Станція ламінування, спосіб виготовлення пакувального ламінату та пакувальний ламінат
Номер патенту: 107377
Опубліковано: 25.12.2014
Автори: Хессмарк Андреас, Перссон Оке, Юст Магнус, Увнес Крістер, Постоака Йон, Кейтер Свен
Формула / Реферат
1. Станція ламінування, яка містить ламінуючий ролик (10, 28, 100) для ламінування листа пакувального ламінату (23, 25, 31) і охолоджувальний опорний ролик (29, 41, 200), причому ламінуючий ролик (10, 28, 100) містить щонайменше одну канавку (130), що продовжується вздовж периферії ролика і утворює межу між двома периферійними ділянками ролика, причому кожна з двох периферійних ділянок продовжується безперервно вздовж канавки (130).
2. Станція ламінування за п. 1, яка відрізняється тим, що щонайменше одна канавка (130) ламінуючого ролика (10, 28, 100) продовжується перпендикулярно до подовжньої осі ролика.
3. Станція ламінування за п. 1, яка відрізняється тим, що щонайменше одна канавка (130) ламінуючого ролика (10, 28, 100) продовжується спірально вздовж периферії ролика.
4. Станція ламінування за будь-яким з пп. 1-3, яка відрізняється тим, що щонайменше одна канавка (130) ламінуючого ролика (10, 28, 100) продовжується під постійним кутом відносно подовжньої осі ламінуючого ролика.
5. Станція ламінування за будь-яким з пп. 1-4, яка відрізняється тим, що зовнішня поверхня ламінуючого ролика виготовлена з пружного матеріалу, що має 50-100 од. твердості по Шору А, переважно 65-85 од. твердості по Шору А.
6. Станція ламінування за будь-яким з пп. 1-5, яка відрізняється тим, що ширина щонайменше однієї канавки (130) ламінуючого ролика (10, 28, 100) має значення між 0,2 і 2,5 мм.
7. Станція ламінування за будь-яким з пп. 1-6, яка відрізняється тим, що глибина щонайменше однієї канавки (130) ламінуючого ролика (10, 28, 100) має значення між 0,2 і 1,5 мм.
8. Станція ламінування за будь-яким з попередніх пунктів, яка відрізняється тим, що щонайменше одна канавка (130) ламінуючого ролика (10, 28, 100) продовжується вздовж всієї периферії ролика.
9. Станція ламінування за будь-яким з попередніх пунктів, яка відрізняється тим, що ламінуючий ролик (10, 28, 100) містить множину канавок (130), причому множина канавок (130) розміщена на заданих периферійних ділянках (135) так, що відстань між двома суміжними канавками (130) в межах периферійної ділянки (135) по суті менша відстані між двома суміжними периферійними ділянками (135).
10. Станція ламінування за будь-яким з пп. 1-9, яка відрізняється тим, що ламінуючий ролик (10, 28, 100) містить множину канавок (130), причому множина канавок (130) розміщена на ділянці від першого кінця ролика до другого кінця ролика так, що відстань між двома суміжними канавками (130) є постійною.
11. Спосіб виготовлення пакувального ламінату в станції ламінування за будь-яким з попередніх пп. 1-10, який відрізняється тим, що включає етап, на якому подають шар (21) серцевини, який має щонайменше один крізний отвір, який на одному боці покритий захисною плівкою (23) і зовнішнім шаром (31) полімерного матеріалу, через зону контакту між охолоджувальним роликом і ламінуючим роликом (10, 28, 100).
12. Спосіб за п. 11, який відрізняється тим, що шар серцевини містить щонайменше один попередньо пробитий отвір.
13. Спосіб за п. 11 або 12, який відрізняється тим, що додатково включає етап, на якому подають захисну плівку через вказану зону.
14. Пакувальний ламінат, виготовлений в станції ламінування за будь-яким з пп. 1-10, який відрізняється тим, що містить шар (21) серцевини, що має щонайменше один крізний отвір, який на одній стороні покритий захисною плівкою (23) і зовнішнім шаром (31) полімерного матеріалу, при цьому зовнішній полімерний шар (31) і захисна плівка (23) ламіновані одне на одне таким чином, що полімерний шар (31) і захисна плівка (23) відділені одне від одного вздовж паралельних, наповнених повітрям каналів, що візуально виявляються, утворених цими двома шарами в межах області щонайменше одного крізного отвору.
15. Пакувальний ламінат за п. 14, який відрізняється тим, що наповнені повітрям канали, що візуально виявляються, продовжуються в напрямку, паралельному до протилежних подовжніх країв шару серцевини.
16. Пакувальний ламінат за п. 14 або 15, який відрізняється тим, що шар (21) серцевини виготовлений з паперу або картону.
17. Пакувальний ламінат за пп. 14-16, який відрізняється тим, що захисна плівка (23) виготовлена з алюмінію.
18. Пакувальний ламінат за будь-яким з пп. 14-17, який відрізняється тим, що друга сторона
пакувального ламінату покрита шаром полімерного матеріалу.
19. Упаковка для вміщення харчового продукту, при цьому упаковка виготовлена з пакувального ламінату за будь-яким з пп. 14-18.
Текст
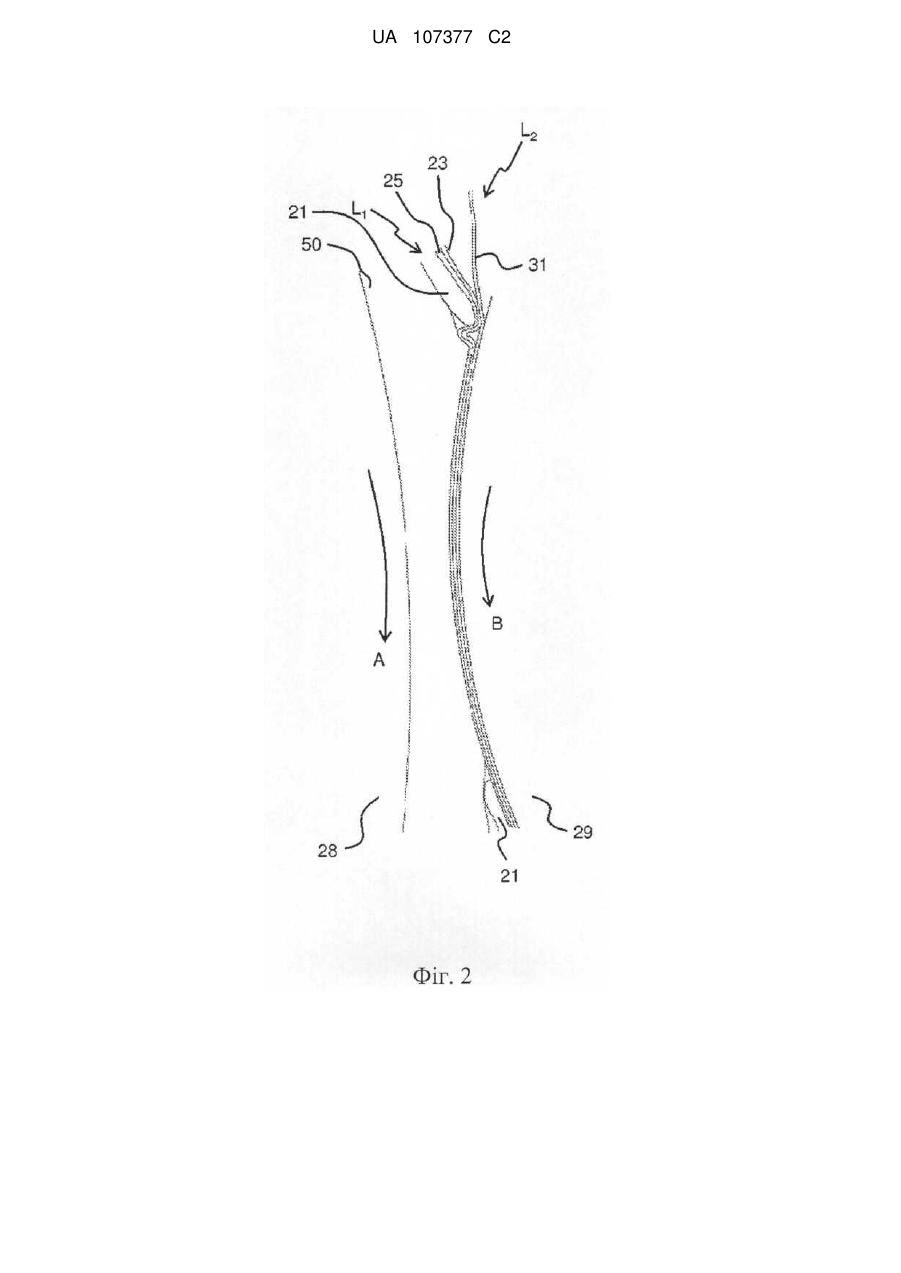
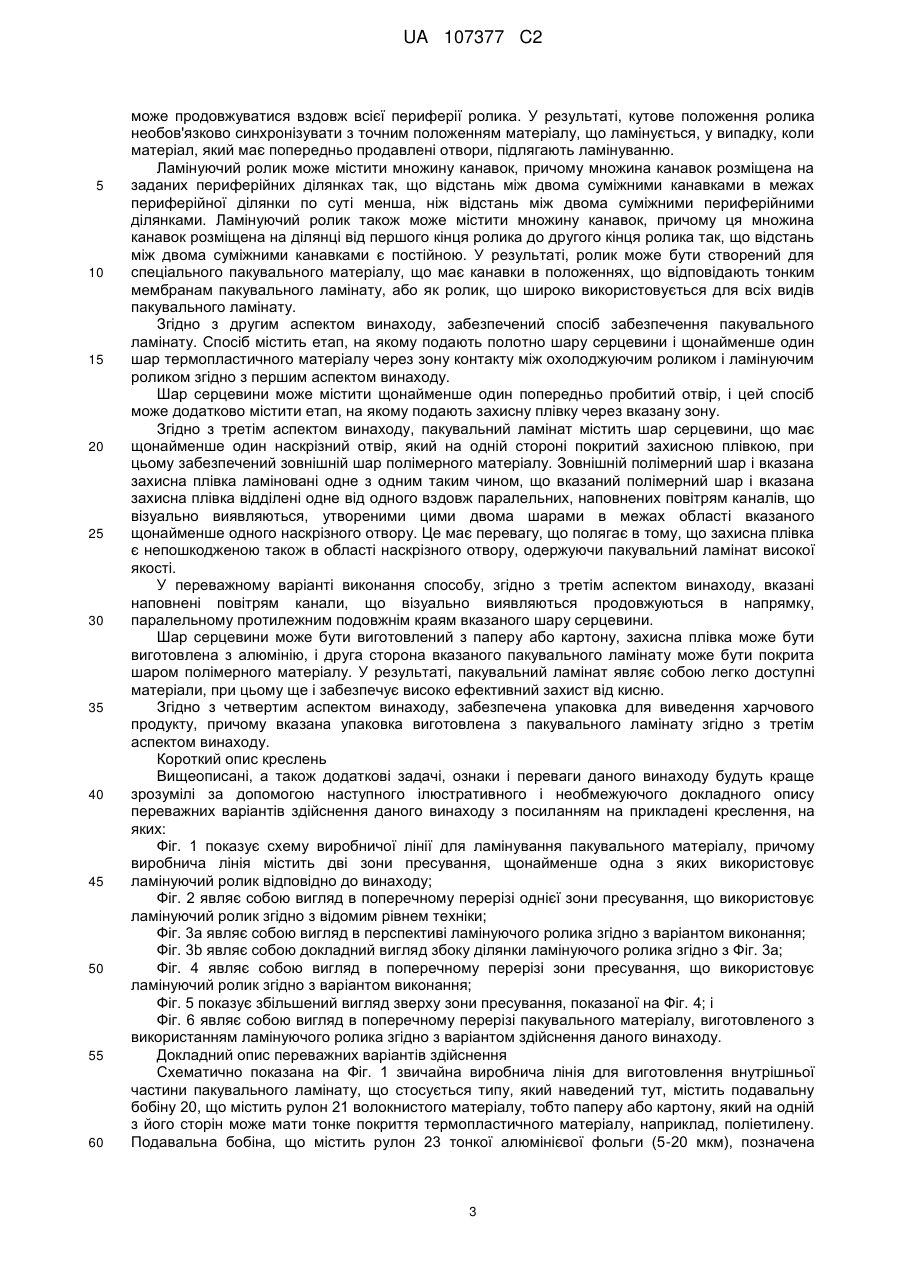
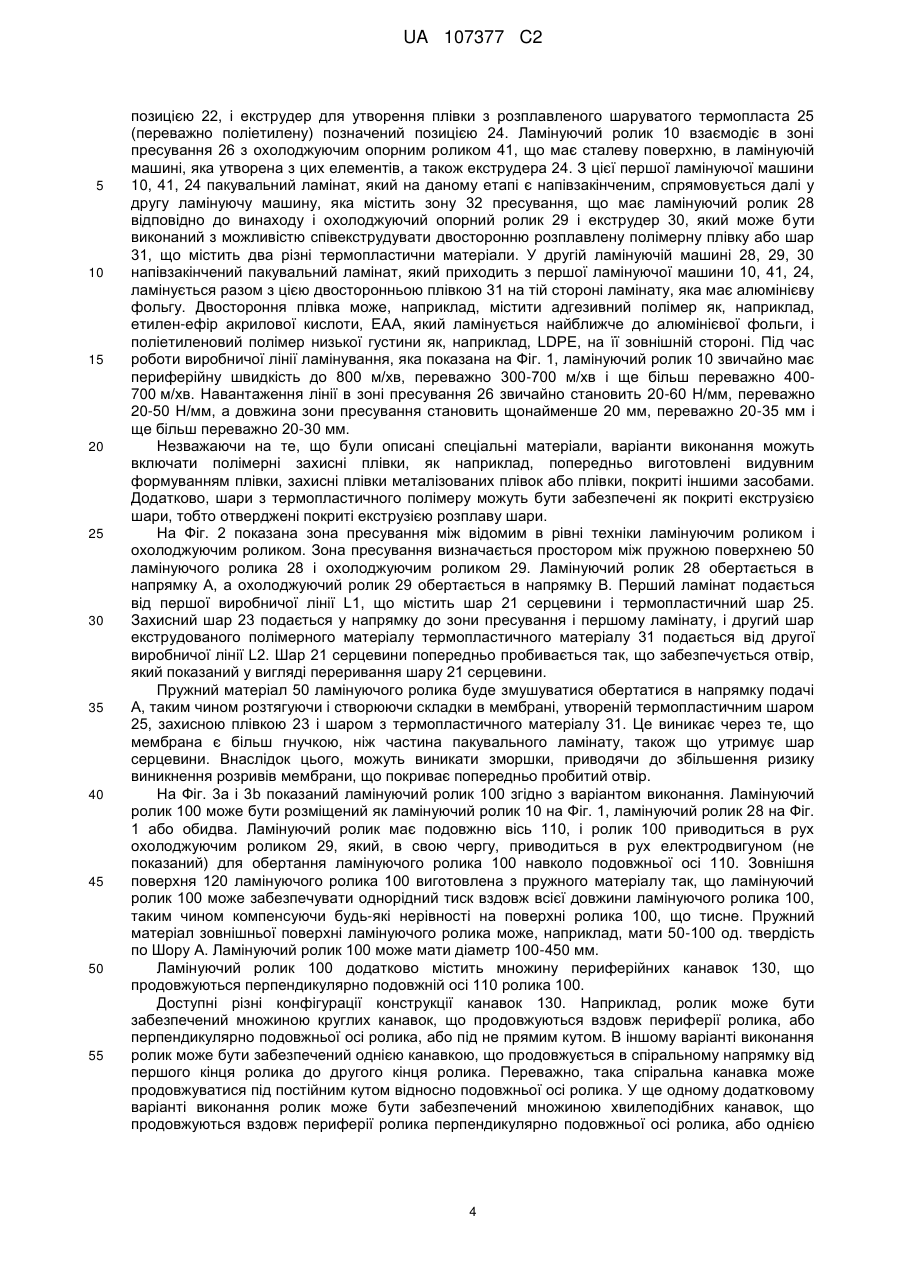
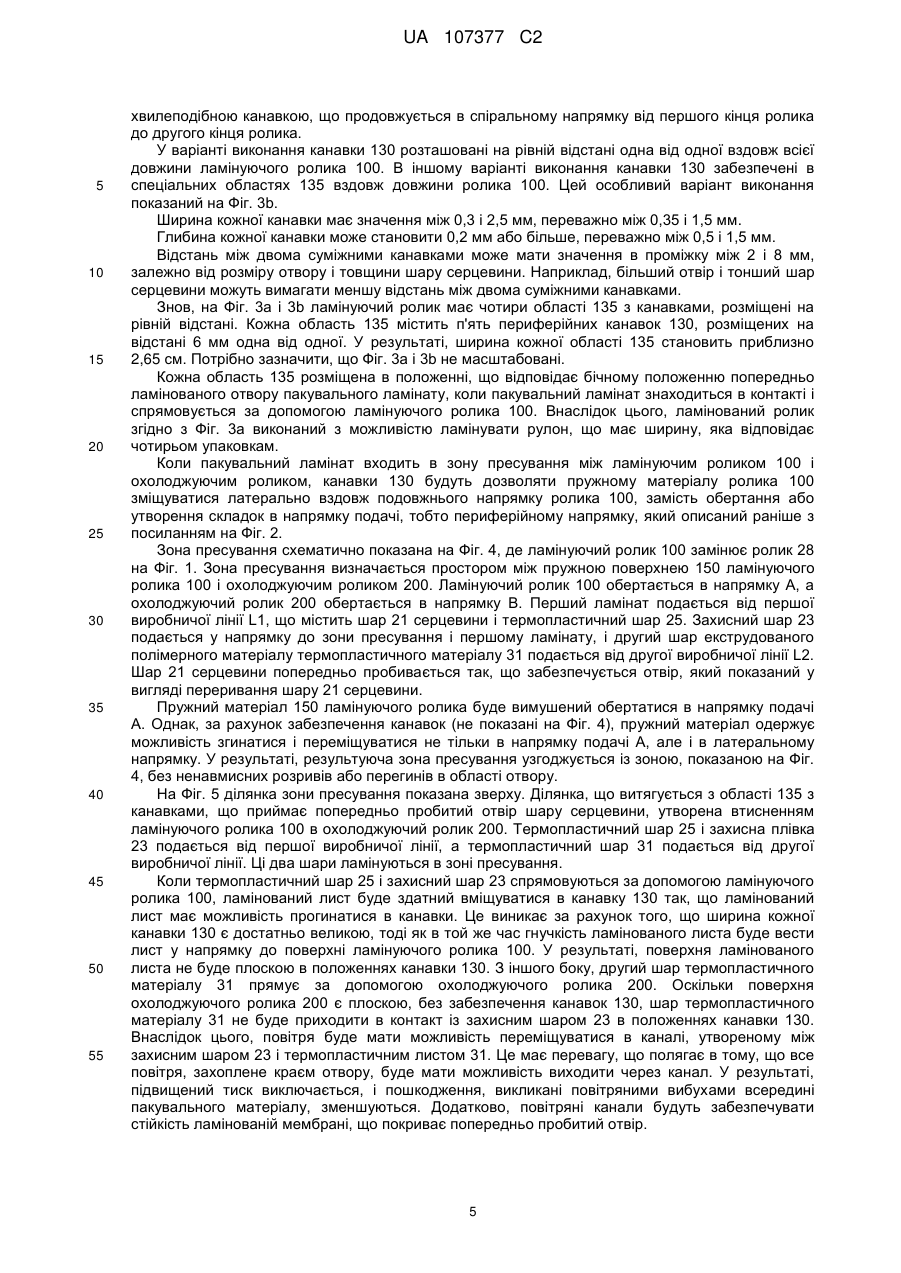
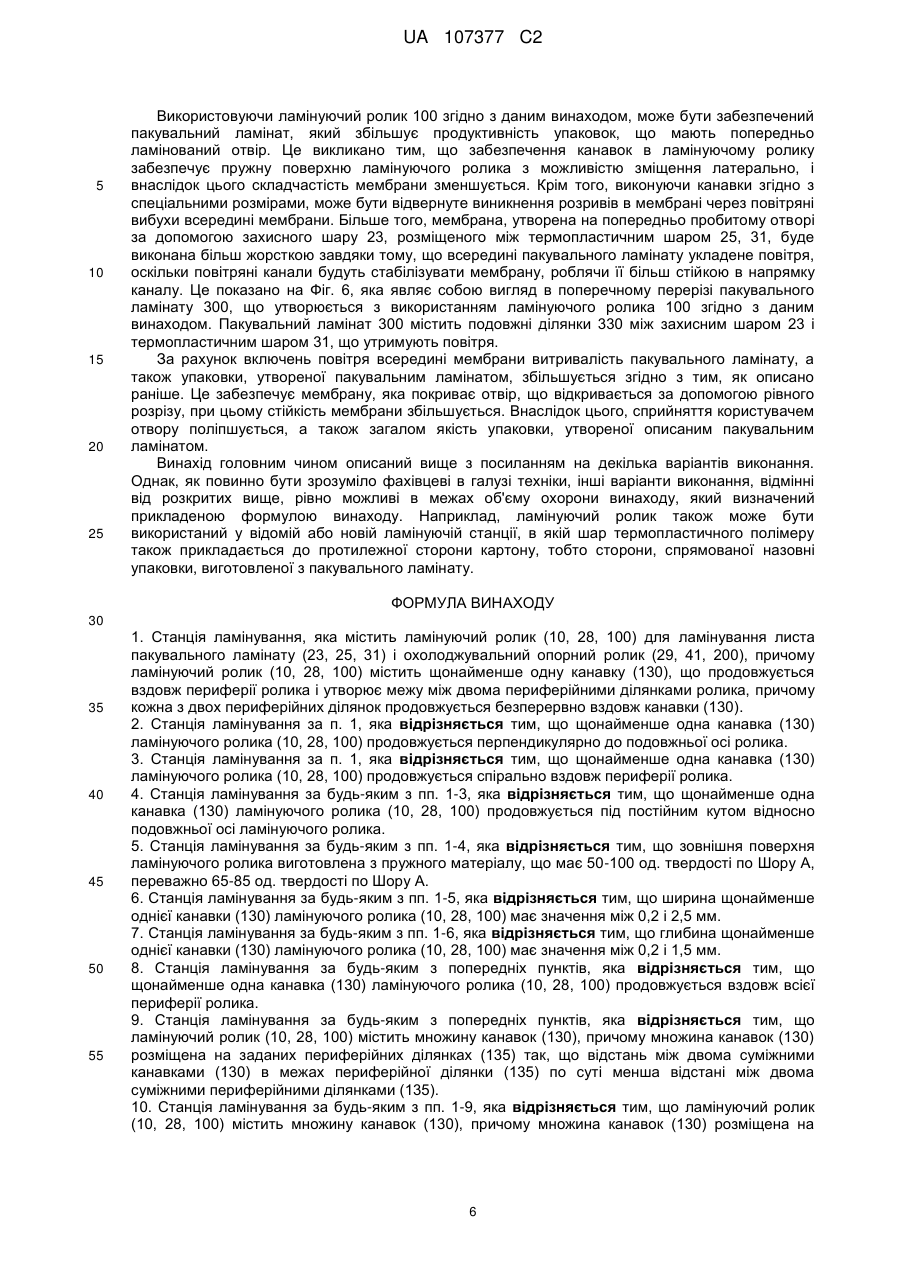
Реферат: В станції ламінування ламінуючий ролик (10, 28, 100) для ламінування листа пакувального ламінату (23, 25, 31) містить щонайменше одну канавку (130), що продовжується вздовж периферії вказаного ролика і утворює межу між двома периферійними ділянками. Причому кожна із вказаних двох периферійних ділянок продовжується безперервно вздовж канавки. Додатково представлений спосіб забезпечення пакувального ламінату, а також такий пакувальний ламінат. UA 107377 C2 UA 107377 C2 5 10 15 20 25 30 35 40 45 50 55 Галузь техніки, до якої належить винахід Винахід загалом стосується галузі пакувальних матеріалів. Конкретніше, винахід стосується ламінуючого ролика для забезпечення пакувального ламінату. Рівень техніки Пакувальний матеріал для поміщення в оболонку рідини або текучих харчових продуктів забезпечується в формі безперервного ламінаційного полотна. Цей пакувальний матеріал має шар серцевини, виготовлений з паперу або картону, який покритий полімерним шаром на першій або зовнішній стороні. На іншій стороні (тобто внутрішній стороні, повернутій до укладеного в оболонку продукту) забезпечений багатошаровий лист, що звичайно містить шар полімерного матеріалу, захисну плівку і додатковий шар полімерного матеріалу. Захисна плівка містить шар, який першим і в першу чергу утворює захист від кисню. Такий переважний шар складається з шару металевої фольги, переважно шару алюмінієвої фольги. Одноразові пакувальні контейнери, особливо контейнери для зберігання рідин, часто виготовляються з багатошарового пакувального матеріалу, який складається з каркасного шару паперу, який покритий термопластичними матеріалами і алюмінієвою фольгою. Ламінаційний пакувальний матеріал часто постачається в формі полотен, які намотуються на подавальну бобіну і які, після розмотування їх подавальної бобіни і розрізання на необхідну ширину, перетворюються за допомогою фальцювання і ущільнення в пакувальні контейнери в автоматичних пакувальних машинах. Таке перетворення може бути виконане розмотуванням полотна від подавальної бобіни і далі утворенням трубки за рахунок з'єднання країв рулону швом внапуск, після чого утворена трубка наповнюється заданим наповнюючим продуктом і поділяється на окремі пакувальні контейнери за допомогою повторюваних поперечних швів, які розміщуються на відстані один від одного під прямими кутами до трубки. Після того, як поданий наповнюючий продукт таким чином взятий в оболонку в запечатаних частинах трубки, ці частини відділяються від трубки за допомогою розрізів, що виконуються в поперечних зонах запечатування. Далі поділені частини трубки приймають форму за допомогою згинання вздовж перегинів, які виконані в пакувальному матеріалі, для утворення пакувальних контейнерів необхідної форми, наприклад, паралелепіпедальної форми. Пакувальні контейнери цього типу часто забезпечуються надрізами для розкривання у вигляді вирізів, отворів або щілин, які виконані в пакувальному матеріалі і покриті стрічками, які можуть бути відірвані і які звичайно називаються "відривними язичками". Альтернативно, пакувальний пристрій забезпечений зовнішнім пристроєм відкривання, наприклад, у вигляді пластикового розливного жолоба, що має ковпачок, що загвинчується для повторного запечатування, причому пристрій відкривання має можливість проникати в пакувальний ламінат тільки при відкриванні упаковки і використанні продукту. У зв'язку з цим, пакувальний ламінат забезпечений отвором, що містить пробитий отвір в шарі серцевини, дозволяючи покривати отвір тільки захисній плівці і термопластичному шару. У результаті, непаперові шари продовжуються у всьому багатошаровому пакувальному матеріалі і таким чином покривають попередньо пробиті отвори в шарі серцевини. Таким чином, коли наповнюючий матеріал складається зі стерильного продукту, такого як, стерилізоване молоко, або кислого продукту, такого як апельсиновий сік, пакувальний контейнер часто виготовляється з пакувального ламінату, що містить шар алюмінієвої фольги як захисна плівка, яка робить упаковку непроникною для попадання газів, такого як кисень, який може окиснювати вміст і погіршувати його якість. Для того, щоб досягати необхідної непроникності, важливо, щоб шар алюмінієвої фольги не порушувався або руйнувався під час надання форми упаковці або при виготовленні пакувального матеріалу, і для функціонування отвору відривної стрічки (відривного язичка) або проникаючого пристрою відкривання, важливо, щоб шар алюмінієвої фольги достатньо добре прилипав до області біля і всередині цих отворів, оскільки в іншому випадку операція відкривання може легко давати збій. Таким чином, коли покриваюча стрічка була закріплена на передбачуваному отворі, ця стрічка може бути відірвана з використанням цієї операції, проте без відривання внутрішнього шару пластикової і алюмінієвої фольги. При використанні проникаючого пристрою відкривання цей пристрій відкривання може не давати рівний розріз в алюмінієвій фользі і термопластичному шарі, одержуючи в результаті пошарпані краї. З цією метою, пакувальний матеріал виготовляється у вигляді послідовностей етапів ламінування. На першому етапі шар серцевини, що попередньо пробивається, забезпечують шаром термопластичного матеріалу, і захисну плівку прикладають до багатошарової сторони шару серцевини, і крайній шар термопластичного матеріалу ламінують на захисний шар. 1 UA 107377 C2 5 10 15 20 25 30 35 40 45 50 55 60 Переважно, етап додавання шару термопластичного матеріалу до шару серцевини і етап додавання захисної плівки можуть бути виконані за один етап. На цьому етапі, а також на кінцевому етапі, тобто коли крайній шар термопластичного матеріалу ламінують на захисну плівку, через забезпечення попередньо пробитих отворів можуть виникати різні проблеми. Коли ламінат матеріалу серцевини подають від першої лінії, і захисну плівку і крайній полімерний шар подають від інших ліній, матеріал серцевини, захисна плівка і крайній полімерний шар буде ламінуватися в зоні між притискним роликом і охолоджуючим роликом, що обертаються один навпроти одного. Звичайно притискний ролик має внутрішню частину, виготовлену з жорсткого матеріалу, і зовнішню поверхню, виготовлену з менш жорсткого матеріалу, тобто зовнішній шар, що покриває внутрішню частину, виготовлений з більш пружного матеріалу, ніж внутрішня частина ролика. Сила тиску в зоні між притискним роликом і охолоджуючим роликом буде змушувати зовнішню поверхню притискного ролика деформуватися так, що матеріал зовнішньої поверхні притискного ролика змушується переміщуватися в напрямку подачі або напрямку обробки станції ламінування. Коли попередньо пробитий отвір шару серцевини ламінату входить в цю зону, мембрана, що покриває цей отвір (тобто проміжок, утворений шаром термопластичного матеріалу, захисною плівкою і додатковим шаром термопластичного матеріалу) буде більш гнучкою і більш здатною розтягуватися, ніж ділянки пакувального матеріалу, що мають шар серцевини з паперу або картону. У результаті, деформація зовнішньої поверхні притискного ролика може змушувати мембрану, що покриває попередньо пробитий отвір, розтягуватися і деформуватися, приводячи до ефекту утворення складок в напрямку обробки станції ламінування. Таким чином, під час останнього етапу ламінування захисна плівка і термопластичний шар будуть згортатися і складатися так, що всередині пакувального матеріалу збираються напруження розтягнення. Ця ситуація може спричиняти руйнування захисної плівки, причому захисні властивості пакувального матеріалу втрачаються або значно зменшуються. Це приводить до збільшення відхідного матеріалу через дефектні ламіновані отвори. Суть винаходу У зв'язку з цим, задачею даного винаходу є подолання або зменшення вищеописаних проблем. Додатковою задачею даного винаходу є збільшення продуктивності виготовлення пакувального матеріалу. Ще одна додаткова задача полягає в забезпеченні пакувального ламінату, що виявляє зменшену гнучкість всередині області попередньо пробитого отвору шару серцевини пакувального ламінату. Згідно з першим аспектом даного винаходу, забезпечений ламінуючий ролик для ламінування листа пакувального ламінату, причому вказаний ролик містить щонайменше одну канавку, що продовжується вздовж периферії вказаного ролика і, що утворює межу між двома периферійними ділянками, причому кожна з вказаних двох периферійних ділянок продовжується безперервно навколо області поверхні вказаного ролика. Цей ролик є переважним в тому, що він зменшує утворення складок пружної поверхні ролика, дозволяючи пружній поверхні зміщуватися латерально за допомогою канавки. Вказана щонайменше одна канавка може продовжуватися перпендикулярно подовжній осі ролика або щонайменше одна канавка може продовжуватися спірально вздовж периферії ролика. Вказана щонайменше одна канавка може додатково продовжуватися під постійним кутом відносного подовжньої осі вказаного ламінуючого ролика. Це має перевагу, що полягає в тому, що може бути використане відносно просте виробниче обладнання, крім того забезпечується ефективне зміщення пружного матеріалу під час ламінування. Зовнішня поверхня ламінуючого ролика може бути виготовлена з пружного матеріалу, що має твердість 50-100 од. твердість по Шору А, що забезпечує використання легко доступних матеріалів. Ширина вказаної щонайменше однієї канавки може мати значення в проміжку між 0,2 і 2,5 мм, і глибина вказаної щонайменше однієї канавки може мати значення в проміжку між 0,2 і 1,5 мм. Це має перевагу, що полягає в тому, що тонка мембрана, як наприклад, ламінований попередньо пробитий отвір, може вдавлюватися в щонайменше одну канавку так, що мембрана, яка покриває попередньо пробитий отвір, прогинається в щонайменше одну канавку і цим може дозволяти захопленому повітрю переміщуватися в простір, утворений між мембраною і суміжним ламінованим шаром, за рахунок зміщення мембрани. У результаті, якість ламінованого продукту збільшується, і в той же час, ламінована мембрана виконується більш жорсткою за рахунок забезпечення повітряних каналів. Вказана щонайменше одна канавка 2 UA 107377 C2 5 10 15 20 25 30 35 40 45 50 55 60 може продовжуватися вздовж всієї периферії ролика. У результаті, кутове положення ролика необов'язково синхронізувати з точним положенням матеріалу, що ламінується, у випадку, коли матеріал, який має попередньо продавлені отвори, підлягають ламінуванню. Ламінуючий ролик може містити множину канавок, причому множина канавок розміщена на заданих периферійних ділянках так, що відстань між двома суміжними канавками в межах периферійної ділянки по суті менша, ніж відстань між двома суміжними периферійними ділянками. Ламінуючий ролик також може містити множину канавок, причому ця множина канавок розміщена на ділянці від першого кінця ролика до другого кінця ролика так, що відстань між двома суміжними канавками є постійною. У результаті, ролик може бути створений для спеціального пакувального матеріалу, що має канавки в положеннях, що відповідають тонким мембранам пакувального ламінату, або як ролик, що широко використовується для всіх видів пакувального ламінату. Згідно з другим аспектом винаходу, забезпечений спосіб забезпечення пакувального ламінату. Спосіб містить етап, на якому подають полотно шару серцевини і щонайменше один шар термопластичного матеріалу через зону контакту між охолоджуючим роликом і ламінуючим роликом згідно з першим аспектом винаходу. Шар серцевини може містити щонайменше один попередньо пробитий отвір, і цей спосіб може додатково містити етап, на якому подають захисну плівку через вказану зону. Згідно з третім аспектом винаходу, пакувальний ламінат містить шар серцевини, що має щонайменше один наскрізний отвір, який на одній стороні покритий захисною плівкою, при цьому забезпечений зовнішній шар полімерного матеріалу. Зовнішній полімерний шар і вказана захисна плівка ламіновані одне з одним таким чином, що вказаний полімерний шар і вказана захисна плівка відділені одне від одного вздовж паралельних, наповнених повітрям каналів, що візуально виявляються, утвореними цими двома шарами в межах області вказаного щонайменше одного наскрізного отвору. Це має перевагу, що полягає в тому, що захисна плівка є непошкодженою також в області наскрізного отвору, одержуючи пакувальний ламінат високої якості. У переважному варіанті виконання способу, згідно з третім аспектом винаходу, вказані наповнені повітрям канали, що візуально виявляються продовжуються в напрямку, паралельному протилежним подовжнім краям вказаного шару серцевини. Шар серцевини може бути виготовлений з паперу або картону, захисна плівка може бути виготовлена з алюмінію, і друга сторона вказаного пакувального ламінату може бути покрита шаром полімерного матеріалу. У результаті, пакувальний ламінат являє собою легко доступні матеріали, при цьому ще і забезпечує високо ефективний захист від кисню. Згідно з четвертим аспектом винаходу, забезпечена упаковка для виведення харчового продукту, причому вказана упаковка виготовлена з пакувального ламінату згідно з третім аспектом винаходу. Короткий опис креслень Вищеописані, а також додаткові задачі, ознаки і переваги даного винаходу будуть краще зрозумілі за допомогою наступного ілюстративного і необмежуючого докладного опису переважних варіантів здійснення даного винаходу з посиланням на прикладені креслення, на яких: Фіг. 1 показує схему виробничої лінії для ламінування пакувального матеріалу, причому виробнича лінія містить дві зони пресування, щонайменше одна з яких використовує ламінуючий ролик відповідно до винаходу; Фіг. 2 являє собою вигляд в поперечному перерізі однієї зони пресування, що використовує ламінуючий ролик згідно з відомим рівнем техніки; Фіг. 3а являє собою вигляд в перспективі ламінуючого ролика згідно з варіантом виконання; Фіг. 3b являє собою докладний вигляд збоку ділянки ламінуючого ролика згідно з Фіг. 3а; Фіг. 4 являє собою вигляд в поперечному перерізі зони пресування, що використовує ламінуючий ролик згідно з варіантом виконання; Фіг. 5 показує збільшений вигляд зверху зони пресування, показаної на Фіг. 4; і Фіг. 6 являє собою вигляд в поперечному перерізі пакувального матеріалу, виготовленого з використанням ламінуючого ролика згідно з варіантом здійснення даного винаходу. Докладний опис переважних варіантів здійснення Схематично показана на Фіг. 1 звичайна виробнича лінія для виготовлення внутрішньої частини пакувального ламінату, що стосується типу, який наведений тут, містить подавальну бобіну 20, що містить рулон 21 волокнистого матеріалу, тобто паперу або картону, який на одній з його сторін може мати тонке покриття термопластичного матеріалу, наприклад, поліетилену. Подавальна бобіна, що містить рулон 23 тонкої алюмінієвої фольги (5-20 мкм), позначена 3 UA 107377 C2 5 10 15 20 25 30 35 40 45 50 55 позицією 22, і екструдер для утворення плівки з розплавленого шаруватого термопласта 25 (переважно поліетилену) позначений позицією 24. Ламінуючий ролик 10 взаємодіє в зоні пресування 26 з охолоджуючим опорним роликом 41, що має сталеву поверхню, в ламінуючій машині, яка утворена з цих елементів, а також екструдера 24. З цієї першої ламінуючої машини 10, 41, 24 пакувальний ламінат, який на даному етапі є напівзакінченим, спрямовується далі у другу ламінуючу машину, яка містить зону 32 пресування, що має ламінуючий ролик 28 відповідно до винаходу і охолоджуючий опорний ролик 29 і екструдер 30, який може бути виконаний з можливістю співекструдувати двосторонню розплавлену полімерну плівку або шар 31, що містить два різні термопластични матеріали. У другій ламінуючій машині 28, 29, 30 напівзакінчений пакувальний ламінат, який приходить з першої ламінуючої машини 10, 41, 24, ламінується разом з цією двосторонньою плівкою 31 на тій стороні ламінату, яка має алюмінієву фольгу. Двостороння плівка може, наприклад, містити адгезивний полімер як, наприклад, етилен-ефір акрилової кислоти, EAA, який ламінується найближче до алюмінієвої фольги, і поліетиленовий полімер низької густини як, наприклад, LDPE, на її зовнішній стороні. Під час роботи виробничої лінії ламінування, яка показана на Фіг. 1, ламінуючий ролик 10 звичайно має периферійну швидкість до 800 м/хв, переважно 300-700 м/хв і ще більш переважно 400700 м/хв. Навантаження лінії в зоні пресування 26 звичайно становить 20-60 Н/мм, переважно 20-50 Н/мм, а довжина зони пресування становить щонайменше 20 мм, переважно 20-35 мм і ще більш переважно 20-30 мм. Незважаючи на те, що були описані спеціальні матеріали, варіанти виконання можуть включати полімерні захисні плівки, як наприклад, попередньо виготовлені видувним формуванням плівки, захисні плівки металізованих плівок або плівки, покриті іншими засобами. Додатково, шари з термопластичного полімеру можуть бути забезпечені як покриті екструзією шари, тобто отверджені покриті екструзією розплаву шари. На Фіг. 2 показана зона пресування між відомим в рівні техніки ламінуючим роликом і охолоджуючим роликом. Зона пресування визначається простором між пружною поверхнею 50 ламінуючого ролика 28 і охолоджуючим роликом 29. Ламінуючий ролик 28 обертається в напрямку А, а охолоджуючий ролик 29 обертається в напрямку B. Перший ламінат подається від першої виробничої лінії L1, що містить шар 21 серцевини і термопластичний шар 25. Захисний шар 23 подається у напрямку до зони пресування і першому ламінату, і другий шар екструдованого полімерного матеріалу термопластичного матеріалу 31 подається від другої виробничої лінії L2. Шар 21 серцевини попередньо пробивається так, що забезпечується отвір, який показаний у вигляді переривання шару 21 серцевини. Пружний матеріал 50 ламінуючого ролика буде змушуватися обертатися в напрямку подачі А, таким чином розтягуючи і створюючи складки в мембрані, утвореній термопластичним шаром 25, захисною плівкою 23 і шаром з термопластичного матеріалу 31. Це виникає через те, що мембрана є більш гнучкою, ніж частина пакувального ламінату, також що утримує шар серцевини. Внаслідок цього, можуть виникати зморшки, приводячи до збільшення ризику виникнення розривів мембрани, що покриває попередньо пробитий отвір. На Фіг. 3а і 3b показаний ламінуючий ролик 100 згідно з варіантом виконання. Ламінуючий ролик 100 може бути розміщений як ламінуючий ролик 10 на Фіг. 1, ламінуючий ролик 28 на Фіг. 1 або обидва. Ламінуючий ролик має подовжню вісь 110, і ролик 100 приводиться в рух охолоджуючим роликом 29, який, в свою чергу, приводиться в рух електродвигуном (не показаний) для обертання ламінуючого ролика 100 навколо подовжньої осі 110. Зовнішня поверхня 120 ламінуючого ролика 100 виготовлена з пружного матеріалу так, що ламінуючий ролик 100 може забезпечувати однорідний тиск вздовж всієї довжини ламінуючого ролика 100, таким чином компенсуючи будь-які нерівності на поверхні ролика 100, що тисне. Пружний матеріал зовнішньої поверхні ламінуючого ролика може, наприклад, мати 50-100 од. твердість по Шору А. Ламінуючий ролик 100 може мати діаметр 100-450 мм. Ламінуючий ролик 100 додатково містить множину периферійних канавок 130, що продовжуються перпендикулярно подовжній осі 110 ролика 100. Доступні різні конфігурації конструкції канавок 130. Наприклад, ролик може бути забезпечений множиною круглих канавок, що продовжуються вздовж периферії ролика, або перпендикулярно подовжньої осі ролика, або під не прямим кутом. В іншому варіанті виконання ролик може бути забезпечений однією канавкою, що продовжується в спіральному напрямку від першого кінця ролика до другого кінця ролика. Переважно, така спіральна канавка може продовжуватися під постійним кутом відносно подовжньої осі ролика. У ще одному додатковому варіанті виконання ролик може бути забезпечений множиною хвилеподібних канавок, що продовжуються вздовж периферії ролика перпендикулярно подовжньої осі ролика, або однією 4 UA 107377 C2 5 10 15 20 25 30 35 40 45 50 55 хвилеподібною канавкою, що продовжується в спіральному напрямку від першого кінця ролика до другого кінця ролика. У варіанті виконання канавки 130 розташовані на рівній відстані одна від одної вздовж всієї довжини ламінуючого ролика 100. В іншому варіанті виконання канавки 130 забезпечені в спеціальних областях 135 вздовж довжини ролика 100. Цей особливий варіант виконання показаний на Фіг. 3b. Ширина кожної канавки має значення між 0,3 і 2,5 мм, переважно між 0,35 і 1,5 мм. Глибина кожної канавки може становити 0,2 мм або більше, переважно між 0,5 і 1,5 мм. Відстань між двома суміжними канавками може мати значення в проміжку між 2 і 8 мм, залежно від розміру отвору і товщини шару серцевини. Наприклад, більший отвір і тонший шар серцевини можуть вимагати меншу відстань між двома суміжними канавками. Знов, на Фіг. 3а і 3b ламінуючий ролик має чотири області 135 з канавками, розміщені на рівній відстані. Кожна область 135 містить п'ять периферійних канавок 130, розміщених на відстані 6 мм одна від одної. У результаті, ширина кожної області 135 становить приблизно 2,65 см. Потрібно зазначити, що Фіг. 3а і 3b не масштабовані. Кожна область 135 розміщена в положенні, що відповідає бічному положенню попередньо ламінованого отвору пакувального ламінату, коли пакувальний ламінат знаходиться в контакті і спрямовується за допомогою ламінуючого ролика 100. Внаслідок цього, ламінований ролик згідно з Фіг. 3а виконаний з можливістю ламінувати рулон, що має ширину, яка відповідає чотирьом упаковкам. Коли пакувальний ламінат входить в зону пресування між ламінуючим роликом 100 і охолоджуючим роликом, канавки 130 будуть дозволяти пружному матеріалу ролика 100 зміщуватися латерально вздовж подовжнього напрямку ролика 100, замість обертання або утворення складок в напрямку подачі, тобто периферійному напрямку, який описаний раніше з посиланням на Фіг. 2. Зона пресування схематично показана на Фіг. 4, де ламінуючий ролик 100 замінює ролик 28 на Фіг. 1. Зона пресування визначається простором між пружною поверхнею 150 ламінуючого ролика 100 і охолоджуючим роликом 200. Ламінуючий ролик 100 обертається в напрямку А, а охолоджуючий ролик 200 обертається в напрямку B. Перший ламінат подається від першої виробничої лінії L1, що містить шар 21 серцевини і термопластичний шар 25. Захисний шар 23 подається у напрямку до зони пресування і першому ламінату, і другий шар екструдованого полімерного матеріалу термопластичного матеріалу 31 подається від другої виробничої лінії L2. Шар 21 серцевини попередньо пробивається так, що забезпечується отвір, який показаний у вигляді переривання шару 21 серцевини. Пружний матеріал 150 ламінуючого ролика буде вимушений обертатися в напрямку подачі А. Однак, за рахунок забезпечення канавок (не показані на Фіг. 4), пружний матеріал одержує можливість згинатися і переміщуватися не тільки в напрямку подачі А, але і в латеральному напрямку. У результаті, результуюча зона пресування узгоджується із зоною, показаною на Фіг. 4, без ненавмисних розривів або перегинів в області отвору. На Фіг. 5 ділянка зони пресування показана зверху. Ділянка, що витягується з області 135 з канавками, що приймає попередньо пробитий отвір шару серцевини, утворена втисненням ламінуючого ролика 100 в охолоджуючий ролик 200. Термопластичний шар 25 і захисна плівка 23 подається від першої виробничої лінії, а термопластичний шар 31 подається від другої виробничої лінії. Ці два шари ламінуються в зоні пресування. Коли термопластичний шар 25 і захисний шар 23 спрямовуються за допомогою ламінуючого ролика 100, ламінований лист буде здатний вміщуватися в канавку 130 так, що ламінований лист має можливість прогинатися в канавки. Це виникає за рахунок того, що ширина кожної канавки 130 є достатньо великою, тоді як в той же час гнучкість ламінованого листа буде вести лист у напрямку до поверхні ламінуючого ролика 100. У результаті, поверхня ламінованого листа не буде плоскою в положеннях канавки 130. З іншого боку, другий шар термопластичного матеріалу 31 прямує за допомогою охолоджуючого ролика 200. Оскільки поверхня охолоджуючого ролика 200 є плоскою, без забезпечення канавок 130, шар термопластичного матеріалу 31 не буде приходити в контакт із захисним шаром 23 в положеннях канавки 130. Внаслідок цього, повітря буде мати можливість переміщуватися в каналі, утвореному між захисним шаром 23 і термопластичним листом 31. Це має перевагу, що полягає в тому, що все повітря, захоплене краєм отвору, буде мати можливість виходити через канал. У результаті, підвищений тиск виключається, і пошкодження, викликані повітряними вибухами всередині пакувального матеріалу, зменшуються. Додатково, повітряні канали будуть забезпечувати стійкість ламінованій мембрані, що покриває попередньо пробитий отвір. 5 UA 107377 C2 5 10 15 20 25 Використовуючи ламінуючий ролик 100 згідно з даним винаходом, може бути забезпечений пакувальний ламінат, який збільшує продуктивність упаковок, що мають попередньо ламінований отвір. Це викликано тим, що забезпечення канавок в ламінуючому ролику забезпечує пружну поверхню ламінуючого ролика з можливістю зміщення латерально, і внаслідок цього складчастість мембрани зменшується. Крім того, виконуючи канавки згідно з спеціальними розмірами, може бути відвернуте виникнення розривів в мембрані через повітряні вибухи всередині мембрани. Більше того, мембрана, утворена на попередньо пробитому отворі за допомогою захисного шару 23, розміщеного між термопластичним шаром 25, 31, буде виконана більш жорсткою завдяки тому, що всередині пакувального ламінату укладене повітря, оскільки повітряні канали будуть стабілізувати мембрану, роблячи її більш стійкою в напрямку каналу. Це показано на Фіг. 6, яка являє собою вигляд в поперечному перерізі пакувального ламінату 300, що утворюється з використанням ламінуючого ролика 100 згідно з даним винаходом. Пакувальний ламінат 300 містить подовжні ділянки 330 між захисним шаром 23 і термопластичним шаром 31, що утримують повітря. За рахунок включень повітря всередині мембрани витривалість пакувального ламінату, а також упаковки, утвореної пакувальним ламінатом, збільшується згідно з тим, як описано раніше. Це забезпечує мембрану, яка покриває отвір, що відкривається за допомогою рівного розрізу, при цьому стійкість мембрани збільшується. Внаслідок цього, сприйняття користувачем отвору поліпшується, а також загалом якість упаковки, утвореної описаним пакувальним ламінатом. Винахід головним чином описаний вище з посиланням на декілька варіантів виконання. Однак, як повинно бути зрозуміло фахівцеві в галузі техніки, інші варіанти виконання, відмінні від розкритих вище, рівно можливі в межах об'єму охорони винаходу, який визначений прикладеною формулою винаходу. Наприклад, ламінуючий ролик також може бути використаний у відомій або новій ламінуючій станції, в якій шар термопластичного полімеру також прикладається до протилежної сторони картону, тобто сторони, спрямованої назовні упаковки, виготовленої з пакувального ламінату. ФОРМУЛА ВИНАХОДУ 30 35 40 45 50 55 1. Станція ламінування, яка містить ламінуючий ролик (10, 28, 100) для ламінування листа пакувального ламінату (23, 25, 31) і охолоджувальний опорний ролик (29, 41, 200), причому ламінуючий ролик (10, 28, 100) містить щонайменше одну канавку (130), що продовжується вздовж периферії ролика і утворює межу між двома периферійними ділянками ролика, причому кожна з двох периферійних ділянок продовжується безперервно вздовж канавки (130). 2. Станція ламінування за п. 1, яка відрізняється тим, що щонайменше одна канавка (130) ламінуючого ролика (10, 28, 100) продовжується перпендикулярно до подовжньої осі ролика. 3. Станція ламінування за п. 1, яка відрізняється тим, що щонайменше одна канавка (130) ламінуючого ролика (10, 28, 100) продовжується спірально вздовж периферії ролика. 4. Станція ламінування за будь-яким з пп. 1-3, яка відрізняється тим, що щонайменше одна канавка (130) ламінуючого ролика (10, 28, 100) продовжується під постійним кутом відносно подовжньої осі ламінуючого ролика. 5. Станція ламінування за будь-яким з пп. 1-4, яка відрізняється тим, що зовнішня поверхня ламінуючого ролика виготовлена з пружного матеріалу, що має 50-100 од. твердості по Шору А, переважно 65-85 од. твердості по Шору А. 6. Станція ламінування за будь-яким з пп. 1-5, яка відрізняється тим, що ширина щонайменше однієї канавки (130) ламінуючого ролика (10, 28, 100) має значення між 0,2 і 2,5 мм. 7. Станція ламінування за будь-яким з пп. 1-6, яка відрізняється тим, що глибина щонайменше однієї канавки (130) ламінуючого ролика (10, 28, 100) має значення між 0,2 і 1,5 мм. 8. Станція ламінування за будь-яким з попередніх пунктів, яка відрізняється тим, що щонайменше одна канавка (130) ламінуючого ролика (10, 28, 100) продовжується вздовж всієї периферії ролика. 9. Станція ламінування за будь-яким з попередніх пунктів, яка відрізняється тим, що ламінуючий ролик (10, 28, 100) містить множину канавок (130), причому множина канавок (130) розміщена на заданих периферійних ділянках (135) так, що відстань між двома суміжними канавками (130) в межах периферійної ділянки (135) по суті менша відстані між двома суміжними периферійними ділянками (135). 10. Станція ламінування за будь-яким з пп. 1-9, яка відрізняється тим, що ламінуючий ролик (10, 28, 100) містить множину канавок (130), причому множина канавок (130) розміщена на 6 UA 107377 C2 5 10 15 20 25 ділянці від першого кінця ролика до другого кінця ролика так, що відстань між двома суміжними канавками (130) є постійною. 11. Спосіб виготовлення пакувального ламінату в станції ламінування за будь-яким з попередніх пп. 1-10, який відрізняється тим, що включає етап, на якому подають шар (21) серцевини, який має щонайменше один крізний отвір, який на одному боці покритий захисною плівкою (23) і зовнішнім шаром (31) полімерного матеріалу, через зону контакту між охолоджувальним роликом і ламінуючим роликом (10, 28, 100). 12. Спосіб за п. 11, який відрізняється тим, що шар серцевини містить щонайменше один попередньо пробитий отвір. 13. Спосіб за п. 11 або 12, який відрізняється тим, що додатково включає етап, на якому подають захисну плівку через вказану зону. 14. Пакувальний ламінат, виготовлений в станції ламінування за будь-яким з пп. 1-10, який відрізняється тим, що містить шар (21) серцевини, що має щонайменше один крізний отвір, який на одній стороні покритий захисною плівкою (23) і зовнішнім шаром (31) полімерного матеріалу, при цьому зовнішній полімерний шар (31) і захисна плівка (23) ламіновані одне на одне таким чином, що полімерний шар (31) і захисна плівка (23) відділені одне від одного вздовж паралельних, наповнених повітрям каналів, що візуально виявляються, утворених цими двома шарами в межах області щонайменше одного крізного отвору. 15. Пакувальний ламінат за п. 14, який відрізняється тим, що наповнені повітрям канали, що візуально виявляються, продовжуються в напрямку, паралельному до протилежних подовжніх країв шару серцевини. 16. Пакувальний ламінат за п. 14 або 15, який відрізняється тим, що шар (21) серцевини виготовлений з паперу або картону. 17. Пакувальний ламінат за пп. 14-16, який відрізняється тим, що захисна плівка (23) виготовлена з алюмінію. 18. Пакувальний ламінат за будь-яким з пп. 14-17, який відрізняється тим, що друга сторона пакувального ламінату покрита шаром полімерного матеріалу. 19. Упаковка для вміщення харчового продукту, при цьому упаковка виготовлена з пакувального ламінату за будь-яким з пп. 14-18. 7 UA 107377 C2 8 UA 107377 C2 9 UA 107377 C2 10 UA 107377 C2 Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 11
ДивитисяДодаткова інформація
Назва патенту англійськоюA laminating roller, a method for providing a packaging laminate, and a packaging laminate
Автори англійськоюPostoaca, Ion, Persson, Ake, Keiter, Sven, Uvnas, Krister, Hessmark, Andreas, Just, Magnus
Автори російськоюПостоака Йон, Перссон Оке, Кейтер Свен, Увнэс Кристер, Хессмарк Андреас, Юст Магнус
МПК / Мітки
МПК: B32B 38/04, B32B 37/00, D21G 1/00
Мітки: станція, пакувальний, ламінату, ламінування, спосіб, виготовлення, пакувального, ламінат
Код посилання
<a href="https://ua.patents.su/13-107377-stanciya-laminuvannya-sposib-vigotovlennya-pakuvalnogo-laminatu-ta-pakuvalnijj-laminat.html" target="_blank" rel="follow" title="База патентів України">Станція ламінування, спосіб виготовлення пакувального ламінату та пакувальний ламінат</a>
Притискний валик машини для ламінування для виготовлення пакувального матеріалу, спосіб виготовлення пакувального матеріалу і пакувальний матеріал
Номер патенту: 76971
Опубліковано: 16.10.2006
Автор: Лассон Рольф
МПК: B30B 3/00, F16C 13/00, B65D 65/40
Мітки: валик, пакувального, машини, ламінування, пакувальний, матеріалу, матеріал, притискний, спосіб, виготовлення
Формула / Реферат:
1. Притискний валик (10) машини для ламінування для виготовлення пакувального матеріалу у формі стрічки, що включає каркасний шар (40), що складається з паперу або картону, причому каркасний шар виступає через прорізи, отвори або розрізи (42), причому каркасний шар являє собою з однієї з його сторін захисний шар (44), переважно з алюмінієвої фольги, пластикову підкладку (46, 47), яка знаходиться поза захисним шаром і складається з одного або...
Спосіб виготовлення герметичних пакетів, які містять рідкі харчові продукти, з трубки пакувального матеріалу, герметичний пакет та пакувальний агрегат для реалізації цього способу
Номер патенту: 72474
Опубліковано: 15.03.2005
Автори: Сельберг Ханс, Бенедетті Паоло
МПК: B65B 9/10, B65B 51/26
Мітки: герметичних, пакувальний, продукти, харчові, рідкі, пакувального, матеріалу, герметичний, пакет, реалізації, виготовлення, містять, спосіб, способу, цього, агрегат, пакетів, трубки
Формула / Реферат:
1. Спосіб виготовлення герметичних пакетів (2), які містять рідкі харчові продукти, з трубки (3) із термосклеюваного листового пакувального матеріалу, яка подається вздовж вертикалі (А) і безперервно наповнюється згаданим харчовим продуктом, який містить стадії:- циклічного і послідовного стискування за допомогою принаймні двох пар затискачів (8, 9) на трубці (3) однакового об'єму між поперечними перерізами трубки (3);-...
Спосіб та пристрій для виробництва рулону пакувального ламінату визначеної форми
Номер патенту: 78332
Опубліковано: 15.03.2007
Автори: Берлін Мікаель, Бентмар Мац
МПК: B32B 37/00, B29D 7/00, B05D 1/00, B65D 65/38
Мітки: визначеної, рулону, пакувального, форми, виробництва, ламінату, спосіб, пристрій
Формула / Реферат:
1. Спосіб виробництва пакувального ламінату (9) у формі тонкого листа, при якому плівка (5) полімерного матеріалу екструдується вниз у зазор між охолоджувальним валком (1) і протидійним валком (2), плівка полімерного матеріалу з'єднується разом, у зазорі, безпосередньо або опосередковано, з іще щонайменше одним шаром (4) пакувального ламінату, який відрізняється тим, що на охолоджувальний валок (1) наносять покриття (6) у вигляді поверхневого...
Захисна плівка, багатошаровий пакувальний ламінат для пакування напою або іншого харчового продукту, спосіб виготовлення захисної плівки та пакувальний контейнер для пакування напою або іншого харчового продукту
Номер патенту: 97140
Опубліковано: 10.01.2012
Автори: Летер'є Ів, Сінгх Бандіп, Роша Жіль, Монсон Ян-Андерс, Файе П'єр, Боннебо Алєн
МПК: B32B 27/36, C08J 7/00, B32B 27/06, B32B 27/34
Мітки: продукту, напою, пакувальний, іншого, харчового, виготовлення, спосіб, багатошаровий, пакування, захисна, плівка, захисної, контейнер, ламінат, плівки
Формула / Реферат:
1. Захисна плівка (1с) для пакування напою або іншого харчового продукту, яка містить основну плівку (12) з полімеру і нанесений на неї захисний шар (11), який містить неорганічний оксид, нанесений способом осадження з парової фази, яка відрізняється тим, що нанесений захисний шар додатково покритий вирівнювальним шаром (13), до складу якого входить поперечнозшитий органополісилоксан, який ковалентно зв'язаний з неорганічним захисним шаром...
Ламінований пакувальний матеріал, спосіб його виготовлення та пакувальна тара, виготовлена з цього пакувального матеріалу
Номер патенту: 81397
Опубліковано: 10.01.2008
Автори: Бентмар Матс, Флеммер Катаріна, Ліндквіст Ульф, Берлін Мікаель
МПК: B65D 65/40, B32B 29/00, D21H 27/10, C08K 7/00, C08L 29/00, B32B 27/18, D21H 19/00, C08K 3/36, C08L 3/00
Мітки: тара, матеріалу, пакувального, виготовлена, цього, спосіб, виготовлення, пакувальний, матеріал, пакувальна, ламінований
Формула / Реферат:
1. Ламінований пакувальний матеріал (10), що включає каркасний шар (11) і захисний шар (14), сформований з рідкої композиції, яка містить дисперсію або розчин полімеру, крохмалю або похідної крохмалю, на одному з боків каркасного шару, при цьому захисний шар містить також частинки аморфного SiO2, який відрізняється тим, що частинки аморфного SiO2 присутні в захисному шарі у вигляді частинок колоїдних розмірів в кількості більше 40 мас. %, але...
Попередній патент: Багатодіапазонна антена кругової поляризації
Наступний патент: Спосіб гідротермальної переробки відновлюваної біомаси
Випадковий патент: Двобарабанний молотильно-сепарувальний пристрій