Спосіб виготовлення поковок і кувальний комплекс для його здійснення
Номер патенту: 114440
Опубліковано: 12.06.2017
Автори: Семенчук Олександр Миколайович, Лазоркін Дмитро Вікторович, Лазоркін Віктор Андрійович, Онищенко Роман Вікторович


Формула / Реферат
1. Спосіб виготовлення поковок, що включає кування злитка або заготовки шляхом її одночасного обтиснення чотирма бойками, причому кувальний пристрій пускають у хід шляхом прикладення зусилля з боку прикріпленого до плити верхньої траверси кувального преса верхнього бойка з плоскою робочою поверхнею, при цьому виконують попереднє та/або наступне кування злитка або заготовки верхнім і нижнім бойками з плоскою робочою поверхнею на кувальному пресі, або наступне кування заготовки в кувальному блоці, який відрізняється тим, що кування чотирма бойками злитка або заготовки виконують шляхом одночасного обтиснення її нижнім і двома бічними бойками кувального пристрою і верхнім бойком кувального преса з плоскою робочою поверхнею.
2. Спосіб за п. 1, який відрізняється тим, що перед куванням заготовки в кувальному пристрої здійснюють попереднє кування злитка шляхом обтиснень верхнім і нижнім бойками з плоскою робочою поверхнею на кувальному пресі до одержання проміжної заготовки, після чого за допомогою інструментального стола нижній бойок з плоскою робочою поверхнею виводять із зони кування, а кувальний пристрій з нижнім і двома бічними бойками вводять.
3. Спосіб за п. 1, який відрізняється тим, що після кування заготовки в кувальному пристрої за допомогою інструментального стола кувальний пристрій з нижнім і двома бічними бойками виводять із зони кування, а нижній бойок з плоскою робочою поверхнею вводять, після чого здійснюють обтиснення заготовки верхнім і нижнім бойками з плоскою робочою поверхнею, наприклад для одержання поковки прямокутного або квадратного поперечного перерізу, або здійснюють рубання заготовки.
4. Спосіб за п. 1, який відрізняється тим, що перед куванням заготовки в кувальному пристрої здійснюють попереднє кування злитка шляхом обтиснень верхнім і нижнім бойками з плоскою робочою поверхнею на кувальному пресі до одержання проміжної заготовки, після чого за допомогою інструментального стола нижній бойок з плоскою робочою поверхнею виводять із зони кування, а кувальний пристрій з нижнім і двома бічними бойками вводять, після кування заготовки в кувальному пристрої за допомогою інструментального стола кувальний пристрій з нижнім і двома бічними бойками із зони кування виводять, а калібрувальний кувальний пристрій уводять, після чого здійснюють калібрувальні обтиснення заготовки.
5. Спосіб за п. 1, який відрізняється тим, що після кування заготовки в кувальному пристрої за допомогою інструментального стола кувальний пристрій з нижнім і двома бічними бойками із зони кування виводять, а калібрувальний кувальний пристрій уводять, після чого здійснюють калібрувальні обтиснення заготовки.
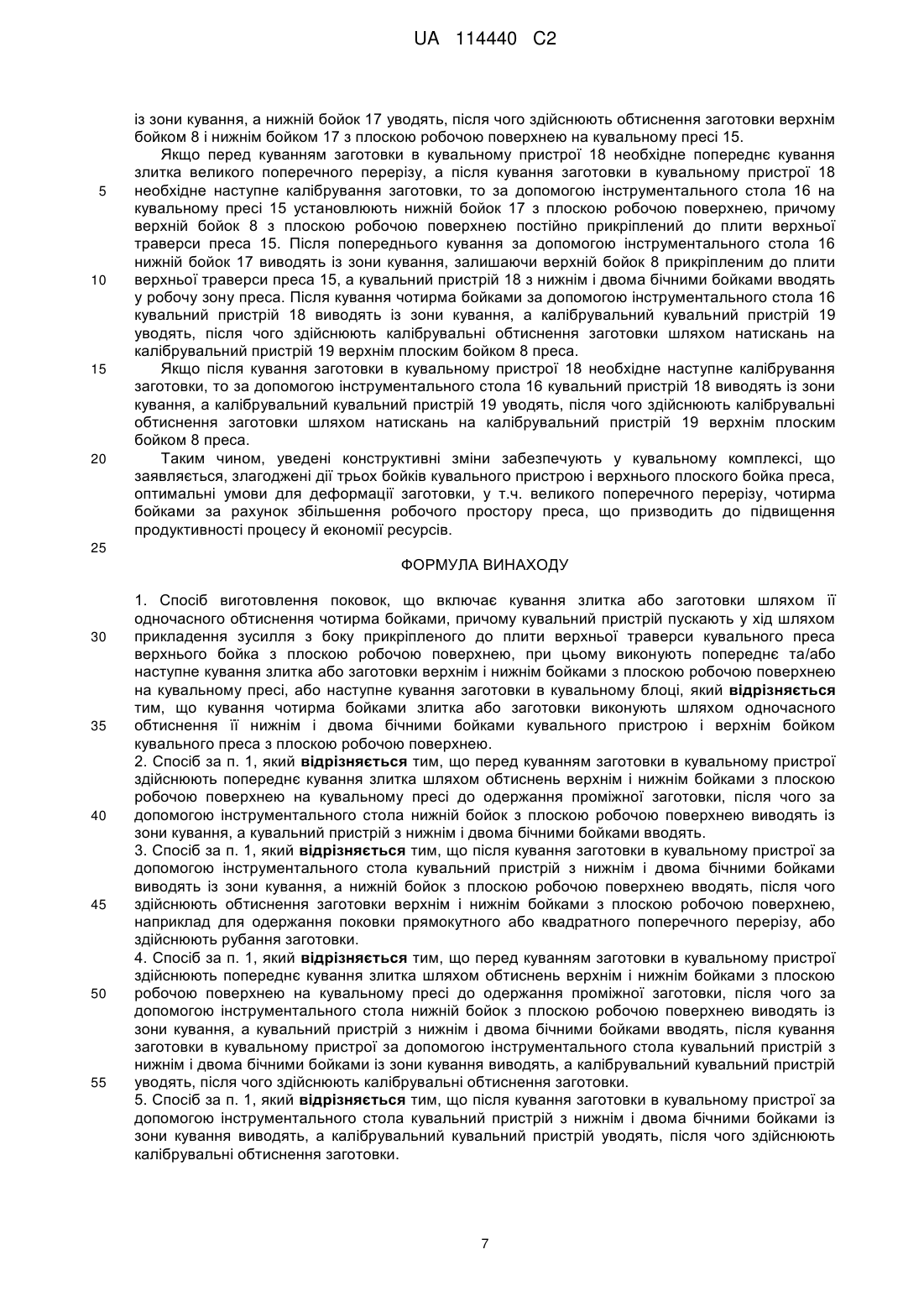
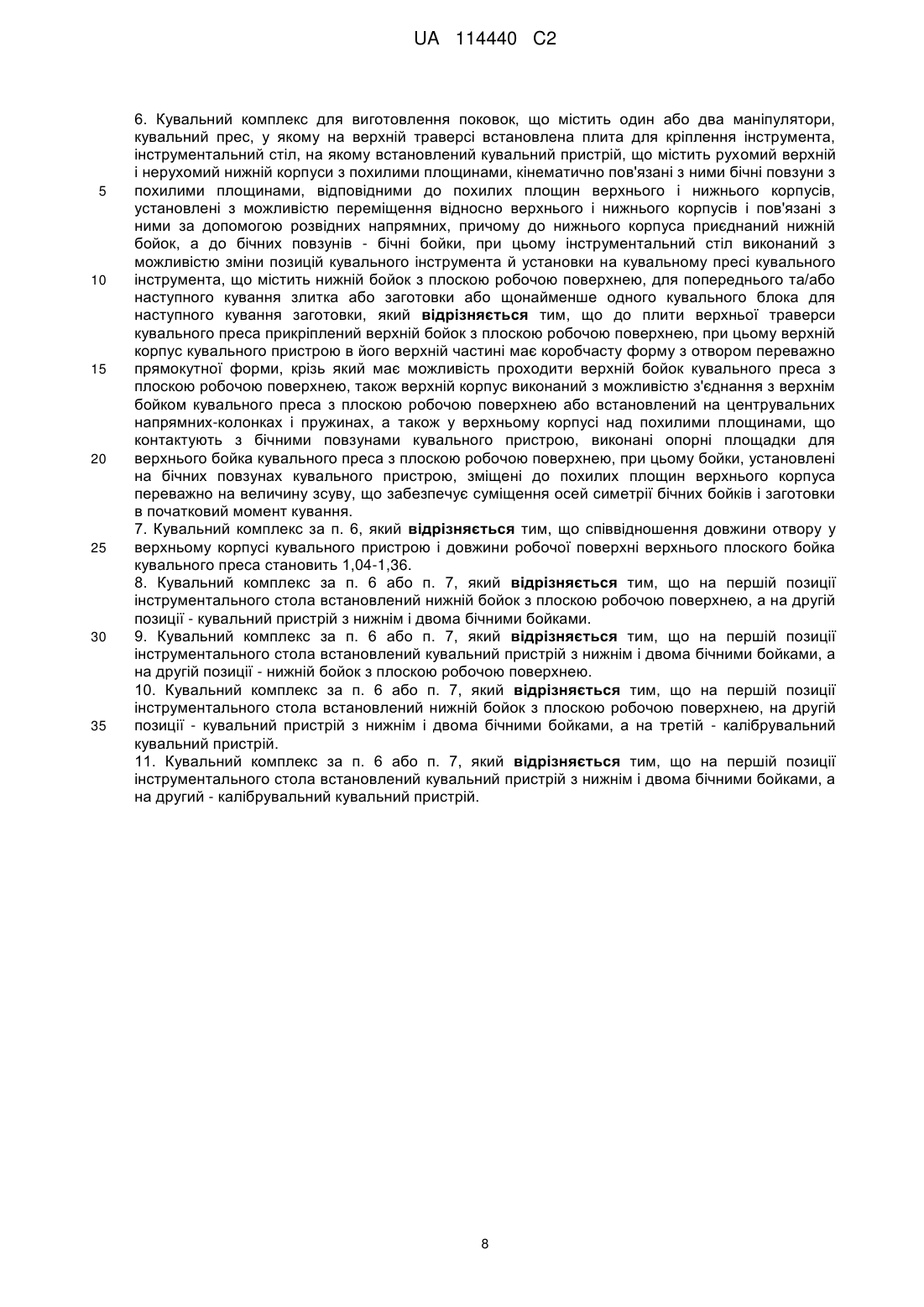
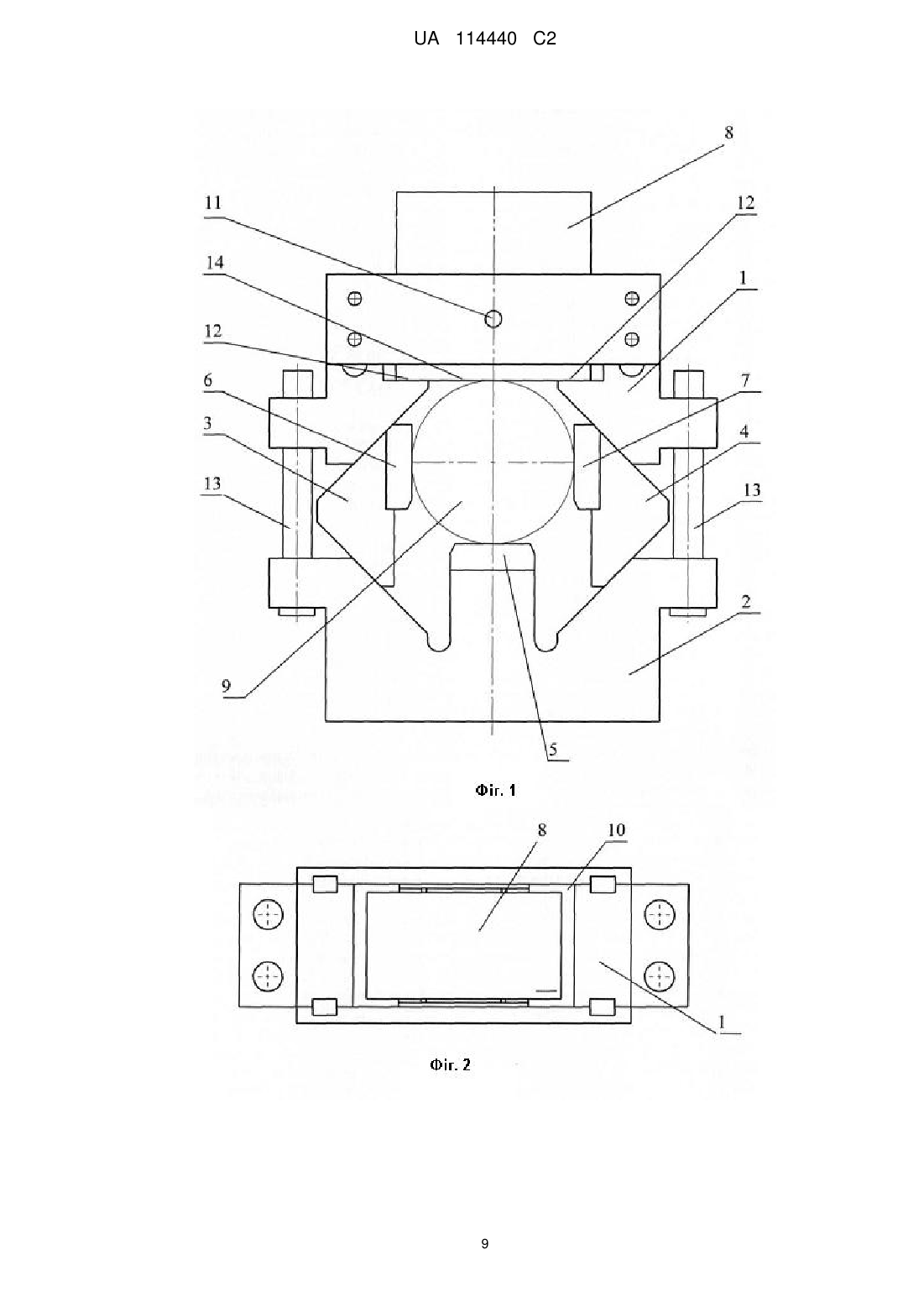
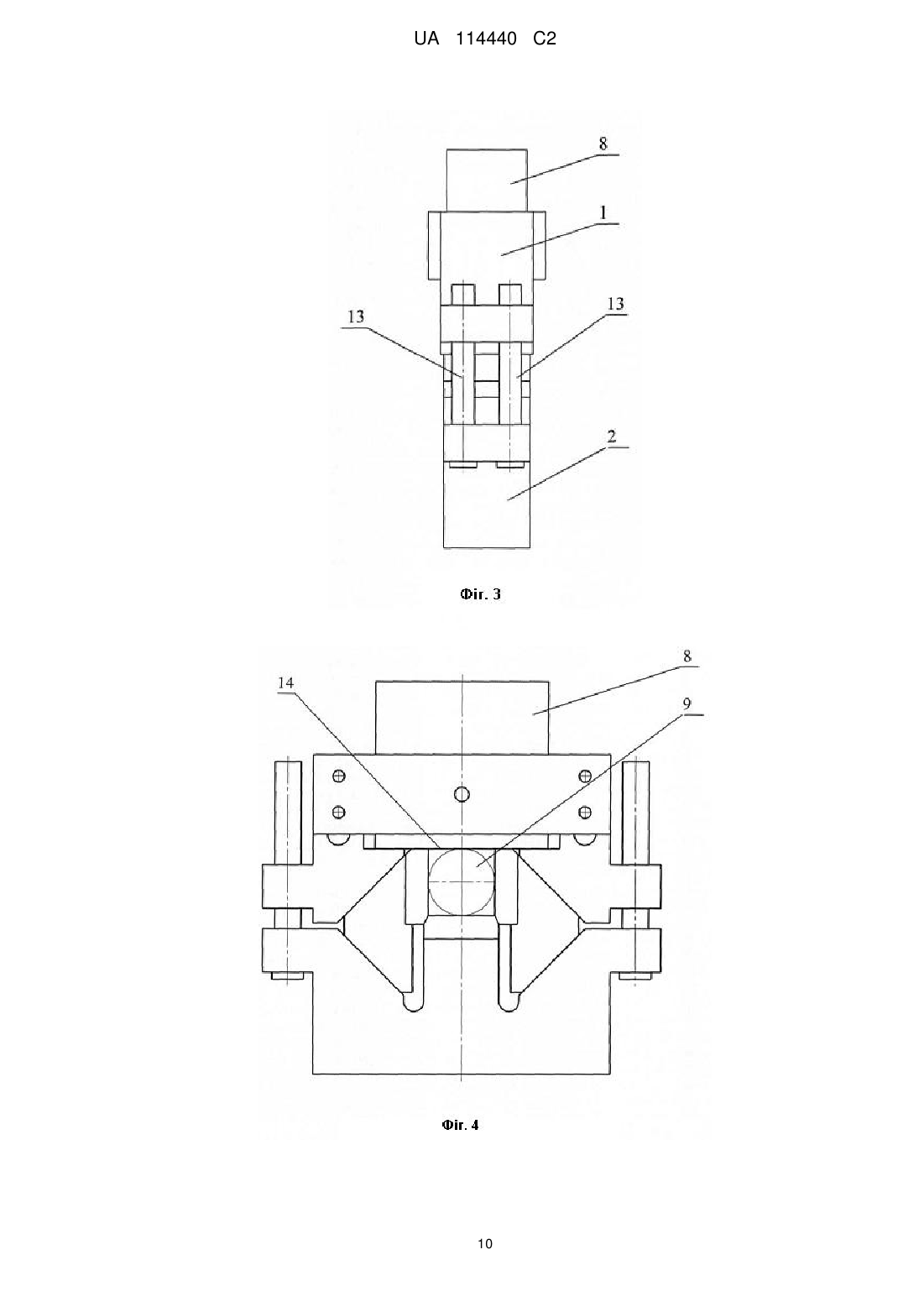
6. Кувальний комплекс для виготовлення поковок, що містить один або два маніпулятори, кувальний прес, у якому на верхній траверсі встановлена плита для кріплення інструмента, інструментальний стіл, на якому встановлений кувальний пристрій, що містить рухомий верхній і нерухомий нижній корпуси з похилими площинами, кінематично пов'язані з ними бічні повзуни з похилими площинами, відповідними до похилих площин верхнього і нижнього корпусів, установлені з можливістю переміщення відносно верхнього і нижнього корпусів і пов'язані з ними за допомогою розвідних напрямних, причому до нижнього корпуса приєднаний нижній бойок, а до бічних повзунів - бічні бойки, при цьому інструментальний стіл виконаний з можливістю зміни позицій кувального інструмента й установки на кувальному пресі кувального інструмента, що містить нижній бойок з плоскою робочою поверхнею, для попереднього та/або наступного кування злитка або заготовки або щонайменше одного кувального блока для наступного кування заготовки, який відрізняється тим, що до плити верхньої траверси кувального преса прикріплений верхній бойок з плоскою робочою поверхнею, при цьому верхній корпус кувального пристрою в його верхній частині має коробчасту форму з отвором переважно прямокутної форми, крізь який має можливість проходити верхній бойок кувального преса з плоскою робочою поверхнею, також верхній корпус виконаний з можливістю з'єднання з верхнім бойком кувального преса з плоскою робочою поверхнею або встановлений на центрувальних напрямних-колонках і пружинах, а також у верхньому корпусі над похилими площинами, що контактують з бічними повзунами кувального пристрою, виконані опорні площадки для верхнього бойка кувального преса з плоскою робочою поверхнею, при цьому бойки, установлені на бічних повзунах кувального пристрою, зміщені до похилих площин верхнього корпуса переважно на величину зсуву, що забезпечує суміщення осей симетрії бічних бойків і заготовки в початковий момент кування.
7. Кувальний комплекс за п. 6, який відрізняється тим, що співвідношення довжини отвору у верхньому корпусі кувального пристрою і довжини робочої поверхні верхнього плоского бойка кувального преса становить 1,04-1,36.
8. Кувальний комплекс за п. 6 або п. 7, який відрізняється тим, що на першій позиції інструментального стола встановлений нижній бойок з плоскою робочою поверхнею, а на другій позиції - кувальний пристрій з нижнім і двома бічними бойками.
9. Кувальний комплекс за п. 6 або п. 7, який відрізняється тим, що на першій позиції інструментального стола встановлений кувальний пристрій з нижнім і двома бічними бойками, а на другій позиції - нижній бойок з плоскою робочою поверхнею.
10. Кувальний комплекс за п. 6 або п. 7, який відрізняється тим, що на першій позиції інструментального стола встановлений нижній бойок з плоскою робочою поверхнею, на другій позиції - кувальний пристрій з нижнім і двома бічними бойками, а на третій - калібрувальний кувальний пристрій.
11. Кувальний комплекс за п. 6 або п. 7, який відрізняється тим, що на першій позиції інструментального стола встановлений кувальний пристрій з нижнім і двома бічними бойками, а на другий - калібрувальний кувальний пристрій.
Текст
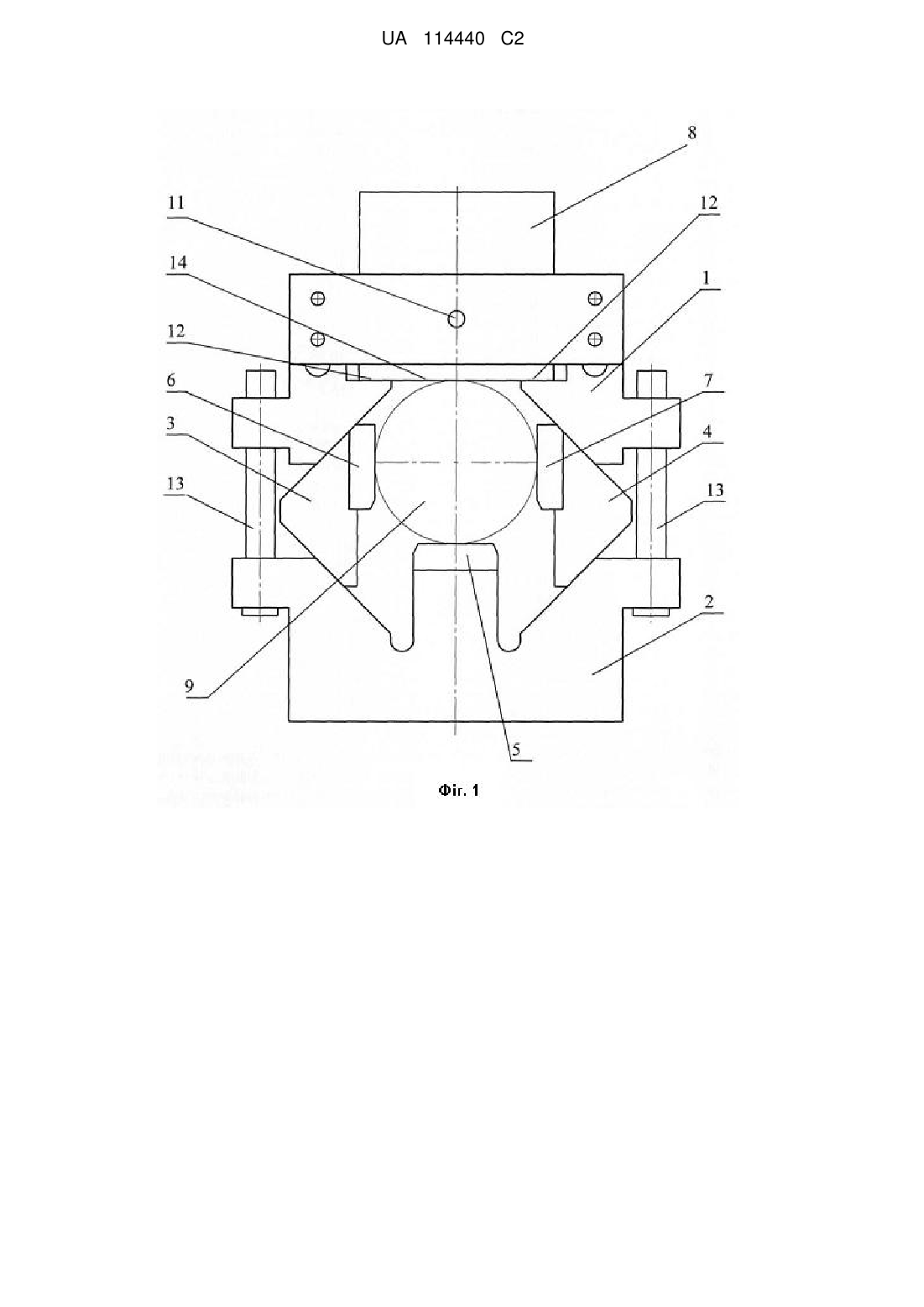
Реферат: Винахід належить до галузі обробка металів тиском та може бути використаний при куванні злитків і заготовок на кувальних пресах у машинобудівній і металургійній промисловості. У способі виготовлення поковок кування чотирма бойками злитка або заготовки виконують шляхом одночасного обтиснення її нижнім і двома бічними бойками кувального пристрою і верхнім бойком кувального преса з плоскою робочою поверхнею. При цьому виконують попереднє та/або наступне кування злитка або заготовки верхнім і нижнім плоскими бойками на кувальному пресі, або наступне кування заготовки в кувальному блоці. У кувальному комплексі до верхньої траверси кувального преса прикріплений плоский верхній бойок, верхній корпус кувального пристрою в його верхній частині має коробчасту форму з отвором, крізь який проходить верхній бойок преса. Верхній корпус виконаний з можливістю з'єднання з верхнім бойком преса, у верхньому корпусі над похилими площинами, що контактують з бічними повзунами кувального пристрою, виконані опорні площадки для верхнього бойка преса. Бойки, установлені на бічних повзунах кувального пристрою, зміщені до похилих площин верхнього корпуса. Винахід забезпечує злагоджену дію трьох бойків кувального пристрою і верхнього плоского бойка кувального преса, оптимальні умови для деформації заготовки, у тому числі великого поперечного перерізу, чотирма бойками за рахунок збільшеного робочого простору кувального преса, що приводить до підвищення продуктивності процесу, якості поковок та економії ресурсів. UA 114440 C2 (12) UA 114440 C2 UA 114440 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до обробки металів тиском, а саме до способів і кувальних комплексів для виготовлення поковок шляхом обтиснення заготовок або злитків чотирма бойками в кувальних пристроях на кувальних пресах у випадках, коли заготовкам або поковкам необхідно попереднє та/або наступне обтиснення двома плоскими бойками на кувальному пресі, а також наступне обтиснення в кувальному блоці. Винахід може бути використаний у ковальських і ковальськопресових цехах на машинобудівних і металургійних підприємствах. Відомий спосіб виготовлення поковок у чотирибойковому кувальному пристрої з попереднім куванням злитка двома бойками на кувальному пресі. Згідно із способом нагрітий до кувальної температури злиток подають у робочу зону преса, де виконують його кування за допомогою двобойкового кувального інструмента. У процесі кування злитка двома бойками виконують спочатку його білетировку, а потім протягання на проміжні розміри заготовки, які дозволяють виконувати кування цієї заготовки в чотирибойковому кувальному пристрої, для чого верхній бойок двобойкового кувального інструмента від'єднують від верхньої траверси преса, за допомогою інструментального стола виводять із робочої зони преса двобойковий кувальний інструмент, а чотирибойковий кувальний пристрій уводять і закріплюють його верхній корпус на верхній траверсі преса. Спосіб передбачає можливість послідовного кування заготовки у трьох таких чотирибойкових кувальних пристроях, останній з яких калібрувальний [RU 2243056 С2, 7 МПК B21J 9/02, 13/00, 7/14, оп. 27.12.2004]. Відомий спосіб дозволяє виконувати кування злитків великого поперечного перерізу. Однак, недоліком цього способу є те, що при зміні кувальних пристроїв необхідно від'єднувати верхній бойок двобойкового кувального інструмента або верхній корпус чотирибойкового кувального пристрою від верхньої траверси преса і закріплювати верхній корпус наступного чотирибойкового кувального пристрою, що призводить до втрати часу, трудоі енерговитратам у технологічному процесі, а також необхідності додаткового нагрівання заготовки щораз перед куванням у наступному чотирибойковому кувальному пристрої, внаслідок чого на поверхні заготовки більше утворюється окалини і газонасиченого шару, які необхідно знімати. Найближчим аналогом способу, що заявляється, є спосіб виготовлення поковок у чотирибойковому кувальному пристрої, що включає обтиснення заготовки одночасно чотирма бойками, верхній з яких разом з верхнім корпусом піднімається за допомогою пружин, а опускається під тиском верхньої траверси преса. Коли верхня траверса давить на верхній корпус, він опускається вниз, стискаючи пружини, після зняття тиску пружини розтискаються і піднімають верхній корпус нагору разом із закріпленим у ньому верхнім бойком, приводячи в рух також бічні повзуни з бічними бойками. У випадку якщо перед куванням у чотирибойковому кувальному пристрої з пружинами, заготовку необхідно попередньо обтиснути двома плоскими бойками на кувальному пресі, то роблять таким чином. Спочатку обтискають заготовку двома плоскими бойками, верхній з яких закріплений на верхній траверсі преса, а нижній - на інструментальному столі преса. Потім нижній бойок за допомогою інструментального стола виводять із робочої зони, а на його місце вводять чотирибойковий кувальний пристрій з пружинами. При цьому на верхній корпус кувального пристрою вже давить верхній бойок преса, що залишився на його верхній траверсі. Якщо після цього необхідне наступне обтиснення двома бойками на кувальному пресі, то тоді чотирибойковий кувальний пристрій виводять із зони кування, а нижній бойок уводять [UA 95431 С2, МПК(2006.01) B21J 13/02, 17/16, оп. 25.07.2011, фіг. 31]. Цей спосіб виготовлення поковок дозволяє при переустановці кувального інструмента не витрачати час і зусилля на від'єднання верхнього бойка преса і закріплення верхнього корпуса чотирибойкового кувального пристрою, що дає можливість не здійснювати додаткове нагрівання заготовок, а це поліпшує їх якість і заощаджує ресурси. Відомий спосіб дозволяє також виконувати кування злитків великого поперечного перерізу, у випадку коли перед куванням у чотирибойковому кувальному пристрої використовується кування двома плоскими бойками. Недоліком відомого способу є неможливість кування заготовок великого поперечного перерізу в чотирибойковому кувальному пристрої з пружинами внаслідок конструктивних особливостей чотирибойкового кувального пристрою з пружинами. Ще одним суттєвим недоліком відомого способу є його низька продуктивність при виготовленні поковок зі злитків великого поперечного перерізу. Внаслідок того, що в чотирибойковому кувальному пристрої з пружинами неможливо відразу прокувати заготовку великого поперечного перерізу, то спочатку одержують проміжну заготовку невеликого поперечного перерізу куванням двома бойками, що призводить до значного зниження продуктивності всього процесу виготовлення поковок. 1 UA 114440 C2 5 10 15 20 25 30 35 40 45 50 55 60 Відомий кувальний комплекс для виготовлення поковок, що містить кувальний прес з верхньої і нижньої плитами для кріплення кувального інструмента, рухливим інструментальним столом, що має кілька позицій зміни кувального інструмента, кувальним інструментом, який складається з двох або більше чотирибойкових кувальних пристроїв для чорнового і калібрувального кування з бойками, розташованих на позиціях інструментального стола, і один 7 або два маніпулятори [RU 2220020 СІ, МПК B21J 1/04, 9/02, 5/02, оп. 27.12.2003]. Недоліком відомого кувального комплексу є його низька продуктивність при куванні злитків великих поперечних перерізів внаслідок необхідності у процесі кування від'єднувати і виводити із зони кування комплект з двох плоских бойків преса (верхній і нижній), а потім уводити і закріплювати чотирибойковий кувальний пристрій у зоні кування. Найближчим аналогом пристрою, що заявляється, є кувальний комплекс для виготовлення поковок, що містить кувальний прес з верхньою плитою на рухливій траверсі преса для кріплення кувального інструмента, рухливим інструментальним столом, що має на першій позиції кувальний інструмент, який складається з двох бойків з плоскими робочими поверхнями, а на другій або другій і третій позиціях - один або два чотирибойкових кувальних пристрої з бойками, і один або два маніпулятори. Чотирибойковий кувальний пристрій містить рухливий верхній і нерухливий нижній корпуси з похилими площинами, кінематично пов'язані з ними бічні повзуни з похилими площинами, відповідними до похилих площин верхнього і нижнього корпусів, установлені з можливістю переміщення відносно верхнього і нижнього корпусів і пов'язані з ними за допомогою розвідних напрямних, і бойки. При цьому до верхнього і нижнього корпусів приєднані відповідно верхній і нижній бойки, а до бічних повзунів - бічні бойки. У чотирибойковому кувальному пристрої можуть бути передбачені центрувальні напрямні-колонки 7 і пружини для втримання і підйому верхнього корпуса [RU 2243056 С2, МПК B21J 9/02, 13/00, 7/14, оп. 27.12.2004]. У відомому кувальному комплексі немає необхідності кріплення верхнього корпуса чотирибойкового кувального пристрою до плити на верхній траверсі преса (у випадку наявності пружин), чим досягається можливість при необхідності попереднього кування заготовки двома плоскими бойками на кувальному пресі або наступного кування на другому чотирибойковому кувальному пристрої не знімати верхній бойок з преса і за його допомогою приводити в рух верхній корпус чотирибойкового кувального пристрою, що сприяє підвищенню продуктивності кувального комплексу й економії часу. Однак, недоліком відомого кувального комплексу є те, що при куванні в чотирибойковому кувальному пристрої не знятий верхній бойок кувального преса займає значну частину робочого простору преса і за рахунок цього зменшується робочий хід бойків. Таке зменшення робочого простору призводить до неможливості обтиснення в чотирибойковому кувальному пристрої злитків і заготовок великого поперечного перерізу. Крім того, при куванні в чотирибойковому кувальному пристрої не завжди вистачає зусилля преса, особливо при куванні сталей і сплавів з високим опором деформації. В основу першого з групи винаходів поставлено задачу вдосконалення способу виготовлення поковок, у якому шляхом зміни виконання існуючих операцій забезпечується обтиснення злитка або заготовки безпосередньо верхнім бойком преса і використання його як четвертого бойка для кувального пристрою, що дозволяє збільшити робочий простір преса і забезпечити необхідне зусилля при куванні. Цим досягається можливість кування злитків великого поперечного перерізу без зняття верхнього бойка преса, без додаткових підігрівів заготовок перед або після кування в кувальному пристрої, підвищується продуктивність процесу, якість поковок і заощаджуються ресурси. В основу другого з групи винаходів поставлено задачу вдосконалення кувального комплексу для виготовлення поковок, у якому шляхом конструктивних змін забезпечується постійне перебування верхнього плоского бойка преса на рухливій верхній траверсі преса за рахунок його прикріплення до плити цієї траверси як при куванні по двобойковій схемі, так і при куванні по чотирибойковій схемі, а також можливість проходження цього верхнього плоского бойка преса через верхній корпус кувального пристрою при одночасному впливі на верхній корпус кувального пристрою і заготовку, що дозволяє використовувати верхній бойок преса як четвертий бойок кувального пристрою. Це дозволяє збільшити робочий простір преса і забезпечити можливість кування злитків і заготовок великого поперечного перерізу. У підсумку ці вдосконалення забезпечують підвищення продуктивності комплексу, якості поковок і економії ресурсів. Перша поставлена задача вирішується тим, що в способі виготовлення поковок, що включає кування злитка або заготовки шляхом її одночасного обтиснення чотирма бойками, причому кувальний пристрій пускають у хід шляхом прикладення зусилля з боку прикріпленого до плити 2 UA 114440 C2 5 10 15 20 25 30 35 40 45 50 55 верхньої траверси преса верхнього бойка з плоскою робочою поверхнею, при цьому виконують попереднє та/або наступне кування злитка або заготовки верхнім і нижнім бойками з плоскою робочою поверхнею на кувальному пресі, або наступне кування заготовки в кувальному блоці, новим є те, що кування чотирма бойками злитка або заготовки виконують шляхом одночасного обтиснення її нижнім і двома бічними бойками кувального пристрою і верхнім бойком преса з плоскою робочою поверхнею. Поставлена задача вирішується також тим, що перед ковкою заготовки в кувальному пристрої здійснюють попереднє кування злитка шляхом обтиснень верхнім і нижнім бойками з плоскою робочою поверхнею на кувальному пресі до одержання проміжної заготовки, після чого за допомогою інструментального стола нижній бойок з плоскою робочою поверхнею виводять із зони кування, а кувальний пристрій з нижнім і двома бічними бойками вводять. Поставлена задача вирішується також тим, що після кування заготовки в кувальному пристрої за допомогою інструментального стола кувальний пристрій з нижнім і двома бічними бойками виводять із зони кування, а нижній бойок з плоскою робочою поверхнею вводять, після чого здійснюють обтиснення заготовки верхнім і нижнім бойками з плоскою робочою поверхнею, наприклад для одержання поковки прямокутного або квадратного поперечного перерізу, або здійснюють рубання заготовки. Поставлена задача вирішується також тим, що перед ковкою заготовки в кувальному пристрої здійснюють попереднє кування злитка шляхом обтиснень верхнім і нижнім бойками з плоскою робочою поверхнею на кувальному пресі до одержання проміжної заготовки, після чого за допомогою інструментального стола нижній бойок з плоскою робочою поверхнею виводять із зони кування, а кувальний пристрій з нижнім і двома бічними бойками вводять, після кування заготовки в кувальному пристрої за допомогою інструментального стола кувальний пристрій з нижнім і двома бічними бойками із зони кування виводять, а калібрувальний кувальний пристрій уводять, після чого здійснюють калібрувальні обтиснення заготовки. Поставлена задача вирішується також тим, що після кування заготовки в кувальному пристрої за допомогою інструментального стола кувальний пристрій з нижнім і двома бічними бойками із зони кування виводять, а калібрувальний кувальний пристрій уводять, після чого здійснюють калібрувальні обтиснення заготовки. Між сукупністю суттєвих ознак способу, що заявляється, і технічним результатом, що досягається, існує такий причинно-наслідковий зв'язок. Виконання кування чотирма бойками злитка або заготовки шляхом одночасного обтиснення її нижнім і двома бічними бойками кувального пристрою і верхнім бойком преса з плоскою робочою поверхнею забезпечує роботу кувального пристрою, що заявляється, як чотирибойкового кувального пристрою у всьому робочому просторі преса, що дозволяє збільшити робочу зону кування, робочий хід бойків, чим досягається можливість кування злитків і заготовок великого поперечного перерізу без зняття верхнього бойка преса. Друга поставлена задача вирішується тим, що в кувальному комплексі для виготовлення поковок, що містить один або два маніпулятори, кувальний прес, у якому на верхній траверсі встановлена плита для кріплення інструмента, інструментальний стіл, на якому встановлений кувальний пристрій, що містить рухливий верхній і нерухливий нижній корпуси з похилими площинами, кінематично пов'язані з ними бічні повзуни з похилими площинами, відповідними до похилих площин верхнього і нижнього корпусів, установлені з можливістю переміщення відносно верхнього і нижнього корпусів і пов'язані з ними за допомогою розвідних напрямних, причому до нижнього корпуса приєднаний нижній бойок, а до бічних повзунів - бічні бойки, при цьому інструментальний стіл виконаний з можливістю зміни позицій кувального інструмента й установки на кувальному пресі кувального інструмента, що містить нижній бойок з плоскою робочою поверхнею, для попереднього та/або наступного кування злитка або заготовки або щонайменше одного кувального блока для наступного кування заготовки, новим є те, що до плити верхньої траверси кувального преса прикріплений верхній бойок з плоскою робочою поверхнею, верхній корпус кувального пристрою в його верхній частині має коробчасту форму з отвором переважно прямокутної форми, крізь який проходить верхній бойок кувального преса з плоскою робочою поверхнею, верхній корпус виконаний з можливістю з'єднання з верхнім бойком преса з плоскою робочою поверхнею або встановлений на центрувальних напрямнихколонках і пружинах, у верхньому корпусі над похилими площинами, що контактують з бічними повзунами кувального пристрою, виконані опорні площадки для верхнього бойка преса з плоскою робочою поверхнею, бойки, встановлені на бічних повзунах кувального пристрою, зміщені до похилих площин верхнього корпуса переважно на величину зсуву, що забезпечує суміщення осей симетрії бічних бойків і заготовки в початковий момент кування. 3 UA 114440 C2 5 10 15 20 25 30 35 40 45 50 55 60 Поставлена задача вирішується також тим, що співвідношення довжини отвору у верхньому корпусі кувального пристрою і довжини робочої поверхні верхнього плоского бойка преса становить 1,04-1,36. Поставлена задача вирішується також тим, що на першій позиції інструментального стола встановлений нижній бойок з плоскою робочою поверхнею, а на другій позиції - кувальний пристрій з нижнім і двома бічними бойками. Поставлена задача вирішується також тим, що на першій позиції інструментального стола встановлений кувальний пристрій з нижнім і двома бічними бойками, а на другій позиції - нижній бойок з плоскою робочою поверхнею. Поставлена задача вирішується також тим, що на першій позиції інструментального стола встановлений нижній бойок з плоскою робочою поверхнею, на другій позиції - кувальний пристрій з нижнім і двома бічними бойками, а на третій - калібрувальний кувальний пристрій. Поставлена задача вирішується також тим, що на першій позиції інструментального стола встановлений кувальний пристрій з нижнім і двома бічними бойками, а на другий калібрувальний кувальний пристрій. Між сукупністю суттєвих ознак кувального комплексу, що заявляється, і технічним результатом, що досягається, існує такий причинно-наслідковий зв'язок. Конструктивні зміни, а саме: - прикріплення до плити верхньої траверси кувального преса верхнього бойка з плоскою робочою поверхнею; - надання верхньому корпусу кувального пристрою в його верхній частині коробчастої форми з отвором переважно прямокутної форми, крізь який проходить верхній бойок кувального преса з плоскою робочою поверхнею; - виконання верхнього корпуса з можливістю з'єднання з верхнім бойком преса з плоскою робочою поверхнею або встановленим на центрувальних напрямних-колонках і пружинах; - виконання у верхньому корпусі над похилими площинами, що контактують з бічними повзунами кувального пристрою, опорних площадок для верхнього бойка преса з плоскою робочою поверхнею; - зсув бойків, установлених на бічних повзунах кувального пристрою, до похилих площин верхнього корпуса переважно на величину зсуву, що забезпечує суміщення осей симетрії бічних бойків і заготовки в початковий момент кування; - у сукупності з відомими ознаками кувального комплексу, що заявляється, забезпечує виконання верхнім бойком преса не тільки функції передачі зусилля від верхньої траверси преса на верхній корпус кувального пристрою, стикаючись з опорними площадками, але й безпосереднього обтиснення заготовки замість верхнього бойка кувального пристрою, проходячи крізь отвір у верхній частині верхнього корпуса, що спричиняє значне збільшення робочого простору преса і робочого ходу бойків, чим досягається можливість кування в кувальному пристрої злитків або заготовок великого поперечного перерізу. При цьому установка бічних бойків зі зсувом нагору, яке спричиняє зсув на таку ж величину й у тому ж напрямку нижнього бойка, причому зсуви обумовлені збільшенням у верхньому напрямку робочого простору, забезпечує правильну, з погляду рівномірного обтиснення заготовки з усіх боків, роботу кувального пристрою, що сприяє досягненню того ж технічного результату: можливості кування заготовок великого поперечного перерізу. При співвідношенні довжини отвору у верхньому корпусі кувального пристрою і довжини робочої поверхні верхнього бойка преса менше 1,04 проходження верхнього бойка преса крізь отвір у верхньому корпусі утруднене, а при співвідношенні більше 1,36 можливі перекоси в бічних розвідних напрямних і підвищене зношування їх поверхонь ковзання. Спосіб виготовлення поковок і кувальний комплекс для його здійснення, що заявляються, пояснюються кресленнями, де на фіг. 1 зображений вигляд спереду кувального пристрою з верхнім бойком преса з плоскою робочою поверхнею, з розведеними бойками й установленою заготовкою в початковий період кування, на фіг. 2 - вигляд зверху кувального пристрою з верхнім бойком преса; на фіг. 3 - вигляд з боку кувального пристрою з верхнім бойком преса при розведених бойках; на фіг. 4 - вигляд спереду кувального пристрою з верхнім бойком преса, зі зведеними бойками й обтиснутою заготовкою; на фіг. 5 - загальний вигляд кувального пристрою з верхнім бойком преса і зведеними бойками; на фіг. 6 - вид спереду кувального комплексу при встановленому в кувальному пресі кувального інструмента з нижнім бойком з плоскою робочою поверхнею. На кресленнях позначене: 1 - верхній корпус кувального пристрою; 2 - нижній корпус кувального пристрою; 3, 4 - бічні повзуни кувального пристрою; 5 - нижній бойок кувального пристрою; 6, 7 - бічні бойки кувального пристрою; 8 - верхній бойок кувального преса з плоскою 4 UA 114440 C2 5 10 15 20 25 30 35 40 45 50 55 60 робочою поверхнею; 9 - заготовка; 10 - отвір прямокутної форми у верхній частині верхнього корпуса для проходження верхнього бойка преса; 11 - отвір для штиря, з'єднуючого верхній корпус кувального пристрою і верхній бойок преса; 12 - опорні площадки у верхньому корпусі для верхнього бойка преса; 13 - центрувальні напрямні-колонки; 14 - робоча поверхня верхнього бойка преса; 15 - кувальний прес; 16 - інструментальний стіл; 17 - нижній бойок з плоскою робочою поверхнею; 18 - кувальний пристрій з нижнім і двома бічними бойками; 19 калібрувальний кувальний пристрій. Спосіб виготовлення поковок, що заявляється, здійснюють таким чином. Нагрітий до температури пластичної деформації злиток або заготовку 9 подають на кувальний прес, оснащений кувальним пристроєм (фіг. 1-5). Заготовку 9 кують у кувальному пристрої за один або кілька проходів одночасно чотирма бойками - нижнім бойком 5 кувального пристрою, двома бічними бойками 6, 7 кувального пристрою і верхнім бойком 8 кувального преса з плоскою робочою поверхнею шляхом обтиснення зі зсувними деформаціями в поперечній площині заготовки 9 при кожному одиничному обтисненні. У процесі обтиснення верхній бойок 8 преса за допомогою верхньої траверси преса переміщають униз, до нерухливого нижнього бойка 5 кувального пристрою. Два бічні бойки 6, 7 кувального пристрою переміщають униз і назустріч один одному в радіальному і тангенціальному напрямках. Усі три рухливі бойки 6-8 одночасно обтискають заготовку 9, зміщаючись до нижнього нерухливого бойка 5. При цьому виконують попереднє (перед куванням у кувальному пристрої 18) та/або наступне (після кування в кувальному пристрої 18) обтиснення злитка або заготовки 9 верхнім бойком 8 преса з плоскою робочою поверхнею і нижнім бойком 17 з плоскою робочою поверхнею на кувальному пресі 15, або наступне кування в кувальному блоці, наприклад у калібрувальному кувальному пристрої 19 (фіг. 6). Наприклад, можливий варіант, коли перед куванням заготовки 9 у кувальному пристрої 18 здійснюють попереднє кування злитка шляхом обтиснень верхнім бойком 8 і нижнім бойком 17 з плоскою робочою поверхнею на кувальному пресі 15 до одержання проміжної заготовки, причому верхній бойок 8 постійно прикріплений до плити верхньої траверси преса 15, а нижній бойок 17 установлений на інструментальному столі 16, після чого за допомогою інструментального стола 16 нижній бойок 17 виводять із зони кування, а кувальний пристрій 18 з нижнім і двома бічними бойками вводять. Можливо також, коли після кування заготовки 9 у кувальному пристрої 18 за допомогою інструментального стола 16 кувальний пристрій 18 з нижнім і двома бічними бойками виводять із зони кування, а нижній бойок 17 з плоскою робочою поверхнею вводять, після чого здійснюють обтиснення заготовки прикріпленим до плити верхньої траверси преса верхнім бойком 8 і нижнім бойком 17 на кувальному пресі 15, наприклад для одержання поковки прямокутного або квадратного поперечного перерізу, або здійснюють рубання заготовки. Можливий ще варіант, коли перед ковкою заготовки 9 у кувальному пристрої 18 здійснюють попереднє кування злитка шляхом обтиснень верхнім бойком 8 і нижнім бойком 17 на кувальному пресі 15 до одержання проміжної заготовки, після чого за допомогою інструментального стола 16 нижній бойок 17 з плоскою робочою поверхнею виводять із зони кування, а кувальний пристрій 18 з нижнім і двома бічними бойками вводять, а після кування заготовки в кувальному пристрої 18 за допомогою інструментального стола 16 кувальний пристрій 18 з нижнім і двома бічними бойками із зони кування виводять, а калібрувальний кувальний пристрій 19 уводять, після чого здійснюють калібрувальні обтиснення заготовки. Крім цього, можливо, що після кування заготовки 9 у кувальному пристрої 18 за допомогою інструментального стола 16 кувальний пристрій 18 з нижнім і двома бічними бойками виводять із зони кування, а калібрувальний кувальний пристрій 19 уводять, після чого здійснюють калібрувальні обтиснення заготовки. Таким чином, досягається можливість обтиснення злитків або заготовок великого поперечного перерізу як за допомогою верхнього і нижнього бойків преса з плоскою робочою поверхнею, так і за допомогою чотирьох бойків, без зняття і при безпосередній участі верхнього бойка преса з плоскою робочою поверхнею. Кувальний комплекс для здійснення способу виготовлення поковок містить один або два маніпулятори (на кресленнях не показані), кувальний прес 15 з прикріпленим до плити його верхньої траверси верхнім бойком 8 з плоскою робочою поверхнею й інструментальний стіл 16, на якому встановлений кувальний пристрій 18, що містить рухливий верхній корпус 1 і нерухливий нижній корпус 2 з похилими площинами, кінематично пов'язані з ними бічні повзуни 3, 4 з похилими площинами, відповідними до похилих площин верхнього і нижнього корпусів, установлені з можливістю переміщення відносно верхнього і нижнього корпусів і пов'язані з 5 UA 114440 C2 5 10 15 20 25 30 35 40 45 50 55 ними за допомогою розвідних напрямних (фіг. 1-6). На нижньому корпусі 2 установлений нижній бойок 5, на бічних повзунах 3, 4 - бічні бойки 6, 7. Верхній корпус 1 у верхній його частині має коробчасту форму з отвором 10 переважно прямокутної форми, крізь який проходить верхній плоский бойок 8 кувального преса. Верхній корпус виконаний з можливістю з'єднання з верхнім бойком 8 преса, наприклад за допомогою штиря, що проходить крізь отвір 11, або встановлений на центрувальних напрямних - колонках 13 і пружинах (на кресленнях не показані). У верхньому корпусі 1 над похилими площинами, що контактують з бічними повзунами 3, 4, виконані опорні площадки 12, а бічні бойки 6, 7, установлені на бічних повзунах 3, 4, зміщені до похилих площин верхнього корпуса 1 переважно на величину зсуву, що забезпечує суміщення осей симетрії бічних бойків і заготовки в початковий момент кування. При цьому співвідношення довжини отвору 11 у верхньому корпусі кувального пристрою і довжини робочої поверхні 14 верхнього бойка преса становить 1,04-1,36. При цьому інструментальний стіл 16 виконаний з можливістю зміни позицій кувального інструмента й установки на кувальному пресі 15 кувального інструмента з нижнім бойком 17 з плоскою робочою поверхнею для попереднього та/або наступного кування злитка або заготовки або щонайменше одного кувального блока, наприклад калібрувального кувального пристрою 19, для наступного кування заготовки (фіг. 6). У кувальному комплексі для попереднього кування злитків великого поперечного перерізу на першій позиції інструментального стола 16 може бути встановлений нижній бойок 17 з плоскою робочою поверхнею, а на другій позиції - кувальний пристрій 18 з нижнім і двома бічними бойками. Для наступного кування заготовки з метою одержання поковки прямокутного або квадратного поперечного перерізу або наступного рубання заготовки на першій позиції інструментального стола 16 може бути встановлений кувальний пристрій 18 з нижнім і двома бічними бойками, а на другій позиції - нижній бойок 17 з плоскою робочою поверхнею. Для попереднього кування злитків великого поперечного перерізу, а також для наступного калібрування заготовки, на першій позиції інструментального стола 16 може бути встановлений нижній бойок 17 з плоскою робочою поверхнею, на другій позиції - кувальний пристрій 18 з нижнім і двома бічними бойками, а на третій - калібрувальний кувальний пристрій 19. Для наступного калібрування заготовки на першій позиції інструментального стола 16 може бути встановлений кувальний пристрій 18 з нижнім і двома бічними бойками, а на другій позиції - калібрувальний кувальний пристрій 19. Кувальний комплекс працює в такий спосіб. При підйомі рухливої верхньої траверси преса з плитою і прикріпленим до неї верхнім бойком 8 з плоскою робочою поверхнею верхній корпус 1 кувального пристрою переміщається також нагору й одночасно за допомогою напрямних розводить бічні повзуни 3, 4 з бічними бойками 6, 7, відкриваючи робочий простір кувального пристрою. Потім, нагрітий до температури деформації злиток або заготовку 9 за допомогою маніпулятора подають у робочу зону кувального пристрою, розташовуючи її на нерухливому нижньому бойку 5. Після цього включають робочий хід преса, при якому його рухлива траверса переміщає верхній корпус 1 кувального пристрою разом з верхнім бойком 8 преса, що проходить крізь отвір 10 і опирається на опорні площадки 12, у напрямку до заготовки 9 і разом з нижнім бойком 5 обтискає її у вертикальній площині. Одночасно, за допомогою похилих поверхонь верхній корпус 1 переміщає в напрямку до заготовки 9 бічні повзуни 3, 4 зі зміщеними нагору бічними бойками 6, 7, які обтискають її в радіальному і тангенціальному напрямках. Після закінчення обтиснення заготовки 9 траверсу преса переміщають нагору, розкриваючи пристрій, і цикл обтиснення повторюють після подачі і кантування заготовки. При цьому у випадку, якщо перед ковкою заготовки в кувальному пристрої 18 необхідне попереднє кування злитка шляхом обтиснень двома плоскими бойками на кувальному пресі до одержання проміжної заготовки, за допомогою інструментального стола 16 на кувальному пресі 15 установлюють нижній бойок 17 з плоскою робочою поверхнею, причому верхній бойок 8 з плоскою робочою поверхнею постійно прикріплений до плити верхньої траверси преса 15. Після попереднього кування за допомогою інструментального стола 16 нижній бойок 17 виводять із зони кування, залишаючи верхній бойок 8 прикріпленим до плити верхньої траверси преса 15, а кувальний пристрій 18 з нижнім і двома бічними бойками вводять у робочу зону преса. Якщо після кування заготовки чотирма бойками в кувальному пристрої 18 необхідне наступне кування двома плоскими бойками, наприклад для одержання поковки прямокутного або квадратного поперечного перерізу або для рубання заготовки, то за допомогою інструментального стола 16 кувальний пристрій 18 з нижнім і двома бічними бойками виводять 6 UA 114440 C2 5 10 15 20 із зони кування, а нижній бойок 17 уводять, після чого здійснюють обтиснення заготовки верхнім бойком 8 і нижнім бойком 17 з плоскою робочою поверхнею на кувальному пресі 15. Якщо перед куванням заготовки в кувальному пристрої 18 необхідне попереднє кування злитка великого поперечного перерізу, а після кування заготовки в кувальному пристрої 18 необхідне наступне калібрування заготовки, то за допомогою інструментального стола 16 на кувальному пресі 15 установлюють нижній бойок 17 з плоскою робочою поверхнею, причому верхній бойок 8 з плоскою робочою поверхнею постійно прикріплений до плити верхньої траверси преса 15. Після попереднього кування за допомогою інструментального стола 16 нижній бойок 17 виводять із зони кування, залишаючи верхній бойок 8 прикріпленим до плити верхньої траверси преса 15, а кувальний пристрій 18 з нижнім і двома бічними бойками вводять у робочу зону преса. Після кування чотирма бойками за допомогою інструментального стола 16 кувальний пристрій 18 виводять із зони кування, а калібрувальний кувальний пристрій 19 уводять, після чого здійснюють калібрувальні обтиснення заготовки шляхом натискань на калібрувальний пристрій 19 верхнім плоским бойком 8 преса. Якщо після кування заготовки в кувальному пристрої 18 необхідне наступне калібрування заготовки, то за допомогою інструментального стола 16 кувальний пристрій 18 виводять із зони кування, а калібрувальний кувальний пристрій 19 уводять, після чого здійснюють калібрувальні обтиснення заготовки шляхом натискань на калібрувальний пристрій 19 верхнім плоским бойком 8 преса. Таким чином, уведені конструктивні зміни забезпечують у кувальному комплексі, що заявляється, злагоджені дії трьох бойків кувального пристрою і верхнього плоского бойка преса, оптимальні умови для деформації заготовки, у т.ч. великого поперечного перерізу, чотирма бойками за рахунок збільшення робочого простору преса, що призводить до підвищення продуктивності процесу й економії ресурсів. 25 ФОРМУЛА ВИНАХОДУ 30 35 40 45 50 55 1. Спосіб виготовлення поковок, що включає кування злитка або заготовки шляхом її одночасного обтиснення чотирма бойками, причому кувальний пристрій пускають у хід шляхом прикладення зусилля з боку прикріпленого до плити верхньої траверси кувального преса верхнього бойка з плоскою робочою поверхнею, при цьому виконують попереднє та/або наступне кування злитка або заготовки верхнім і нижнім бойками з плоскою робочою поверхнею на кувальному пресі, або наступне кування заготовки в кувальному блоці, який відрізняється тим, що кування чотирма бойками злитка або заготовки виконують шляхом одночасного обтиснення її нижнім і двома бічними бойками кувального пристрою і верхнім бойком кувального преса з плоскою робочою поверхнею. 2. Спосіб за п. 1, який відрізняється тим, що перед куванням заготовки в кувальному пристрої здійснюють попереднє кування злитка шляхом обтиснень верхнім і нижнім бойками з плоскою робочою поверхнею на кувальному пресі до одержання проміжної заготовки, після чого за допомогою інструментального стола нижній бойок з плоскою робочою поверхнею виводять із зони кування, а кувальний пристрій з нижнім і двома бічними бойками вводять. 3. Спосіб за п. 1, який відрізняється тим, що після кування заготовки в кувальному пристрої за допомогою інструментального стола кувальний пристрій з нижнім і двома бічними бойками виводять із зони кування, а нижній бойок з плоскою робочою поверхнею вводять, після чого здійснюють обтиснення заготовки верхнім і нижнім бойками з плоскою робочою поверхнею, наприклад для одержання поковки прямокутного або квадратного поперечного перерізу, або здійснюють рубання заготовки. 4. Спосіб за п. 1, який відрізняється тим, що перед куванням заготовки в кувальному пристрої здійснюють попереднє кування злитка шляхом обтиснень верхнім і нижнім бойками з плоскою робочою поверхнею на кувальному пресі до одержання проміжної заготовки, після чого за допомогою інструментального стола нижній бойок з плоскою робочою поверхнею виводять із зони кування, а кувальний пристрій з нижнім і двома бічними бойками вводять, після кування заготовки в кувальному пристрої за допомогою інструментального стола кувальний пристрій з нижнім і двома бічними бойками із зони кування виводять, а калібрувальний кувальний пристрій уводять, після чого здійснюють калібрувальні обтиснення заготовки. 5. Спосіб за п. 1, який відрізняється тим, що після кування заготовки в кувальному пристрої за допомогою інструментального стола кувальний пристрій з нижнім і двома бічними бойками із зони кування виводять, а калібрувальний кувальний пристрій уводять, після чого здійснюють калібрувальні обтиснення заготовки. 7 UA 114440 C2 5 10 15 20 25 30 35 6. Кувальний комплекс для виготовлення поковок, що містить один або два маніпулятори, кувальний прес, у якому на верхній траверсі встановлена плита для кріплення інструмента, інструментальний стіл, на якому встановлений кувальний пристрій, що містить рухомий верхній і нерухомий нижній корпуси з похилими площинами, кінематично пов'язані з ними бічні повзуни з похилими площинами, відповідними до похилих площин верхнього і нижнього корпусів, установлені з можливістю переміщення відносно верхнього і нижнього корпусів і пов'язані з ними за допомогою розвідних напрямних, причому до нижнього корпуса приєднаний нижній бойок, а до бічних повзунів - бічні бойки, при цьому інструментальний стіл виконаний з можливістю зміни позицій кувального інструмента й установки на кувальному пресі кувального інструмента, що містить нижній бойок з плоскою робочою поверхнею, для попереднього та/або наступного кування злитка або заготовки або щонайменше одного кувального блока для наступного кування заготовки, який відрізняється тим, що до плити верхньої траверси кувального преса прикріплений верхній бойок з плоскою робочою поверхнею, при цьому верхній корпус кувального пристрою в його верхній частині має коробчасту форму з отвором переважно прямокутної форми, крізь який має можливість проходити верхній бойок кувального преса з плоскою робочою поверхнею, також верхній корпус виконаний з можливістю з'єднання з верхнім бойком кувального преса з плоскою робочою поверхнею або встановлений на центрувальних напрямних-колонках і пружинах, а також у верхньому корпусі над похилими площинами, що контактують з бічними повзунами кувального пристрою, виконані опорні площадки для верхнього бойка кувального преса з плоскою робочою поверхнею, при цьому бойки, установлені на бічних повзунах кувального пристрою, зміщені до похилих площин верхнього корпуса переважно на величину зсуву, що забезпечує суміщення осей симетрії бічних бойків і заготовки в початковий момент кування. 7. Кувальний комплекс за п. 6, який відрізняється тим, що співвідношення довжини отвору у верхньому корпусі кувального пристрою і довжини робочої поверхні верхнього плоского бойка кувального преса становить 1,04-1,36. 8. Кувальний комплекс за п. 6 або п. 7, який відрізняється тим, що на першій позиції інструментального стола встановлений нижній бойок з плоскою робочою поверхнею, а на другій позиції - кувальний пристрій з нижнім і двома бічними бойками. 9. Кувальний комплекс за п. 6 або п. 7, який відрізняється тим, що на першій позиції інструментального стола встановлений кувальний пристрій з нижнім і двома бічними бойками, а на другій позиції - нижній бойок з плоскою робочою поверхнею. 10. Кувальний комплекс за п. 6 або п. 7, який відрізняється тим, що на першій позиції інструментального стола встановлений нижній бойок з плоскою робочою поверхнею, на другій позиції - кувальний пристрій з нижнім і двома бічними бойками, а на третій - калібрувальний кувальний пристрій. 11. Кувальний комплекс за п. 6 або п. 7, який відрізняється тим, що на першій позиції інструментального стола встановлений кувальний пристрій з нижнім і двома бічними бойками, а на другий - калібрувальний кувальний пристрій. 8 UA 114440 C2 9 UA 114440 C2 10 UA 114440 C2 11 UA 114440 C2 Комп’ютерна верстка Г. Паяльніков Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 12
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21J 5/02, B21J 9/06, B21J 13/02, B21J 13/08, B21J 7/16
Мітки: здійснення, кувальний, виготовлення, спосіб, поковок, комплекс
Код посилання
<a href="https://ua.patents.su/14-114440-sposib-vigotovlennya-pokovok-i-kuvalnijj-kompleks-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення поковок і кувальний комплекс для його здійснення</a>
Спосіб виготовлення порожнистих поковок і кувальний комплекс для його здійснення
Номер патенту: 96403
Опубліковано: 25.10.2011
Автор: Лазоркін Віктор Андрійович
МПК: B21K 21/00, B21J 1/04
Мітки: спосіб, поковок, комплекс, кувальний, порожнистих, виготовлення, здійснення
Формула / Реферат:
1. Спосіб виготовлення порожнистих поковок, що включає нагрівання порожнистої заготовки до температури деформації, установку в її порожнину оправки і наступне кування в чотирибойковому кувальному пристрої за один або кілька проходів одночасно чотирма бойками шляхом обтиснення із зсувними деформаціями в поперечній площині заготовки при кожному одиничному обтисненні, у процесі якого верхній бойок переміщається вниз, до нерухливого нижнього...
Спосіб виготовлення поковок, переважно з металів та сплавів підгрупи титану, і кувальний комплекс для його здійснення
Номер патенту: 73393
Опубліковано: 15.07.2005
Автори: Ноздрін Ігорь Вікторовіч, Лосіцкій Анатолій Францєвіч, Прохоров Валєрій Васільєвіч, Філіппов Владімір Борісовіч, Бочаров Олєг Вікторовіч, Коновалов Віталій Фьодоровіч, Лазоркін Віктор Андрійович, Шіков Алєксандр Константіновіч, Рождєствєнскій Владімір Владіміровіч, Котрєхов Владімір Андрєєвіч, Артамонов Юрій Вікторович, Терновой Юрій Федорович, Чєрємних Гєннадій Сєргєєвіч, Ахтонов Сєргєй Гєннадьєвіч
МПК: B21J 1/04, B21J 5/00, B21J 13/02
Мітки: спосіб, титану, комплекс, поковок, сплавів, підгрупи, кувальний, виготовлення, металів, здійснення, переважно
Формула / Реферат:
1. Спосіб виготовлення поковок, переважно з металів і сплавів підгрупи титану, що включає нагрівання злитка і наступне його кування на пресі з одним або двома маніпуляторами в кілька проходів шляхом чотирибічного обтиснення в чотирибойкових кувальних пристроях з додатковими макрозрушеннями металу в поперечній площині заготовки при кожному одиничному обтисненні, подачу і кантування заготовки, який відрізняється тим, що кування здійснюють у...
Чотирибойковий кувальний пристрій зі змінними бойками

Номер патенту: 50416
Опубліковано: 10.06.2010
Автори: Злигорєв Віталій Миколайович, Шумаков Володимир Федорович, Бугайов Олександр Миколайович, Карасьов Анатолій Костянтинович, Грачов Ігор Анатолійович, Глинський Віталій Миколайович
МПК: B21J 13/02
Мітки: змінними, чотирибойковий, кувальний, пристрій, бойками
Формула / Реферат:
Чотирибойковий кувальний пристрій зі змінними бойками, встановленими у тримачах, у якому верхній і нижній бойки утворюють вертикальну пару, а бічні бойки - горизонтальну пару і кінематично зв'язані з верхнім і нижнім бойками, який відрізняється тим, що кожен з бічних бойків оснащений зачепом, а відповідний тримач підвісом, крім того, у нижній частині бічних бойків і їхніх тримачів виконані отвори для установлення фіксаторів.
Спосіб виготовлення порожнистих тонкостінних поковок

Номер патенту: 116546
Опубліковано: 25.05.2017
Автори: Шарун Альона Олегівна, Марков Олег Євгенійович, Овсяннікова Ганна Олегівна, Злигорєв Віталій Миколайович, Шевцов Сергій Олександрович, Коляденко Артем Віталійович
МПК: B21J 5/00
Мітки: тонкостінних, спосіб, виготовлення, поковок, порожнистих
Формула / Реферат:
Спосіб виготовлення порожнистих тонкостінних поковок, який полягає у нагріванні заготівки з отвором до температури деформації, розміщення в порожнину заготівки оправки і подальше кування за один або кілька проходів шляхом обтискання на гідравлічному кувальному пресі, у процесі якого верхній бойок переміщується вниз, до нерухомого нижнього бойка, який відрізняється тим, що попереднє протягування заготівки відбувається на звичайній конічній...
Спосіб виготовлення поковок типу пластин

Номер патенту: 32682
Опубліковано: 15.02.2001
Автори: Кузнєцов Микола Миколайович, Соколов Лев Миколайович, Михайленко Борис Омелянович
МПК: B21J 1/04
Мітки: типу, виготовлення, пластин, спосіб, поковок
Текст:
...розтяжних переважно, та може напружень. у викликати Обтяжка поперечному тріщини вузьким з-за бойком після кантування на 180° малоефективно з точки зору проробки металу у осьовій зоні з-за обмеженого контакту заготовки з інструментом, так як в цьому випадку деформація металу проходить, переважно, у периферийних зонах розтину поковки. В основу винаходу «Спосіб виготовлення поковок типу пластин» поставлено задачу виготовлення ...
Попередній патент: Фармацевтична композиція, що містить інгібітор ace та блокатор кальцієвих каналів
Наступний патент: Спосіб коригуючої скорочуючої вертебротомії при застарілих травматичних кіфозах в поперековому і грудопоперековому відділах хребта
Випадковий патент: Спосіб формування однорядного кишкового шва