Блістерна упаковка
Номер патенту: 90715
Опубліковано: 25.05.2010
Автори: Ісон Стефан Вільям, Еванс Пітер Алан, Хармер Квентін Джон, Мелініотіс Андреас Марк


Формула / Реферат
1. Блістерна упаковка, що містить базову частину, в якій сформовані численні рознесені блістерні порожнини (4), кожна з яких сконфігурована таким чином, щоб приймати та утримувати індивідуальну дозу медикаменту для інгаляції користувачем, і кришку, яка в основному є плоскою та герметично закриває блістерні порожнини, та в якій і базова частина і кришка містять ламінат, який у базовій частині містить шар фольги (2b, 3b) та зовнішній полімерний шар (2с), причому блістерна упаковка має послаблену ділянку (6), сформовану шляхом значного видалення частини зовнішнього полімерного шару (2с) з шару фольги (2b, 3b) ламінату базової частини між кожною блістерною порожниною (4) або численними блістерними порожнинами (4) без ушкодження шару фольги (2b, 3b) зазначеного ламінату базової частини.
2. Блістерна упаковка за п. 1, в якій упаковка містить внутрішній полімерний шар (2а) на протилежній стороні шару фольги (2b, 3b) до зовнішнього полімерного шару (2с).
3. Блістерна упаковка за п. 2, в якій послаблена ділянка (6) сформована шляхом значного витіснення внутрішнього полімерного шару (2а) на додаток до значного видалення або витіснення зовнішнього полімерного шару (2с) з шару фольги (2b, 3b).
4. Блістерна упаковка за пп. 2 або 3, в якій внутрішній полімерний шар (2а) має товщину, меншу за 60 mм.
5. Блістерна упаковка за п. 4, в якій внутрішній полімерний шар (2а) має товщину, яка лежить у межах між 15 mм та 40 mм.
6. Блістерна упаковка за п. 5, в якій внутрішній полімерний шар (2а) має товщину у 30 |mм.
7. Блістерна упаковка за будь-яким з попередніх пунктів, яка містить подовжену смугу блістерів.
8. Блістерна упаковка за п. 7, в якій послаблена ділянка (6) зроблена між кожним блістером смуги.
9. Блістерна упаковка за будь-яким з попередніх пунктів, в якій кожна послаблена ділянка (6) є переривчастою.
10. Блістерна упаковка за п. 9, в якій зовнішній полімерний шар (2с) суттєво видаляється або витісняється з окремих, рознесених ділянок, які тягнуться вздовж кожної послабленої ділянки (6) таким чином, що кожна послаблена ділянка формується з серій послаблених та не послаблених секцій.
11. Блістерна упаковка за будь-яким з попередніх пунктів, в якій послаблена ділянка (6) формується на крайці упаковки для полегшення ініціювання розриву.
12. Блістерна упаковка за будь-яким з попередніх пунктів, яка містить проріз, надріз або перфорування (13) на крайці упаковки для полегшення ініціювання розриву.
13. Блістерна упаковка за будь-яким з попередніх пунктів, в якій щонайменше частина послабленої ділянки (6) є вузькою стрічкою або лінією.
14. Блістерна упаковка за п. 13, в якій послаблена ділянка (6) містить вузьку стрічку або лінію та збільшену послаблену ділянку, причому лінія досягає крайки упаковки.
15. Блістерна упаковка за п. 14, в якій вузька стрічка або лінія тягнеться через упаковку між двома збільшеними послабленими ділянками, де кінці лінії досягають крайок упаковки.
16. Спосіб забезпечення послабленої ділянки у блістерній упаковці між прилягаючими блістерними порожнинами упаковки, які приймають та утримують індивідуальні дози медикаменту для інгаляції користувачем, упаковка містить базову частину, в якій сформовані блістерні порожнини, і кришку, яка в основному є плоскою та герметично закриває блістерні порожнини, та в якій і базова частина і кришка містять ламінат, який у базовій частині містить шар фольги (2b, 3b) та зовнішній полімерний шар (2с), в якому спосіб включає етап значного видалення частини зовнішнього полімерного шару (2с) з шару фольги (2b, 3b) базової частини або кришки, або потоншення частини зазначеного зовнішнього полімерного шару (2с) базової частини або кришки без ушкодження шару фольги (2b, 3b) ламінату для утворення вказаної послабленої ділянки.
17. Спосіб за п. 16, в якому етап значного видалення чи витіснення частини зовнішнього полімерного шару (2с) з шару фольги (2b, 3b) для утворення вказаної послабленої ділянки (6) включає етап прикладання нагрівання до упаковки для пом'якшення або розплавлення частини зовнішнього полімерного шару (2с) з шару фольги (2b, 3b) у вказаній ділянці.
18. Спосіб за п. 17, який включає етап формування засобів для ініціювання розривання (13), де послаблена ділянка (6) досягає крайки упаковки.
19. Спосіб за пп. 17 або 18, в якому етап формування вказаної послабленої ділянки (6) шляхом прикладання нагрівання до упаковки для пом'якшення або розплавлення частини зовнішнього полімерного шару (2с) без ушкодження шару фольги (2b, 3b) містить етап застосування лазера.
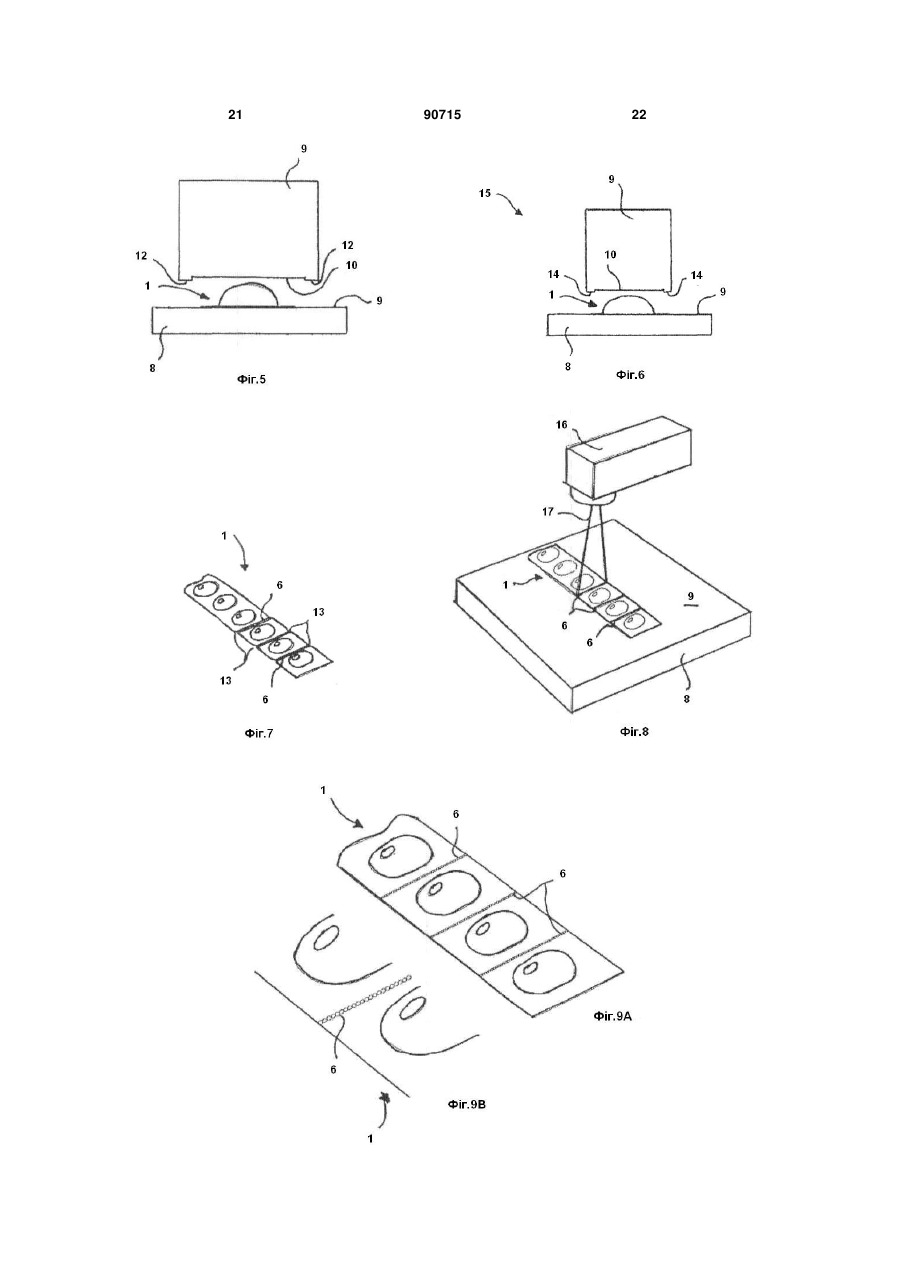
20. Пристрій для створення послабленої ділянки у блістерній упаковці між прилягаючими блістерними порожнинами упаковки, які приймають та утримують індивідуальні дози медикаменту для інгаляції користувачем, упаковка містить шар фольги (2b, 3b) та зовнішній полімерний шар (2с), пристрій містить лезовий елемент (9), що нагрівається для нагрівання та стискання частини блістерної упаковки на ділянці, де повинна бути утворена послаблена ділянка (6) таким чином, що відбувається значне видалення чи витіснення частини зовнішнього полімерного шару (2с) з шару фольги (2b, 3b), який відрізняється тим, що містить базовий елемент (8), на якому розміщується блістерна упаковка, та упори (12), залежні від лезового елементу (9), що нагрівається, і які блокують базовий елемент (8) під час формування послабленої ділянки (6) для підтримання визначеної відстані між лезовим елементом (9), що нагрівається, та базовим елементом (8).
21. Пристрій за п. 20, який містить ріжучі елементи (14), залежні від лезового елементу (9), що нагрівається, для розрізання частини упаковки на ділянці, де послаблена ділянка (6) досягає крайки упаковки для формування засобів для ініціювання розриву (13) на послабленій ділянці (6).
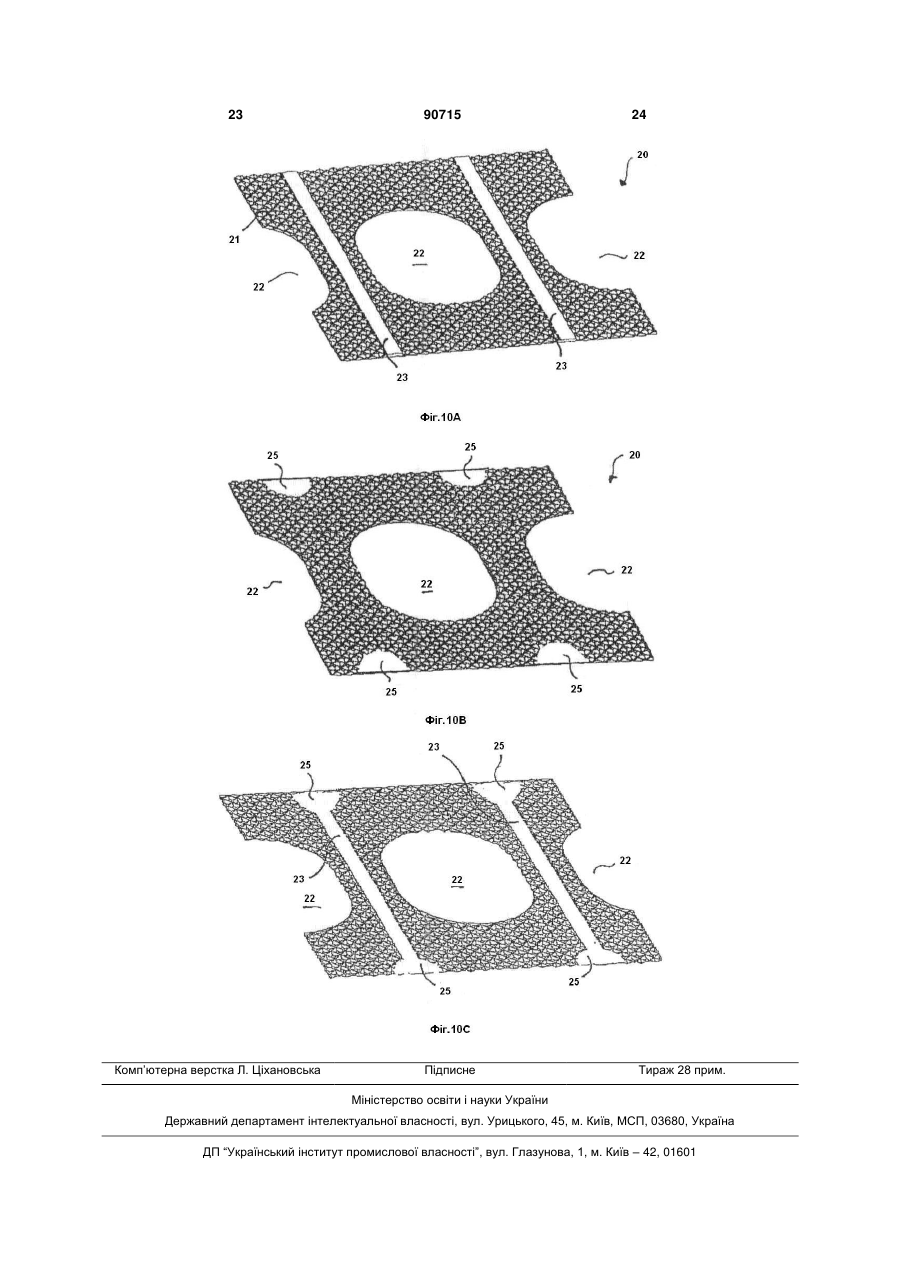
22. Запаювальний інструмент для виробництва блістерної упаковки, упаковка містить базову частину (21), яка має численні блістерні порожнини (22) в ній, та кришку для приєднання до базової частини над порожнинами для запаювання їх відразу, як дозу буде розміщено у кожній блістерній порожнині, упаковка містить шар фольги (2b, 3b) та один або більше полімерних шарів, причому запаювальний інструмент містить поверхню (21), яка нагрівається, для стискання та нагрівання основи блістера та кришки, розташованій на основі, для припаювання з нагріванням кришки до основи, в якому поверхня припаювання включає підвищені секції (23) для значного видалення чи потоншення частини зовнішнього полімерного шару з шару фольги для формування послабленої ділянки без ушкодження шару фольги після того, як кришку з нагріванням припаяно до основи.
23. Запаювальний інструмент за п. 22, в якому поверхня нагрівання (21) гофрована і підвищені ділянки (23) в основному знаходяться на одному рівні з найвищими поверхнями візерунку гофрування.
24. Запаювальний інструмент за п. 23, в якому поверхня нагрівання (21) є гофрованою і підвищені ділянки (23) видаються за візерунок гофрування до 0,2 мм.
25. Запаювальний інструмент за будь-яким з пп. 22-24, в якому підвищені ділянки (23) мають першу секцію (25) для формування послабленої ділянки на крайці упаковки та другу секцію для формування іншої послабленої ділянки, яка тягнеться з першої секції на відстані від крайки упаковки.
26. Запаювальний інструмент за п. 25, в якому висота першої секції (25) від поверхні більша за висоту другої секції від поверхні.
27. Інгаляційний пристрій, який містить блістерну упаковку за будь-яким з пп. 1-15.
Текст
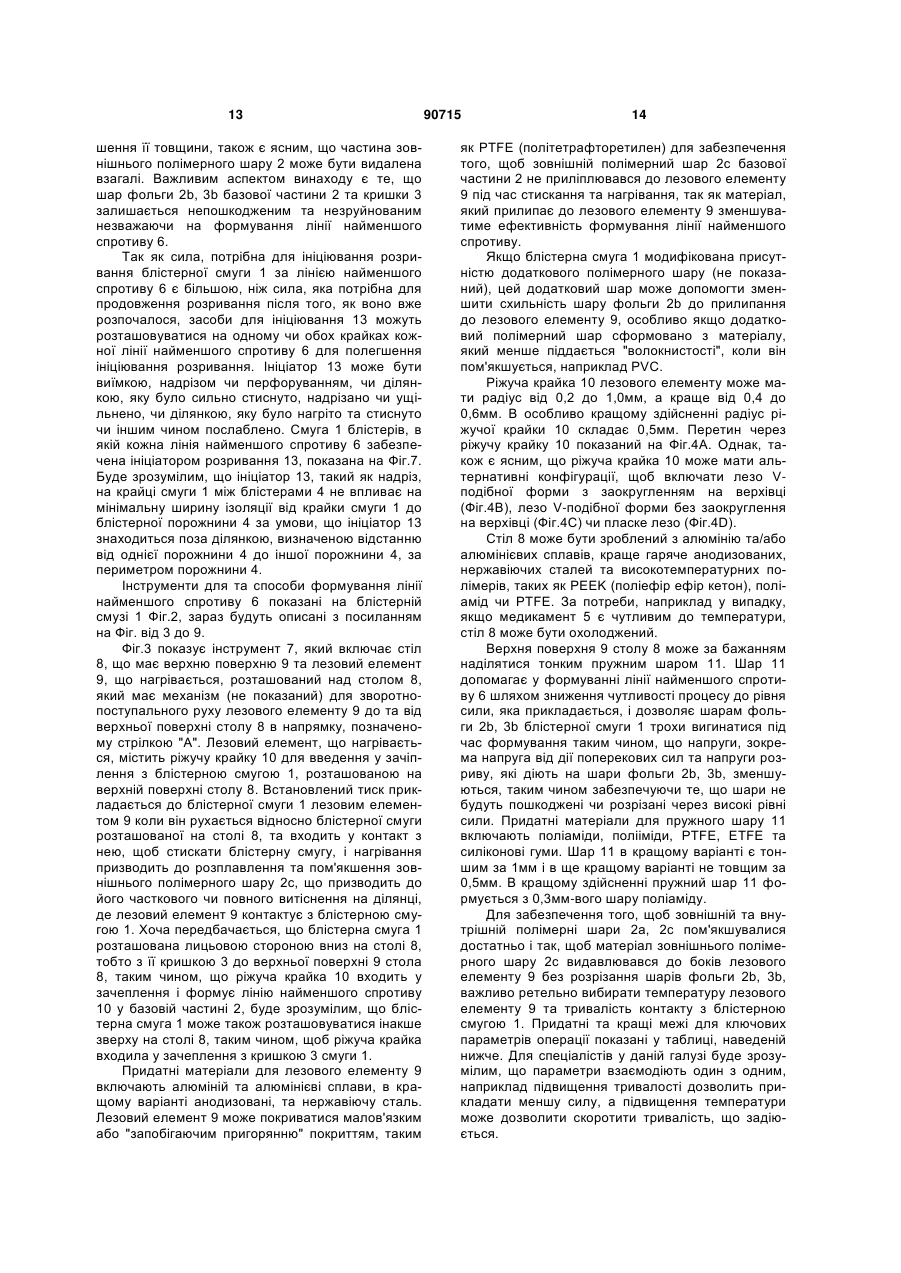
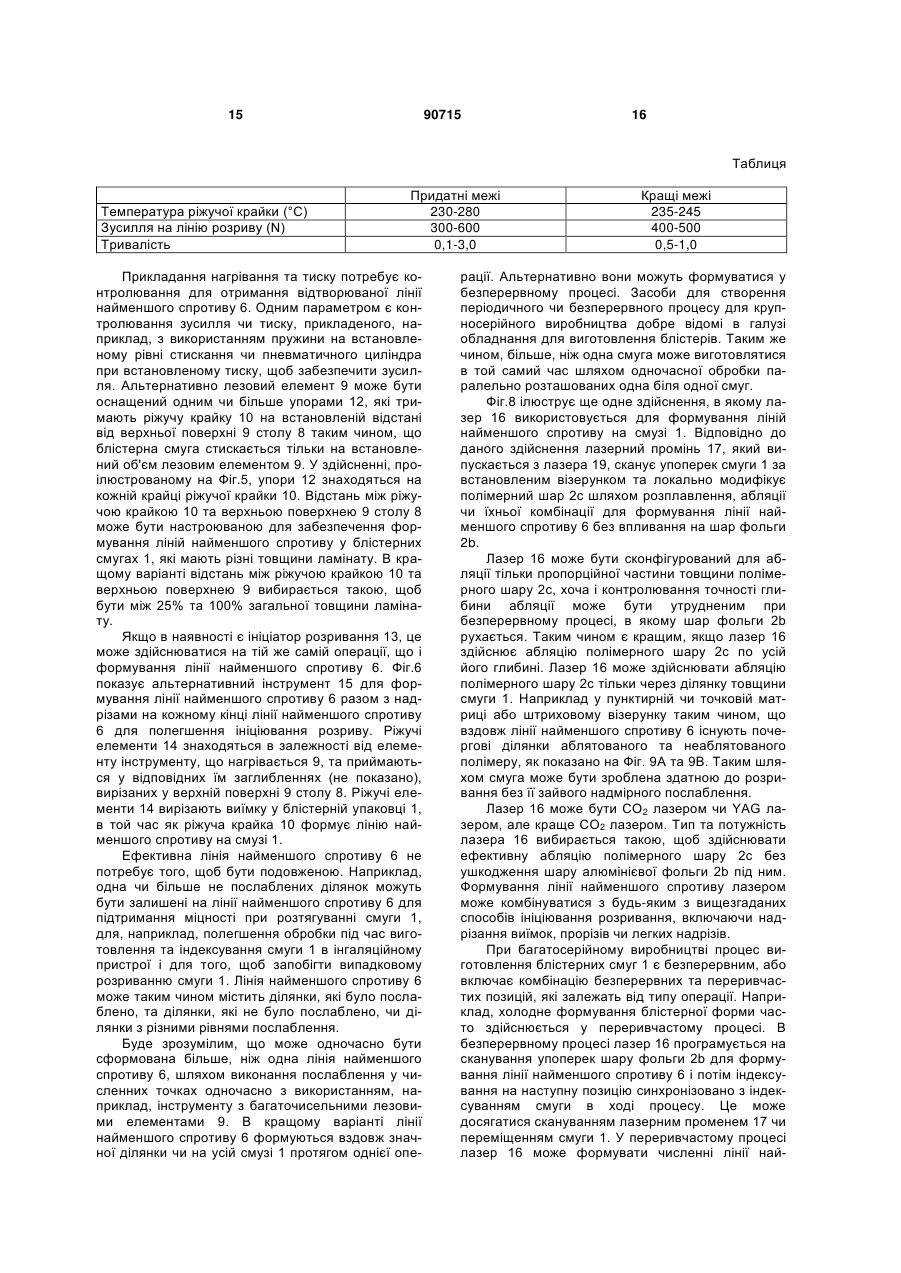
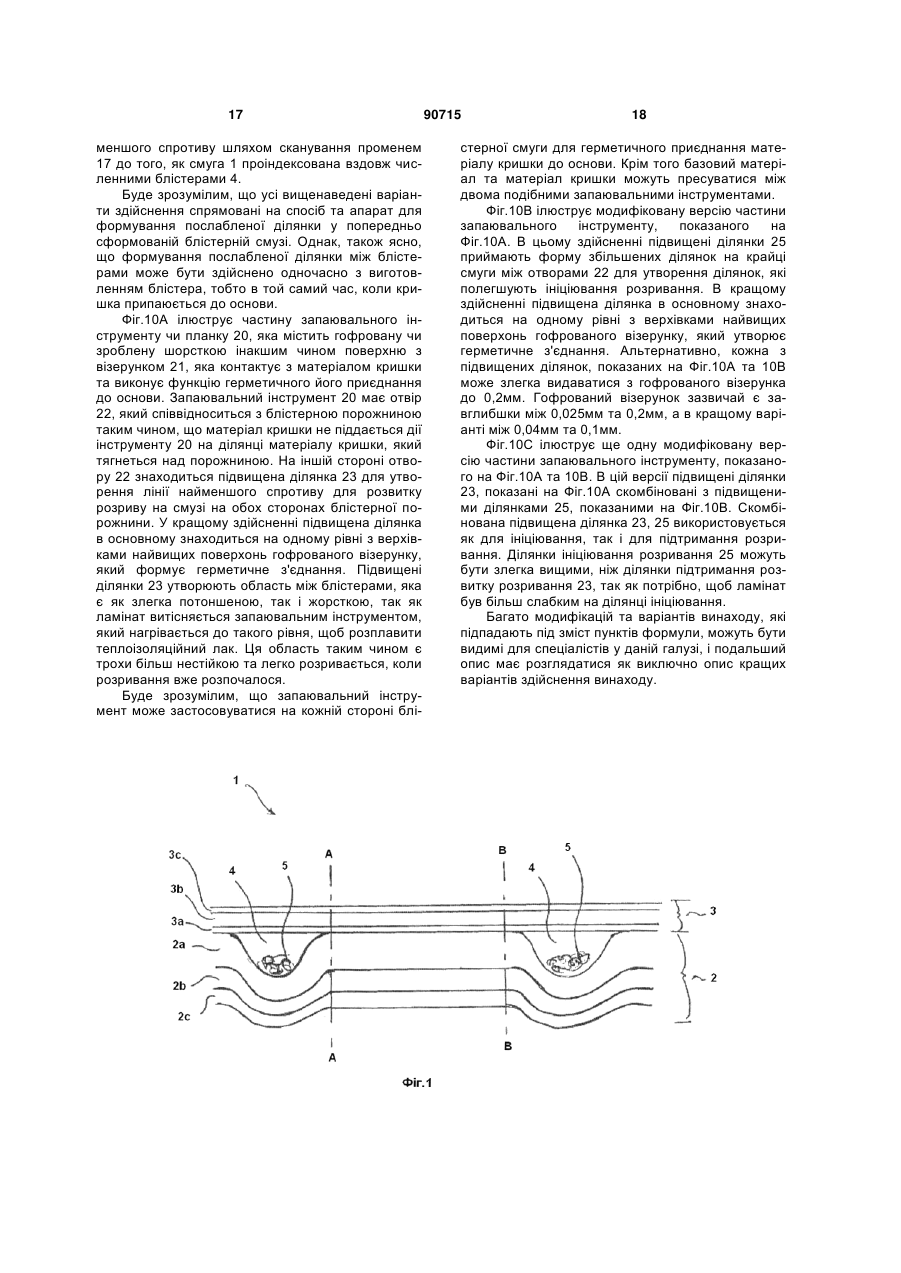
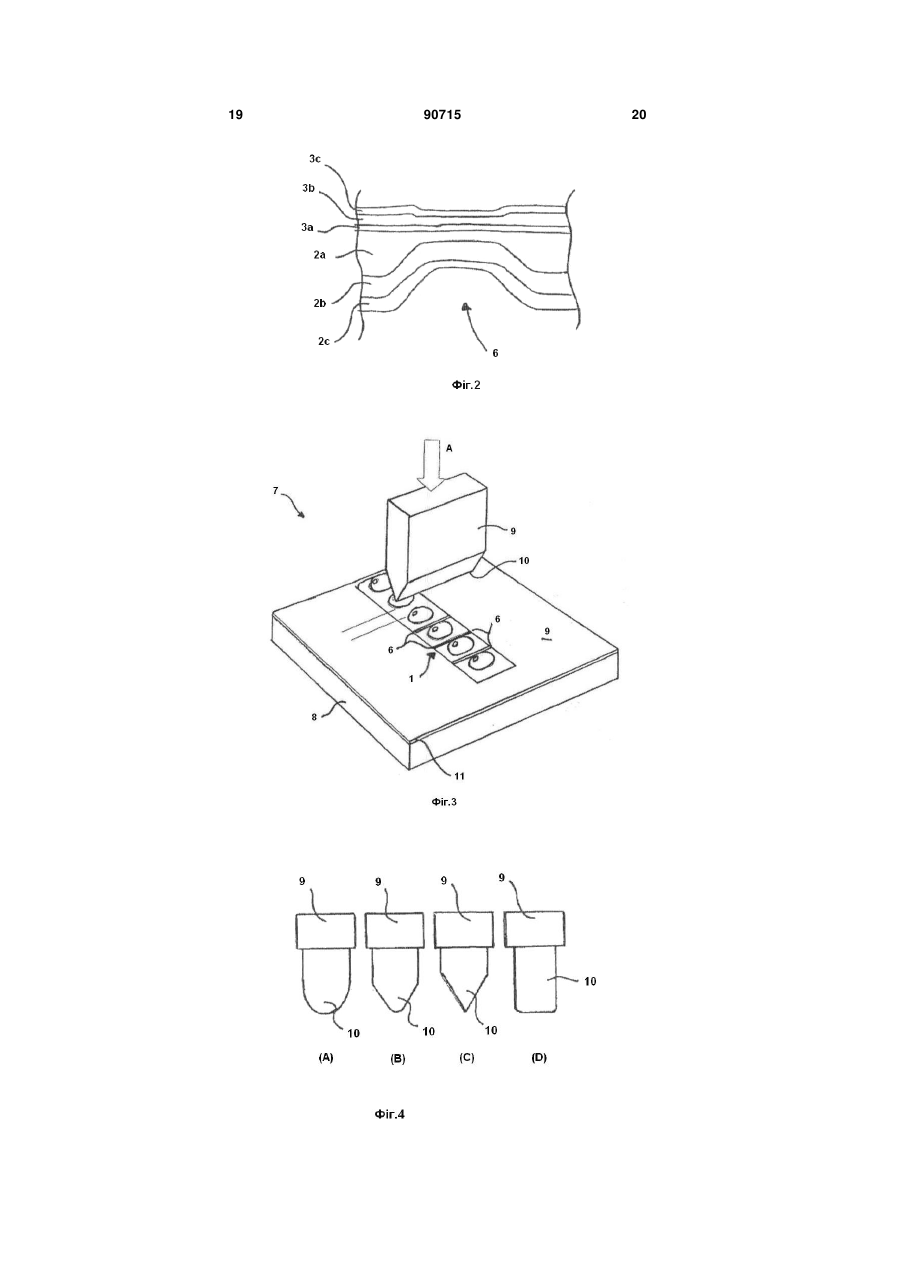
1. Блістерна упаковка, що містить базову частину, в якій сформовані численні рознесені блістерні порожнини (4), кожна з яких сконфігурована таким чином, щоб приймати та утримувати індивідуальну дозу медикаменту для інгаляції користувачем, і кришку, яка в основному є плоскою та герметично закриває блістерні порожнини, та в якій і базова частина і кришка містять ламінат, який у базовій частині містить шар фольги (2b, 3b) та зовнішній полімерний шар (2с), причому блістерна упаковка має послаблену ділянку (6), сформовану шляхом значного видалення частини зовнішнього полімерного шару (2с) з шару фольги (2b, 3b) ламінату базової частини між кожною блістерною порожниною (4) або численними блістерними порожнинами (4) без ушкодження шару фольги (2b, 3b) зазначеного ламінату базової частини. 2. Блістерна упаковка за п. 1, в якій упаковка містить внутрішній полімерний шар (2а) на протилежній стороні шару фольги (2b, 3b) до зовнішнього полімерного шару (2с). 3. Блістерна упаковка за п. 2, в якій послаблена ділянка (6) сформована шляхом значного витіснення внутрішнього полімерного шару (2а) на до 2 (19) 1 3 90715 4 16. Спосіб забезпечення послабленої ділянки у блістерній упаковці між прилягаючими блістерними порожнинами упаковки, які приймають та утримують індивідуальні дози медикаменту для інгаляції користувачем, упаковка містить базову частину, в якій сформовані блістерні порожнини, і кришку, яка в основному є плоскою та герметично закриває блістерні порожнини, та в якій і базова частина і кришка містять ламінат, який у базовій частині містить шар фольги (2b, 3b) та зовнішній полімерний шар (2с), в якому спосіб включає етап значного видалення частини зовнішнього полімерного шару (2с) з шару фольги (2b, 3b) базової частини або кришки, або потоншення частини зазначеного зовнішнього полімерного шару (2с) базової частини або кришки без ушкодження шару фольги (2b, 3b) ламінату для утворення вказаної послабленої ділянки. 17. Спосіб за п. 16, в якому етап значного видалення чи витіснення частини зовнішнього полімерного шару (2с) з шару фольги (2b, 3b) для утворення вказаної послабленої ділянки (6) включає етап прикладання нагрівання до упаковки для пом'якшення або розплавлення частини зовнішнього полімерного шару (2с) з шару фольги (2b, 3b) у вказаній ділянці. 18. Спосіб за п. 17, який включає етап формування засобів для ініціювання розривання (13), де послаблена ділянка (6) досягає крайки упаковки. 19. Спосіб за пп. 17 або 18, в якому етап формування вказаної послабленої ділянки (6) шляхом прикладання нагрівання до упаковки для пом'якшення або розплавлення частини зовнішнього полімерного шару (2с) без ушкодження шару фольги (2b, 3b) містить етап застосування лазера. 20. Пристрій для створення послабленої ділянки у блістерній упаковці між прилягаючими блістерними порожнинами упаковки, які приймають та утримують індивідуальні дози медикаменту для інгаляції користувачем, упаковка містить шар фольги (2b, 3b) та зовнішній полімерний шар (2с), пристрій містить лезовий елемент (9), що нагрівається для нагрівання та стискання частини блістерної упаковки на ділянці, де повинна бути утворена послаблена ділянка (6) таким чином, що відбувається значне видалення чи витіснення частини зовнішнього полімерного шару (2с) з шару фольги (2b, 3b), який відрізняється тим, що містить базовий елемент (8), на якому розміщується блістерна упаковка, та упори (12), залежні від лезового елемен ту (9), що нагрівається, і які блокують базовий елемент (8) під час формування послабленої ділянки (6) для підтримання визначеної відстані між лезовим елементом (9), що нагрівається, та базовим елементом (8). 21. Пристрій за п. 20, який містить ріжучі елементи (14), залежні від лезового елементу (9), що нагрівається, для розрізання частини упаковки на ділянці, де послаблена ділянка (6) досягає крайки упаковки для формування засобів для ініціювання розриву (13) на послабленій ділянці (6). 22. Запаювальний інструмент для виробництва блістерної упаковки, упаковка містить базову частину (21), яка має численні блістерні порожнини (22) в ній, та кришку для приєднання до базової частини над порожнинами для запаювання їх відразу, як дозу буде розміщено у кожній блістерній порожнині, упаковка містить шар фольги (2b, 3b) та один або більше полімерних шарів, причому запаювальний інструмент містить поверхню (21), яка нагрівається, для стискання та нагрівання основи блістера та кришки, розташованій на основі, для припаювання з нагріванням кришки до основи, в якому поверхня припаювання включає підвищені секції (23) для значного видалення чи потоншення частини зовнішнього полімерного шару з шару фольги для формування послабленої ділянки без ушкодження шару фольги після того, як кришку з нагріванням припаяно до основи. 23. Запаювальний інструмент за п. 22, в якому поверхня нагрівання (21) гофрована і підвищені ділянки (23) в основному знаходяться на одному рівні з найвищими поверхнями візерунку гофрування. 24. Запаювальний інструмент за п. 23, в якому поверхня нагрівання (21) є гофрованою і підвищені ділянки (23) видаються за візерунок гофрування до 0,2 мм. 25. Запаювальний інструмент за будь-яким з пп. 22-24, в якому підвищені ділянки (23) мають першу секцію (25) для формування послабленої ділянки на крайці упаковки та другу секцію для формування іншої послабленої ділянки, яка тягнеться з першої секції на відстані від крайки упаковки. 26. Запаювальний інструмент за п. 25, в якому висота першої секції (25) від поверхні більша за висоту другої секції від поверхні. 27. Інгаляційний пристрій, який містить блістерну упаковку за будь-яким з пп. 1-15. Опис винаходу Даний винахід відноситься до блістерної упаковки і, зокрема, до смуг блістерів, які використовуються для продажу індивідуальних доз медикаменту у формі сухого порошку до того, як відбудеться наступна інгаляція кожної дози пацієнтом, з використанням інгаляційного пристрою, обладнаного механізмами індексації та проколювання, і в якому смуга попередньо натягується чи пристосовується пацієнтом, щоб привести її у го тове до застосування положення. Винахід також відноситься до способу забезпечення лінії найменшого спротиву у блістерній упаковці відповідно до винаходу, пристрою чи запаювального інструменту для забезпечення вказаної лінії найменшого спротиву як під час, так і після виробництва блістерної упаковки та пристрій для інгаляції, який містить смугу блістерів відповідно до винаходу. Оральне чи назальне приймання медикаменту з використанням інгаляційного пристрою є дуже 5 привабливим способом введення лікарських засобів так як ці пристрої є відносно легкими для використання пацієнтом як приватно, так і публічно. Так же, як вони використовуються для введення лікарських засобів для лікування проблем дихальних шляхів чи інших респіраторних проблем, вони також знедавна використовуються для введення ліків до кровотоку через легені, запобігаючи таким чином необхідності підшкірних ін'єкцій. В одному типі відомого інгаляційного пристрою з відміряною дозою, медикамент у порошковій формі утримується в резервуарі, який знаходиться усередині розподільного пристрою, який забезпечує дозування та розподілення попередньо визначеної кількості порошку для кожної дози. Однак, ці пристрої мають низьку спроможність дозування, особливо коли розмір дози є порівняно малим, так як важко здійснити точне дозування маленьких кількостей сухого порошку в такому пристрої. Також важко захистити медичний препарат від доступу вологи та забезпечити герметичність від атмосфери допоки він не знадобиться для введення пацієнтові. Зважаючи на вищесказане, для сухих порошкових композицій загальновживаним стало попереднє упаковування за індивідуальним дозами, зазвичай у формі капсул чи блістерів, кожен з яких містить одиничну дозу порошку, яка точно та відповідно відміряна. Фольговий блістер є кращим за капсули, так як кожна доза захищена від доступу води та проникнення газів, таких як кисень, а на додачу вона закрита від світла та УФ випромінювання, а всі з цих чинників можуть мати негативний вплив на подаючі характеристики інгалятора, якщо доза піддається їхньому впливу. Інгаляційні пристрої, які мають блістерне упакування або смугу блістерів є відомими. Приведення пристрою в дію призводить до того, що механізм переміщується та простромлює блістер таким чином, що коли пацієнт здійснює інгаляцію, повітря проходить через блістер, захоплюючи дозу, яка потім подається з блістера через пристрій по дихальних шляхах пацієнта вниз до легенів. Блістерна упаковка в основному містить основу, яка має численні розташовані на відстані одна від одної порожнини, якими обмежуються блістери, які отримують індивідуальні дози медикаменту, та кришку у формі в основному плоскої смуги, яка герметично припаяна до основи, за винятком ділянки порожнин, з використанням запаювального інструменту, який здавлює основу та кришку разом на ділянці, яка оточує кожну порожнину. Інструмент нагрівається таким чином, що кришка герметично припаюється до основи під час етапу здавлювання. Матеріалом основи зазвичай є ламінат, який містить шар полімеру, який контактує з лікарським засобом, шар слабкозакаленого алюмінію та зовнішній полімерний шар. Алюміній забезпечує бар'єр відносно вологи та кисню, тоді як полімер допомагає прилипанню фольги до теплоізоляційного лаку та забезпечує відносно інертний шар, який знаходиться у контакті з лікарськими препаратом. Слабкозакалений алюміній є в'язким настільки, що він може бути "деформований в холодну" у відповідності до форми блістера. Він звичайно 90715 6 має товщину у 45 м. Зовнішній полімерний шар забезпечує ламінат додатковою міцністю та жорсткістю. Матеріал кришки зазвичай є ламінатом, який містить теплоізоляційний лак, холоднокатаний алюмінієвий шар (зазвичай у 20-30 м товщини) та зовнішній шар лаку. Теплоізоляційний лак з'єднується з полімерним шаром фольгового ламінату основи під час термоспаювання для забезпечення герметичного закупорювання навколо верхівки порожнини блістера. Алюмінієвий шар є холоднопрокатаним для полегшення проколювання блістера інгаляційним пристроєм, коли потрібен доступ до медикаменту, який в ньому знаходиться. Матеріали для полімерного шару, який знаходиться в контакті з лікарським препаратом, включають полівінілхлорид (PVC), поліпропілен (РР) та поліетилен (РЕ). У випадку використання РЕ теплоізоляційний лак на фольговій кришці замінюється наступним шаром РЕ. При тепловому запаюванні два шари РЕ плавляться та приварюються один до одного. Зовнішній полімерний шар на фользі основи звичайно є упорядкованим поліамідом (оРА). Полімерний шар, який знаходиться у контакті з лікарським засобом, звичайно виготовляється з PVC товщиною близько 60 м. Однак, може також використовуватися більш тонкий шар близько 30 м, або 15 м, наприклад, там, де потрібен більш гнучкий ламінат. Слід розуміти, що різні види медикаментів мають різні ступені чутливості до різноманітних впливів оточуючого середовища і таким чином фольговий блістер такого типу, який був описаний вище, забезпечує медикаменту хороший захист від оточуючого середовища і захищає його від проникнення вологи, кисню та інших газів. Фольга звичайно також захищає лікарський засіб від світла. Хоча матеріал фольги як такий є непроникним для вологи та газів, якщо він не проколотий, полімерні шари є проникними у більшому чи меншому ступені. Проникність звичайно визначається швидкістю розповсюдження вологи чи газу за встановлений проміжок часу. Швидкість розповсюдження залежить від типу матеріалу, товщини шару, через який здійснюється проникнення, та відстанню, на яку здійснено розповсюдження. Таким чином рівень захисту, який забезпечується, частково встановлюється шириною запаювального шару навколо блістера, так як це визначає відстань, яку або волога, або кисень, мусить подолати через полімерний шар від крайки фольгового ламінату до блістерної порожнини. На смузі блістерів проникнення може відбуватися від крайок смуги чи від прилягаючого блістера, який піддався проколюванню. Таким чином потрібна ширина запаювального шару повинна підтримуватися як від блістерної порожнини до крайок смуги, так і від однієї блістерної порожнини до прилягаючої блістерної порожнини. Ця відстань між блістерними порожнинами або ширина запаювального шару має бути щонайменше 2мм, хоча щонайменше 2,5мм є кращим, якщо медикамент не є особливо чутливим до чинників оточуючого середовища. Однак, більша відстань, така як 3, 4 7 або 5мм чи більше буде надавати поліпшений захист від оточуючого середовища і має застосовуватися у випадку більшої чутливості медикаменту до чинників оточуючого середовища. Бажаною для інгаляційного пристрою, такого як ті, що використовуються при лікуванні респіраторних захворювань, таких як астма чи хронічне обструктивне захворювання легенів (COPD), є здатність утримувати визначені дози щонайменше для місячного курсу лікування. Зазвичай для цього потрібен інгалятор з 30-ма блістерами (для одноразової щоденної дози) чи 60-ма блістерами (для дворазової щоденної дози). З патенту GB2242134 відомий пристрій, здатний приймати індивідуально загерметизовану фольгову блістерну смугу на 60 доз, в якій кришка знімається з основи смуги пристроєм для того, щоб забезпечити доступ до дози, яку потрібно отримати. Однак, пристрій, розкритий в цьому документі, має камери для приймання як використаної основи блістера, так і кришки, яка знімається з основи, і це робить пристрій непотрібно завеликим. Альтернативним підходом є полегшення відділення використаних блістерів від невикористаних блістерів, які залишаються в смузі, таким чином, що використані блістери можуть відкидатися. Це дозволяє пристрою бути меншим, так як більше не існує ніяких вимог щодо утримання використаних блістерів усередині пристрою. Проблемою з видаленням використаних блістерів є те, що зовнішній та внутрішній полімерні шари на фольговому ламінаті основи роблять його жорстким та таким, що важко розірвати. Однак відомо, наприклад з ЕР0469814А, виконання у смузі серій перфорувань у фользі між блістерами для полегшення їхнього відділення шляхом розривання вздовж перфорувань. Однак, якщо смуга має перфорування, відстань між блістерами повинна бути подовжена і можливо навіть подвоєна через те, що фольга ріжеться у процесі перфорування, через що утворюється розрив в ізоляції від вологи. Підвищення відстані між прилягаючими блістерами підвищує ізоляційну відстань, тобто відстань, яку волога чи газ повинен подолати до досягнення лікарського засобу, і таким чином відновлюється захист на такому ж рівні, яким він був відзначений для блістерної смуги, яка не має перфорувань. Однак, недоліком підвищення відстані між прилягаючими блістерами є те, що кінцева блістерна смуга є значно довшою і таким чином потрібен більший пристрій для її утримання. Крім того, у пристрої, який обладнано індексуючим механізмом для подавання з певним проміжком блістерів у позицію для проколювання, підвищення відстані між блістерами потребує більшого інкрементного переміщення для того, щоб просувати передню частину блістерної смуги на більшу відстань, що призводить до підвищення складності чи розмірів індексуючого механізму. Даний винахід спрямований на створення блістерної упаковки, яка є такою, що здатна рватися, але яка знімає або значно зменшує проблеми, які є у перфорованій смузі. Зокрема винахід спрямовано на створення смуги, яка полегшує просте 90715 8 відділення використаних блістерів від тих, які залишилися, та дозволяє витримувати мінімальну відстань між блістерами, не впливаючи при цьому на надійність ізоляції між блістерами та захист від оточуючого середовища, який ця ізоляція забезпечує. У відповідності до даного винаходу пропонується блістерна упаковка, яка містить численні розділені блістерні порожнини, кожну з яких сконфігуровано таким чином, щоб приймати та утримувати індивідуальну дозу медикаменту для інгаляції споживачем, в якій упаковка містить шар фольги, зовнішній полімерний шар та послаблену ділянку, утворену шляхом суттєвого видалення або витіснення частини зовнішнього полімерного шару з шару фольги між кожною блістерною порожниною, чи численними блістерними порожнинами. В одному здійсненні упаковка містить внутрішній полімерний шар на фользі, і послаблена ділянка утворюється шляхом суттєвого витіснення внутрішнього полімерного шару, у поєднанні з суттєвим видаленням або витісненням зовнішнього полімерного шару, з фольги. Блістерна упаковка в кращому варіанті включає ділянку основи, в якій сформовані блістерні порожнини, та в основному плоску ділянку кришки, яка ізолює блістерні порожнини. В кращому варіанті блістерна упаковка має форму видовженої смуги блістерів і, у найкращому варіанті, між кожним блістером смуги існує послаблена ділянка. Переважно, кожна послаблена ділянка має форму прямої вузької смужки чи лінії, яка тягнеться упоперек смуги в основному під прямими кутами відносно поздовжніх крайок смуги. У кращому варіанті смуга є в основному гнучкою для забезпечення можливості її змотування у рулон для вставляння в інгаляційний пристрій, обладнаний індексаційним механізмом для просування блістерів по одному до позиції проколювання для забезпечення доступу до дози, яка в ньому знаходиться, для подальшої її інгаляції пацієнтом. Хоча послаблена ділянка може бути безперервною, також передбачено, що, в одному здійсненні, одна чи більше послаблених ділянок можуть бути переривчастими. В цьому здійсненні зовнішній полімерний шар, та можливо внутрішній полімерний шар в основному видалені чи витіснені з окремих, рознесених ділянок, які тягнуться вздовж кожної послабленої ділянки таким чином, що послаблена ділянка утворюється з серій послаблених та не послаблених секцій. В кращому здійсненні послаблена ділянка може знаходитися на крайці упаковки для полегшення початку розривання. Так як сила, яка потрібна для ініціювання розривання, більша за силу, потрібну для продовження розривання після того, як розривання почалося, послабленої ділянки на крайці упаковки однієї достатньо для забезпечення розділення. В одному здійсненні крайка упаковки може включати виїмку чи надріз, чи перфорування, чи ділянку, яка була спресована під великим тиском, надрізана чи сильно стиснута, чи ділянку, яка була нагріта та спресована, чи якимось іншим чином 9 послаблену для полегшення ініціювання розривання. Блістерна упаковка може включати кришку та основу, в якій блістери формуються на основі, і послаблена ділянка також формується на основі. В альтернативному здійсненні, послаблені ділянки формуються шляхом локального плавлення, чи абляції, чи іншого найменшого спротиву зовнішнього полімерного шару. В кращому варіанті лазер шляхом локального плавлення, абляції чи пом'якшення, чи іншим чином послаблює зовнішній полімерний шар. В альтернативних здійсненнях послаблені ділянки можуть формуватися шляхом нанесення надрізів лезом, що обертається, чи прямим лезом (що часто називається «надсічкою»), чи механічним формуванням шляхом створення вм'ятин між двома крайками чи локального удару, чи локального тиску. Якщо блістерна упаковка має засоби для ініціювання розривання, де послаблені ділянки знаходяться на крайках упаковки для полегшення початку розривання вздовж послаблених ділянок, такі ділянки можуть бути утворені будь-якими придатними засобами, включаючи надсічку, перфорування, висікання, дію нагрітим інструментом, прикладання тиску чи лазерну абляцію. В кращому здійсненні щонайменше частина послабленої ділянки є вузькою смужкою чи лінією. Послаблена ділянка також може включати збільшену область, на якій лінія стикується з крайкою упаковки. В одному здійсненні вузька стрічка чи лінія тягнеться через упаковку між двома збільшеними областями, де кінці лінії стикуються з крайками упаковки. Відповідно до даного винаходу також запропоновано спосіб включення послабленої ділянки в блістерну упаковку між прилягаючими блістерними порожнинами упаковки, які приймають та утримують індивідуальні дози медикаменту для інгаляції користувачем, упаковка містить шар фольги та зовнішній полімерний шар, причому спосіб включає етап суттєвого видалення чи витіснення частини зовнішнього полімерного шару з шару фольги для формування вказаної послабленої ділянки. Етап суттєвого видалення чи витіснення частини зовнішнього полімерного шару з шару фольги для формування вказаної послабленої ділянки в кращому варіанті включає етап прикладання нагрівання та тиску до упаковки для пом'якшення чи розплавлення частини зовнішнього полімерного шару та впресовування та/або виштовхування вказаної частини з фольги у вказаній ділянці. В одному здійсненні спосіб включає етап різання частини упаковки на ділянці, де послаблена ділянка стикується з крайкою упаковки для формування засобів ініціювання розривання у послабленій ділянці. У відповідності до даного винаходу також пропонується пристрій для забезпечення послабленої ділянки в блістерній упаковці між прилягаючими блістерними порожнинами упаковки, які приймають та утримують індивідуальні дози медикаменту для інгаляції користувачем, упаковка містить шар фольги та зовнішній полімерний шар, пристрій 90715 10 містить засоби для нагрівання та/або стискання частини блістерної упаковки на ділянці, де повинна бути утворена послаблена ділянка, таким чином, щоб суттєво видалити чи витіснити частину зовнішнього полімерного шару з шару фольги. Пристрій в кращому варіанті містить лезовий елемент, що нагрівається. Пристрій також може містити базовий елемент, на якому розташовується блістерна упаковка, та упори, які залежать від лезового елементу, що нагрівається, які входять в контакт з базовим елементом під час формування послабленої ділянки для підтримання встановленої відстані між лезовим елементом, що нагрівається, та базовим елементом. Пристрій може також включати ріжучі елементи в залежності від лезового елементу, що нагрівається, щоб різати частину упаковки в області, де послаблена ділянка досягає крайки упаковки для формування засобів ініціювання розривання на лінії найменшого спротиву. В іншому здійсненні засоби нагрівання частини блістерної упаковки в області, де має бути сформована послаблена ділянка таким чином, щоб суттєво видалити чи витіснити частину зовнішнього полімерного шару з шару фольги, представляють собою лазер, який може бути сконфігурований так, щоб видаляти або витісняти частину зовнішнього полімерного шару з дискретних окремих ділянок вздовж кожної послабленої ділянки. Даний винахід також представляє інгаляційний пристрій, який містить блістерну упаковку відповідно до винаходу. Хоча блістерна упаковка за даним винаходом призначається для використання у багатьох різноманітних пристроях, в першу чергу вона призначається для використання в інгаляційному пристрої, розкритому в інтернаціональній заявці Заявників РСТ № PCT/GB2004/004416, яка знаходиться на розгляді, опублікованій як WO2005/037353 АІ, який включає робочий орган для індексування та проколювання кожного з блістерів і в якому використані блістери виступають з оболонки для полегшення їхнього видалення від тих невикористаних блістерів, які залишаються в оболонці. У вищезгаданому пристрої смуга блістерів згорнута спіраллю усередині пристрою. Однак, було встановлено, що згортання смуги у спіраль може призводити до того, що фольга кришка буде знаходитися у стані перенапруження в районі послаблених ділянок. Це обумовлено товщиною ламінату та концентруванням напруження через потоншення ламінату в послаблених ділянках. Ці проблеми зменшуються при використанні деформованої в холодну фольги з тоншим полімерним шаром, який знаходиться у контакті з лікарськими препаратом. Полімерний шар, який знаходиться в контакті з лікарським препаратом, в кращому варіанті тонший за 60 м, в найкращому варіанті має товщину від 15 м до 40 м. В особливо кращому здійсненні товщина полімерного шару складає 30 м. Більш тонкий полімерний шар не тільки знижує напруження, прикладені до фольги кришка, коли смуга згорнута у спіраль, але більш тонкий полімерний шар також призводить до того, що 11 ламінат значно більш легко розривається, особливо коли розривання вже почалося. У відповідності з іншим аспектом винаходу, пропонується запаювальний інструмент для виробництва блістерної упаковки, упаковка містить базову частину, яка має численні блістерні порожнини в ній та кришку для приєднання до базової частини зверху порожнин для ізолювання їх, коли доза розміщена в кожній блістерній порожнині, упаковка містить шар фольги та один чи більше полімерних шарів, в якій запаювальний інструмент містить поверхню, що нагрівається, для здавлювання та нагрівання основи блістера та кришки, розміщеного на основі, для теплового припаювання кришка до основи, в якій запаювальна поверхня включає підвищені ділянки для значного здавлювання ламінату і видалення чи витіснення частини будь-якого зовнішнього полімерного шару з шару фольги з метою формування послабленої ділянки, коли кришка термічно приварена до основи. В кращому здійсненні поверхня, яка нагрівається, є гофрованою, і підвищені ділянки в основному знаходяться на одному рівні з найвищими поверхнями візерунка гофрування. Альтернативно, підвищена ділянка виступає вверх над рівнем візерунку гофрування на 0,2мм. В одному здійсненні підвищена ділянка має першу секцію для формування послабленої ділянки на крайці упаковки, та другу секцію для формування іншої послабленої ділянки, яка тягнеться від першої секції на віддаленні від крайок упаковки. Висота першої секції від поверхні може перевищувати висоту другої секції від поверхні. Здійснення даного винаходу будуть зараз описані, тільки в якості прикладів, з посиланням на прикладені малюнки, на яких: Фіг.1 ілюструє бічний переріз через частину смуги блістерів, показуючи два прилягаючих блістера до обробки смуги для формування лінії найменшого спротиву між ними, ширина шарів матеріалу, з якого виготовлено смугу, показана грубо та дуже перебільшено для полегшення розуміння її конструкції; Фіг.2 ілюструє частину перерізу Фіг.1 між лініями А-А та В-В, показаних на Фіг.1, та після того, як лінію найменшого спротиву між прилягаючими блістерами сформовано; Фіг.3 ілюструє спрощений вид у перспективі інструменту, який використовується для формування ліній найменшого спротиву між блістерами та показує смугу блістерів, в якій три лінії найменшого спротиву вже були сформовані; Фіг. від 4А до 4D ілюструють альтернативні перетини через лезовий елемент інструменту, показаного на Фіг.3; Фіг.5 ілюструє бічний переріз лезового елементу інструменту, показаного на Фіг.3, але в якому лезовий елемент має упори для контролювання позиції леза; Фіг.6 ілюструє бічний перетин лезового елементу інструменту, показаного на Фіг.3, але в якому лезовий елемент має ріжучі елементи на кожній крайці для вирізання виїмки у блістерній смузі на будь-якому кінці лінії найменшого спротиву, сформованої лезовим елементом; 90715 12 Фіг.7 ілюструє вид у перспективі блістерної смуги, яка має три лінії найменшого спротиву, сформовані між прилягаючими блістерами, та на кожному кінці кожної лінії найменшого спротиву вирізані виїмки, з використанням лезового елементу, показаного на Фіг.6; Фіг.8 ілюструє альтернативний інструмент для формування ліній найменшого спротиву між блістерами; Фіг.9А та 9В ілюструють вид у перспективі смуги блістерів та збільшений вид у перспективі лінії найменшого спротиву, яка тягнеться між прилягаючими блістерами відповідно, та яка сформована з використанням альтернативного інструменту, проілюстрованого на Фіг.8; та Фіг.10А, 10В та 10С ілюструють три різні варіанти частини запаюючого інструменту блістера, який формує ділянки для полегшення ініціювання та/або розвитку розриву між блістерними порожнинами. Звернемося зараз до малюнків, де на Фіг.1 зображено перетин через смугу блістерів 1, на якому показано два блістери 4 та ділянку смуги, яка тягнеться між ними і в якій має бути сформована лінія найменшого спротиву 6. Хоча винахід описаний з посиланням на видовжену смугу 1 блістерів, яка є дуже гнучкою для того, щоб уможливити їхнє згортання у спіраль для вставляння усередину інгаляційного пристрою, такого як пристрій, розкритий у заявці Заявників, яка знаходиться на розгляді, №0324358.1, буде зрозумілим, що блістерна упаковка 1 за винаходом може приймати багато форм та конфігурацій. Блістерна смуга 1, показана на Фіг.1, містить базову частину 2 та кришку 3. Базова частина 2, у якій сформовані блістерні порожнини 4, кожна з яких містить дозу медикаменту 5, є тришаровим ламінатом: з полімерним шаром 2а, який контактує з медикаментом, з м'яко закаленим з наступним відпуском шаром алюмінієвої фольги 2b та з зовнішнім полімерним шаром 2с. Кришка 3 є плоскою смугою ламінату, сформованого з трьох шарів: теплоізоляційного лаку 3а, який зв'язується з полімерним шаром 2а базової частини 2 під час теплового припаювання для забезпечення ізоляції навколо верхівки блістерної порожнини 4, шар алюмінієвої фольги 3b та зовнішній шар лаку 3с. Специфічні матеріали та конструкційні аспекти блістерної упаковки 1 вже були описані і тому не будуть знову повторені. В модифікованій блістерній смузі 1, базова частина 2 може включати додатковий полімерний шар (не показаний) на стороні від блістерної порожнини 4 для утворення більш симетричного ламінату, який менше піддається скручуванню чи викривленню під час холодного формування блістерних порожнин 4. Фіг.2 показує частину блістерної смуги 1 між лініями А-А та В-В, показаними на Фіг.1, після того, як лінія найменшого спротиву 6 сформована там між прилягаючими блістерними порожнинами 4. Буде зрозумілим, що за товщиною ламінату на ділянці лінії найменшого спротиву 6 дуже звужені та стиснуті і що частина зовнішнього полімерного шару 2с базової частини 2 витіснено для змен 13 шення її товщини, також є ясним, що частина зовнішнього полімерного шару 2 може бути видалена взагалі. Важливим аспектом винаходу є те, що шар фольги 2b, 3b базової частини 2 та кришки 3 залишається непошкодженим та незруйнованим незважаючи на формування лінії найменшого спротиву 6. Так як сила, потрібна для ініціювання розривання блістерної смуги 1 за лінією найменшого спротиву 6 є більшою, ніж сила, яка потрібна для продовження розривання після того, як воно вже розпочалося, засоби для ініціювання 13 можуть розташовуватися на одному чи обох крайках кожної лінії найменшого спротиву 6 для полегшення ініціювання розривання. Ініціатор 13 може бути виїмкою, надрізом чи перфоруванням, чи ділянкою, яку було сильно стиснуто, надрізано чи ущільнено, чи ділянкою, яку було нагріто та стиснуто чи іншим чином послаблено. Смуга 1 блістерів, в якій кожна лінія найменшого спротиву 6 забезпечена ініціатором розривання 13, показана на Фіг.7. Буде зрозумілим, що ініціатор 13, такий як надріз, на крайці смуги 1 між блістерами 4 не впливає на мінімальну ширину ізоляції від крайки смуги 1 до блістерної порожнини 4 за умови, що ініціатор 13 знаходиться поза ділянкою, визначеною відстанню від однієї порожнини 4 до іншої порожнини 4, за периметром порожнини 4. Інструменти для та способи формування лінії найменшого спротиву 6 показані на блістерній смузі 1 Фіг.2, зараз будуть описані з посиланням на Фіг. від 3 до 9. Фіг.3 показує інструмент 7, який включає стіл 8, що має верхню поверхню 9 та лезовий елемент 9, що нагрівається, розташований над столом 8, який має механізм (не показаний) для зворотнопоступального руху лезового елементу 9 до та від верхньої поверхні столу 8 в напрямку, позначеному стрілкою "А". Лезовий елемент, що нагрівається, містить ріжучу крайку 10 для введення у зачіплення з блістерною смугою 1, розташованою на верхній поверхні столу 8. Встановлений тиск прикладається до блістерної смуги 1 лезовим елементом 9 коли він рухається відносно блістерної смуги розташованої на столі 8, та входить у контакт з нею, щоб стискати блістерну смугу, і нагрівання призводить до розплавлення та пом'якшення зовнішнього полімерного шару 2с, що призводить до його часткового чи повного витіснення на ділянці, де лезовий елемент 9 контактує з блістерною смугою 1. Хоча передбачається, що блістерна смуга 1 розташована лицьовою стороною вниз на столі 8, тобто з її кришкою 3 до верхньої поверхні 9 стола 8, таким чином, що ріжуча крайка 10 входить у зачеплення і формує лінію найменшого спротиву 10 у базовій частині 2, буде зрозумілим, що блістерна смуга 1 може також розташовуватися інакше зверху на столі 8, таким чином, щоб ріжуча крайка входила у зачеплення з кришкою 3 смуги 1. Придатні матеріали для лезового елементу 9 включають алюміній та алюмінієві сплави, в кращому варіанті анодизовані, та нержавіючу сталь. Лезовий елемент 9 може покриватися малов'язким або "запобігаючим пригорянню" покриттям, таким 90715 14 як PTFE (політетрафторетилен) для забезпечення того, щоб зовнішній полімерний шар 2с базової частини 2 не приліплювався до лезового елементу 9 під час стискання та нагрівання, так як матеріал, який прилипає до лезового елементу 9 зменшуватиме ефективність формування лінії найменшого спротиву. Якщо блістерна смуга 1 модифікована присутністю додаткового полімерного шару (не показаний), цей додатковий шар може допомогти зменшити схильність шару фольги 2b до прилипання до лезового елементу 9, особливо якщо додатковий полімерний шар сформовано з матеріалу, який менше піддається "волокнистості", коли він пом'якшується, наприклад PVC. Ріжуча крайка 10 лезового елементу може мати радіус від 0,2 до 1,0мм, а краще від 0,4 до 0,6мм. В особливо кращому здійсненні радіус ріжучої крайки 10 складає 0,5мм. Перетин через ріжучу крайку 10 показаний на Фіг.4А. Однак, також є ясним, що ріжуча крайка 10 може мати альтернативні конфігурації, щоб включати лезо Vподібної форми з заокругленням на верхівці (Фіг.4В), лезо V-подібної форми без заокруглення на верхівці (Фіг.4С) чи пласке лезо (Фіг.4D). Стіл 8 може бути зроблений з алюмінію та/або алюмінієвих сплавів, краще гаряче анодизованих, нержавіючих сталей та високотемпературних полімерів, таких як PEEK (поліефір ефір кетон), поліамід чи PTFE. За потреби, наприклад у випадку, якщо медикамент 5 є чутливим до температури, стіл 8 може бути охолоджений. Верхня поверхня 9 столу 8 може за бажанням наділятися тонким пружним шаром 11. Шар 11 допомагає у формуванні лінії найменшого спротиву 6 шляхом зниження чутливості процесу до рівня сили, яка прикладається, і дозволяє шарам фольги 2b, 3b блістерної смуги 1 трохи вигинатися під час формування таким чином, що напруги, зокрема напруга від дії поперекових сил та напруги розриву, які діють на шари фольги 2b, 3b, зменшуються, таким чином забезпечуючи те, що шари не будуть пошкоджені чи розрізані через високі рівні сили. Придатні матеріали для пружного шару 11 включають поліаміди, полііміди, PTFE, ETFE та силіконові гуми. Шар 11 в кращому варіанті є тоншим за 1мм і в ще кращому варіанті не товщим за 0,5мм. В кращому здійсненні пружний шар 11 формується з 0,3мм-вого шару поліаміду. Для забезпечення того, щоб зовнішній та внутрішній полімерні шари 2а, 2с пом'якшувалися достатньо і так, щоб матеріал зовнішнього полімерного шару 2с видавлювався до боків лезового елементу 9 без розрізання шарів фольги 2b, 3b, важливо ретельно вибирати температуру лезового елементу 9 та тривалість контакту з блістерною смугою 1. Придатні та кращі межі для ключових параметрів операції показані у таблиці, наведеній нижче. Для спеціалістів у даній галузі буде зрозумілим, що параметри взаємодіють один з одним, наприклад підвищення тривалості дозволить прикладати меншу силу, а підвищення температури може дозволити скоротити тривалість, що задіюється. 15 90715 16 Таблиця Температура ріжучої крайки (°С) Зусилля на лінію розриву (N) Тривалість Придатні межі 230-280 300-600 0,1-3,0 Прикладання нагрівання та тиску потребує контролювання для отримання відтворюваної лінії найменшого спротиву 6. Одним параметром є контролювання зусилля чи тиску, прикладеного, наприклад, з використанням пружини на встановленому рівні стискання чи пневматичного циліндра при встановленому тиску, щоб забезпечити зусилля. Альтернативно лезовий елемент 9 може бути оснащений одним чи більше упорами 12, які тримають ріжучу крайку 10 на встановленій відстані від верхньої поверхні 9 столу 8 таким чином, що блістерна смуга стискається тільки на встановлений об'єм лезовим елементом 9. У здійсненні, проілюстрованому на Фіг.5, упори 12 знаходяться на кожній крайці ріжучої крайки 10. Відстань між ріжучою крайкою 10 та верхньою поверхнею 9 столу 8 може бути настроюваною для забезпечення формування ліній найменшого спротиву у блістерних смугах 1, які мають різні товщини ламінату. В кращому варіанті відстань між ріжучою крайкою 10 та верхньою поверхнею 9 вибирається такою, щоб бути між 25% та 100% загальної товщини ламінату. Якщо в наявності є ініціатор розривання 13, це може здійснюватися на тій же самій операції, що і формування лінії найменшого спротиву 6. Фіг.6 показує альтернативний інструмент 15 для формування лінії найменшого спротиву 6 разом з надрізами на кожному кінці лінії найменшого спротиву 6 для полегшення ініціювання розриву. Ріжучі елементи 14 знаходяться в залежності від елементу інструменту, що нагрівається 9, та приймаються у відповідних їм заглибленнях (не показано), вирізаних у верхній поверхні 9 столу 8. Ріжучі елементи 14 вирізають виїмку у блістерній упаковці 1, в той час як ріжуча крайка 10 формує лінію найменшого спротиву на смузі 1. Ефективна лінія найменшого спротиву 6 не потребує того, щоб бути подовженою. Наприклад, одна чи більше не послаблених ділянок можуть бути залишені на лінії найменшого спротиву 6 для підтримання міцності при розтягуванні смуги 1, для, наприклад, полегшення обробки під час виготовлення та індексування смуги 1 в інгаляційному пристрої і для того, щоб запобігти випадковому розриванню смуги 1. Лінія найменшого спротиву 6 може таким чином містить ділянки, які було послаблено, та ділянки, які не було послаблено, чи ділянки з різними рівнями послаблення. Буде зрозумілим, що може одночасно бути сформована більше, ніж одна лінія найменшого спротиву 6, шляхом виконання послаблення у численних точках одночасно з використанням, наприклад, інструменту з багаточисельними лезовими елементами 9. В кращому варіанті лінії найменшого спротиву 6 формуються вздовж значної ділянки чи на усій смузі 1 протягом однієї опе Кращі межі 235-245 400-500 0,5-1,0 рації. Альтернативно вони можуть формуватися у безперервному процесі. Засоби для створення періодичного чи безперервного процесу для крупносерійного виробництва добре відомі в галузі обладнання для виготовлення блістерів. Таким же чином, більше, ніж одна смуга може виготовлятися в той самий час шляхом одночасної обробки паралельно розташованих одна біля одної смуг. Фіг.8 ілюструє ще одне здійснення, в якому лазер 16 використовується для формування ліній найменшого спротиву на смузі 1. Відповідно до даного здійснення лазерний промінь 17, який випускається з лазера 19, сканує упоперек смуги 1 за встановленим візерунком та локально модифікує полімерний шар 2с шляхом розплавлення, абляції чи їхньої комбінації для формування лінії найменшого спротиву 6 без впливання на шар фольги 2b. Лазер 16 може бути сконфігурований для абляції тільки пропорційної частини товщини полімерного шару 2с, хоча і контролювання точності глибини абляції може бути утрудненим при безперервному процесі, в якому шар фольги 2b рухається. Таким чином є кращим, якщо лазер 16 здійснює абляцію полімерного шару 2с по усій його глибині. Лазер 16 може здійснювати абляцію полімерного шару 2с тільки через ділянку товщини смуги 1. Наприклад у пунктирній чи точковій матриці або штриховому візерунку таким чином, що вздовж лінії найменшого спротиву 6 існують почергові ділянки аблятованого та неаблятованого полімеру, як показано на Фіг. 9А та 9В. Таким шляхом смуга може бути зроблена здатною до розривання без її зайвого надмірного послаблення. Лазер 16 може бути СО2 лазером чи YAG лазером, але краще СО2 лазером. Тип та потужність лазера 16 вибирається такою, щоб здійснювати ефективну абляцію полімерного шару 2с без ушкодження шару алюмінієвої фольги 2b під ним. Формування лінії найменшого спротиву лазером може комбінуватися з будь-яким з вищезгаданих способів ініціювання розривання, включаючи надрізання виїмок, прорізів чи легких надрізів. При багатосерійному виробництві процес виготовлення блістерних смуг 1 є безперервним, або включає комбінацію безперервних та переривчастих позицій, які залежать від типу операції. Наприклад, холодне формування блістерної форми часто здійснюється у переривчастому процесі. В безперервному процесі лазер 16 програмується на сканування упоперек шару фольги 2b для формування лінії найменшого спротиву 6 і потім індексування на наступну позицію синхронізовано з індексуванням смуги в ході процесу. Це може досягатися скануванням лазерним променем 17 чи переміщенням смуги 1. У переривчастому процесі лазер 16 може формувати численні лінії най 17 меншого спротиву шляхом сканування променем 17 до того, як смуга 1 проіндексована вздовж численними блістерами 4. Буде зрозумілим, що усі вищенаведені варіанти здійснення спрямовані на спосіб та апарат для формування послабленої ділянки у попередньо сформованій блістерній смузі. Однак, також ясно, що формування послабленої ділянки між блістерами може бути здійснено одночасно з виготовленням блістера, тобто в той самий час, коли кришка припаюється до основи. Фіг.10А ілюструє частину запаювального інструменту чи планку 20, яка містить гофровану чи зроблену шорсткою інакшим чином поверхню з візерунком 21, яка контактує з матеріалом кришки та виконує функцію герметичного його приєднання до основи. Запаювальний інструмент 20 має отвір 22, який співвідноситься з блістерною порожниною таким чином, що матеріал кришки не піддається дії інструменту 20 на ділянці матеріалу кришки, який тягнеться над порожниною. На іншій стороні отвору 22 знаходиться підвищена ділянка 23 для утворення лінії найменшого спротиву для розвитку розриву на смузі на обох сторонах блістерної порожнини. У кращому здійсненні підвищена ділянка в основному знаходиться на одному рівні з верхівками найвищих поверхонь гофрованого візерунку, який формує герметичне з'єднання. Підвищені ділянки 23 утворюють область між блістерами, яка є як злегка потоншеною, так і жорсткою, так як ламінат витісняється запаювальним інструментом, який нагрівається до такого рівня, щоб розплавити теплоізоляційний лак. Ця область таким чином є трохи більш нестійкою та легко розривається, коли розривання вже розпочалося. Буде зрозумілим, що запаювальний інструмент може застосовуватися на кожній стороні блі 90715 18 стерної смуги для герметичного приєднання матеріалу кришки до основи. Крім того базовий матеріал та матеріал кришки можуть пресуватися між двома подібними запаювальними інструментами. Фіг.10В ілюструє модифіковану версію частини запаювального інструменту, показаного на Фіг.10А. В цьому здійсненні підвищені ділянки 25 приймають форму збільшених ділянок на крайці смуги між отворами 22 для утворення ділянок, які полегшують ініціювання розривання. В кращому здійсненні підвищена ділянка в основному знаходиться на одному рівні з верхівками найвищих поверхонь гофрованого візерунку, який утворює герметичне з'єднання. Альтернативно, кожна з підвищених ділянок, показаних на Фіг.10А та 10В може злегка видаватися з гофрованого візерунка до 0,2мм. Гофрований візерунок зазвичай є завглибшки між 0,025мм та 0,2мм, а в кращому варіанті між 0,04мм та 0,1мм. Фіг.10С ілюструє ще одну модифіковану версію частини запаювального інструменту, показаного на Фіг.10А та 10В. В цій версії підвищені ділянки 23, показані на Фіг.10А скомбіновані з підвищеними ділянками 25, показаними на Фіг.10В. Скомбінована підвищена ділянка 23, 25 використовується як для ініціювання, так і для підтримання розривання. Ділянки ініціювання розривання 25 можуть бути злегка вищими, ніж ділянки підтримання розвитку розривання 23, так як потрібно, щоб ламінат був більш слабким на ділянці ініціювання. Багато модифікацій та варіантів винаходу, які підпадають під зміст пунктів формули, можуть бути видимі для спеціалістів у даній галузі, і подальший опис має розглядатися як виключно опис кращих варіантів здійснення винаходу. 19 90715 20 21 90715 22 23 Комп’ютерна верстка Л. Ціхановська 90715 Підписне 24 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюBlister pack
Автори англійськоюMeliniotis Andreas Mark, Evans Peter Alan, Eason Stephen William, Harmer Quentin John
Назва патенту російськоюБлистерная упаковка
Автори російськоюМелиниотис Андреас Марк, Эванс Питер Алан, Исон Стефан Вильям, Хармер Квентин Джон
МПК / Мітки
МПК: A61M 15/00, B65B 61/00, B65D 75/00
Код посилання
<a href="https://ua.patents.su/12-90715-blisterna-upakovka.html" target="_blank" rel="follow" title="База патентів України">Блістерна упаковка</a>
Блістерна упаковка (варіанти), установка та спосіб виготовлення блістерної упаковки
Номер патенту: 54439
Опубліковано: 17.03.2003
Автори: Ассаргрен Крістіан, Фріберг Клаес
МПК: A61J 1/03, B65D 75/28
Мітки: блістерна, упаковка, блістерної, установка, упаковки, виготовлення, варіанти, спосіб
Формула / Реферат:
1. Блистерная упаковка, содержащая по меньшей мере один блистерный элемент (10), содержащий две блистерные части (11, 12), имеющие каждая группу блистеров (16) и относящиеся к типу, в котором пленка основания, образованная с блистерами (16), соединена с по существу плоской пленкой крышки, при этом блистерные части (11, 12) соединены между собой и выполнены складывающимися друг к другу, а блистеры (16) одной блистерной части (11) смещены...
Блістерна упаковка, форма для виготовлення плівки-підкладки з блістерами, спосіб і пристрій для виготовлення блістерної упаковки
Номер патенту: 44739
Опубліковано: 15.03.2002
Автор: Келльгрен Ева
МПК: A61J 1/03, B65D 75/28
Мітки: форма, виготовлення, упаковки, блістерної, пристрій, упаковка, блістерна, спосіб, плівки-підкладки, блістерами
Формула / Реферат:
1. Блистерная упаковка, содержащая по меньшей мере два параллельных ряда блистеров, и такого типа, в котором пленка-подложка, образованная с блистерами, присоединена к фактически плоской пленке-накладке, отличающаяся тем, что между рядами блистеров образована промежуточная часть, имеющая по меньшей мере две линии сгиба, параллельные упомянутым рядам, при этом упомянутая упаковка выполнена с возможностью складывания вдоль упомянутых линий...
Упаковка для хліба і хлібо-булочних виробів
Номер патенту: 29030
Опубліковано: 25.12.2007
Автори: Вітько Максим Анатолійович, Зінченко Антон Анатолійович, Зінченко Олена Анатоліївна
МПК: A21D 15/00, B65B 25/00
Мітки: хліба, упаковка, виробів, хлібо-булочних
Формула / Реферат:
1. Упаковка для хліба і хлібобулочних виробів, виготовлена з полімерної плівки, яка відрізняється тим, що на її поверхні є щонайменше дві ділянки, одна з яких призначена для розміщення інформації про виріб в упаковці, друга - для технічної і/або рекламної інформації, а площа кожної ділянки С відповідає виразу С=(0,3...0,4)Р, де Р - площа розгортки поверхні упаковки.2. Упаковка за п. 1, яка відрізняється тим, що кожна ділянка має форму...
Індивідуальна упаковка для цукерки
Номер патенту: 33320
Опубліковано: 10.06.2008
Автор: Колесніков Борис Вікторович
МПК: B65B 11/00, B65B 5/00, B65B 69/00
Мітки: індивідуальна, упаковка, цукерки
Формула / Реферат:
1. Індивідуальна упаковка для цукерки, що виконана з алюмінієвої фольги, яка відрізняється тим, що вона має форму купола, зверху якого приклеєна етикетка.2. Індивідуальна упаковка для цукерки за п. 1, яка відрізняється тим, що додатково містить основу у вигляді гофрованої підставки.
Упаковка
Номер патенту: 30857
Опубліковано: 11.03.2008
Автор: Костерний Сергій Вікторович
МПК: B65D 5/00
Мітки: упаковка
Формула / Реферат:
1. Упаковка, що виготовлена з пласкої, наприклад, картонної заготовки з нанесеними на ній лініями перегину і містить нижню, верхню та бокові сторони, яка відрізняється тим, що одна з сторін упаковки, переважно лицева, є подвійною й складається з двох накладених одна на одну панелей - внутрішньої та зовнішньої, кожна з яких виконана як продовження від лінії перегину однієї з бокових, що знаходяться поруч, сторін.2. Упаковка за п. 1, яка...
Попередній патент: Спосіб отримання волокнистого матеріалу
Наступний патент: Інгібітори днк-протеїнкінази
Випадковий патент: Спосіб прогнозування перебігу гострого панкреатиту