Пристрій і спосіб виробництва шаруватих стружкових килимів

Формула / Реферат
1. Пристрій для формування шаруватого стружкового килима з неорієнтованих частинок в процесі виробництва деревностружкової плити, при цьому пристрій має подовжню (Υ), поперечну (X) і вертикальну (Ζ) осі, а також містить:
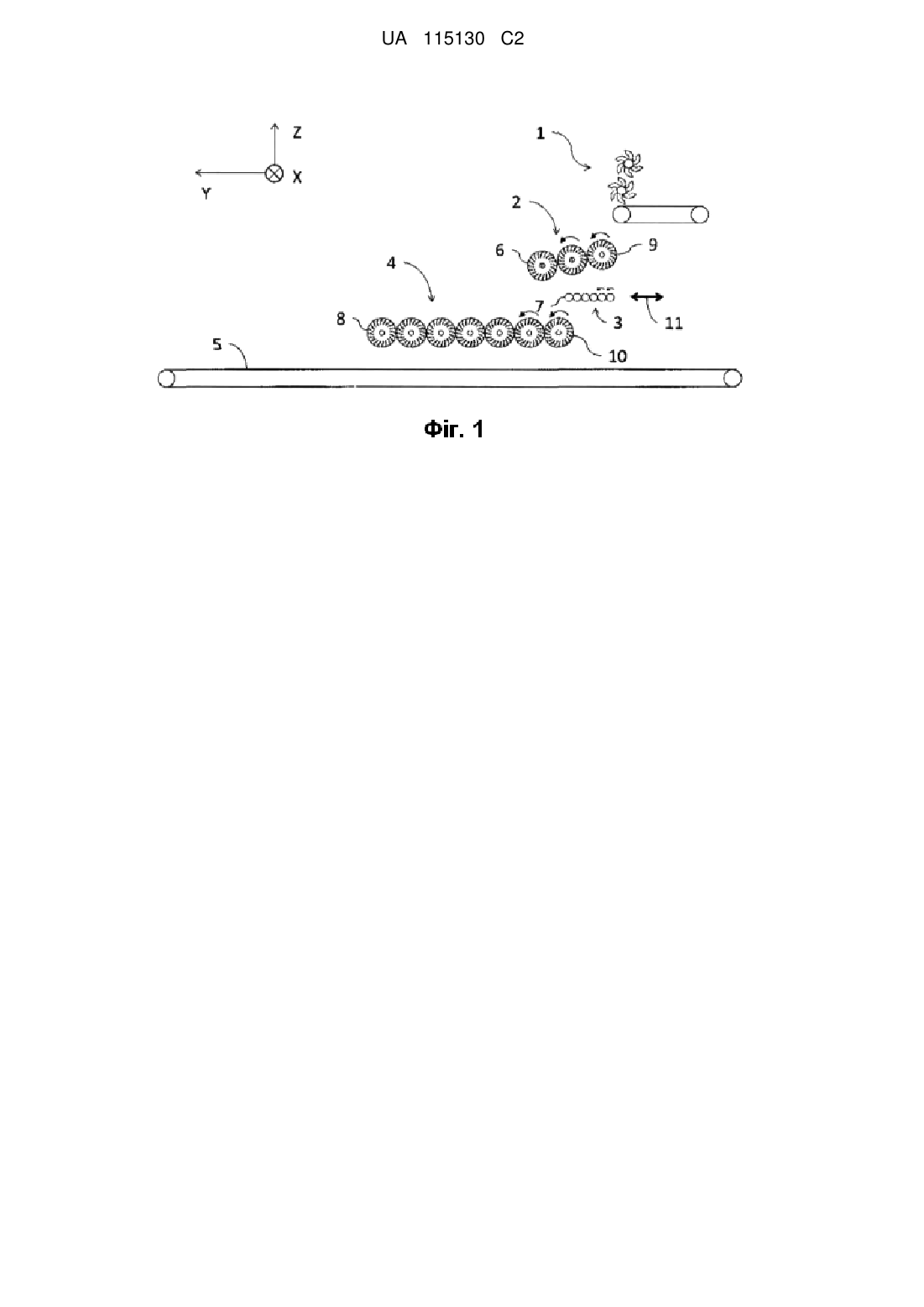
джерело (1) для забезпечення безперервного потоку частинок;
перший набір (2) валків, розташованих на першому вертикальному рівні і виконаних з можливістю фракціонувати безперервний потік частинок на першу і другу фракції частинок, при цьому перша фракція частинок має менший середній розмір частинок, ніж друга фракція частинок;
другий набір (3) валків, розташованих на другому вертикальному рівні, що знаходиться нижче першого вертикального рівня, для прийому першої фракції частинок, при цьому другий набір валків виконаний з можливістю далі фракціонувати першу фракцію частинок за розміром;
третій набір (4) валків, розташованих на третьому вертикальному рівні, що знаходиться нижче другого вертикального рівня, для прийому другої фракції частинок, при цьому третій набір (4) валків виконаний з можливістю далі фракціонувати другу фракцію частинок за розміром; і
при цьому пристрій далі містить приймальну поверхню (5), виконану з можливістю переміщення вздовж подовжньої осі (Υ) пристрою і розташовану з можливістю прийому фракціонованої першої фракції і фракціонованої другої фракції від другого (3) і третього (4) наборів валків у різних подовжніх положеннях на цій приймальній поверхні (5),
і при цьому валки першого набору (2) валків і валки третього набору (4) валків є валками пальцевого типу, що містять множину пальців або стрижнів, або прутків, розташованих по суті паралельно осі обертання валка так, щоб ці пальці при обертанні валка рухалися по концентрично кругових траєкторіях навколо осі обертання такого валка, або
мають ряди пальців, розташованих, якщо дивитися в площині перерізу, перпендикулярній осі обертання, на прямих траєкторіях від першого, радіально більш зовнішнього, положення до другого, радіально більш внутрішнього, положення.
2. Пристрій за п. 1, в якому валки першого (2), другого (3) і третього (4) наборів обертаються в однаковому напрямку обертання навколо їх відповідних осей.
3. Пристрій за будь-яким з попередніх пунктів, в якому другий набір (3) валків рухомо встановлений з можливістю горизонтального переміщення вздовж подовжньої осі (Y) пристрою.
4. Пристрій за будь-яким з попередніх пунктів, в якому перший набір (2) валків нахилений відносно горизонталі.
5. Пристрій за будь-яким з попередніх пунктів, в якому найбільший з усіх радіусів валків другого набору (3) валків менший, ніж найменший зі всіх радіусів валків першого (2) і другого (4) наборів валків.
6. Пристрій за будь-яким з попередніх пунктів, в якому валки другого набору (3) валків є валками барабанного типу.
7. Пристрій за будь-яким з попередніх пунктів, в якому ортогональна проекція кожного з першого (2), другого (3) і третього (4) наборів валків на горизонтальну площину визначає першу, другу і третю проекції відповідно, і
в якому перша і друга проекції, а також перша і третя проекції перекривають одна одну відповідно в горизонтальній площині.
8. Пристрій за будь-яким з попередніх пунктів, в якому напрямок руху частинок на кожному наборі валків визначає напрямок уперед вздовж подовжньої осі (Y) пристрою,
в якому передній валок (6) першого набору (2) валків розташований подовжньо попереду переднього валка (7) другого набору (3) валків; і
в якому передній валок (8) третього набору (4) валків розташований подовжньо попереду переднього валка (6) першого набору (2) валків.
9. Пристрій за п. 8, в якому передній валок (7) другого набору (3) валків розташований в першому проміжному подовжньому положенні між подовжнім положенням переднього валка (6) першого набору (2) валків і подовжнім положенням заднього валка (9) першого набору (2) валків.
10. Пристрій за п. 9, в якому задній валок (10) третього набору (4) валків розташований у другому проміжному подовжньому положенні між подовжнім положенням переднього валка (6) першого набору (2) валків і подовжнім положенням заднього валка (9) першого набору (2) валків.
11. Пристрій за п. 10, в якому друге проміжне подовжнє положення знаходиться подовжньо перед першим проміжним подовжнім положенням.
12. Пристрій для формування симетричного шаруватого стружкового килима з неорієнтованих частинок в процесі виробництва деревностружкових плит, який містить два пристрої за будь-яким з пп. 1-11, розташованих у протилежній орієнтації.
13. Спосіб формування шаруватого стружкового килима з неорієнтованих частинок в процесі виробництва деревностружкових плит, що містить етапи, на яких:
створюють безперервний потік частинок;
фракціонують безперервний потік частинок на першу і другу фракції частинок першим набором (2) валків, розташованих на першому вертикальному рівні, при цьому перша фракція частинок має менший середній розмір частинок, ніж друга фракція частинок;
приймають першу фракцію частинок на другому наборі (3) валків, розташованих на другому вертикальному рівні, що знаходиться нижче, ніж перший вертикальний рівень, і далі фракціонують першу фракцію частинок за розміром другим набором (3) валків;
приймають другу фракцію частинок на третьому наборі (4) валків, розташованих на третьому вертикальному рівні, що знаходиться вертикально нижче другого вертикального рівня, і далі фракціонують другу фракцію частинок за розміром третім набором (4) валків; і
приймають фракціоновані першу і другу фракції від другого (3) і третього (4) наборів валків на приймальній поверхні (5), виконаній з можливістю переміщення вздовж подовжньої осі і виконаній з можливістю приймати частинки фракціонованих першої і другої фракцій в різних положеннях на цій подовжній осі на цій приймальній поверхні (5);
при цьому валки першого набору (2) валків і третього набору (4) валків є валками пальцевого типу, що містять множину пальців або стрижнів, або прутків, розташованих по суті паралельно осі обертання валка так, щоб ці пальці при обертанні валка рухалися по концентрично круговим траєкторіям навколо осі обертання такого валка, або
мають ряди пальців, розташованих, якщо дивитися в площині перерізу, перпендикулярній осі обертання, на прямих траєкторіях від першого, радіально більш зовнішнього, положення до другого, радіально більш внутрішнього, положення.
14. Спосіб за п. 13, при якому перший набір (2) валків нахилений до горизонталі.
15. Спосіб за п. 13 або 14, при якому другий набір (3) валків рухомо встановлений для горизонтального переміщення вздовж подовжньої осі (Y) пристрою.
Текст
Реферат: Винахід стосується пристрою для формування шаруватого стружкового килима з неорієнтованих частинок в процесі виробництва деревностружкових плит, який містить перші валки для фракціонування за розміром безперервного потоку частинок на першу і другу фракції; другі валки, розташовані нижче перших валків для прийому першої фракції, при цьому другі валки виконані з можливістю подальшого фракціонування першої фракції за розміром; і треті валки, розташовані нижче других валків для прийому другої фракції, при цьому треті валки виконані з можливістю подальшого фракціонування другої фракції; при цьому пристрій далі містить приймальну поверхню, виконану з можливістю переміщення вздовж подовжньої осі пристрою і розташовану для прийому фракціонованих першої фракції і другої фракції від других і третіх валків у різних подовжніх положеннях; і при цьому перші валки і треті валки є валками пальцевого типу. UA 115130 C2 (12) UA 115130 C2 UA 115130 C2 5 10 15 20 25 30 35 40 45 50 55 60 Галузь винаходу Даний винахід стосується пристроїв і способів формування шаруватих стружкових килимів з неорієнтованих частинок у високопродуктивному процесі виробництва деревностружкових плит. Передумови створення винаходу Деревностружкові плити знайшли широке застосування, наприклад, в меблевій промисловості і будівництві. Типово деревностружкові плити виготовляють із частинок лігноцелюлози, таких, як деревна стружка, пасма деревини, тріски, тирса і/або волокна лігноцелюлози, і ці частинки спочатку підмішують до термореактивного зв'язуючого (або наносять на них покриття з термореактивного зв'язуючого). По суті готують суміш частинок лігноцелюлози і зв'язуючого, яку потім розподіляють по горизонтальній приймальній поверхні для формування стружкового килима. Потім стружковий килим пресують при температурі достатньо високій, щоб активувати зв'язуюче. Коли стружковий килим з частинок, покритих зв'язуючим, піддають нагріванню і стисненню, зв'язуюче активується (тобто починає текти і/або тверднути) і зв'язує зернистий матеріал для формування злиплого листа або плити. Після етапу пресування ущільнений стружковий килим або лист охолоджують і обрізають для формування готового виробу. Такий процес широко відомий. Іноді буває бажаним, щоб деревностружкова плита мала множину шарів. Наприклад, відоме застосування набору валків для фракціонування частинок за їх розміром, тим самим отримуючи деревностружкову плиту, яка має на своїй зовнішній поверхні шари, наприклад, фракції з більш дрібних частинок, тоді як більші частинки розподілені переважно у внутрішніх шарах (в основі) виробу. Деревностружкові плити з фракціями більш дрібних частинок на зовнішній поверхні іноді є естетично переважними, оскільки їх зовнішня поверхня є більш гладкою. Гладка зовнішня поверхня може бути перевагою, якщо на деревностружкові плити треба накласти ще один шар, наприклад, покриття. Такі вироби відомі з US 4068991. В інших випадках бажано, щоб в зовнішніх поверхневих шарах плити насамперед знаходилися більші частинки, а частинки меншого розміру знаходилися насамперед в центральному шарі (шарах) плити. Такі деревностружкові плити також відомі. Розподіл частинок в різних шарах, наприклад, за розміром, здійснює сильний вплив на механічні властивості готового виробу. Великі частинки в поверхневих шарах багатошарового виробу по суті дозволяють отримати деревностружкову плиту з вищим опором до вигину порівняно з нешаруватими деревностружковими плитами. Для того, щоб ще більше поліпшити механічні властивості деревностружкової плити, відомий спосіб, згідно з яким утворюють орієнтовані шари подовжених частинок в так званих орієнтовано-стружкових плитах (ОСП). Орієнтовані шари частинок підвищують опір вигину плити, зокрема, в напрямку орієнтації. У ОСП частинки більшого розміру звичайно знаходяться в зовнішніх шарах і орієнтовані в подовжньому напрямку плити, тобто в напрямку виробництва, тоді як частинки меншого розміру в шарах основи не орієнтовані зовсім. Відоме застосування дискових валків для орієнтування частинок в ОСП, як описано, наприклад, в US 7004300 і US 4068991. У ЕР 0860255 А1 розкриваються спосіб і пристрій для виробництва ОСП, в яких орієнтовані шари з відносно великих частинок є верхнім і нижнім поверхневими шарами плити. Відносно дрібні частинки знаходяться переважно в шарах основи плити і орієнтовані в поперечному (бічному) напрямку. У ЕР 0860255 А1 використовується перший і другий набори валків для фракціонування частинок за розміром, і третій набір валків, які називаються "орієнтуючий механізм", для орієнтування частинок в потрібному напрямку. В орієнтуючому механізмі для орієнтування більших частинок в подовжньому напрямку застосовується набір дискових валків, а відносно дрібні частинки орієнтуються в поперечному напрямку зіркоподібним валками, відділеним один від одного відхилювальними пластинами. Така конструкція, що містить два набори валків для фракціонування за розміром і додатковий механізм орієнтації, не забезпечує можливість виробництва деревностружкової плити з рівномірно розподіленими частинками по горизонталі і з хорошим розділенням частинок за розміром в шарах, рознесених по вертикалі, при дуже високій продуктивності. У DE 4213928 А1 розкривається пристрій для розсіювання частинок по рухомій стрічці для формування стружкового килима. В одному варіанті застосовується перший набір їх двох зіркоподібних валків для перемішування і розподілу частинок, які надходять. Ці два зіркоподібні валки обертаються в протилежних напрямках. Частинки падають з цих двох зіркоподібних валків на два інші набори дископодібних валків, які обертаються в протилежних напрямках. Дискові валки других наборів розділяють частинки за розміром так, що більші частинки транспортуються в поперечно зовнішніх напрямках, а частинки меншого розміру намагаються впасти крізь дискові валки. 1 UA 115130 C2 5 10 15 20 25 30 35 40 45 50 55 60 Частинки падають із других наборів валків на треті набори валків, які обертаються в напрямку, протилежному до напрямку обертання другого набору валків, від якого вони приймають частинки. За рахунок того, що другі і треті набори валків обертаються в протилежних напрямках, виникає центральна зона перемішування, в якій суміш дрібних і великих частинок додається до плити. Тому ефективного сепарування дрібних і великих частинок не відбувається. Крім того, конструкція, в якій використовується сепарація за розміром в двох протилежних напрямках, не дозволяє виготовляти багатошарові плити з високою продуктивністю. Крім того, типи валків, що використовуються в перших, других і третіх наборах валків, не підтримують дуже високу продуктивність. У DE 102010038434 A1 розкривається пристрій для виробництва орієнтовано-стружкових плит. Пристрій містить три набори валків, що обертаються в одному напрямку. Перший набір валків складається із зіркоподібних валків, а другий набір валків складається з дископодібних валків. Вибір валків в першому і другому наборах, а також їх просторова орієнтація відносно один одного не підтримують виготовлення плит з дуже високою продуктивністю. Орієнтація частинок у верхньому і нижньому поверхневих шарах деревностружкової плити не завжди бажана. Зокрема, якщо потрібно отримати опір вигину плити у всіх напрямках, орієнтація частинок може цьому заважати. Крім того, структура поверхні ОСП часто буває гіршою, ніж у плити з неорієнтованих частинок. Це має особливе значення в меблевій промисловості. Відомі пристрої і способи виробництва шаруватих плит з неорієнтованих частинок мають обмеження за швидкістю виробництва, гомогенністю шарів і відносно якості сепарації частинок за розміром. Способи і пристрої, здатні працювати з достатньо високою продуктивністю або швидкістю, дуже часто не виконують поточні вимоги промисловості до гомогенності і до якості сепарації за розміром. Даний винахід спрямований на усунення цих недоліків. Отже, метою даного винаходу є створення пристрою і способу виробництва шаруватих неорієнтованих килимів у процесі виробництва деревностружкових плит, які здатні виробляти килими з дуже високою швидкістю, забезпечуючи достатньо високу гомогенність (в горизонтальному напрямку) і достатньо високу якість сепарації частинок за розміром в готовому виробі. Розкриття винаходу Автори даного винаходу виявили, що шаруватий килим з частинок можна формувати з дуже високою швидкістю виробництва і в той же час з достатньо високим ступенем гомогенності і з хорошою якістю сепарації частинок за розміром, якщо застосувати двоступеневий процес фракціонування. На першому етапі фракціонування, використовуючи перший набір фракціонуючих пальцевих валків (pin-roller), вхідний потік частинок сепарують на відносно дрібнішу і відносно більш грубу фракції частинок з дуже високою швидкістю. Ці дві фракції більш дрібних і більш грубих частинок потім сепарують окремо за допомогою другого набору валків для більш дрібної фракції і третього набору (пальцевих, pin-type) валків для більш грубої фракції частинок. Не вдаючись в теорію, можна вважати, що шляхом першого ділення вхідного потоку частинок на більш дрібну і більш грубу фракції, використовуючи відповідний набір валків і потім фракціонуючи більш дрібну і більш грубу фракції на окремих наборах валків, можна отримати дуже високу продуктивність, забезпечуючи в той же час високий ступінь гомогенності і хороше розділення частинок. Згідно з винаходом пропонується: 1. Пристрій для формування шаруватого стружкового килима з неорієнтованих частинок в процесі виробництва деревностружкової плити, який має подовжню (Y), поперечну (Х) і вертикальну (Z) осі і який містить: джерело 1 для подачі безперервного потоку частинок; перший набір 2 валків, розташованих на першому вертикальному рівні і виконаних з можливістю фракціонувати безперервний потік частинок на першу і другу фракції частинок, при цьому перша фракція частинок має менший середній розмір частинок, ніж друга фракція частинок; другий набір 3 валків, розташованих на другому вертикальному рівні, що знаходиться нижче першого вертикального рівня, для прийому першої фракції частинок, при цьому другий набір 3 валків виконаний з можливістю далі фракціонувати першу фракцію частинок за розміром; третій набір 4 валків, розташований на третьому вертикальному рівні, що знаходиться нижче другого вертикального рівня, при цьому третій набір 4 валків виконаний з можливістю далі фракціонувати другу фракцію частинок за розміром; при цьому пристрій далі містить приймальну поверхню 5, яка переміщується вздовж подовжньої осі пристрою і виконана з можливістю приймати фракціоновану першу фракцію і 2 UA 115130 C2 5 10 15 20 25 30 35 40 45 50 55 60 фракціоновану другу фракцію від другого 3 і третього 4 наборів валків в різних подовжніх положеннях на приймальній поверхні 5, і при цьому валки першого набору 2 валків і валки третього набору 4 валків є валками пальцевого типу. У переважних варіантах винаходу другий набір валків розташований так, щоб приймати першу фракцію частинок від першого набору валків. Більш переважно другий набір валків розташований так, щоб приймати першу фракцію частинок безпосередньо від першого набору валків. Аналогічно в переважних варіантах винаходу третій набір валків розташований так, щоб приймати другу фракцію частинок першого набору валків, або більш переважно третій набір валків розташований так, щоб приймати другу фракцію частинок безпосередньо від першого набору валків. Термін "безпосередньо" означає, що між першим і другим наборами валків і/або між першим і третім наборами валків відповідно відсутні додаткові валки або набори валків або інші елементи. В інших переважних варіантах винаходу другий набір валків розташований на другому вертикальному рівні для прийому першої фракції частинок, але не другої фракції, а третій набір валків 4 розташований на третьому вертикальному рівні для прийому другої фракції частинок, але не першої фракції. Переважно третій набір 4 валків і опційно також перший набір 2 валків містять валки рядного пальцевого типу, в яких дотична 12 до траєкторій 13, на яких розташовані ряди голок, в площині перерізу, нормальній до осі обертання валка, на перерізі 14 з уявним циліндром 15 з радіусом r, який дорівнює радіусу відповідного валка, нахилена до напрямку 16 радіально назовні на кут β в напрямку, протилежному до напряму 20 обертання валка, де кут β становить від 0° до 90°. В особливо переважних варіантах кут β дорівнює 0°-60° або 0°-45°, або 5°-45°, або особливо переважно 10°-35°. 2. Пристрій за п. 1, в якому валки першого, другого і третього наборів 2, 3, 4 обертаються в загальному напрямку обертання. 3. Пристрій, як визначено вище, в якому другий набір валків 3 рухомо встановлений для горизонтального переміщення вздовж подовжньої осі (Y) пристрою. 4. Пристрій, як визначено вище, в якому перший набір 2 валків нахилений відносно горизонталі. 5. Пристрій, як визначено вище, в якому найбільший з усіх радіусів валків другого набору 3 валків менший, ніж найменший з всіх радіусів валків першого 2 і другого 4 набору валків. 6. Пристрій, як визначено вище, в якому валки другого набору 3 валків є валками барабанного типу або мають безперервну поверхню, яка проходить по окружності. 7. Пристрій, як визначено вище, в якому ортогональна проекція кожного з першого, другого і третього наборів 2, 3, 4 валків на горизонтальну площину визначає першу, другу і третю (прямокутні) проекції відповідно, і в якому перша і друга проекції, а також перша і третя проекції перекривають одна одну в горизонтальній площині. Переважно також друга і третя проекції також перекривають одна одну в горизонтальній площині. 8. Пристрій, як визначено вище, в якому напрямок руху частинок на кожному наборі валків визначає напрямок уперед вздовж подовжньої осі (Y) пристрою, в якому передній валок 6 першого набору 2 валків розташований подовжньо попереду переднього валка 7 другого набору 3 валків; і в якому передній валок 8 третього набору 4 валків розташований подовжньо попереду переднього валка 6 першого набору 2 валків. 9. Пристрій за п. 8, в якому передній валок 7 другого набору 3 валків розташований в першому проміжному подовжньому положенні між подовжнім положенням переднього валка 6 першого набору 2 валків і подовжнім положенням заднього валка 9 першого набору 2 валків. 10. Пристрій за п. 9, в якому задній валок 10 третього набору 4 валків розташований у другому проміжному подовжньому положенні між подовжнім положенням переднього валка 6 першого набору 2 валків і подовжнім положенням заднього валка 9 першого набору 2 валків. 11. Пристрій за п. 10, в якому друге проміжне подовжнє положення знаходиться подовжньо перед першим проміжним подовжнім положенням. Подовжнє положення валка в цьому випадку є положенням осі обертання валка на подовжній осі. 12. Пристрій для формування симетричного шаруватого стружкового килима з неорієнтованих частинок в процесі виробництва деревностружкових плит, що містить два пристрої за будь-яким з пп. 1-11, розташованих в протилежній орієнтації. 13. Спосіб формування шаруватого килима з неорієнтованих частинок в процесі виробництва деревностружкових плит, що містить етапи, на яких: 3 UA 115130 C2 5 10 15 20 25 30 35 40 45 50 55 60 створюють безперервний потік частинок; фракціонують безперервний потік частинок на першу і другу фракції частинок першим набором 2 валків, розташованим на першому вертикальному рівні, при цьому перша фракція частинок має менший середній розмір частинок, ніж друга фракція частинок; приймають першу фракцію частинок на другому наборі 3 валків, розташованому на другому вертикальному рівні, що знаходиться нижче, ніж перший вертикальний рівень, і далі фракціонують першу фракцію частинок за розміром другим набором 3 валків; приймають другу фракцію частинок на третьому наборі 4 валків, розташованому на третьому вертикальному рівні, що знаходиться вертикально нижче другого вертикального рівня, і далі фракціонують другу фракцію частинок за розміром третім набором 4 валків, і приймають фракціоновані першу і другу фракції від другого 3 і третього 4 наборів валків на приймальній поверхні 5, виконаній з можливістю переміщення вздовж подовжньої осі (Y) пристрою і виконаній з можливістю приймати частинки фракціонованих першої і другої фракцій в різних положеннях на цій подовжній осі на цій приймальній поверхні 5; при якому валки першого набору 2 валків і третього набору 4 валків є пальцевими валками. 14. Спосіб за п. 13, при якому перший набір 2 валків нахилений до горизонталі. 15. Спосіб за п. 13, при якому застосовують пристрій за будь-яким з пп. 1-12. Короткий опис креслень Фіг. 1 - схематична ілюстрація пристрою для виробництва шаруватої плити за даним винаходом. Фіг. 2 - схематичний вигляд збоку пристрою для виробництва симетричної шаруватої плити за даним винаходом. Фіг. 3 - ілюстрація кута β в пальцевому валку спіральної конфігурації. Докладний опис винаходу "Набір валків" згідно з даним винаходом потрібно розуміти як множину або ряд сусідніх валків, всі з яких встановлені з можливістю обертання навколо паралельних осей. Переважно відстань між осями кожних двох сусідніх валків менше 1,5, 1,2, 1,2, 1,01 або 1,001 суми радіусів відповідних сусідніх валків. Альтернативно відстань між кожними сусідніми валками становить менше 10 см, переважно менше 5 см, 2 см, 1 см, 5 мм, 2 мм або менше 1 мм. У контексті даного винаходу "радіус" або "діаметр" валка потрібно розуміти як мінімальний радіус або діаметр уявного циліндра, який оточує всі точки на зовнішній поверхні валка. Відповідно радіус барабанного валка є радіусом його циліндричної поверхні. З іншого боку, радіусом валка, який має неправильну форму зовнішньої поверхні, є максимальна радіальна відстань між точкою на зовнішній поверхні валка і його віссю обертання. В одному варіанті даного винаходу осі валків першого, другого і третього наборів валків лежать відповідно в одній площині. В іншому варіанті валки, якщо не обумовлене інше, розташовані горизонтально поруч один з одним, тобто осі обертання всіх роликів конкретного набору лежать в одній горизонтальній площині. В одному варіанті осі обертання валків другого і третього наборів валків лежать в горизонтальній площині, тоді як осі валків першого набору лежать в похилій площині, тобто в площині, яка утворює кут з горизонталлю. Набір валків повинен вважатися "утворюючим кут до горизонталі", якщо послідовно розташовані валки набору розташовані на монотонно збільшуваних або зменшуваних рівнях. Набір валків повинен вважатися "нахиленим вниз", якщо послідовно розташовані валки набору в напрямку уперед розташовані на монотонно зменшуваних рівнях. Переважно перший набір валків утворює кут до горизонталі вниз. В інших варіантах перший другий і третій набори валків утворюють кут до горизонталі, наприклад, нахилені вниз. Тому валки першого набору валків переважно розташовані так, щоб вертикальний рівень послідовно розташованих валків зменшувався в напрямку уперед (тобто в напрямку руху частинок над набором валків). У найпереважніших варіантах винаходу кут, під яким можна нахилити перший (і опційно другий і третій) набір валків відносно горизонталі, є регульованим. Термін "пальцевий валок" згідно з даним винаходом потрібно розуміти як валок, який містить множину пальців (або стрижнів, або прутків), переважно розташованих по суті паралельно до осі обертання валка так, щоб ці пальці при обертанні валка рухалися по концентричних кругових траєкторіях навколо осі обертання такого валка. Переважними валками пальцевого типу є сітчасті валки і спіральні пальцеві валки. Спіральні пальцеві валки відомі, наприклад, з DE 10206595. Терміни "сітчастий валок" або "біляче колесо" за даним винаходом потрібно розуміти як валок пальцевого типу, в якому множина пальців розташована так, щоб в площині перерізу ця множина пальців лежала переважно на одній окружності, опційно на множині концентричних окружностей, навколо осі обертання валка. Всі пальці сітчастого валка можуть пройти 4 UA 115130 C2 5 10 15 20 25 30 35 40 45 50 55 60 паралельно до осі обертання, але сітчастий валок також може бути скручений так, щоб, наприклад, пальці валка проходили під кутом до осі обертання від одного кінця валяка до іншого. Сітчасті валки добре відомі, наприклад, з US 3487911. У переважному варіанті винаходу валки пальцевого типу за винаходом містять множину рядів сусідніх пальців (або прутків), які розташовані на траєкторіях, що проходять, якщо дивитися в площині перерізу, від перших, радіально більш зовнішніх положень, до других, радіально більш внутрішніх положень. Такі валки далі називаються "рядними пальцевими валками". Переважно ці ряди сусідніх пальців розташовані, якщо дивитися в площині перерізу, на зігнутих або спіральних траєкторіях від перших, радіально більш зовнішніх положень, до других, радіально більш внутрішніх положень. Потрібно розуміти, що траєкторія не обов'язково повинна пройти до самого центра (тобто до осі обертання валка), але може пройти тільки по частині шляху у напрямку до центра. Прикладом є валки 6, 8, 9, 10 на фіг. 1. В інших переважних варіантах траєкторії не зігнуті, тобто траєкторія може бути прямою лінією. Далі йде опис особливо переважного варіанту з посиланнями на фіг. 3. У цьому варіанті валки третього набору 4 валків, опційно також і першого набору 2 валків, містять рядні пальцеві валки, в яких дотичні 12 до траєкторій 13 (на яких розташовані ряди пальців) на перерізах 14 з уявним циліндром 15 радіуса r, що дорівнює радіусу валка, нахилені від радіально зовнішніх напрямків на кут β в напрямку, протилежному до напряму 20 обертання валка (коли пристрій знаходиться в роботі), де кут β дорівнює від 0° до 90°. В особливо переважних варіантах кут β дорівнює від 0° до 60° або від 0° до 45°, або від 5° до 45°, або найбільш переважно від 10° до 35°. В одному варіанті винаходу дотична 12 визначена прямою, що проходить через центри двох радіально найбільш зовнішніх пальців 17, 18 відповідного ряду пальців. Без заглиблення в теорію представляється, що таке розташування пальців у валку приводить до більшої кількості кінетичної енергії, яка відбирається від частинок, які надходять, внаслідок чого частинки м'якше укладаються в стружковий килим, тим самим даючи дуже гомогенний, випадковий розподіл частинок навіть при дуже високій витраті частинок. Пальцеві валки за даним винаходом також можуть мати ряди пальців, розташованих, якщо дивитися в площині поперечного перерізу, нормальної осі обертання, на прямих траєкторіях від першого, радіально більш зовнішнього положення до другого, радіально більш внутрішнього положення. Термін "барабанний валок" в контексті даного винаходу потрібно розуміти як валок з ділянкою безперервної периферійної поверхні, наприклад, з циліндричною поверхнею або, наприклад, із циліндричною структурованою поверхнею, наприклад, з виїмками, порожнинами або канавками. Переважні барабанні валки, зокрема в зв'язку з другим набором валків, мають по суті циліндричну поверхню з пірамідальними виступами. Згідно з даним винаходом валок потрібно розуміти як такий, що має "ділянку безперервної периферійної поверхні", якщо всі точки на зовнішній поверхні валка знаходяться на одній і тій же поверхні, тобто не на окремих поверхнях. Барабанні валки можуть бути порожнистими, але можуть мати і суцільне осердя. Порожнисті барабанні валки є переважними. Потрібно розуміти, що пальцеві валки не мають ділянки безперервної периферійної поверхні, тому вони не є барабанними валками згідно з даним винаходом. "Шаруватий стружковий килим" (або "шарувату деревностружкову плиту") за даним винаходом потрібно розуміти як стружковий килим з частинок (або плиту з частинок), що має множину шарів частинок, в якій кожні сусідні два шари мають індивідуальні характеристики частинок, наприклад, індивідуальний розподіл розмірів частинок, індивідуальний середній розмір частинок або індивідуальну середню щільність. Шари проходять по осях Х і Y, тобто по суті паралельно до верхньої і нижньої поверхонь стружкового килима (або плити). Однак вираз "шаруватий стружковий килим" не треба розуміти як такий, що має на увазі різку (ступінчасту) зміну характеристик частинок у вертикальному напрямку. Характеристики частинок в "шаруватому стружковому килимі" можуть змінюватися безступінчасто при умові, що, наприклад, середній розподіл розміру частинок, середній розмір частинок, середня щільність 3 (кг/м ) в одному шарі відрізняються від цих характеристик сусіднього шару (шарів). У таких випадках термін "шаруватий стружковий килим" (або "шарувата деревностружкова плита") розуміється як стружковий килим (або плита), що має градієнт характеристик частинок, таких, як 3 розмір частинок, розподіл розмірів частинок або щільність (кг/м ) вздовж вертикальної осі (Z). Переважно шари стружкових килимів (або плит) за даним винаходом проходять по осях Х і Y стружкового килима (або плити). У переважних варіантах шар має постійні характеристики частинок (такі, як середній розмір частинок, середній розподіл розмірів частинок або середня щільність (кг/м3)) по осям X і Y. 5 UA 115130 C2 5 10 15 20 25 30 35 40 45 50 55 Термін "неорієнтовані" відносно частинок у стружковому килимі або в плиті повинен означати, що частинки в стружковому килимі (або в шарі, або в плиті) орієнтовані довільно у всіх напрямках, щонайменше орієнтовані довільно по осях Х і Y стружкового килима (або шару, або плити). Далі йде опис винаходу з посиланнями на прикладені креслення. На фіг. 1 наведений схематичний вигляд пристрою за даним винаходом. Пристрій містить джерело 1 частинок для створення переважно безперервного потоку частинок. Переважними частинками згідно з даним винаходом є частинки лігноцелюлози, такі, як деревна стружка, деревні волокна, тирса, тріски, папір і/або інші волокна лігноцелюлози. Постійний потік частинок за даним винаходом також може містити частинки інших матеріалів. Частинки переважно змішані з термореактивним синтетичним зв'язуючим (або покриті ним). Переважним зв'язуючим є зв'язуючі або смоли, які термічно активуються. Переважними деревностружковими плитами за даним винаходом є панелі на основі деревини. В одному варіанті джерело 1 містить стрічковий транспортер, як показано на фіг. 1, але він може бути виконаний, наприклад, у формі видовженого жолоба або бункера, переважно такого, що проходить упоперек ширини пристрою. Джерело 1 може містити один або множину валків для забезпечення постійного безперервного потоку частинок. На рівні, розташованому нижче, ніж джерело 1, розташований перший набір 2 валків. Перший набір 2 валків містить множину валків, розташованих як ряд валків, наприклад, в по суті горизонтальному напрямку. Однак валки першого набору 2 переважно нахилені до горизонталі, як показано на фіг. 1. Нахил першого набору валків відносного горизонталі підвищує продуктивність набору валків, тобто кількість частинок, яку можна обробити за одиницю часу, збільшується. Несподівано було виявлено, що нахил першого набору валків відносно горизонталі приводить до різкого збільшення максимальної швидкості виробництва без різкого погіршення ефекту фракціонування за розміром або гомогенності стружкового килима. Переважно всі валки першого набору обертаються в одному напрямку. Однак передній валок 6 також може обертатися в протилежному напрямку так, щоб менше частинок падало з краю набору 2 валків (це також стосується і другого і третього наборів валків, описаних нижче). Перший набір валків переважно містить від 2 до 20, переважно від 2 до 10, найбільш переважно від 3 до 7 валків. Валки першого набору мають діаметр від 50 до 1000 мм, переважно від 150 до 600 мм, найбільш переважно від 200 до 500 мм. Валки першого набору переважно обертається з частотою від 10 до 400 об./хв., переважно від 20 до 300 об./хв., найбільш переважно від 30 до 150 об./хв. Частинки, які падають на перший набір 2 валків, транспортуються по валках першого набору 2 уперед. Валки переважно рознесені так, щоб певна фракція частинок могла падати крізь зазор між двома сусіднім валками на, наприклад, другий набір 3 валків або на третій набір 4 валків. Крім того, частинки можуть падати крізь зазори між сусідніми пальцями пальцевих валків першого набору 2. Очевидно, що відносно менші частинки мають більше шансів на падіння крізь зазор між валками (або між пальцями валків), ніж відносно великі частинки. Це приводить до добре відомого ефекту фракціонування, що створюється таким набором валків. Такий ефект фракціонування створюється першим набором 2 валків, що розділяє безперервний потік частинок, які надходять, на першу фракцію частинок і другу фракцію частинок. Перша фракція частинок містить відносно дрібні частинки (наприклад, якщо брати середній розмір частинок), а друга фракція частинок містить відносно більші частинки. Згідно з даним винаходом потік частинок, які надходять, може становити від 200 до 10000 кг/ч на метр ширини стружкового килима, переважно 500-6000 кг/ч на метр ширини стружкового килима, найбільш переважно від 1000 до 5000 кг/ч на метр ширини стружкового килима. Згідно з даним винаходом перша фракція частинок падає на другий набір 3 валків. Цей набір валків переважно виконаний з можливістю ефективно фракціонувати відносно невеликі частинки за розміром. Це досягається, наприклад, встановленням у другому наборі 3 множини сусідніх валків відносно невеликого діаметра. Валки другого набору 3 за даним винаходом переважно мають діаметр від 10 мм до 500 мм, переважно від 50 до 200 мм, найбільш переважно від 60 до 150 мм. Крім того, як було вказано вище, валки з безперервною периферійною поверхнею є особливо переважними, коли вони використовуються у другому наборі 3 валків. Переважно валки другого набору (тобто з осі) розташовані в горизонтальній площині. Валки другого набору 3 валків переважно обертаються в одному і тому ж напрямку. Валки другого набору 3 валків переважно є валками барабанного типу, тобто мають ділянку по суті циліндричної периферійної поверхні, що має (наприклад, пірамідальні) поглиблення. 6 UA 115130 C2 5 10 15 20 25 30 35 40 45 50 55 60 Другий набір валків переважно містить від 2 до 50, переважно від 3 до 30, найбільш переважно від 8 до 20 валків. Валки другого набору переважно обертаються з частотою від 20 до 250 об./хв., переважно від 40 до 250 об./хв… Частота обертання (об./хв.) валків першого, другого і третього наборів переважно є регульованою для кожного валка індивідуально або для щонайменше двох груп валків окремо. Під групою валків потрібно розуміти групу, яка містить щонайменше два сусідні валки одного набору. Регулюючи частоту обертання валків індивідуально або по групах, можна регулювати кількість частинок, що транспортуються вздовж набору валків, і кількість частинок, які падають крізь набір валків у певних положеннях. В одному переважному варіанті винаходу другий набір валків встановлений з можливістю горизонтального переміщення вздовж подовжньої осі Y відносно першого і третього наборів 2, 4 валків. Це показано на фіг. 1 стрілкою 11. За рахунок горизонтальної рухливості другого набору 3 валків пристрій за даним винаходом можна регулювати відповідно до різних вхідних потоків частинок, наприклад, можна регулювати розподіл розмірів часток, які надходять, необхідний рівень сепарації у фракції дрібних частинок, а також кількість частинок на вході. Горизонтально рухомий другий набір валків істотно збільшує гнучкість заявленого пристрою відносно властивостей потоку частинок, який обробляється, і відносно необхідних параметрів процесу. Другий набір 3 валків (тобто їх осі) переважно розташований (розташовані) в горизонтальній площині. Вертикально нижче першого і другого наборів 2 і 3 валків розташований третій набір 4 валків. Всі валки третього набору переважно обертаються в одному напрямку. Переважно валки третього набору є валками пальцевого типу, наприклад, решітчастимивалками або пальцевими валками спірального типу. Валки третього набору (тобто їх осі) переважно лежать в горизонтальній площині (X, Y). Третій набір валків переважно містить від 2 до 30, переважно від 5 до 50, найбільш переважно від 6 до 10 валків. Валки третього набору переважно мають діаметр від 20 до 500 мм, переважно від 50 до 400 мм, найбільш переважно від 150 до 300 мм. Валки третього набору обертаються з частотою від 10 до 300 об./хв., переважно від 30 до 200 об./хв., найбільш переважно від 40 до 150 об./хв. Вертикально нижче третього набору 4 валків розташована рухома приймальна поверхня (або рухома опора) 5, наприклад, в формі рухомого стрічкового транспортера. Приймальна поверхня 5 виконана з можливістю переміщення вздовж подовжньої осі Y пристрою. Приймальна поверхня 5 може бути пересувною вздовж подовжньої осі в обох напрямках (ліворуч/праворуч на фіг. 1). Фахівцям повинно бути зрозуміло, що всі валки першого, другого і третього наборів 2, 3 і 4 встановлені з можливістю обертання навколо паралельних осей, і що всі ці осі розташовані в бічному напрямку, позначеному на фіг. 1 як вісь Х. Переважно радіуси всіх валків одного набору ідентичні. Крім того, валки першого набору 2, другого набору 3 і третього набору 4 по суті мають однакову довжину в поперечному напрямку (по осі Х), яка може дорівнювати ширині пересувної приймальної поверхні 5. Було показано, що дуже висока продуктивність і в той же час дуже гомогенний розподіл за розміром і розділення за розміром частинок досяжні тільки при використанні в третьому наборі 4 валків пальцевого типу, таких, як решітчасті валки, спіральні пальцеві валки і т. п. Винахідники несподівано виявили, що особливо переважним є застосування таких валків пальцевого типу (решітчастих валків, спіральних пальцевих валків і т. п.) і в першому 2, і в третьому 4 наборах валків. Зокрема, було виявлено, що при використанні в третьому наборі валків пальцевого типу можна досягти значно кращого ефекту фракціонування за розміром при високій пропускній спроможності порівняно з валками дискового типу, встановленими в третьому наборі 4 валків. Валки дискового типу корисні для орієнтації частинок для формування структурно-орієнтованої дошки або орієнтовано-стружкової дошки, але вони не підходять для способів і пристроїв за даним винаходом, оскільки не можуть забезпечити високу пропускну спроможність для матеріалу. Таким чином, основною особливістю винаходу є використання валків пальцевого типу, а не дискового типу, в третьому наборі валків (і переважно в першому наборі валків). Вище було показано, що цілі даного винаходу найкраще досягаються, якщо в напрямку руху частинок на кожному наборі валків (в напрямку уперед), передній валок 6 першого набору 2 валків розташований перед переднім валком 7 другого набору 3 валків. Крім того, передній валок 8 третього набору 4 валків розташований в подовжньому напрямку перед переднім валком 6 першого набору 2 валків. Крім того, переважно передній валок 7 другого набору 3 7 UA 115130 C2 5 10 15 20 25 валків розташований в першому проміжному подовжньому положенні між подовжніми положеннями переднього валка 6 першого набору 2 валків і заднього валка 9 першого набору 2 валків. Переважно також задній валок 10 третього набору 4 розташований у другому проміжному положенні між подовжніми положеннями переднього валка 6 першого набору 2 валків і заднього валка 9 цього першого набору 2 валків. Нарешті, було виявлено, що перевагою є розташування другого проміжного подовжнього положення перед першим проміжним подовжнім положенням. (Подовжнє положення валка за даним винаходом визначається положенням його осі обертання на подовжній осі). Несподівано було виявлено, що спіральні валки пальцевого типу в третьому (і опційно в першому) наборі валків забезпечують найкращу гомогенність частинок в шарах отриманого стружкового килима. Потрібно розуміти, що в одній і тій же конструкції, показаній на фіг. 1, залежно від напрямку руху приймальної поверхні 5 отриманий стружковий килим буде мати відносно великі частинки або у верхньому, або в нижньому шарі килима. Якщо приймальна поверхня 5 на фіг. 1 рухається праворуч, частинки більшого розміру виявляться головним чином у верхньому поверхневому шарі, а якщо приймальна поверхня 5 на фіг. 1 рухається ліворуч, частинки більшого розміру переважно виявляться в нижніх шарах стружкового килима. Для виробництва симетричних стружкових килимів (тобто таких, які мають симетричний вертикальний профіль або симетричний профіль розміру частинок) два пристрої, показані на фіг. 1, комбінуються в одну формувальну станцію, схематично показану на фіг. 2. Формувальна станція, показана на фіг. 2А, виробляє стружкові килими, у яких відносно великі частинки знаходяться на верхній і нижній поверхнях, а формувальна станція за фіг. 2В, в якій відповідні формувальні агрегати розташовані у відповідно протилежній орієнтації, виробляють стружковий килим (або плиту), в якій у зовнішніх поверхневих шарах знаходяться дрібніші частинки. Формувальні станції, що формують стружкові килими з великими частинками в зовнішніх шарах (2А), є переважними. ФОРМУЛА ВИНАХОДУ 30 35 40 45 50 55 60 1. Пристрій для формування шаруватого стружкового килима з неорієнтованих частинок в процесі виробництва деревностружкової плити, при цьому пристрій має подовжню (Υ), поперечну (X) і вертикальну (Ζ) осі, а також містить: джерело (1) для забезпечення безперервного потоку частинок; перший набір (2) валків, розташованих на першому вертикальному рівні і виконаних з можливістю фракціонувати безперервний потік частинок на першу і другу фракції частинок, при цьому перша фракція частинок має менший середній розмір частинок, ніж друга фракція частинок; другий набір (3) валків, розташованих на другому вертикальному рівні, що знаходиться нижче першого вертикального рівня, для прийому першої фракції частинок, при цьому другий набір валків виконаний з можливістю далі фракціонувати першу фракцію частинок за розміром; третій набір (4) валків, розташованих на третьому вертикальному рівні, що знаходиться нижче другого вертикального рівня, для прийому другої фракції частинок, при цьому третій набір (4) валків виконаний з можливістю далі фракціонувати другу фракцію частинок за розміром; і при цьому пристрій далі містить приймальну поверхню (5), виконану з можливістю переміщення вздовж подовжньої осі (Υ) пристрою і розташовану з можливістю прийому фракціонованої першої фракції і фракціонованої другої фракції від другого (3) і третього (4) наборів валків у різних подовжніх положеннях на цій приймальній поверхні (5), і при цьому валки першого набору (2) валків і валки третього набору (4) валків є валками пальцевого типу, що містять множину пальців або стрижнів, або прутків, розташованих по суті паралельно осі обертання валка так, щоб ці пальці при обертанні валка рухалися по концентрично кругових траєкторіях навколо осі обертання такого валка, або мають ряди пальців, розташованих, якщо дивитися в площині перерізу, перпендикулярній осі обертання, на прямих траєкторіях від першого, радіально більш зовнішнього, положення до другого, радіально більш внутрішнього, положення. 2. Пристрій за п. 1, в якому валки першого (2), другого (3) і третього (4) наборів обертаються в однаковому напрямку обертання навколо їх відповідних осей. 3. Пристрій за будь-яким з попередніх пунктів, в якому другий набір (3) валків рухомо встановлений з можливістю горизонтального переміщення вздовж подовжньої осі (Y) пристрою. 4. Пристрій за будь-яким з попередніх пунктів, в якому перший набір (2) валків нахилений відносно горизонталі. 8 UA 115130 C2 5 10 15 20 25 30 35 40 45 50 55 5. Пристрій за будь-яким з попередніх пунктів, в якому найбільший з усіх радіусів валків другого набору (3) валків менший, ніж найменший зі всіх радіусів валків першого (2) і другого (4) наборів валків. 6. Пристрій за будь-яким з попередніх пунктів, в якому валки другого набору (3) валків є валками барабанного типу. 7. Пристрій за будь-яким з попередніх пунктів, в якому ортогональна проекція кожного з першого (2), другого (3) і третього (4) наборів валків на горизонтальну площину визначає першу, другу і третю проекції відповідно, і в якому перша і друга проекції, а також перша і третя проекції перекривають одна одну відповідно в горизонтальній площині. 8. Пристрій за будь-яким з попередніх пунктів, в якому напрямок руху частинок на кожному наборі валків визначає напрямок уперед вздовж подовжньої осі (Y) пристрою, в якому передній валок (6) першого набору (2) валків розташований подовжньо попереду переднього валка (7) другого набору (3) валків; і в якому передній валок (8) третього набору (4) валків розташований подовжньо попереду переднього валка (6) першого набору (2) валків. 9. Пристрій за п. 8, в якому передній валок (7) другого набору (3) валків розташований в першому проміжному подовжньому положенні між подовжнім положенням переднього валка (6) першого набору (2) валків і подовжнім положенням заднього валка (9) першого набору (2) валків. 10. Пристрій за п. 9, в якому задній валок (10) третього набору (4) валків розташований у другому проміжному подовжньому положенні між подовжнім положенням переднього валка (6) першого набору (2) валків і подовжнім положенням заднього валка (9) першого набору (2) валків. 11. Пристрій за п. 10, в якому друге проміжне подовжнє положення знаходиться подовжньо перед першим проміжним подовжнім положенням. 12. Пристрій для формування симетричного шаруватого стружкового килима з неорієнтованих частинок в процесі виробництва деревностружкових плит, який містить два пристрої за будьяким з пп. 1-11, розташованих у протилежній орієнтації. 13. Спосіб формування шаруватого стружкового килима з неорієнтованих частинок в процесі виробництва деревностружкових плит, що містить етапи, на яких: створюють безперервний потік частинок; фракціонують безперервний потік частинок на першу і другу фракції частинок першим набором (2) валків, розташованих на першому вертикальному рівні, при цьому перша фракція частинок має менший середній розмір частинок, ніж друга фракція частинок; приймають першу фракцію частинок на другому наборі (3) валків, розташованих на другому вертикальному рівні, що знаходиться нижче, ніж перший вертикальний рівень, і далі фракціонують першу фракцію частинок за розміром другим набором (3) валків; приймають другу фракцію частинок на третьому наборі (4) валків, розташованих на третьому вертикальному рівні, що знаходиться вертикально нижче другого вертикального рівня, і далі фракціонують другу фракцію частинок за розміром третім набором (4) валків; і приймають фракціоновані першу і другу фракції від другого (3) і третього (4) наборів валків на приймальній поверхні (5), виконаній з можливістю переміщення вздовж подовжньої осі і виконаній з можливістю приймати частинки фракціонованих першої і другої фракцій в різних положеннях на цій подовжній осі на цій приймальній поверхні (5); при цьому валки першого набору (2) валків і третього набору (4) валків є валками пальцевого типу, що містять множину пальців або стрижнів, або прутків, розташованих по суті паралельно осі обертання валка так, щоб ці пальці при обертанні валка рухалися по концентрично круговим траєкторіям навколо осі обертання такого валка, або мають ряди пальців, розташованих, якщо дивитися в площині перерізу, перпендикулярній осі обертання, на прямих траєкторіях від першого, радіально більш зовнішнього, положення до другого, радіально більш внутрішнього, положення. 14. Спосіб за п. 13, при якому перший набір (2) валків нахилений до горизонталі. 15. Спосіб за п. 13 або 14, при якому другий набір (3) валків рухомо встановлений для горизонтального переміщення вздовж подовжньої осі (Y) пристрою. 9 UA 115130 C2 10 UA 115130 C2 Комп’ютерна верстка Л. Ціхановська Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 11
ДивитисяДодаткова інформація
Назва патенту англійськоюApparatus and method for producing layered mats
Автори англійськоюMangelholm Kiaho, Juuso, Iredi, Achim
Автори російськоюМякиахо Юусо, Иреди Ахим
МПК / Мітки
Мітки: шаруватих, виробництва, спосіб, пристрій, килимів, стружкових
Код посилання
<a href="https://ua.patents.su/13-115130-pristrijj-i-sposib-virobnictva-sharuvatikh-struzhkovikh-kilimiv.html" target="_blank" rel="follow" title="База патентів України">Пристрій і спосіб виробництва шаруватих стружкових килимів</a>
Пристрій для випробування діелектричних килимів
Номер патенту: 33847
Опубліковано: 15.02.2001
Автори: Пономаренко Валерій Олександрович, Конопляста Тамара Ігнатівна, Литовченко Петро Григорович
МПК: G01R 31/00, G01R 31/12
Мітки: пристрій, випробування, килимів, діелектричних
Текст:
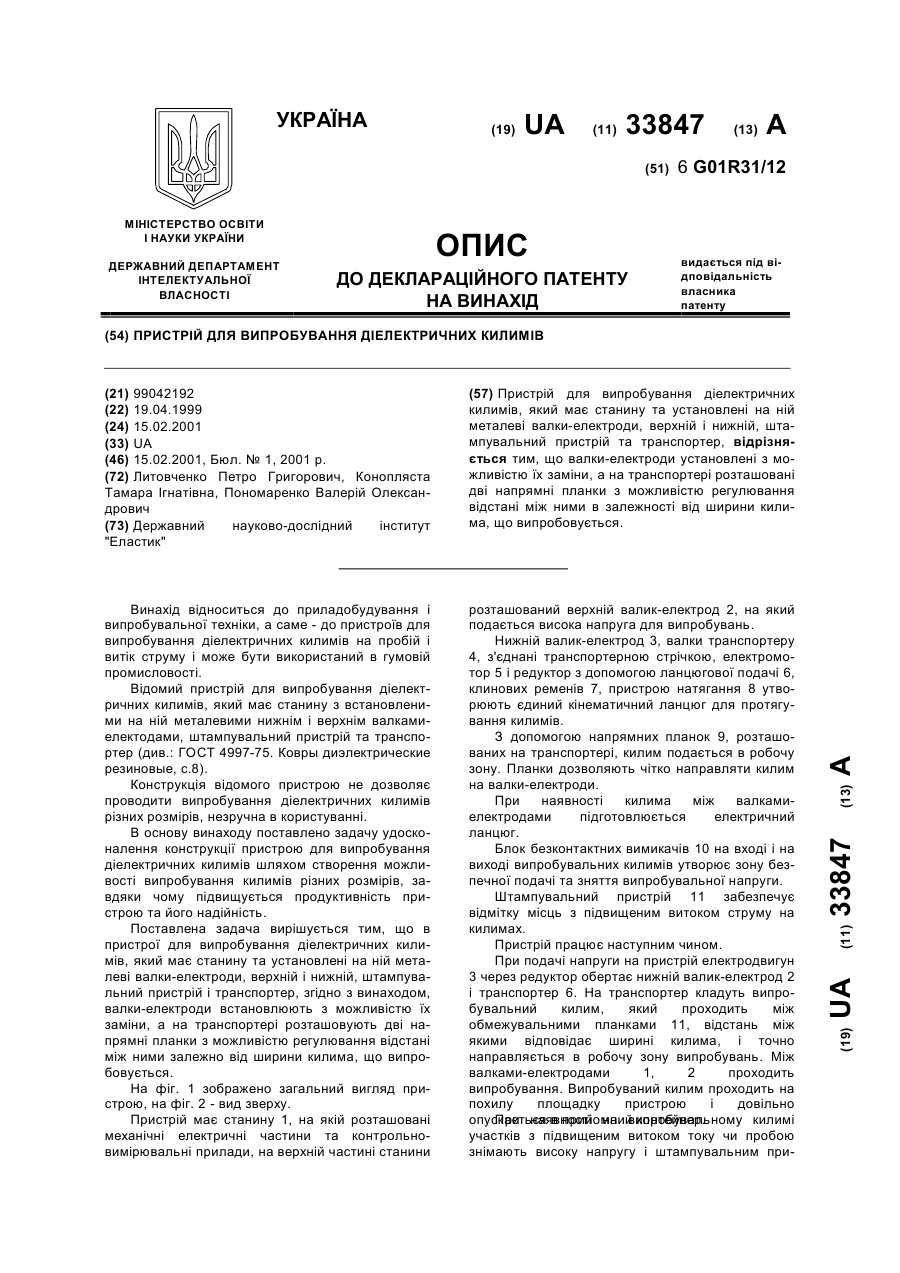
...Перелік позначень на кресленні: 1 – станина; 2 - валик-електрод верхній; 3 - валик-електрод нижній; 4 - валки транспортеру; 5 – електромотор; 6 - ланцюгова передача; 7 - клиновий ремінь; 8 пристрій натягання; 9 - напрямна планка; 10 блок безконтактних вимикачів; 11 - штампувальний пристрій. строєм 8 в тому місці ставлять відмітку "пробито". Привод продовжує працювати, транспортер обертається і наступний килим переміщується в випробувальну...
Спосіб та система виробництва шаруватих підкладок (варіанти)
Номер патенту: 91872
Опубліковано: 10.09.2010
Автори: Енгстрем Б'єрн, Гротає Морган, Джонссон Бо
МПК: B27N 7/00, B05C 9/00, B05D 3/00, B05D 7/00, B05D 1/00
Мітки: спосіб, виробництва, система, підкладок, шаруватих, варіанти
Формула / Реферат:
1. Спосіб керування процесом виробництва шаруватої підкладки (12), що включає стадії нанесення (30) отверджувача на згадану підкладку (12); нанесення смоли на згадану підкладку (12); і транспортування згаданої підкладки (12) до преса (20) за допомогою транспортувального засобу (14), де на етапі пресування на згадану підкладку (12) наносять (38) щонайменше один шар з тим, щоб сформувати шарувату підкладку, причому згаданий спосіб додатково...
Пристрій для подрібнення поліетилентерефталатної упаковки
Номер патенту: 61425
Опубліковано: 25.07.2011
Автори: Патюк Світлана Василівна, Іванова Людмила Іллівна, Циганок Марина Петрівна, Якимчук Микола Володимирович
МПК: B02C 4/08
Мітки: поліетилентерефталатної, пристрій, упаковки, подрібнення
Формула / Реферат:
Пристрій для переробки поліетилентерефталатної упаковки, що включає два паралельні валки, які мають форму РК-профілю - трикутника Рьоло, встановлені з можливістю синхронно обертатись назустріч один одному, поверхня валків має зубці насічки, який відрізняється тим, що валки виконані з конусних сегментів, встановлених з можливістю їх заміни, зубці насічки першого валка мають форму нерівнобічної трапеції з закругленою вершиною зі сторони подачі...
Пристрій для виготовлення гвинтових гофрованих заготовок

Номер патенту: 64320
Опубліковано: 10.11.2011
Автори: Васильків Василь Васильович, Радик Дмитро Леонидович
МПК: B21D 11/06
Мітки: виготовлення, гвинтових, гофрованих, заготовок, пристрій
Формула / Реферат:
Пристрій для виготовлення гвинтових гофрованих заготовок, який містить механізм подачі смугової заготовки, два консольні деформуючі валки з перетнутими з боку менших основ осями та з профільованими робочими поверхнями, які утворюють між собою зачеплення із зазором, яке рівне товщині прокатуваної смуги, причому один із деформуючих валків виконаний привідним, який відрізняється тим, що деформуючі валки з'єднані між собою за допомогою...
Спосіб і пристрій, що використовуються для виготовлення шаруватих виробів
Номер патенту: 80833
Опубліковано: 12.11.2007
Автори: Евйап Мехмет, Фетхі
МПК: B29C 47/04, C11D 13/00
Мітки: виготовлення, шаруватих, спосіб, пристрій, використовуються, виробів
Формула / Реферат:
1. Пристрій для виготовлення шматків шаруватого продукту з високов'язкого матеріалу, який твердіє у сухому стані, що містить щонайменше два екструдери (2), в які подають пасти, що мають різні характеристики, і щонайменше одну головку (3), розташовану у місці з'єднання екструдерів для перемішування паст однієї з одною; причому у вказаній головці встановлено сопло (4), що має окремі входи (5), роздільні камери (6) і один загальний вихід для...
Попередній патент: Система виявлення дотику через ємнісний ефект для електронного пристрою
Наступний патент: Сполуки боронатного ефіру і його фармацевтичні рецептури
Випадковий патент: Спосіб підвищення нафтогазоконденсатовіддачі пласта