Фасувально-пакувальний апарат для автоматичного пакування сипких продуктів
Формула / Реферат
1. Фасувально-пакувальний апарат для автоматичного пакування сипких продуктів, що містить блок дозування, до складу якого входять засіб для завантажування сипких продуктів та дозатор, який містить засіб для вимірювання об'єму та/або ваги сипких продуктів, блок пакування, у склад якого входять засіб для фасування сипких порцій продуктів в упаковку, механізм розмотування та протягання пакувальної плівки, вузол запаювання упаковки, який відрізняється тим, що блок дозування виконаний знімним, і дозатор в ньому виконаний з можливістю зміни засобу для вимірювання об'єму та/або ваги сипких продуктів.
2. Фасувально-пакувальний апарат за п. 1, який відрізняється тим, що дозатор виконаний об'ємного типу.
3. Фасувально-пакувальний апарат за п. 2, який відрізняється тим, що об'ємний дозатор містить засіб для вимірювання об'єму та/або ваги сипких продуктів, виконаний як індивідуальний набір мірних ємностей з однаковим внутрішнім об'ємом.
4. Фасувально-пакувальний апарат за п. 3, який відрізняється тим, що для різних типів сипких продуктів мірні ємності виконані різного об'єму.
5. Фасувально-пакувальний апарат за п. 3, який відрізняється тим, що мірні ємності виконані телескопічними.
6. Фасувально-пакувальний апарат за п. 1, який відрізняється тим, що дозатор виконаний електронно-вагового типу.
7. Фасувально-пакувальний апарат за п. 6, який відрізняється тим, що електронно-ваговий дозатор містить засіб для вимірювання об'єму та/або ваги сипких продуктів, виконаний у вигляді зважувальних ємностей з тензометричними електронними датчиками.
Текст
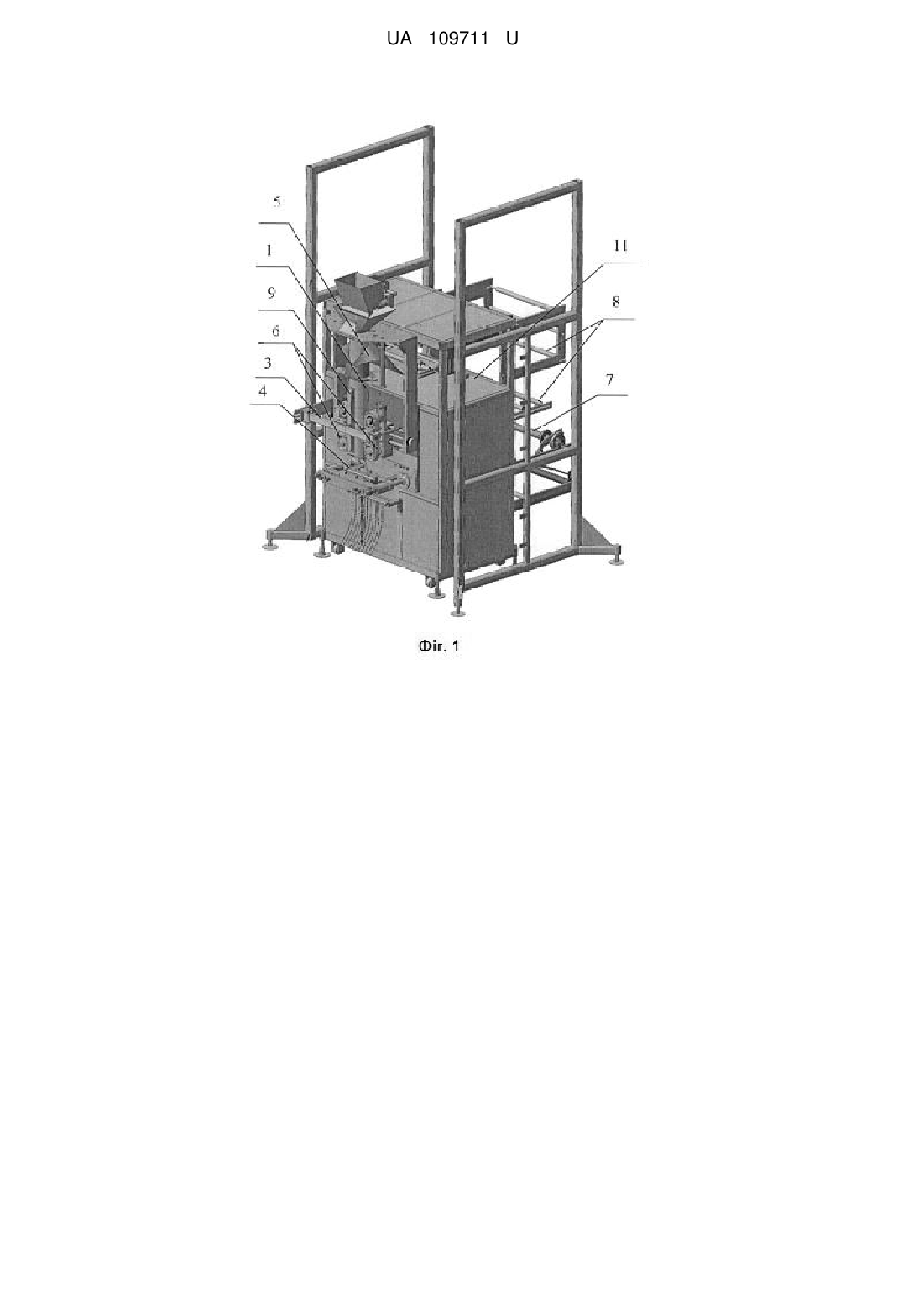
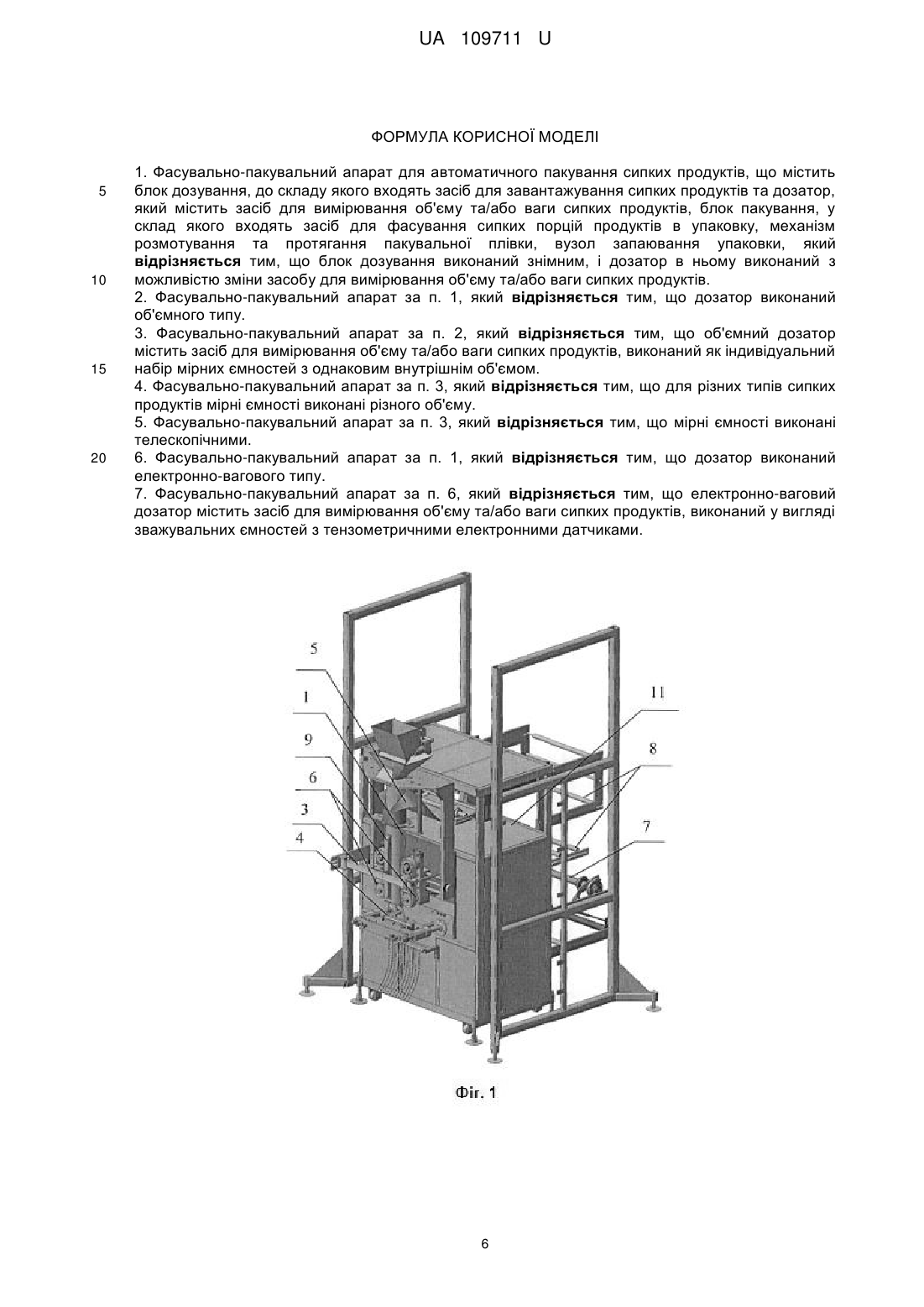
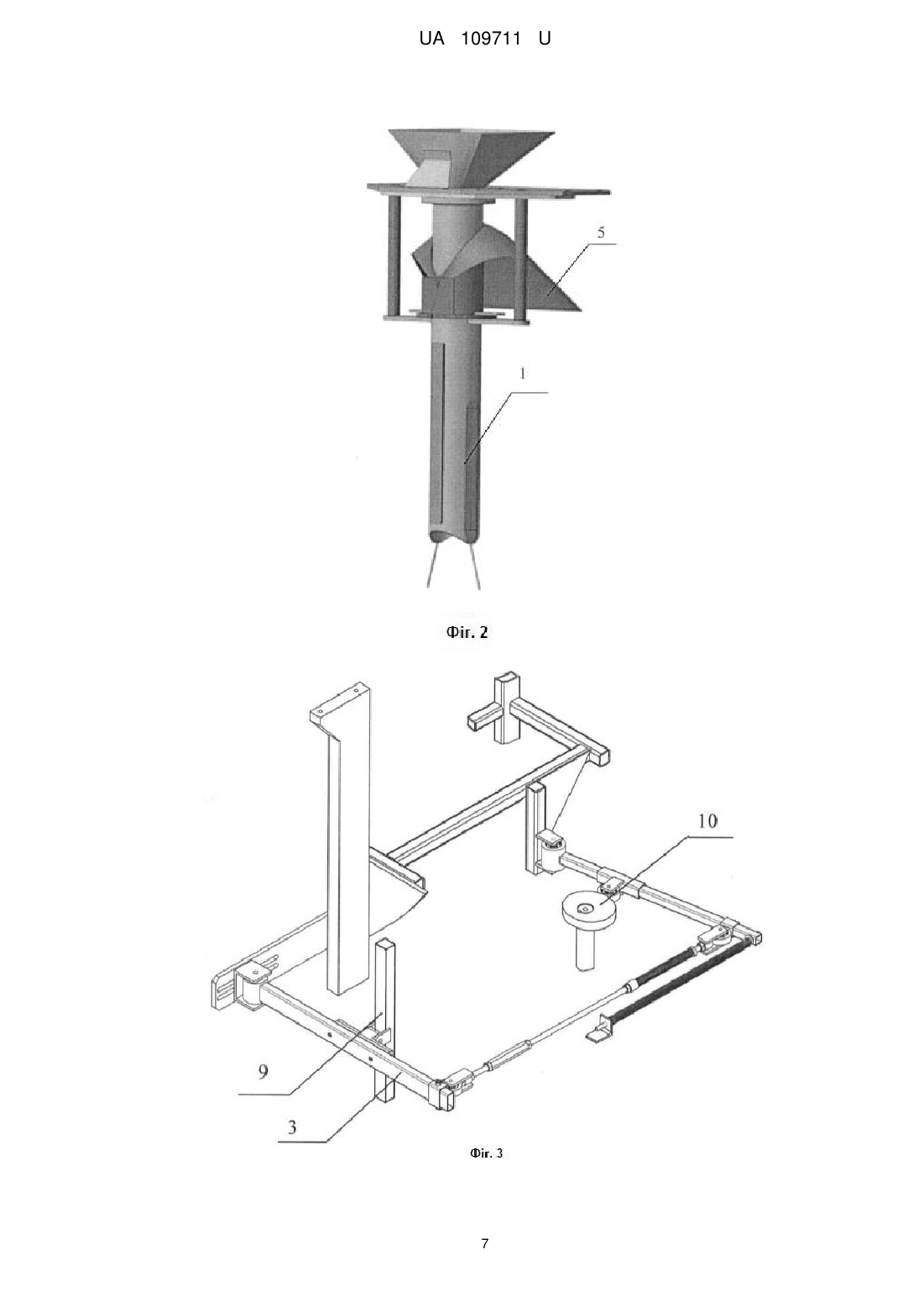
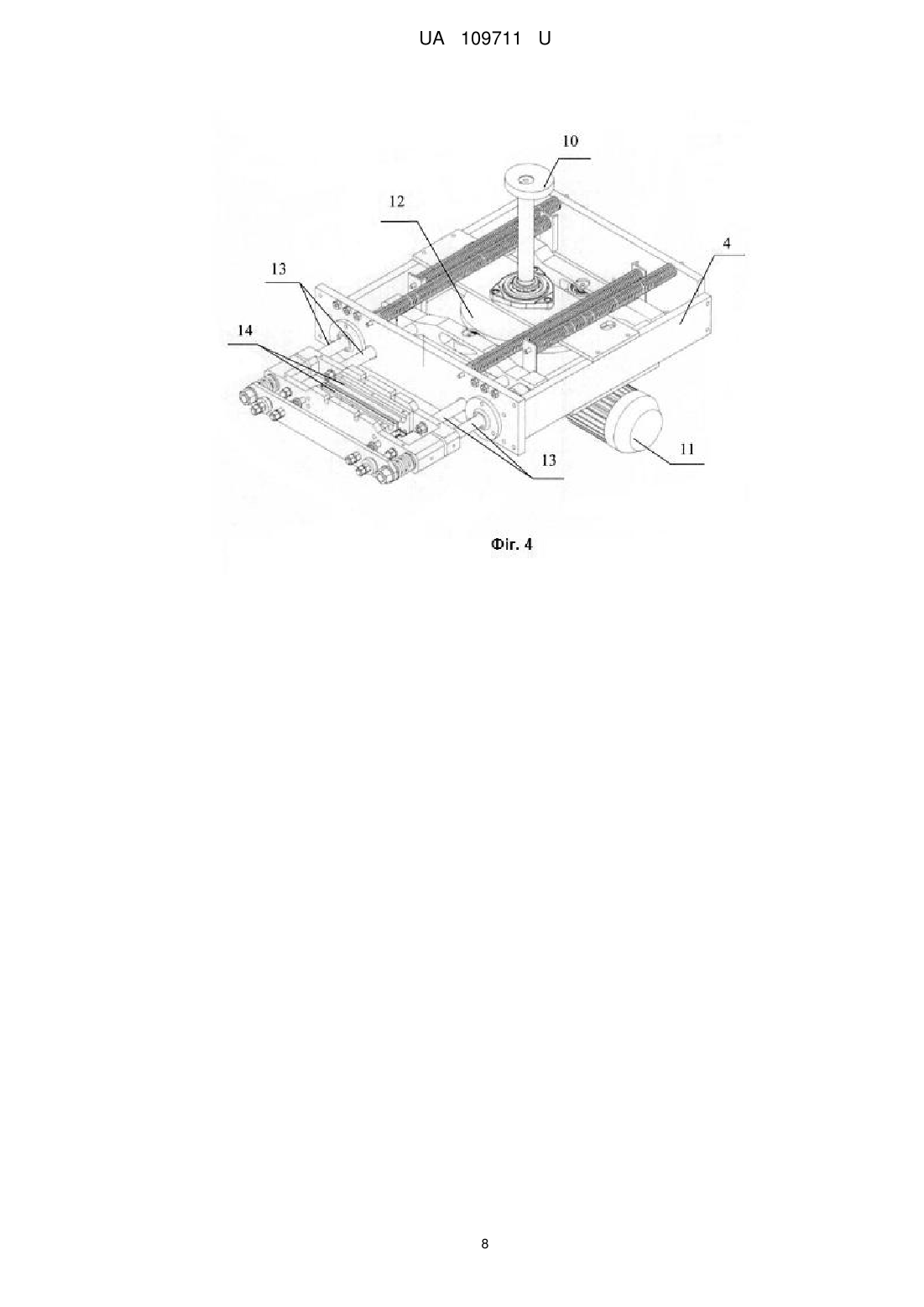
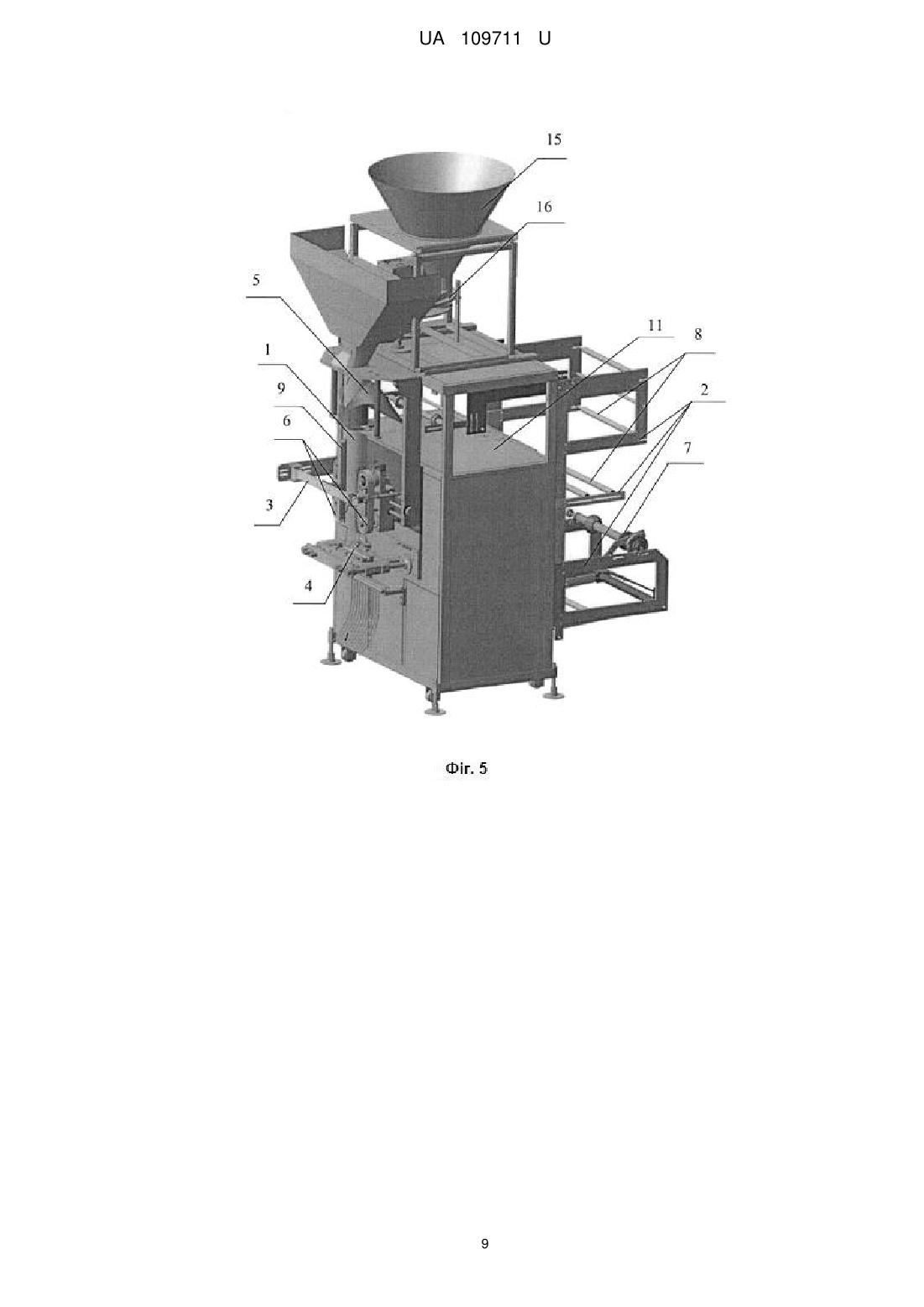
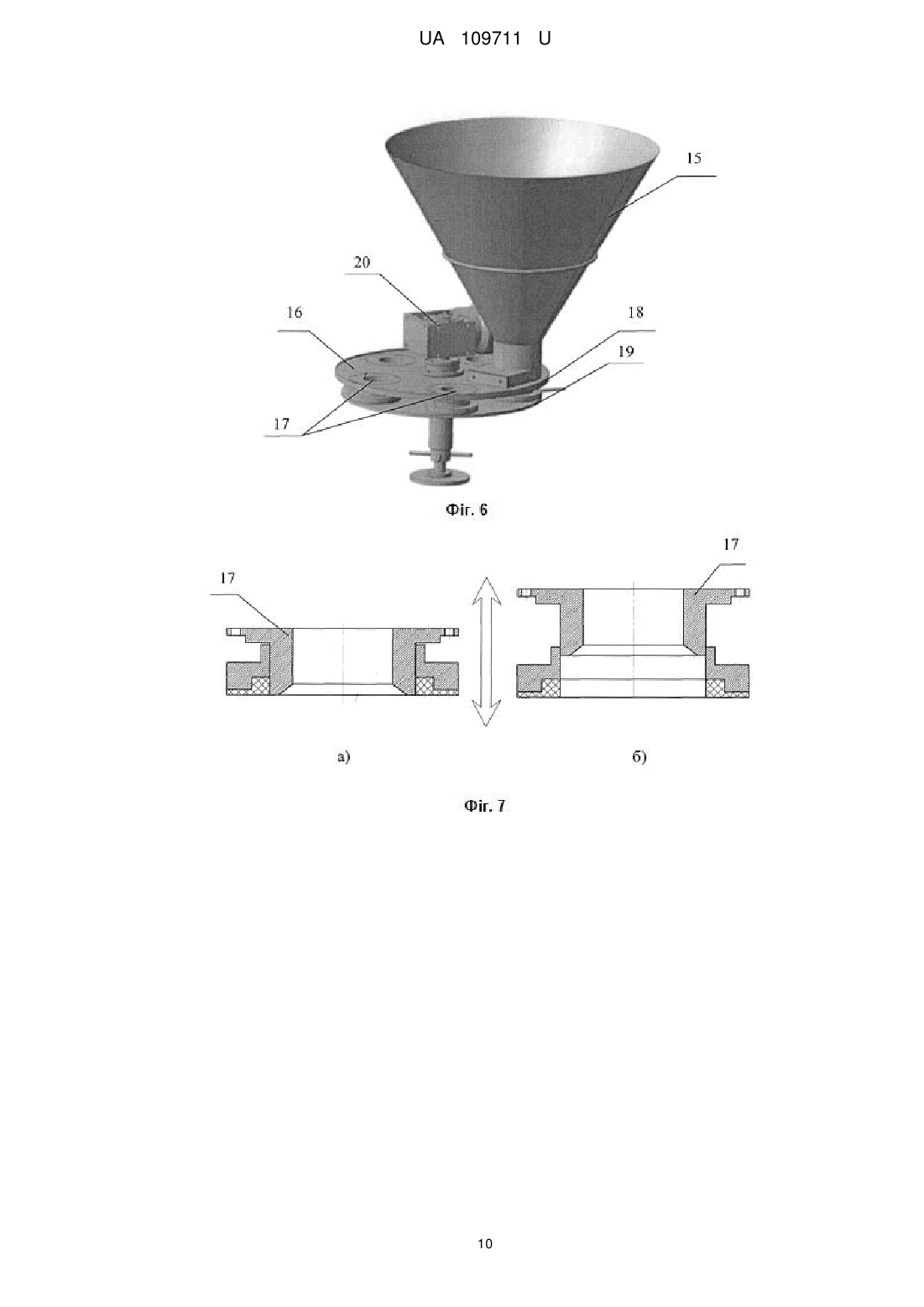
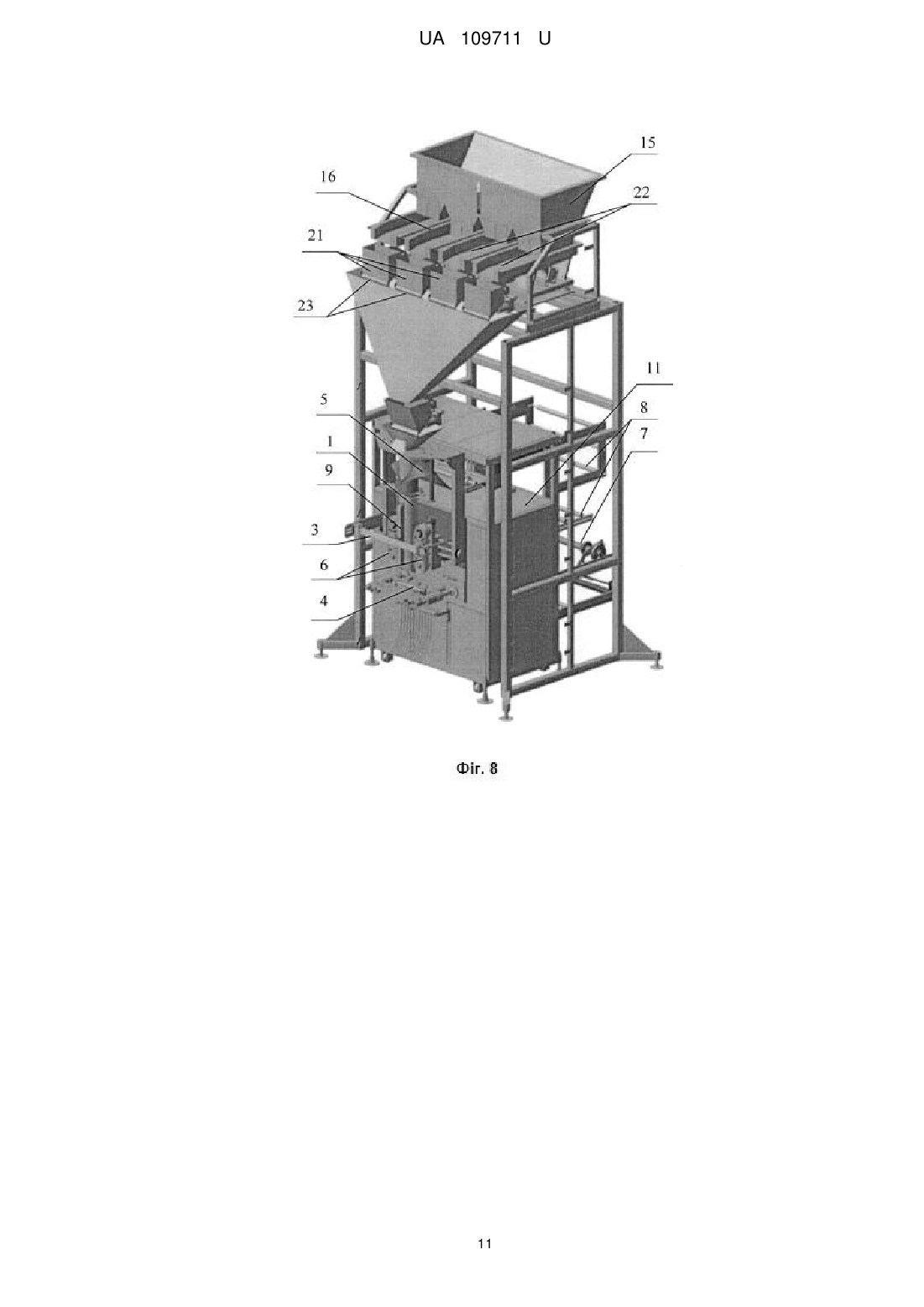
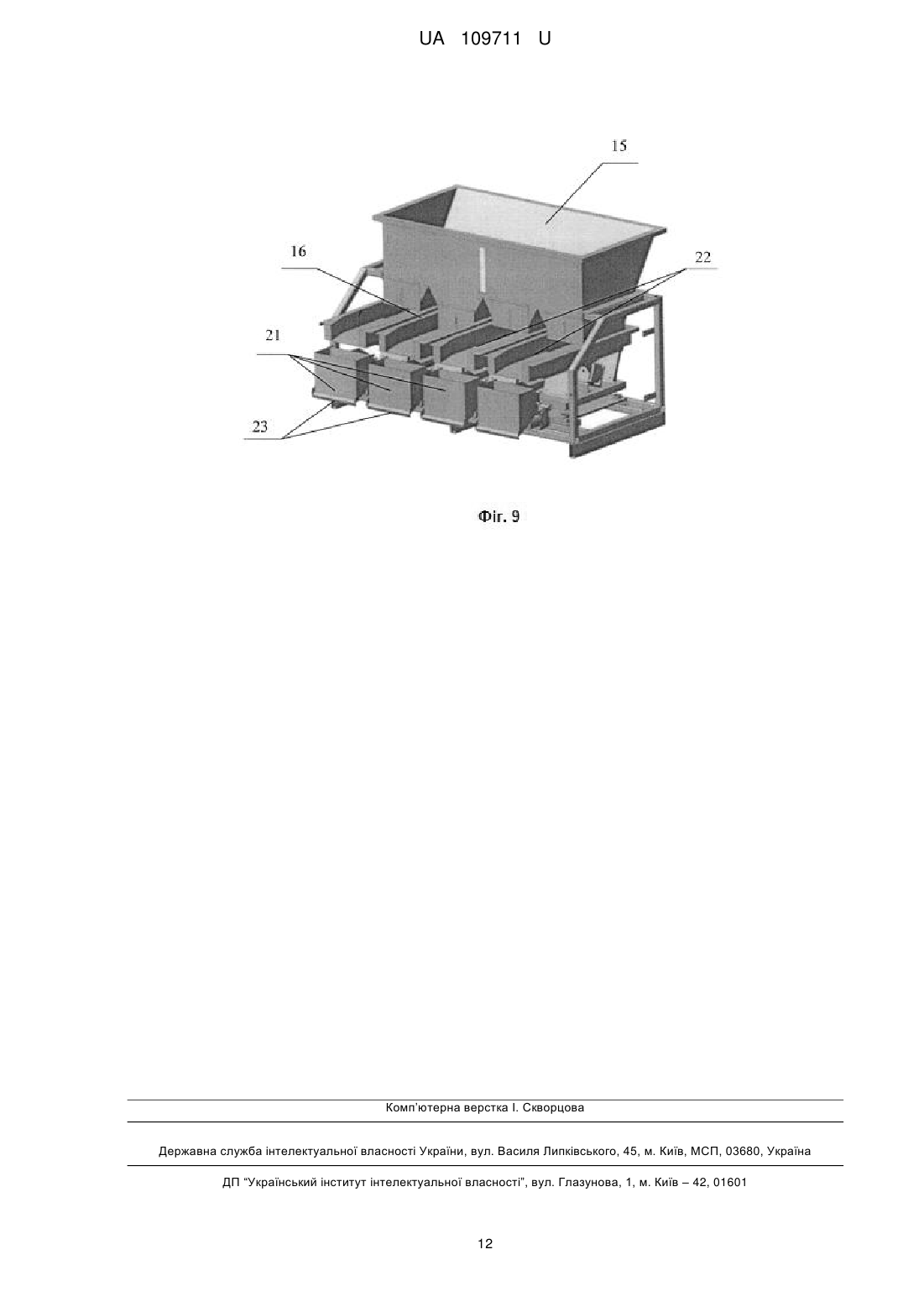
Реферат: Фасувально-пакувальний апарат для автоматичного пакування сипких продуктів містить блок дозування, до складу якого входять засіб для завантажування сипких продуктів та дозатор, який містить засіб для вимірювання об'єму та/або ваги сипких продуктів, блок пакування, у склад якого входять засіб для фасування сипких порцій продуктів в упаковку, механізм розмотування та протягання пакувальної плівки, вузол запаювання упаковки. При цьому блок дозування виконаний знімним, а дозатор в ньому виконаний з можливістю зміни засобу для вимірювання об'єму та/або ваги сипкого продуктів. UA 109711 U (12) UA 109711 U UA 109711 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі дозування та пакування сипких продуктів, і може бути використана в харчовій, хімічній, сільськогосподарській і інших галузях промисловості для дозування та пакування порцій сипких продуктів таких як, наприклад, крупа, насіння соняшника, арахісу, зерен кави, сухариків, фісташок та інші види горіхів, цукру, чаю, макаронних виробів, пельменів, цукерок, в упаковку, зокрема, трьохшовні пакети. Відомо багато аналогічних рішень фасувально-пакувального апарату для автоматичного пакування сипких продуктів, серед яких за сукупністю суттєвих ознак найближчими є наступні. Відомий фасувально-пакувальний апарат для автоматичного пакування сипких продуктів за патентом US 6612347 В2, опублікованого 02.09.2003 р., що містить блок дозування, до складу якого входять засіб для завантажування харчових сипких продуктів та дозатор, який містить засіб для вимірювання об'єму та/або ваги сипких продуктів, блок пакування, у склад якого входять засіб для фасування порцій сипких продуктів в упаковку, механізм розмотування та протягання пакувальної плівки, вузол запаювання упаковки. Недоліком даного фасувально-пакувального апарату є те, що засіб для вимірювання об'єму та/або ваги сипких продуктів має постійний незмінний об'єм для дозування всіх видів упаковок з сипким продуктом. При такому дозуванні продуктивність апарату буде погіршуватись у випадку, якщо необхідно буде перейти на значно більшу вагу сипкого продукту, що пакується. Щоб продуктивність не погіршувалась, необхідно використовувати засоби для вимірювання об'єму та/або ваги сипких продуктів з суттєво більшим об'ємом, але в такому випадку, якщо перейти на іншу вагу упаковки, використовуючи ці ж засоби для вимірювання об'єму та/або ваги сипких продуктів, то виходить велика похибка по вазі в готових упаковках. Таким чином універсальність даного фасувально-пакувального апарату не підтверджується на практиці, а отже сприяє погіршенню продуктивності загалом. Як найближчий аналог прийнято фасувально-пакувальний апарат для автоматичного пакування сипких продуктів за патентом UA 67274, опублікованого 10.02.2012 р., що містить блок дозування, до складу якого входять засіб для завантажування сипких продуктів та дозатор, який містить засіб для вимірювання об'єму та/або ваги сипких продуктів, блок пакування, у склад якого входять засіб для фасування порцій сипких продуктів в упаковку, механізм розмотування та протягання пакувальної плівки, вузол запаювання упаковки. Недоліком даного фасувально-пакувального апарату є те, що засіб для вимірювання об'єму та/або ваги сипких продуктів має постійний незмінний об'єм для дозування всіх видів упаковок з сипким продуктом. При такому дозуванні продуктивність апарату буде погіршуватись у випадку, якщо необхідно буде перейти на значно більшу вагу сипкого продукту, що пакується. Щоб продуктивність не погіршувалась, необхідно використовувати засоби для вимірювання об'єму та/або ваги сипких продуктів з суттєво більшим об'ємом, але в такому випадку, якщо перейти на іншу вагу упаковки, використовуючи ці ж засоби для вимірювання об'єму та/або ваги сипких продуктів, то виходить велика похибка по вазі в готових упаковках. Таким чином універсальність даного фасувально-пакувального апарату не підтверджується на практиці, а отже сприяє погіршенню продуктивності загалом. В основу корисної моделі поставлено задачу покращити продуктивність пристрою з одночасним зменшенням похибок ваги при дозуванні в результаті зміни конструктивних елементів пристрою шляхом зміни засобу для вимірювання об'єму та/або ваги сипких продуктів в залежності від типу продукту. Поставлена задача вирішується таким чином, що фасувально-пакувальний апарат для автоматичного пакування сипких продуктів містить блок дозування, до складу якого входять засіб для завантажування сипких продуктів та дозатор, який містить засіб для вимірювання об'єму та/або ваги сипких продуктів, блок пакування, у склад якого входять засіб для фасування порцій сипких продуктів в упаковку, механізм розмотування та протягання пакувальної плівки, вузол запаювання упаковки, відповідно до корисної моделі, блок дозування виконаний знімним, в якому дозатор виконаний з можливістю зміни засобу для вимірювання об'єму та/або ваги сипких продуктів. При цьому дозатор виконаний об'ємного типу. При цьому об'ємний дозатор містить засіб для вимірювання об'єму та/або ваги сипких продуктів, виконаний як індивідуальний набір мірних ємностей з однаковим внутрішнім об'ємом. При цьому для різних типів продуктів мірні ємності виконані різного об'єму. При цьому мірні ємності виконані телескопічними. При цьому дозатор виконаний електронно-вагового типу. При цьому електронно-ваговий дозатор містить засіб для вимірювання об'єму та/або ваги сипких продуктів, виконаний у вигляді зважувальних ємностей з тензометричними електронними датчиками. 1 UA 109711 U 5 10 15 20 25 30 35 40 45 50 55 60 Між сукупністю суттєвих ознак корисної моделі та технічним результатом, який досягається при його використанні, існує наступний причинно-наслідковий зв'язок. З рівня техніки відомі фасувально-пакувальні апарати для автоматичного пакування сипких продуктів, які містять дозатор, до складу якого входить засіб для вимірювання об'єму та/або ваги сипких продуктів. В більшості випадків як даний засіб використано певні ємності, які в основному мають однаковий об'єм, та в які потрапляє продукт для дозування. Недоліком використання такого засобу для вимірювання об'єму та/або ваги сипких продуктів являється постійний незмінний об'єм та/або вага для дозування всіх типів сипких продуктів. В результаті продуктивність фасувально-пакувального апарату буде суттєво знижуватись, наприклад, у випадку переходу з меншої на значно більшу вагу сипкого продукту, що пакується. Для того, щоб продуктивність пристрою не знижувалась, необхідно буде використовувати засіб для вимірювання об'єму та/або ваги сипких продуктів (ємності) з суттєво більшим об'ємом, але в цьому випадку, якщо перейти на іншу вагу пакування, використовуючи ці ж ємності, отримаємо значну похибку по вазі в готових упаковках. В результаті досліджень винахідником було встановлено, що якщо як засіб для вимірювання об'єму та/або ваги сипких продуктів використовувати набір ємностей, в якому кожна ємність буде мати певний об'єм, який відповідатиме 10 г насіння соняшника, то при виставленій вазі готової упаковки з насінням соняшника в 50 г необхідно, щоб в пакувальний рукав висипалось 5 ємностей. Але якщо, використовуючи цей же набір ємностей, виставити готову вагу упаковку з насінням в 500 г, то необхідно буде, щоб в пакувальний рукав висипалось 50 ємностей по 10 г. Відповідно, продуктивність пристрою суттєво зменшиться, оскільки при цьому швидкість обертання приводу дозувального ротора залишиться колишньою. Щоб продуктивність не суттєво зменшувалась, потрібно буде використовувати набір ємностей, в якому кожна ємність буде мати об'єм, наприклад, 50 г. Але в цьому випадку, якщо необхідно буде отримати вагу упаковок 40 г, 60 г, 70 г і т.д., отримаємо похибку в 10-20 г в кожній упаковці, що не припустимо. Для вирішення даної проблеми існує потреба в створенні такого фасувально-пакувального апарату, відповідно до якого покращувалась б продуктивність пристрою з одночасним зменшенням похибок ваги при дозуванні порцій сипких продуктів. В процесі проведених досліджень винахідником було встановлено, що для покращення продуктивності пристрою необхідним являється виконання блока дозування знімним, що дозволяє змінювати його в залежності від виду сипких продуктів, в разі необхідності використання різних дозаторів або у випадку поломки, при цьому блок пакування залишається незмінним і може використовуватись для різних блоків дозування. Таким чином забезпечується гнучкість в конструкції фасувально-пакувального апарату, а в результаті і продуктивність. Крім того, винахідником в процесі досліджень було встановлено, що для покращення продуктивності пристрою необхідним являється виконання дозатора з можливістю зміни засобу для вимірювання об'єму та/або ваги сипкого продуктів. Зміна засобу для вимірювання об'єму та/або ваги сипкого продуктів в залежності від виду сипкого продукту дозволяє використовувати відповідний засіб для вимірювання об'єму та/або ваги сипкого продуктів, що необхідний для конкретного продукту, таким чином мінімізуючи похибки по вазі та збільшуючи універсальність пристрою загалом, що в свою чергу зумовлює покращення продуктивності апарату. В процесі досліджень було встановлено, що для пакування однорідних легкосипких продуктів, наприклад, крупів, насіння соняшника, арахісу і т.д., виконання дозатора об'ємного типу, який містить засіб для вимірювання об'єму та/або ваги сипких продуктів, виконаний як індивідуальний набір мірних ємностей з однаковим внутрішнім об'ємом дозволяє досягнути необхідного результату. Це можливо оскільки під кожну вагу продукту, яку необхідно отримати в готовій упаковці на виході з апарату, використовується індивідуальний набір мірних ємностей. При цьому було встановлено, що для різних типів сипких продуктів мірні ємності виконані різного об'єму, оскільки різні продукти відрізняються один від одного питомою вагою. Також, відповідно до однієї з ознак, мірні ємності можуть бути виконані телескопічними, тобто бути висувними. Так, наприклад, для меншої ваги можуть використовуватись мірні ємності у складеному стані, а для більшої ваги - у розкладеному (висунутому) стані. Таким чином, використання під кожну конкретну вагу сипкого продукту в готовій упаковці індивідуального набору мірних ємностей, або ж використання телескопічної конструкції мірних ємностей, дозволяє пакувати різнорідні сипкі продукти з різною вагою з мінімальною похибкою по вазі в кожній готовій упаковці, що покращує продуктивність роботи апарату. Похибка в даному випадку буде складати ± 0,5-4 %. Також в процесі досліджень було встановлено, що для пакування сипких продуктів таких як, наприклад, сухариків, фісташок, того ж арахісу, цукру, чаю, макаронних виробів, а також дрібно штучних продуктів пельменів, цукерок і т.д., виконання дозатора електронно-вагового типу, який 2 UA 109711 U 5 10 15 20 25 30 35 40 45 50 55 60 містить засіб для вимірювання об'єму та/або ваги сипких продуктів, виконаний у вигляді зважувальних ємностей з тензометричними електронними датчиками дозволяє досягнути необхідного результату. Це можливо оскільки зважування здійснюється електронно з утворенням необхідних порцій (доз) сипкого продукту. Виконання засобу для вимірювання об'єму та/або ваги сипких продуктів у вигляді зважувальних ємностей з тензометричними електронними датчикам дозволяє пакувати сипкі продукти в упаковки вагою від 10 г до 2 кг, для зміни ваги достатньо виставити на контролерах необхідну вагу дозування. Таким чином, виконання засобу для вимірювання об'єму та/або ваги сипких продуктів у вигляді зважувальних ємностей з тензометричними електронними датчиками, дозволяє пакувати сипкі продукти в упаковки вагою від 10 г до 2 кг з мінімальною похибкою по вазі в кожній готовій упаковці, що покращує продуктивність роботи апарату. Похибка в даному випадку буде складати ± 0,5-4 %. Заявлена корисна модель ілюструється наступним прикладом фасувально-пакувального апарату для автоматичного пакування сипких продуктів, а також відповідними кресленнями, на яких зображено наступне: на фіг. 1 - вид блока пакування фасувально-пакувального апарату автоматичного пакування сипких продуктів; на фіг. 2 - вид засобу для фасування порцій продуктів в упаковки; на фіг. 3 - вид вузла подовжнього запаювання блока пакування; на фіг. 4 - вид вузла поперечного запаювання блока пакування; на фіг. 5 - вид фасувально-пакувального апарату автоматичного пакування сипких продуктів з блоком дозування, в якому дозатор виконаний об'ємного типу; на фіг. 6 - вид дозатора об'ємного типу; на фіг. 7 - вид мірних ємностей дозатора об'ємного типу, виконаних телескопічними: а) - у складеному стані; б) - у розкладеному стані; на фіг. 8 - вид фасувально-пакувального апарату автоматичного пакування сипких продуктів з блоком дозування, в якому дозатор виконаний електронно-вагового типу; на фіг. 9 - вид дозатора електронно-вагового типу. Креслення, що ілюструють заявлену корисну модель, а також наведений приклад конкретного виконання пристрою ніяким чином не обмежують обсяг домагань, викладений у формулі, а тільки пояснюють суть корисної моделі. На фігурі 1 зображений вид блока пакування фасувально-пакувального апарату автоматичного пакування сипких продуктів. До складу блока пакування фасувальнопакувального апарату входять засіб для фасування сипких порцій продуктів в упаковку 1, механізм розмотування та протягання пакувальної плівки 2, вузол запаювання упаковки, який розділений на вузол подовжнього запаювання 3 та вузол поперечного запаювання 4 упаковки. Засіб для фасування сипких порцій продуктів в упаковку 1 виконаний у вигляді труби, через внутрішню порожнину якої сипкий продукт потрапляє з блока для дозування в блок пакування, і в результаті в трьохшовну упаковку. На зовнішній поверхні засобу для фасування сипких порцій продуктів в упаковку 1 відбувається формування пакувального рукава 5 з полімерної пакувальної плівки. Протяжка пакувального рукава 5 по засобу для фасування сипких порцій продуктів в упаковку 1 здійснюється за допомогою двох приводних ременів 6. Приводні ремені 6 мають гумову поверхню. Рух приводних ременів 6 здійснюється за рахунок електричного моторредуктора. Полімерна пакувальна плівка надходить на поверхню засобу для фасування сипких порцій продуктів в упаковку 1 з механізму розмотування і протягання пакувальної плівки 2. Механізм розмотування і протягання пакувальної плівки 2 являє собою механізм, що складається з рулонотримача 7 і декількох валиків 8. На рулонотримач 7 одягається і закріплюється рулон полімерної пакувальної плівки. Пакувальна плівка розмотується з рулону, проходячи через систему декількох валиків 8. Розмотування пакувальної плівки з рулону відбувається за рахунок руху приводних ременів 6. Вузол запаювання упаковки, як було вже зазначено вище, розділений на вузол подовжнього запаювання 3 та вузол поперечного запаювання 4 упаковки. Вузол подовжнього запаювання 3 призначений для створення вертикального шва на упаковці з сипким продуктом. Він являє собою важільно-ексцентриковий механізм, основним елементом якого є нагрівальний модуль 9. Нагрівальний модуль 9 виконаний в формі паралелепіпеда. Всередині нагрівального модуля 9 встановлено трубчастий електронагрівач. За допомогою ексцентрика 10 і системи важелів нагрівальний модуль 9 здійснює лінійний рух в сторону засобу для фасування сипких порцій продуктів в упаковку 1 і назад. В момент, коли нагрівальний модуль 9 наближається до засобу для фасування сипких порцій продуктів в упаковку 1, відбувається контактування нагрітої поверхні нагрівального модуля 9 з поверхнею полімерної пакувальної плівки, яка у вигляді пакувального рукава 5 обтягує засіб для фасування сипких порцій продуктів в упаковку 1. Під 3 UA 109711 U 5 10 15 20 25 30 35 40 45 50 55 60 час контактування відбувається термозапаювання країв пакувальної плівки між собою. Таким чином, після того, як пакувальна плівка проходить через механізм подовжнього запаювання 3, вона має форму цільного пакувального рукава 5. Рух механізму подовжнього запаювання 3 забезпечує електричний мотор-редуктор 11, який також забезпечує рух механізму поперечного запаювання 4. Вузол поперечного запаювання 4 призначений для створення горизонтальних швів на упаковці з продуктом. Основні елементи, з яких складається вузол поперечного запаювання 4: ексцентриковий колінчастий вал 12, система лінійних валів 13, зварювальні модулі 14, електричний мотор-редуктор 11. Основним завданням даного карданно-важільного механізму є забезпечення зворотно-поступального руху зварювальних модулів 14. Як зварювальні модулі 14 використано дві сталеві колодки, всередині яких розміщені трубчасті електронагрівачі. Зварювальні модулі 14 розташовані один навпроти одного. Під час руху зварювальні модулі 14 притягуються один до одного вщільну і змикаються, а потім, розмикаючись, розходяться один від одного. Поверхня зварювальних модулів 14 розігріта електронагрівачами і в момент їх змикання відбувається термозапаювання (термозварювання) пакувального рукава 5 пакувальної плівки в місцях формування горизонтальних швів упаковки. Також в одному з зварювальних модулів 14 встановлений зубчастий ніж, який в момент запаювання пакувальної плівки відрізає готову упаковку. Блок дозування виконаний знімним. До складу блока дозування входять засіб для завантажування сипких продуктів 15 та дозатор 16. Засіб для завантажування сипких продуктів 15 може мати, наприклад, форму конуса, або прямокутного паралелепіпеда. Дозатор 16 виконаний з можливістю зміни засобу для вимірювання об'єму та/або ваги сипкого продуктів. Наприклад, у разі виконання дозатора 16 об'ємного типу засіб для вимірювання об'єму та/або ваги сипких продуктів може бути виконаний як індивідуальний набір мірних ємностей 17 з однаковим внутрішнім об'ємом, розміщених між двома дисками - верхнім 18 та нижнім 19. Мірні ємності 17 можуть бути виконані у вигляді порожнистих циліндрів. Кількість мірних ємностей 17 може бути різною в залежності від необхідної продуктивності пристрою. Для різних типів сипких продуктів мірні ємності 17 можуть бути виконані різного об'єму. Також мірні ємності 17 можуть бути виконані телескопічними. Мірні ємності 17 закріплюються на верхньому диску 18 таким чином, щоб зверху була можливість засипати в них сипкий продукт, тобто виконані отвори в верхньому диску 18 просторово співпадають з отворами мірних ємностей 17, і при цьому мірні ємності 17 закріплені до верхнього диску 18 в такому положенні. Верхній диск 18 має можливість обертання навколо своєї осі разом зі мірними ємностями 17 за допомогою моторредуктора 20. Нижній диск 19 завжди залишається нерухомим і має всього один отвір, який розташований над входом в блок пакування фасувально-пакувального апарату автоматичного пакування сипких продуктів. Також наприклад, у разі виконання дозатора 16 електронно-вагового типу засіб для вимірювання об'єму та/або ваги сипких продуктів може бути виконаний у вигляді зважувальних ємностей 21 з тензометричними електронними датчиками. Зважувальні ємності 21 можуть бути виконані у вигляді порожнистих паралелепіпедів. Кількість зважувальних ємностей 21 може бути різною в залежності від необхідної продуктивності пристрою. Тензометричні електронні датчики розміщені в нижні частині кожної зважувальної ємності 21 і підключені до електронного контролера. Сипкий продукт з засобу для завантажування сипких продуктів 15 у зважувальні ємності 21 може надходити за допомогою вібрації засобів для подання сипких продуктів 22, до яких прикріплені електромагніти. Для висипання сипкого продукту в нижній частині кожної зважувальної ємності 21 виконана заслінка 23, яка відкривається за рахунок команд електронного контролера. Зі зважувальних ємностей 21 сипкий продукт потрапляє в блок пакування фасувально-пакувального апарату автоматичного пакування сипких продуктів. Фасувально-пакувальний апарат автоматичного пакування сипких продуктів працює наступним чином: Подання сипкого харчового продукту відбувається через засіб для завантажування сипких продуктів 15. Засіб для завантажування сипких продуктів 15 також виконує роль накопичувана сипкого продукту перед процесом дозування та пакування. Сипкий продукт можу постувати в засіб для завантажування сипких продуктів 15 потоком за допомогою конвеєра або вручну оператором. З засобу для завантажування сипких продуктів 15 сипкий продукт під власною вагою пересипається в блок дозування, зокрема в дозатор 16, виконаний знімним, де відбувається процес порціонного дозування. При дозуванні однорідних легкосипких продуктів, наприклад, крупів, насіння соняшника, арахісу і т.д., може використовуватись дозатор 16 об'ємного типу. Під час дозування верхній диск 18 здійснює покрокове обертання разом з мірними ємностями 17 відповідно до заданої 4 UA 109711 U 5 10 15 20 25 30 35 40 45 50 55 60 програми на електронному контролері апарату. Крок обертання верхнього диску 18 задається за допомогою електронного датчика індуктивного типу. Кожний крок обертання верхнього диску 18 здійснюється таким чином, щоб при його зупинці отвір однієї з мірних ємностей 17 відповідав отвору, розташовуваного на нижньому диску 19. Через даний отвір відміряна мірною ємністю 17 чергова порція сипкого продукту висипається в блок пакування фасувально-пакувального апарату автоматичного пакування сипких продуктів. А також при черговій зупинці отвір іншої мірної ємності 17, яка вже висипала свою порцію в блок пакування, співпадає з отвором засобу для завантажування сипких продуктів 15 і при цьому дана мірна ємність 17 наповнюється новою порцію сипкого продукту. При дозуванні сипких продуктів таких як, наприклад, сухариків, фісташок, того ж арахісу, цукру, чаю, макаронних виробів, а також дрібно штучних продуктів - пельменів, цукерок і т.д., може використовуватись дозатор 16 електронно-вагового типу. Під час дозування на дисплеї електронного контролера оператор задає необхідну вагу дозування сипкого продукту. З засобу для завантажування сипких продуктів 15 сипкий продукт за допомогою вібрації засобів для подання сипких продуктів 22 надходить у зважувальні ємності 21, звідки далі сипкий продукт висипається в блок пакування фасувально-пакувального апарату автоматичного пакування сипких продуктів. Процес висипання здійснюється почергово, відповідно до заданої програми на контролері управління. Після того як одна з зважувальних ємностей 21 віддала свою порцію в блок пакування, вона знову наповнюється новою порцією продукту з засобу для подання сипких продуктів 22. Під час цього наповнення інша зважувальна ємність 21 висипає свою порцію сипкого продукту в блок пакування. В такій почерговій послідовності всі зважувальні ємності 21. Для висипання сипкого продукту в нижній частині кожної зважувальної ємності 21 виконана заслінка 23, яка відкривається за рахунок команд електронного контролера. Після блока дозування сипкий продукт надходить в блок пакування, зокрема, в засіб для фасування сипких порцій продуктів в упаковку 1, на зовнішній поверхні якого відбувається формування пакувального рукава 5 з полімерної пакувальної плівки, куди і висипається сипкий продукт. Полімерна пакувальна плівка надходить на поверхню засобу для фасування сипких порцій продуктів в упаковку 1 з механізму розмотування і протягання пакувальної плівки 2. Механізм розмотування і протягання пакувальної плівки 2 являє собою механізм, що складається з рулонотримача 7 і декількох валиків 8. На рулонотримач 7 одягається і закріплюється рулон полімерної пакувальної плівки. Пакувальна плівка розмотується з рулону, проходячи через систему декількох валиків 8. Далі за допомогою вузла подовжнього запаювання 3 формується вертикальний шов на упаковці з сипким продуктом, а саме за допомогою ексцентрика 10 і системи важелів нагрівальний модуль 9 здійснює лінійний рух в сторону засобу для фасування сипких порцій продуктів в упаковку 1 і назад. В момент, коли нагрівальний модуль 9 наближається до засобу для фасування сипких порцій продуктів в упаковку 1, відбувається контактування нагрітої поверхні нагрівального модуля 9 з поверхнею полімерної пакувальної плівки, яка у вигляді пакувального рукава 5 обтягує засіб для фасування сипких порцій продуктів в упаковку 1. Під час контактування відбувається термозапаювання країв пакувальної плівки між собою. Таким чином, після того, як пакувальна плівка проходить через механізм подовжнього запаювання 3, вона має форму цільного пакувального рукава 5. Далі за допомогою вузла поперечного запаювання 4 формується горизонтальні шви на упаковці з продуктом. Під час зворотно-поступального руху зварювальні модулі 14 притягуються один до одного щільно і змикаються, а потім, розмикаючись, розходяться один від одного. Поверхня зварювальних модулів 14 розігріта електронагрівачами і в момент їх змикання відбувається термозапаювання (термозварювання) пакувального рукава 5 пакувальної плівки в місцях формування горизонтальних швів упаковки. Також в одному з зварювальних модулів 14 встановлений зубчастий ніж, який в момент запаювання пакувальної плівки відрізає готову упаковку. За рахунок того, що вузол подовжнього запаювання 3 та вузол поперечного запаювання 4 приводяться в рух за допомогою одного мотор-редуктора 11, моменти їх рухів та зупинок є синхронними, що дозволяє уникнути їх неузгодженість руху. Після запаювання горизонтальних та вертикального швів упаковки і її відрізання від пакувального рукава 5 на виході отримують запаяні тришовні упаковки з пакувальної плівки, наповнені сипким харчовим продуктом. Таким чином, застосування заявленої корисної моделі дозволяє покращити продуктивність пристрою з одночасним зменшенням похибок ваги при дозуванні в результаті зміни конструктивних елементів пристрою шляхом зміни засобу для вимірювання об'єму та/або ваги сипких продуктів в залежності від типу продукту. 5 UA 109711 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 15 20 1. Фасувально-пакувальний апарат для автоматичного пакування сипких продуктів, що містить блок дозування, до складу якого входять засіб для завантажування сипких продуктів та дозатор, який містить засіб для вимірювання об'єму та/або ваги сипких продуктів, блок пакування, у склад якого входять засіб для фасування сипких порцій продуктів в упаковку, механізм розмотування та протягання пакувальної плівки, вузол запаювання упаковки, який відрізняється тим, що блок дозування виконаний знімним, і дозатор в ньому виконаний з можливістю зміни засобу для вимірювання об'єму та/або ваги сипких продуктів. 2. Фасувально-пакувальний апарат за п. 1, який відрізняється тим, що дозатор виконаний об'ємного типу. 3. Фасувально-пакувальний апарат за п. 2, який відрізняється тим, що об'ємний дозатор містить засіб для вимірювання об'єму та/або ваги сипких продуктів, виконаний як індивідуальний набір мірних ємностей з однаковим внутрішнім об'ємом. 4. Фасувально-пакувальний апарат за п. 3, який відрізняється тим, що для різних типів сипких продуктів мірні ємності виконані різного об'єму. 5. Фасувально-пакувальний апарат за п. 3, який відрізняється тим, що мірні ємності виконані телескопічними. 6. Фасувально-пакувальний апарат за п. 1, який відрізняється тим, що дозатор виконаний електронно-вагового типу. 7. Фасувально-пакувальний апарат за п. 6, який відрізняється тим, що електронно-ваговий дозатор містить засіб для вимірювання об'єму та/або ваги сипких продуктів, виконаний у вигляді зважувальних ємностей з тензометричними електронними датчиками. 6 UA 109711 U 7 UA 109711 U 8 UA 109711 U 9 UA 109711 U 10 UA 109711 U 11 UA 109711 U Комп’ютерна верстка І. Скворцова Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 12
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B65B 1/00
Мітки: продуктів, пакування, апарат, сипких, фасувально-пакувальний, автоматичного
Код посилання
<a href="https://ua.patents.su/14-109711-fasuvalno-pakuvalnijj-aparat-dlya-avtomatichnogo-pakuvannya-sipkikh-produktiv.html" target="_blank" rel="follow" title="База патентів України">Фасувально-пакувальний апарат для автоматичного пакування сипких продуктів</a>
Фасувально-пакувальний апарат для пакування продуктів у безкисневому газомодифікованому середовищі
Номер патенту: 105717
Опубліковано: 25.03.2016
Автор: Зарічанський Ігор Станіславович
МПК: B65B 1/28, B65B 9/00, B65B 31/04
Мітки: продуктів, середовищі, апарат, пакування, газомодифікованому, фасувально-пакувальний, безкисневому
Формула / Реферат:
1. Фасувально-пакувальний апарат для пакування продуктів у безкисневому газомодифікованому середовищі, що містить герметичну камеру з засобом для подання газу, засіб для переміщення продуктів, засіб для дозування продуктів, засіб для фасування порцій продуктів в упаковку, який відрізняється тим, що додатково оснащений проміжним герметичним бункером, розміщеним перед герметичною камерою, що ізольований від навколишнього середовища та...
Автомат для пакування сипких продуктів у готові пакети
Номер патенту: 96531
Опубліковано: 10.02.2015
Автори: Яхимович Сергій Володимирович, Шайнога Володимир Вікторович
МПК: B65B 9/06
Мітки: пакети, продуктів, пакування, сипких, готові, автомат
Формула / Реферат:
1. Автомат для пакування сипких продуктів у готові пакети, який містить послідовно встановлені поворотний механізм із вакуумними захоплювачами, дозатор заповнення пакета сипким продуктом і механізм захоплення та перенесення пакетів у межах технологічних позицій заклеювання і маркування, виконаний у вигляді транспортуючих кареток, який відрізняється тим, що механізм захоплення та перенесення пакетів приводиться в дію центральним розподільчим...
Автомат для пакування сипких продуктів
Номер патенту: 38477
Опубліковано: 12.01.2009
Автори: Наконечний Сергій Йосипович, Гаврильченко Олександр Віталійович, Боровець Володимир Михайлович, Гурський Володимир Миколайович
МПК: B65B 9/00
Мітки: пакування, продуктів, сипких, автомат
Формула / Реферат:
Автомат для пакування сипких продуктів, що містить встановлені на станині рулонотримач, дозатор, з'єднаний через конічний бункер і циліндричну лійку пристрою подачі продукту з тубусом із пристроями для формування рукава, зварювання повздовжнього та поперечних швів і протягування рукава, який відрізняється тим, що конічний бункер і циліндрична лійка спряжені з ексцентриситетом, а на внутрішній поверхні конічного бункера виконані повздовжні...
Автомат пакування сипких продуктів у готові пакети
Номер патенту: 63334
Опубліковано: 10.10.2011
Автори: Мельничук Ігор Михайлович, Боровець Ярослав Володимирович, Боровець Володимир Михайлович, Шенбор Владислав Станіславович
МПК: B65B 9/06
Мітки: пакування, продуктів, сипких, готові, автомат, пакети
Формула / Реферат:
Автомат пакування сипких продуктів у готові пакети, який містить послідовно встановлені касету для пакетів, поворотний механізм з вакуумними захоплювачами, дозатор сипкого продукту, механізм захоплення та перенесення пакетів у межах технологічних позицій, у вигляді пари транспортуючих кареток зворотно-поступальної дії, та механізми заклеювання пакетів і їх маркування, який відрізняється тим, що додатково оснащений другою касетою для пакетів...
Лінія для пакування сипких продуктів у тару
Номер патенту: 75905
Опубліковано: 25.12.2012
Автори: Мікульонок Ігор Олегович, Рудометов Сергій Володимирович
МПК: B65B 17/00, B65B 1/00
Мітки: тару, сипких, лінія, пакування, продуктів
Формула / Реферат:
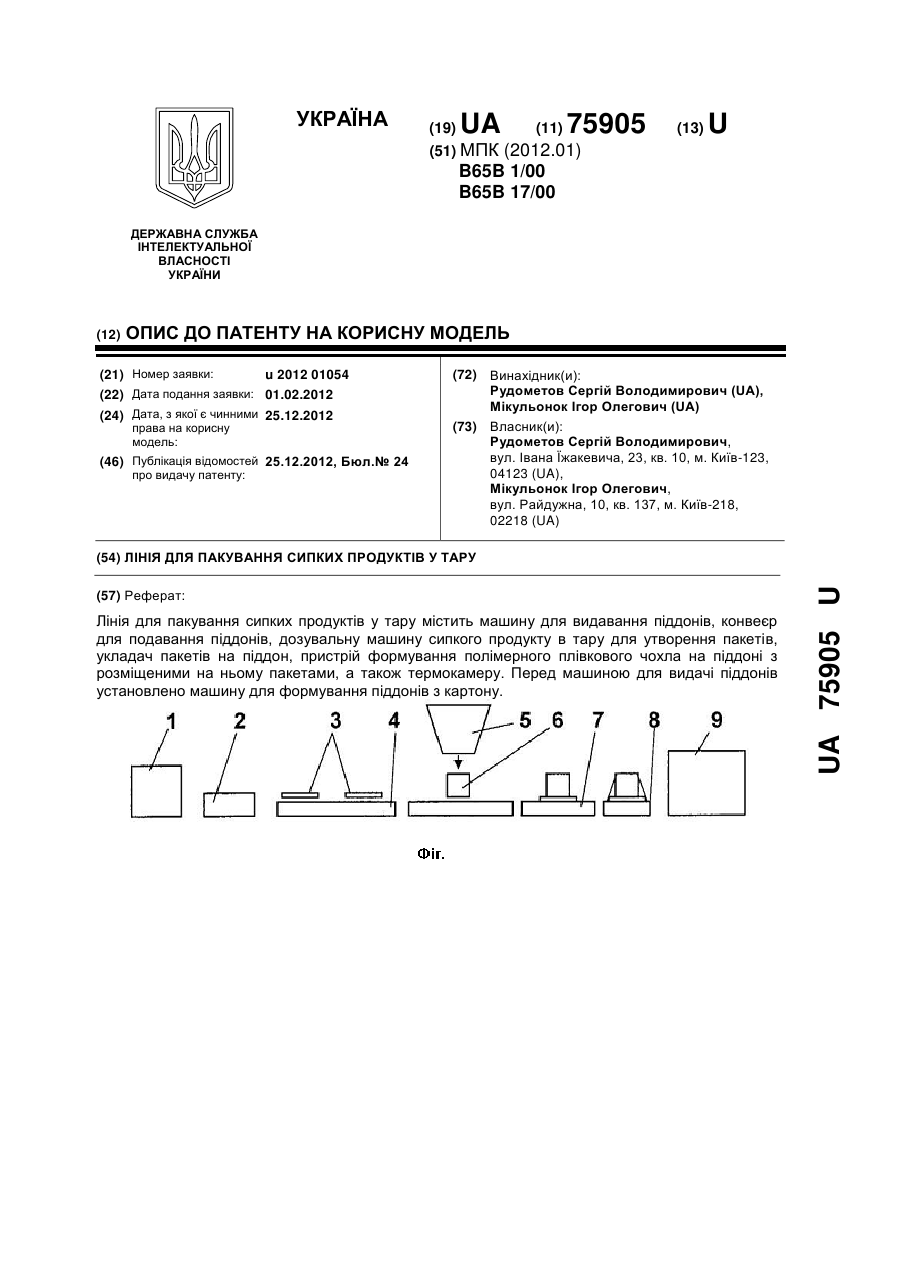
Лінія для пакування сипких продуктів у тару, що містить машину для видавання піддонів, конвеєр для подавання піддонів, дозувальну машину сипкого продукту в тару для утворення пакетів, укладач пакетів на піддон, пристрій формування полімерного плівкового чохла на піддоні з розміщеними на ньому пакетами, а також термокамеру, яка відрізняється тим, що перед машиною для видачі піддонів установлено машину для формування піддонів з картону.
Попередній патент: Тепловий насос senso 1.04
Наступний патент: Декоративний світлодіодний світильник
Випадковий патент: Зубчаста передача