Спосіб і установка термічної обробки сталевої рейки
Номер патенту: 107275
Опубліковано: 10.12.2014
Автори: Кірічков Анатолій Алєксандровіч, Шестаков Андрєй Ніколаєвіч, Кушнарєв Алєксєй Владіславовіч, Хлист Ілья Сєргєєвіч, Кожевніков Константін Гєннадьєвіч, Пшенічніков Павєл Алєксандровіч, Кузьмічєнко Владімір Міхайловіч, Гонтарь Алєксєй Владіміровіч, Сєргєєв Сєргєй Міхайловіч, Кіріченко Міхаіл Ніколаєвіч, Галіцин Гєоргій Алєксандровіч, Хлист Сєргєй Васільєвіч, Іванов Алєксєй Гєннадьєвіч
Формула / Реферат
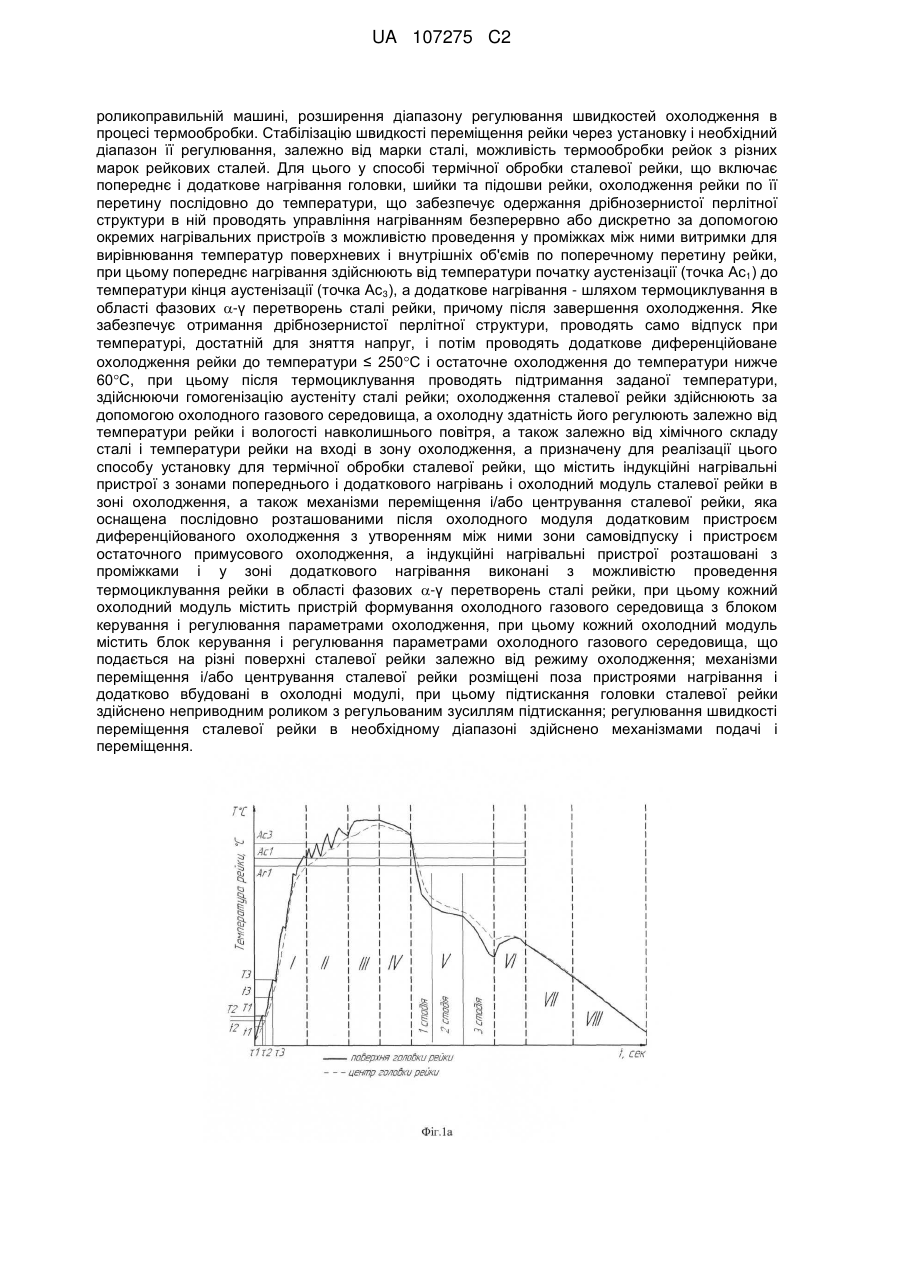
1. Спосіб термічної обробки сталевої рейки, що включає попереднє і додаткове нагрівання голівки, шийки та підошви рейки, охолодження рейки по її перетину послідовно до температури, що забезпечує одержання дрібнозернистої перлітної структури в ній, який відрізняється тим, що проводять управління нагріванням безперервно або дискретно за допомогою окремих нагрівальних пристроїв з можливістю проведення у проміжках між ними витримки для вирівнювання температур поверхневих і внутрішніх об'ємів по поперечному перетину рейки, при цьому попереднє нагрівання здійснюють від температури початку аустенізації (точка Ас1) до температури кінця аустенізації (точка Ас3), а додаткове нагрівання - шляхом термоциклування в області фазових a-g перетворень сталі рейки, причому після завершення охолодження, яке забезпечує отримання дрібнозернистої перлітної структури, проводять самовідпуск при температурі, достатній для зняття напруг, і потім проводять додаткове диференційоване охолодження рейки до температури £250 °C і остаточне охолодження до температури нижче 60 °C.
2. Спосіб за п. 1, який відрізняється тим, що після термоциклування проводять підтримання заданої температури, здійснюючи гомогенізацію аустеніту сталі рейки.
3. Спосіб за п. 1, який відрізняється тим, що охолодження сталевої рейки здійснюють за допомогою охолодного газового середовища, а охолодну здатність охолодного газового середовища регулюють залежно від температури і вологості навколишнього повітря, а також залежно від хімічного складу сталі і температури рейки на вході в зону охолодження.
4. Установка для термічної обробки сталевої рейки, що містить індукційні нагрівальні пристрої з зонами попереднього і додаткового нагрівань і охолодний модуль сталевої рейки в зоні охолодження, а також механізми переміщення і/або центрування сталевої рейки, яка відрізняється тим, що її оснащено послідовно розташованими після охолодного модуля додатковим пристроєм диференційованого охолодження з утворення між ними зони самовідпуску і пристроєм остаточного примусового охолодження, а індукційні нагрівальні пристрої розташовані з проміжками і у зоні додаткового нагрівання виконані з можливістю проведення термоциклування рейки в області фазових a-g перетворень, при цьому кожний охолодний модуль містить пристрій формування охолодного газового середовища з блоком керування і регулювання параметрами охолодження.
5. Установка за п. 4, яка відрізняється тим, що кожний охолодний модуль містить блок керування і регулювання параметрами охолодного газового середовища, що подається на різні поверхні сталевої рейки залежно від режиму охолодження заданого для кожного окремого охолодного модуля сталевої рейки, забезпечуючи зміну швидкості охолодження сталевої рейки на різних стадіях режиму охолодження.
6. Установка за п. 4, яка відрізняється тим, що механізми переміщення і/або центрування сталевої рейки розташовані поза пристроями нагрівання і додатково вбудовані в охолодні модулі, при цьому підтискання головки сталевої рейки здійснено неприводним роликом з регульованим зусиллям підтискання.
7. Установка за п. 4, яка відрізняється тим, що регулювання швидкості переміщення сталевої рейки в необхідному діапазоні здійснено механізмами її подачі і переміщення.
Текст
Реферат: Група винаходів належить до області чорної металургії, зокрема до способів і пристроїв термічної обробки рейок, у т. ч. залізничних рейок і забезпечує підвищення рівня фізикомеханічних властивостей і збільшення експлуатаційної стійкості рейки, одержання необхідної прямолінійності рейки після термообробки, що дозволить виключити виправлення в UA 107275 C2 (12) UA 107275 C2 роликоправильній машині, розширення діапазону регулювання швидкостей охолодження в процесі термообробки. Стабілізацію швидкості переміщення рейки через установку і необхідний діапазон її регулювання, залежно від марки сталі, можливість термообробки рейок з різних марок рейкових сталей. Для цього у способі термічної обробки сталевої рейки, що включає попереднє і додаткове нагрівання головки, шийки та підошви рейки, охолодження рейки по її перетину послідовно до температури, що забезпечує одержання дрібнозернистої перлітної структури в ній проводять управління нагріванням безперервно або дискретно за допомогою окремих нагрівальних пристроїв з можливістю проведення у проміжках між ними витримки для вирівнювання температур поверхневих і внутрішніх об'ємів по поперечному перетину рейки, при цьому попереднє нагрівання здійснюють від температури початку аустенізації (точка Ас1) до температури кінця аустенізації (точка Ас3), а додаткове нагрівання - шляхом термоциклування в області фазових -γ перетворень сталі рейки, причому після завершення охолодження. Яке забезпечує отримання дрібнозернистої перлітної структури, проводять само відпуск при температурі, достатній для зняття напруг, і потім проводять додаткове диференційоване охолодження рейки до температури ≤ 250С і остаточне охолодження до температури нижче 60С, при цьому після термоциклування проводять підтримання заданої температури, здійснюючи гомогенізацію аустеніту сталі рейки; охолодження сталевої рейки здійснюють за допомогою охолодного газового середовища, а охолодну здатність його регулюють залежно від температури рейки і вологості навколишнього повітря, а також залежно від хімічного складу сталі і температури рейки на вході в зону охолодження, а призначену для реалізації цього способу установку для термічної обробки сталевої рейки, що містить індукційні нагрівальні пристрої з зонами попереднього і додаткового нагрівань і охолодний модуль сталевої рейки в зоні охолодження, а також механізми переміщення і/або центрування сталевої рейки, яка оснащена послідовно розташованими після охолодного модуля додатковим пристроєм диференційованого охолодження з утворенням між ними зони самовідпуску і пристроєм остаточного примусового охолодження, а індукційні нагрівальні пристрої розташовані з проміжками і у зоні додаткового нагрівання виконані з можливістю проведення термоциклування рейки в області фазових -γ перетворень сталі рейки, при цьому кожний охолодний модуль містить пристрій формування охолодного газового середовища з блоком керування і регулювання параметрами охолодження, при цьому кожний охолодний модуль містить блок керування і регулювання параметрами охолодного газового середовища, що подається на різні поверхні сталевої рейки залежно від режиму охолодження; механізми переміщення і/або центрування сталевої рейки розміщені поза пристроями нагрівання і додатково вбудовані в охолодні модулі, при цьому підтискання головки сталевої рейки здійснено неприводним роликом з регульованим зусиллям підтискання; регулювання швидкості переміщення сталевої рейки в необхідному діапазоні здійснено механізмами подачі і переміщення. UA 107275 C2 5 10 15 20 25 30 35 40 45 50 55 60 Група винаходів відноситься до області чорної металурги, зокрема до способів термічної обробки рейок, у т.ч. залізничних рейок. Відомий спосіб термообробки рейки (патент RU 2266966 МПК С21D 9/04, C21D 11/00, C21D 1/02), що включає пропускання нагрітої рейки через ділянку охолодження із вхідною i вихідною областями i охолодження до перетворення мікроструктури рейки в перлону або феритноперлітну мікроструктуру, який відрізняється тим, що рейку пропускають через ділянку охолодження, що складається з окремих незалежних послідовно розташованих уздовж довжини ділянки охолодження охолодних модулів з незалежно регульованими параметрами охолодження i з проміжними областями, розташованими між охолодними модулями для зняття структурних напруг, із засобами для визначення дійсної температури головки рейки. Залежно від відповідного значення дійсної температури деталі в проміжній області регулюють параметри інтенсивності охолодження, щонайменше, відповідно наступного охолодного модуля для забезпечення заданої температури головки рейки під час усього проходження ділянки охолодження, що перевищує критичну температуру утворення бейнітної структури. До недоліку даного способу можна віднести обмежений діапазон регулювання швидкостей охолодження в процесі режиму охолодження. Крім того, на поверхні головки падіння температури упродовж перших 4-5с режиму охолодження досягає 350 - 450 °C, що може призводити до утворення бейнітних структур у мікроструктурі поверхневих шарів рейки. Таким чином, основним недоліком цього способу е значні коливання температури на поверхні головки рейки (від 350 °C до 100 °C), що може призводити до неоднорідності макроструктури. Відомий спосіб термічної обробки рейки (патент UA 61059 МПК С21D 9/04), що включає нагрівання головки рейки по всій довжині струмами високої частоти, при безперервному переміщенні всієї рейки через ділянку нагрівання. На першому етапі назрівання головки здійснюють до температури 1050-1100 °C, після чого виконують короткочасне проміжне природне підстужування до температури 860-820 °C протягом 10-25 секунд. На другому етапі здійснюють нагрівання до температури 920-980 °C із його стабілізацією, теля чого виконують первинне охолодження до 480-380° С, при цьому охолодження в інтервалі температур від 980° С до 800° С здійснюють зі швидкістю 2-8° С / с, від 800° С до 600° С здійснюють зі швидкістю 6 - 14° С / с, від 600° С до 380° С здійснюють зі швидкістю 4 - 12° С / с, Самовідпуск здійснюється в інтервалі температур 520-400 °C упродовж 55-90 сек, теля чого здійснюється вторинне охолодження, при цьому рейку вигинають по кривій з максимальною кривизною на підошву в зоні нагрівання i охолодження на величину, що забезпечує урівноважування залишкових напруг у головці рейки, що виникають при термообробці. До недоліку даного способу можна віднести те, що нагрівання i охолодження проводять тільки головки, а не всього профілю рейки, що спричиняє необхідність переміщення рейок через гартівну машину в пружно- вигнутому стані i виникнення великих залишкових напруг після термообробки i, як наслідок, до необхідності кінцевої правки рейки. Іншим недоліком є те, що в місці примикання шийки до головки рейки утворюється перехідна зона від нагрітого до ненагрітого матеріалу, де після термообробки утворюється перехідний шар зі зниженими фізико-механічними характеристиками. За найближчий аналог з рівня техніки прийнято спосіб термічної обробки рейки (патент RU 2162486, МПК C21D 9/04), що включає попереднє нагрівання кожного поперечного перерізу рейки, виконаної зі сталі i що має голівку, шийку i голівку, послідовне або одночасне додаткове нагрівання або перегрів головки рейки i охолодження кожного поперечного перерізу рейки, попереднє нагрівання кожного поперечного перерізу рейки здійснюють послідовно або одночасно до температури, що перевищує температуру кінця аустенітного перетворення сталі з одержанням послідовно або одночасно в кожному поперечному перерізі рейки однакової i однорічної аустенітної структури; додаткове нагрівання або перегрів головки рейки здійснюють до температури, що не перевищує 1050 °C, переважно до температури, що не перевищує 1000 °C, i проводять таким чином, щоб середня температура кожного поперечного перерізу головки рейки перевищувала щонайменше на 40° С середню температуру того ж поперечного перерізу підошви, охолодження кожного поперечного перерізу рейки здійснюють послідовно або одночасно спочатку до температури, що забезпечує одержання дрібнозернистої перлітної структури по кожному поперечному перерізу рейки, a потім, якщо буде потреба, проводять послідовне або одночасне охолодження у природних умовах кожного поперечного перерізу оброблюваної рейки до температури навколишнього середовища. До недоліку даного способу можна віднести те, що оскільки даний спосіб не передбачає регулювання швидкості нагрівання i перегрів, здійснюваний до температури, що не перевищує 1050 °C, це веде до різкого росту зерна aycтeніту і, як наслідок, до зниження фізико-механічних 1 UA 107275 C2 5 10 15 20 25 30 35 40 45 50 55 60 властивостей після загартування. Крім того, відсутність регулювання охолодної здатності середовища не дозволяє одержати високу твердість на глибині 22 мм від поверхні катання головки. У результаті не забезпечується достатня експлуатаційна стійкість рейок. До недоліку даного способу можна віднести i те, що попереднє нагрівання здійснюють до температури перевищуючої температуру кінця аустенітного перетворення, що спричиняє piзкy зміну об'єму прогрітого з поверхні матеріалу за рахунок фазового перетворення, це може призвести до жолоблення i появи термічних мікротріщин. До недоліку способу варто віднести також те, що зі схеми, представленої на Фіг. 1, видно, що в такій конструкції треба використовувати напрямні ролики, розташовані на поверхні головки рейки, що може призводити до ушкодження поверхні катання. За найближчий аналог з рівня техніки прийнята установка термообробки, (див. «Burke Т.Е. Blair George, et all. An Off-line Induction Heat Treatment System Produces Quality DHH Railroad Rails / / Industrial Heating. The Journal of Thermal Technology, Oktober, 1992. -Pages 21-23» ), яка складається зі пристрою індукційного попереднього нагрівання для аустенізації рейки, пристрою підігріву рейки, охолоджуючого пристрою із системою повітряних камер, що мають незалежне керування обдувом рейки зверху, збоку i знизу. Даний пристрій дозволяє робити терм1чну обробку рейок тільки з легованих сталей. Недоліком пристрою є вузький інтервал регулювання швидкостей охолодження, що забезпечує термообробку рейок зі швидкостями до 4,5 °C/с, оскільки охолодним середовищем є повітря, що не дозволяє робити термічну обробку рейок з вуглецевої нелегованої сталі, тому що для цього необхідні швидкості охолодження істотно більш високі (12 °C/с i більше). Завданнями пропонованих способу i пристрої є наступне: підвищення рівня фізикомеханічних властивостей i збільшення експлуатаційної стійкості сталевої рейки, одержання необхідної прямолінійності сталевої рейки після термообробки, що дозволить виключити виправлення в ролікоправільній машині, розширення діапазону регулювання швидкостей охолодження в процесі термообробки, стабілізація швидкості переміщення сталевої рейки через установку i необхідний діапазон її регулювання, залежно від марки сталі, можливість термообробки сталевих рейок з різних марок рейкових сталей. Технічними результатами пропонованих способу i установки е наступне: - можливість управляти окремими нагрівальними пристроями в кожній зоні по програмно заданому режиму, як безперервно, так i дискретно, залежно від хімічного складу сталі; - можливість управляти режимами нагрівання рейок у прохідному режимі із чергуванням зон нагрівання із зонами вирівнювання температур; - можливість здійснювати попереднє нагрівання до температури початку аустенізації (точка Ac1); - додаткове нагрівання здійснюють шляхом термоциклування в інтервалі температур фазового α-γ перетворення до повної аустенізації всього об'єму кожного поперечного перерізу; - можливість здійснювати термічну обробку рейок з вуглецевих нелегованих i легованих сталей; - можливість плавно або різко змінювати швидкості охолодження в процесі термообробки на різних стадіях охолодження; - можливість одержувати однорідну високодисперсну пластинчасту перлону структуру на глибину більше 22 мм від поверхні катання головки за рахунок інтенсифікації охолодної здатності газового середовища в процесі охолодження; - можливість одержувати твердість по поверхні катання до НВ415, підвищити пластичні i міцнісні властивості термообробленої сталі за рахунок збільшення дисперсності перліту; - можливість змінювати швидкість охолодження кожної ділянки рейки, впливаючи на глибину загартування, дисперсність структури i фізико-механічні властивості, завдяки тому, що кожний охолодний модуль постачений блоком керування i регулювання параметрами охолодного середовища; - можливість забезпечувати стабільну швидкість переміщення рейки через установку i необхідний діапазон и регулювання, залежно від марки сталі. Технічні результати досягають за допомогою способу термічної обробки сталевої рейки, що включає попереднє i додаткове нагрівання головки, шийки та підошви рейки, охолодження рейки по її перетину послідовно до температури, що забезпечує одержання дрібнозернистої перлітної структури в ній, у якому згідно винаходу проводять управління нагріванням безперервно або дискретно за допомогою окремих нагрівальних пристроїв з можливістю проведення у проміжках між ними витримки для вирівнювання температур поверхневих i внутрішніх об'ємів по поперечному перетину рейки, при цьому попереднє нагрівання здійснюють від температури початку аустенізації (точка Ac 1) до температури кінця аустенізації (точка Ас 3), а 2 UA 107275 C2 5 10 15 20 25 30 35 40 45 50 55 60 додаткове нагрівання - шляхом термоциклування в області фазових α-γ перетворень сталі рейки, причому після завершення охолодження, яке забезпечує отримання дрібнозернистої перлітної структури, проводять самовідпуск при температурі, достатній для зняття напруг, i потім проводять додаткове диференційоване охолодження рейки до температури
ДивитисяДодаткова інформація
Назва патенту англійськоюСпособ и установка термической обработки рельсов
Автори російськоюХлыст Сергей Васильевич, Кузьмиченко Владимир Михайлович, Киричков Анатолий Александрович, Сергеев Сергей Михайлович, Шестаков Андрей Николаевич, Кириченко Михаил Николаевич, Пшеничников Павел Александрович, Иванов Алексей Геннадьевич, Кожевников Константин Геннадьевич, Гонтарь Алексей Владимирович, Хлыст Илья Сергеевич, Кушнарев Алексей Владиславович, Галицын Георгий Александрович
МПК / Мітки
МПК: C21D 1/42, C21D 11/00, C21D 9/04, C21D 1/18
Мітки: сталевої, обробки, установка, термічної, рейки, спосіб
Код посилання
<a href="https://ua.patents.su/13-107275-sposib-i-ustanovka-termichno-obrobki-stalevo-rejjki.html" target="_blank" rel="follow" title="База патентів України">Спосіб і установка термічної обробки сталевої рейки</a>
Спосіб термічної обробки сталевої рейки
Номер патенту: 41983
Опубліковано: 15.10.2001
Автор: ПЕРРЕН Жан-Люк
МПК: C21D 9/04, C21D 1/42, C21D 1/18
Мітки: рейки, сталевої, спосіб, термічної, обробки
Формула / Реферат:
1.Способ термической обработки рельса, включающий предварительный нагрев каждого поперечного сечения рельса, выполненного из стали и имеющего головку, шейку и подошву, последовательный или одновременный дополнительный нагрев или перегрев головки рельса и охлаждение каждого поперечного сечения рельса, отличающийся тем, что предварительный нагрев каждого поперечного сечения рельса осуществляют последовательно или одновременно до температуры,...
Спосіб і пристрій для термічної обробки рейки
Номер патенту: 104835
Опубліковано: 11.03.2014
Автори: Іванов Алєксєй Геннадьєвіч, Кіріченко Міхаіл Ніколаєвіч, Шестаков Андрєй Ніколаєвіч, Кушнарєв Алєксєй Владіславовіч, Кожевніков Константін Гєннадьєвіч, Хлист Ілья Сєргєєвіч, Сєргєєв Сєргєй Міхайловіч, Хлист Сєргєй Васільєвіч, Кірічков Анатолій Алєксандровіч, Пшенічніков Павєл Алєксандровіч, Гонтарь Алєксєй Владіміровіч, Кузьмічєнко Владімір Міхайловіч
МПК: C21D 1/667, C21D 1/613, C21D 11/00, C21D 9/04
Мітки: обробки, рейки, спосіб, пристрій, термічної
Формула / Реферат:
1. Спосіб термічної обробки рейок, що включає безперервне охолодження голівки з наступним регульованим охолодженням елементів профілю рейки, де рейку із прокатного нагрівання охолоджують спочатку стисненим повітрям, потім здійснюють охолодження водоповітряною сумішшю, одночасно з охолодженням головки рейки здійснюють охолодження підошви, який відрізняється тим, що охолодження рейки з вуглецевої нелегованої (доевтектоїдної, заевтектоїдної) або...
Спосіб термічної обробки рейок
Номер патенту: 87084
Опубліковано: 10.06.2009
Автори: Якушечкіна Лауретта Іванівна, Якушечкін Іван Владиславович, Федій Всеволод Савельович, Якушечкін Владислав Євгенович, Баранєнко Юрій Павловіч, Телевич Роман Володимирович, Якушечкин Євген Іванович
Мітки: термічної, обробки, рейок, спосіб
Формула / Реферат:
1. Спосіб термічної обробки рейок, що включає об'ємне нагрівання рейок у лінійно-пружному напруженому стані до температури аустенізації, витримку й охолодження киплячою водоповітряною сумішшю на повітрі, який відрізняється тим, що рейки нагрівають із швидкістю 1-50 °С/с до 780-890 °С, витримують 10-30 с, охолоджують головку рейки до 400-500 °С, після чого здійснюють охолодження по всьому перерізу рейки до температури не вище 100 °С, потім...
Спосіб термічної обробки рейок
Номер патенту: 86564
Опубліковано: 27.04.2009
Автори: Комар Фідель Леонідович, Ошкадьоров Станіслав Петрович, Бондаревська Надія Олександрівна, Гарасим Юліан Андрійович, Тельович Роман Володимирович
МПК: C21D 9/04
Мітки: термічної, рейок, обробки, спосіб
Формула / Реферат:
Спосіб термічної обробки рейок зі сталей перлітного класу, який включає електронагрів рейки під загартування та охолодження нагрітого об'єму рейки в два етапи, який відрізняється тим, що здійснюють електронагрів всього об'єму рейки одночасно або послідовно частинами по довжині з швидкістю 10-100 ºС/с до температури Ас3 + 30-50 °С, після чого на першому етапі охолодження виконують одночасне охолодження поверхні головки рейки з швидкістю...
Спосіб термічної обробки рейок
Номер патенту: 76555
Опубліковано: 10.01.2013
Автори: Іценко Анатолій Іванович, Крейденко Фіра Семенівна, Каверинський Владислав Володимирович, Александров Валерій Дмитрович, Фірстов Сергій Олексійович, Троцан Анатолій Іванович, Бєлов Борис Федорович, Бродецький Ігор Леонідович
МПК: C21D 9/04
Мітки: термічної, спосіб, обробки, рейок
Формула / Реферат:
Спосіб термічної обробки рейок, що включає дворазове із проміжним підстудженням нагрівання під загартування струмами високої частоти головки рейок, з'єднаних у безперервну нитку, двостадійне охолодження й самовідпуск при температурі 450-400 °C після первинного охолодження при безперервному переміщенні рейкової нитки через гартівну машину, який відрізняється тим, що при температурі самовідпуску рейкову нитку переміщають зі швидкістю...
Попередній патент: Спосіб допалювання відпрацьованого генераторного газу турбіни турбонасосного агрегату рідинного ракетного двигуна та пристрій для його здійснення (варіанти)
Наступний патент: Пристрій для укладання пляшок в тару
Випадковий патент: Прилад для одночасного перетворення кола в криву 3-го та 4-го порядку