Спосіб лиття під тиском відкривального пристрою на листовому пакувальному матеріалі для пакування розливних харчових продуктів, листовий матеріал для пакування розливних харчових продуктів та герметична упаковк
Номер патенту: 97154
Опубліковано: 10.01.2012
Автори: Мартіні П'єтро, Канеко Масамічі, Дамк'яер Нільс
Формула / Реферат
1. Спосіб лиття під тиском відкривального пристрою (3) на листовому пакувальному матеріалі (2) для пакування розливних харчових продуктів, при цьому пакувальний матеріал (2) має принаймні перший (4) і другий (5, 6) шар та отвір (9), сформований крізь перший шар (4) і загерметизований закривальним елементом (10) другого шару (5, 6), у якому:
- здійснюють лиття під тиском рідкого пластичного матеріалу на першу сторону (10а) закривального елемента (10) другого шару (5, 6);
- подають рідкий пластичний матеріал вздовж закривального елемента (10) для покривання останнього на першій стороні (10а); і
- подають рідкий пластичний матеріал по кільцевій периферійній частині закривального елемента (10) шляхом пробивання закривального елемента (10) тиском рідкого пластичного матеріалу для формування горлечка (12) відкривального пристрою (3), яке виступає з другої сторони (10b), протилежної до першої сторони (10а) закривального елемента (10), при цьому рідкий пластичний матеріал покриває закривальний елемент (10) і формує з ним здатну до видалення користувачем герметизуючу частину (15) горлечка (12).
2. Спосіб за п. 1, який відрізняється тим, що другий шар (6) містить газонепроникний матеріал.
3. Спосіб за п. 2, який відрізняється тим, що пакувальний матеріал (2) містить третій шар (5) термозварюваного пластичного матеріалу, нанесеного на другий шар (6) на стороні лиття, при цьому третій шар (5) сплавляється з рідким пластичним матеріалом, який тече вздовж закривального елемента (10).
4. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що у ньому додатково подають рідкий пластичний матеріал по додатковій ділянці закривального елемента (10) для формування здатного до витягування користувачем витяжного кільця (21) герметизуючої частини (15), за допомогою якого видаляють герметизуючу частину (15) з горлечка (12).
5. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що рідкий пластичний матеріал при протіканні герметизує наскрізний(і) отвір/отвори закривального елемента (10).
6. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що рідкий пластичний матеріал формує різь (25) горлечка (12), яка зчіплюється з відповідною різзю (24) кришечки (13) з різзю.
7. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що рідкий пластичний матеріал протікає в частину, яка безпосередньо примикає до периферійної ділянки закривального елемента (10), по частині (19) з малим поперечним перерізом для формування здатного до відривання з'єднання між горлечком (12) і герметизуючою частиною (15).
8. Листовий матеріал (2) для пакування розливних харчових продуктів, який має принаймні перший (4) і другий (5, 6) шар і отвір (9), виконаний крізь перший шар (4) і загерметизований закривальним елементом (10) другого шару (5, 6), при цьому листовий матеріал (2) також має відкривальний пристрій (3), виготовлений з пластичного матеріалу, який відрізняється тим, що відкривальний пристрій (3) виконаний литтям під тиском на закривальному елементі (10) і при цьому має як невід'ємну частину плівку (11), яка міцно прикріплена до першої сторони (10а) закривального елемента (10), і горлечко (12), яке проходить по пробитій периферійній ділянці закривального елемента (10) з виступанням з другої сторони (10b), протилежної до першої сторони (10а) закривального елемента, при цьому плівка (11) формує з закривальним елементом (10) здатну до видалення користувачем герметизуючу частину (15) горлечка (12).
9. Матеріал за п. 8, який відрізняється тим, що другий шар (6) містить газонепроникний матеріал.
10. Матеріал за п. 9, який відрізняється тим, що має третій шар (5) термозварюваного пластичного матеріалу, який нанесений на другий шар (6) на першу сторону (10а) і під час лиття під тиском сплавляється з плівкою (11) відкривального пристрою (3).
11. Матеріал за будь-яким із пп. 8-10, який відрізняється тим, що відкривальний пристрій (3) також має витяжне кільце (21), яке як одне ціле виступає з плівки (11) на закривальному елементі (10) другого шару (5, 6), при цьому витяжне кільце (21) виконане із здатністю витягування користувачем для видалення герметизуючої частини (15) з горлечка (12).
12. Матеріал за будь-яким із пп. 8-11, який відрізняється тим, що ділянка/ділянки закривального елемента (10), по якій(их) протікає пластичний матеріал відкривального пристрою (3), загерметизована(і) пластичним матеріалом.
13. Матеріал за будь-яким із пп. 8-12, який відрізняється тим, що горлечко (12) має різь (25), яка виконана із здатністю зчеплення з відповідною різзю (24) кришечки (13) з різзю.
14. Матеріал за будь-яким із пп. 8-13, який відрізняється тим, що плівка (11) і горлечко (12) відкривального пристрою (3) з'єднані кільцевою частиною (19) малого перерізу, яка формує відривне з'єднання.
15. Герметична упаковка для розливних харчових продуктів, яка відрізняється тим, що має листовий пакувальний матеріал (2) за будь-яким із пп. 8-14.
Текст
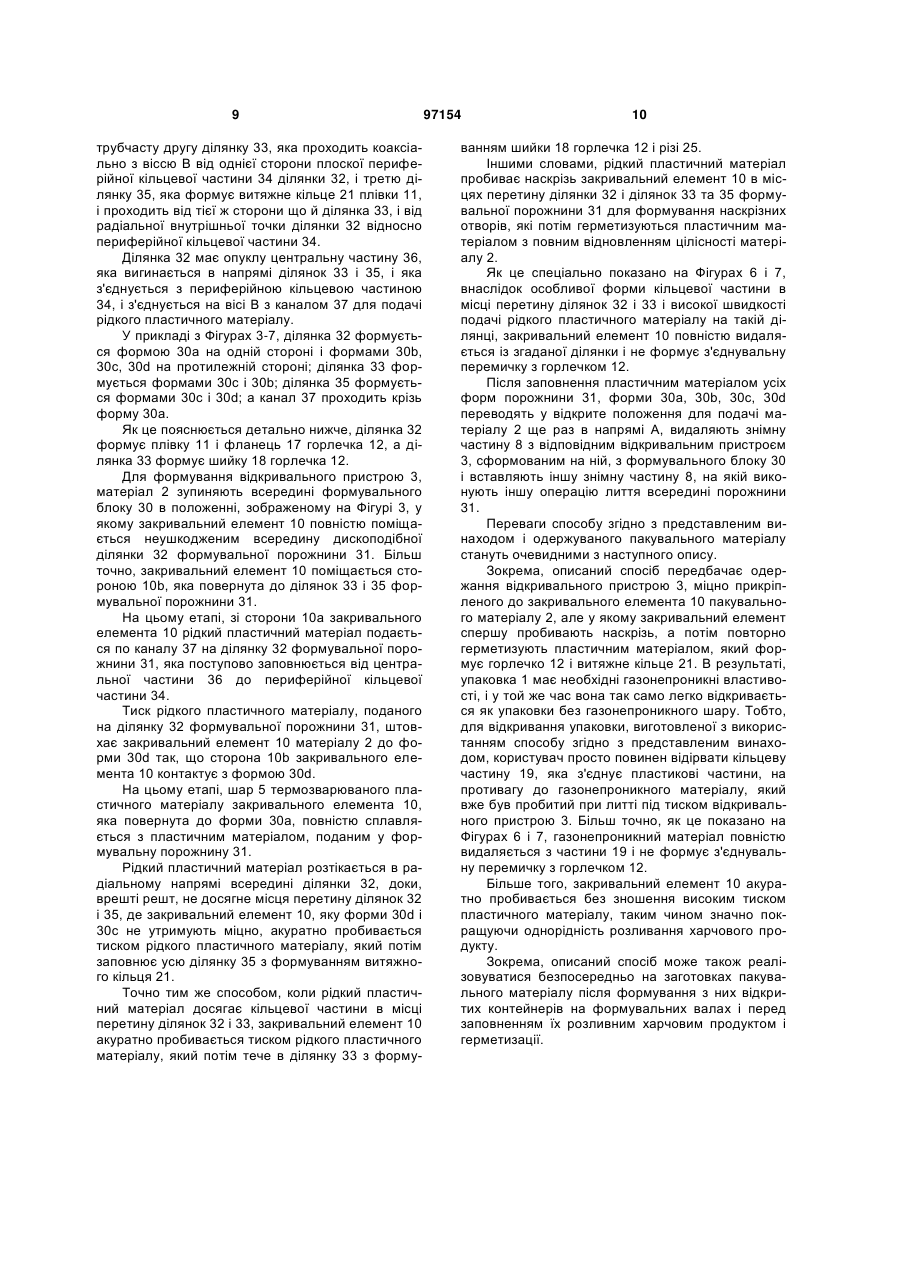
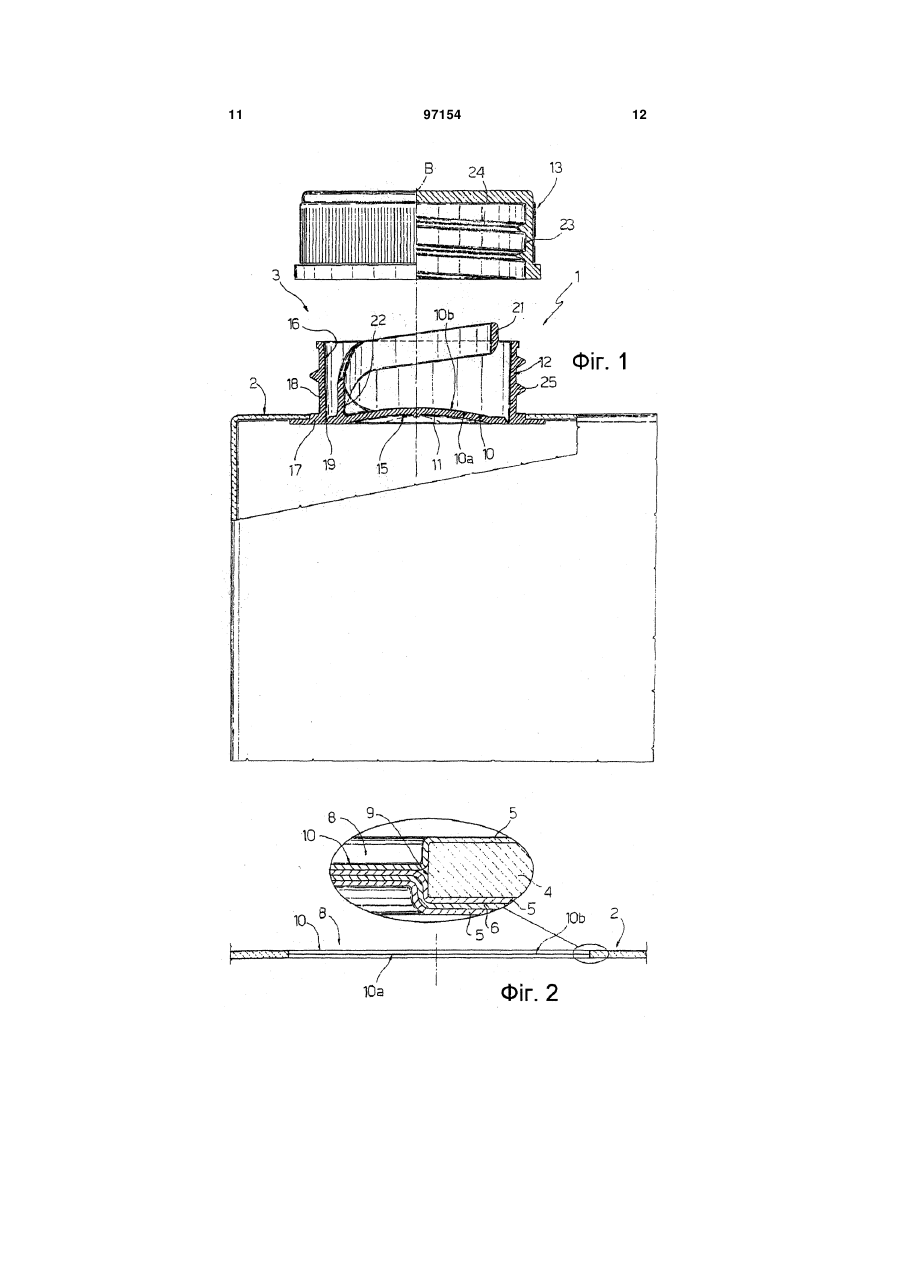
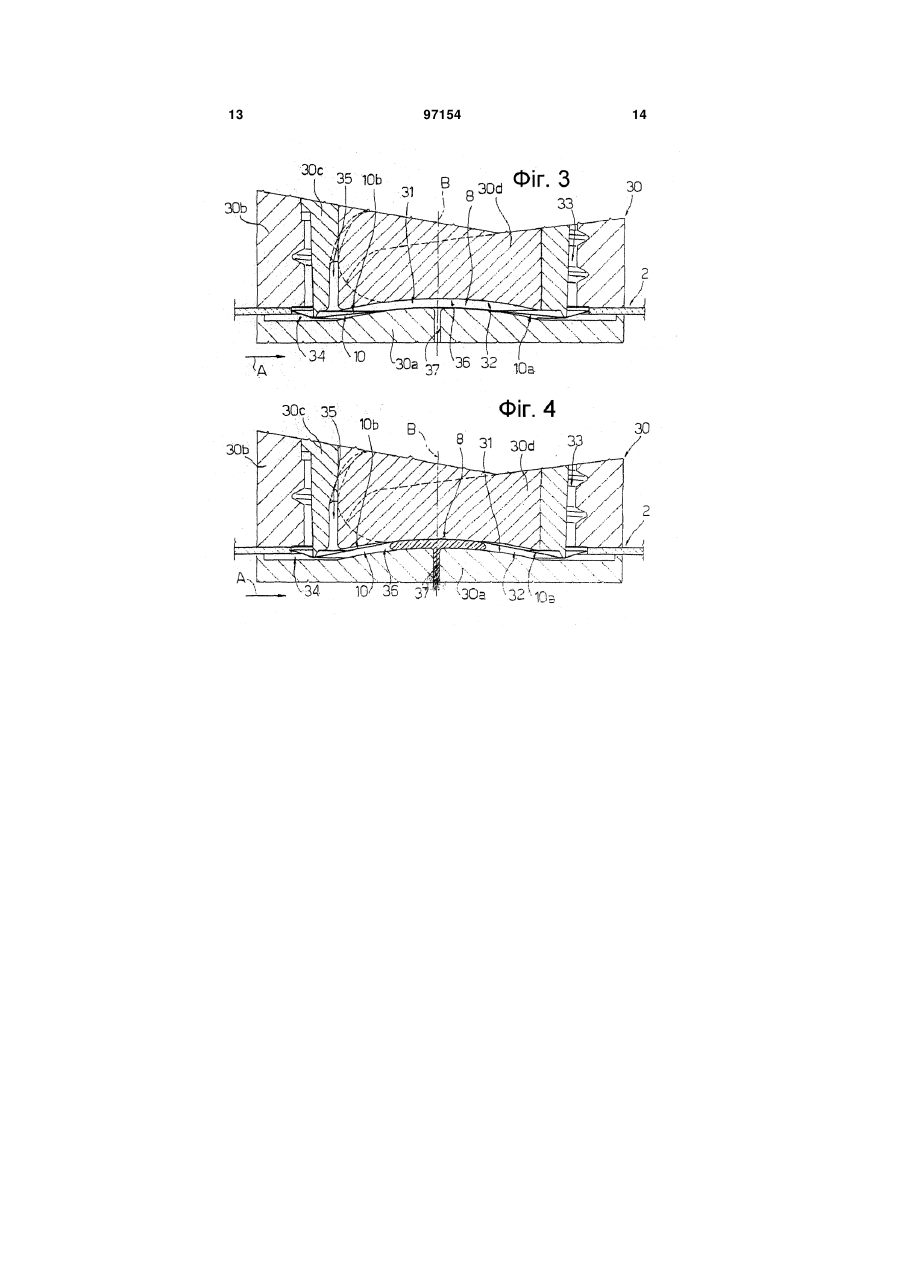
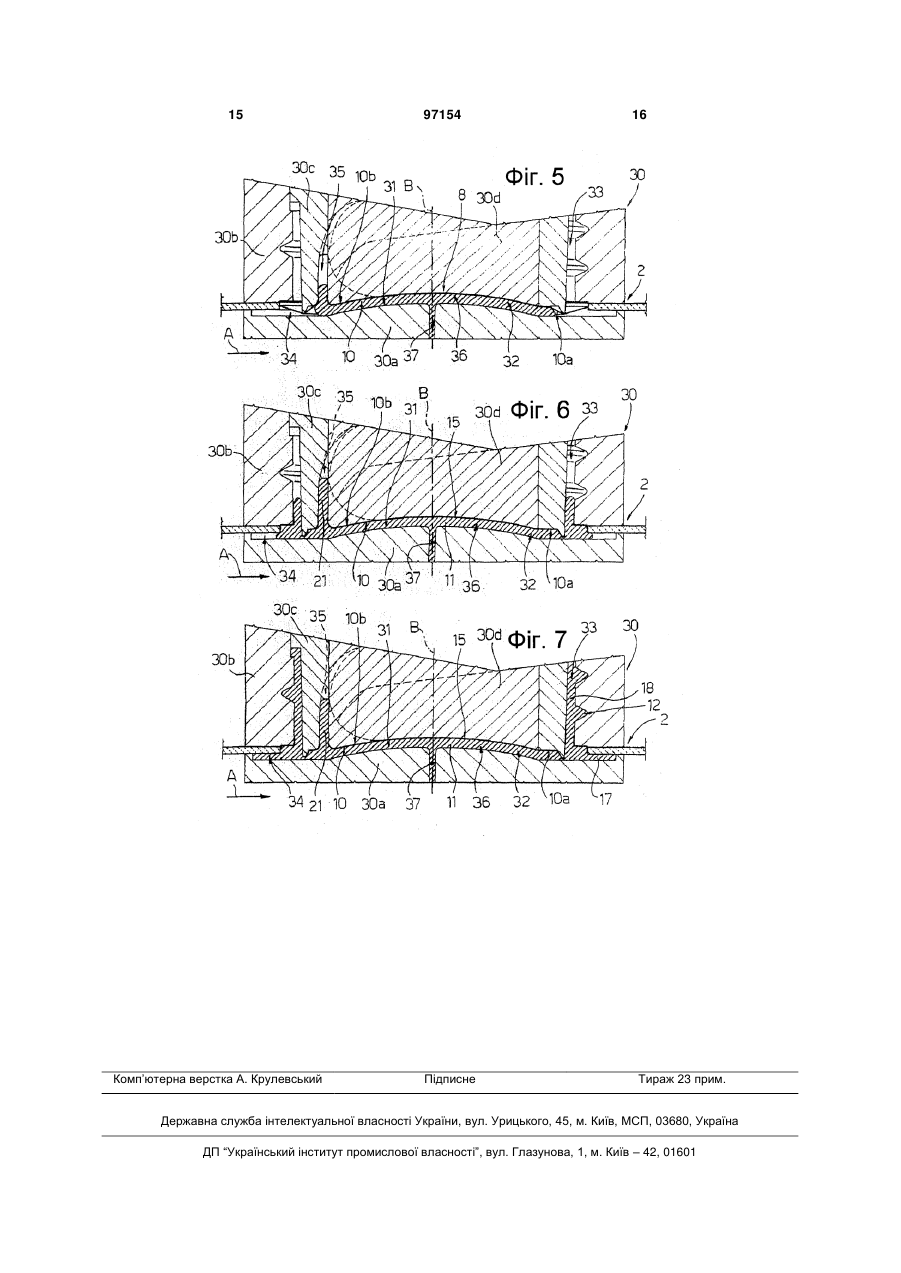
1. Спосіб лиття під тиском відкривального пристрою (3) на листовому пакувальному матеріалі (2) для пакування розливних харчових продуктів, при цьому пакувальний матеріал (2) має принаймні перший (4) і другий (5, 6) шар та отвір (9), сформований крізь перший шар (4) і загерметизований закривальним елементом (10) другого шару (5, 6), у якому: - здійснюють лиття під тиском рідкого пластичного матеріалу на першу сторону (10а) закривального елемента (10) другого шару (5, 6); - подають рідкий пластичний матеріал вздовж закривального елемента (10) для покривання останнього на першій стороні (10а); і - подають рідкий пластичний матеріал по кільцевій периферійній частині закривального елемента (10) шляхом пробивання закривального елемента (10) тиском рідкого пластичного матеріалу для формування горлечка (12) відкривального пристрою (3), яке виступає з другої сторони (10b), протилежної до першої сторони (10а) закривального елемента (10), при цьому рідкий пластичний матеріал покриває закривальний елемент (10) і формує з ним здатну до видалення користувачем герметизуючу частину (15) горлечка (12). 2. Спосіб за п. 1, який відрізняється тим, що другий шар (6) містить газонепроникний матеріал. 2 (19) 1 3 97154 4 кривального елемента (10), і горлечко (12), яке проходить по пробитій периферійній ділянці закривального елемента (10) з виступанням з другої сторони (10b), протилежної до першої сторони (10а) закривального елемента, при цьому плівка (11) формує з закривальним елементом (10) здатну до видалення користувачем герметизуючу частину (15) горлечка (12). 9. Матеріал за п. 8, який відрізняється тим, що другий шар (6) містить газонепроникний матеріал. 10. Матеріал за п. 9, який відрізняється тим, що має третій шар (5) термозварюваного пластичного матеріалу, який нанесений на другий шар (6) на першу сторону (10а) і під час лиття під тиском сплавляється з плівкою (11) відкривального пристрою (3). 11. Матеріал за будь-яким із пп. 8 - 1 0 , який відрізняється тим, що відкривальний пристрій (3) також має витяжне кільце (21), яке як одне ціле виступає з плівки (11) на закривальному елементі (10) другого шару (5, 6), при цьому витя жне кільце (21) виконане із здатністю витягування користувачем для видалення герметизуючої частини (15) з горлечка (12). 12. Матеріал за будь-яким із пп. 8-11, який відрізняється тим, що ділянка/ділянки закривального елемента (10), по якій(их) протікає пластичний матеріал відкривального пристрою (3), загерметизована(і) пластичним матеріалом. 13. Матеріал за будь-яким із пп. 8 - 1 2 , який відрізняється тим, що горлечко (12) має різь (25), яка виконана із здатністю зчеплення з відповідною різзю (24) кришечки (13) з різзю. 14. Матеріал за будь-яким із пп. 8-13, який відрізняється тим, що плівка (11) і горлечко (12) відкривального пристрою (3) з'єднані кільцевою частиною (19) малого перерізу, яка формує відривне з'єднання. 15. Герметична упаковка для розливних харчових продуктів, яка відрізняється тим, що має листовий пакувальний матеріал (2) за будь-яким із пп. 8 - 1 4 . Представлений винахід відноситься до способу лиття під тиском відкривальних пристроїв на листовому матеріалі для пакування розливних харчових продуктів і до пакувального матеріалу та до упаковки, виготовленої з використанням такого способу. Як відомо, багато розливних харчових продуктів, таких як фруктовий сік, пастеризоване (оброблене при ультрависокій температурі) молоко, вино, томатний соус і подібне, продаються в упаковках, виготовлених з стерилізованого пакувального матеріалу. Типовим прикладом цього типу упаковки є упаковка у формі паралелепіпеду для рідких або розливних харчових продуктів, відому як Tetra Brik Aseptic (зареєстрована торгівельна марка), яка виготовляється складанням і зварюванням ламінованого смугового пакувального матеріалу. Пакувальний матеріал має багатошарову структуру, яка по суті має основний шар для цупкості і міцності, який може включати шар волокнистого матеріалу, наприклад паперу, або заповнений мінералом поліпропіленовий матеріал, і ряд ламінувальних шарів термозварюваного пластичного матеріалу, наприклад поліетиленових плівок, які покривають обидві сторони основного шару. У випадку асептичних упаковок для продуктів з довгим терміном зберігання, таких як пастеризоване молоко, пакувальний матеріал також має шар газонепроникного матеріалу, наприклад алюмінієвої фольги або плівку етилвінілового спирту (EVOH), який накладається на шар термозварюваного пластичного матеріалу і, у свою чергу, покривається іншим шаром термозварюваного пластичного матеріалу, який формує внутрішню поверхню упаковки, яка, врешті решт, контактує з харчовим продуктом. Упаковки цього типу зазвичай виготовляються на повністю автоматичних пакувальних установках, на яких з рулонного пакувального матеріалу формують довгу трубу; полотно пакувального ма теріалу стерилізують на пакувальній установці, наприклад нанесенням хімічного стерилізуючого агенту, такого як розчин пероксиду водню, який, після завершення стерилізації, видаляється з поверхонь пакувального матеріалу, наприклад шляхом випаровування нагріванням; і таким чином стерилізоване полотно пакувального матеріалу зберігають у закритому стерильному навколишньому середовищі, і складають та зварюють в поздовжньому напрямі для формування вертикальної труби. Трубу заповнюють стерилізованим або стерильно обробленим харчовим продуктом і зварюють, а потім розрізають через однакові проміжки для формування подушкоподібних упаковок, які потім механічно складають з формуванням відповідних кінцевих упаковок, наприклад у формі по суті прямокутного паралелепіпеда. Альтернативно, пакувальний матеріал може розрізатися на заготовки, з яких на формувальних валах формують упаковки, які заповнюють харчовим продуктом і герметизують. Одним прикладом цього типу упаковки є так звана "гостроверха" упаковка, відома під торгівельною назвою Tetra Rex (зареєстрована торгівельна марка). Для відкривання описаних вище упаковок, було запропоновано різні рішення, які включають здатні до повторного закривання відкривальні пристрої, виготовлені з пластичного матеріалу, які по суті мають горлечко, наприклад трубчасте, яке формує наскрізний отвір і кріпиться навколо отвору в стінці упаковки, і знімну кришечку, наприклад з різзю або шарнірно закріплену, яка зовні закриває горлечко. При виготовленні відкривального пристрою, отвір горлечка герметизують пластичною плівкою, міцно з'єднаною з ним і здатну від'єднуватися від нього вздовж зазвичай колової лінії відриву, на стороні, яка повернута до кришечки, при цьому плівка має цільне виступаюче витяжне кільце, вільний кінець якого витягується користувачем для 5 від'єднання плівки від горлечка вздовж лінії відриву і, таким чином, для відкривання отвору для розливання продукту. Більш точно, витяжне кільце розташоване всередині горлечка з виступанням на наперед встановлену відстань з нього. Використовуючи описані відкривальні пристрої, можна легко відкривати упаковку прийнятним крутним зусиллям користувача і акуратно від'єднувати плівку від горлечка. Однак, те ж саме не застосовується у випадку упаковок, які вимагають не тільки рідино-, але й також газонепроникність, де відкривальний пристрій кріпиться до пакувального матеріалу. У таких випадках, відомі рішення, у яких плівка відкривального пристрою кріпиться безпосередньо на попередньо ламінованому отворі у пакувальному матеріалі, тобто отворі, виконаному тільки в основному шарі і закритому іншими ламінувальними шарами, включаючи шар газонепроникного матеріалу. Використовуючи це рішення, відкривання упаковки вимагає не тільки від'єднання плівки від горлечка, але й також відривання шару непроникного матеріалу від краю отвору, виконаного в основному шарі. За допомогою зазвичай використовуваних непроникних матеріалів, таких як алюміній, це неухильно призводить до появи зубчастого зношеного краю отвору, таким чином погіршуючи рівномірне розливання харчового продукту. Документ ЕР-А-1352840 описує листовий матеріал для пакування розливних харчових продуктів згідно з преамбулою п. 8 ФОРМУЛИ винаходу. Документ US5829672 описує упаковку для розливних харчових продуктів, яка одержується з багатошарового пакувального матеріалу, який має ділянку у формі конфетті, пристосовану для відокремлення від решти пакувального матеріалу і використовувану як цільна частина газонепроникного ущільнення в горлечку відкривального ПРИСТРОЮ. Однією задачею представленого винаходу є надання способу лиття під тиском, за допомогою якого дешево та легко кріплять пластикові відкривальні пристрої до листових пакувальних матеріалів для одержання герметичних упаковок з розливними харчовими продуктами з кращими характеристиками відкривання і розливання порівняно з вищезгаданими відомими упаковками. Іншою задачею представленого винаходу є надання способу лиття під тиском, за допомогою якого дешево і легко кріплять пластикові відкривальні пристрої до листових пакувальних матеріалів для одержання герметичних упаковок з розливними харчовими продуктами, придатними забезпечувати ефективну газонепроникність. Принаймні одна з вищезгаданих задач вирішується представленим винаходом, який відноситься до способу лиття під тиском відкривального пристрою на листовому пакувальному матеріалі для пакування розливних харчових продуктів, який має принаймні перший і другий шар та дірку, сформовану крізь перший шар і загерметизовану закривальним елементом другого шару, у якому здійснюють лиття під тиском рідкого пластичного матеріалу на першу сторону закривального еле 97154 6 мента другого шару; подають рідкий пластичний матеріал вздовж закривального елемента для покривання останнього на першій стороні; і подають рідкий пластичний матеріал по кільцевій периферійній частині закривального елемента шляхом пробивання закривального елемента тиском рідкого пластичного матеріалу для формування горлечка відкривального пристрою, яке виступає з другої сторони, протилежної до першої сторони закривального елемента, при цьому рідкий пластичний матеріал покриває закривальний елемент і формує з ним здатну до видалення користувачем герметизуючу частину горлечка. Представлений винахід також відноситься до листового матеріалу для пакування розливних харчових продуктів, який має принаймні перший і другий шар і дірку, виконану крізь перший шар і загерметизовану закривальним елементом другого шару, при цьому листовий матеріал також має відкривальний пристрій, виготовлений з пластичного матеріалу, при цьому відкривальний пристрій виконаний литтям під тиском на закривальному елементі і при цьому має як невід'ємну частину плівку, яка міцно прикріплена до першої сторони закривального елемента, і горлечко, яке проходить по пробитій периферійній ділянці закривального елемента з виступанням з другої сторони, протилежної до першої сторони закривального елемента, при цьому плівка формує з закривальним елементом здатну до видалення користувачем герметизуючу частину горлечка. Представлений винахід також відноситься до герметичної упаковки для пакування розливних харчових продуктів, яка має вказаний вище листовий пакувальний матеріал. Переважний необмежувальний варіант виконання представленого винаходу буде описуватися у вигляді прикладу з посиланням на супровідні креслення, на яких: Фігура 1 зображає вид збоку часткового вирізу герметичної упаковки для розливних харчових продуктів з від'єднаною кришечкою, виготовленої з листового матеріалу, на якому формується литтям під тиском відкривальний пристрій з використанням способу згідно з представленим винаходом; Фігура 2 зображає ділянку розрізу листового матеріалу з Фігури 1 перед кріпленням відкривального пристрою; Фігури 3-7 зображають розрізи листового матеріалу з Фігури 2 на послідовних етапах лиття під тиском відкривального пристрою. Цифра 1 на Фігурі 1 позначає усю герметичну упаковку для розливних харчових продуктів, виготовлену з багатошарового листового матеріалу 2, який складають і зварюють відомим способом, як це детально описано нижче, і до якого кріплять відкривальний пристрій 3 з пластичного матеріалу з використанням способу лиття під тиском згідно з представленим винаходом. У зображеному прикладі, упаковка 1 має форму паралелепіпеду типу, відомого під торгівельною маркою Tetra Brik Aseptic (зареєстрована торгівельна марка). Спосіб згідно з представленим винаходом, однак, також застосовується до інших типів упаковок, таких як гостроверхі упаковки, ві 7 домі під торгівельною маркою Tetra Rex (зареєстрована торгівельна марка). Особливо посилаючись на Фігуру 2, матеріал 2 містить основний шар 4 для цупкості і міцності, який може виконуватися з волокнистого матеріалу, наприклад паперу, або заповненого мінералом поліпропіленового матеріалу, і ряд шарів 5 термозварюваного пластичного матеріалу, наприклад поліетиленових плівок, які покривають обидві сторони основного шару 4. У випадку асептичної упаковки 1 для продуктів з довгим терміном зберігання, таких як пастеризоване молоко, пакувальний матеріал 2 також має шар 6 газонепроникного матеріалу, наприклад алюмінієвої фольги або плівки етилвінілового спирту (EVOH), яка наноситься на шар 5 термозварюваного пластичного матеріалу і, у свою чергу, покривається іншим шаром 5 термозварюваного пластичного матеріалу, який формує внутрішню поверхню упаковки 1, яка, врешті решт, контактує з харчовим продуктом. Іншими словами, шари 5 і 6 формують відповідні ламінувальні шари, нанесені на основний шар 4 при виготовленні матеріалу 2 у формі довгої смуги. Смуговий матеріал 2 також має ряд знімних частин 8 (тільки одна зображена на кресленнях), розташованих через однакові проміжки в напрямі А матеріалу і до яких потім кріпляться відкривальні пристрої 3 литтям під тиском. В подальшому описі для простоти, робиться посилання на одну знімну частину 8 і один відкривальний пристрій 3. У зображеному прикладі, знімна частина 8 утворена так званим попередньо ламінованим отвором, тобто діркою (або отвором) 9, виконаним в основному шарі 4 матеріалу 2 і закритим ламінувальними шарами 5, 6 так, що отвір 9 герметизується відповідним листовим закривальним елементом 10. В альтернативному незображеному варіанті виконання, закривальний елемент 10 може навіть формуватися тільки одним або деякими шарами 5, 6. Наприклад, закривальний елемент 10 може виконуватися виключно з газонепроникного матеріалу. В іншому альтернативному незображеному варіанті виконання, закривальний елемент 10 може формуватися клаптиком, прикріпленим до решти матеріалу 2, для герметизації сформованого отвору - у цьому випадку, по всій товщині матеріалу 2. Як це зображено, зокрема, на Фігурі 1, відкривальний пристрій 3 має вісь В, перпендикулярну до поздовжнього напряму А смугового матеріалу 2, і по суті має плівку 11, яка прикріплена до однієї сторони 10а закривального елемента 10 - у зображеному прикладі - сторони, яка, врешті решт, повернута всередину упаковки 1, і циліндричне трубчасте горлечко 12, яке кріпиться до матеріалу 2 навколо отвору 9, формує отвір 16, за допомогою якого розливають харчовий продукт з упаковки 1, і проходить по закривальному елементу 10 з виступанням з обох його сторін 10а, 10b. Відкривальний пристрій 3 також має кришечку 13 (Фігура 97154 8 1), яка знімним чином кріпиться до горлечка 12 для закривання зовні отвору 16. Більш точно, плівка 11 і горлечко 12 виготовляються литтям під тиском як одна деталь, а кришечка 13 формується окремо від усього елемента, який має плівку 11 і горлечко 12. Плівка 11 і закривальний елемент 10 отвору 9 разом формують герметизуючу частину 15, яка герметизує отвір 16 горлечка 12. Як це, зокрема, показано на Фігурі 1, горлечко 12 має кільцевий фланець 17, прикріплений до матеріалу 2 навколо отвору 9, і циліндричну трубчасту шийку 18, яка виступає в осьовому напрямі з внутрішнього бічного краю фланця 17 і проходить по периферійній кільцевій ділянці закривального елемента 10. Іншими словами, шийка 18 виступає з матеріалу 2 на стороні 10b, протилежній до сторони (10а), до якої кріпиться плівки 11. Як це зображено на Фігурі 1, плівка 11 і фланець 17 з'єднуються кільцевою частиною 19, яка менша в перерізі, а ніж плівка 11 і фланець 17 для легшого від'єднання герметизуючої частини 15 від горлечка 12. Іншими словами, кільцева частина 19 формує лінію відриву, вздовж якої від'єднують плівку 11 від горлечка 12 . На стороні, яка повернута до кришечки 13, плівка 11 має цільне виступаюче витяжне кільце 21, за допомогою якого від'єднують герметизуючу частину 15 від горлечка 12 вздовж кільцевої частини 19 і, таким чином, відкривають отвір 16 для розливання продукту. Більш точно, витяжне кільце 21 поміщене всередині з виступанням на наперед встановлену відстань з шийки 18 і з'єднане з плівкою 11 за допомогою вушка 22. Як це показано на Фігурі 1, кришечка 13 є кришечкою з різзю і має циліндричну бічну стінку 23 з внутрішньою різзю 24, яка зчіплюється з відповідною зовнішньою різзю 25 на шийці 18 горлечка 12. Спосіб лиття під тиском відкривального пристрою 3 на матеріалі 2 полягає в наступному. Смуговий матеріал 2 у формі з Фігури 2 поетапно подають в напрямі А до місця розташування знімної частини 8 всередині відомого формувального блоку 30 (Фігури 3-7), зображений тільки для чіткого розуміння способу згідно з представленим винаходом. На Фігурах 3-7, формувальний блок 30 має ряд форм 30а, 30b, 30с, 30d, які коаксіальні з віссю В відкривального пристрою 3, який формується, і розташовані на обох сторонах матеріалу 2 та здатні рухатися між відкритим положенням (не зображене), яке дозволяє подавати матеріал 2 в напрямі A, і закритим положенням (Фігури 3-7), у якому вони формують закриту формувальну порожнину 31, яка заповнюється рідким пластичним матеріалом для формування, при усадці матеріалу, усього елементу, який має плівку 11 і горлечко 12. У зображеному прикладі, форми 30b, 30с, 30d розташовані на стороні матеріалу 2, протилежній до форми 30а, і, як це зображено на Фігурах 3-7, форма 30с розташована в радіальному напрямі між формами 30b і 30d. Формувальна порожнина 31 має по суті дископодібну першу ділянку 32 з віссю В, циліндричну 9 трубчасту другу ділянку 33, яка проходить коаксіально з віссю В від однієї сторони плоскої периферійної кільцевої частини 34 ділянки 32, і третю ділянку 35, яка формує витяжне кільце 21 плівки 11, і проходить від тієї ж сторони що й ділянка 33, і від радіальної внутрішньої точки ділянки 32 відносно периферійної кільцевої частини 34. Ділянка 32 має опуклу центральну частину 36, яка вигинається в напрямі ділянок 33 і 35, і яка з'єднується з периферійною кільцевою частиною 34, і з'єднується на вісі В з каналом 37 для подачі рідкого пластичного матеріалу. У прикладі з Фігурах 3-7, ділянка 32 формується формою 30а на одній стороні і формами 30b, 30с, 30d на протилежній стороні; ділянка 33 формується формами 30с і 30b; ділянка 35 формується формами 30с і 30d; а канал 37 проходить крізь форму 30а. Як це пояснюється детально нижче, ділянка 32 формує плівку 11 і фланець 17 горлечка 12, а ділянка 33 формує шийку 18 горлечка 12. Для формування відкривального пристрою 3, матеріал 2 зупиняють всередині формувального блоку 30 в положенні, зображеному на Фігурі 3, у якому закривальний елемент 10 повністю поміщається неушкодженим всередину дископодібної ділянки 32 формувальної порожнини 31. Більш точно, закривальний елемент 10 поміщається стороною 10b, яка повернута до ділянок 33 і 35 формувальної порожнини 31. На цьому етапі, зі сторони 10а закривального елемента 10 рідкий пластичний матеріал подається по каналу 37 на ділянку 32 формувальної порожнини 31, яка поступово заповнюється від центральної частини 36 до периферійної кільцевої частини 34. Тиск рідкого пластичного матеріалу, поданого на ділянку 32 формувальної порожнини 31, штовхає закривальний елемент 10 матеріалу 2 до форми 30d так, що сторона 10b закривального елемента 10 контактує з формою 30d. На цьому етапі, шар 5 термозварюваного пластичного матеріалу закривального елемента 10, яка повернута до форми 30а, повністю сплавляється з пластичним матеріалом, поданим у формувальну порожнину 31. Рідкий пластичний матеріал розтікається в радіальному напрямі всередині ділянки 32, доки, врешті решт, не досягне місця перетину ділянок 32 і 35, де закривальний елемент 10, яку форми 30d і 30с не утримують міцно, акуратно пробивається тиском рідкого пластичного матеріалу, який потім заповнює усю ділянку 35 з формуванням витяжного кільця 21. Точно тим же способом, коли рідкий пластичний матеріал досягає кільцевої частини в місці перетину ділянок 32 і 33, закривальний елемент 10 акуратно пробивається тиском рідкого пластичного матеріалу, який потім тече в ділянку 33 з форму 97154 10 ванням шийки 18 горлечка 12 і різі 25. Іншими словами, рідкий пластичний матеріал пробиває наскрізь закривальний елемент 10 в місцях перетину ділянки 32 і ділянок 33 та 35 формувальної порожнини 31 для формування наскрізних отворів, які потім герметизуються пластичним матеріалом з повним відновленням цілісності матеріалу 2. Як це спеціально показано на Фігурах 6 і 7, внаслідок особливої форми кільцевої частини в місці перетину ділянок 32 і 33 і високої швидкості подачі рідкого пластичного матеріалу на такій ділянці, закривальний елемент 10 повністю видаляється із згаданої ділянки і не формує з'єднувальну перемичку з горлечком 12. Після заповнення пластичним матеріалом усіх форм порожнини 31, форми 30а, 30b, 30с, 30d переводять у відкрите положення для подачі матеріалу 2 ще раз в напрямі А, видаляють знімну частину 8 з відповідним відкривальним пристроєм 3, сформованим на ній, з формувального блоку 30 і вставляють іншу знімну частину 8, на якій виконують іншу операцію лиття всередині порожнини 31. Переваги способу згідно з представленим винаходом і одержуваного пакувального матеріалу стануть очевидними з наступного опису. Зокрема, описаний спосіб передбачає одержання відкривального пристрою 3, міцно прикріпленого до закривального елемента 10 пакувального матеріалу 2, але у якому закривальний елемент спершу пробивають наскрізь, а потім повторно герметизують пластичним матеріалом, який формує горлечко 12 і витяжне кільце 21. В результаті, упаковка 1 має необхідні газонепроникні властивості, і у той же час вона так само легко відкривається як упаковки без газонепроникного шару. Тобто, для відкривання упаковки, виготовленої з використанням способу згідно з представленим винаходом, користувач просто повинен відірвати кільцеву частину 19, яка з'єднує пластикові частини, на противагу до газонепроникного матеріалу, який вже був пробитий при литті під тиском відкривального пристрою 3. Більш точно, як це показано на Фігурах 6 і 7, газонепроникний матеріал повністю видаляється з частини 19 і не формує з'єднувальну перемичку з горлечком 12. Більше того, закривальний елемент 10 акуратно пробивається без зношення високим тиском пластичного матеріалу, таким чином значно покращуючи однорідність розливання харчового продукту. Зокрема, описаний спосіб може також реалізовуватися безпосередньо на заготовках пакувального матеріалу після формування з них відкритих контейнерів на формувальних валах і перед заповненням їх розливним харчовим продуктом і герметизації. 11 97154 12 13 97154 14 15 Комп’ютерна верстка А. Крулевський 97154 Підписне 16 Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of injection molding opening device on sheet packaging material for packaging pourable food products, packaging material and sealed package for pourable food products
Автори англійськоюMartini, Pietro, Damkjaer, Niels, Kaneko, Masamichi
Назва патенту російськоюСпособ литья под давлением открывающего устройства на листовом упаковочном материале для упаковки разливных пищевых продуктов, листовой материал для упаковки разливных пищевых продуктов и герметическая упаковка для разливных пищевых продуктов
Автори російськоюМартини Пьетро, Дамкьяер Нильс, Канеко Масамичи
МПК / Мітки
МПК: B65D 5/74, B29C 45/14
Мітки: матеріал, пакувальному, упаковк, пристрою, листовому, спосіб, розливних, відкривального, харчових, пакування, матеріали, лиття, продуктів, листовий, тиском, герметична
Код посилання
<a href="https://ua.patents.su/8-97154-sposib-littya-pid-tiskom-vidkrivalnogo-pristroyu-na-listovomu-pakuvalnomu-materiali-dlya-pakuvannya-rozlivnikh-kharchovikh-produktiv-listovijj-material-dlya-pakuvannya-rozlivnikh-k.html" target="_blank" rel="follow" title="База патентів України">Спосіб лиття під тиском відкривального пристрою на листовому пакувальному матеріалі для пакування розливних харчових продуктів, листовий матеріал для пакування розливних харчових продуктів та герметична упаковк</a>
Спосіб виготовлення гостроверхої упаковки для розливних харчових продуктів, листовий пакувальний матеріал та гостроверха упаковка, виготовлена за цим способом
Номер патенту: 90470
Опубліковано: 11.05.2010
Автор: Фонтанацці Паоло
МПК: B65D 5/02
Мітки: гостроверхої, цим, упаковка, способом, спосіб, пакувальний, виготовлена, продуктів, харчових, виготовлення, матеріал, листовий, гостроверха, розливних, упаковки
Формула / Реферат:
1. Спосіб виготовлення гостроверхої упаковки (1, 1') для розливних харчових продуктів, яка одержується складанням та зварюванням листового пакувального матеріалу (2), який має багатошарову структуру з принаймні шаром кисненепроникного матеріалу, причому згадана упаковка (1, 1') має гостроверху частину (4), що має передню та задню похилу верхню стінку (10, 11), з'єднані між собою зверху поперечним швом (12), та пару верхніх бічних стінок (18,...
Інструмент для лиття під тиском, спосіб лиття під тиском відкривального пристрою та пакувальна тара, яка має виконаний литтям під тиском відкривальний пристрій
Номер патенту: 77717
Опубліковано: 15.01.2007
Автори: Хоканссон Хокан, Ек Йоран
МПК: B65D 5/72, B29C 45/14
Мітки: тиском, спосіб, виконаний, має, тара, інструмент, яка, литтям, відкривального, пристрою, відкривальний, пристрій, лиття, пакувальна
Формула / Реферат:
1. Iнструмент для лиття під тиском відкривального пристрою (20) з пластику в oтворi в пакувальному матеріалi (9), що має форму листа або смуги, де отвором утворений край (8), а інструмент складається принаймні з однієї першої частини (1а, 1b) інструмента, виконаної з можливістю уведення в контакт з першою стороною (9а) пакувального матеріалу, і принаймні з однієї другої частини (2) інструмента, виконаної з можливістю уведення в контакт з...
Гостроверха упаковка для розливних харчових продуктів, спосіб її виготовлення та листовий пакувальний матеріал для виготовлення цієї упаковки
Номер патенту: 80807
Опубліковано: 12.11.2007
Автор: Палм Ларс-Ерік
МПК: B65D 5/02
Мітки: виготовлення, розливних, харчових, гостроверха, продуктів, листовий, упаковка, пакувальний, матеріал, цієї, упаковки, спосіб
Формула / Реферат:
1. Гостроверха упаковка (1, 1', 1") для розливних харчових продуктів, що має призматичну головну частину (3, 3', 3") та гребенеподібну верхню частину (4), яка зверху обмежує згадану головну частину (3, 3', 3") і складається з передньої похилої верхньої стінки (10) і задньої похилої верхньої стінки (11), котрі з'єднані між собою верхнім поперечним зварним швом (12), яка відрізняється тим, що згадана гребенеподібна верхня частина...
Герметична упаковка для розливних харчових продуктів

Номер патенту: 81777
Опубліковано: 11.02.2008
Автори: Казале Крістіано, Де Сімоні Сара
МПК: B65D 5/74
Мітки: харчових, герметична, упаковка, продуктів, розливних
Формула / Реферат:
1. Герметична упаковка (1) для розливних харчових продуктів, котра має принаймні одну ділянку (4), що видаляється, і відкривальний пристрій (2) багаторазової дії, що, в свою чергу, складається з каркаса (5), яким визначається виливний отвір (6) і який прикріплений до згаданої упаковки (1) навколо згаданої ділянки (4), що видаляється, кришки (7), яка припасована до згаданого каркаса (5), щоб закривати згаданий виливний отвір (6), і може...
Листовий матеріал упаковки, спосіб утворення криволінійного розриву у листовому матеріалі упаковки та упаковка
Номер патенту: 89783
Опубліковано: 10.03.2010
Автор: Кієсер Волфганг
МПК: B65D 5/74
Мітки: спосіб, матеріали, упаковка, упаковки, утворення, матеріал, розриву, листовий, криволінійного, листовому
Формула / Реферат:
1. Листовий матеріал упаковки, що містить панель, призначену для закривання верху з можливістю утворення носика для виливання, який потім прикладають до неї, а панель сформована з надрізом на частину товщини і має форму незамкнутого кола, який відрізняється тим, що один кінець незамкнутого кола розташований на більшій відстані від центральної ділянки цього кола, ніж другий.2. Листовий матеріал упаковки за п. 1, який відрізняється тим,...
Попередній патент: Преформа і складена прес-форма для виготовлення преформи
Наступний патент: Зерноочисна машина
Випадковий патент: Пристрій для спалювання твердого палива