Спосіб одержання оцтової кислоти
Номер патенту: 26854
Опубліковано: 29.12.1999
Автори: Уілліямс Брус Лео, АУБІН Сімон Дайвід, УАТСОН Деррік Джон, Купер Жеремі Бернард
Текст
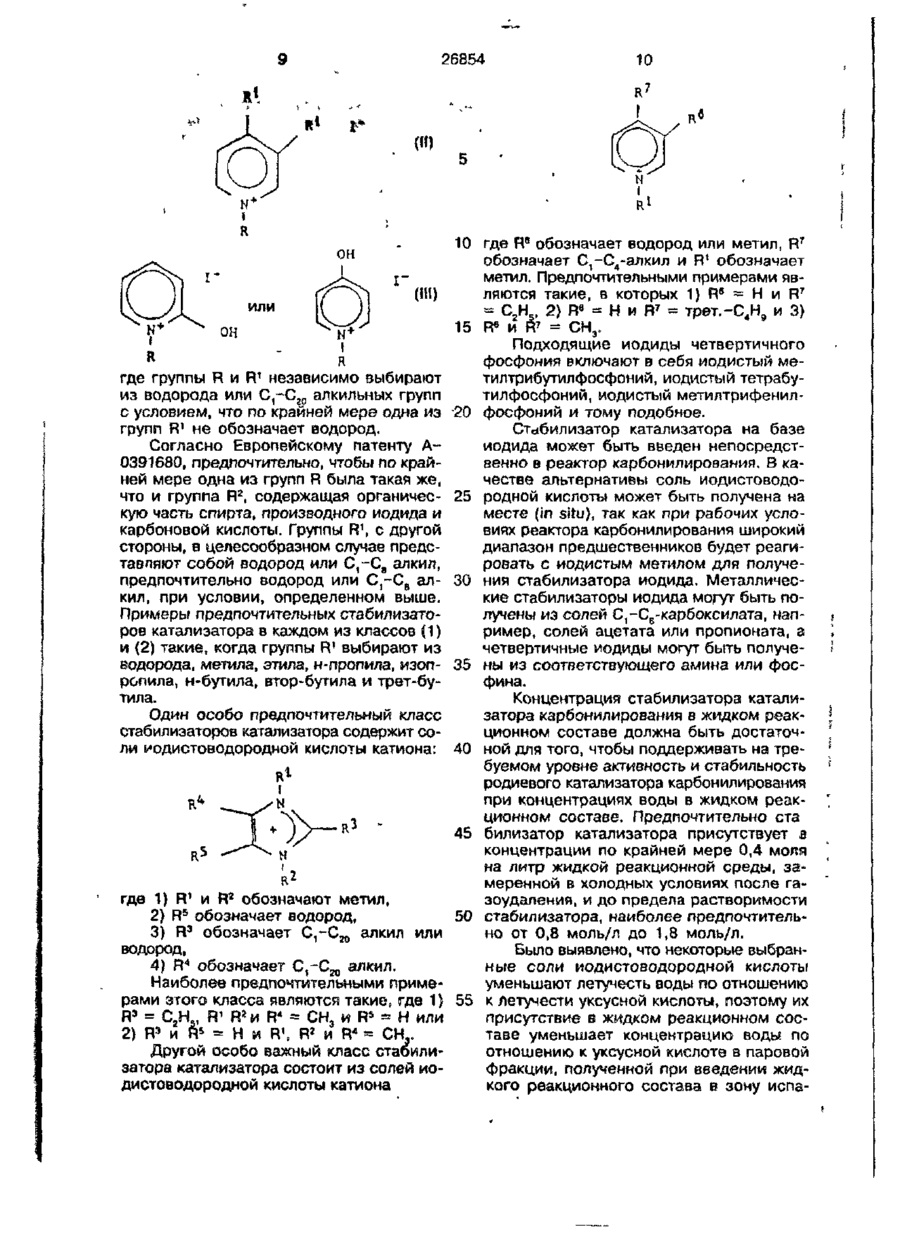
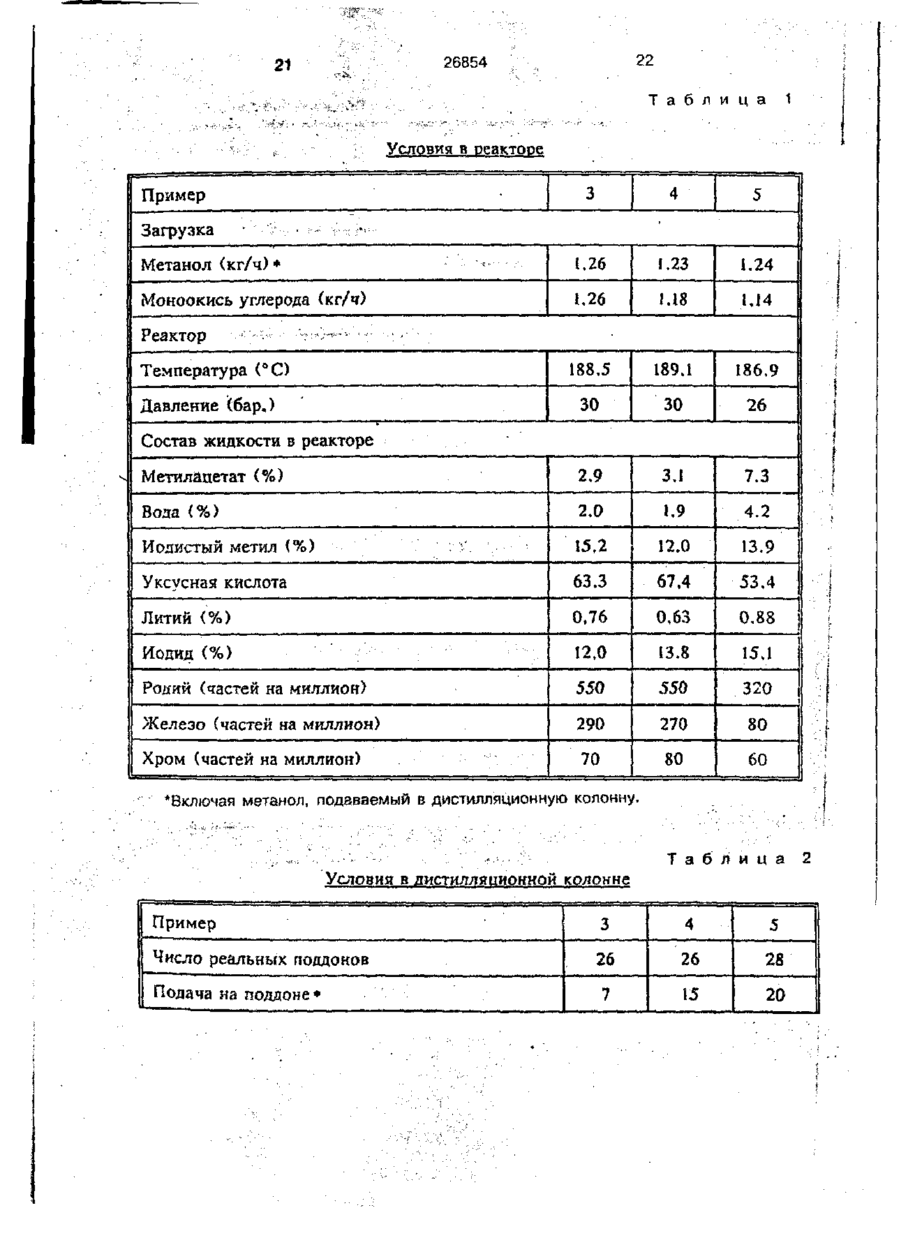
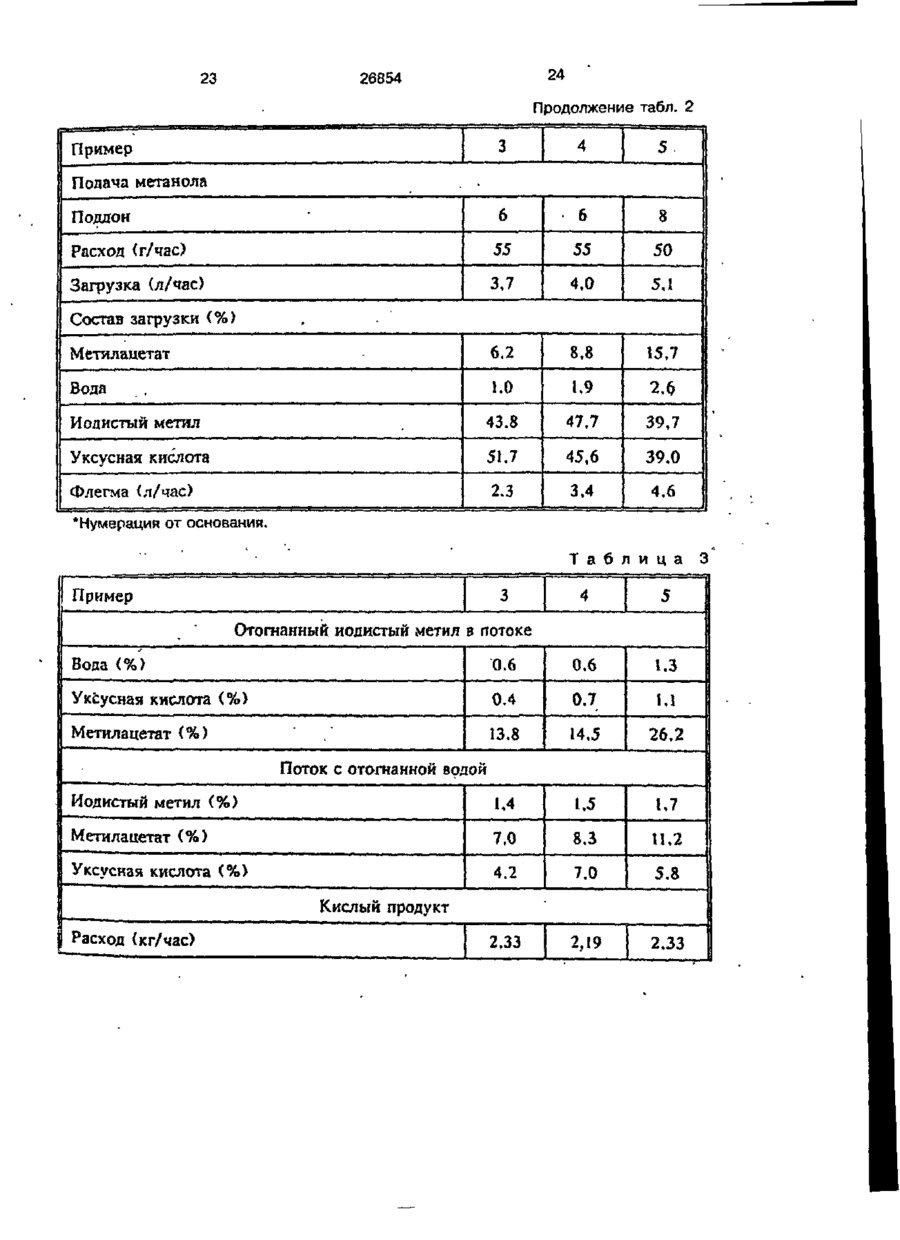
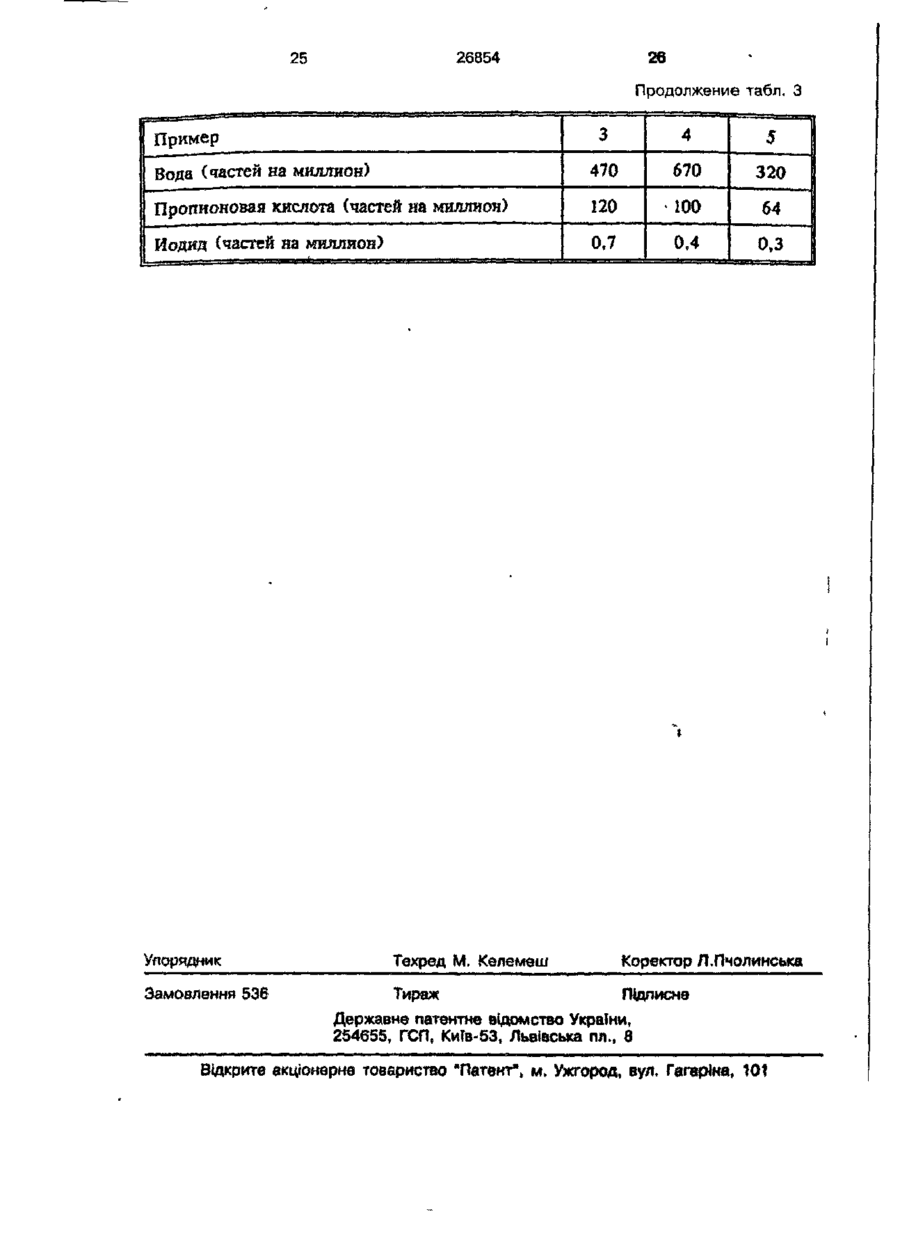
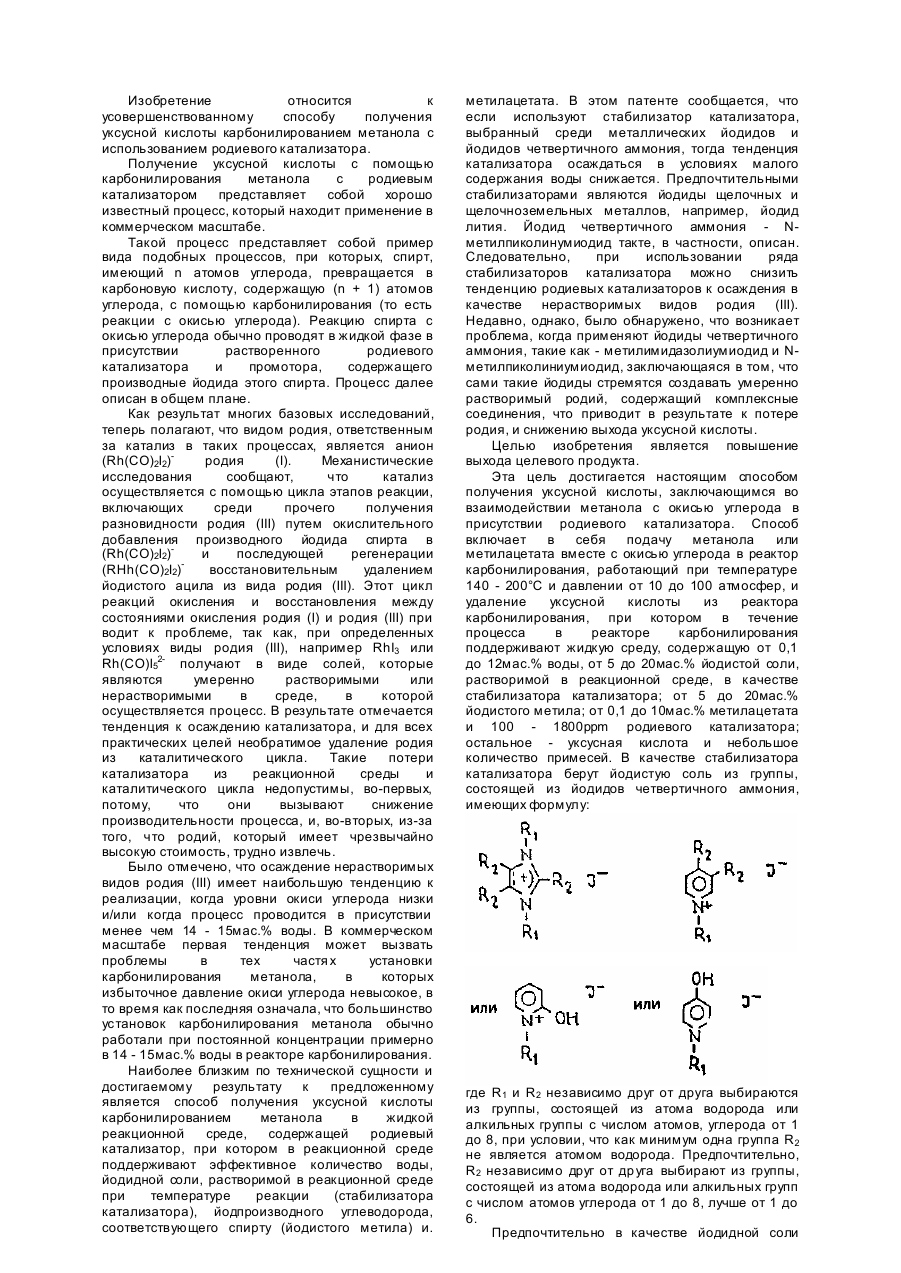
УКРАЇНА (19) UA о„ _26854_ . „„ С 1_ С 07 С 51/44, С 07 С 51/12, В 01 D 3/06, В 01 J 39/04 ДЕРЖАВНЕ ПАТЕНТНЕ ВІДОМСТВО ОПИС ДО ПАТЕНТУ НА ВИНАХЩ (54) СПОСІБ ОДЕРЖАННЯ ОЦТОВОЇ КИСЛОТИ (21) 93004524 (22) 03.06 93 (24) 29.12.99 (31) 9211671.4 (32) 02.06.92 (33) GB (46) 29.12.99. Бюл. № 8 * (56) Патент GB 1350726, кл. С 07 С 51/44, 1974. (72) Аубін Сімон Дайвід (FR), Купер Жеремі Бернард (GB), Уатсон Деррік Джон (GB), Ушліямс Брус Лео (GB) (73) БП Кемікалз Лімітед (GB) (57) 1. Способ получения уксусной кислоты, включающий а) подачу метанола и моноокиси углерода в зону карбонилирования, в которой в ходе процесса поддерживается следующий состав жидкой реакционной среды, включающий: (I) родиевый катализатор карбонилирования и (I!) йодистый метил, и извлечение продукта, уксусной кислоты, в потоке из жидкой реакционной смеси посредством дистилляции, о т л и ч а ю щ и й с я тем, что состав жидкой реакционной среды, поддерживаемой в ходе процесса, дополнительно содержит: (III) стабилизатор катализатора карбонилирования, содержащий соль иодистоводородной кислоты, которая растворима в реакционном составе, (IV) ограниченное количество воды в концентрации до примерно 10 вес.%, (V) метилацетат с концентрацией не менее 2 вес. % и (VI) уксусную кислоту, кроме того, способ включает дополнительные этапы б) выведение из реактора жидкой реак ционной среды и введение ее, с добавлением или без добавления тепла, в зону испарения для образования паровой фракции, содержащей воду до примерно 8 вес.%, продукт ~ уксусную кислоту, побочный продукт - пропионовую кислоту и основную часть подаваемого в зону испарения метилацетата и йодистого метила, и жидкой фракции, содержащей нелетучий родиевый катализатор, нелетучий стабилизатор катализатора, уксусную кислоту, воду и остальную часть метилацетата, йодистого метила и побочного продукта пропионовой кислоты - из подаваемого в зону испарения, в) возврат в цикл жидкой фракции из зоны испарения з зону реакции, при этом извлечение продукта - уксусной кислоты - осуществляют из паровой фракции зоны испарения путем использования одной зоны дистилляции в результате: г) введения паровой фракции из зоны испарения в зону дистилляции и/или жидкости, д) удаления из головной части зоны дистилляции потока возврата в цикл легких крайних фракций, включающих воду, метилацетат, йодистый метил и уксусную кислоту, и е) удаления из зоны дистилляции в точке ниже места введения паровой фракции из зоны испарения потока продукта кислоты, имеющего концентрацию воды менее 1500 частей на миллион и концентрацию пропионовой кислоты менее 500 частей на миллион. 2. Способ по п.1, о т л и ч а ю щ ий с я тем, что из реактора выводят жидкую реакционную смесь, которая содержит ограниченное количество воды с концентрацией до примерно 8 вес%, а паровая фракция в зоне испарения содер ON 00 26854 жит воду в количестве до примерно 6 вес %. 3. Способ по п.1 или 2, о т л и ч аю щ и й с я тем, что жидкая реакционная смесь содержит соль йодисто водородной кислоты, которая подавляет летучесть воды по отношению к летучести уксусной кислоты, и содержит одну или более солей иодистоводородной кислоты щелочных или щелочноземельных металлов или водорода. 4. Способ по любому из предшествующих пунктов, о т л и ч а ю щ и й с я тем, что в реакторе получают жидкую реакционную смесь с концентрацией метилацетата в пределах от 2 до 15 вес. %. 5. Способ по любому из предшествующих пунктов, о т л и ч а ю щ и й с я тем, что процес ведут в присутствии металлов, образующихся за счет коррозии и оказывающих вредное воздействие на реакцию карбонилирования, концентрация которых в жидкой реакционной смеси менее 1000 частей на миллион. 6. Способ по п.5, о т л и ч а ю щ и й с я -тем, что в зоне реакции за счет коррозии образуются такие металлы, как железо, марганец и/или никель. 7. Способ по любому из предшествующих пунктов, о т л и ч а ю щ и й с я тем, что используют одну зону дистилляции, которая содержит до 25 теоретических ступеней разделения. 8. Способ по любому из предшествующих пунктов, о т л и ч а ю щ и й с я тем, что используют одну зону дистилляции, которая содержит примерно от 4 до 15 теоретических ректификационных ступеней над тонкой ввода сырья. 9. Способ по любому из предшествующих пунктов, о т л и ч а ю щ и й с я тем, что используют одну зону дистилляции, которая содержит примерно до 14 теоретических десорбционных ступеней ниже ввода сырья. 10. Способ по любому из пп. 1-7, отл и ч а ю щ и й с я тем, что используют одну зону дистилляции, которая содержит до 50 реальных ступеней разделения. 11. Способ по любому из предшествующих пунктов, о т л и ч а ю щ и йся тем, что конечный продукт ~ уксусную кислоту - пропускают через один или более слоев ионообменной смолы для удаления примесей иодидов. 12. Способ по любому из предшествующих пунктов, о т л и ч а ю щ и й с я тем, что используют одну или несколько ионообменных смол, в том числе анионообменную смолу. 13. Способ по любому из предшествующих пунктов, о т л и ч а ю щ и й с я тем, что используют одну или более сереб росо держащую смолу. Настоящее изобретение относится к кие как пропионовая кислота, чем в слуспособу получения уксусной кислоты и, в чае способов карбонилирования для почастности, к способу получения уксусной лучения уксусной кислоты. кислоты карбонилированием метанола. В патенте Великобритании 1350726 Способы получения уксусной кислоты 5 описан способ очистки потоков монокаркарбонилированием метанола хорошо избонсзой кислоты, содержащий воду и гавестны и находят применение в промышлоидалкил и/или загрязнители в виде йоленности. дистого водорода; этот способ включает (а) введение потока монокарбоновой кисТак, а патенте Великобритании 1233121 описан способ получения орга- 10 лоты, содержащего воду и галоидалкил нической кислоты или ее соответствуюи/или загрязнители в виде галоидаодорода, в верхнюю половину дистилляционной щего сложного эфира путем карбонилизоны, (б) удаление верхней фракции, сорования с использованием родиевого кадержащей основную пропорцию воды и тализатора. Когда требуется получить чистую кар- 15 любой галоидалкил, загруженный э эту боновую кислоту в результате таких спозону, (а) удаление потока из среднего уч&стка зоны и ниже точки ввода в (а), собов, необходимо удалять загрязнители, содержащего наибольшую пропорцию лютакие как вода, соединения солей иодисбого галоидводорода, присутствующего в товодородной кислоты, и загрязнители с этой зоне, и (г) удаление потока полученвысокой температурой кипения, та 26854 ной монокарбоновой кислоты из нижней части этой зоны, причем этот поток кислоты-продукта является практически сухим и практически свободным от любого галоидалкила или галоидводорода-загрязнителя, введенного в зону. Хотя в примерах поток продукта-кислоты, содержащей от 87 до 132 частей на миллион по весу воды, получали из потока процесса, содержащего от 17,86 до 19.16 вес.% воды, s простой, 40-тарелочной дистилляционной колонке, мы полагали, что такая система потребует значительно большей подачи сырья в колонку и больших объемных скоростей потока проходящего процесса, и поэтому потребуются больше энергии и больший диаметр колонки. В патенте Великобритании 1.343.855 описана подобная система для очистки карбоновых кислот, но в нем используются два этапа разделения. При способе получения уксусной кислоты карбонилированием метанола, описаннов авторами Р.Т. Эби и Т.С. Синглтоном в Appfied Industrial Catalysis, том, 1, стр. 175-196, 1983 г., сырая уксусная кислота очищается в трех отдельных стадиях дистилляции: а) колонка легких крайних фракций, в которой поток головных легких крайних фракций и основной поток тяжелых крайних фракций разделяются для возврата в цикл в реактор из бокового потока обводненной уксусной кислоты, (б) стадия сушки, при которой обводненную уксусную кислоту сушат дистилляцией, при этол* отделенную воду возвращают в цикл в реактор, и (в) колонка тяжелых крайних фракций, в которой побочный продукт пропионовая кислота отделяется от сухой уксусной кислоты. При таком способе концентрация воды в реакционной среде карбонилирования является относительно высокой, например, до примерно 14-15 вес.%, и удаление этой воды влечет значительные расходы для способа получения сухой, чистой уксусной кислоты. 5 10 15 •20 25 30 35 40 45 В заявке на Европейский патент, опубликованной под № А-0161874, описана реакционная система, с помощью которой спирт, в качестве примера которого 50 приведен метанол, может быть карбонилирован до производного карбоновой кислоты, такой как уксусная кислота, при использовании жидкой реакционно среды с низким содержанием воды. Это дости- 55 гается с помощью применения определенных концентраций соли иодида, иодалкила и сложного эфира в жидкой реакционной среде для сохранения стабильности родиевого катализатора и произво б дительности реактора. В Европейськом патенте А-0161874 признается, что вода является нежелательным компонентом сырой уксусной кислоты и что, чем больше воды имеется в потоке, тем больше будут производственные затраты и требуемые капитальные вложения в систему извлечения-очистки продукта. Однако в примере 1 из Европейского патента А-0161874, хотя концентрация воды в жидкой реакционной среде уменьшена до 4-5 вес.% от значения из уровня техники в 15 вес.%, концентрации воды в сырой уксусной кислоте из колонки расщепления метилиодида-уксусной кислоты только снижается до примерно 4-7 вес.% и поэтому должна требоваться дополнительная очистка для удаления остальной воды. Согласно заявке на' Европейский патент А-0265140, в котором описан тот же самый способ, что и в Европейском патенте А-0161874, один такой метод сушки кислоты состоит в использовании сушильной колонны. В настоящем изобретении показано, что при осуществлении реакции карбонилирования в жидкой фазе с определенным составом жидкрй реакционной среды можно использовать улучшенную систему извлечения продукта, при которой применяется единая дистилляционная зона. Таким образом, согласно настоящему изобретению создан способ получения уксусной кислоты, который содержит: а) подачу метанола и моноокиси углерода (окиси углерода) в зону карбонилирования, в которой в ходе процесса поддерживается состав жидкой реакционной среды, содержащий: (I) родиевый катализатор карбонилирования; (II) метилиодид (йодистый метил); (III) стабилизатор катализатора карбонилирования, включающий соль иодистоводородной кислоты, которая растворима в реакционном составе; (fV) ограниченное количество воды в концентрации до примерно 10 вес. %., предпочтительно примерно до 8 вес.%; (V) метилацетат с концентрацией не менее 2 вес.%; и (VI) уксусную кислоту; б) введение из реактора жидкой реакционной среды и введение ее, с добавлением или без добавления тепла, в зону испарения для образования паровой фракции, содержащей воду в количестве до примерно 8 вес.%, предпочтительно до приерно 6 вес.%, продукт - уксусную кислоту, побочный продукт - пропионовую кислоту и основную часть подаваемого в 26854 зону испарения метилацетата и йодистого метила, и жидкой фракции, включающей нелетучий родиевый катализатор, нелетучий стабилизатор катализатора, уксусную кислоту, воду и остальную часть метилацетата, йодистого метила и побочного продукта - пропионовой кислоты из подаваемого в зону испарения; в) возврат в цикл жидкой фракции из зоны испарения в реакционную зону, и извлечение продукта - уксусной кислоты осуществляют из паровой фракции зоны мспарения путем использования одной зоны дистилляции путем: г) введения паровой фракции (в виде пара и/или жидкости) из зоны испарения в зону дистилляции; д) удаление из головной части зоны дистилляции возвращаемого в цикл потока с легких крайних фракций, включающих воду, метилацетат, йодистый метил и уксусную кислоту, и є) удаление из зоны дистилляции в точке ниже точки ввода паровой фракции из зоны испарения потока продукта-кислоты, имеющего концентрацию воды менее 1500 частей на миллион, предпочтительно менее 500 частей на миллион, и концентрацию пропионовой кислоты менее 500 частей на миллион, предпочтительно менее 200 частей на миллион. В настоящем изобретении использование определенного состава жидкой реакционной среды и ограниченной концентрации воды в паровой фракции из зоны испарения способствует очистке продукта *- уксусной кислоты при применении только одной зоны дистилляции. Способ согласно настоящему изобретению может быть осуществлен в виде периодического или непрерывного процесса, предпочтительно в виде непрерывного процесса. Подаваемый в зону карбонилирования метанол может быть практически чистым согласно известным промышленным процессам его получения. Моноокись углерода, подаваемая в реактор, может быть практически чистой или может содержать инертные примеси, такие как двуокись углерода, метан, азот, инертные газы, воду и парафиновые углеводороды С,-С4, которые известны в данной области техники. Парциальное давление моноокиси углерода в реакторе целесообразно поддерживать от 2,5 до 100 бар, предпочтительно от 3 до 20 бар. Водород, присутствующий в реактор©, как результат реакции смещения водяного пара и, возможно, как часть подаваемого сырьевого газа, предпочтительно выдер 5 10 15 20 25 30 35 40 45 50 8 живается с парциальным давлением не менее 2 фунтов на кв. дюйм (0,14 кг/см г ), предпочтительно до максимального парциального давления примерно 150 фунтов на кв. дюйм (10,55 кг/см 2 ). В зоне карбонилирования предпочтительно поддерживают давление в пределах от 17 до 100 бар, предпочтительно в диапазоне от 20 до 40 бар. В зоне карбонилирования предпочтительно поддерживают температуру в пределах от 150 до 250°С, наиболее предпочтительно в пределах от 170 до 220°С. Концентрация родиевого катализатора карбонилирования в жидком реакционном составе предпочтительно поддерживается на уровне концентрации в пределах от 100 до 2500 частей на миллион родия, наиболее предпочтительно в лределах от 150 до 1000 частей на миллион. Родиевый катализатор карбонилирования может быть введен в зону карбонилирования в любой подходящей форме, известной в данной области. Стабилизатор катализатора карбонилирования представляет собой предпочтительно соль иодистоводородной кислоты щелочного или щелочноземельного металла или является йодистым аммонием или йодистым четвертичным фосфонием. Щелочные металлы - это литий, натрий, калий, рубидий и цезий. Щелочноземельные металлы - это бериллий, магний, кальций, стронций, барий и радий. Предпочтительно стабилизатор катализатора представляет собой соль иодистоводородной кислоты лития, натрия, калия или кальция, наиболее предпочтительно соль иодистоводородной кислоты лития. Стабилизатор катализатора также может являться солью йодистого четвертичного аммония, такой как четвертичный амин, пиридин, пирролидин или имидазол, например, иодид N.N'-димитилимидазола или другое гетероциклическое азотсодержащее соединение. Подходящие гетероциклические стабилизаторы катализатора на базе иодида описаны в Европейском патенте А-0391680, в котором описано применение стабилизаторов катализатора, выбранных из группы, состоящей из иодидов четвертичного аммония с формулой; 26854 или (Ж) где группы R и R1 независимо выбирают из водорода или Ct~C20 алкильных групп с условием, что по крайней мере одна из групп R* не обозначает водород. Согласно Европейскому патенту А0391680, предпочтительно, чтобы по крайней мере одна из групп R была такая же, что и группа R2, содержащая органическую часть спирта, производного иодида и карбоновой кислоты. Группы R1, с другой стороны, в целесообразном случае представляют собой водород или С,-С в алкил, предпочтительно водород или С,-С в алкил, при условии, определенном выше. Примеры предпочтительных стабилизаторов катализатора в каждом из классов (1) и (2) такие, когда группы R1 выбирают из водорода, метила, этила, н-пропила, изопропила, н-бутила, втор-бутила и трет-бутила. Один особо предпочтительный класс стабилизаторов катализатора содержит соли иодистоводородной кислоты катиона: где 1) R' и R2 обозначают метил, 2) R5 обозначает водород, 3) R3 обозначает С,-С алкил или водород, 4) R4 обозначает С,-С м алкил. Наиболее предпочтительными примерами этого класса являются такие, где 1) R3 = С-Н5, R1 R2 и В* = СНЭ и R5 - Н или 2) R3 и R5 = Н и R\ В2 и R* = СНL Другой особо важный класс стабилизатора катализатора состоит из солей иодистоводородной кислоты катиона 10 10 где Re обозначает водород или метил, R7 обозначает С,-С4-алкил и R1 обозначает метил. Предпочтительными примерами являются такие, в которых 1) R6 = Н и R7 = С,Н5, 2) R6 = Н и RT = трет.-С 4 Н 9 и 3) e 7 15 R и R = СНЭ. Подходящие иодиды четвертичного фосфония включают в себя йодистый метилтрибутилфосфоний, йодистый тетрабутилфосфоний, йодистый метилтрифенил20 фосфоний и тому подобное. Стабилизатор катализатора на базе иодида может быть введен непосредственно е реактор карбонилирования. В качестве альтернативы соль иодистоводо25 родной кислоты может быть получена на месте (in situ), так как при рабочих условиях реактора карбонилирования широкий диапазон предшественников будет реагировать с йодистым метилом для получе30 ния стабилизатора иодида. Металлические стабилизаторы иодида могут быть получены из солей С,-С6-карбоксилата, например, солей ацетата или пропионата, а четвертичные иодиды могут быть получе35 ны из соответствующего амина или фосфина. Концентрация стабилизатора катализатора карбонилирования в жидком реакционном составе должна быть достаточ40 ной для того, чтобы поддерживать на требуемом уровне активность и стабильность родиевого катализатора карбонилирования при концентрациях воды в жидком реакционном составе. Предпочтительно ста 45 билизатор катализатора присутствует в концентрации по крайней мере 0,4 моля на литр жидкой реакционной среды, замеренной в холодных условиях после газоудаления, и до предела растворимости 50 стабилизатора, наиболее предпочтительно от 0,8 моль/л до 1,8 моль/л. Было выявлено, что некоторые выбранные соли йодисто водородной кислоты уменьшают летучесть воды по отношению 55 к Летучести уксусной кислоты, поэтому их присутствие в жидком реакционном составе уменьшает концентрацию воды по отношению к уксусной кислоте в паровой фракции, полученной при введении жидкого реакционного состава в зону испа 11 26854 рения. Эти соли йодисто в одо родной кислоты - это иодиды щелочных или щелочноземельных металлов или водорода или алюминия, предпочтительно иодиды лития, натрия или калия. Такие соли иодистоводородной кислоты могут присутствовать, в добавление к стабилизаторам катализатора, в виде солей иодистоводородной кислоты, или когда соль йодистоводородной кислоты, понижающая относительную летучесть, также может действовать как стабилизатор катализатора, такая соль может присутствовать для обеих функций - устранения относительной летучести и стабилизации катализатора карбонилирования. Наличие этих солей и о дистово дородной кислоты, подавляющих относительную летучесть, также может позволить регулирование концентрации воды в паровой фракции в зоне испарения до уровня, необходимого для достижения очистки продукта - уксусной кислоты - с единственной дистилляционной колонной, в ситуациях, когда в отсутствии средства подавления относительной растворимости концентрация воды в жидком составе реактора приведет к получению недопустимо высокой концентрации воды в паровой фракции зоны испарения. Таким образом, в отсутствии таких средств подавления относительной летучести воды концентрация воды в жидком реакционном составе должна была бы поддерживаться на уровне не выше примерно 8 вес.% с тем, чтобы концентрация воды не выше 8% могла быть достигнута в паровой фракции из зоны испарения или не более 6 вес.%, если концентрация воды не выше 6% должна быть обеспечена в паровой фракции в зоне испарения. При эффективном количестве средства подавления относительной летучести воды концентрация воды в жидком реакционном составе может быть увеличена до 10 вес.%, чтобы достичь примерно 8 вес.% воды в паровой фракции зоны испарения, или до примерно 8 вес.%, чтобы достичь до примерно 6 вес.% воды в паровой фракции зоны испарения. Применение таких солей иодистоводородной кислоты описано в нашей заявке на Европейский патент, публикация № 0506240, заявка № 92301825.3. Подходящие концентрации солей иодистоводородной кислоты, подавляющих относительную летучесть, находятся в пределах от 0,1 до 50 вес.% в зависимости от предела растворимости этой соли. Необходимо иметь в виду, что эффект подавления относительной раст 5 10 15 20 25 30 35 40 45 50 55 12 воримости может явиться результатом снижения летучести воды или увеличения летучести уксусной кислоты или сочетания обоих эффектов, Концентрация метилацетата в жидком реакционном составе предпочтительно находится в пределах от 2 до 15 вес.%, предпочтительно в пределах от 3 до 10 вес.%. Так как концентрация метилацетата в жидкой реакционной среде возрастает, количество пропионового побочного продукта уменьшается. Если действовать при использовании не менее 2%-ной концентрации метилацетата, то концентрация побочного продукта - пропионовой кислоты - в жидком реакционном составе достаточно низкая, то его концентрация в продукте-кислоте будет ниже того уровня, при котором требуется дальнейшая очистка, что составляет менее, чем примерно 500 частей на миллион. Концентрация воды в реакторе составляет до примерно 10 вес.%, предпочтительно до примерно 8 вес.%, предпочтительнее до 6 вес.%, наиболее предпочтительно примерно от 1 до 5 вес.%. Иодиды металлов могут присутствовать в жидком реакционном составе какрезультат коррозии реакционной зоны и рабочего оборудования, также как и возврата в цикл в реакционную зону вместе с возвращаемыми в процессе потоками. Корродирующие металлы могут включать один или более железо, хром, марганец, никель, молибден и тому подобное. Согласно Европейскому патенту А-0384652, хром и молибден могут быть полезны для реакции карбонилирования. Однако, когда концентрация корродирующих металлов, таких как железо и никель, увеличивается, концентрация побочного продукта - пропионовой кислоты - в жидком реакционном составе возрастает. Поэтому, в то время, как общее количество корродирующих металлов должно поддерживаться на низком уровне, предпочтительно выборочно поддерживать уровень корродирующих металлов, таких как железо, марганец и никель, на возможно низких уровнях. Концентрация металлов-продуктов коррозии, которые имеют вредное воздействие на процесс, должна поддерживаться как можно ниже, например, обычно менее 1000 частей на миллион, предпочтительно менее 500 частей на миллион, наиболее предпочтительно менее 200 частей на миллион а сумме. Вредный эффект железа и никеля при увеличении получения побочного продукта - пропионовой кислоты - может быть смягчеЦ до 13 26854 определенной степени в результате повышения концентрации метилацетата. Способы удаления иодидов металлов из катализаторов карбонилирования известны в данной области, например, способы, которые могли бы быть использованы, описаны в патентах США 4007130; 4628041 и в Европейском патенте А-0265140. Уксусная кислота может содержать остальное до баланса количество жидкого реакционного состава вместе с другими незначительными по количеству компонентами, включая побочный продукт - пропионовую кислоту. Зону испарения предпочтительно выдерживают под давлением ниже давления реакционной зоны, обычно при давлении от 1 до 6 бар. В зоне испарения предпочтительно поддерживают температуру от 100 до 160°С. Паровая функция может вводиться в зону дистилляции в виде пара или конденсируемые компоненты в ней могут быть частично или полностью сконденсированы, а паровая фракция может быть введена в виде смеси пар/жидкость или в виде жидкости с неконденсируемыми веществами. Зона дистилляции предпочтительно имеет до 25 теоретических ступеней. Так как дистилляционные зоны могут иметь различные эффективности, это может быть эквивалентно 35 реальным ступеням с эффективностью примерно 0,7 или 50 реальных ступеней с эффективностью примерно 0,5. Наиболее предпочтительно, дистилляционная зона содержит до примерно 18 теоретических стадий. Предпочтительно, зона дистилляции имеет примерно от 4 до 15 теоретических ступеней ректификации выше точки подачи сырья. Предпочтительно, зона дистилляции имеет до примерно 14 теоретических ступеней отпарки ниже точки подачи и выше основания зоны, наиболее предпочтительно примерно от 3 до 14 теоретических ступеней. Пригодная зона дистилляции может иметь 18 теоретических ступеней с подачей на теоретической ступени от 3 до 8 от основания и с отводом продукта сырой уксусной кислоты - в виде жидкости от основания зоны. Другая пригодная зона дистилляции может иметь 20 теоретических ступеней с подачей на теоретической ступени от 8 до 15 от основания и с выводом продукта - сырой уксусной кислоты - в жидком виде от основания зоны. Предпочтительно, поток продукта-кислоты может быть удален от основания 5 10 15 20 25 30 35 40 45 50 55 14 зоны дистилляции или в точке 2 истинных ступеней над основанием зоны дистилляции. Продукт-кислота может быть удален в виде жидкости или пара. Когда продукткислота выводится в виде пара, предпочтительно небольшое отводимое количество жидкости также забирается от основания этой зоны. Целесообразно, чтобы зона дистилляции могла работать при давлении головных частей примерно 1,3 бар, но могут использоваться величины давления выше или ниже. Рабочие температуры зоны дистилляции будут зависеть от состава подачи, потоков в головных частях и в основании и от рабочего давления. Обычные температуры у основания - это от 147 до 149°С, а температуры в головных частях составляют от 115 до 118°С. Зона дистилляции может работать с соответствующим возвратом или с кипячением с обратным холодильником в головную часть зоны дистилляции, например, со скоростью в 1,5 раза выше скорости вывода продукта из головных частей. Ожидается, что йодистый водород может присутствовать в загрузке в зону дистилляции. Возрастание количества этого компонента может быть предупреждено введением небольшой загрузки метанола в зону дистилляции, предпочтительно ниже точки загрузки, для.превращения йодистого водорода в йодистый метил, который удаляется в потоке возвращаемых в цикл легких крайних фракций. Ожидается, что таким образом может обрабатываться до 5000 частей на миллион йодистого водорода в загрузке. В качестве альтернативы или в дополнение к этому при работе в дистилляционной зоне с достаточно высоким давлением рабочие температуры в дистилляционной зоне могут быть достаточными для относительно высокой концентрации метилацетата в дистилпяционной зоне для превращения йодистого водорода в йодистый метил, который удаляется в потоке возврата в цикл легких крайних фракций. Часто будет происходить, что поток пара, проходящий отогнанным из дистилляционной зоны, будет двухфазным, когда его охладят. Когда отогнанный поток является двухфазным, предпочтительно, чтобы кипячение с обратным холодильником в дистилляционную зону было обеспечено разделением фаз и использованием только легкой водной фазы, при этом тяжелая, обогащенная йодистым метилом, фаза возвращается в цикл в реактор с остальной легкой водной фазой в виде возв 15 26854 рата а цикл легких крайних фракций. Возвращаемые в цикл легкие крайние фракции могут содержать менее 5 вес.% уксусной кислоты. Примеси солей йодисто водородной 5 кислоты в продукте - уксусной кислоте из единой дистилляционной зоны удобно могут быть удалены путем пропускания кислоты через один или более слоев ионообменной смолы. В качестве альтернативы, 10 примеси солей иодистоводородной кислоты могут быть удалены путем применения поглотителя в виде соли серебра, как описано в Европейском патенте 0361785. Продукт - уксусная кислота - может 15 быть очищен для удаления анионных загрязнителей солей иодистоводородной кислоты путем пропускания его через слой ионообменной смолы, как описано в заявке на патент Великобритании 2112394, 20 содержание которой включено в настоящее описание в качестве ссылки. Особо предпочтительной смолой для удаления анионных солей иодистоводородной кислоты является макропористая смола, ма- 25 лоосновная, такая как Reiliex 425 (товарный знак), которая представляет собой макропористую 4-винилпиридиновую слабоосновную смолу, обладающую температурной стабильностью. Также предпоч- 30 тительна слабоосновная смола Lewatit МР62 (товарный знак), которая представляет собой макропористую анионообменную смолу с группами третичного амина (монофункциональная). ' 35 16 мещенные тиоловые группы содержат группы изотиоурония. Другие подходящие смолы для удаления органических иодидов описаны в Европейском патенте А-0296584, в котором описан способ получения сер*=г -^обменных макропористых смол, пригодных дня удаления галоидов иэ жидкой карбоновой кислоты, загрязненной галоидной примесью. Подходящие смолы также описаны в заявке на Европейский патент А-0196173, в которой описывается способ удаления соединений иодидов из неводной органической среды путем введения в контакт с макропористой катионообменнои смолой сильной кислоты, которая имеет по крайней мере 1% своих активных участков в форме серебра или ртути. Еще один класс смол, пригодных для удаления производных иодидов, описан в нашей заявке на Европейский патент ЕР 91309650.9, публикация ЕР 0484020, в которой описывается способ удаления производных иодидов из жидкой уксусной кислоты, используя катионообменную смолу сильной кислоты, имеющую от примерно 4% до примерно 12% сшивания, площадь поверхности в протон-обменной форме менее, чем 10 м 2 г ! после сушки из влажного от воды состояния, и площадь поверхности более 10 м 2 г' после сушки из влажного состояния, когда вода была замещена метанолом, причем указанная смола имеет по крайней мере 1% своих активных центров, трансформированных в форму серебра. Предпочтительными смолами являются Purolite C145, Уксусная кислота может быть очищеPurohte CT145, Bayer K2441, Bayer K2431 на с целью удаления органических заги Bayer K2411 (товарные знаки), которые рязнителей солей иодистоводородной кислоты путем пропускания ее через слой 40 имеют по крайней мере 1% их активных центров в форме серебра. серебросодержашей смолы, такой как описана в нашей заявке на Европейский паПредпочтительно уксусную кислоту тент 91309235.0, опубликованной под нопропускают через один или более слоев мером ЕР 0482787, в которой описан спосмолы для удаления анионных иодидных соб удаления соединений солей йодисто- 45 загрязнителей до е« пропускания через водородной кислоты из карбоновой кисслой смолы для удаления органических лоты при использовании ионообменной иодидных загрязнителей, в результате чесмолы, имеющей функциональные групго увеличивается срок службы слоев смопы, каждая из которых имеет по крайней лы удаления иодидов, которые были бы мере один атом-донор серы, причем эта 50 быстро насыщены анионными иодидными смола содержит по крайней мере 1% загрязнителями, которые обычно присутстсвоих функциональных групп-доноров севуют в более значительных количествах, ры, занятых серебром, палладием и/или чем органические иодиды. ртутью. Предпочтительно эта смола имеет тиоловые или замещенные тиоловые груп- 55 Рабочие сроки службы смол, содерпы. Предпочтительные тиоловые группы жащих серебро, предпочтительно увелисодержат -SH-группы, алифатические тиочиваются в результате применения катиоловые группы, ариловые тиоловые группы, нообменнои смолы сильной кислоты в алициклические тиоловые группы и/или тиоформе протонов для удаления загрязниурониевые группы, а предпочтительнее зателей - ионов металлов, как описано в 17 26854 нашей заявке на Европейский патент ЕР 92309425.4, публикация ЕР 0538040. Уровень, до которого сводятся концентрации иодида, будет зависеть от предназначенного применения продукта - уксусной кислоты. Иодидные загрязнители обычно могут быть уменьшены до менее, чем несколько сот частей на миллиард и предпочтительно менее, чем 10 частей на миллиард. Изобретение теперь будет проиллюстрировано со ссылкой на нижеследующие примеры. Метанол непрерывно карбонилирован в присутствии родиевого катализатора карбонилирования, йодистого метила, йодистого лития в качестве стабилизатора катализатора, ограниченной концентрации воды в пределах до примерно 10 вес.%, метилацетата с концентрацией не менее 2 вес.% и уксусной кислоты в 6-литровом циркониевом перемешиваемом реакторе с рабочей массой в 4 кг (замерена при температуре окружающей среды и свободном от пузырьков состоянии) при давлении 30 бар и при температуре в пределах 180-190°С. Температуру в реакторе поддерживали с помощью рубашки с горячим маслом. Моноокись углерода подавали в реактор при необходимом давлении через разбрызгивание ниже мешалки. Жидкий реакционный состав непрерывно выводили из реактора и пропускали в испаритель мгновенного действия, работающий под давлением 1,4 бар и при температуре примерно 130°С, Паровую фракцию, содержащую продукт - уксусную кислоту, побочный продукт - пропионовую кислоту, йодистый метил, метилацетат и до примерно 8 вес.% воды, пропускали при отгонке из испарителя мгновенного действия через орошаемое упакованное сечение и через средство удаления тумана. Паровую фракцию конденсировали и вводили в виде жидкости в дистилляционную колонну, работающую под давлением 1,2-1,3 бар. Жидкую фракцию из испарителя мгновенного действия, содержащую нелетучий родиевый катализатор, стабилизатор нелетучей соли лития, уксусную кислоту, воду и остальную часть йодистого метила, метилацетата и пропионовой кислоты возвращали в цикл в реактор. 5 10 15 20 25 30 35 40 45 50 В дистилляционмой колонке продукт - уксусная кислота был удален 55 из основания. Йодистый метил, метилацетат и воду, вместе с некоторым количеством уксусной кислоты пропускали через отгонку и конденсировали в две фа' зы. Легкую водную фазу расщепляли: не 18 которое количество использовали в качестве обратного стока в колонку, остальное возвращали в цикл в реактор вместе с тяжелой, обогащенной йодистым метилом, фазой в виде возврата в цикл легких крайних фракций. Метанол мог быть подан в колонку для реакции с любым количеством присутствующего йодистого водорода: полученные йодистый метил и воду удаляли отгонкой. Неконденсируемые вещества из пара. испарителя мгновенного действия и головной части дистилляционной колонны вначале охлаждали с целью сведения к минимуму потерь летучих веществ из процесса. Полученный поток отхода газа затем пропускали через скруббер, где его вводили в контакт противотоком с охлажденным метанолом. Метанол, выходящий из основания скруббера, добавляли к чистому метанолу и использовали в качестве загрузки в реактор. Стадии карбонилирования и дистилляции этого процесса по данному изобретению были проиллюстрированы нижеследующими двумя примерами с использованием общей процедуры, данной выше. П р и м е р 1. 1,25 к г ч и метанола 1 и 1,36 к г ч мноокиси углерода непрерывно подавали в реактор, в котором в среднем поддерживались температура 186,6°С. Средний состав содержимого реактора был такой: 2,6 вес.% метилацетата,'5,6 вес. % воды, 14,0 вес. % йодистого метила, 61,9 вес. % уксусной кислоты, 0,55 вес. % лития (присутствующего по крайней мере частично в виде соли иодистоводородной кислоты) и 11,6 вес. % иодида с 580 частями на миллион родия, 190 частей на миллион железа и 50 частей на миллион хрома. Йодистый литий в реакционном составе действовал как стабилизатор катализатора карбонилирования в реакционном слое и как средство подавления относительной летучести воды в испарителе мгновенного действия. Получали загрузку в дистилляционную колонну из примерноо 4,3 лч"1, содержащую 3,8 вес. % воды, 43,3 вес. % йодистого метила, 5,3 вес. % метилацетата и 48,8 вес. % уксусной кислоты. Дистилляционная колонна в этом примере содержала 35 сит-поддонов из ПТФЭ (ступеней) с точкой ввода на поддоне 20 (нумерация от дна), при подаче метанола на поддоне 8. Использовали соотношение флегмового числа в 1,5 в расчете на объем основы. Поток продукта - уксусной кис 19 26854 лоты - в 2,26 кгч-' был получен из основания колонны, он содержал 460 частей на миллион воды, 180 частей на миллион пропионовой кислоты и 1,7 частей на миллион иодида. Поток возврата в цикл легких крайних фракций из головной части дистилляционнои колонны возвращали в цикл в реактор в виде двух потоков: поток, обогащенный йодистым метилом, содержащий < 1 вес. % воды, < 1 вес. % уксусной кислоты и 12,9 вес. % метилацетата, и водный поток, содержащий 1,3 вес. % йодистого метила, 8,8 вес. % метилацетата и < 1 вес. % уксусной кислоты. Легкую водную фазу из охлажденного пара, отгоняемого из колонны, подавали в колонну в виде флегмы со скоростью 3,4 л ч 1 . П р и м е р 2. 1,26 к г ч 1 метанола и 1,34 к г ч 1 моноокиси углерода непрерывно подавали в реактор, в котором в среднем поддерживалась температура 183,6°С. Средний состав содержимого реактора был такой: 5,6 вес. % метилацетата, 4,4 вес. % воды, 14,7 вес. % йодистого метила, 55,0 вес. % уксусной кислоты, 1,18 вес. % лития (присутствующего по крайней мере частично в виде соли иодистоводородной кислоты и действующего в качестве стабилизатора катализатора карбонилирования и средства подавления относительной летучести) и 15,7 вес.'% иодида с 425 частями на миллион родия, 60 частями на миллион железа и 15 частями на миллион хрома. Получали загрузку в дистилляционную колонну величиной примерно 4,7 л ч"1, содержащую 2,4 вес.% воды, 36,0 вес.% йодистого метила, 16,7 вес.% метилацетата и 43,9 sec.% уксусной кислоты. Дистилляционная колонна имела конфигурацию как описано в примере 1. Поток продукта - уксусной кислоты - в 2,31 кгч-1 был получен из основания колонны, он содержал 303 части на миллион воды, 20 130 частей на миллион пропионовой кислоты и 0,38 части на миллион иодида. Возврат в цикл легких крайних фракций вновь осуществляли в цикл в реактор 5 в виде двух потоков. Обогащенный йодистым метилом поток содержа < 1 вес. % воды, < 1 вес. % уксусной кислоты и 22,4 вес. % метилацетата. Водный поток содержал 2,3 вес. % йодистого метила, 9,6 10 вес. % метилацетата и 1,9 вес. % уксусной кислоты. Легкая флегма с водной фазой подавалась в колонну с расходом 3,3 л ч 1 . 15 20 25 30 35 40 45 Ожидается, что продукты - уксусная кислота - из примерот 1 и 2 могут быть очищены от йодистых загрязнителей при пропускании через слой подходящих ионообменных смол. Таким путем может быть получена уксусная кислота с использованием единственной дистилляционнои зоны без чрезмерного возврата в цикл отогнанной уксусной кислоты. П р и м е р ы 3-5. Были осуществлены другие примеры с использованием общей процедуры, описанной выше для примеров 1 и 2, применяя реакционные условия, приведенные в табл. 1 и 2. Состав и расходы потоков процесса из дистилляционнои колонны приведены в нижеследующей табл. 3. Продукт - уксусная кислота из дистилляционнои колонны в примере 5 пропускали через слой смолы Lewatit MP-62 при 80°С со скоростью 10 объемов слоя смолы уксусной кислоты, обрабатываемой в час, для удаления загрязнителей анионных иодидов - до менее чем 1 часть на миллиард. Собранные вместе отогнанные потоки, образующие поток возврата в цикл легких крайних фракций, как было подсчитано, имели 0,96 вес. % уксусной кислоты и 1,33 вес. % уксусной кислоты в примерах 4 и 5 соответственно, то есть менее 5 вес. % уксусной кислоты. 22 26854 21 Т а б л и ц а 1 Условия в реакторе 3 4 5 1,26 1.23 1.24 1.26 ІЛ8 1,14 188,5 189.1 186.9 30 30 26 Метилацетат (%) 2.9 3.1 7.3 Вода (%) 2.0 1.9 4.2 15,2 12.0 13.9 Уксусная кислота 63.3 67,4 53,4 Литий
ДивитисяДодаткова інформація
МПК / Мітки
МПК: C07B 61/00, C07C 51/12, C07C 51/44, C07C 53/08
Мітки: одержання, спосіб, оцтової, кислоти
Код посилання
<a href="https://ua.patents.su/14-26854-sposib-oderzhannya-octovo-kisloti.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання оцтової кислоти</a>
Спосіб одержання оцтової кислоти
Номер патенту: 18588
Опубліковано: 25.12.1997
Автори: Девід Джеффрі Гуллівер, Роберт Джордж Бівор
МПК: C07C 51/12, C07C 53/08, B01J 31/02
Мітки: кислоти, оцтової, одержання, спосіб
Формула / Реферат:
1. Способ получения уксусной кислоты путем взаимодействия окиси углерода с метанолом в присутствии родиевого катализатора, который включает в себя подачу метанола или метилацетата вместе с окисью углерода в реактор карбонилирования, работающий при температуре 140 - 200°C и давлении 10 - 100атм, и удаление уксусной кислоты из реактора карбонилирования, при котором в течение процесса в реакторе карбонилирования поддерживают жидкую среду,...
Спосіб одержання оцтової кислоти
Номер патенту: 5384
Опубліковано: 28.12.1994
Автори: Придачина Зінаїда Володимирівна, Лендер Аіда Анатоліївна, Бондар Петро Григорович, Лелека Валентина Еммануілівна, Бункіна Олена Іллівна, Завадська Ганна Сергієвна
МПК: C07C 31/00, B01J 21/02, C07C 51/12, C07C 53/08, B01J 23/46, B01J 23/755, B01J 21/18
Мітки: одержання, оцтової, кислоти, спосіб
Формула / Реферат:
Способ получения уксусной кислоты карбонилированием при повышенной температуре и давлении в присутствии катализатора с использованием синтез-газа метанола, полученного из оксидов углерода и водорода на медьсодержащем катализаторе при повышенной температуре и давлении 60-70 атм, отличающийся тем, что на стадию получения метанола подают 63,6-98% исходного синтез-газа и процесс ведут при 210-260°С до степени превращения оксида углерода за один...
Спосіб одержання оцтової кислоти і каталітична система для її одержання
Номер патенту: 26345
Опубліковано: 30.08.1999
Автори: Джайлс Мартін Френсіс, Гарленд Карл Шерман, Санлі Джон Гленн
МПК: C07C 53/08, B01J 31/26, B01J 31/16, C07C 51/12, C07B 61/00
Мітки: каталітична, оцтової, одержання, кислоти, спосіб, система
Формула / Реферат:
1. Способ получения уксусной кислоты карбонилированием метанола или его реакционноспособного производного путем взаимодействия метанола или его реакционноспособного производного с моноксидом углерода в реакторе карбонилирования в жидкой реакционной смеси, включающей уксусную кислоту, иридиевый катализатор, метилйодид, отличающийся тем, что реакционная смесь также содержит метилацетат, воду в количестве от 0,1 до 15мас.% и в качестве промотора...
Спосіб одержання оцтової кислоти
Номер патенту: 5249
Опубліковано: 28.12.1994
Автори: Завадська Ганна Сергієвна, Лелека Валентина Еммануілівна, Бондар Петро Григорович, Бункіна Олена Іллівна
МПК: C07C 51/12, C07C 53/08
Мітки: кислоти, спосіб, одержання, оцтової
Формула / Реферат:
Способ получения уксусной кислоты путем газофазного карбонилирования метанола в присутствии каталитической системы, содержащей кислотно-основной компонент, например соединения борной и фосфорной кислот, и галоидалкил, при повышенных температуре и давлении с последующим выделением целевого продукта ректификацией, отличающийся тем, что карбонилирование осуществляют в проточно-циркуляционной установке при объемном соотношении циркуляционного...
Спосіб очистки оцтової кислоти в процесі регенерування її у виробництві ацетатів целюлози та оцтового ангідриду
Номер патенту: 5045
Опубліковано: 28.12.1994
Автори: Рудак Валерій Борисович, Левуш Сергій Сидорович, Мулява Мар'ян Петрович, Степанов Михайло Васильович
МПК: C07C 51/48, C07C 53/08, C07C 53/12, C08B 3/00
Мітки: кислоти, спосіб, ацетатів, процесі, регенерування, оцтової, очистки, виробництві, оцтового, целюлози, ангідриду
Формула / Реферат:
1. Способ очистки уксусной кислоты в процессе регеиерирования ее в производстве ацетатов целлюлозы и уксусного ангидрида путем обработки пероксидом водорода при повышенной температуре, отличающийся тем, что, с целью снижения расхода пероксида водорода, процесс осуществляют в режиме кипения в присутствии добавки полифосфорной кислоты или ее соли при массовом соотношении пероксид водорода:полифосфорная добавка, равном 1 : 0,023 - 0,22....
Наступний патент: Спосіб вилучення галію сорбцією
Випадковий патент: Пневмопривод дверей транспортного засобу