайти на стор. 602 і 603 Глави 15 під назвою "Hydrocarbon processing with zeolites" (Обробка вуглеводнів із застосуванням цеолітів) книги ["Introduction to zeolite science and practice" edited by van Bekkum, Flanigen, Jansen; published by Elsevier, 1991]. Цілком зрозуміло, що процеси гідроперетворення згідно з даним винаходом можуть здійснюватися у будь-якій реакційній посудині, що широко застосовуються в даній галузі. Так само, цей про 13 цес може здійснюватися в реакторі зі стаціонарним або з рухомим шаром. Каталізатор за даним винаходом може використовуватися також разом із будь-яким підходящим іншим каталізатором або іншими матеріалами, звичайно застосовуваними в даній галузі. Так, наприклад, каталізатор за даним винаходом може використовуватися у багатошаровій формації з одним і більше іншими каталізаторами, що застосовуються в гідрокрекінгу, наприклад: з каталізатором, що містить інший цеоліт; з каталізатором, що містить фоязит з іншим розміром елементарної комірки; з каталізатором, в якому використовується аморфний носій, і т. д. Різноманітні багатошарові комбінації були запропоновані, наприклад, у [публікаціях WO99/32582, ЕР-А-310,164, ЕР-А-310,165 і ЕР-А428,224]. Обробці із застосуванням даного винаходу можуть піддаватися найрізноманітніші види вуглеводневої сировини в широкому діапазоні температур кипіння. Це можуть бути: атмосферні газойлі; газойлі коксування; вакуумні газойлі; деасфальтовані масла; воски, отримані шляхом синтезу методом Фішера-Тропша (Fischer-Tropsch); широкі і вузькі остаточні фракції; рециклові газойлі після їх каталітичного крекінгу; газойлі після їх каталітичного або термічного крекінгу; а також синтетична сира нафта зі сланцевих пісків і горючих сланців, процесів збагачення остаточних фракцій і з біомаси. Можуть використовуватися також комбінації різноманітних вуглеводневих масел. Сировина в загальному випадку містить вуглеводні з температурами кипіння, принаймні, 330°С. Діапазон температур кипіння сировини у загальному випадку лежить у межах від 330 до 650°С. При цьому кращими є ті сировинні матеріали, температури кипіння яких лежать в інтервалі, приблизно, від 340 до 620°С. Сировина може містити азот у кількостях до 5000 масових мільйонних частин і сірку в кількостях до 6%(мас). Звичайно, вміст азоту в сировині лежить в інтервалі від 250 до 2000 масових мільйонних частин, а вміст сірки - в інтервалі від 0,2 до 5%(мас). Сировину можна, а в деяких випадках і бажано, частково або повністю піддавати попередній обробці, наприклад, гідроденітрогенізації, гідродесульфурації або гідродеметалування за допомогою відповідних процесів, добре відомих у даній галузі. Процес згідно з даним винаходом може здійснюватися при температурах реакції в інтервалі від 250 до 500°С, а в кращих варіантах - в інтервалі від 300 до 450°С. Даний процес у кращому варіанті здійснюють в умовах загального тиску (на вході реактора) в межах від 3´106 до 3´107 Па, краще - в межах від 4´106 до 2,5´107 Па і ще краще - в межах від 8´106 до 2´107Па. Якщо процес гідрокрекінгу проводиться під низькимтиском, наприклад, від 4´106 до 1,2´107Па, то його можна кваліфікувати як "м'який гідрокрекінг". Парціальний тиск водню (на вході реактора) в кращому варіанті лежить в інтервалі від 3´106 до 2,9´107Па, ще краще, якщо він лежить в інтервалі 86193 14 від 4´106 до 2,4´107 Па, і ще краще - в інтервалі від 8´106 до 1,9´107Па. Об'ємний потік сировини звичайно становить від 0,1 до 10кг на літр каталізатора за годину (кг/л/год). У кращому варіанті об'ємний потік сировини становить від 0,1 до 8, а в найкращому - від 0,2 до 5кг/л/год. Кількісне співвідношення між газоподібним воднем і сировиною (загальна витрата газу) в процесі за даним винаходом, як правило, складає від 100 до 5000нл/кг, а в кращому варіанті лежить в інтервалі від 200 до 300нл/кг. Нижче винахід ілюстрований на деяких прикладах його практичного здійснення. Приклади У розглянутих нижче прикладах використовувалися такі методи аналізу. Розміри елементарної комірки: визначалися за допомогою рентгеноструктурного дифракційного аналізу згідно з методикою ASTM D-3942-80. Питома поверхня: визначалися за допомогою ВЕТ-методу (Brunauer-Emmett-Teller) адсорбції азоту, описаного в [S. Brunauer, P. Emmett and E. Teller, J. Am. Chm. Soc, 60, 309 (1938)] і методики ASTM D4365-95. Наведені нижче результати вимірювань були отримані згідно з принципом одноточкової оцінки, що проводилася при парціальному тиску азоту 0,03 після попередньої високотемпературної обробки (див. також коментарій нижче). Поверхня мезопор: визначалася по результатах згаданих вище ВЕТ-вимірювань питомої поверхні. Використовуваний тут термін "мезопора" стосується пор, що мають діаметр 2нм і більше. Різниця між загальною питомою поверхнею і поверхнею мезопор являє собою поверхню мікропор, де термін "мікропора" стосується пор, що мають діаметр менше 2нм. Молярне співвідношення між двоокисом кремнію й оксидом алюмінію (SAR): визначалося шляхом хімічного аналізу; наведені тут результати цього аналізу виражають "об'ємне" (тобто загальне) співвідношення SAR і не відбивають специфічності SAR, зумовленої кристалічним остовом матеріалу. Загальний об'єм пор: визначався за допомогою ВЕТ-методу. Об'єм мікропор: оцінювався t-графічним методом, відомим також під назвою t-методу, використовуючи азот як газ, що адсорбується, у відповідності з методикою, описаною в [Lippens, Linsen and de Boer, Journal of Catalysis, 3-32, (1964)]. Кристалічність: визначалася методом рентгенівської дифракції згідно з ASTM D3906-97, використовуючи як еталон в усіх випадках промисловий Y-цеоліт з порівняно малим розміром елементарної комірки. Коментарій щодо методу об'ємного аналізу питомої поверхні мікропор. Якість цеоліту в літературі характеризується питомою поверхнею, визначеною ВЕТ-методом. Наведені тут дані питомої поверхні були одержані у відповідності із загальною методикою, описаною в [ASTM D4365-95]. У цій методиці зазначається, що у матеріалів з високим умістом цеоліту лінійний ВЕТ-інтервал лежить у межах величин р/ро від 0,01 до 0,09. Крім того, в 15 методиці зазначається що в тих випадках, коли спостерігаються негативні відтинки, особливу увагу слід приділяти ще нижчим величинам р/ро. У публікації Джонсона [Johnson, Journal of Catalysis, "Estimation of the Zeolite Content of a Catalyst from Nitrogen Adsorption Isotherms", 52, 425-431 (1978)] ясно показано, що при величинах р/ро вище 0,05 в Y-цеоліті і каталізаторах на основі Y-цеоліту має місце дуже мале поглинання азоту. Найбільш прийнятним було прийняте поглинання при парціальному тиску азоту 0,05 р/ро, і виходячи з нього, проводилися обчислення визначеної ВЕТ-методом питомої поверхні для цеолітів у даних прикладах. Описані в наведених нижче прикладах матеріали відрізняються від промислових деалюмінованих матеріалів і від матеріалів, описаних в літературі, головним чином, своєю питомою поверхнею. Порівняння їх з матеріалами, що мають близькі до них розміри елементарної комірки, слід проводити дуже обережно. У патентній літературі такі матеріали фігурують під назвою "надгідрофобного Yцеоліту" (UPHY: ultrahydrophobic zeolite Y). У [GBA-2,014,970] описані матеріали з параметрами елементарної комірки менше 24,45Å, які мають визначену BET-методом питому поверхню від 450м2/г до приблизно 600м2/г. У [патенті US 4,401,556] описане застосування в гідрокрекінгу важкого газойлю таких UPHY-матеріалів (і каталізаторів на їх основі), що мають питому поверхню в межах від 520 до 579м2/г. Описані в [ЕР-А-421,422] цеоліти мають виміряну ВЕТ-методом питому поверхню від 586 до 752м2/г і, отже, також підходять для застосування в процесах гідрокрекінгу. В літературі описані також матеріали промислового походження. Так, в [патенті US 5,234,876] згадуються "надстабільні Y-цеоліти" TSZ-350 і TSZ-360, що виробляються фірмою Tosoh Corporation, які мають ВЕТ-питому поверхню в інтервалі від 600 до 650м2/г. У публікації [Bezman, Catalysis Today, 13, 143-156 (1992)] описані деалюміновані гідротермічним шляхом цеоліти Y-типу (HDY-цеоліти), що виробляються Linde відділенням UOP, марки LZ-Y20, і що виробляються фірмою PQ Corporation, марок CBV 600 і CBV 712. Усі ці матеріали мають згідно із зазначеними джерелами виміряну ВЕТ-методом питому поверхню від 500 до 700м2/г. Виготовлення цеолітів Цеоліти, використовувані в каталізаторах за даним винаходом, одержувалися у відповідності з таким загальним процесом. Як вихідні матеріали використовувалися Yцеоліти амонійної форми з низьким умістом лугів (менше 1,5%(мас.) оксидів лужних металів). Для їх одержання застосовувався один з двох методів, добре відомих у даній галузі. Не наділяючи ці методи будь-якою ексклюзивністю в тім, що стосу 86193 16 ється одержання аналогічних результатів, в описаних прикладах використовувалися процес Купера [описаний у патенті US 5,435,987], в якому залучається К+-іонний обмін Y-цеоліту Na-форми з наступним амоній-іонним обміном, і процес Алафанді [описаний у патенті US 4,085,069], в якому залучається амоній-іонний обмін під автогенним надатмосферним тиском. У Табл. 1 наведені результати хімічного аналізу вихідних цеолітів і зазначений загальний процес одержання цільових матеріалів. Y-цеоліти амонійної форми з низьким умістом лугів піддавалися кальцинуванню в паровому середовищі в одну і дві стадії, в результаті чого отримувався Y-цеоліт надстабільного типу. Далі більшість оброблених у паровому середовищі цеолітів піддавалися кислотному деалюмінуванню, яке складалося з двох стадій і в якому застосовувалося комбінування хлориду амонію із соляною кислотою. У Табл. 1 наведені також специфічні деталі обробки в паровому середовищі й іонообмінного деалюмінування. Уміст води в процесі іонообмінного деалюмінування в загальному випадку був достатнім для забезпечення цеолітного шламу 5-25% безводного цеоліту. Варіювання цього параметра в зазначених межах не повинно було суттєво впливати на отримувані результати. Властивості отримуваних продуктів, позначених як цеоліти від 1 до 5, наведені в Табл. 2. У Табл. 1 і 2 також подані деталі виготовлення і властивості цеоліту 6. Цей цеоліт був виготовлений аналогічно цеолітам 1-5, але лише з одним етапом кислотної обробки на стадії кислотного деалюмінування. При цьому в ролі кислотного реагенту використовувалася соляна кислота. Взагалі можна зауважити, що для одержання бажаних властивостей цільових матеріалів, а саме дуже великої питомої поверхні і якомога більшого об'єму мікропор, необхідно відповідним чином комбінувати жорсткість обробки в паровому середовищі з жорсткістю кислотного деалюмінування. Якщо вихідний матеріал піддається занадто м'якій паровій обробці, то він не може набути достатньої стабільності для жорсткої кислотної і кислотноамонійної обробки, внаслідок чого утворюється продукт з малою питомою поверхнею. Якщо ж матеріал піддається занадто жорсткій обробці парою, то в ньому виникає занадто багато ушкоджень кристалічної структури, в результаті чого потрібні великі питома поверхня й об'єм мікропор не досягаються. Подібним чином, якщо занадто м'якою є кислотна і кислотноамонійна обробка, то утворений при паровій обробці аморфний дебріс (debris) у достатній мірі не видаляється, і співвідношення SAR не потрапляє в бажаний інтервал, а питома поверхня продукту виходить малою. 17 Виготовлення каталізатора Одержані згідно з описаним вище цеоліти були введені в склад каталітичних композицій так, як описано нижче. Y-цеоліти, що використовувалися в каталізаторах A-F для порівняння в тестах на активність, випускаються фірмою PQ Corporation, Філадельфія, і є у продажу. У виготовленні каталізаторів за допомогою описаного нижче загального процесу використовувалися різні кількості цеоліту і неорганічного вогнетривкого оксиду, як правило, оксиду алюмінію; склад кожного із каталізаторів зазначений у таблицях нижче. В усіх випадках, за винятком каталізатора С для порівняння, каталізатора Ε для порівняння і каталізатора 3 для порівняння, до складу каталізаторів входили 4%(мас.) нікелю і 19%(мас.) вольфраму як металевих компонентів гідрогенізації, від загальної маси каталізатора; каталізатор С для порівняння містив 17%(мас.) вольфраму, а каталізатор Ε і каталізатор 3 містили обидва по 3,3%(мас.) нікелю і по 16%(мас.) вольфраму. Ці незначні різниці вмісту металів не впливають на активність таких каталізаторів гідро крекінгу; будьякий вплив від них, який можна було помітити, обмежувався незначними змінами в гідрогенізації ароматичних сполук. 86193 18 Загальний процес Каталізатор виготовляли шляхом змішування цеоліту з вогнетривким неорганічним оксидом у потрібних пропорціях. До суміші додавали воду і 3%(мас.) азотної кислоти (65%(мас.) розчину), що дозволяло встановити рН суміші в інтервали від 4,4 до 5,7 і втрати при спалюванні в інтервалі від 50 до 60%(мас), і суміш роздрібнювали в роздрібнювачі зі змішувачем доти, поки не утворювалася суміш, прийнятна для екструзії. Після цього суміш піддавали екструзії разом з екструзійною добавкою (Superfloc), у результаті чого отримувалися екструдати, що мали в поперечному перерізі трипелюсткову форму. Ці екструдати сушили в нерухомому стані протягом 2 годин при 120°С, а потім піддавали кальцинуванню протягом 2 годин при 535°С. Отримані таким чином частки каталізатора мали майже однакову довжину, а діаметр їх становив 2,5мм і вимірювався від верхньої точки до нижньої сторони трикутника, утвореного трьома пелюстками. Після цього були введені нікелевий і вольфрамовий металеві компоненти гідрогенізації шляхом просочування отриманих часток гомогенізованим водним розчином нітрату нікелю і метавольфрамату амонію. Просочені екструдати просушувалися в нормальних навколишніх умовах 19 у гарячому циркулюючому повітрі протягом 2 годин, а потім при 120°С протягом 2 годин, і наприкінці піддавалися кальцинуванню при 500°С протягом 2 годин. Випробування на активність Продуктивність каталізаторів гідрокрекінгу оцінювали шляхом проведення низки випробувань, що моделювали процес з послідовними потоками другої стадії. Випробування проводили в установці з прямоточним мікропотоком, яку завантажували верхнім шаром каталізатора, що містив 1мл каталізатора С-424 (виробництва фірми Criterion Catalyst & Technology Company), розбавлений 1мл 0,1мм часток SiC, і нижнім шаром каталізатора, що містив 10мл випробуваного каталізатора, розбавленого 10мл 0,1мл часток SiC. Обидва каталітичні шари перед випробуваннями піддавали попередньому сульфідуванню. Випробування на активність полягали в тому, що вуглеводневу сировину (важкий газойль) приводили послідовно в контакт з верхнім каталітичним шаром, а потім з нижнім каталітичним шаром однією проточною операцією в таких умовах процесу: об'ємній швидкості 1,5кг важкого газойлю на літр каталізатора за годину (кг/л/год.), співвідношенні між газоподібним воднем і важким газойлем 1440нл/кг, парціальному тиску сульфіду водню 5,6´105Па (5,6 бар) і загальному тиску 14´106Па (140 бар). Використовуваний важкий газойль мав такі характеристики: Вміст вуглецю 86,47%(мас.) Вміст водню 13,53%(мас.) Вміст азоту (N) 9´10-6м.ч. Доданий n-дециламін 12,3 г/кг (еквівалент 1100´10-6м.ч. N) Загальний вміст азоту 1109´10-6 м.ч. (N) Густина (15 при 4°С) 0,8736г/мл Густина (70 при 4°С) 0,8394г/мл Молярна маса 433г Температура початку 351°С кипіння Температура кипіння 451°С 50%(мас.) Кінцева температура 605°С кипіння Фракція з температурою кипіння нижче 370°С 3,71 %(мас.) Фракція з температурою кипіння вище 540°С 10,0%(мас.) Продуктивність каталізатора гідрокрекінгу оцінювали на рівнях перетворювання між 40 і 90%(мас.) чистого перетворення компонентів сировини з температурами кипіння вище 370°С. Для порівняння активності каталізаторів у таблицях нижче наведені отримані результати випробувань, виражені через температуру, що потребується для одержання 65%(мас.) чистого перетворення компонентів сировини з температурами кипіння вище 370°С. У цих таблицях кількість цеоліту зазначена в %(мас.) від загальної маси основи каталізатора, тобто від маси каталізатора мінус вміст металів. 86193 20 Приклад 1 Були проведені випробування активності низки каталізаторів, використовуваних для порівняння, і каталізаторів за даним винаходом. Результати випробувань наведені в Табл. 3. Із Табл. 3 видно, що при використанні надстабільних Y-цеолітів, що мають "великі" розміри елементарної комірки (більше 24,40Å створені на їх основі каталізатори гідрокрекінгу не підвищували свою активність (про що свідчать величини потрібної для перетворення температури Τ req.) зі зміною розмірів елементарної комірки, питомої поверхні, співвідношення SAR і об'єму мікропор: обидва каталізатори А і В порівняння демонструють більш-менш однакові потрібні температури (Т req.) для 65%(мас.) чистого перетворення. Цілком природно очікувати, що зменшення розміру елементарної комірки цеолітової основи нижче певного рівня (про що свідчить зменшення вмісту алюмінію, яке спостерігається також у збільшенні співвідношення SAR) повинно призвести до втрати активності, тобто до підвищення температури, потрібної для одержання такого самого перетворення. Ця картина дійсно спостерігається в каталізаторі С порівняння, у котрому Y-цеолітна основа має значно менші розміри елементарної комірки і значно вищу величину співвідношення SAR, і потребує на 10°С більшої температури для такого ж перетворення, що й каталізатори А і В порівняння. Проте сліди цього явища абсолютно відсутні у каталізатора 1 за даним винаходом, в якому використовується цеоліт з таким самим "малим" розміром елементарної комірки і навіть меншим вмістом алюмінію (про що свідчить навіть більша величина співвідношення SAR) і який досягає такої самої активності, що і каталізатори А і В порівняння, основою котрих є цеоліт з "великим" розміром елементарної комірки. Із результатів у Табл. 3 можна також бачити, що підвищення активності каталізатора надається не тільки змінами співвідношення SAR цеоліту. Цеоліт каталізатора 2 має величину співвідношення SAR, практично таку саму, що й у каталізатора D порівняння, але каталізатор 2 виказує також поліпшену температурну потребу. Подальше збільшення питомої поверхні, величини SAR і об'єму мікропор цеолітної основи продовжує поліпшувати активність (каталізатор 3). Наведені дані показують також, що отримуваний ефект зумовлений не тільки пропорцією Yцеоліту в складі каталізатора і спостерігається також у інших цеолітів з аналогічними параметрами. Були досліджені каталізатори, що містили цеоліт у кількостях 50%(мас.) і 70%(мас), і в тому ні в іншому випадку з каталізаторами за даним винаходом не спостерігалося значного підвищення активності (про що свідчить різниця температур близько 10°С у кожному випадку) порівняно з каталізатором, що мав аналогічний склад і такі самі розміри елементарної комірки, але менші питому поверхню, величину SAR і об'єм мікропор. 21 86193 22 Крім того, із порівняння потреб у температурі у каталізатора 1, каталізатора 2 і каталізатора 3, а також у каталізатора Ε порівняння, можна бачити, що з каталізатором згідно з даним винаходом для досягнення такої самої активності потребується лише половина кількості Y-цеоліту. Приклад 2 У Прикладі 2 описане проведення оцінки селективності гідрокрекінгу до вуглеводнів середніх фракцій дистиляції для каталізаторів згідно з даним винаходом. Під середнім дистилятом тут розуміють вуглеводні діапазону кипіння керосину плюс газойлю. Для проведення достовірного порівняння селективностей різних каталізаторів необхідно порівнювати селективність за постійної активності, тобто за однакової Τ req. У відповідності з цим, у Табл. 4 порівнюються селективності щодо оброблюваного продукту для каталізатора порівняння і каталізатора за даним винаходом. Тут подані, зокрема, величини селективності стосовно таких продуктів: вуглеводнів С1-С4, від С5 до 150°С (лігроїн) і від 150 до 370°С (керосин і газойль). Із цих даних можна бачити, що селективність щодо оброблюваного продукту є в усіх каталізаторів дуже схожою. Приклад 3 Був виготовлений каталізатор у відповідності з описаним вище процесом виготовлення каталізатора, але з малою масовою кількістю бета-цеоліту, доданого в суху суміш цеоліту з оксидом алюмінію перед додаванням води і кислоти У каталізатор 9 додавали 4%(мас.) бета-цеоліту. Використовуваний при цьому бета-цеоліт мав молярне співвідношення між двоокисом кремнію й оксидом алюмінію приблизно 200 і був отриманий від фірми Zeolyst International під кодом продукту СР811В200. Селективність каталізатора 9 оцінювали у порівнянні зі селективністю каталізатора 2, який мав практично таку саму активність. Отримані результати наведені в Табл. 5. Із Табл. 5 можна бачити, що включення невеликої кількості бета-цеоліту дає поліпшення селективності до середніх дистилятів у каталізаторів згідно з винаходом. 23 Комп’ютерна верстка А. Крижанівський 86193 Підписне 24 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюHydrocracking catalyst composition, method of producing thereof and process of transformation of hydrocarbon raw material with use thereof
Автори англійськоюCreyghton Edward Julius, Ouwehand Cornelis
Назва патенту російськоюКомпозиция катализатора гидрокрекинга, способ его получения и процесс преобразования углеводородного сырья с его использованием
Автори російськоюКрейгтон Эдвард Джулиус, Оувеханд Корнелис
МПК / Мітки
МПК: C10G 47/00, B01J 35/00, B01J 29/00
Мітки: сировини, процес, каталізатора, перетворення, використанням, спосіб, вуглеводневої, гідрокрекінгу, одержання, композиція
Код посилання
<a href="https://ua.patents.su/12-86193-kompoziciya-katalizatora-gidrokrekingu-sposib-jjogo-oderzhannya-ta-proces-peretvorennya-vuglevodnevo-sirovini-z-jjogo-vikoristannyam.html" target="_blank" rel="follow" title="База патентів України">Композиція каталізатора гідрокрекінгу, спосіб його одержання та процес перетворення вуглеводневої сировини з його використанням</a>
Спосіб одержання каталізатора конверсії so2 в so3 з використанням спрацьованого ванадієвого каталізатора
Номер патенту: 70330
Опубліковано: 15.10.2004
Автори: Малкіман Веніамін, Манаєва Любовь
МПК: B01J 23/16, B01J 38/00
Мітки: конверсії, використанням, спосіб, спрацьованого, одержання, ванадієвого, каталізатора
Формула / Реферат:
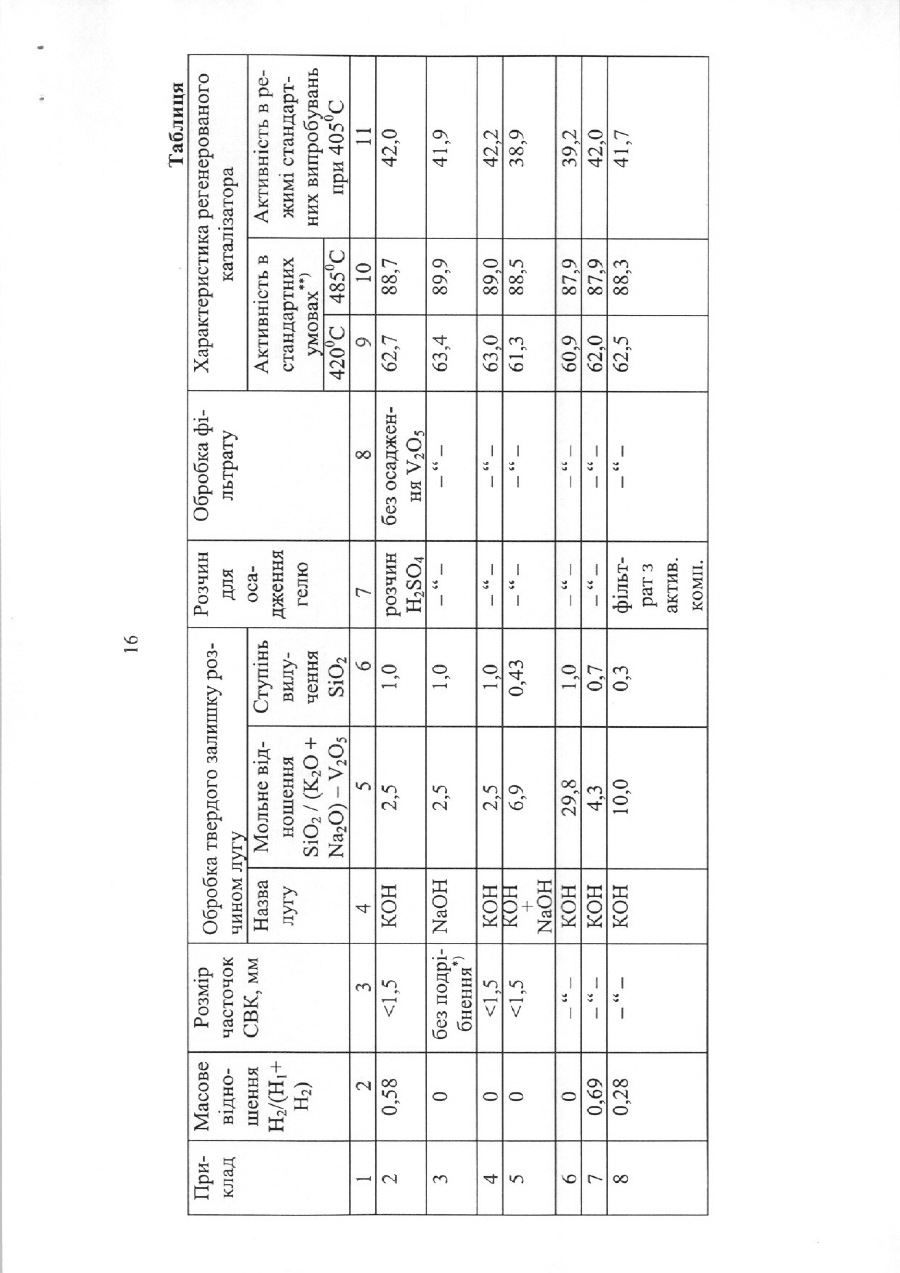
1. Спосіб одержання каталізатора конверсії SO2 в SO3 з використанням спрацьованого ванадієвого каталізатора, який включає вилуговування активних компонентів у пульпі, відокремлення їх з фільтратом від твердого залишку, обробку фільтрату та твердого залишку, змішування останнього з активними компонентами з фільтрату, введення компонентів свіжої контактної маси, сушіння, формування та термообробку, який відрізняється тим, що твердий залишок...
Спосіб отримання зимового дизельного палива з використанням каталізатора з високою стабільністю
Номер патенту: 42605
Опубліковано: 15.10.2001
Автор: Сущенко Віталій Іванович
МПК: C10G 47/00
Мітки: спосіб, палива, отримання, використанням, дизельного, каталізатора, стабільністю, зимового, високою
Формула / Реферат:
1. Спосіб отримання зимового дизельного палива 3 використанням каталізатора з високою стабільністю з прямогонних дизельних фракцій, який здійснюють з використанням стадії каталітичної гідродепарафінізації в присутності каталізатора, що містить висококремнеземний цеоліт як основу, гідруючі компоненти та оксид алюмінію - решта, при підвищених температурах та тиску, який відрізняється тим, що використовують каталізатор, вміст висококремнеземного...
Спосіб виготовлення каталізатора для одержання вінілацетату у псевдозрідженому шарі, каталізатор для одержання вінілацетату і спосіб одержання вінілацетату з використанням каталізатора
Номер патенту: 65569
Опубліковано: 15.04.2004
Автори: Салем Джордж Фредерік, Бейкер Майкл Джеймс
МПК: C07C 67/055, C07C 69/15, B01J 33/00, B01J 37/00, B01J 35/00, B01J 37/02, B01J 23/54, B01J 8/20, C07B 61/00, C07C 67/04
Мітки: каталізатора, одержання, використанням, вінілацетату, виготовлення, шарі, каталізатор, спосіб, псевдозрідженому
Формула / Реферат:
1. Спосіб виготовлення каталізатора, використовуваного з метою одержання вінілацетату в реакторі з псевдозрідженим шаром, який включає:(І) введення попередньо сформованих пористих мікросферичних частинок носія у контакт із розчинами паладієвої сполуки і принаймні однієї сполуки металу, що виявляє спорідненість, таким чином, що паладій і метал, який виявляє спорідненість, тонко диспергують у мікросферичних частинках носія,(II)...
Спосіб одержання продукту із зниженим вмістом сірки з рідкої вуглеводневої сировини (варіанти)
Номер патенту: 77013
Опубліковано: 16.10.2006
Автори: Барнетт Птошіа А., МакДейніл Стейсі
МПК: C10G 69/00
Мітки: рідкої, спосіб, продукту, варіанти, вмістом, вуглеводневої, сірки, сировини, зниженим, одержання
Формула / Реферат:
1. Спосіб одержання продукту зі зниженим вмістом сірки із сировини, яка містить сірковмісні органічні домішки і є звичайною рідкою сумішшю вуглеводнів, включаючи олефіни, який відрізняється тим, що включає:(a) приведення в контакт сировини з олефін-модифікаційним каталізатором, принаймні, в одній зоні олефін-модифікаційних реакцій в умовах, що дозволяють ефективно виробляти продукт, який має бромне число, нижче, ніж бромне число...
Спосіб одержання модифікованого со-вмісного перовськітного каталізатора для процесу селективного перетворення метану в вищі вуглеводні
Номер патенту: 9966
Опубліковано: 17.10.2005
Автори: Бостан Анатолій Іванович, Дзязько Олександр Григорович, Неділько Сергій Андрійович, Пятницький Юрій Ігорович
МПК: B01J 37/03, B01J 37/08
Мітки: со-вмісного, перетворення, перовськітного, спосіб, вищі, каталізатора, селективного, одержання, метану, модифікованого, процесу, вуглеводні
Формула / Реферат:
1. Спосіб одержання модифікованого Со-вмісного перовськітного каталізатора для процесу селективного перетворення метану в вищі вуглеводні, який відрізняється тим, що каталізатор одержують за золь-гельною технологією випарюванням водно-аміачних розчинів нітратів Sr, Co з додаванням цитрату амонію для утворення гелю та Li2СО3 до вихідного водно-аміачного розчину; та/або спільним розкладанням оксидів в інтервалі температур від 943 до 1068К, при...
Попередній патент: Контейнер для алкогольних напоїв (варіанти)
Наступний патент: Пристрій для складання, регулювання та випробування автомобілів
Випадковий патент: Спосіб діагностики розсіяного склерозу