Преформа і складена прес-форма для виготовлення преформи
Номер патенту: 97153
Опубліковано: 10.01.2012
Автори: Вітц Жан-Крістоф, Сіґлер Лоран Крістель, Дірлінґ Брюс Клайв
Формула / Реферат
1. Преформа (300, 400, 900, 1100), призначена для подальшого видувного формування, яка містить:
горловинну частину (302, 402, 902, 1102);
ливникову частину (306, 406, 906, 1106) ; і
корпусну частину (304, 404, 904, 1104), розташовану між горловинною частиною (302, 402, 902, 1102) і ливниковою частиною (306, 406, 906, 1106);
ливникова частина (306, 406, 906, 1106) зв'язана конусоподібною формою, яка вибирається таким чином, щоб вирівнювати кут заломлення інфрачервоних променів (206), які використовуються на стадії повторного нагрівання в процесі видувного формування.
2. Преформа (300, 400, 900) за п. 1, яка відрізняється тим, що конусоподібна форма закінчується в залишковій частині (308, 408, 908), яка має розмір, який відповідає мундштуку форсунки ливника, який обігрівається.
3. Преформа (300) за п. 1, яка відрізняється тим, що ливникова частина (306) має практично рівну товщину стінок.
4. Преформа (400) за п. 1, яка відрізняється тим, що ливникова частина (406, 1106) містить нерівну товщину стінок.
5. Преформа (400) за п. 4, яка відрізняється тим, що ливникова частина (1106) зв'язана першою товщиною стінки уздовж її першої частини і другою товщиною стінки уздовж її другої частини, друга товщина стінки є більшою від першої товщини стінки, і друга частина розташована ближче до лінії роз'єму між ливниковою частиною (1106) і корпусною частиною (1104), ніж перша частина.
6. Преформа (300, 400, 900) за п. 1, яка відрізняється тим, що конусоподібна форма містить щонайменше одну внутрішню криволінійну ділянку (410).
7. Преформа (300, 400, 900) за п. 6, яка відрізняється тим, що щонайменше одна внутрішня криволінійна ділянка (410) виконана у вигляді єдиної криволінійної ділянки (410), розташованої на внутрішній поверхні, поряд із залишковою частиною (308, 408) ливникової частини (406).
8. Преформа (300, 400, 900) за п. 1, яка відрізняється тим, що конусоподібна форма зв'язана кутом, утвореним між осьовою центральною лінією і внутрішньою поверхнею конусоподібної форми.
9. Преформа (300, 400, 900) за п. 8, яка відрізняється тим, що кут визначається у функції коефіцієнта заломлення матеріалу, який використовується для формування преформи (300, 400) таким чином, щоб практично вирівняти кут заломлення променів (206), які використовуються на стадії повторного нагрівання в процесі видувного формування.
10. Преформа (300, 400, 900) за п. 8, яка відрізняється тим, що кут розраховується у функції щонайменше одного з наступних чинників: (і) коефіцієнта заломлення матеріалу, який використовується для формування преформи (300, 400, 900), (іі) швидкості наповнення; і (ііі) маси використаного матеріалу, таким чином, щоб вирівняти кут заломлення променів (206), які використовуються на стадії повторного нагрівання в процесі видувного формування.
11. Преформа (900) за п. 1, яка відрізняється тим, що конусоподібна форма містить перший конус (910) і другий конус (912).
12. Преформа (900) за п. 1, яка відрізняється тим, що перший конус (910) зв'язаний першим кутом, утвореним між осьовою центральною лінією і внутрішньою поверхнею конусоподібної форми, а другий конус (912) зв'язаний другим кутом, утвореним між осьовою центральною лінією і внутрішньою поверхнею конусоподібної форми.
13. Складена прес-форма (600, 1000), що містить: вставку (602, 1002) ливарного стрижня, яка визначає внутрішню поверхню преформи (300, 400, 900); роз'ємну пару оформляючих вставок (604) матриці, які визначають зовнішню поверхню горловинної частини (302, 402, 902) преформи (300, 400, 900); вставку (606) оформляючої порожнини, яка визначає зовнішню поверхню корпусної частини (304, 404, 904) преформи (300, 400, 900); ливникову вставку (608, 1008), яка визначає зовнішню поверхню ливникової частини (306, 406, 906) преформи (300, 400, 900); при цьому вставка (602, 1002) ливарного стрижня і ливникова частина (608, 1008) виконані таким чином, що при використанні, взаємодіючи, вони утворюють ливникову частину (306, 406, 906) преформи (300, 400, 900), яка має першу конусоподібну форму, що забезпечує вирівнювання кута заломлення променів (206), які використовуються на стадії повторного нагрівання в процесі видувного формування.
14. Складена прес-форма (600, 1000) за п. 13, яка відрізняється тим, що вставка (602, 1002) ливарного стрижня містить першу частину (603, 1003), яка утворює оформляючу порожнину і в якій перша частина (603, 1003), яка утворює оформляючу порожнину, містить частину (610), яка утворює ливник і яка має другу конусоподібну форму.
15. Складена прес-форма (1000) за п. 14, яка відрізняється тим, що перша конусоподібна форма містить перший конус (910) і другий конус (912) і в якій друга конусоподібна форма містить першу конусоподібну частину (1010а) і другу конусоподібну частину (1010b).
16. Складена прес-форма (600, 1000) за п. 13, яка відрізняється тим, що ливникова вставка (608, 1008) містить частину (612, 1012), яка утворює другу оформляючу порожнину, яка має перевернуту конусоподібну форму.
17. Складена прес-форма (1000) за п. 16, яка відрізняється тим, що перша конусоподібна форма містить перший конус (910) і другий конус (912) і в якій перевернута конусоподібна форма містить першу конусоподібну ділянку (1012а) і другу конусоподібну ділянку (1012b).
18. Складена прес-форма (600, 1000) за п. 13, яка відрізняється тим, що вставка (606) оформляючої порожнини і ливникова вставка (608) виготовлені як єдине ціле.
19. Вставка (602, 1002) ливарного стрижня, яка утворює, при використанні, частину преформи (300, 400, 900), яка включає горловинну частину (302, 402, 902), ливникову частину (306, 406, 906) і корпусну частину (304, 404, 904), розташовану між ними, яка містить: частину (603), яка утворює першу оформляючу порожнину з частиною (610), яка утворює ливник, яка має конусоподібну форму, що забезпечує вирівнювання кута заломлення променів (206), які використовуються на стадії повторного нагрівання в процесі видувного формування преформи (300, 400, 900) в межах ливникової частини (306, 406, 906).
20. Ливникова вставка (608, 1008), яка утворює, при використанні, частину преформи (300, 400, 900), яка включає горловинну частину (302, 402, 902), ливникову частину (306, 406, 906) і корпусну частину (304, 404, 904), розташовану між ними, яка містить: частину (612), яка утворює другу оформляючу порожнину, яка має перевернуту конусоподібну форму, що забезпечує вирівнювання кута заломлення променів (206), які використовуються на стадії повторного нагрівання в процесі видувного формування преформи (300, 400, 900) в межах ливникової частини (306, 406, 906).
21. Спосіб виготовлення щонайменше частини складеної прес-форми (600, 1000), який передбачає: вибір форми для ливникової частини (306, 406, 906) преформи (300, 400, 900), призначеної для видувного формування, таким чином, щоб практично вирівняти кут заломлення щонайменше частини з великої кількості променів (206) на стадії повторного нагрівання в процесі видувного формування; виготовлення щонайменше частини складеної прес-форми (600, 1000) для утворення форми.
22. Спосіб за п. 21, який відрізняється тим, що щонайменше частина прес-форми містить щонайменше одну зі вставок (602, 1002) ливарного стрижня і ливникову вставку (608, 1008).
23. Спосіб за п. 21, який відрізняється тим, що вибір форми здійснюють на основі щонайменше одного з чинників: коефіцієнта заломлення формувального матеріалу, який використовується, швидкості наповнення і маси використаного формувального матеріалу.
24. Спосіб за п. 21, який відрізняється тим, що форма є конусоподібною формою.
25. Преформа (300, 400, 900), призначена для подальшого видувного формування, яка містить: горловинну частину (302, 402, 902); ливникову частину (306, 406, 906); і корпусну частину (304, 404, 904), розташовану між горловинною частиною (302, 402, 902) і ливниковою частиною (306, 406, 906); при цьому ливникова частина (306, 406, 906) зв'язана конусоподібною формою, яка закінчується в залишковій частині (308, 408, 908) і має розмір, який відповідає мундштуку форсунки ливника, який обігрівається.
26. Преформа (1100), призначена для подальшого видувного формування, яка містить: горловинну частину (1102); ливникову частину (1106); і корпусну частину (1104), розташовану між горловинною частиною (302, 402, 902, 1102) і ливниковою частиною (306, 406, 906, 1106); ливникова частина (1106) зв'язана конусоподібною формою, у якій ливникова частина (1106) зв'язана першою товщиною стінки уздовж її першої частини і другою товщиною стінки уздовж її другої частини, друга товщина стінки є більшою від першої товщини стінки, і друга частина розташована ближче до лінії, яка розділяє ливникову частину (1106) і корпусну частину (1104), ніж перша частина.
Текст
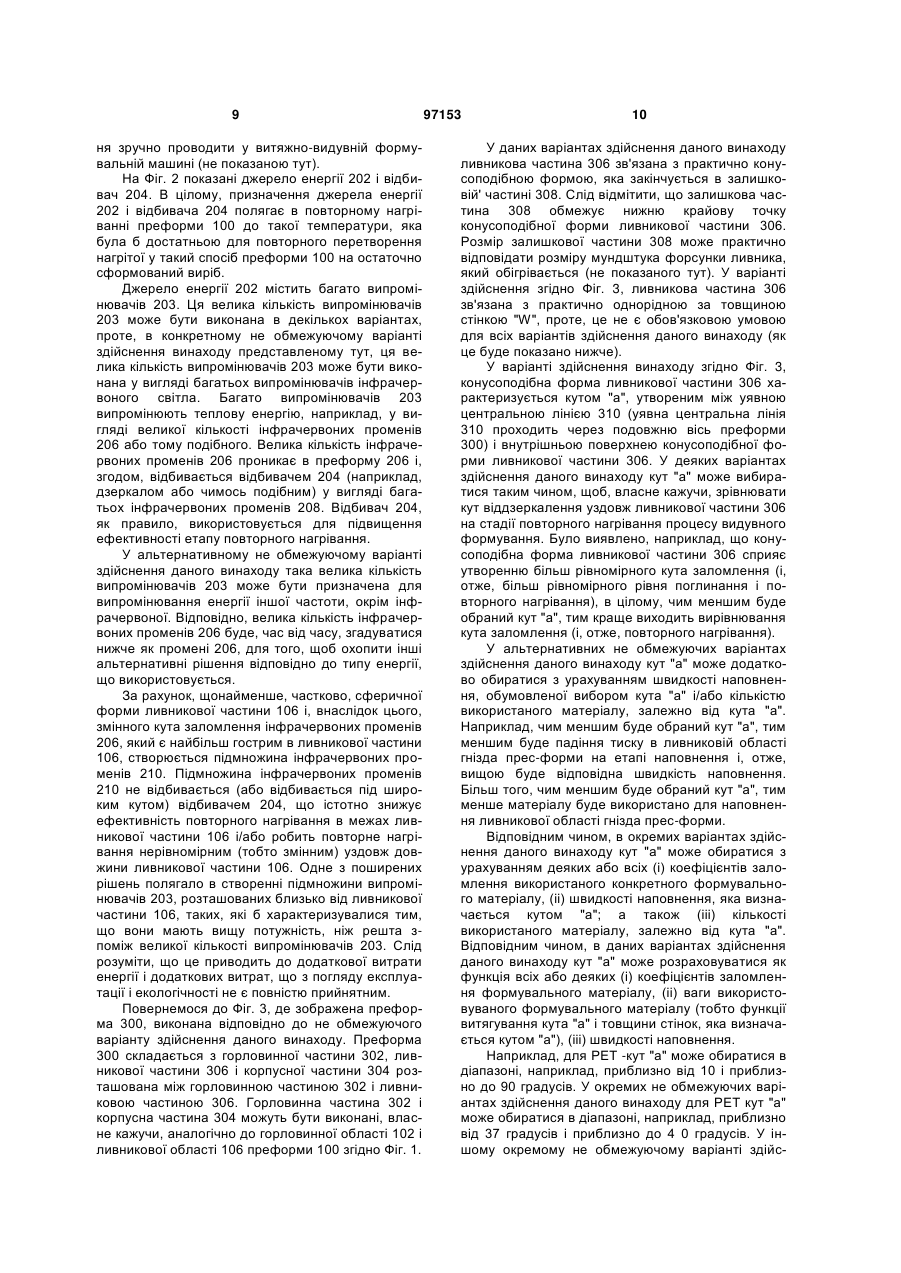
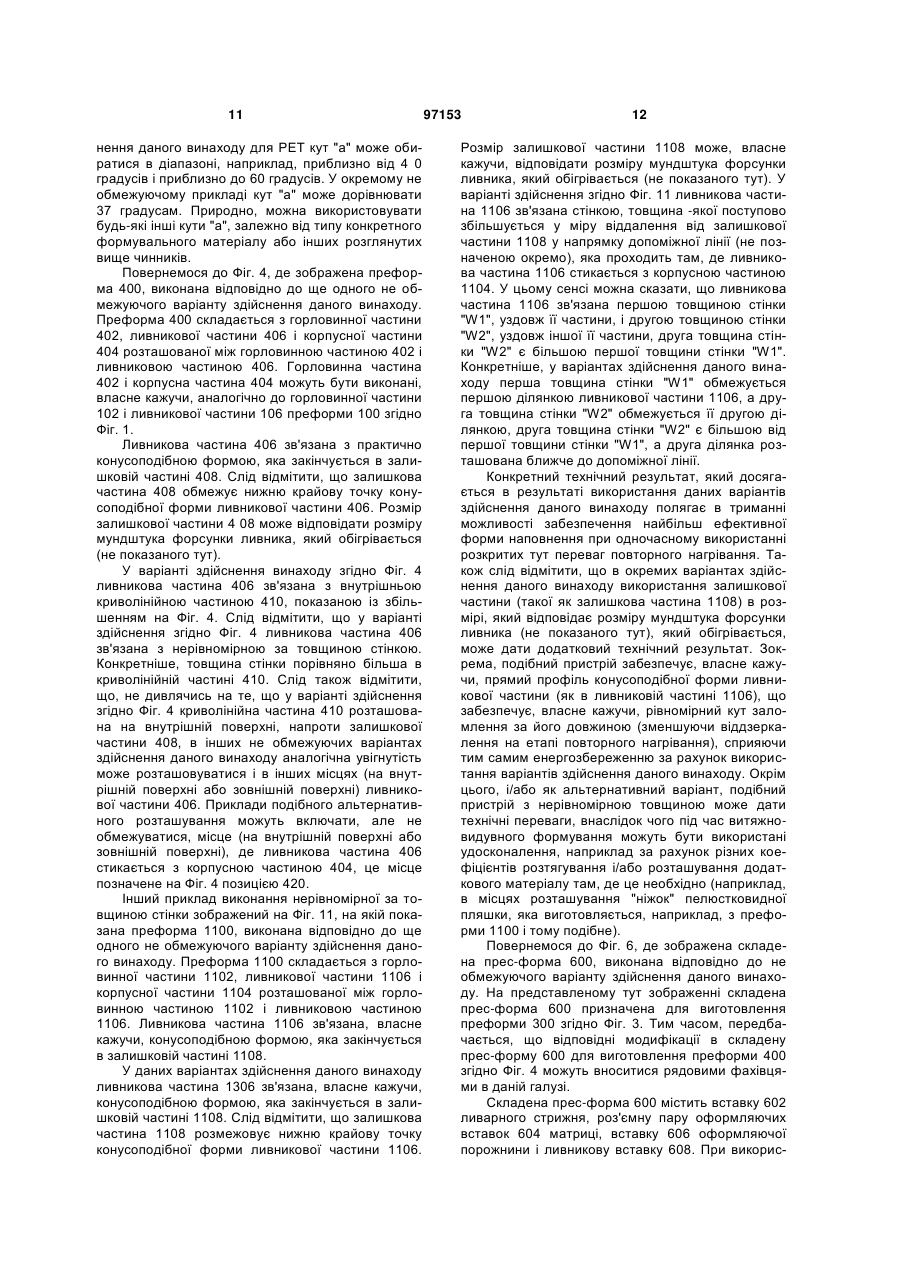
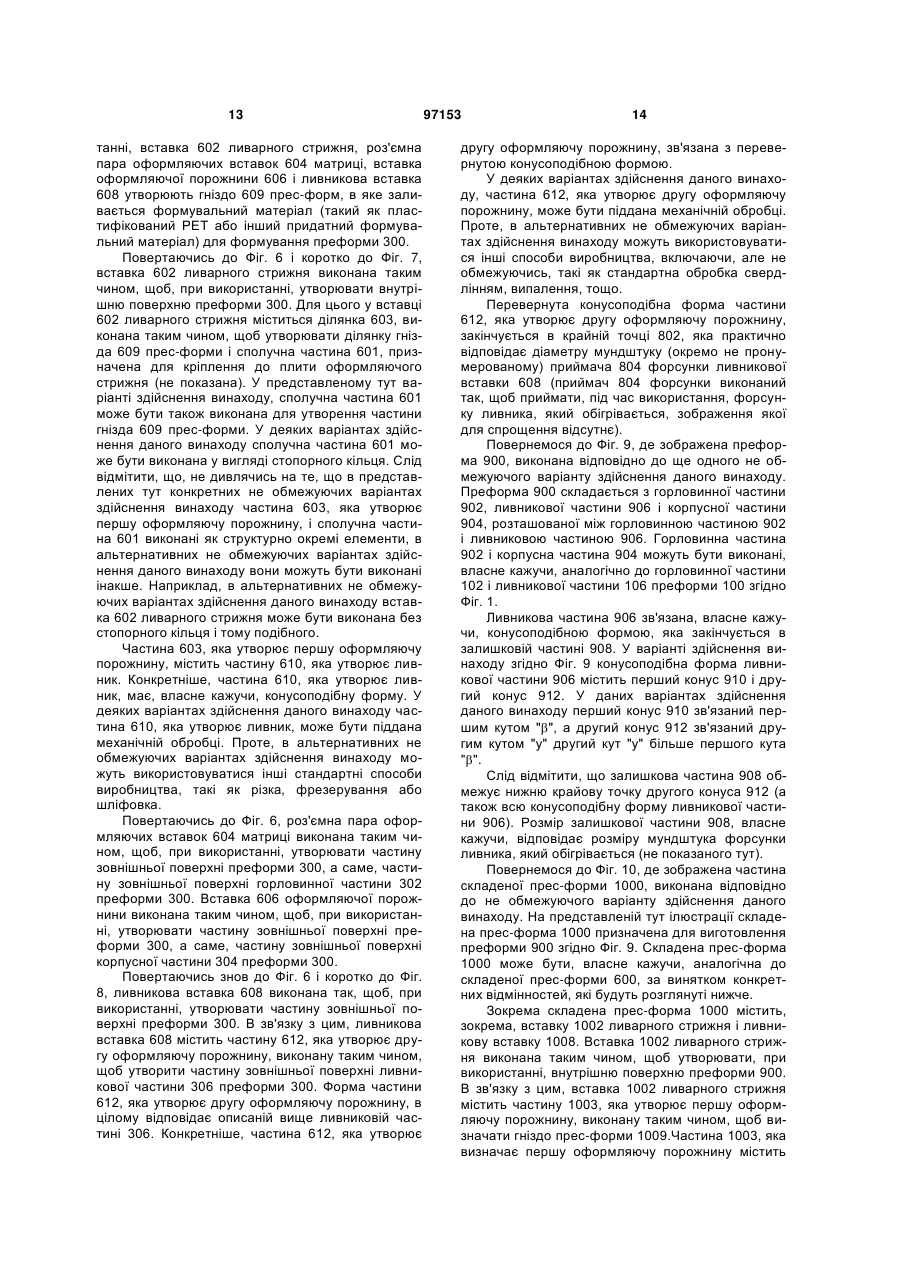
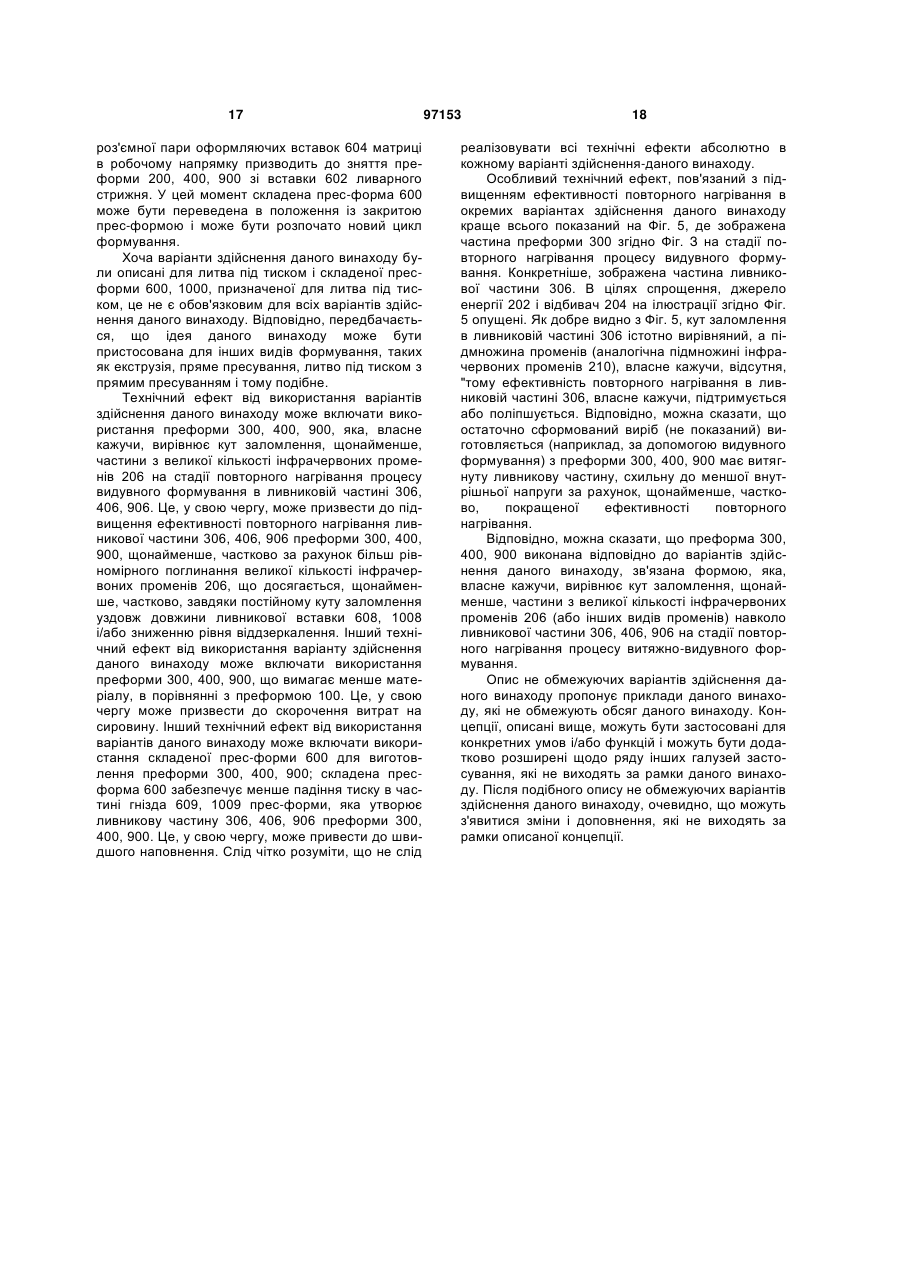
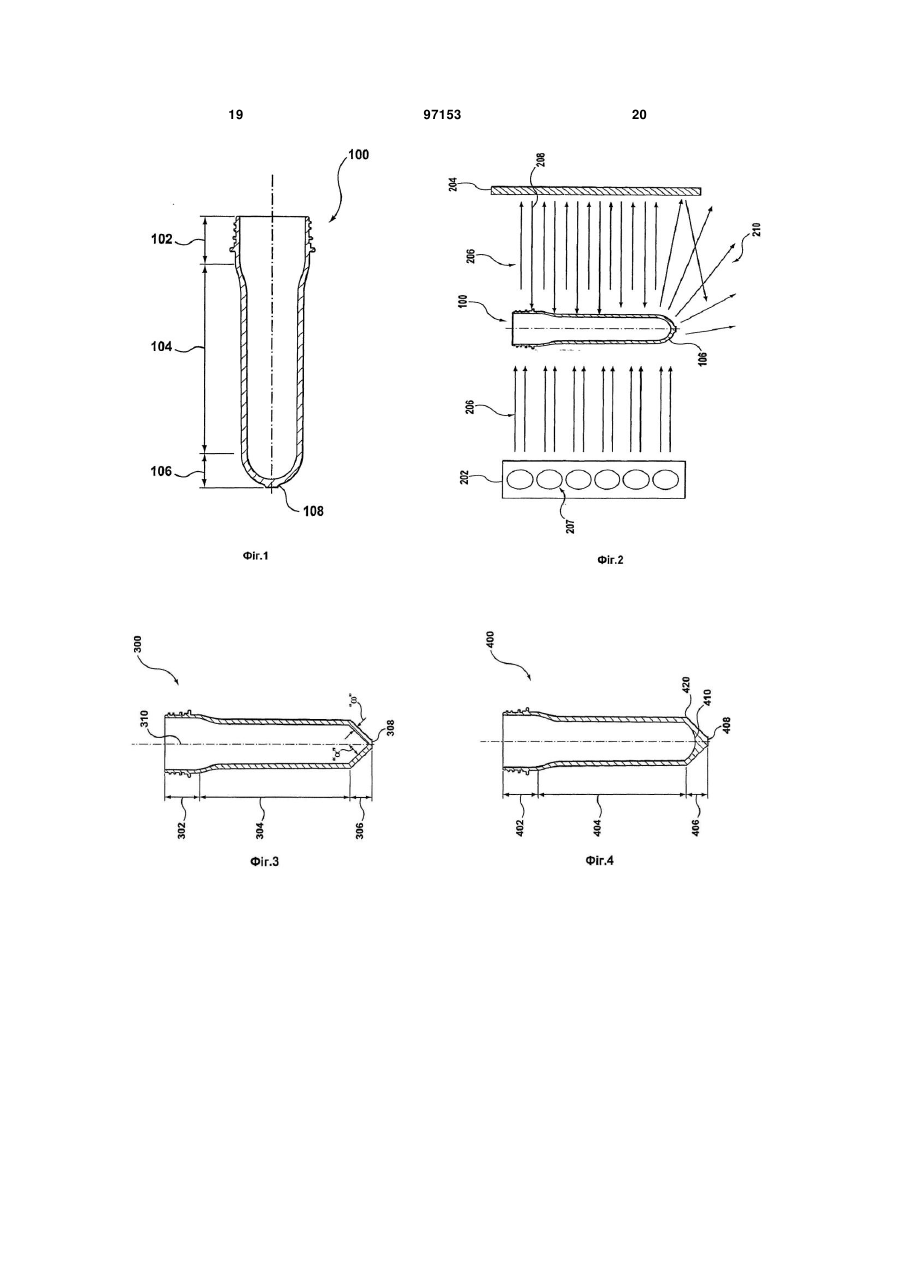
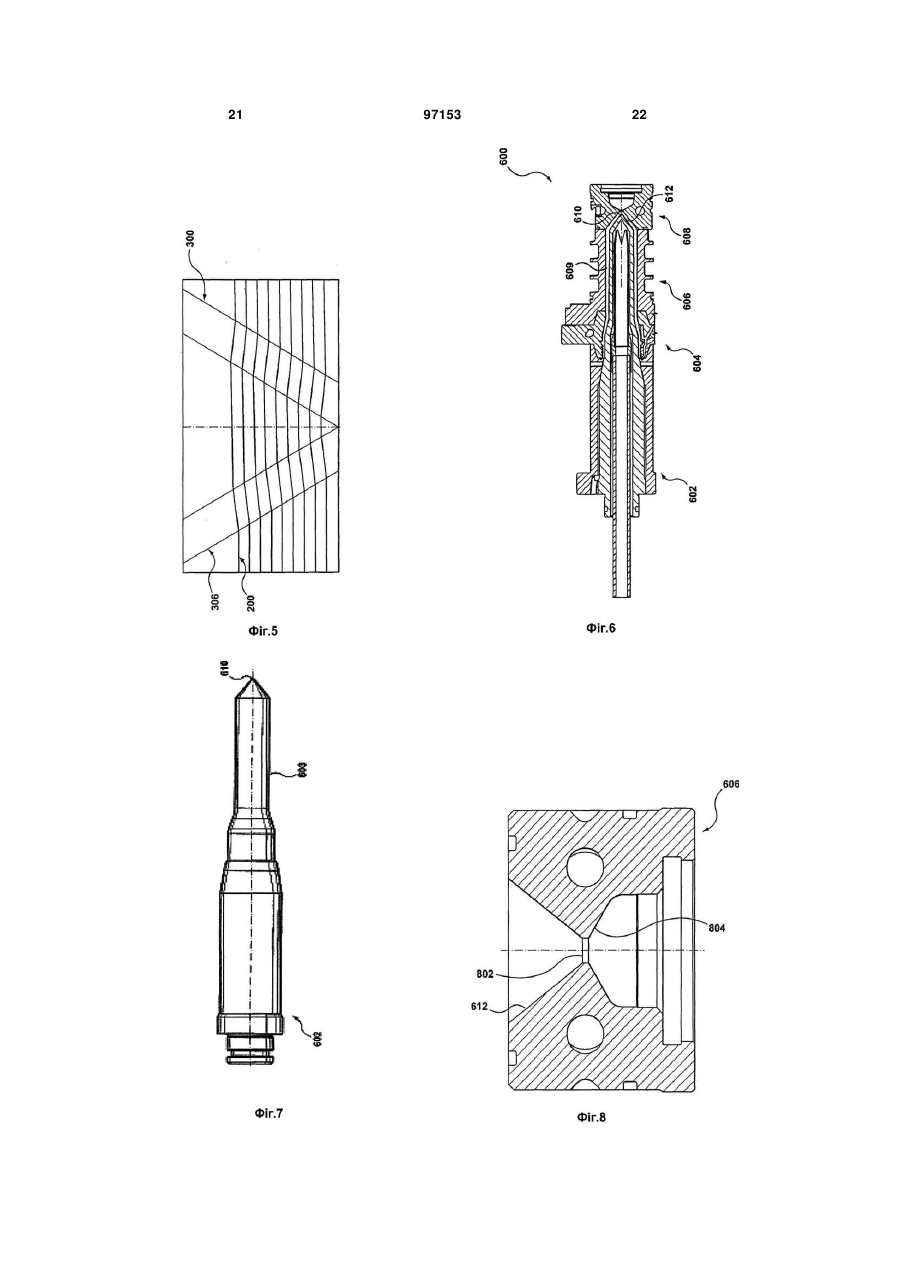
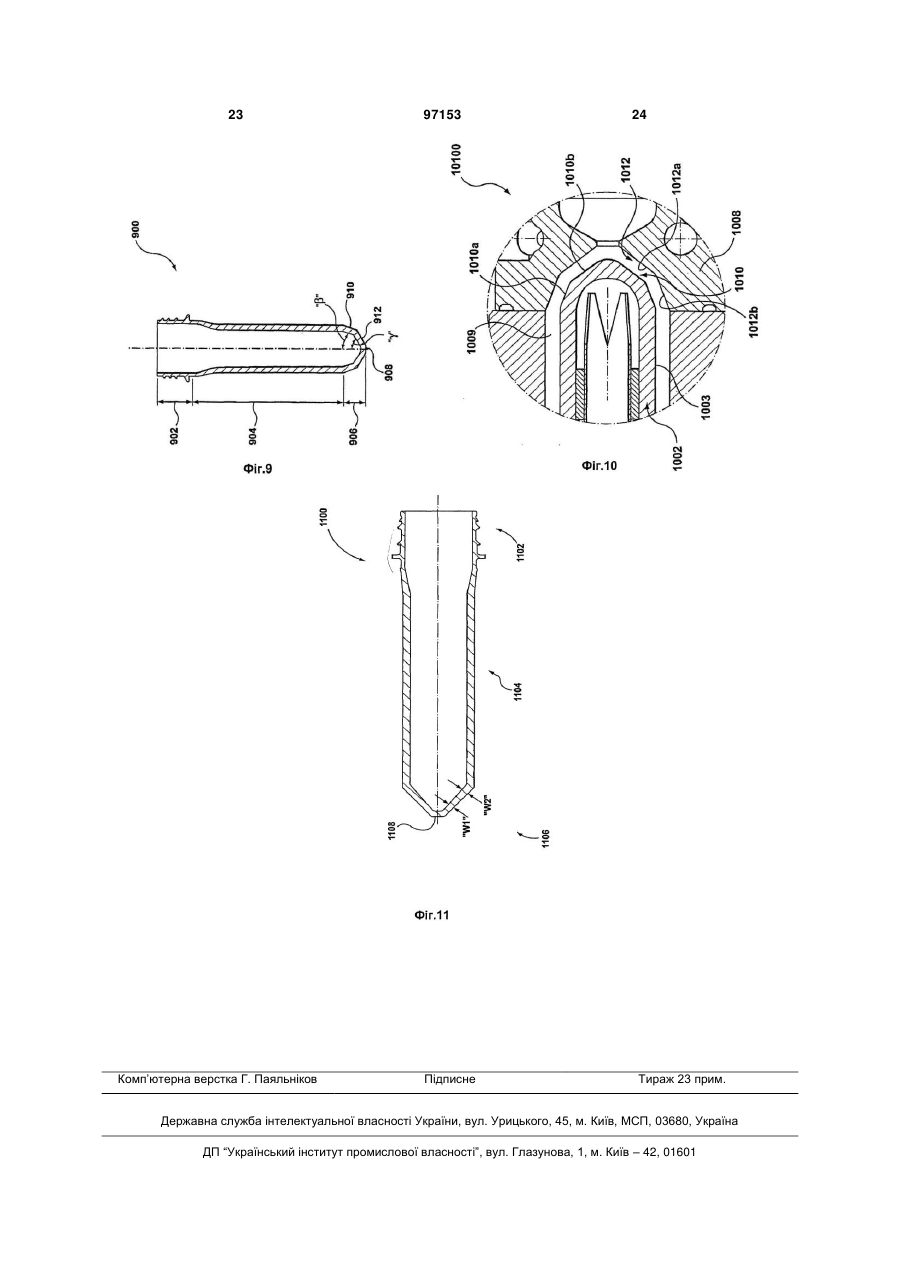
1. Преформа (300, 400, 900, 1100), призначена для подальшого видувного формування, яка містить: горловинну частину (302, 402, 902, 1102); ливникову частину (306, 406, 906, 1106) ; і корпусну частину (304, 404, 904, 1104), розташовану між горловинною частиною (302, 402, 902, 1102) і ливниковою частиною (306, 406, 906, 1106); ливникова частина (306, 406, 906, 1106) зв'язана конусоподібною формою, яка вибирається таким чином, щоб вирівнювати кут заломлення інфрачервоних променів (206), які використовуються на стадії повторного нагрівання в процесі видувного формування. 2. Преформа (300, 400, 900) за п. 1, яка відрізняється тим, що конусоподібна форма закінчується в залишковій частині (308, 408, 908), яка має розмір, який відповідає мундштуку форсунки ливника, який обігрівається. 3. Преформа (300) за п. 1, яка відрізняється тим, що ливникова частина (306) має практично рівну товщину стінок. 4. Преформа (400) за п. 1, яка відрізняється тим, що ливникова частина (406, 1106) містить нерівну товщину стінок. 5. Преформа (400) за п. 4, яка відрізняється тим, що ливникова частина (1106) зв'язана першою товщиною стінки уздовж її першої частини і другою товщиною стінки уздовж її другої частини, друга товщина стінки є більшою від першої товщини стінки, і друга частина розташована ближче до лінії 2 (19) 1 3 900); роз'ємну пару оформляючих вставок (604) матриці, які визначають зовнішню поверхню горловинної частини (302, 402, 902) преформи (300, 400, 900); вставку (606) оформляючої порожнини, яка визначає зовнішню поверхню корпусної частини (304, 404, 904) преформи (300, 400, 900); ливникову вставку (608, 1008), яка визначає зовнішню поверхню ливникової частини (306, 406, 906) преформи (300, 400, 900); при цьому вставка (602, 1002) ливарного стрижня і ливникова частина (608, 1008) виконані таким чином, що при використанні, взаємодіючи, вони утворюють ливникову частину (306, 406, 906) преформи (300, 400, 900), яка має першу конусоподібну форму, що забезпечує вирівнювання кута заломлення променів (206), які використовуються на стадії повторного нагрівання в процесі видувного формування. 14. Складена прес-форма (600, 1000) за п. 13, яка відрізняється тим, що вставка (602, 1002) ливарного стрижня містить першу частину (603, 1003), яка утворює оформляючу порожнину і в якій перша частина (603, 1003), яка утворює оформляючу порожнину, містить частину (610), яка утворює ливник і яка має другу конусоподібну форму. 15. Складена прес-форма (1000) за п. 14, яка відрізняється тим, що перша конусоподібна форма містить перший конус (910) і другий конус (912) і в якій друга конусоподібна форма містить першу конусоподібну частину (1010а) і другу конусоподібну частину (1010b). 16. Складена прес-форма (600, 1000) за п. 13, яка відрізняється тим, що ливникова вставка (608, 1008) містить частину (612, 1012), яка утворює другу оформляючу порожнину, яка має перевернуту конусоподібну форму. 17. Складена прес-форма (1000) за п. 16, яка відрізняється тим, що перша конусоподібна форма містить перший конус (910) і другий конус (912) і в якій перевернута конусоподібна форма містить першу конусоподібну ділянку (1012а) і другу конусоподібну ділянку (1012b). 18. Складена прес-форма (600, 1000) за п. 13, яка відрізняється тим, що вставка (606) оформляючої порожнини і ливникова вставка (608) виготовлені як єдине ціле. 19. Вставка (602, 1002) ливарного стрижня, яка утворює, при використанні, частину преформи (300, 400, 900), яка включає горловинну частину (302, 402, 902), ливникову частину (306, 406, 906) і корпусну частину (304, 404, 904), розташовану між ними, яка містить: частину (603), яка утворює першу оформляючу порожнину з частиною (610), яка утворює ливник, яка має конусоподібну форму, що забезпечує вирівнювання кута заломлення променів (206), які використовуються на стадії повторного нагрівання в процесі видувного формування преформи (300, 400, 900) в межах ливникової частини (306, 406, 906). 20. Ливникова вставка (608, 1008), яка утворює, при використанні, частину преформи (300, 400, 97153 4 900), яка включає горловинну частину (302, 402, 902), ливникову частину (306, 406, 906) і корпусну частину (304, 404, 904), розташовану між ними, яка містить: частину (612), яка утворює другу оформляючу порожнину, яка має перевернуту конусоподібну форму, що забезпечує вирівнювання кута заломлення променів (206), які використовуються на стадії повторного нагрівання в процесі видувного формування преформи (300, 400, 900) в межах ливникової частини (306, 406, 906). 21. Спосіб виготовлення щонайменше частини складеної прес-форми (600, 1000), який передбачає: вибір форми для ливникової частини (306, 406, 906) преформи (300, 400, 900), призначеної для видувного формування, таким чином, щоб практично вирівняти кут заломлення щонайменше частини з великої кількості променів (206) на стадії повторного нагрівання в процесі видувного формування; виготовлення щонайменше частини складеної прес-форми (600, 1000) для утворення форми. 22. Спосіб за п. 21, який відрізняється тим, що щонайменше частина прес-форми містить щонайменше одну зі вставок (602, 1002) ливарного стрижня і ливникову вставку (608, 1008). 23. Спосіб за п. 21, який відрізняється тим, що вибір форми здійснюють на основі щонайменше одного з чинників: коефіцієнта заломлення формувального матеріалу, який використовується, швидкості наповнення і маси використаного формувального матеріалу. 24. Спосіб за п. 21, який відрізняється тим, що форма є конусоподібною формою. 25. Преформа (300, 400, 900), призначена для подальшого видувного формування, яка містить: горловинну частину (302, 402, 902); ливникову частину (306, 406, 906); і корпусну частину (304, 404, 904), розташовану між горловинною частиною (302, 402, 902) і ливниковою частиною (306, 406, 906); при цьому ливникова частина (306, 406, 906) зв'язана конусоподібною формою, яка закінчується в залишковій частині (308, 408, 908) і має розмір, який відповідає мундштуку форсунки ливника, який обігрівається. 26. Преформа (1100), призначена для подальшого видувного формування, яка містить: горловинну частину (1102); ливникову частину (1106); і корпусну частину (1104), розташовану між горловинною частиною (302, 402, 902, 1102) і ливниковою частиною (306, 406, 906, 1106); ливникова частина (1106) зв'язана конусоподібною формою, у якій ливникова частина (1106) зв'язана першою товщиною стінки уздовж її першої частини і другою товщиною стінки уздовж її другої частини, друга товщина стінки є більшою від першої товщини стінки, і друга частина розташована ближче до лінії, яка розділяє ливникову частину (1106) і корпусну частину (1104), ніж перша частина. 5 Даний винахід відноситься до систем і способів формування, а конкретніше, до преформ (заготовок для формування) і складеної прес-форми для виготовлення преформи, але цим не обмежується. Формування - це спосіб, в результаті якого за допомогою системи формування з формованого матеріалу створюється виріб. За рахунок використання способу формування, наприклад процесу литва під тиском, можна отримувати різні формовані вироби. Одним з прикладів формованих виробів є преформа, яку отримують, наприклад, з поліетилентерефталату (PET), та з якої згодом можна видути ємкість для пива, наприклад, пляшку чи таке інше. Зокрема, при литві під тиском матеріалу PET (наприклад, PET у вигляді пігулок, PEN у вигляді порошку, PLA (полімолочна кислота), тощо) він нагрівається до однорідного розплавленого стану і під тиском заливається в гніздо прес-форми, яке утворюється, щонайменше, частково, охоплюючою частиною оформляючої порожнини, та охоплюваною частиною ливарного стрижня, встановлених відповідно в обоймі матриці та плиті оформляючого стрижня прес-форми. Обойма матриці та плита оформляючого стрижня притискаються одна до одної і утримуються затискним зусиллям, достатнім для того, щоб утримувати оформляючу порожнину і ливарний стрижень разом, не зважаючи на дію тиску під час заливки PET матеріалу. Гніздо прес-форми має форму, яка практично відповідає кінцевій формі формованого виробу після охолоджування. Після цього PET матеріал, який подібним чином заливається, охолоджується до відповідної температури, що дозволяє витягувати сформований таким чином виріб із прес-форми. Після охолоджування сформований виріб усаджується усередині гнізда прес-форми і в такому стані, після роз'єднання обойми матриці та плити оформляючого стрижня, сформований виріб зазвичай залишається зв'язаним з динним стрижнем. Згодом, сформований виріб можна знімати з ливарного. стрижня за допомогою одного або декількох виштовхувальних пристосувань. Відомо, що виштовхувальні пристосування допомагають знімати формовані вироби з половинок ливарного стрижня. Прикладами виштовхувальних пристосувань є виштовхувальні плити, виштовхувальні кільця, горловинні кільця, виштовхувальні шпильки, тощо. На Фіг. 1 зображена преформа 100, яка є типовим прикладом преформи з попереднього рівня техніки. Преформа 100 складається з горловинної частини 102, ливникової частини 106 і корпусної частини 104 розташованої між горловинною частиною 102 і ливниковою частиною 106. Ливникова частина 106 зв'язана з, власне кажучи, сферичною формою, яка закінчується в залишковій частині 108. Патент США 4432530 описує поєднанні пресформу і литний стрижень для формування пластикової заготовки, з якої витягується/видувається пластикова пляшка, при якому торець ливарного стрижня сполучається з прес-формою таким чином, що дозволяє формувати заготовки з фаскою на денці і крутим конусом від згаданої фаски до 97153 6 бічної стінки заготовки. Литний стрижень бажано має таку форму, яка передбачає наявність заплечика, який має практично пряму зовнішню стінку біля торця горловини заготовки в прес-формі, і сконструйований і пов'язаний з прес-формою таким чином, щоб забезпечувати наплавлення додаткового пластика на внутрішній стінці заплечика заготовки. Конструкція сукупності зв'язаної пресформи і ливарного стрижня ґрунтується на тому, що при безперервному процесі формування пляшок певну область заготовки можна сильніше нагрівати або охолоджувати за рахунок збільшення або зменшення товщини даної області заготовки. Заготовки, отримані за допомогою описаної комбінації прес-форма - литний стрижень, дозволяють здійснити глибше і довше витягування заготовки без розриву і деформації дна заготовки, а також без утворення складок на заплечику отриманої пляшки, при цьому забезпечуючи необхідну міцність стінок. Патент США 4959006 описує комбінацію пресформи-ливарного стрижня для виробництва пластикової преформи для отримання пластикових пляшок методом видувного формування яка включає: горловинну частину, яка утворює отвір; низхідну від неї трубчасту частину з бічних стінок; а також складену основу, яка сходить донизу від трубчастої частини з бічних стінок до замкнутого торця; у преформі є зовнішня лицьова стінка і внутрішня лицьова стінка, одна з яких знаходиться в основі, в якій є велика кількість складених буртиків, які йдуть уподовж преформи і визначають безперервне підсилююче кільце змінної товщини розташоване на віддаленні від замкнутого торця, яке обмежує основу, при цьому буртики поступово зменшуються за шириною і радіальною товщиною, щонайменше, від підсилюючого кільця у напрямку замкнутого торця. З преформи методом видувного формування може бути отримана пластикова пляшка в донній частині якої є безперервне підсилююче кільце, утворене безперервними змінами товщини стінок, розташованими радіально по колу, з регулярно хвилеподібним поперечним перетином уздовж кола. Буртики переважно інтегровані з внутрішньою лицьовою стінкою. Відповідно до першого основного аспекту даного винаходу пропонується преформа, призначена для подальшого видувного формування. Преформа містить горловинну частину, ливникову частину і корпусну частину, розташовану між горловинною частиною і ливниковою частиною; ливникова частина зв'язана з, власне кажучи, конусоподібною формою. Відповідно до другого основного аспекту даного винаходу, пропонується складена прес-форма. Складена прес-форма містить вставку ливарного стрижня, який формує внутрішню поверхню преформи; роз'ємну пару оформляючих вставок матриці, яка визначає зовнішню поверхню горловинної частини преформи; вставку оформляючої порожнини, яка визначає зовнішню поверхню корпусної частини преформи; ливникову вставку, яка визначає зовнішню поверхню ливникової частини преформи; вставка ливарного стрижня і ливникова вставка виконані так, щоб при використанні взає 7 модіяти, утворюючи ливникову частину преформи, яка має першу, власне кажучи, конусоподібну форму. Відповідно до третього основного аспекту даного винаходу, пропонується вставка ливарного стрижня, яка утворює, при використанні, частину преформи, преформа включає горловинну частину, ливникову частину' і розташовану між ними корпусну частину. Вставка ливарного стрижня містить частину, яка утворює першу оформляючу порожнину матриці, в якій є частина, яка утворює ливник, який має, власне кажучи, конусоподібну форму, власне кажучи, конусоподібна форма у свою чергу вибирається так, щоб вирівнювати кут заломлення променів, які використовуються на стадії повторного нагрівання процесу видувного формування преформи в межах ливникової частини. Відповідно до четвертого основного аспекту даного винаходу, пропонується ливникова вставка, яка утворює при використанні частину преформи, преформа включає горловинну частину, ливникову частину і розташовану між ними корпусну частину. Ливникова вставка містить частину, яка утворює другу оформляючу порожнину матриці, яка має, власне кажучи, перевернуту конусоподібну форму, перевернута конусоподібна форма, у свою чергу, вибирається таким чином, щоб вирівнювати кут заломлення променів, які використовуються на стадії повторного нагрівання процесу видувного формування преформи в межах ливникової частини. Відповідно до іншого основного аспекту даного винаходу пропонується спосіб виготовлення, щонайменше, частини складено: прес-форми. Спосіб включає вибір форми для ливникової частини преформи, призначеної для видувного формування, форма у свою чергу вибирається так, щоб, щонайменше, власне кажучи, вирівнювати кут заломлення, щонайменше, частини з багатьох променів, на стадії повторного нагрівання процесу видувного формування; виробництво, щонайменше, частини складеної прес-форми для включення форми. Відповідно до ще одного основного аспекту даного винаходу пропонується преформа, призначена для подальшого видувного формування. Преформа має горловинну частину, ливникову частину і корпусну частину, розташовану між горловинною частиною і ливниковою частиною; ливникова частина зв'язана з формою, вибираною таким чином, щоб, власне кажучи, вирівнювати кут заломлення променів, які використовуються на стадії повторного нагрівання процесу видувного формування. Далі ці та інші аспекти і ознаки не обмежуючих варіантів здійснення даного винаходу будуть очевидні фахівцям в даній галузі після ознайомлення з наступним описом не обмежуючих варіантів здійснення винаходу разом з кресленнями, які додаються. Краще зрозуміти не обмежуючі варіанти здійснення даного винаходу (включаючи зміни і/або варіанти) можна за допомогою докладного опису не обмежуючих варіантів здійснення разом з наступними кресленнями, на яких: 97153 8 На Фіг. 1 зображена преформа 100 в поперечному перетині, виконана відповідно до відомих технологій. На Фіг. 2 схематично зображена преформа 100 згідно Фіг. 1 на стадії повторного нагрівання в процесі видувного формування, виконана відповідно до відомих технологій. На Фіг. 3 зображена в поперечному перетині преформа 300, виконана відповідно до не обмежуючих варіантів здійснення даного винаходу. На Фіг. 4 зображена в поперечному перетині преформа 400, виконана відповідно до ще одного не обмежуючого варіанту здійснення даного винаходу. На Фіг. 5 схематично зображена преформа 300 на стадії повторного нагрівання в процесі видувного формування, аналогічна преформі на Фіг. 2. На Фіг. 6 в поперечному перетині зображена складена прес-форма 600, призначена для виготовлення преформи 300, виконана відповідно до одного з не обмежуючих варіантів здійснення даного винаходу. На Фіг. 7 у вигляді збоку зображена вставка 602 ливарного стрижня складеної прес-форми 600 згідно Фіг. б, виконана відповідно до одного з не обмежуючих варіантів здійснення даного винаходу. На Фіг. 8 в поперечному перетині зображена ливникова вставка 608 складеної прес-форми 600 згідно Фіг. б, виконана відповідно до одного з не обмежуючих варіантів здійснення даного винаходу. На Фіг. 9 в поперечному перетині зображена преформа 900, виконана відповідно до ще одного не обмежуючого варіанту здійснення даного винаходу. На Фіг. 10 в поперечному перетині зображена частина складеної прес-форми 1000, призначена для виготовлення преформи 900 згідно Фіг. 9, виконана відповідно до одного з не обмежуючих варіантів здійснення даного винаходу. На Фіг. 11 в поперечному перетині зображена преформа 1100, виконана відповідно до ще одного не обмежуючого варіанту здійснення даного винаходу. Креслення необов'язково виконані в масштабі, і ілюструються пунктирними лініями, схематичними зображеннями і видами частин. В окремих випадках, деталі, які є необов'язковими для розуміння варіантів виконання винаходу або роблять інші деталі складними для сприйняття, опущені. Існує проблема з відомими конструкціями преформи 100. Одна з подібних проблем розглянута детальніше на прикладі Фіг. 2. На Фіг. 2 схематично зображена преформа 100 згідно Фіг. 1 на стадії повторного нагрівання процесу видувного формування, під час якого преформа 100 перетворюється на остаточно сформований продукт. Повторне нагрівання зазвичай здійснюється під час процесу витяжно-видувного формування, услід за операцією формування для перетворення преформи 100 на остаточний виріб (наприклад, пляшку або тому подібне). Витяжно-видувне формуван 9 ня зручно проводити у витяжно-видувній формувальній машині (не показаною тут). На Фіг. 2 показані джерело енергії 202 і відбивач 204. В цілому, призначення джерела енергії 202 і відбивача 204 полягає в повторному нагріванні преформи 100 до такої температури, яка була б достатньою для повторного перетворення нагрітої у такий спосіб преформи 100 на остаточно сформований виріб. Джерело енергії 202 містить багато випромінювачів 203. Ця велика кількість випромінювачів 203 може бути виконана в декількох варіантах, проте, в конкретному не обмежуючому варіанті здійснення винаходу представленому тут, ця велика кількість випромінювачів 203 може бути виконана у вигляді багатьох випромінювачів інфрачервоного світла. Багато випромінювачів 203 випромінюють теплову енергію, наприклад, у вигляді великої кількості інфрачервоних променів 206 або тому подібного. Велика кількість інфрачервоних променів 206 проникає в преформу 206 і, згодом, відбивається відбивачем 204 (наприклад, дзеркалом або чимось подібним) у вигляді багатьох інфрачервоних променів 208. Відбивач 204, як правило, використовується для підвищення ефективності етапу повторного нагрівання. У альтернативному не обмежуючому варіанті здійснення даного винаходу така велика кількість випромінювачів 203 може бути призначена для випромінювання енергії іншої частоти, окрім інфрачервоної. Відповідно, велика кількість інфрачервоних променів 206 буде, час від часу, згадуватися нижче як промені 206, для того, щоб охопити інші альтернативні рішення відповідно до типу енергії, що використовується. За рахунок, щонайменше, частково, сферичної форми ливникової частини 106 і, внаслідок цього, змінного кута заломлення інфрачервоних променів 206, який є найбільш гострим в ливникової частини 106, створюється підмножина інфрачервоних променів 210. Підмножина інфрачервоних променів 210 не відбивається (або відбивається під широким кутом) відбивачем 204, що істотно знижує ефективність повторного нагрівання в межах ливникової частини 106 і/або робить повторне нагрівання нерівномірним (тобто змінним) уздовж довжини ливникової частини 106. Одне з поширених рішень полягало в створенні підмножини випромінювачів 203, розташованих близько від ливникової частини 106, таких, які б характеризувалися тим, що вони мають вищу потужність, ніж решта зпоміж великої кількості випромінювачів 203. Слід розуміти, що це приводить до додаткової витрати енергії і додаткових витрат, що з погляду експлуатації і екологічності не є повністю прийнятним. Повернемося до Фіг. 3, де зображена преформа 300, виконана відповідно до не обмежуючого варіанту здійснення даного винаходу. Преформа 300 складається з горловинної частини 302, ливникової частини 306 і корпусної частини 304 розташована між горловинною частиною 302 і ливниковою частиною 306. Горловинна частина 302 і корпусна частина 304 можуть бути виконані, власне кажучи, аналогічно до горловинної області 102 і ливникової області 106 преформи 100 згідно Фіг. 1. 97153 10 У даних варіантах здійснення даного винаходу ливникова частина 306 зв'язана з практично конусоподібною формою, яка закінчується в залишковій' частині 308. Слід відмітити, що залишкова частина 308 обмежує нижню крайову точку конусоподібної форми ливникової частини 306. Розмір залишкової частини 308 може практично відповідати розміру мундштука форсунки ливника, який обігрівається (не показаного тут). У варіанті здійснення згідно Фіг. 3, ливникова частина 306 зв'язана з практично однорідною за товщиною стінкою "W", проте, це не є обов'язковою умовою для всіх варіантів здійснення даного винаходу (як це буде показано нижче). У варіанті здійснення винаходу згідно Фіг. 3, конусоподібна форма ливникової частини 306 характеризується кутом "а", утвореним між уявною центральною лінією 310 (уявна центральна лінія 310 проходить через подовжню вісь преформи 300) і внутрішньою поверхнею конусоподібної форми ливникової частини 306. У деяких варіантах здійснення даного винаходу кут "а" може вибиратися таким чином, щоб, власне кажучи, зрівнювати кут віддзеркалення уздовж ливникової частини 306 на стадії повторного нагрівання процесу видувного формування. Було виявлено, наприклад, що конусоподібна форма ливникової частини 306 сприяє утворенню більш рівномірного кута заломлення (і, отже, більш рівномірного рівня поглинання і повторного нагрівання), в цілому, чим меншим буде обраний кут "а", тим краще виходить вирівнювання кута заломлення (і, отже, повторного нагрівання). У альтернативних не обмежуючих варіантах здійснення даного винаходу кут "а" може додатково обиратися з урахуванням швидкості наповнення, обумовленої вибором кута "а" і/або кількістю використаного матеріалу, залежно від кута "а". Наприклад, чим меншим буде обраний кут "а", тим меншим буде падіння тиску в ливниковій області гнізда прес-форми на етапі наповнення і, отже, вищою буде відповідна швидкість наповнення. Більш того, чим меншим буде обраний кут "а", тим менше матеріалу буде використано для наповнення ливникової області гнізда прес-форми. Відповідним чином, в окремих варіантах здійснення даного винаходу кут "а" може обиратися з урахуванням деяких або всіх (і) коефіцієнтів заломлення використаного конкретного формувального матеріалу, (іі) швидкості наповнення, яка визначається кутом "а"; а також (ііі) кількості використаного матеріалу, залежно від кута "а". Відповідним чином, в даних варіантах здійснення даного винаходу кут "а" може розраховуватися як функція всіх або деяких (і) коефіцієнтів заломлення формувального матеріалу, (іі) ваги використовуваного формувального матеріалу (тобто функції витягування кута "а" і товщини стінок, яка визначається кутом "а"), (ііі) швидкості наповнення. Наприклад, для PET -кут "а" може обиратися в діапазоні, наприклад, приблизно від 10 і приблизно до 90 градусів. У окремих не обмежуючих варіантах здійснення даного винаходу для PET кут "а" може обиратися в діапазоні, наприклад, приблизно від 37 градусів і приблизно до 4 0 градусів. У іншому окремому не обмежуючому варіанті здійс 11 нення даного винаходу для PET кут "а" може обиратися в діапазоні, наприклад, приблизно від 4 0 градусів і приблизно до 60 градусів. У окремому не обмежуючому прикладі кут "а" може дорівнювати 37 градусам. Природно, можна використовувати будь-які інші кути "а", залежно від типу конкретного формувального матеріалу або інших розглянутих вище чинників. Повернемося до Фіг. 4, де зображена преформа 400, виконана відповідно до ще одного не обмежуючого варіанту здійснення даного винаходу. Преформа 400 складається з горловинної частини 402, ливникової частини 406 і корпусної частини 404 розташованої між горловинною частиною 402 і ливниковою частиною 406. Горловинна частина 402 і корпусна частина 404 можуть бути виконані, власне кажучи, аналогічно до горловинної частини 102 і ливникової частини 106 преформи 100 згідно Фіг. 1. Ливникова частина 406 зв'язана з практично конусоподібною формою, яка закінчується в залишковій частині 408. Слід відмітити, що залишкова частина 408 обмежує нижню крайову точку конусоподібної форми ливникової частини 406. Розмір залишкової частини 4 08 може відповідати розміру мундштука форсунки ливника, який обігрівається (не показаного тут). У варіанті здійснення винаходу згідно Фіг. 4 ливникова частина 406 зв'язана з внутрішньою криволінійною частиною 410, показаною із збільшенням на Фіг. 4. Слід відмітити, що у варіанті здійснення згідно Фіг. 4 ливникова частина 406 зв'язана з нерівномірною за товщиною стінкою. Конкретніше, товщина стінки порівняно більша в криволінійній частині 410. Слід також відмітити, що, не дивлячись на те, що у варіанті здійснення згідно Фіг. 4 криволінійна частина 410 розташована на внутрішній поверхні, напроти залишкової частини 408, в інших не обмежуючих варіантах здійснення даного винаходу аналогічна увігнутість може розташовуватися і в інших місцях (на внутрішній поверхні або зовнішній поверхні) ливникової частини 406. Приклади подібного альтернативного розташування можуть включати, але не обмежуватися, місце (на внутрішній поверхні або зовнішній поверхні), де ливникова частина 406 стикається з корпусною частиною 404, це місце позначене на Фіг. 4 позицією 420. Інший приклад виконання нерівномірної за товщиною стінки зображений на Фіг. 11, на якій показана преформа 1100, виконана відповідно до ще одного не обмежуючого варіанту здійснення даного винаходу. Преформа 1100 складається з горловинної частини 1102, ливникової частини 1106 і корпусної частини 1104 розташованої між горловинною частиною 1102 і ливниковою частиною 1106. Ливникова частина 1106 зв'язана, власне кажучи, конусоподібною формою, яка закінчується в залишковій частині 1108. У даних варіантах здійснення даного винаходу ливникова частина 1306 зв'язана, власне кажучи, конусоподібною формою, яка закінчується в залишковій частині 1108. Слід відмітити, що залишкова частина 1108 розмежовує нижню крайову точку конусоподібної форми ливникової частини 1106. 97153 12 Розмір залишкової частини 1108 може, власне кажучи, відповідати розміру мундштука форсунки ливника, який обігрівається (не показаного тут). У варіанті здійснення згідно Фіг. 11 ливникова частина 1106 зв'язана стінкою, товщина -якої поступово збільшується у міру віддалення від залишкової частини 1108 у напрямку допоміжної лінії (не позначеною окремо), яка проходить там, де ливникова частина 1106 стикається з корпусною частиною 1104. У цьому сенсі можна сказати, що ливникова частина 1106 зв'язана першою товщиною стінки "W1", уздовж її частини, і другою товщиною стінки "W2", уздовж іншої її частини, друга товщина стінки "W2" є більшою першої товщини стінки "W1". Конкретніше, у варіантах здійснення даного винаходу перша товщина стінки "W1" обмежується першою ділянкою ливникової частини 1106, а друга товщина стінки "W2" обмежується її другою ділянкою, друга товщина стінки "W2" є більшою від першої товщини стінки "W1", a друга ділянка розташована ближче до допоміжної лінії. Конкретний технічний результат, який досягається в результаті використання даних варіантів здійснення даного винаходу полягає в триманні можливості забезпечення найбільш ефективної форми наповнення при одночасному використанні розкритих тут переваг повторного нагрівання. Також слід відмітити, що в окремих варіантах здійснення даного винаходу використання залишкової частини (такої як залишкова частина 1108) в розмірі, який відповідає розміру мундштука форсунки ливника (не показаного тут), який обігрівається, може дати додатковий технічний результат. Зокрема, подібний пристрій забезпечує, власне кажучи, прямий профіль конусоподібної форми ливникової частини (як в ливниковій частині 1106), що забезпечує, власне кажучи, рівномірний кут заломлення за його довжиною (зменшуючи віддзеркалення на етапі повторного нагрівання), сприяючи тим самим енергозбереженню за рахунок використання варіантів здійснення даного винаходу. Окрім цього, і/або як альтернативний варіант, подібний пристрій з нерівномірною товщиною може дати технічні переваги, внаслідок чого під час витяжновидувного формування можуть бути використані удосконалення, наприклад за рахунок різних коефіцієнтів розтягування і/або розташування додаткового матеріалу там, де це необхідно (наприклад, в місцях розташування "ніжок" пелюстковидної пляшки, яка виготовляється, наприклад, з преформи 1100 і тому подібне). Повернемося до Фіг. 6, де зображена складена прес-форма 600, виконана відповідно до не обмежуючого варіанту здійснення даного винаходу. На представленому тут зображенні складена прес-форма 600 призначена для виготовлення преформи 300 згідно Фіг. 3. Тим часом, передбачається, що відповідні модифікації в складену прес-форму 600 для виготовлення преформи 400 згідно Фіг. 4 можуть вноситися рядовими фахівцями в даній галузі. Складена прес-форма 600 містить вставку 602 ливарного стрижня, роз'ємну пару оформляючих вставок 604 матриці, вставку 606 оформляючої порожнини і ливникову вставку 608. При викорис 13 танні, вставка 602 ливарного стрижня, роз'ємна пара оформляючих вставок 604 матриці, вставка оформляючої порожнини 606 і ливникова вставка 608 утворюють гніздо 609 прес-форм, в яке заливається формувальний матеріал (такий як пластифікований PET або інший придатний формувальний матеріал) для формування преформи 300. Повертаючись до Фіг. 6 і коротко до Фіг. 7, вставка 602 ливарного стрижня виконана таким чином, щоб, при використанні, утворювати внутрішню поверхню преформи 300. Для цього у вставці 602 ливарного стрижня міститься ділянка 603, виконана таким чином, щоб утворювати ділянку гнізда 609 прес-форми і сполучна частина 601, призначена для кріплення до плити оформляючого стрижня (не показана). У представленому тут варіанті здійснення винаходу, сполучна частина 601 може бути також виконана для утворення частини гнізда 609 прес-форми. У деяких варіантах здійснення даного винаходу сполучна частина 601 може бути виконана у вигляді стопорного кільця. Слід відмітити, що, не дивлячись на те, що в представлених тут конкретних не обмежуючих варіантах здійснення винаходу частина 603, яка утворює першу оформляючу порожнину, і сполучна частина 601 виконані як структурно окремі елементи, в альтернативних не обмежуючих варіантах здійснення даного винаходу вони можуть бути виконані інакше. Наприклад, в альтернативних не обмежуючих варіантах здійснення даного винаходу вставка 602 ливарного стрижня може бути виконана без стопорного кільця і тому подібного. Частина 603, яка утворює першу оформляючу порожнину, містить частину 610, яка утворює ливник. Конкретніше, частина 610, яка утворює ливник, має, власне кажучи, конусоподібну форму. У деяких варіантах здійснення даного винаходу частина 610, яка утворює ливник, може бути піддана механічній обробці. Проте, в альтернативних не обмежуючих варіантах здійснення винаходу можуть використовуватися інші стандартні способи виробництва, такі як різка, фрезерування або шліфовка. Повертаючись до Фіг. 6, роз'ємна пара оформляючих вставок 604 матриці виконана таким чином, щоб, при використанні, утворювати частину зовнішньої поверхні преформи 300, а саме, частину зовнішньої поверхні горловинної частини 302 преформи 300. Вставка 606 оформляючої порожнини виконана таким чином, щоб, при використанні, утворювати частину зовнішньої поверхні преформи 300, а саме, частину зовнішньої поверхні корпусної частини 304 преформи 300. Повертаючись знов до Фіг. 6 і коротко до Фіг. 8, ливникова вставка 608 виконана так, щоб, при використанні, утворювати частину зовнішньої поверхні преформи 300. В зв'язку з цим, ливникова вставка 608 містить частину 612, яка утворює другу оформляючу порожнину, виконану таким чином, щоб утворити частину зовнішньої поверхні ливникової частини 306 преформи 300. Форма частини 612, яка утворює другу оформляючу порожнину, в цілому відповідає описаній вище ливниковій частині 306. Конкретніше, частина 612, яка утворює 97153 14 другу оформляючу порожнину, зв'язана з перевернутою конусоподібною формою. У деяких варіантах здійснення даного винаходу, частина 612, яка утворює другу оформляючу порожнину, може бути піддана механічній обробці. Проте, в альтернативних не обмежуючих варіантах здійснення винаходу можуть використовуватися інші способи виробництва, включаючи, але не обмежуючись, такі як стандартна обробка свердлінням, випалення, тощо. Перевернута конусоподібна форма частини 612, яка утворює другу оформляючу порожнину, закінчується в крайній точці 802, яка практично відповідає діаметру мундштуку (окремо не пронумерованому) приймача 804 форсунки ливникової вставки 608 (приймач 804 форсунки виконаний так, щоб приймати, під час використання, форсунку ливника, який обігрівається, зображення якої для спрощення відсутнє). Повернемося до Фіг. 9, де зображена преформа 900, виконана відповідно до ще одного не обмежуючого варіанту здійснення даного винаходу. Преформа 900 складається з горловинної частини 902, ливникової частини 906 і корпусної частини 904, розташованої між горловинною частиною 902 і ливниковою частиною 906. Горловинна частина 902 і корпусна частина 904 можуть бути виконані, власне кажучи, аналогічно до горловинної частини 102 і ливникової частини 106 преформи 100 згідно Фіг. 1. Ливникова частина 906 зв'язана, власне кажучи, конусоподібною формою, яка закінчується в залишковій частині 908. У варіанті здійснення винаходу згідно Фіг. 9 конусоподібна форма ливникової частини 906 містить перший конус 910 і другий конус 912. У даних варіантах здійснення даного винаходу перший конус 910 зв'язаний першим кутом "", а другий конус 912 зв'язаний другим кутом "у" другий кут "у" більше першого кута "". Слід відмітити, що залишкова частина 908 обмежує нижню крайову точку другого конуса 912 (а також всю конусоподібну форму ливникової частини 906). Розмір залишкової частини 908, власне кажучи, відповідає розміру мундштука форсунки ливника, який обігрівається (не показаного тут). Повернемося до Фіг. 10, де зображена частина складеної прес-форми 1000, виконана відповідно до не обмежуючого варіанту здійснення даного винаходу. На представленій тут ілюстрації складена прес-форма 1000 призначена для виготовлення преформи 900 згідно Фіг. 9. Складена прес-форма 1000 може бути, власне кажучи, аналогічна до складеної прес-форми 600, за винятком конкретних відмінностей, які будуть розглянуті нижче. Зокрема складена прес-форма 1000 містить, зокрема, вставку 1002 ливарного стрижня і ливникову вставку 1008. Вставка 1002 ливарного стрижня виконана таким чином, щоб утворювати, при використанні, внутрішню поверхню преформи 900. В зв'язку з цим, вставка 1002 ливарного стрижня містить частину 1003, яка утворює першу оформляючу порожнину, виконану таким чином, щоб визначати гніздо прес-форми 1009.Частина 1003, яка визначає першу оформляючу порожнину містить 15 частину 1010, яка визначає ливник. Частина 1010, що визначає ливник, містить першу конусоподібну частину 1010а і другу конусоподібну частину 1010b. Ливникова вставка 1008 виконана таким чином, щоб утворювати при використанні частину зовнішньої поверхні преформи 900. В зв'язку з цим, ливникова вставка 1008 містить частину 1012, яка утворює другу оформляючу порожнину. Частина 1012, яка визначає другу оформляючу порожнину, містить першу конусоподібну ділянку 1012а і другу конусоподібну ділянку 1012b. При використанні, перша конусоподібна частина 1010а і друга конусоподібна ділянка 1012b спільно визначають вищезазначений перший конус 910. Аналогічним чином, друга конусоподібна частина 1010b і перша конусоподібна ділянка 1012а спільно, при використанні, визначають вищезазначений другий конус 912. Слід відмітити, що хоча на Фіг. 9 і Фіг. 10 зображені преформа 900 і складена прес-форма 1000 для виготовлення преформи 900, преформа 900 має ливникову частину 906, яка містить перший конус 910 і другий конус 912, в альтернативних варіантах здійснення даного винаходу ливникова частина 906 може містити два і більше конусів. Відповідним чином, відповідно до варіантів здійснення даного винаходу пропонується складена прес-форма 600, 1000, а конкретніше, вставка 602, 1002 ливарного стрижня і ливникова вставка 608,1008 виконані для виготовлення преформи 300, 400, 900 яка, власне кажучи, вирівнює кут заломлення, щонайменше, частини з великої кількості інфрачервоних променів 206 на стадії повторного нагрівання процесу видувного формування і/або скорочує кількість матеріалу, який використовується для наповнення, щонайменше, частини преформи 300, 400, 900 і/або збільшує швидкість наповнення. Відповідно до варіантів здійснення даного винаходу пропонується спосіб виготовлення, щонайменше, частини складеної прес-форми 600, 1000. Конкретніше, пропонується спосіб виготовлення однієї або обох вставок 602, 1002 ливарного стрижня і ливникової вставки 608, 1008. Спосіб передбачає: - вибір форми ливникової частини, яка виготовляється, 306, 406, 906, таким чином, щоб, щонайменше практично вирівняти кут заломлення, щонайменше, частини з великої кількості інфрачервоних променів 206, які використовуються на стадії повторного нагрівання в процесі видувного формування, і, кінець кінцем, підвищити ефективність повторного нагрівання. У окремих варіантах здійснення даного винаходу етап вибору додатково або як варіант включає, додатково, вибір форми, яка також зменшує масу використаного формувального матеріалу і/або підвищує швидкість наповнення. У окремих варіантах здійснення даного винаходу, вибирана в такий спосіб форма містить конусоподібну форму або форму, яка містить один або більше конусів. - Після того, як форма вибрана, спосіб передбачає виготовлення однієї або обох вставок 602, 97153 16 1002 ливарного стрижня і ливникової вставки 608, 1008. Виготовлення може здійснюватися за рахунок використання відомих технологій, таких як верстати з ЧПУ і тому подібне. Хоча у варіантах здійснення даного винаходу, описаних вище, вставка 606 оформляючої порожнини і ливникова вставка 608 використовуються як елементи, виконані окремо, в альтернативних не обмежуючих варіантах здійснення даного винаходу вставка 606 оформляючої порожнини і ливникова вставка 608 можуть бути виконані як єдина вставка. Аналогічним чином, хоча преформа 300, 400, 900 була описана вище як призначена для витяжно-видувного формування, в альтернативних варіантах здійснення даного винаходу преформа 300, 400, 900 може бути піддана іншим видам видування. Більш того, хоча окремі частини складеної прес-форми 600, 1000 були описані як вставки, в альтернативних варіантах здійснення даного винаходу дані компоненти можуть, бути виконані як єдині компоненти плит форми і, відповідно, в даному описі мають на увазі, що термін "вставка" охоплює єдині елементи плит форми. Експлуатація складеної прес-форми 600 згідно Фіг. 6 може здійснюватися, власне кажучи, аналогічно до дії складених прес-форм (не показаних) з відомого рівня техніки і, відповідно, тут буде дано лише короткий опис експлуатації складеної пресформи 600. Передбачається, що рядові фахівці в даній галузі зможуть застосувати дану ідею для експлуатації складеної прес-форми 1000 згідно Фіг. 10. На Фіг. б складена прес-форма 600 показана в закритому положенні, в якому вона може утримуватися взаємодіючими плитами (наприклад, рухомими і нерухомими плитами) при стискаючому зусиллі, яке прикладається з боку відповідного засобу (такого як гідравлічний, електричний засіб або подібні до них). У положенні із закритою прес-формою формувальний матеріал може заливатися в гніздо 609 прес-форм через форсунку (не показану) ливника, який обігрівається, встановлену в приймачі 804 форсунки. Розподіл формувального матеріалу між вузлом вприскування (не показаним) і форсункою (не показаною) ливника, який обігрівається, може здійснюватися звичайним способом. Потім проводиться затвердівання формувального матеріалу вприснутого в такий спосіб, за допомогою наприклад, охолоджуючого засобу, який циркулює всередині або навколо вставки 606 оформляючої порожнини, і/або усередині або навколо ливникової вставки 608, і/або усередині або навколо роз'ємної пари оформляючих вставок 604 матриці і/або у вставці 602 ливарного стрижня. Потім складена прес-форма 600 приводиться в розкрите положення, в якому преформа 300, 400, 900 може бути вивантажена із гнізда 609 прес-форм. Зазвичай, після початку розкриття складеної прес-форми 600 преформа 300, 400, 900 залишається на вставці 602 ливарного стрижня. Роз'ємна пара оформляючих вставок 604 матриці приводиться в рух в бічному напрямку (будьякими відповідними засобами, такими як кулачки, сервоприводи, тощо) для забезпечення очищення горловинної частини 302, 4 02, 902). Пересування 17 роз'ємної пари оформляючих вставок 604 матриці в робочому напрямку призводить до зняття преформи 200, 400, 900 зі вставки 602 ливарного стрижня. У цей момент складена прес-форма 600 може бути переведена в положення із закритою прес-формою і може бути розпочато новий цикл формування. Хоча варіанти здійснення даного винаходу були описані для литва під тиском і складеної пресформи 600, 1000, призначеної для литва під тиском, це не є обов'язковим для всіх варіантів здійснення даного винаходу. Відповідно, передбачається, що ідея даного винаходу може бути пристосована для інших видів формування, таких як екструзія, пряме пресування, литво під тиском з прямим пресуванням і тому подібне. Технічний ефект від використання варіантів здійснення даного винаходу може включати використання преформи 300, 400, 900, яка, власне кажучи, вирівнює кут заломлення, щонайменше, частини з великої кількості інфрачервоних променів 206 на стадії повторного нагрівання процесу видувного формування в ливниковій частині 306, 406, 906. Це, у свою чергу, може призвести до підвищення ефективності повторного нагрівання ливникової частини 306, 406, 906 преформи 300, 400, 900, щонайменше, частково за рахунок більш рівномірного поглинання великої кількості інфрачервоних променів 206, що досягається, щонайменше, частково, завдяки постійному куту заломлення уздовж довжини ливникової вставки 608, 1008 і/або зниженню рівня віддзеркалення. Інший технічний ефект від використання варіанту здійснення даного винаходу може включати використання преформи 300, 400, 900, що вимагає менше матеріалу, в порівнянні з преформою 100. Це, у свою чергу може призвести до скорочення витрат на сировину. Інший технічний ефект від використання варіантів даного винаходу може включати використання складеної прес-форми 600 для виготовлення преформи 300, 400, 900; складена пресформа 600 забезпечує менше падіння тиску в частині гнізда 609, 1009 прес-форми, яка утворює ливникову частину 306, 406, 906 преформи 300, 400, 900. Це, у свою чергу, може привести до швидшого наповнення. Слід чітко розуміти, що не слід 97153 18 реалізовувати всі технічні ефекти абсолютно в кожному варіанті здійснення-даного винаходу. Особливий технічний ефект, пов'язаний з підвищенням ефективності повторного нагрівання в окремих варіантах здійснення даного винаходу краще всього показаний на Фіг. 5, де зображена частина преформи 300 згідно Фіг. З на стадії повторного нагрівання процесу видувного формування. Конкретніше, зображена частина ливникової частини 306. В цілях спрощення, джерело енергії 202 і відбивач 204 на ілюстрації згідно Фіг. 5 опущені. Як добре видно з Фіг. 5, кут заломлення в ливниковій частині 306 істотно вирівняний, а підмножина променів (аналогічна підмножині інфрачервоних променів 210), власне кажучи, відсутня, "тому ефективність повторного нагрівання в ливниковій частині 306, власне кажучи, підтримується або поліпшується. Відповідно, можна сказати, що остаточно сформований виріб (не показаний) виготовляється (наприклад, за допомогою видувного формування) з преформи 300, 400, 900 має витягнуту ливникову частину, схильну до меншої внутрішньої напруги за рахунок, щонайменше, частково, покращеної ефективності повторного нагрівання. Відповідно, можна сказати, що преформа 300, 400, 900 виконана відповідно до варіантів здійснення даного винаходу, зв'язана формою, яка, власне кажучи, вирівнює кут заломлення, щонайменше, частини з великої кількості інфрачервоних променів 206 (або інших видів променів) навколо ливникової частини 306, 406, 906 на стадії повторного нагрівання процесу витяжно-видувного формування. Опис не обмежуючих варіантів здійснення даного винаходу пропонує приклади даного винаходу, які не обмежують обсяг даного винаходу. Концепції, описані вище, можуть бути застосовані для конкретних умов і/або функцій і можуть бути додатково розширені щодо ряду інших галузей застосування, які не виходять за рамки даного винаходу. Після подібного опису не обмежуючих варіантів здійснення даного винаходу, очевидно, що можуть з'явитися зміни і доповнення, які не виходять за рамки описаної концепції. 19 97153 20 21 97153 22 23 Комп’ютерна верстка Г. Паяльніков 97153 Підписне 24 Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюPreform and mold stack for producing preform
Автори англійськоюWitz, Jean-Christophe, Dearling, Bruce, Clive, Sigler, Laurent, Christel
Назва патенту російськоюПреформа и составная ??пресс-форма для изготовления преформы
Автори російськоюВитц Жан-Кристоф, Дирлинг Брюс Клайв, Сиглер Лоран Кристель
МПК / Мітки
МПК: B29C 49/48, B29C 49/02
Мітки: прес-форма, складена, виготовлення, преформи, преформа
Код посилання
<a href="https://ua.patents.su/12-97153-preforma-i-skladena-pres-forma-dlya-vigotovlennya-preformi.html" target="_blank" rel="follow" title="База патентів України">Преформа і складена прес-форма для виготовлення преформи</a>
Інтегральна двошарова преформа для виготовлення “балонів в контейнері”, процес її виготовлення, інструмент типу обичайки осердя, призначений для виготовлення преформи, апарат для виготовлення преформи, формован
Номер патенту: 96624
Опубліковано: 25.11.2011
Автори: Ван Хове Сара, Верпоортен Руді, Пеірсман Деніел
МПК: B29C 45/16, B29C 49/22, B65D 25/14, B29B 11/14, B65D 77/06, B29C 49/06
Мітки: преформи, контейнері, інтегральна, формован, процес, обичайки, призначений, балонів, преформа, двошарова, типу, осердя, інструмент, виготовлення, апарат
Формула / Реферат:
1. Інтегральна двошарова преформа для виготовлення "балонів в контейнері", що формуються роздувом як одне ціле, яка містить:внутрішній шар і зовнішній шар, де вказана преформа утворює двошаровий контейнер після формування роздувом, і де отриманий таким чином внутрішній шар вказаного контейнера від'єднується від отриманого таким чином зовнішнього шару після введення газу в будь-яку точку поверхні поділу цих двох шарів;...
Однофокусна складена лінза та прес-форма для її виробництва
Номер патенту: 82507
Опубліковано: 25.04.2008
Автор: Джо Х'юн-Су
Мітки: виробництва, складена, прес-форма, однофокусна, лінза
Формула / Реферат:
1. Складена лінза, яка включає діоптрійну ділянку для далекого читання й діоптрійну ділянку для ближнього читання, яка відрізняється тим, що лінза виконана однофокусною та цілісно спресованою у прес-формі таким чином, що фокуси зазначених ділянок збігаються один з одним, при цьому різниця діоптрій діоптрійної ділянки лінзи для далекого читання й діоптрійної ділянки лінзи для ближнього читання знаходиться в діапазоні від 0,3 діоптрії до 1...
Прес-форма для виготовлення виробів з пластмас
Номер патенту: 9025
Опубліковано: 15.09.2005
Автори: Карлов Євген Анатолійович, Васенко Світлана Євгенівна
МПК: B22D 17/22
Мітки: прес-форма, пластмас, виробів, виготовлення
Формула / Реферат:
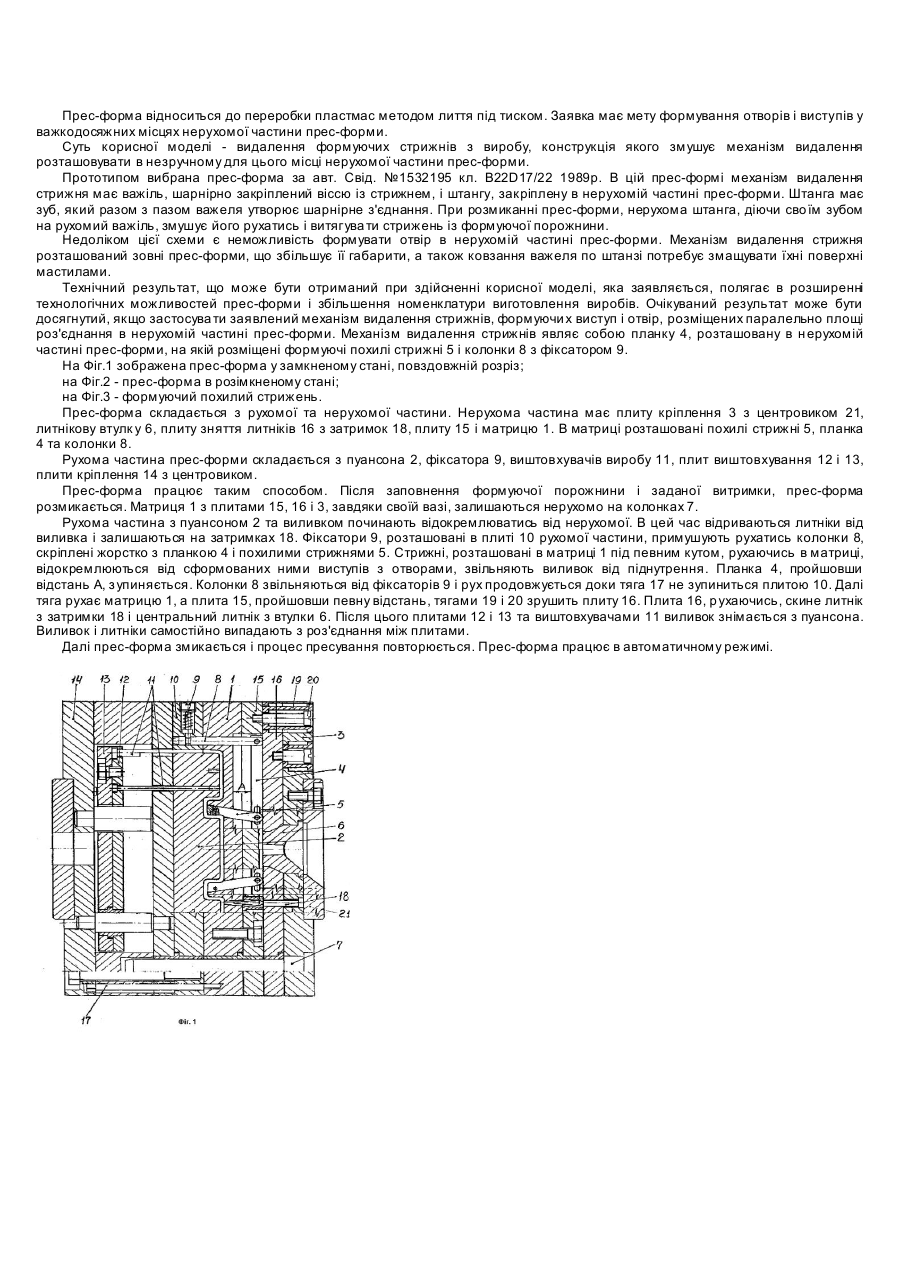
Прес-форма для виготовлення виробів з пластмас, що містить рухому і нерухому частини, механізм видалення формуючих стрижнів з виробу в нерухомій частині, яка відрізняється тим, що механізм видалення похилих стрижнів, які формують виступ і отвір і розташовані паралельно площі розкриття в нерухомій частині прес-форми, складається з планки, скріпленої шарнірно з похилими стрижнями, і жорстко скріплених з планкою колонок, зафіксованих в рухомій...
Прес-форма для виготовлення виробів з пластмас
Номер патенту: 52446
Опубліковано: 25.08.2010
Автор: Луцинський Андрій Богданович
МПК: B22D 17/22
Мітки: пластмас, виготовлення, виробів, прес-форма
Формула / Реферат:
Прес-форма для виготовлення виробів з пластмас, що містить рухому і нерухому частини, матрицю, пуансон, виштовхувачі виробу та ливник, яка відрізняється тим, що пуансон виконаний з двох жорстко з'єднаних між собою симетричних частин та змонтований з можливістю зворотно-поступального руху.
Прес-форма для виготовлення виробів з пластмас із двоступінчастою системою виштовхування
Номер патенту: 9035
Опубліковано: 15.09.2005
Автори: Карлов Євген Анатолійович, Васенко Світлана Євгенівна
МПК: B29C 37/00
Мітки: виштовхування, системою, прес-форма, виготовлення, двоступінчастою, пластмас, виробів
Формула / Реферат:
1. Прес-форма для виготовлення виробів з пластмас із двоступінчастою системою виштовхування, що містить рухому і нерухому частини, матрицю, пуансон, плити виштовхування, виштовхувачі виробу і ливники, яка відрізняється тим, що завдяки двоступінчастій системі виштовхування спочатку виштовхується виріб з відокремленням ливників, а потім ливники.2. Прес-форма по п.1, яка відрізняється тим, що виштовхувачі ливників мають бурт і овальні...
Випадковий патент: Спосіб виготовлення ніобій-титанового надпровідника