Спосіб термічної обробки рейок
Номер патенту: 87084
Опубліковано: 10.06.2009
Автори: Якушечкін Владислав Євгенович, Якушечкіна Лауретта Іванівна, Якушечкін Іван Владиславович, Баранєнко Юрій Павловіч, Федій Всеволод Савельович, Якушечкин Євген Іванович, Телевич Роман Володимирович
Формула / Реферат
1. Спосіб термічної обробки рейок, що включає об'ємне нагрівання рейок у лінійно-пружному напруженому стані до температури аустенізації, витримку й охолодження киплячою водоповітряною сумішшю на повітрі, який відрізняється тим, що рейки нагрівають із швидкістю 1-50 °С/с до 780-890 °С, витримують 10-30 с, охолоджують головку рейки до 400-500 °С, після чого здійснюють охолодження по всьому перерізу рейки до температури не вище 100 °С, потім додатково нагрівають на відпуск до температури 400-650 °С, витримують при ній не більше 200 с і охолоджують.
2. Спосіб за п. 1, який відрізняється тим, що в рейках, що термічно обробляють, вміст водню не перевищує 2 см3/100 г.
3. Спосіб за п. 1 або 2, який відрізняється тим, що головку рейки після аустенізації охолоджують по всій довжині одночасно киплячою водоповітряною сумішшю зі швидкістю 30-40 °С/с до температури 400-500 °С.
Текст
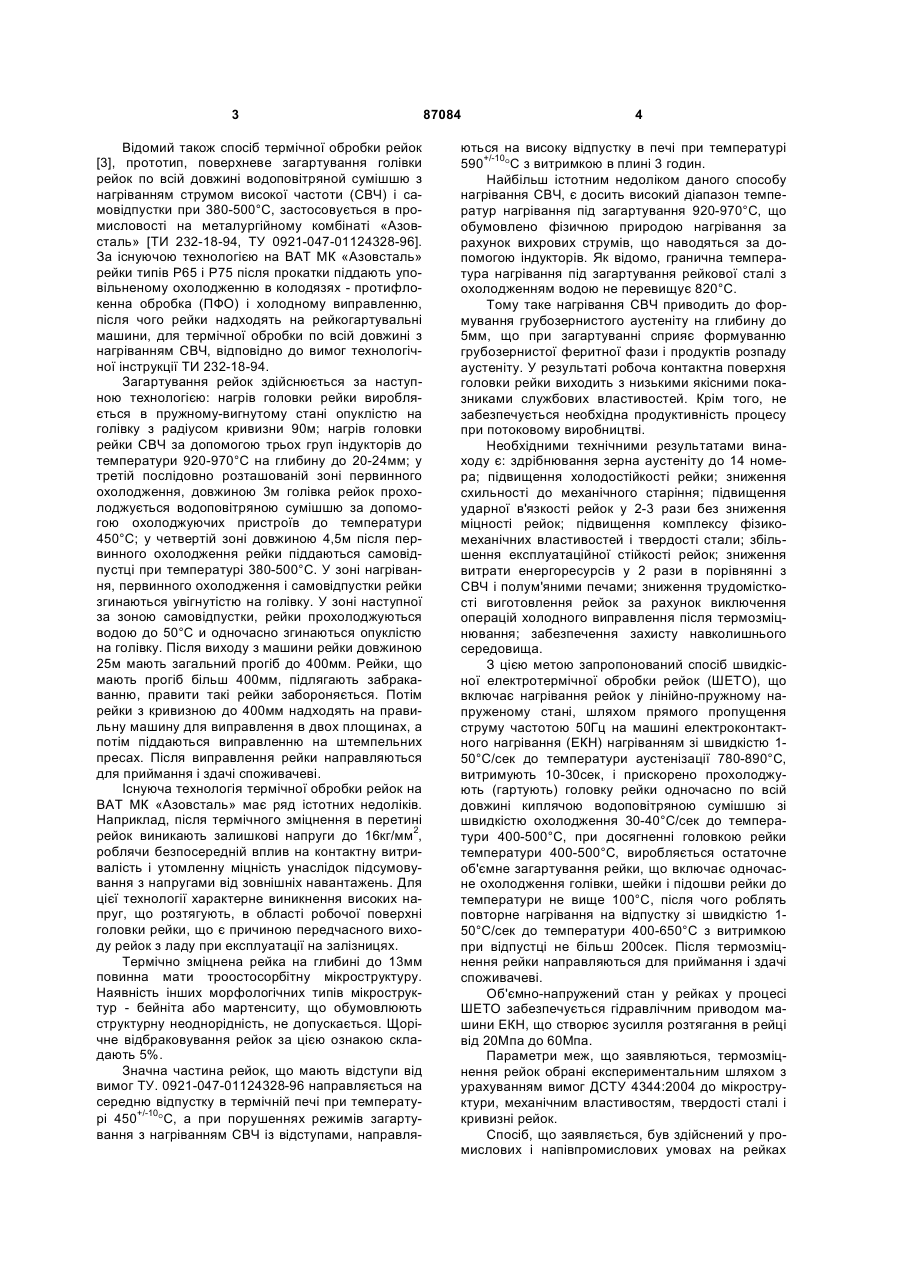
1. Спосіб термічної обробки рейок, що включає об'ємне нагрівання рейок у лінійно-пружному 3 Відомий також спосіб термічної обробки рейок [3], прототип, поверхневе загартування голівки рейок по всій довжині водоповітряной сумішшю з нагріванням струмом високої частоти (СВЧ) і самовідпустки при 380-500°С, застосовується в промисловості на металургійному комбінаті «Азовсталь» [ТИ 232-18-94, ТУ 0921-047-01124328-96]. За існуючою технологією на ВАТ МК «Азовсталь» рейки типів Р65 і Р75 після прокатки піддають уповільненому охолодженню в колодязях - протифлокенна обробка (ПФО) і холодному виправленню, після чого рейки надходять на рейкогартувальні машини, для термічної обробки по всій довжині з нагріванням СВЧ, відповідно до вимог технологічної інструкції ТИ 232-18-94. Загартування рейок здійснюється за наступною технологією: нагрів головки рейки виробляється в пружному-вигнутому стані опуклістю на голівку з радіусом кривизни 90м; нагрів головки рейки СВЧ за допомогою трьох груп індукторів до температури 920-970°С на глибину до 20-24мм; у третій послідовно розташованій зоні первинного охолодження, довжиною 3м голівка рейок прохолоджується водоповітряною сумішшю за допомогою охолоджуючих пристроїв до температури 450°С; у четвертій зоні довжиною 4,5м після первинного охолодження рейки піддаються самовідпустці при температурі 380-500°С. У зоні нагрівання, первинного охолодження і самовідпустки рейки згинаються увігнутістю на голівку. У зоні наступної за зоною самовідпустки, рейки прохолоджуються водою до 50°С и одночасно згинаються опуклістю на голівку. Після виходу з машини рейки довжиною 25м мають загальний прогіб до 400мм. Рейки, що мають прогіб більш 400мм, підлягають забракаванню, правити такі рейки забороняється. Потім рейки з кривизною до 400мм надходять на правильну машину для виправлення в двох площинах, а потім піддаються виправленню на штемпельних пресах. Після виправлення рейки направляються для приймання і здачі споживачеві. Існуюча технологія термічної обробки рейок на ВАТ МК «Азовсталь» має ряд істотних недоліків. Наприклад, після термічного зміцнення в перетині рейок виникають залишкові напруги до 16кг/мм2, роблячи безпосередній вплив на контактну витривалість і утомленну міцність унаслідок підсумовування з напругами від зовнішніх навантажень. Для цієї технології характерне виникнення високих напруг, що розтягують, в області робочої поверхні головки рейки, що є причиною передчасного виходу рейок з ладу при експлуатації на залізницях. Термічно зміцнена рейка на глибині до 13мм повинна мати троостосорбітну мікроструктуру. Наявність інших морфологічних типів мікроструктур - бейніта або мартенситу, що обумовлюють структурну неоднорідність, не допускається. Щорічне відбраковування рейок за цією ознакою складають 5%. Значна частина рейок, що мають відступи від вимог ТУ. 0921-047-01124328-96 направляється на середню відпустку в термічній печі при температурі 450+/-10°С, а при порушеннях режимів загартування з нагріванням СВЧ із відступами, направля 87084 4 ються на високу відпустку в печі при температурі 590+/-10°С з витримкою в плині 3 годин. Найбільш істотним недоліком даного способу нагрівання СВЧ, є досить високий діапазон температур нагрівання під загартування 920-970°С, що обумовлено фізичною природою нагрівання за рахунок вихрових струмів, що наводяться за допомогою індукторів. Як відомо, гранична температура нагрівання під загартування рейкової сталі з охолодженням водою не перевищує 820°С. Тому таке нагрівання СВЧ приводить до формування грубозернистого аустеніту на глибину до 5мм, що при загартуванні сприяє формуванню грубозернистої феритної фази і продуктів розпаду аустеніту. У результаті робоча контактна поверхня головки рейки виходить з низькими якісними показниками службових властивостей. Крім того, не забезпечується необхідна продуктивність процесу при потоковому виробництві. Необхідними технічними результатами винаходу є: здрібнювання зерна аустеніту до 14 номера; підвищення холодостійкості рейки; зниження схильності до механічного старіння; підвищення ударної в'язкості рейок у 2-3 рази без зниження міцності рейок; підвищення комплексу фізикомеханічних властивостей і твердості стали; збільшення експлуатаційної стійкості рейок; зниження витрати енергоресурсів у 2 рази в порівнянні з СВЧ і полум'яними печами; зниження трудомісткості виготовлення рейок за рахунок виключення операцій холодного виправлення після термозміцнювання; забезпечення захисту навколишнього середовища. З цією метою запропонований спосіб швидкісної електротермічної обробки рейок (ШЕТО), що включає нагрівання рейок у лінійно-пружному напруженому стані, шляхом прямого пропущення струму частотою 50Гц на машині електроконтактного нагрівання (ЕКН) нагріванням зі швидкістю 150°С/сек до температури аустенізації 780-890°С, витримують 10-30сек, і прискорено прохолоджують (гартують) головку рейки одночасно по всій довжині киплячою водоповітряною сумішшю зі швидкістю охолодження 30-40°С/сек до температури 400-500°С, при досягненні головкою рейки температури 400-500°С, виробляється остаточне об'ємне загартування рейки, що включає одночасне охолодження голівки, шейки і підошви рейки до температури не вище 100°С, після чого роблять повторне нагрівання на відпустку зі швидкістю 150°С/сек до температури 400-650°С з витримкою при відпустці не більш 200сек. Після термозміцнення рейки направляються для приймання і здачі споживачеві. Об'ємно-напружений стан у рейках у процесі ШЕТО забезпечується гідравлічним приводом машини ЕКН, що створює зусилля розтягання в рейці від 20Мпа до 60Мпа. Параметри меж, що заявляються, термозміцнення рейок обрані експериментальним шляхом з урахуванням вимог ДСТУ 4344:2004 до мікроструктури, механічним властивостям, твердості сталі і кривизні рейок. Спосіб, що заявляється, був здійснений у промислових і напівпромислових умовах на рейках 5 87084 Р65 виробництва ВАТ МК «Азовсталь». Рейки довжиною 12,5м, а також рейкові проби довжиною 1,7м термообробляли по новому способу, що заявляється, на агрегаті ЕКН Краматорського металургійного заводу й установці ЕКН УкрДержНІІ КМ «Прометей» відповідно. Після термообробки, проводили виміри кривизни рейок, контроль мікроструктури і визначення механічних властивостей і твердості. Результати фізико-механічних іспитів рейок приведені в таблиці №1 Пропонований спосіб об'ємної швидкісної електротермічної обробки рейок у порівнянні з відомими способами забезпечує прямолінійність рейок і підвищення механічних властивостей вище вимог ДСТУ 4344:2004, що уможливлює використання рейок на особливо навантажених ділянках залізниць, включаючи ділянки північних регіонів. У результаті формування однорідної мікроструктури 6 дрібнодисперсного троостосорбіта практично на всю глибину головки рейки, підвищений опір контактноутомленим руйнуванням і збільшується термін служби рейок при однаковому хімічному складі стали. Спосіб ШЕТО дозволяє: - заощаджувати енергоресурси на термообробку в 2 рази в порівнянні з СВЧ і полум'яними печами; - знизити трудомісткість виготовлення рейок за рахунок виключення операцій холодного виправлення після термозміцнення; - забезпечити захист навколишнього середовища при термообробці. Джерела інформації: 1. А.С. СРСР №176943, кл. C21D9/04. 2. А.С. СРСР №121464 і 121463, кл. C21D9/04. 3. А.С. СРСР №259119, кл. C21D9/04. Таблиця №1 Результати фізико-механічних іспитів і досліджень мікроструктури Твердість Механічні властивості по перетині Ударна в’язкість Вид Марка Спосіб термо- Мікроструктура горейки НВ S5, dВ, dТ, j, KCU дж/см2 прокату стали обробки ловки рейки 2 2 % н/мм н/мм % ПКГ 13мм +20°С -60°С Рейка дрібнодисперсний 405М76* Пропонований 390 1450 1080 17 55 145 115 Р65 троостосорбіт 420 Відомий Рейка ТИ-232-18-94 Сорбіт загартуван- 320М76 310 1117 883 13,3 33 55 15 Р65 ВАТ МК «Азовня 375 сталь» Рейка ДСТУ** 374М76 п. 5.1.11 ДСТУ 321 1290 850 10 30 15 Р65 4344:2004 401 * По ковшевій пробі зміст: С - 0,77%, Мn - 1,25%, Si - 0,35%. ** Норми для рейок вищої категорії. Комп’ютерна верстка М. Ломалова Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for heat treatment of rails
Автори англійськоюYakushechkina Lauretta Ivanivna, Yakushechkin Yevhen Ivanovych, Televych Roman Volodymyrovych, Fedii Vsevolod Saveliovych, Yakushechkin Vladyslav Yevhenovych, Yakushechkin Ivan Vladyslavovych, Baranienko Yurii Pavlovich
Назва патенту російськоюСпособ термической обработки рельсов
Автори російськоюЯкушечкина Лауретта Ивановна, Якушечкин Евгений Иванович, Телевич Роман Владимирович, Федий Всеволод Савельевич, Якушечкин Владислав Евгеньевич, Якушечкин Иван Владиславович, Бараненко Юрий Павлович
МПК / Мітки
Мітки: спосіб, термічної, рейок, обробки
Код посилання
<a href="https://ua.patents.su/3-87084-sposib-termichno-obrobki-rejjok.html" target="_blank" rel="follow" title="База патентів України">Спосіб термічної обробки рейок</a>
Спосіб термічної обробки рейок
Номер патенту: 86564
Опубліковано: 27.04.2009
Автори: Гарасим Юліан Андрійович, Бондаревська Надія Олександрівна, Тельович Роман Володимирович, Ошкадьоров Станіслав Петрович, Комар Фідель Леонідович
МПК: C21D 9/04
Мітки: термічної, рейок, обробки, спосіб
Формула / Реферат:
Спосіб термічної обробки рейок зі сталей перлітного класу, який включає електронагрів рейки під загартування та охолодження нагрітого об'єму рейки в два етапи, який відрізняється тим, що здійснюють електронагрів всього об'єму рейки одночасно або послідовно частинами по довжині з швидкістю 10-100 ºС/с до температури Ас3 + 30-50 °С, після чого на першому етапі охолодження виконують одночасне охолодження поверхні головки рейки з швидкістю...
Спосіб термічної обробки рейок
Номер патенту: 61059
Опубліковано: 17.11.2003
Автори: Нестеров Дмитро Кузьмич, Дегтярьов Сергій Іванович, Сапожков Валерій Євгенович, Галушкін Олександр Васильович
МПК: C21D 9/04
Мітки: обробки, спосіб, рейок, термічної
Формула / Реферат:
1. Спосіб термічної обробки рейок, що полягає в з'єднанні рейок в безперервну нитку, пружним згинанням рейок, нагріванні під загартування струмами високої частоти головки рейок по всій довжині, первинному охолодженні головки рейок і самовідпуску при безперервному послідовному переміщенні рейкової нитки крізь гартувальну машину, який відрізняється тим, що нагрів під загартування виконують в два етапи, на першому етапі здійснюють нагрів до...
Спосіб термічної обробки рейок
Номер патенту: 26282
Опубліковано: 19.07.1999
Автори: Пойнтнер Петер, Мозер Альфред, Прскавец Георг
МПК: C21D 9/04
Мітки: обробки, рейок, спосіб, термічної
Формула / Реферат:
1. Способ термической обработки рельсов, включающий охлаждение рельса от температуры аустенизации путем погружения головки рельса в охлаждающую жидкость, содержащую синтетические добавки, охлаждение рельса в охлаждающей жидкости и извлечение рельса из охлаждающей жидкости при условии, что температура поверхности головки рельса после его извлечения находится в диапазоне 550 - 450°C, отличающийся тем, что подбирают и стабилизируют количество и...
Спосіб термічної обробки рейок
Номер патенту: 3888
Опубліковано: 27.12.1994
Автори: Нестеров Дмитро Кузьмич, Шевченко Олександр Іванович, Левченко Микола Пилипович, Сапожков Валерій Євгенович, Сахно Валерій Олександрович, Тихонюк Леонід Сергійович
МПК: C21D 9/04
Мітки: спосіб, термічної, обробки, рейок
Формула / Реферат:
1. Способ термической обработки рельсов, включающий сфероидизирующий отжиг в три этапа, поверхностную закалку головки ТВЧ и самоотпуск, отличающийся тем, что на первом этапе сфероидизирующего отжига проводят нагрев до 200-300°C и выдержку в течение 1-3 часов, на втором этапе осуществляют 1-3 цикла нагрева со скоростью 50-100°C/ч до 740-780°C с выдержкой 1-3 часа и последующим охлаждением со скоростью 1-6°C до 520-420°C, на третьем этапе ведут...
Спосіб термічної обробки виробів
Номер патенту: 34833
Опубліковано: 15.03.2001
Автор: Зелікович Олександр Якович
МПК: C21D 9/36, B21H 1/00, C21D 1/18, C21D 1/84
Мітки: виробів, спосіб, термічної, обробки
Формула / Реферат:
Спосіб термічної обробки виробів, що містить прокатування, післядеформаційне підстуджування на повітрі, загартування і відпуск, який відрізняється тим, що підстуджування до температури загартування проводять протягом 105-600 с.
Попередній патент: Спосіб одержання оксиметилсилоксанів
Наступний патент: Спосіб лиття по виплавлювальним моделям з кристалізацією під тиском і пристрій для його здійснення
Випадковий патент: Вибухобезпечна трансформаторна підстанція