Спосіб виготовлення порожніх циліндричних заготівок
Номер патенту: 83424
Опубліковано: 10.09.2013
Автори: Балакін Валерій Федорович, Стасевський Станіслав Леонідович, Павловський Борис Григорович, Угрюмов Юрій Дмитрович, Степаненко Олександр Миколайович, Добряк Володимир Дмитрович

Формула / Реферат
Спосіб виготовлення порожніх циліндричних заготівок, що включає установку заготівки у вертикальному прошивному пресі по осі прошивки, центрування заготівки та наступну наскрізну прошивку отвору прошивним пуансоном з головкою, який відрізняється тим, що центрування заготівки по осі прошивки здійснюють шляхом її затискання у вертикальному положенні двома парами губок спочатку у нижньому положенні, а потім у верхньому, а прошивку отвору прошивним пуансоном здійснюють одночасно з розкаткою отвору прошивно-розкатною головкою, що здійснює гвинтовий рух, при цьому робоча частина прошивно-розкатної головки складається з двох частин, перша з котрих - прошивна, має форму еліптичного параболоїда, а друга - розкатна - еліптичного циліндра, більша та менша осі еліпсів котрих у поперечному перерізі з'єднання частин робочої частини прошивно-розкатної головки мають однаковий напрямок та довжину, а прошивку ведуть у ″ вільному″ режимі прошивки заготівки шляхом послідовного звільнення поверхні заготівки від силового затискання під час підходу головки пуансона спочатку до верхньої зони прошивки, що затиснута, причому після прошивки і розкатки її знову затискають, при цьому одночасно нижню частину заготівки звільняють від затискання і забезпечують режим ″вільної″ прошивки нижньої частини заготівки.
Текст
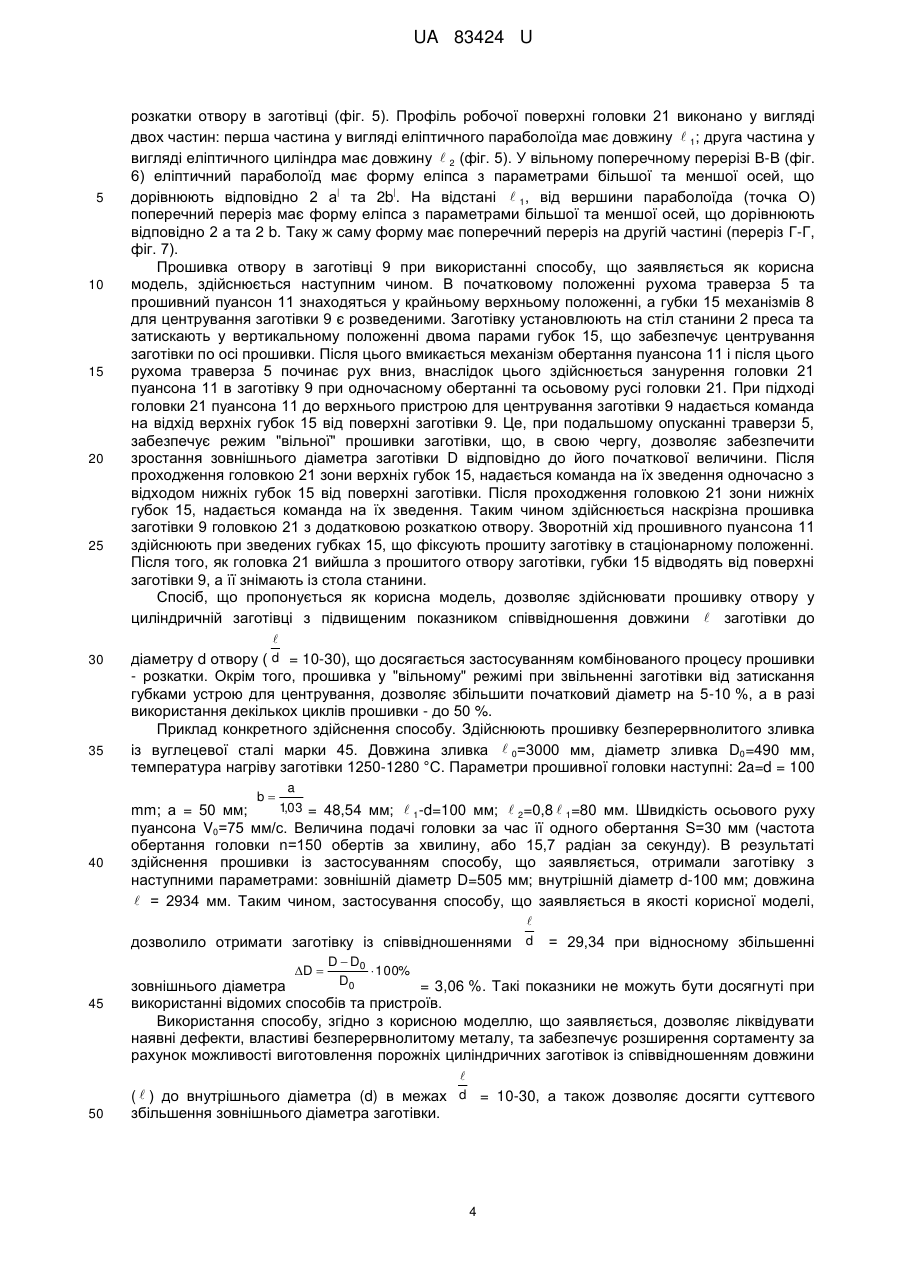
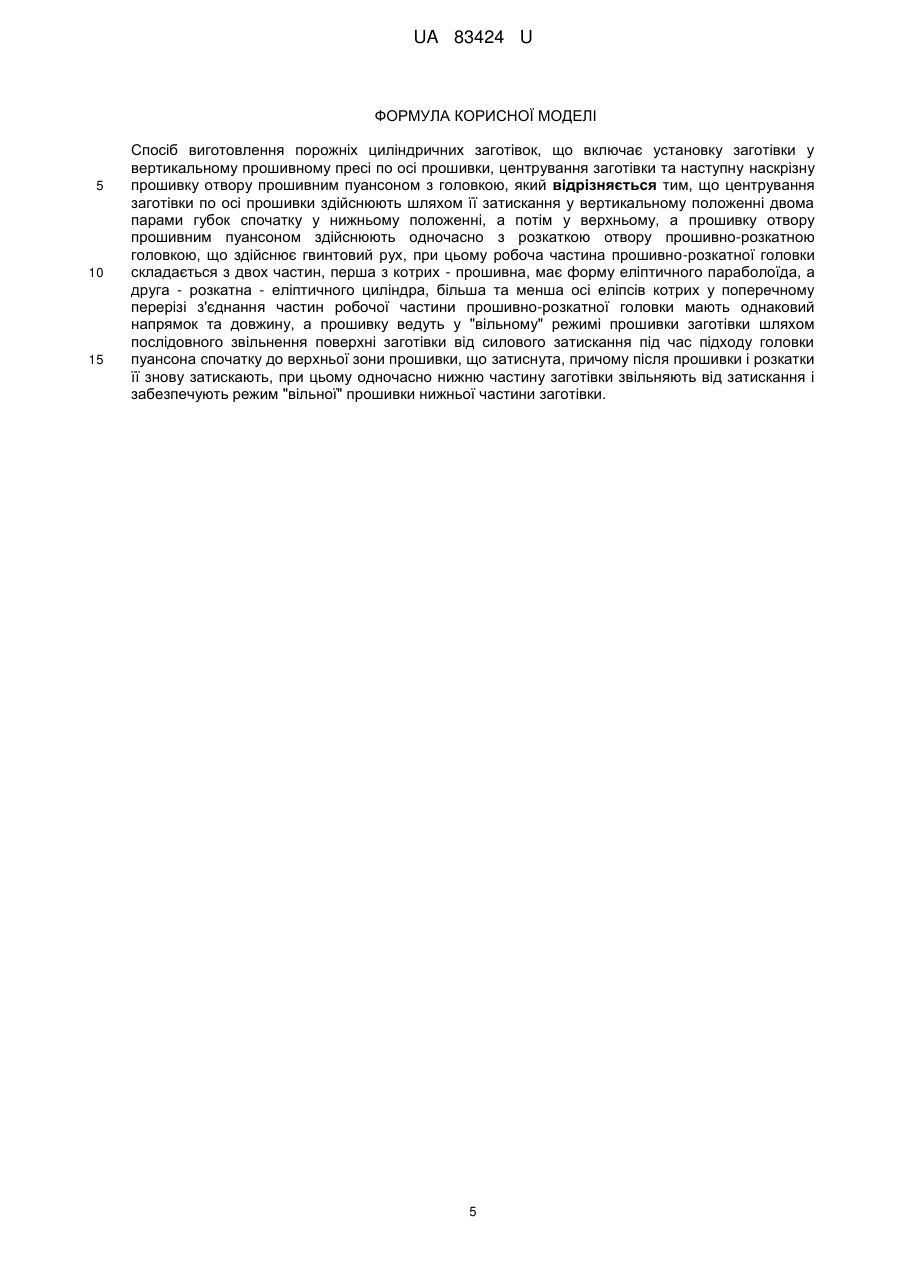
Реферат: Спосіб виготовлення порожніх циліндричних заготівок включає установку заготівки у вертикальному прошивному пресі по осі прошивки, центрування заготівки та наступну наскрізну прошивку отвору прошивним пуансоном з головкою. UA 83424 U (12) UA 83424 U UA 83424 U 5 10 15 Корисна модель належить до металургії та може бути використана при виготовленні порожніх циліндричних заготівок, що надалі застосовуються для виробництва безшовних труб методами прокатки, пресування, або підлягаючих подальшій обробці в машинобудуванні. Прошивку порожніх циліндричних заготівок застосовують при виробництві труб пресуванням, а також при використанні зливків стаціонарної розливки або безперервнолитої заготівки на окремих агрегатах з пілігримовим, безперервним, рейковим та автоматичним трубовиготовельними станами. Окрім того, отримана після прошивки порожня циліндрична заготівка може бути використана для подальшої механічної обробки в машинобудуванні. За допомогою прошивки виготовляють порожні циліндричні заготівки із різних марок сталі та кольорових металів. У тих випадках, коли прошивка порожніх заготівок пов'язана із значними труднощами або стає практично неможливою, застосовують свердління заготівок з наступним їх експандуванням (роздачею за допомогою внутрішнього деформуючого інструмента). При цьому експандування дозволяє отримувати порожні заготівки більшої довжини, ніж при прошивці. При експандуванні співвідношення довжини заготівки ( ) до її внутрішнього діаметра (d) допускається у межах 10 12 56 d . При прошивці співвідношення d допускається для високолегованих сталей та 78 d - для вуглецевих сталей (див. книгу О.П. Грудєв та ін. Технологія прокатного 20 25 30 35 виробництва. М. Металургія, 1994, с. 512-514). Відомий спосіб виготовлення порожніх заготівок, що включає установку ограненої заготівки в порожнину контейнера, центрування заготівки в порожнині контейнера та прошивку заготівки із зворотним витискуванням металу, при якому для зменшення зусилля прошивки заготівку прошивають ступінчатим прошивнем, здійснюючи при введенні першого ступеня прошивання роздачу заготівки із заповненням металом зазорів між гранями заготівки та стінкою контейнера, а зворотне витискування здійснюють при введенні другого ступеня прошивня (див. авторське свідоцтво СРСР №910299 "Спосіб виготовлення порожніх заготівок" МКВ B21J 5/10, "Бюлетень", № 9, 1982, с. 33). Недоліком способу відповідно до а. с. СРСР № 910299 є неможливість виготовлення порожньої циліндричної заготівки із співвідношенням її довжини ( ) до внутрішнього діаметра (d) більше, ніж 10 (див. книгу В.М.Друян та ін. Виробництво труб на установках з пілігримовими станами. М. Металургія, 1973, с. 174-175). Відомий також спосіб виготовлення порожніх циліндричних заготівок із дном, при якому здійснюють установку ограненої заготівки в порожнину контейнера, центрування заготівки в порожнині контейнера і прошивку заготівки із заповненням металом зазорів між гранями заготівки і стінкою контейнера (див. книгу О.А. Пляцковський та ін. Виробництво гарячекатаних труб на сучасних пілігримових установках. Ростовське книжкове видавництво, 1971, с. 37-45). При використанні вищенаведеного способу після прошивки отримують порожній стакан із дном. Недолік цього способу полягає в значному рості зусилля прошивки у кінцевій стадії процесу, що робить можливим його застосування лише при виготовленні заготівок із d не більшим ніж 6-10. співвідношенням 40 45 50 55 Найбільш близьким по технічній суті і технічному результату, що досягається, до корисної моделі, що заявляється, є спосіб виготовлення порожніх циліндричних заготівок, при якому здійснюють установку циліндричної заготівки у вертикальному стані по осі прошивки, центрування заготівки та наступну наскрізну прошивку отвору прошивним пуансоном з головкою (див. книгу Н.Ф. Єрмолаєв. Механічне обладнання трубних цехів. 2-е видання. М. Металургіздат, 1949, с 127-135). (найближчий аналог). Суттєвими ознаками найближчого аналога, що співпадають з суттєвими ознаками корисної моделі, що заявляється, є наступні операції: виготовлення порожніх циліндричних заготівок шляхом встановлення заготівки у вертикальному стані по осі прошивки, центрування заготівки та наступну наскрізну прошивку отвору прошивним пуансоном з головкою. Відомий спосіб за найближчим аналогом має наступні недоліки. По-перше, при його застосуванні неможливо виробляти порожні заготівки із співвідношенням довжини ( ) до внутрішнього діаметра (d) більше ніж 10. По-друге, в процесі прошивки неможливе суттєве збільшення зовнішнього діаметра заготівки D. Наявність вказаних недоліків суттєво звужує сортамент продукції, що може бути вироблена при застосуванні відомого способу за найближчим аналогом. 1 UA 83424 U 5 10 В основу корисної моделі поставлена задача удосконалити спосіб виготовлення порожніх циліндричних заготівок шляхом комбінованого процесу прошивки і розкочування зливків стаціонарної розливки або безперервнолитої заготівки у вертикальному прошивному пресі у "вільному" режимі прошивки за рахунок послідовного затискання заготівки спочатку у нижній частині, а потім у верхній та здійснення процесу прошивки і розкочування прошивним пуансоном з розкатною головкою, робоча частина якої складається з двох частин, перша з котрих, має форму еліптичного параболоїда, а друга - еліптичного циліндра, більша та менша осі еліпсів котрих у поперечному перерізі з'єднання ділянок робочої частини головки мають однаковий напрямок та довжину. Це дозволяє усувати наявні дефекти, властиві безперервнолитому металу та забезпечує розширення сортаменту за рахунок можливості виготовлення порожніх циліндричних заготівок із співвідношенням довжини ( ) до внутрішнього діаметра (d) в межах d =10-30, а також дозволяє 15 20 25 30 35 40 досягти суттєвого збільшення зовнішнього діаметра заготівки. Поставлена задача вирішується тим, що у способі виготовлення порожніх циліндричних заготівок, що включає установку заготівки у вертикальному прошивному пресі по осі прошивки, центрування заготівки та наступну наскрізну прошивку отвору прошивним пуансоном з головкою, згідно з корисною моделлю, центрування заготівки по осі прошивки здійснюють шляхом її затискання у вертикальному положенні двома парами губок спочатку у нижньому положенні, а потім у верхньому, а прошивку отвору прошивним пуансоном здійснюють одночасно з розкаткою отвору прошивно-розкатною головкою, що здійснює гвинтовий рух, при цьому робоча частина прошивно-розкатної головки складається з двох частин, перша з котрих прошивна, має форму еліптичного параболоїда, а друга - розкатна - еліптичного циліндра, більша та менша осі еліпсів котрих у поперечному перерізі з'єднання частин робочої частини прошивно-розкатної головки мають однаковий напрямок та довжину, а прошивку ведуть у "вільному" режимі прошивки заготівки шляхом послідовного звільнення поверхні заготівки від силового затискання під час підходу головки пуансона спочатку до верхньої зони прошивки, що затиснута, при цьому після прошивки і розкатки її знову затискають, при цьому одночасно нижню частину заготівки звільняють від затискання І забезпечують режим "вільної" прошивки нижньої частини заготівки. Причинно-наслідковий зв'язок між суттєвими ознаками корисної моделі, що заявляється, і технічним результатом, що досягається, полягає в наступному. Задача, поставлена в основу корисної моделі, вирішується за рахунок значного зниження осьового зусилля при отриманні наскрізного отвору у нагрітій до температури гарячої пластичної деформації заготівці, який здійснюють комбінованим методом "прошивки-розкатки" за рахунок спеціальної форми робочої частини головки прошивного пуансона, що здійснює гвинтовий рух, а також за рахунок "вільного" режиму прошивки. Робоча частина головки складається з двох частин: першої, що має форму еліптичного параболоїда, і другої, що має форму еліптичного циліндра, більша та менша осі еліпсів котрих у поперечному перерізі з'єднання частин робочої частини головки мають однаковий напрямок та довжину. Канонічне рівняння еліптичного параболоїда має вигляд (див., наприклад, довідник: И.Н.Бронштейн, К.А.Сємєндяєв. Довідник по математиці. Видання 4-е. М, Державне видавництво техніко-теоретичної літератури, 1954, стор. 230) x2 a2 45 50 55 y2 b2 2pZ , (1) де х, у - відповідно поточні координати точки на поверхні параболоїда в напрямках осей ох та оу; a, b - відповідно більша та менша півосі еліпса у поперечному перерізі параболоїда; p - параметр параболоїда; Ζ - довжина еліптичного параболоїда в напрямку осі οz. Перетини параболоїда, що є паралельними осі οz, є параболами, а перетини, що є паралельними площині хоу, є еліпсами. Вершина параболоїда знаходиться в початку координат (точка о). Ось οz є віссю симетрії, а площини xοz та yoz є площинами симетрії. При заданих параметрах а, b, p, Ζ координати точок поверхні еліптичного параболоїда є повністю визначеними. Канонічне рівняння еліптичного циліндра має вигляд (див., наприклад, довідник: И.Н. Бронштейн, К.А. Сємєндяєв. Довідник по математиці. Видання 4-е. М., Державне видавництво технІко-теоретичної літератури, 1954, стор. 232) 2 UA 83424 U x2 2 a y2 b2 1 , (2) де х, у - відповідно поточні координати точки на поверхні циліндра в напрямках осей ох та оу; 5 10 a, b - відповідно більша та менша півосі еліпса у поперечному перерізі еліптичного циліндра. При заданих параметрах а, b координати точок поверхні еліптичного циліндра є повністю визначеними. Таким чином, вибір форми робочої поверхні головки прошивного пуансона є обумовлений наступним. Форма еліптичного параболоїда першої частини робочої поверхні головки забезпечує зниження осьового зусилля прошивки за рахунок поступового, плавного збільшення деформації. Наявність другої (розкатної) частини робочої поверхні головки в формі еліптичного циліндра при одночасній осьовій подачі та обертанні головки (гвинтовому русі) забезпечує розкатку еліптичного отвору в заготівці в круглий. Виготовлення порожніх циліндричних заготівок із співвідношенням довжини до 15 20 25 30 35 40 45 50 55 внутрішнього діаметра d в межах d = 10-30 забезпечується за рахунок значного зниження осьового зусилля прошивки при вибраних умовах руху головки, а також формі та розмірах її робочої поверхні. Розширення сортаменту за рахунок збільшення зовнішнього діаметра порожніх заготівок досягається шляхом використання "вільної" прошивки, що забезпечує більш значне зростання зовнішнього діаметра порівняно з "закритою" прошивкою за рахунок послідовного затискання заготівки спочатку у її нижній частині, а потім - у верхній та звільнення їх під час прошивки. Відмітними ознаками способу, що заявляється, від способу-найближчого аналога є в тому, що центрування заготівки по осі прошивки здійснюють шляхом її силового затискання в одному та більш місці, а прошивку отвору прошивним пуансоном здійснюють одночасно з його розкаткою головкою, що обертається, робоча частина котрої складається з двох частин, перша з котрих, має форму еліптичного параболоїда, а друга - еліптичного циліндра, більша та менша осі еліпсів котрих у поперечному перерізі з'єднання частин робочої частини головки мають однаковий напрямок та довжину. Спосіб виготовлення порожніх циліндричних заготівок реалізується у вертикальному прошивному пресі, що наведений на наступних кресленнях. На фіг. 1 наведено загальний вигляд вертикального прошивного преса. На фіг. 2 наведено переріз А-А на. фіг. 1. На фіг.3 наведено переріз Б-Б на фіг. 1. На фіг. 4 наведено місце I на фіг. 1. На фіг. 5 наведено головку прошивного преса для здійснення прошивки заготівки із одночасною розкаткою отвору. На фіг. 6 наведено переріз В-В на фіг. 5. На фіг 7 наведено переріз Г-Г на фіг. 5. Вертикальний прошивний прес для здійснення способу виготовлення порожніх циліндричних заготівок, що пропонується, складається з фундаментної рами 1, на котрій закріплена станина 2 (фіг. 1). В станині 2 змонтовані чотири колони 3, що жорстко з'єднані з нерухомою траверзою 4. Рухома траверза 5 може переміщуватися по напрямних колонах 3 за допомогою двох гідравлічних циліндрів 6, що є укріпленими в траверзі 4. На фундаментній рамі 1 з двох боків преса змонтовані металеві конструкції 7, котрі конструктивно мають три горизонтальні площадки: на нижній та середній площадках змонтовані механізми 8 для центрування заготівки 9 відповідно осі преса шляхом затискання заготівки; на верхній площадці розташовано привід 10, що забезпечує обертання прошивного пуансона 11. В центрі рухомої траверзи 5 знаходиться опорно-поворотний вузол пуансона (фіг. 1, місце І), за допомогою котрого осьове зусилля прошивки РOC передається від рухомої траверзи до прошивного пуансона, що обертається. Вузол здатний передавати осьове зусилля на пуансон у зворотному напрямку, тобто при витягуванні пуансона із заготівки після прошивки. Привід для створення моменту М кр обертання пуансона (фіг. 2) складається з черв'ячного колеса 12, черв'яка 13 та провідного електричного двигуна 14. Крізь центральний отвір черв'ячного колеса 12 проходить пуансон, що має квадратну форму поперечного перерізу. Обертання прошивного пуансона з моментом М кр не залежить від його осьового руху. Механізми 8 для центрування заготівки 9 шляхом її затискання є однаковими і кожен з них (фіг. 3) являє собою пару рухомих губок 15, які синхронно переміщуються в напрямних 16 за допомогою гідравлічних циліндрів 17. Опорноповоротний вузол прошивного пуансона (фіг. 4) має два упорні підшипники 18, що приймають осьове зусилля від рухомої траверзи 5 в двох напрямках за допомогою втулки 19 та кришки 20. Втулка 19 за допомогою різьбового з'єднання становить одне ціле з прошивним пуансоном 11. Квадратний прошивний пуансон 11 має головку 21 для здійснення процесу прошивки та 3 UA 83424 U 5 10 15 20 25 розкатки отвору в заготівці (фіг. 5). Профіль робочої поверхні головки 21 виконано у вигляді двох частин: перша частина у вигляді еліптичного параболоїда має довжину 1; друга частина у вигляді еліптичного циліндра має довжину 2 (фіг. 5). У вільному поперечному перерізі В-В (фіг. 6) еліптичний параболоїд має форму еліпса з параметрами більшої та меншої осей, що | | дорівнюють відповідно 2 а та 2b . На відстані 1, від вершини параболоїда (точка О) поперечний переріз має форму еліпса з параметрами більшої та меншої осей, що дорівнюють відповідно 2 а та 2 b. Таку ж саму форму має поперечний переріз на другій частині (переріз Γ-Γ, фіг. 7). Прошивка отвору в заготівці 9 при використанні способу, що заявляється як корисна модель, здійснюється наступним чином. В початковому положенні рухома траверза 5 та прошивний пуансон 11 знаходяться у крайньому верхньому положенні, а губки 15 механізмів 8 для центрування заготівки 9 є розведеними. Заготівку установлюють на стіл станини 2 преса та затискають у вертикальному положенні двома парами губок 15, що забезпечує центрування заготівки по осі прошивки. Після цього вмикається механізм обертання пуансона 11 і після цього рухома траверза 5 починає рух вниз, внаслідок цього здійснюється занурення головки 21 пуансона 11 в заготівку 9 при одночасному обертанні та осьовому русі головки 21. При підході головки 21 пуансона 11 до верхнього пристрою для центрування заготівки 9 надається команда на відхід верхніх губок 15 від поверхні заготівки 9. Це, при подальшому опусканні траверзи 5, забезпечує режим "вільної" прошивки заготівки, що, в свою чергу, дозволяє забезпечити зростання зовнішнього діаметра заготівки D відповідно до його початкової величини. Після проходження головкою 21 зони верхніх губок 15, надається команда на їх зведення одночасно з відходом нижніх губок 15 від поверхні заготівки. Після проходження головкою 21 зони нижніх губок 15, надається команда на їх зведення. Таким чином здійснюється наскрізна прошивка заготівки 9 головкою 21 з додатковою розкаткою отвору. Зворотній хід прошивного пуансона 11 здійснюють при зведених губках 15, що фіксують прошиту заготівку в стаціонарному положенні. Після того, як головка 21 вийшла з прошитого отвору заготівки, губки 15 відводять від поверхні заготівки 9, а її знімають із стола станини. Спосіб, що пропонується як корисна модель, дозволяє здійснювати прошивку отвору у циліндричній заготівці з підвищеним показником співвідношення довжини заготівки до 30 35 діаметру d отвору ( d = 10-30), що досягається застосуванням комбінованого процесу прошивки - розкатки. Окрім того, прошивка у "вільному" режимі при звільненні заготівки від затискання губками устрою для центрування, дозволяє збільшити початковий діаметр на 5-10 %, а в разі використання декількох циклів прошивки - до 50 %. Приклад конкретного здійснення способу. Здійснюють прошивку безперервнолитого зливка із вуглецевої сталі марки 45. Довжина зливка 0=3000 мм, діаметр зливка D0=490 мм, температура нагріву заготівки 1250-1280 °C. Параметри прошивної головки наступні: 2a=d = 100 b 40 a 103 = 48,54 мм; 1-d=100 мм; 2=0,8 1=80 мм. Швидкість осьового руху , mm; а = 50 мм; пуансона V0=75 мм/с. Величина подачі головки за час її одного обертання S=30 мм (частота обертання головки n=150 обертів за хвилину, або 15,7 радіан за секунду). В результаті здійснення прошивки із застосуванням способу, що заявляється, отримали заготівку з наступними параметрами: зовнішній діаметр D=505 мм; внутрішній діаметр d-100 мм; довжина = 2934 мм. Таким чином, застосування способу, що заявляється в якості корисної моделі, дозволило отримати заготівку із співвідношеннями d = 29,34 при відносному збільшенні D D0 D 100% D0 зовнішнього діаметра = 3,06 %. Такі показники не можуть бути досягнуті при 45 використанні відомих способів та пристроїв. Використання способу, згідно з корисною моделлю, що заявляється, дозволяє ліквідувати наявні дефекти, властиві безперервнолитому металу, та забезпечує розширення сортаменту за рахунок можливості виготовлення порожніх циліндричних заготівок із співвідношенням довжини ( ) до внутрішнього діаметра (d) в межах d = 10-30, а також дозволяє досягти суттєвого 50 збільшення зовнішнього діаметра заготівки. 4 UA 83424 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 15 Спосіб виготовлення порожніх циліндричних заготівок, що включає установку заготівки у вертикальному прошивному пресі по осі прошивки, центрування заготівки та наступну наскрізну прошивку отвору прошивним пуансоном з головкою, який відрізняється тим, що центрування заготівки по осі прошивки здійснюють шляхом її затискання у вертикальному положенні двома парами губок спочатку у нижньому положенні, а потім у верхньому, а прошивку отвору прошивним пуансоном здійснюють одночасно з розкаткою отвору прошивно-розкатною головкою, що здійснює гвинтовий рух, при цьому робоча частина прошивно-розкатної головки складається з двох частин, перша з котрих - прошивна, має форму еліптичного параболоїда, а друга - розкатна - еліптичного циліндра, більша та менша осі еліпсів котрих у поперечному перерізі з'єднання частин робочої частини прошивно-розкатної головки мають однаковий напрямок та довжину, а прошивку ведуть у "вільному" режимі прошивки заготівки шляхом послідовного звільнення поверхні заготівки від силового затискання під час підходу головки пуансона спочатку до верхньої зони прошивки, що затиснута, причому після прошивки і розкатки її знову затискають, при цьому одночасно нижню частину заготівки звільняють від затискання і забезпечують режим "вільної" прошивки нижньої частини заготівки. 5 UA 83424 U 6 UA 83424 U 7 UA 83424 U 8 UA 83424 U 9 UA 83424 U 10 UA 83424 U Комп’ютерна верстка І. Скворцова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 11
ДивитисяДодаткова інформація
Автори англійськоюBalakin Valerii Fedorovych, Stepanenko Oleksandr Mykolaiovych, Pavlovskyi Borys Hryhorovych, Uhriumov Yurii Dmytrovych
Автори російськоюБалакин Валерий Федорович, Степаненко Александр Николаевич, Павловский Борис Григорьевич, Угрюмов Юрий Дмитриевич
МПК / Мітки
МПК: B21J 5/10, B21C 23/08, B21J 5/00
Мітки: порожніх, виготовлення, спосіб, заготівок, циліндричних
Код посилання
<a href="https://ua.patents.su/13-83424-sposib-vigotovlennya-porozhnikh-cilindrichnikh-zagotivok.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення порожніх циліндричних заготівок</a>
Спосіб виготовлення точних заготівок корпусів гідроциліндрів

Номер патенту: 32707
Опубліковано: 26.05.2008
Автори: Семеняка Людмила Іванівна, Дорошко Володимир Іванович
МПК: B21K 21/00
Мітки: точних, гідроциліндрів, спосіб, заготівок, виготовлення, корпусів
Формула / Реферат:
Спосіб виготовлення точних заготівок корпусів гідроциліндрів, який полягає у виготовленні порожнистих циліндричних виробів з дном із заготівки у вигляді товстостінного стакана з подальшим отриманням стінки необхідної товщини, який відрізняється тим, що здійснюють фінішну операцію поверхневої пластичної деформації - вільного дорновання - за схемою стиснення декількома дорнами.
Спосіб виготовлення заготівок із підвищеними механічними властивостями
Номер патенту: 59104
Опубліковано: 10.05.2011
Автори: Жбанков Ярослав Геннадійович, Алієв Іграмотдін Серажутдінович, Алієва Лейла Іграмотдінівна
МПК: B21K 21/00
Мітки: заготівок, підвищеними, виготовлення, властивостями, механічними, спосіб
Формула / Реферат:
Спосіб виготовлення заготівок із підвищеними механічними властивостями, який полягає у багаторазовому видавлюванні, який відрізняється тим, що отримують порожнисту циліндричну заготівку циклічним багаторазовим радіально-прямим видавлюванням в зазор, який утворюється між матрицею із конічною ділянкою та ступінчастою конічною оправкою, після чого заготівку розрізають вздовж осі симетрії та вигинають в полотно.
Спосіб виготовлення якісних заготівок із злитків без прибуткової частини
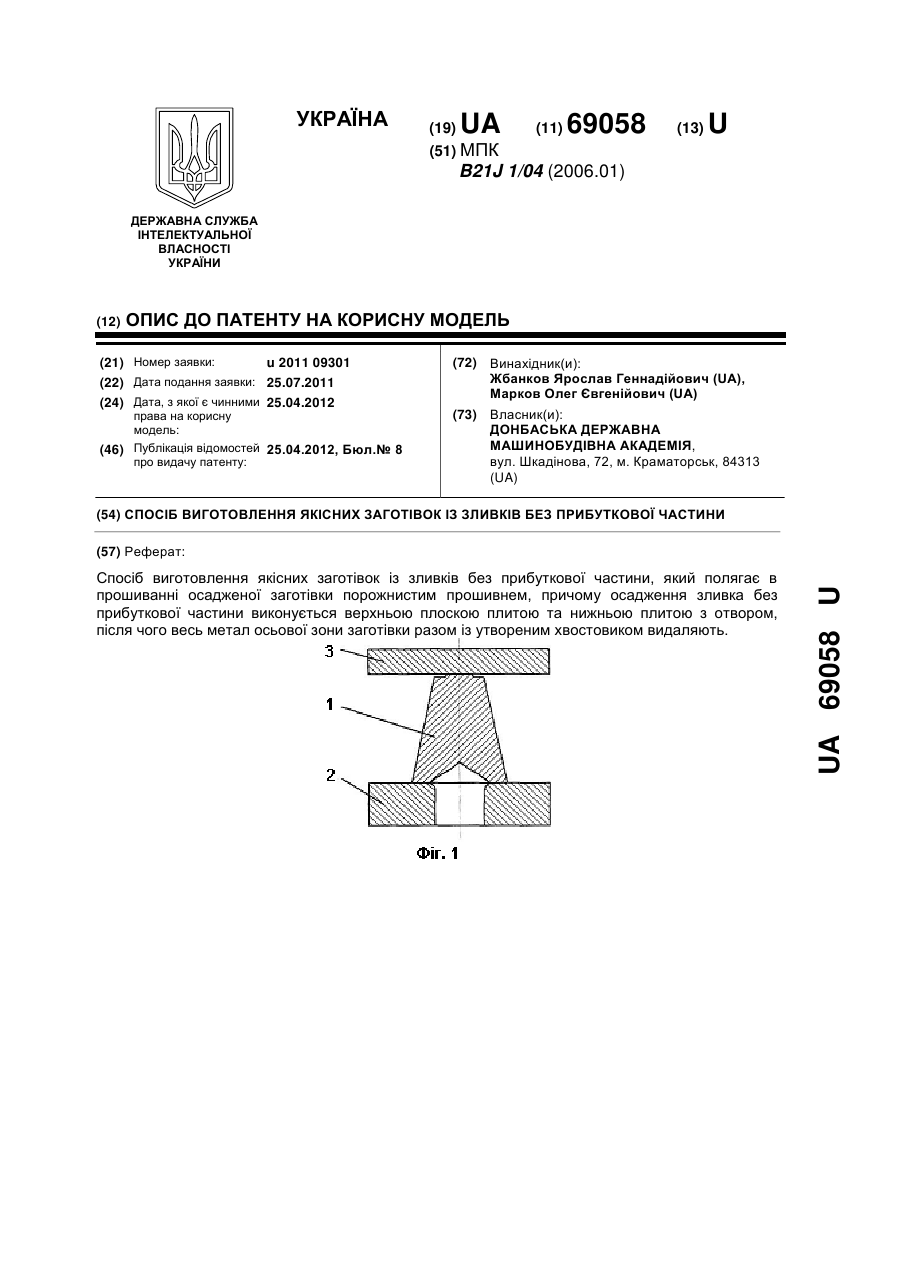
Номер патенту: 69058
Опубліковано: 25.04.2012
Автори: Жбанков Ярослав Геннадійович, Марков Олег Євгенійович
МПК: B21J 1/04
Мітки: частини, виготовлення, злитків, прибуткової, заготівок, спосіб, якісних
Формула / Реферат:
Спосіб виготовлення якісних заготівок із зливків без прибуткової частини, що полягає в прошиванні осадженої заготівки порожнистим прошивнем, який відрізняється тим, що осадження зливка без прибуткової частини виконується верхньою плоскою плитою та нижньою плитою з отвором, після чого весь метал осьової зони заготівки разом із утвореним хвостовиком видаляють.
Пристрій коливання струмопідвідного мундштука при наплавці циліндричних заготівок
Номер патенту: 32631
Опубліковано: 15.02.2001
Автори: Шилюк Сергій Миколайович, Невідомський Володимир Олександрович
МПК: B22D 19/08
Мітки: мундштука, циліндричних, заготівок, пристрій, коливання, струмопідвідного, наплавці
Текст:
...надають коливальні рухи, які паралельні геометричній осі заготівки і ВІДПОВІДНІ синусоїдальному закону Для досягнення цього технічного результату пристрій коливань струмопідвідного мундштука, до складу якого входять корпус та привід його коливання, обладнано напрямною рейкою, на якій рухомо встановлено корпус з мундштуком, а привід виконано у вигляді кривошипно-шатунного механізму, шатун якого з'єднано із визначеним корпусом Між характерними...
Спосіб виготовлення профільних гвинтових заготівок
Номер патенту: 52565
Опубліковано: 25.08.2010
Автори: Васильків Василь Васильович, Радик Дмитро Леонидович
МПК: B21D 11/00
Мітки: гвинтових, виготовлення, заготівок, спосіб, профільних
Формула / Реферат:
Спосіб виготовлення профільних гвинтових заготівок, що включає формування гвинтової спіралі із профільної смугової заготівки шляхом переміщення заготівки між двома роликами з наступним розтягування на крок, який відрізняється тим, що формування гвинтової спіралі здійснюють шляхом проникнення верхнього жорсткого ролика меншого діаметра із профільною смуговою заготівкою в пружне покриття нижнього ролика більшого діаметра з наступним...
Попередній патент: Гідропривод летючих ножиць
Наступний патент: Вертикальний прошивний прес для виготовлення порожніх циліндричних заготівок
Випадковий патент: Пристрій запуску двигуна змінного струму