Прес-форма для виготовлення виробів з пластмас із двоступінчастою системою виштовхування
Номер патенту: 9035
Опубліковано: 15.09.2005
Автори: Васенко Світлана Євгенівна, Карлов Євген Анатолійович
Формула / Реферат
1. Прес-форма для виготовлення виробів з пластмас із двоступінчастою системою виштовхування, що містить рухому і нерухому частини, матрицю, пуансон, плити виштовхування, виштовхувачі виробу і ливники, яка відрізняється тим, що завдяки двоступінчастій системі виштовхування спочатку виштовхується виріб з відокремленням ливників, а потім ливники.
2. Прес-форма по п.1, яка відрізняється тим, що виштовхувачі ливників мають бурт і овальні хвостовики, а в плитах виштовхування для хвостовика виконані овальні отвори, розташовані взаємно перпендикулярно один проти одного.
Текст
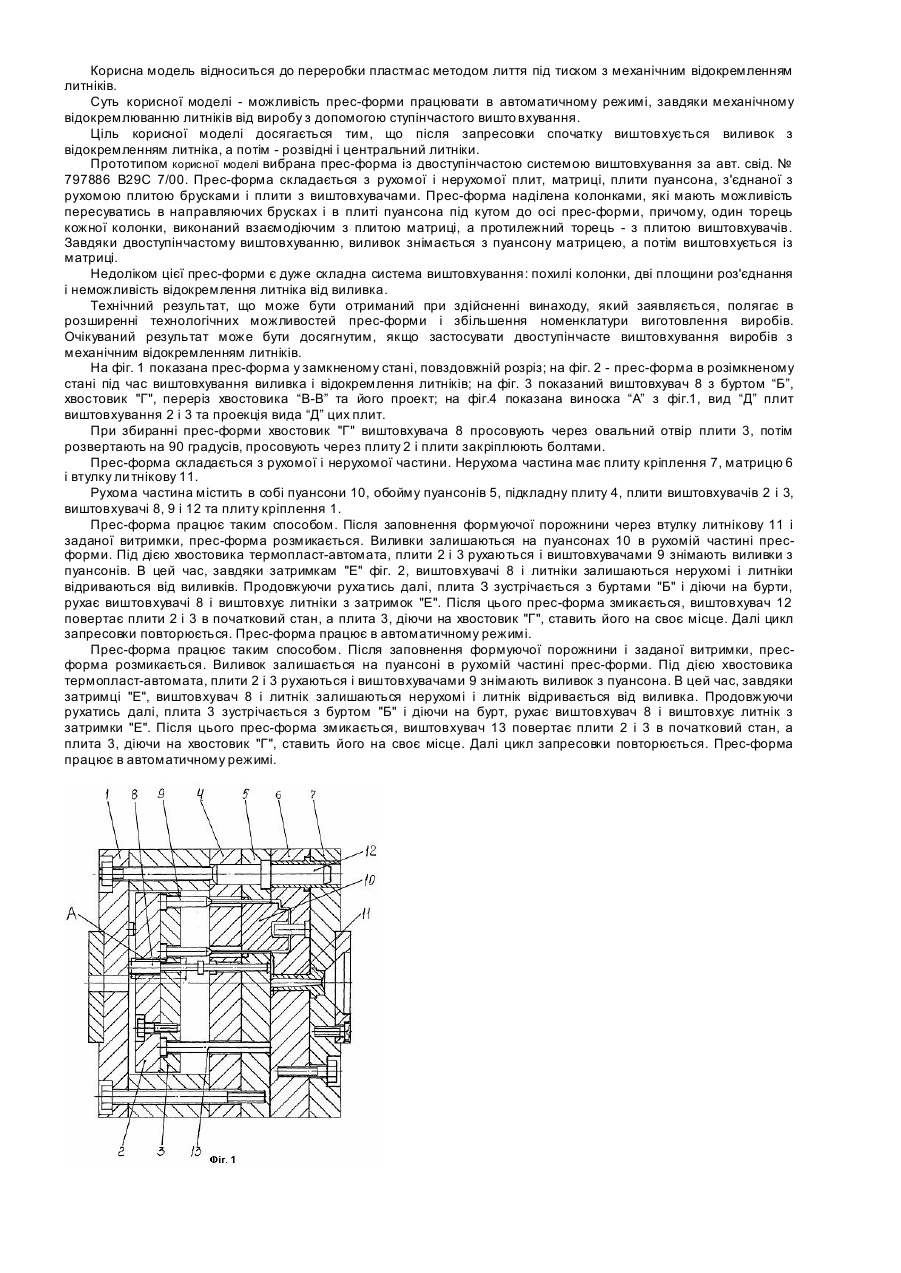
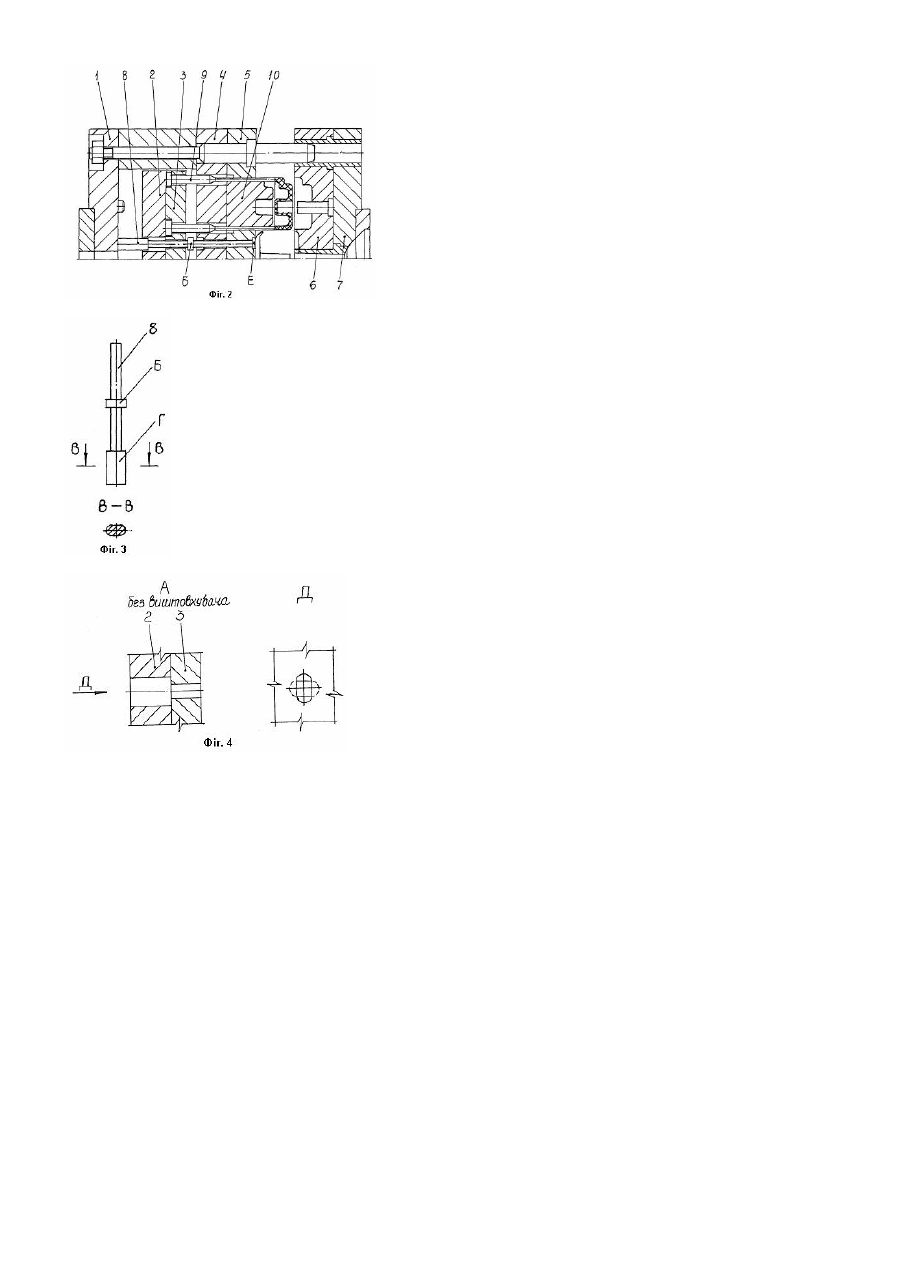
Корисна модель відноситься до переробки пластмас методом лиття під тиском з механічним відокремленням литніків. Суть корисної моделі - можливість прес-форми працювати в автоматичному режимі, завдяки механічному відокремлюванню литніків від виробу з допомогою ступінчастого вишто вхування. Ціль корисної моделі досягається тим, що після запресовки спочатку виштовхується виливок з відокремленням литніка, а потім - розвідні і центральний литніки. Прототипом корисної моделі вибрана прес-форма із двоступінчастою системою виштовхування за авт. свід. № 797886 В29С 7/00. Прес-форма складається з рухомої і нерухомої плит, матриці, плити пуансона, з'єднаної з рухомою плитою брусками і плити з виштовхувачами. Прес-форма наділена колонками, які мають можливість пересуватись в направляючих брусках і в плиті пуансона під кутом до осі прес-форми, причому, один торець кожної колонки, виконаний взаємодіючим з плитою матриці, а протилежний торець - з плитою виштовхувачів. Завдяки двоступінчастому виштовхуванню, виливок знімається з пуансону матрицею, а потім виштовхується із матриці. Недоліком цієї прес-форми є дуже складна система виштовхування: похилі колонки, дві площини роз'єднання і неможливість відокремлення литніка від виливка. Технічний результат, що може бути отриманий при здійсненні винаходу, який заявляється, полягає в розширенні технологічних можливостей прес-форми і збільшення номенклатури виготовлення виробів. Очікуваний результат може бути досягнутим, якщо застосувати двоступінчасте виштовхування виробів з механічним відокремленням литніків. На фіг. 1 показана прес-форма у замкненому стані, повздовжній розріз; на фіг. 2 - прес-форма в розімкненому стані під час виштовхування виливка і відокремлення литніків; на фіг. 3 показаний виштовхувач 8 з буртом “Б”, хвостовик "Г", переріз хвостовика “В-В” та його проект; на фіг.4 показана виноска “А” з фіг.1, вид “Д” плит виштовхування 2 і 3 та проекція вида “Д” цих плит. При збиранні прес-форми хвостовик "Г" виштовхувача 8 просовують через овальний отвір плити 3, потім розвертають на 90 градусів, просовують через плиту 2 і плити закріплюють болтами. Прес-форма складається з рухомої і нерухомої частини. Нерухома частина має плиту кріплення 7, матрицю 6 і втулку ли тнікову 11. Рухома частина містить в собі пуансони 10, обойму пуансонів 5, підкладну плиту 4, плити виштовхувачів 2 і 3, виштовхувачі 8, 9 і 12 та плиту кріплення 1. Прес-форма працює таким способом. Після заповнення формуючої порожнини через втулку литнікову 11 і заданої витримки, прес-форма розмикається. Виливки залишаються на пуансонах 10 в рухомій частині пресформи. Під дією хвостовика термопласт-автомата, плити 2 і 3 рухаються і виштовхувачами 9 знімають виливки з пуансонів. В цей час, завдяки затримкам "Е" фіг. 2, виштовхувачі 8 і литніки залишаються нерухомі і литніки відриваються від виливків. Продовжуючи руха тись далі, плита З зустрічається з буртами "Б" і діючи на бурти, рухає виштовхувачі 8 і виштовхує литніки з затримок "Е". Після цього прес-форма змикається, виштовхувач 12 повертає плити 2 і 3 в початковий стан, а плита 3, діючи на хвостовик "Г", ставить його на своє місце. Далі цикл запресовки повторюється. Прес-форма працює в автоматичному режимі. Прес-форма працює таким способом. Після заповнення формуючої порожнини і заданої витримки, пресформа розмикається. Виливок залишається на пуансоні в рухомій частині прес-форми. Під дією хвостовика термопласт-автомата, плити 2 і 3 рухаються і виштовхувачами 9 знімають виливок з пуансона. В цей час, завдяки затримці "Е", виштовхувач 8 і литнік залишаються нерухомі і литнік відривається від виливка. Продовжуючи рухатись далі, плита 3 зустрічається з буртом "Б" і діючи на бурт, рухає виштовхувач 8 і виштовхує литнік з затримки "Е". Після цього прес-форма змикається, виштовхувач 13 повертає плити 2 і 3 в початковий стан, а плита 3, діючи на хвостовик "Г", ставить його на своє місце. Далі цикл запресовки повторюється. Прес-форма працює в автоматичному режимі.
ДивитисяДодаткова інформація
Назва патенту англійськоюMold for manufacture of articles made of the plastics with two-step ejection system
Назва патенту російськоюПресс-форма для изготовления изделий из пластмасс с двухступенчатой системой выталкивания
МПК / Мітки
МПК: B29C 37/00
Мітки: системою, пластмас, виробів, двоступінчастою, виготовлення, виштовхування, прес-форма
Код посилання
<a href="https://ua.patents.su/2-9035-pres-forma-dlya-vigotovlennya-virobiv-z-plastmas-iz-dvostupinchastoyu-sistemoyu-vishtovkhuvannya.html" target="_blank" rel="follow" title="База патентів України">Прес-форма для виготовлення виробів з пластмас із двоступінчастою системою виштовхування</a>
Прес-форма для виготовлення виробів з пластмас
Номер патенту: 9025
Опубліковано: 15.09.2005
Автори: Васенко Світлана Євгенівна, Карлов Євген Анатолійович
МПК: B22D 17/22
Мітки: прес-форма, виробів, виготовлення, пластмас
Формула / Реферат:
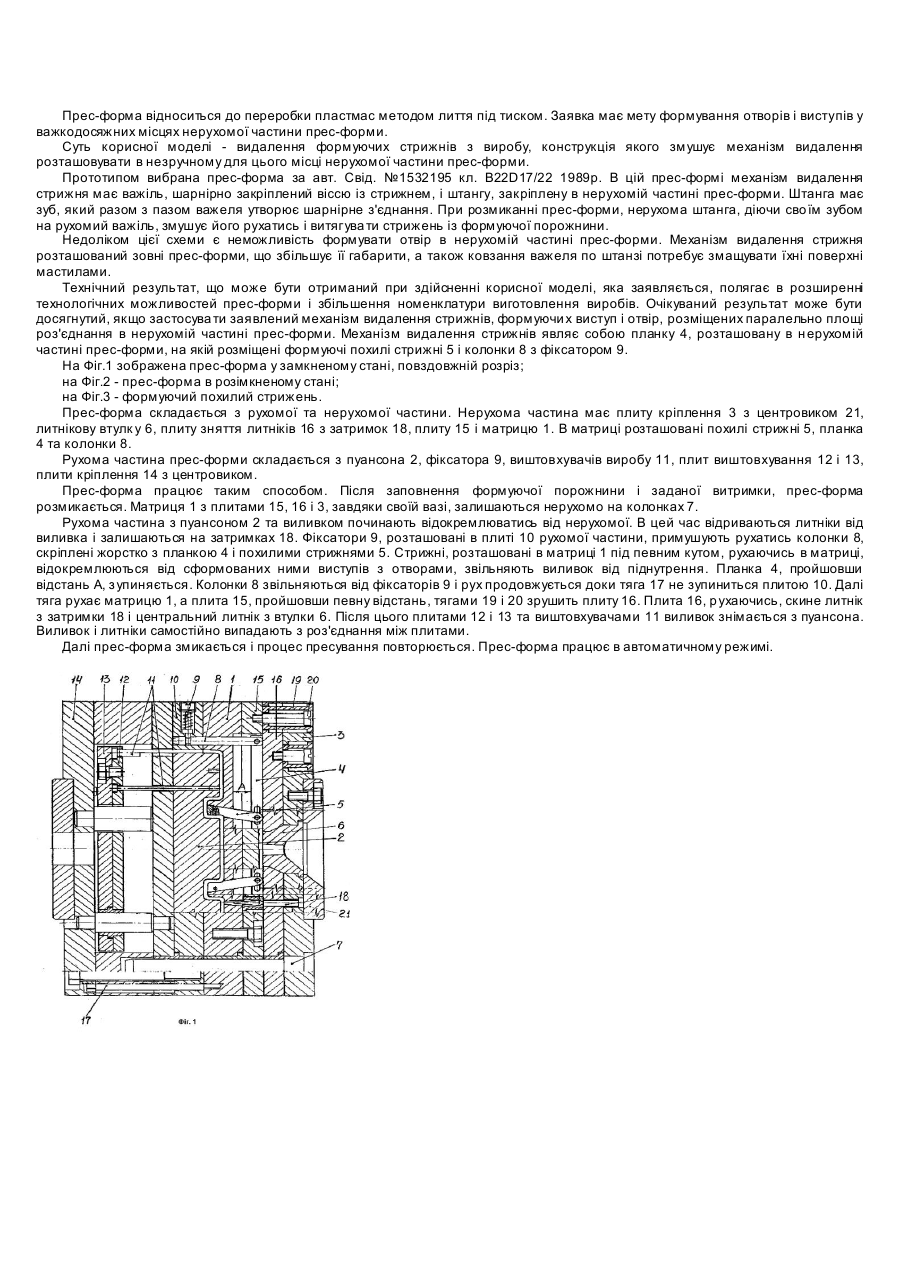
Прес-форма для виготовлення виробів з пластмас, що містить рухому і нерухому частини, механізм видалення формуючих стрижнів з виробу в нерухомій частині, яка відрізняється тим, що механізм видалення похилих стрижнів, які формують виступ і отвір і розташовані паралельно площі розкриття в нерухомій частині прес-форми, складається з планки, скріпленої шарнірно з похилими стрижнями, і жорстко скріплених з планкою колонок, зафіксованих в рухомій...
Прес-форма для лиття під тиском виробів з піднутренням
Номер патенту: 9098
Опубліковано: 15.09.2005
Автори: Карлов Євген Анатолійович, Васенко Світлана Євгенівна
МПК: B29C 45/26
Мітки: тиском, виробів, прес-форма, піднутренням, лиття
Формула / Реферат:
1. Прес-форма для виготовлення полімерних виробів з пластмас з піднутренням, що має рухому і нерухому частини, плити кріплення, матрицю, пуансон, плити виштовхування, яка відрізняється тим, що механізм виводу з піднутрення складається з механічної пари шибера і повзунка.2. Прес-форма за п. 1, яка відрізняється тим, що повзунок має паз під певним кутом, а шибер - виступ під аналогічним кутом для взаємодії з повзунком.3....
Литьова форма для виготовлення виробів з пластмас з піднутренням
Номер патенту: 16914
Опубліковано: 29.08.1997
Автор: Бакай Сергій Панасович
МПК: B29C 45/44
Мітки: пластмас, піднутренням, виготовлення, виробів, форма, литьова
Формула / Реферат:
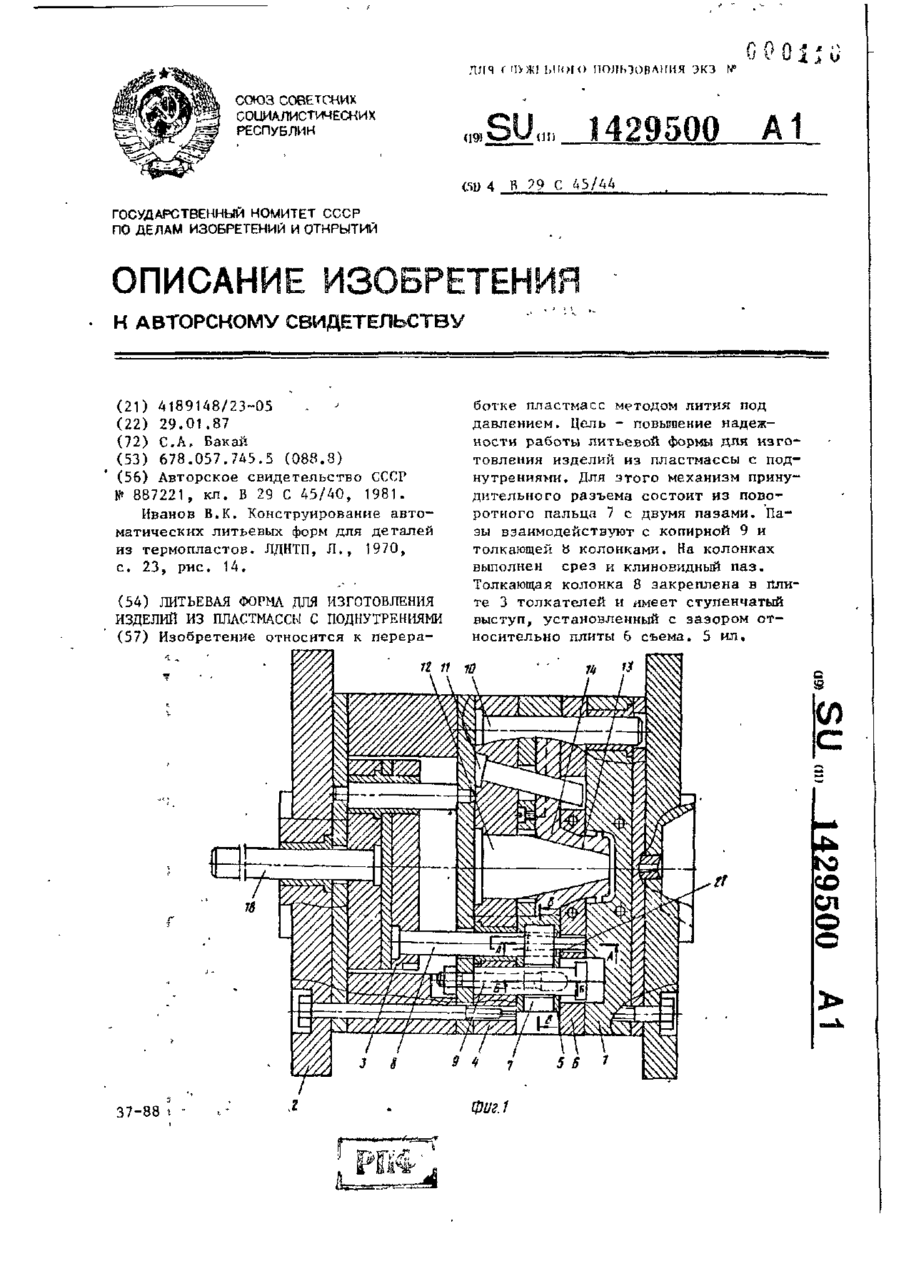
Литьевая форма для изготовления изделий из пластмасс с поднутрениями, направление витков ленточного шнека, охватывающих фильтрующую поверхность сердечника, выбрано одинаковым с направлением витков винтовой нарезки червяка, а во фланце выполнены кольцевой коллектор и радиальный канал для удаления загрязнений.2. Экструдер по п.1, отличающийся тем, что сердечник выполнен ступенчатым с участком меньшего диаметра, размещенным со стороны...
Литьова форма для виготовлення виробів з пластмас з піднутренням
Номер патенту: 16912
Опубліковано: 29.08.1997
Автор: Бакай Сергій Панасович
МПК: B29C 45/33
Мітки: форма, пластмас, виготовлення, виробів, піднутренням, литьова
Формула / Реферат:
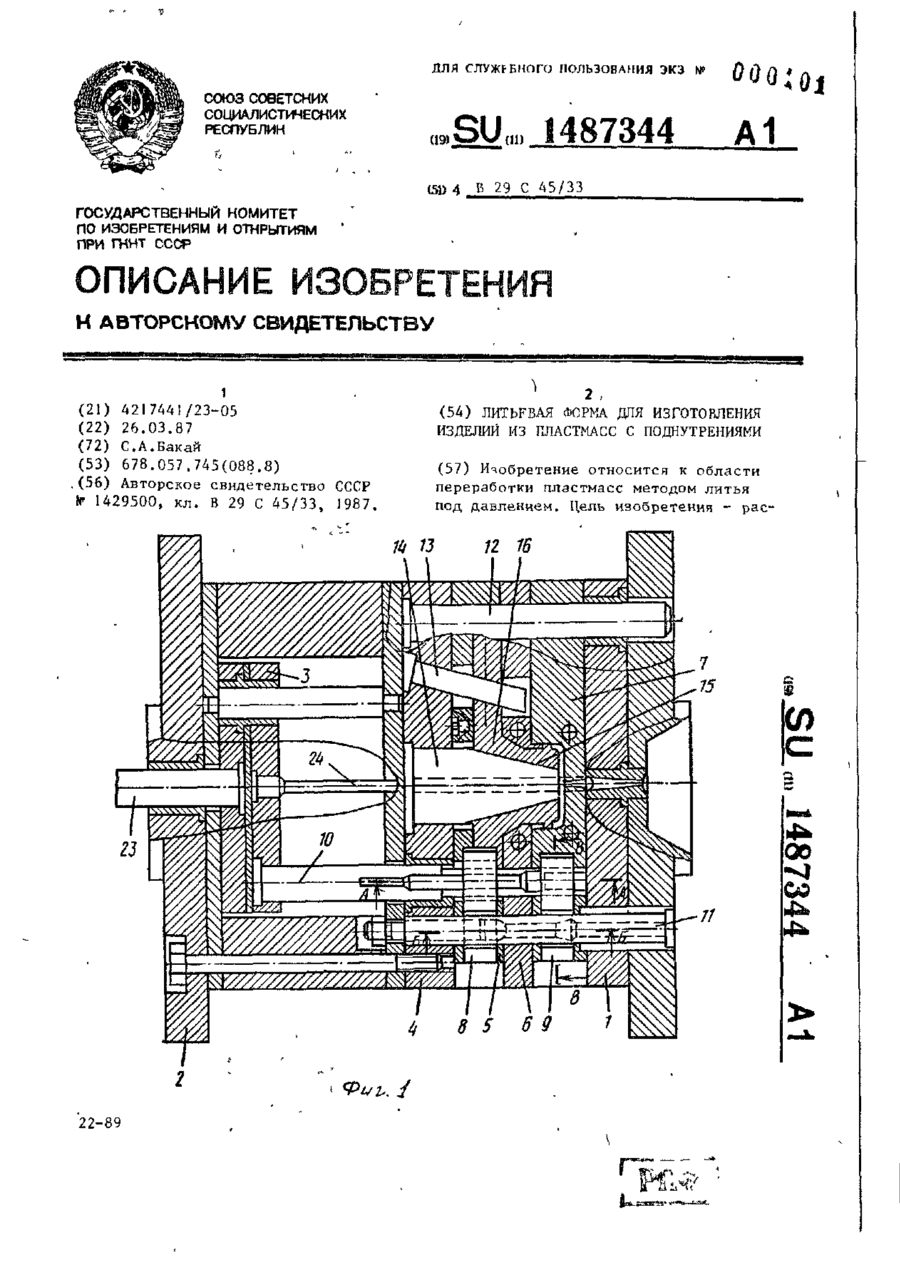
Литьевая форма для изготовления изделий из пластмасс с поднутрениями, содержащая неподвижную полуформу с плитой матриц и подвижную полуформу, состоящую из опорной плиты, плиты толкателей, плиты съема, плиты вставок с закрепленными клиновидными вставками, оформляющими поднутрение, плиты пуансонов с закрепленными в ней пуансонами и наклонными колонками. механизма принудительного разъема, состоящего из поворотного пальца с двумя пазами копирной...
Литьова форма для виготовлення виробів з пластмас з піднутренням
Номер патенту: 16911
Опубліковано: 29.08.1997
Автор: Бакай Сергій Панасович
МПК: B29C 45/44
Мітки: виробів, пластмас, піднутренням, форма, литьова, виготовлення
Формула / Реферат:
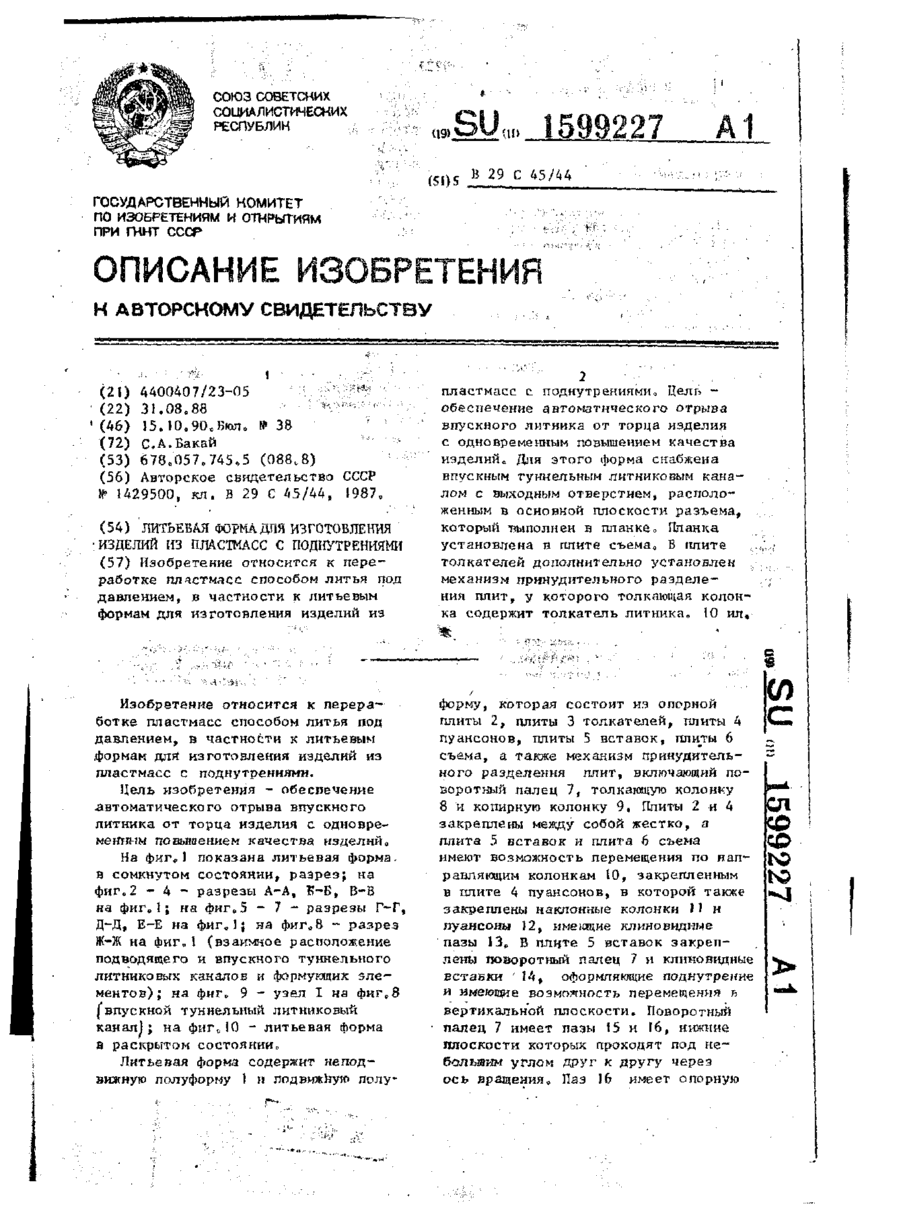
Литьевая форма для изготовления изделий из пластмасс с поднутрениями, содержащая неподвижную полуформу и подвижную полуформу, состоящую из плиты толкателей, плиты съема, плиты вставок с закрепленными клиновидными вставками) оформляющими поднутрение, плиты пуансонов с закрепленными в ней пуансонами и наклонными колонками, механизм принудительного разделения плит, состоящий из поворотного пальца с двумя пазами, копирной колонки и толкающей...
Попередній патент: Спосіб сушіння паперової полотнини
Наступний патент: Спосіб згрудкування тонкодисперсних марганцевих концентратів
Випадковий патент: Респіратор