Індукційний зварювальний пристрій для зварювання пакувального матеріалу для виготовлення герметичних упаковок з розливними харчовими продуктами і пакувальна установка для виготовлення герметичних упаковок з роз
Номер патенту: 99829
Опубліковано: 10.10.2012
Автори: Пальмквіст Роланд, Андерссон Хокан Г., Даніельссон Ульф, Бабіні Андреа
Формула / Реферат
1. Індукційний зварювальний пристрій (15) для зварювання пакувального матеріалу для виготовлення герметичних упаковок (2) з розливними харчовими продуктами і подачі його в першому напрямі (А), при цьому згаданий зварювальний пристрій (15) має індуктори (20, 21), які виконані з можливістю під час роботи взаємодіяти із згаданим пакувальним матеріалом за допомогою принаймні однієї активної поверхні (25, 26), при цьому індукційний зварювальний пристрій додатково містить:
- несуче тіло (24), яке має середню площину (М), яка проходить упоперек до згаданого першого напряму (А), і яке виготовлене з теплопровідного матеріалу та вміщує згадані індуктори (20, 21);
- вставку (30), виготовлену з намагнічуваного матеріалу і вміщену у згаданому несучому тілі (24); і
- елемент (23), який виготовлений з пластичного матеріалу і має принаймні першу частину (19), розташовану у згаданому першому напрямі (А) між згаданим несучим тілом (24) і згаданою вставкою (30) з принаймні частковим охопленням несучим тілом (24);
при цьому згадане несуче тіло (24) містить:
- основну частину (50), видовжену в другому напрямі (В), орієнтованому упоперек до згаданого першого напряму (А); і
- два штифти (51), які виступають із згаданої основної частини (50) і формують порожнину (22), яка вміщує згадані індуктори (20, 21) і згадану вставку (30), який відрізняється тим, що згадана перша частина (19) містить виступ (65), який видовжений паралельно згаданій середній площині (М), виконана з можливістю взаємодії із згаданою вставкою (30) на одній стороні згаданої середньої площини (М), і виконана з можливістю взаємодії з іншою частиною (63) принаймні одного із згаданих штифтів (51) на стороні, протилежній до згаданої вставки (30).
2. Пристрій за п. 1, який відрізняється тим, що згадане несуче тіло (24) виготовлене з матеріалу, який має теплопровідність принаймні 10 Вт/млК.
3. Пристрій за п. 1 або п. 2, який відрізняється тим, що згадане несуче тіло (24) виготовлене з матеріалу, вибраного з групи, яка включає керамічні матеріали, композитні матеріали і метали.
4. Пристрій за п. 3, який відрізняється тим, що згаданим металом є алюміній.
5. Пристрій за будь-яким із попередніх пунктів, який відрізняється тим, що згадані штифти (51) розходяться від згаданої основної частини (50) в напрямі до ділянки перетину (А; 25, 26), на якій згадані індуктори (20, 21) здатні взаємодіяти з пакувальним матеріалом.
6. Пристрій за п. 5, який відрізняється тим, що згадані штифти (51) формують згадану порожнину (22) на відповідних протилежних сторонах згаданої середньої площини (М).
7. Пристрій за п. 5 або п. 6, який відрізняється тим, що принаймні один із згаданих штифтів (51) має першу частину (62), яка простягається від згаданої основної частини (50) в напрямі до згаданої ділянки взаємодії (А; 25, 26) і виконана з можливістю взаємодії із згаданою вставкою (30), та другу частину (63), яка виконана з можливістю взаємодії із згаданою першою частиною (19) згаданого елемента (23) і від'єднання у згаданому першому напрямі (А) від згаданої вставки (30).
8. Пристрій за будь-яким із попередніх пунктів, який відрізняється тим, що згадані індуктори (20, 21) включають перший електропровідний брусок (20), який формує згадану активну поверхню (25), і другий електропровідний брусок (21), який формує другу активну поверхню (26).
9. Пристрій за п. 8, який відрізняється тим, що згаданий другий брусок (21) розташований у згаданому першому напрямі (А) між згаданою першою частиною (19) і другою частиною (72) згаданого елемента (23), і при цьому згаданий перший брусок (20) розташований у згаданому першому напрямі (А) між згаданою другою частиною (72) і третьою частиною (71) згаданого елемента (23).
10. Пристрій за п. 9, який відрізняється тим, що згадана середня площина (М) проходить крізь згадану третю частину (71) згаданого елемента (23), і при цьому згадана основна частина (50) згаданого несучого тіла (24) формує гніздо (55), у якому зчеплений один кінець згаданої третьої частини (71) згаданого елемента (23).
11. Пристрій за п. 9 або п. 10, який відрізняється тим, що згаданий перший і згаданий другий брусок (20, 21) простягаються у згаданому другому напрямі (В), з'єднані першою перемичкою (27), виготовленою з електропровідного матеріалу, і обидва розташовані на першій стороні згаданої середньої площини (М).
12. Пристрій за п. 11, який відрізняється тим, що має додатковий перший і додатковий другий брусок (20, 21), які обидва розташовані на другій стороні, протилежній до першої сторони згаданої середньої площини (М), і додатково з'єднані згаданою першою перемичкою (27).
13. Пристрій за п. 12, який відрізняється тим, що згаданий перший брусок (20), розташований на одній із згаданих сторін, вибраній серед першої сторони і згаданої другої сторони згаданої середньої площини (М), з'єднаний електрично другою перемичкою (28) із згаданим другим бруском (21), розташованим на іншій із згаданих першої сторони і згаданої другої сторони середньої площини (М).
14. Пристрій за одним із пп. 8-13, який відрізняється тим, що принаймні один із згаданих брусків, вибраний серед першого бруска і згаданого другого бруска (20, 21), формує принаймні одне гніздо (40) у формі ластівчина хвоста, у якому зчеплений згаданий елемент (23) і яке передбачене для перешкоджання від'єднанню елемента (23) від згаданого принаймні одного із брусків, вибраного серед згаданого першого бруска і згаданого другого бруска (20, 21).
15. Пристрій за будь-яким із попередніх пунктів, який відрізняється тим, що згадане несуче тіло (24) має бічну стінку (52), яка формує виїмку (56), розташовану на стороні згаданої середньої площини (М) і сформовану для принаймні часткового вміщення відкривального пристрою на згаданому пакувальному матеріалі.
16. Пристрій за одним із попередніх пунктів, який відрізняється тим, що згаданий елемент (23) виготовлений з сульфіду поліфенілену.
17. Пристрій за п. 16, який відрізняється тим, що згаданий сульфід поліфенілену містить скловолоконний наповнювач і не містить намагнічуваного матеріалу.
18. Пакувальна установка (1) для виготовлення герметичних упаковок (2) з розливним харчовим продуктом з труби (3) пакувального матеріалу, яка подається в першому напрямі (А) і безперервно заповнюється згаданим харчовим продуктом, при цьому згадана установка (1) має принаймні дві пари затискачів (5, 6), які виконані з можливістю циклічної і послідовної дії на згадану трубу (3) для затискання труби (3) через однакові проміжки, і індукційний зварювальний пристрій (15), прикріплений до кожної пари згаданих затискачів (5, 6) для зварювання пакувального матеріалу у згаданих поперечних перерізах, яка відрізняється тим, що згаданий зварювальний пристрій (15) є зварювальним пристроєм за будь-яким із попередніх пунктів.
Текст
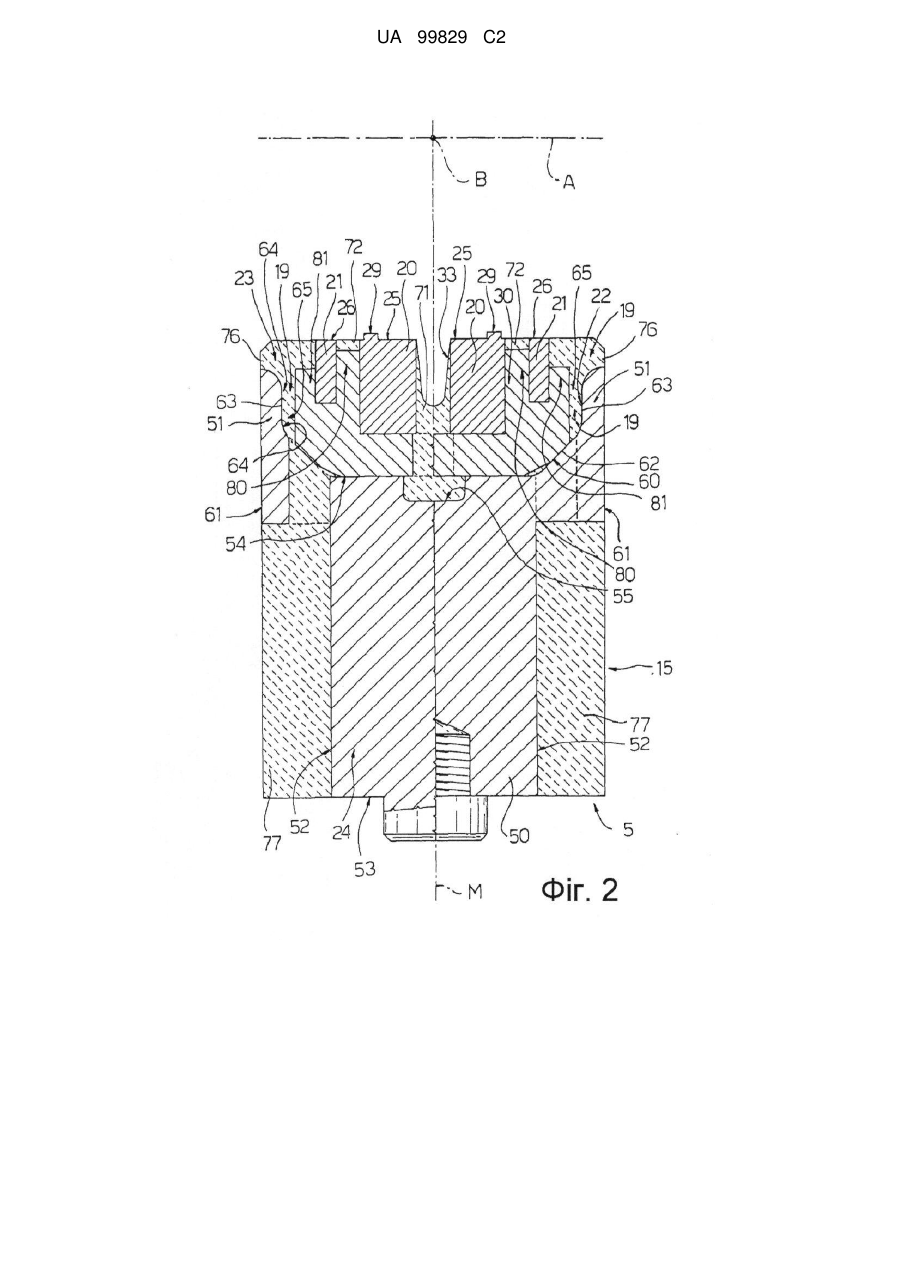
Реферат: Заявлений індукційний зварювальний пристрій для зварювання пакувального матеріалу для виготовлення герметичних упаковок з розливними харчовими продуктами і подачі його в першому напрямі. Згаданий зварювальний пристрій має індуктори, які виконані з можливістю під час роботи взаємодіяти із згаданим пакувальним матеріалом за допомогою принаймні однієї активної поверхні, при цьому індукційний зварювальний пристрій додатково містить несуче тіло та вміщує згадані індуктори, вставку і елемент. Згадане несуче тіло містить основну частину (50) і два штифти. Згадана перша частина містить виступ, виконана з можливістю взаємодії із згаданою вставкою на одній стороні згаданої середньої площини, і виконана з можливістю взаємодії з іншою частиною принаймні одного із згаданих штифтів. Заявлена пакувальна установка для виготовлення герметичних упаковок з розливним харчовим продуктом з труби пакувального матеріалу містить принаймні дві пари затискачів і індукційний зварювальний пристрій, прикріплений до кожної пари згаданих затискачів для зварювання пакувального матеріалу у згаданих поперечних перерізах. UA 99829 C2 (12) UA 99829 C2 UA 99829 C2 5 10 15 20 25 30 35 40 45 50 55 ТЕХНІЧНА ГАЛУЗЬ Представлений винахід відноситься до індукційного зварювального пристрою для зварювання пакувального матеріалу для виготовлення герметичних упаковок з розливними харчовими продуктами. РІВЕНЬ ТЕХНІКИ Багато розливних харчових продуктів, таких як фруктовий сік, пастеризоване молоко, вино, томатний соус і подібне, продаються в упаковках, виготовлених з стерилізованого пакувального матеріалу. Типовим прикладом цього типу упаковки є упаковка у формі паралелепіпеду для рідких або розливних харчових продуктів, відома під назвою Tetra Brik Aseptic (зареєстрована торгівельна марка), яка виготовляється складанням і зварюванням ламінованого смугового пакувального матеріалу. Пакувальний матеріал має багатошарову структуру, яка по суті має основний шар для цупкості і міцності, який може включати шар волокнистого матеріалу, наприклад паперу, або заповненого мінералом поліпропіленового матеріалу, і ряд шарів термозварюваного пластичного матеріалу, наприклад поліетиленових плівок, які покривають обидві сторони основного шару. У випадку асептичних упаковок для продуктів з довгим терміном зберігання, таких як пастеризоване молоко, пакувальний матеріал також має шар газо- і світлонепроникного матеріалу, наприклад алюмінієвої фольги або плівку етилвінілового спирту (EVOH), який накладається на шар термозварюваного пластичного матеріалу, і, у свою чергу, покривається іншим шаром термозварюваного пластичного матеріалу, який формує внутрішню поверхню упаковки, яка, врешті решт, контактує з харчовим продуктом. Як відомо, упаковки цього типу виготовляються на повністю автоматичних пакувальних установках, на яких з рулонного пакувального матеріалу формують довгу трубу; полотно пакувального матеріалу стерилізують на пакувальній установці, наприклад нанесенням хімічного стерилізуючого агенту, такого як розчин пероксиду водню, який, після закінчення стерилізації, видаляють з поверхонь пакувального матеріалу, наприклад випаровуванням шляхом нагрівання; і в такий спосіб стерилізоване полотно пакувального матеріалу зберігають у закритому стерильному навколишньому середовищі, складають і зварюють в поздовжньому напрямі з формуванням вертикальної труби. Трубу безперервно подають в першому вертикальному напрямі, заповнюють стерилізованим або стерильно обробленим харчовим продуктом і затискають через однакові проміжки двома парами затискачів. Більш точно, дві пари затискачів діють циклічно і послідовно на трубу, і зварюють пакувальний матеріал труби з формуванням довгої смуги подушкоподібних упаковок, з'єднаних між собою відповідними поперечними зварними швами, тобто, які проходять у другому напрямі, перпендикулярному до згаданого першого напряму. Подушкоподібні упаковки відокремлюються розрізанням відповідних поперечних зварних швів, а потім подаються до кінцевого блоку формування, де вони механічно складаються з одержанням кінцевої форми паралелепіпеду. Ділянка труби, затиснута між кожною парою затискачів, зварюється нагрівальними засобами, прикріпленими до одного із затискачів, відомого як зварювальний затискач, і який локально плавить два шари термозварюваного пластичного матеріалу, затиснутого між затискачами. Більш точно, пакувальний матеріал, у якому шар непроникного матеріалу містить шар електропровідного матеріалу, наприклад алюмінію, зазвичай зварюється так званим способом індукційного зварювання, у якому, коли трубу затискають двома затискачами, в ньому індукується струм втрат, який локально нагріває алюмінієвий шар, таким чином локально плавлячи тремозварюваний пластичний матеріал. Більш точно, при індукційному зварюванні, нагрівальні засоби по суті включають індуктор, який приводиться в дію високочастотним генератором струму і по суті має один або більшу кількість індукційних брусків, виготовлених з електропровідного матеріалу, які простягаються паралельно другому напряму, і які взаємодіють з матеріалом труби для індукування в ньому струму втрат, і нагрівають його до необхідної температури зварювання. Інший затискач, відомий як контрзатискач, з іншого боку, оснащений притискними губками, виготовленими з еластомерного матеріалу, які взаємодіють з індукційними брусками для зварювання труби вздовж відповідних поперечних смуг зварювання. Відомі зварювальні пристрої із зварювальними кліщами, які мають індуктори вищевказаного типу. 1 UA 99829 C2 5 10 15 20 25 30 35 40 45 50 55 60 Більш точно, відомі зварювальні пристрої по суті мають пластикове несуче тіло, яке міцно з'єднане із зварювальним затискачем і формує два передні гнізда для вміщення відповідних індукційних брусків, та вставку, виготовлену з намагнічуваного матеріалу, зокрема композитного матеріалу, який містить ферит, і поміщеного всередині несучого тіла, поблизу індукційних брусків. Більш точно, пластикове несуче тіло взаємодіє із вставкою і формує периферійну частину зварювального пристрою, яка оточує індукційні бруски і вставку з намагнічуваного матеріалу. Заявник виявив, що внаслідок механічних навантажень, яким піддається несуче тіло під час роботи, воно схильне до появи тріщин, що зменшує термін експлуатації зварювального пристрою і обмежує використання пристрою на високошвидкісних пакувальних установках. ОПИС ВИНАХОДУ Задачею представленого винаходу є надання індукційного зварювального пристрою для зварювання пакувального матеріалу для виготовлення герметичних упаковок з розливними харчовими продуктами, виконаного для надання прямого дешевого рішення для усунення вищезгаданого недоліку, типово пов'язаного з вищезгаданими відомими зварювальними пристроями. Згідно з представленим винаходом, надається індукційний зварювальний пристрій для зварювання пакувального матеріалу для виготовлення герметичних упаковок з розливними харчовими продуктами за п. 1 формули винаходу. КОРОТКИЙ ОПИС КРЕСЛЕНЬ Переважний необмежувальний варіант виконання представленого винаходу буде описуватися у вигляді прикладу з посиланням на супровідні креслення, на яких: Фігура 1 зображає вид збоку пакувальної установки з видаленими для ясності деталями для виготовлення асептичних герметичних упаковок з розливними харчовими продуктами з труби пакувального матеріалу, яка подається вздовж вертикальної формувальної траєкторії; Фігура 2 зображає поперечний переріз у двох паралельних зміщених площинах індукційного зварювального затискача у відповідності з представленим винаходом і формувальної частини пакувальної установки з Фігури 1; Фігура 3 зображає вид зверху у розібраному стані зварювального пристрою з Фігури 1 з видаленими для ясності деталями; Фігура 4 зображає вид збоку зварювального пристрою з Фігур 1-3 у розібраному стані з видаленими для ясності деталями. НАЙКРАЩИЙ ВАРІАНТ ВИКОНАННЯ ВИНАХОДУ Цифра 1 на Фігурі 1 вказує усю пакувальну установку для виготовлення асептичних герметичних упаковок 2 з розливним харчовим продуктом, таким як пастеризоване або оброблене при ультрависокій температурі молоко, фруктовий сік, вино і подібне, з труби 3 пакувального матеріалу. Пакувальний матеріал має багатошарову структуру (не зображена) і шар волокнистого матеріалу, зазвичай паперу, покритого з обох сторін відповідними шарами термозварюваного пластичного матеріалу, наприклад поліетилену; і сторона пакувального матеріалу, яка, врешті решт, контактує з харчовим продуктом в упаковці 2, також має шар електропровідного непроникного матеріалу, наприклад алюмінію, у свою чергу, покритого одним або більшою кількістю шарів термозварюваного пластичного матеріалу. Трубу 3 формують відомим способом зверху по ходу технологічної лінії від блоку 1 шляхом поздовжнього складання і зварювання полотна термозварюваного листового матеріалу, заповнюють стерилізованим або стерильно обробленим харчовим продуктом, і подають відомими пристроями (не зображені) вздовж вертикальної траєкторії в напрямі A. Блок 1 має два формувальні вузли 4, які рухаються вертикально вздовж відповідних рейок (не зображені) і взаємодіють циклічно і послідовно з трубою 3 для затискання неї через однакові проміжки і виконання індукційного зварювання і розрізання труби 3. Кожен формувальний вузол 4 по суті має супорт (не зображений), який рухається вздовж відповідної рейки, і два затискачі 5, 6 (зображені тільки для чіткого розуміння представленого винаходу), шарнірно закріплені на супорті навколо відповідних горизонтальних осей і здатні рухатися між закритим положенням і повністю відкритим положенням. У зображеному прикладі, затискачі 5, 6 кожного формувального вузла 4 мають відповідні хоботи 7, 8, які взаємодіють з трубою 3 і проходять паралельно напряму B, перпендикулярному до напряму A, і розташовані на протилежних сторонах труби 3. Кожен формувальний вузол 4 також має два формувальні елементи 9, 10, які повернуті один до іншого і шарнірно закріплені на відповідних затискачах 5, 6 із здатністю руху між відкритим положенням, у яке вони штовхаються пружними засобами (не зображені), і закритим 2 UA 99829 C2 5 10 15 20 25 30 35 40 45 50 55 60 положенням, у якому вони змикаються з формуванням простору, який визначає форму і об'єм упаковки 2, яка повинна формуватися між ними. Кожен формувальний вузол 4 також має індукційний зварювальний пристрій 15 і ріжучий пристрій 16 для, відповідно, виконання в кожному поперечному перерізі труби 3 пакувального матеріалу, затиснутого між відповідними затискачами 5, 6, індукційного зварювання і розрізання вздовж центральної лінії поперечного перерізу. На Фігурі 2, зварювальний пристрій 15 має дві пари індукторів 20, 21, які взаємодіють з пакувальним матеріалом за допомогою відповідних активних поверхонь 25, 26 для виконання згаданої операції індукційного зварювання на матеріалі. Зварювальний пристрій 15 переважно має (Фігури 2-4): - несуче тіло 24, яке виготовлене з теплопровідного матеріалу і вміщує індуктори 20, 21; - вставку 30, виготовлену з намагнічуваного матеріалу і поміщену всередину несучого тіла 24; і - елемент 23 (не зображений на Фігурах 3 і 4), який виготовлений з пластичного матеріалу і має дві частини 19, розташовані в напрямі A між несучим тілом 24 і вставкою 30 з принаймні частковим охопленням несучим тілом 24. Більш точно, несуче тіло 24 виготовлене з теплопровідного матеріалу для охолодження індукторів 20, 21 завдяки теплопередачі, яка здійснюється під час операції зварювання, до затискача 6, який має набагато більшу теплоємність, а ніж індуктори 20, 21. Теплопровідність несучого тіла 24 становить переважно, принаймні, 10 Вт/млК. У зображеному прикладі, несуче тіло 24 виготовлене з алюмінію. Альтернативно, несуче тіло 24 може виготовлятися з композитного матеріалу, кераміки або металу, відмінного від алюмінію. Елемент 23 виготовляється литтям під тиском пластичного матеріалу. У зображеному прикладі, індуктори 20, 21 кожного зварювального пристрою 15 сформовані відповідними електропровідними брусками, які простягаються в напрямі B і розташовані парами на протилежних сторонах середньої площини M несучого тіла 24. Більш точно, площина M перпендикулярна до напряму A і паралельна до напряму B. Більш точно, індуктори 20 симетричні відносно площини M і розташовані між індукторами 21, які розташовані симетрично на протилежних сторонах площини M. Індуктори 20, 21 переважно прямокутні у поперечному перерізі. Як показано на Фігурі 3, кожна пара індукторів 20, 21 на одній і тій же стороні площини M з'єднується у відповідних перших кінцях перемичкою 27, яка орієнтована паралельно напряму A. Індуктор 21 на першій стороні площини M з'єднаний з індуктором 20 на другій стороні, протилежній до першої сторони площини M, перемичкою 28, яка орієнтована паралельно напряму A і розташована в іншому місці під час роботи: нижче по висоті, а ніж перемички 27 і індуктори 20, 21. Більш точно, перемичка 28 з'єднує другі кінці, протилежні до перших кінців, індукторів 20, 21, розташованих на першій і, відповідно, другій стороні площини M. Активні поверхні 25, 26 (зображені тільки на Фігурі 2) індукторів 20, 21 переважно прямокутні, видовжені в напрямі B і лежать в одній і тій же площині, перпендикулярній до площини M. Активні поверхні 25 розташовані між активними поверхнями 26 в напрямі A. Як це показано на Фігурі 2, відповідні виступи 29, видовжені в напрямі B, виходять в напрямі труби 3 пакувального матеріалу з активних поверхонь 25. Виступи 29 можуть бути або цільними або сегментованими, проходити по суті по усій довжині відповідних активних поверхонь 25 і служити під час термозварювання для підвищення сили тиску на трубу 3. У незображеному варіанті, активні поверхні 26 можуть також мати відповідні цільні або сегментовані поздовжні виступи. Як показано на Фігурах 3 і 4, бічні стінки індукторів 20, паралельні площині M, мають ряд гнізд 40 у формі ластівчиного хвоста. Гнізда 40 є наскрізними пазами і відкритими в напрямі, паралельному напряму A. Пластичний матеріал, введений для формування елемента 23, заповнює гнізда 40, які створюють зусилля при усадці пластичного матеріалу для перешкоджання від'єднанню елемента 23 від індукторів 20, 21. У незображеному варіанті, індуктори 21 можуть також мати гнізда 40. Несуче тіло 24 міцно з'єднане традиційними кріпильними засобами з хоботом 8 затискача 6 відповідного формувального вузла 4. Альтернативно, несуче тіло 24 може формуватися як одне ціле з хоботом 8 затискача 6. 3 UA 99829 C2 5 10 15 20 25 30 35 40 45 50 55 Більш точно, несуче тіло 24 має основну частину 50 по суті у формі паралелепіпеда, видовжену в напрямі B, і два штифта 51, які виступають з основної частини 50, формують порожнину 22, яка вміщує індуктори 20, 21 і вставку 30, і проходить симетрично відносно площини M. Основна частина 50 має дві паралельні стінки 52 у відповідних площинах, паралельних площині M, і дві стінки 53, 54, розташовані між стінками 52 у відповідних площинах, паралельних напряму A. Стінка 53 з'єднана із затискачем 6, а стінка 54 має гніздо 55 у формі паралелепіпеда, видовжене паралельно напряму B і заповнене пластичним матеріалом, який формує елемент 23. Альтернативно, гніздо 55 може мати форму ластівчиного хвоста. Кожна стінка 52 має напівкруглу виїмку 56 (Фігура 4), у якій зачіплюється відповідний відкривальний пристрій на пакувальному матеріалі. Більш точно, виїмки 56 зміщені одна відносно іншої. Штифти 51 розходяться відносно площини M в напрямі, перпендикулярному до напрямів A і B, від стінки 54 в напрямі індукторів 20, 21, а потім в сторону від стінки 53. Тому, порожнина 22 має форму чашки, має найменший розмір в напрямі A біля стінки 54 і збільшується в розмірі в напрямі A від стінки 54 в напрямі до індукторів 20, 21. Штифти 51 виступають із стінки 54 та з відповідних стінок 52 в напрямі, протилежному до стінки 53, і кожен з них має поверхню 60, яка збоку формує порожнину 22, і плоску поверхню 61. Більш точно, поверхня 60 кожного штифта 51 повернута до площини M, а поверхня 61 кожного штифта 51 повернута в сторону від площини M на протилежній стороні відповідної поверхні 60. Кожна поверхня 61 з'єднана на першому кінці з відповідною поверхнею 60, і з'єднана на другому кінці, протилежному до першого, з відповідною стінкою 52 краєм, перпендикулярним до площини M. Кожна поверхня 60 має ділянку 62 (зображена частково на Фігурі 2 справа від площини M), яка примикає до стінки 54 і взаємодіє з вставкою 30, і ділянку 63, яка взаємодіє з частиною 19 елемента 23 і від'єднується в напрямі A від вставки 30. Ділянки 62, 63 нахилені відносно площини M. Більш точно, ділянка 63 менш нахилена, а ніж ділянка 62 відносно площини M. Ділянки 62, 63, виїмки 56 і стінки 52 мають ряд наскрізних отворів 64, крізь які протікає пластичний матеріал, який при усадці формує елемент 23. Більш точно, отвори 64 у стінках 52 і виїмки 56 мають відповідні вісі, паралельні напряму A, а отвори 64 на ділянках 62, 63 мають вісі, паралельні площині M. Один отвір 64 ділянок 62, 63 зображений на ділянці Фігури 2 зліва від площини M, яка показує розріз вздовж вісі отвору 64. Елемент 23 виготовляється з скловолокна, заповненого сульфідом поліфенілену. Сульфід поліфенілену переважно містить 40 % скловолокна і має таку в'язкість, щоб вірно протікати під час введення. Переважно, сульфід поліфенілену не містить намагнічуваного матеріалу, наприклад фериту, для уникнення погіршення механічної міцності і ударної в'язкості елемента 23. На Фігурі 2, елемент 23 видовжений в напрямі B і має, на додаток до частин 19, частину 71, яка розташована між індукторами 20 і має торцевий виступ, який зчіплюється в гнізді 55, і дві частини 72, розташовані на протилежних сторонах площини M, кожна з яких розташована між відповідними індукторами 20, 21. Більш точно, частини 19 розташовані на протилежних сторонах площини M, і кожна з них розташована між відповідним штифтом 51 і вставкою 30. Більш точно, кожна частина 19 має виступ 65, який видовжений паралельно площині M, взаємодіє із вставкою 30 на стороні площини M і взаємодіє на стороні, протилежній до вставки 30, з ділянкою 63 відповідного штифта 51. Кожна частина 19 також має ділянку 76, яка взаємодіє з відповідним штифтом 51 і формує разом з активними поверхнями 25, 26 і частинами 71, 72 периферійний край зварювального пристрою 15 на стороні, протилежній до затискача 5. Частина 71 формує виїмку 33, яка симетрична відносно площини M, крізь яку проходить площина M, і функція якої пояснюється нижче. Частини 72 розташовані ближче до площини M ніж відповідні частини 19. Елемент 23 також має дві частини 77, кожна з яких взаємодіє з відповідною стінкою 52 відповідного несучого тіла 24. 4 UA 99829 C2 5 10 15 20 25 30 35 40 45 50 55 Елемент 23 формується єдиним литтям під тиском пластичного матеріалу, який протікає крізь отвори 64 і додаткові отвори у вставці 30 для формування частин 19, 71, 72 і 77. Коли пластичний матеріал усідає, то гнізда 40, 55 переважно сприяють проникненню пластичного матеріалу всередину індукторів 20 і, відповідно, основної частини 50, і, після усадки елемента 23, перешкоджають від'єднанню елемента 23 від несучого тіла 24 і індукторів 20, 21. Поверхні 61 і відповідні кінці частини 76, які розташовані на протилежних сторонах відносно площині M, формують разом з відповідними частинами 77 відповідні протилежні периферійні краї зварювального пристрою 15, розташовані на протилежних сторонах площини M. Вставка 30 виготовляється з композитного матеріалу, який містить феромагнітний матеріал, наприклад ферит. Більш точно, вставка 30 має форму чашки і має основну частину, яка видовжена в напрямі B і взаємодіє із стінкою 54, і дві пари виступів 80, 81, які виходять із згаданої основної частини на стороні, протилежній до стінки 54, і симетричні відносно площини M. Кожен виступ 80 розташований між відповідним індуктором 20 і відповідним індуктором 21 та взаємодіє на стороні, протилежній до стінки 54, з відповідною частиною 72 елемента 23. Кожен виступ 81 розташований між відповідним індуктором 21 і відповідною частиною 19 та взаємодіє на стороні, протилежній до площини M, з виступом 65 відповідної частини 19. Виступи 80 розташовані між виступами 81. Зварювальний пристрій 15 також має дві притискні губки 31 (Фігура 1), виготовлені з термостійкого еластомерного матеріалу, переважно нітрилової гуми, і поміщені у відповідні передні порожнини однакової форми, виконані у затискачі 5 відповідного формувального вузла 4 і розташовані симетрично на протилежних сторонах площини M. Притискні губки 31 кожного затискача 5 взаємодіють з активними поверхнями 25, 26 індукторів 20, 21 відповідного затискача 6 для затискання і зварювання труби 3 на протилежних сторонах площини M. На Фігурі 1, ріжучий пристрій 16 має по суті плоский ріжучий елемент 32, який поміщається ковзанням всередину переднього гнізда на затискачі 5 відповідного формувального вузла 4, здатен рухатися вздовж площини M і приводиться в дію відомим не показаним способом гідравлічним циліндром, вмонтованим у затискач 5. Ріжучий елемент 32 зазвичай утримується у відведеному положенні повністю вміщеним всередині затискача 5 відомими пружними засобами (не зображені) і переміщається відповідним гідравлічним циліндром у переднє положення різання, у якому він виступає вперед із затискача 5, зчіплюється у виїмці 33 у зварювальному пристрої 15 відповідного затискача 6 і розрізає вздовж центральної лінії відповідного поперечного перерізу труби 3. Ріжучий елемент 32 має пластиноподібну основу, міцно з'єднану з вихідним елементом привідного гідроциліндра, та різак, менший по товщині в напрямі A, а ніж основа для забезпечення високого тиску при розрізанні і уникнення ушкодження пакувального матеріалу. Вищезгаданий зварювальний пристрій 15 особливо придатний для пакувальних установок, на яких трубу 3 з пакувального матеріалу розрізають у відповідних місцях перед індукційним зварюванням. Переваги зварювального пристрою 15 згідно з представленим винаходом стануть зрозумілими з наступного опису. Зокрема, в силу частин 19 елемента 23, які розміщені між вставкою 30 і штифтами 51 несучого тіла 24, більшість напружень, дії яких піддається елемент 23 завдяки вставці 30, передаються на штифти 51. Іншими словами, штифти 51 формують певний тип ободу навколо відповідних частин 19 елемента 23. В результаті, елемент 23 напружується до меншої степені так, що термін експлуатації зварювального пристрою 15 збільшується і/або зварювальний пристрій 15 може експлуатуватися з забезпеченням більших об'ємів випуску продукції, а ніж у відомих зварювальних пристроях, описаних у вступній частині. Несуче тіло 24 також надзвичайно ефективне у підсиленні пластикового елементу 23 і, таким чином, у покращенні ефективності зварювального пристрою 15. Зрозуміло, що у зварювальний пристрій, як він тут описаний і проілюстрований можуть вноситися зміни, однак, без виходу за рамки представленого винаходу, визначені супровідною формулою винаходу. Зокрема, зварювальний пристрій 15 може мати одну пару індукторів 20, 21 або один індуктор 20, 21. 60 5 UA 99829 C2 ФОРМУЛА ВИНАХОДУ 5 10 15 20 25 30 35 40 45 50 55 60 1. Індукційний зварювальний пристрій (15) для зварювання пакувального матеріалу для виготовлення герметичних упаковок (2) з розливними харчовими продуктами і подачі його в першому напрямі (А), при цьому згаданий зварювальний пристрій (15) має індуктори (20, 21), які виконані з можливістю під час роботи взаємодіяти із згаданим пакувальним матеріалом за допомогою принаймні однієї активної поверхні (25, 26), при цьому індукційний зварювальний пристрій додатково містить: - несуче тіло (24), яке має середню площину (М), яка прох одить упоперек до згаданого першого напряму (А), і яке виготовлене з теплопровідного матеріалу та вміщує згадані індуктори (20, 21); - вставку (30), виготовлену з намагнічуваного матеріалу і вміщену у згаданому несучому тілі (24); і - елемент (23), який виготовлений з пластичного матеріалу і має принаймні першу частину (19), розташовану у згаданому першому напрямі (А) між згаданим несучим тілом (24) і згаданою вставкою (30) з принаймні частковим охопленням несучим тілом (24); при цьому згадане несуче тіло (24) містить: - основну частину (50), видовжену в другому напрямі (В), орієнтованому упоперек до згаданого першого напряму (А); і - два штифти (51), які виступають із згаданої основної частини (50) і формують порожнину (22), яка вміщує згадані індуктори (20, 21) і згадану вставку (30), який відрізняється тим, що згадана перша частина (19) містить виступ (65), який видовжений паралельно згаданій середній площині (М), виконана з можливістю взаємодії із згаданою вставкою (30) на одній стороні згаданої середньої площини (М), і виконана з можливістю взаємодії з іншою частиною (63) принаймні одного із згаданих штифтів (51) на стороні, протилежній до згаданої вставки (30). 2. Пристрій за п. 1, який відрізняється тим, що згадане несуче тіло (24) виготовлене з матеріалу, який має теплопровідність принаймні 10 Вт/млК. 3. Пристрій за п. 1 або п. 2, який відрізняється тим, що згадане несуче тіло (24) виготовлене з матеріалу, вибраного з групи, яка включає керамічні матеріали, композитні матеріали і метали. 4. Пристрій за п. 3, який відрізняється тим, що згаданим металом є алюміній. 5. Пристрій за будь-яким із попередніх пунктів, який відрізняється тим, що згадані штифти (51) розходяться від згаданої основної частини (50) в напрямі до ділянки перетину (А; 25, 26), на якій згадані індуктори (20, 21) здатні взаємодіяти з пакувальним матеріалом. 6. Пристрій за п. 5, який відрізняється тим, що згадані штифти (51) формують згадану порожнину (22) на відповідних протилежних сторонах згаданої середньої площини (М). 7. Пристрій за п. 5 або п. 6, який відрізняється тим, що принаймні один із згаданих штифтів (51) має першу частину (62), яка простягається від згаданої основної частини (50) в напрямі до згаданої ділянки взаємодії (А; 25, 26) і виконана з можливістю взаємодії із згаданою вставкою (30), та другу частину (63), яка виконана з можливістю взаємодії із згаданою першою частиною (19) згаданого елемента (23) і від'єднання у згаданому першому напрямі (А) від згаданої вставки (30). 8. Пристрій за будь-яким із попередніх пунктів, який відрізняється тим, що згадані індуктори (20, 21) включають перший електропровідний брусок (20), який формує згадану активну поверхню (25), і другий електропровідний брусок (21), який формує другу активну поверхню (26). 9. Пристрій за п. 8, який відрізняється тим, що згаданий другий брусок (21) розташований у згаданому першому напрямі (А) між згаданою першою частиною (19) і другою частиною (72) згаданого елемента (23), і при цьому згаданий перший брусок (20) розташований у згаданому першому напрямі (А) між з гаданою другою частиною (72) і третьою частиною (71) згаданого елемента (23). 10. Пристрій за п. 9, який відрізняється тим, що згадана середня площина (М) проходить крізь згадану третю частину (71) згаданого елемента (23), і при цьому згадана основна частина (50) згаданого несучого тіла (24) формує гніздо (55), у якому зчеплений один кінець згаданої третьої частини (71) згаданого елемента (23). 11. Пристрій за п. 9 або п. 10, який відрізняється тим, що згаданий перший і згаданий другий брусок (20, 21) простягаються у згаданому другому напрямі (В), з'єднані першою перемичкою (27), виготовленою з електропровідного матеріалу, і обидва розташовані на першій стороні згаданої середньої площини (М). 6 UA 99829 C2 5 10 15 20 25 30 12. Пристрій за п. 11, який відрізняється тим, що має додатковий перший і додатковий другий брусок (20, 21), які обидва розташовані на другій стороні, протилежній до першої сторони згаданої середньої площини (М), і додатково з'єднані згаданою першою перемичкою (27). 13. Пристрій за п. 12, який відрізняється тим, що згаданий перший брусок (20), розташований на одній із згаданих сторін, вибраній серед першої сторони і згаданої другої сторони згаданої середньої площини (М), з'єднаний електрично другою перемичкою (28) із згаданим другим бруском (21), розташованим на іншій із згаданих першої сторони і згаданої другої сторони середньої площини (М). 14. Пристрій за одним із пп. 8 - 1 3 , який відрізняється тим, що принаймні один із згаданих брусків, вибраний серед першого бруска і згаданого другого бруска (20, 21), формує принаймні одне гніздо (40) у формі ластівчина хвоста, у якому зчеплений згаданий елемент (23) і яке передбачене для перешкоджання від'єднанню елемента (23) від згаданого принаймні одного із брусків, вибраного серед згаданого першого бруска і згаданого другого бруска (20, 21). 15. Пристрій за будь-яким із попередніх пунктів, який відрізняється тим, що згадане несуче тіло (24) має бічну стінку (52), яка формує виїмку (56), розташовану на стороні згаданої середньої площини (М) і сформовану для принаймні часткового вміщення відкривального пристрою на згаданому пакувальному матеріалі. 16. Пристрій за одним із попередніх пунктів, який відрізняється тим, що згаданий елемент (23) виготовлений з сульфіду поліфенілену. 17. Пристрій за п. 16, який відрізняється тим, що згаданий сульфід поліфенілену містить скловолоконний наповнювач і не містить намагнічуваного матеріалу. 18. Пакувальна установка (1) для виготовлення герметичних упаковок (2) з розливним харчовим продуктом з труби (3) пакувального матеріалу, яка подається в першому напрямі (А) і безперервно заповнюється згаданим харчовим продуктом, при цьому згадана установка (1) має принаймні дві пари затискачів (5, 6), які виконані з можливістю циклічної і послідовної дії на згадану трубу (3) для затискання труби (3) через однакові проміжки, і індукційний зварювальний пристрій (15), прикріплений до кожної пари згаданих затискачів (5, 6) для зварювання пакувального матеріалу у згаданих поперечних перерізах, яка відрізняється тим, що згаданий зварювальний пристрій (15) є зварювальним пристроєм за будь-яким із попередніх пунктів. 7 UA 99829 C2 8 UA 99829 C2 9 UA 99829 C2 Комп’ютерна верстка Л. Купенко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 10
ДивитисяДодаткова інформація
Назва патенту англійськоюInduction sealing device for heat sealing packaging material for producing sealed packages of pourable food products and packaging machine for producing sealing packaging material for producing sealed packages of pourable food products
Автори англійськоюPalmquist, Roland, Babini, Andrea, Andersson, Hakan G., Danielsson, Ulf
Назва патенту російськоюИндукционное сварочное устройство для сварки упаковочного материала для изготовления герметичных упаковок с разливными пищевыми продуктами и упаковочная установка для изготовления герметичных упаковок с разливным пищевым продуктом
Автори російськоюПальмквист Роланд, Бабини Андреа, Андерссон Хокан Г., Даниэльссон Ульф
МПК / Мітки
МПК: B65B 51/00, B29C 65/36
Мітки: упаковок, продуктами, пристрій, пакувальна, зварювальний, матеріалу, роз, пакувального, герметичних, індукційний, розливними, установка, харчовими, зварювання, виготовлення
Код посилання
<a href="https://ua.patents.su/12-99829-indukcijjnijj-zvaryuvalnijj-pristrijj-dlya-zvaryuvannya-pakuvalnogo-materialu-dlya-vigotovlennya-germetichnikh-upakovok-z-rozlivnimi-kharchovimi-produktami-i-pakuvalna-ustanovka-dl.html" target="_blank" rel="follow" title="База патентів України">Індукційний зварювальний пристрій для зварювання пакувального матеріалу для виготовлення герметичних упаковок з розливними харчовими продуктами і пакувальна установка для виготовлення герметичних упаковок з роз</a>
Індукційний зварювальний пристрій і спосіб індукційного зварювання для виготовлення упаковок з розливними харчовими продуктами
Номер патенту: 81801
Опубліковано: 11.02.2008
Автори: Галавотті Джорджіо, Меландрі Антоніо, Джавед Саквіб, Феррарі Клаудіо
МПК: B65B 57/00, B65B 51/22, B29C 65/02
Мітки: спосіб, індукційного, упаковок, зварювальний, харчовими, розливними, продуктами, пристрій, індукційний, зварювання, виготовлення
Формула / Реферат:
1. Індукційний зварювальний пристрій, який виконаний з можливістю використання для виготовлення упаковок з розливними харчовими продуктами шляхом поперечного зварювання труби (13) з листового пакувального матеріалу, котрий містить щонайменше один шар (12) індукційно-нагрівного матеріалу, покритого пластичним матеріалом (16), причому зварювальний пристрій містить:- генеруючі засоби для генерування сигналу
Пристрій індукційного зварювання для термозварювання пакувального матеріалу та пакувальна установка для виготовлення герметичних упаковок з розливним харчовим продуктом
Номер патенту: 76151
Опубліковано: 17.07.2006
Автори: Фангарецці Джанні, Бабіні Андреа
МПК: B29C 65/02, B65B 51/22
Мітки: розливним, зварювання, індукційного, термозварювання, пакувального, виготовлення, установка, продуктом, пристрій, упаковок, пакувальна, матеріалу, герметичних, харчовим
Формула / Реферат:
1. Пристрій (15) індукційного зварювання для термозварювання пакувального матеріалу для виготовлення герметичних упаковок з розливними харчовими продуктами, переміщуваних відносно пристрою (15) у першому напрямку (А), який містить індукційні елементи (20, 21), які виконані з можливістю взаємодії із пакувальним матеріалом за допомогою пари перших активних поверхонь (26) індукційних елементів (21) та пари других активних поверхонь (25)...
Індукційний зварювальний пристрій з автоматичним конфігуруванням для застосування у виготовленні упаковок з розливними харчовими продуктами
Номер патенту: 97992
Опубліковано: 10.04.2012
Автори: Сігінольфі Фабріціо, Донаті Андреа, Меландрі Антоніо, Маджаров Ніколай
МПК: B29C 65/32, B29C 65/02, H05B 6/02, H05B 6/14, H03H 7/40
Мітки: застосування, пристрій, харчовими, зварювальний, продуктами, автоматичним, виготовленні, розливними, упаковок, конфігуруванням, індукційний
Формула / Реферат:
1. Індукційний зварювальний пристрій (10) для застосування у виготовленні упаковок з розливними харчовими продуктами з труби (2) термозварюваного листового пакувального матеріалу (3), при цьому згаданий індукційний зварювальний пристрій (10) має:• джерело (12) сигналів, сконфігуроване для генерування змінного електричного сигналу (S(ω));• індуктор (13), з'єднаний із згаданим джерелом (12) сигналів для приймання згаданого...
Горлечко для відкривальних пристроїв герметичних упаковок з розливними харчовими продуктами
Номер патенту: 92766
Опубліковано: 10.12.2010
Автори: Мартіні П'єтро, Морчяно Давіде
МПК: B65D 5/74
Мітки: розливними, герметичних, продуктами, горлечко, харчовими, пристроїв, упаковок, відкривальних
Формула / Реферат:
1. Горлечко (4) для відкривальних пристроїв (3) герметичних упаковок (1) з розливними харчовими продуктами, яке має:- кріпильну частину (7), яка виконана з можливістю кріплення його до відповідної упаковки (1); і- шийку (8), яка виступає із згаданої кріпильної частини (7) і формує з нею наскрізний отвір (6), який має вісь (А) і який виконаний з можливістю розливання крізь нього харчового продукту; і- принаймні одне...
Програмований блок для відкривальних пристроїв, які приклеюються до герметичних упаковок з розливними харчовими продуктами
Номер патенту: 95467
Опубліковано: 10.08.2011
Автори: Балдіні Клаудіо, Цукотті Алессандро, Скарін Ларс, Густафссон Андерс, Табарте Махмод
МПК: B65B 61/18, B31B 1/62, B31B 3/00, B65G 21/00
Мітки: герметичних, відкривальних, харчовими, програмований, упаковок, пристроїв, блок, продуктами, приклеюються, розливними
Формула / Реферат:
1. Програмований блок (1), який виконаний з можливістю функціонування вздовж траєкторії (А) подачі послідовності відкривальних пристроїв (3) для кріплення їх до відповідних герметичних упаковок з розливними харчовими продуктами, при цьому згаданий блок (1) має:- штовхальні засоби (25), які виконані з можливістю взаємодії з наперед визначеною швидкістю із згаданою послідовністю відкривальних пристроїв (3) для подачі їх вздовж згаданої...
Попередній патент: Пряме розчинення доцетакселу в розчиннику в полісорбаті 80
Наступний патент: Фармацевтична композиція з пролонгованим вивільненням, виготовлена з мікрочастинок
Випадковий патент: Ковпак для пляшки