Спосіб обв’язки пакета прокату

Формула / Реферат
1. Спосіб обв'язки пакета прокату, який включає транспортування пакета у зону обв'язки, захват і утримання першого кінця дроту, намотування дроту на пакет ротором, який обертається до заданої кількості витків, і його зупинку у початкове положення з утворюванням перехрестя його гілок, розрізку дроту і закручування кінців, який відрізняється тим, що перед обв'язкою пакет вводять у живильник у вигляді бунта, розташованого на лінії обв'язки, а намотування дроту утворюють послідовним відокремленням витків нитки від живильника і затягуванням їх на пакеті.
2. Спосіб по п. 1, який відрізняється тим, що у процесі намотування живильник обертають навколо своєї осі у напрямі намотування.
3. Спосіб по п. 2, який відрізняється тим, що частота обертання пов'язана з його параметрами, швидкістю намотування і розмірами пакета співвідношенням:
![]()
де:
ωж - частота обертання живильника, об/хв;
ωр - частота обертання ротора /швидкість намотування/, об/хв;
Pп - периметр перерізу пакета, мм;
L - усереднена довжина витка живильника, мм, яка дорівнює:
![]()
де:
L1 - довжина витка максимального діаметра, мм;
L2 - довжина витка мінімального діаметра, мм.
4. Спосіб по пп. 1-3, який відрізняється тим, що у процесі обмотування пакет прокату переміщують відносно ротора уздовж своєї осі.
5. Спосіб по пп. 1-4, який відрізняється тим, що намотування дроту на пакет здійснюють парним числом роторів, працюючих синхронно і в протифазі.
6. Спосіб по пп. 1-5, який відрізняється тим, що розрізку дроту виконують перед зупинкою ротора.
7. Спосіб по пп. 1-6, який відрізняється тим, що витки, відокремлені від живильника, затягують на пакеті та формоутворювальному предметі.
8. Спосіб по пп. 1-7, який відрізняється тим, що розрізку дроту виконують після намотування витків на пакет і формування такелажного пояса.
9. Спосіб по пп. 1-8, який відрізняється тим, що на пакеті формують двопетлевий строп, що затягується, у вигляді спіралі з витками більшого і меншого розміру, які чергуються.
10. Спосіб по пп. 7-9, який відрізняється тим, що кінці матеріалу обв'язки закручують навколо джгута.
11. Спосіб по пп. 7-10, який відрізняється тим, що кінці матеріалу обв'язки закріплюють з перехрестям, закручуванням навколо гілок петлі більшого розміру.
12. Спосіб по пп. 7-11, який відрізняється тим, що петлю стропа більшого розміру скручують.
13. Спосіб по п. 12, який відрізняється тим, що скручування петлі здійснюють у висячому положенні пакета.
14. Спосіб по п. 9, який відрізняється тим, що строп оснащують замком, який охоплює гілки петлі більшого розміру, виконаним ʅ-подібним або у вигляді еліпса і розташованим над пакетом, усередині петлі меншого розміру.
Текст
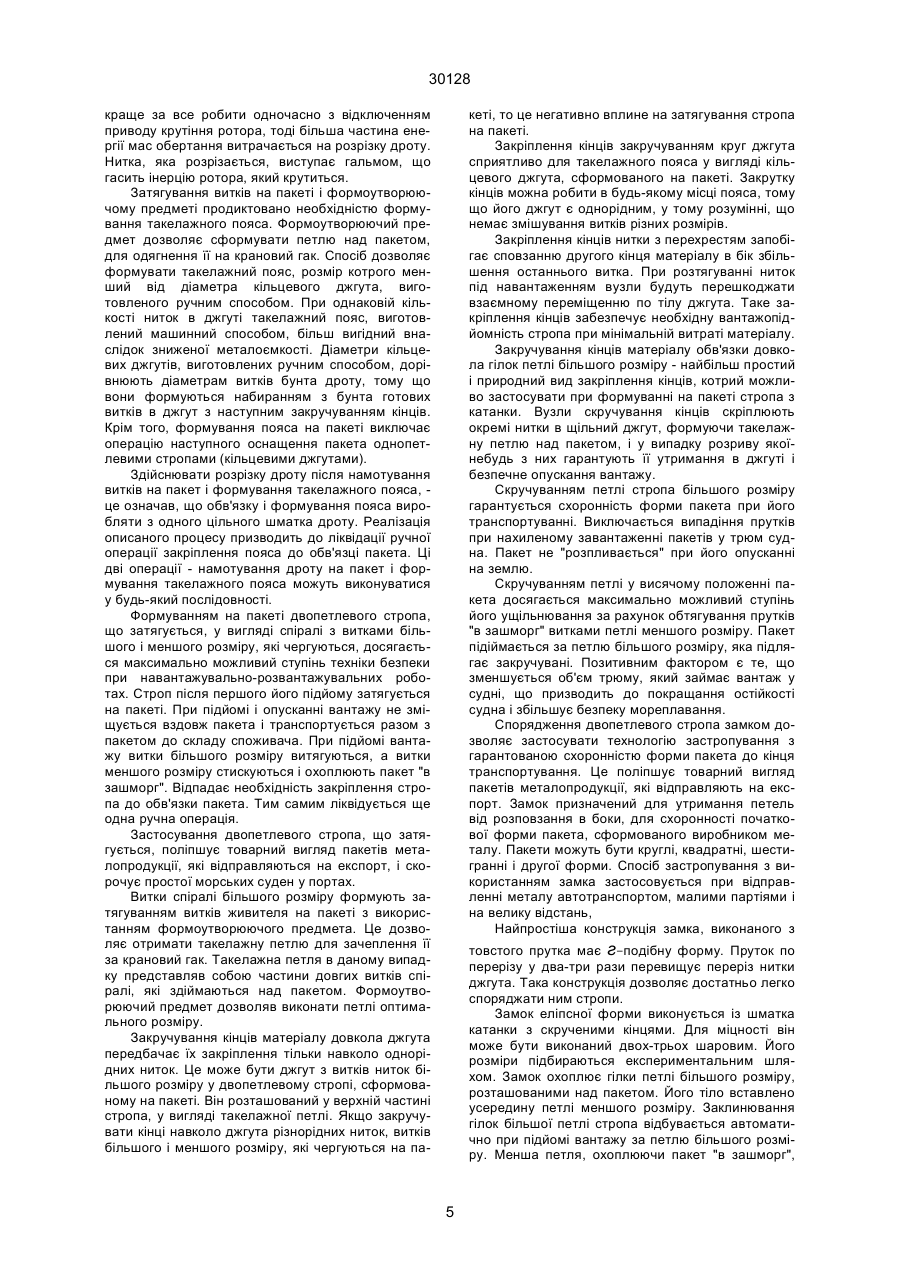
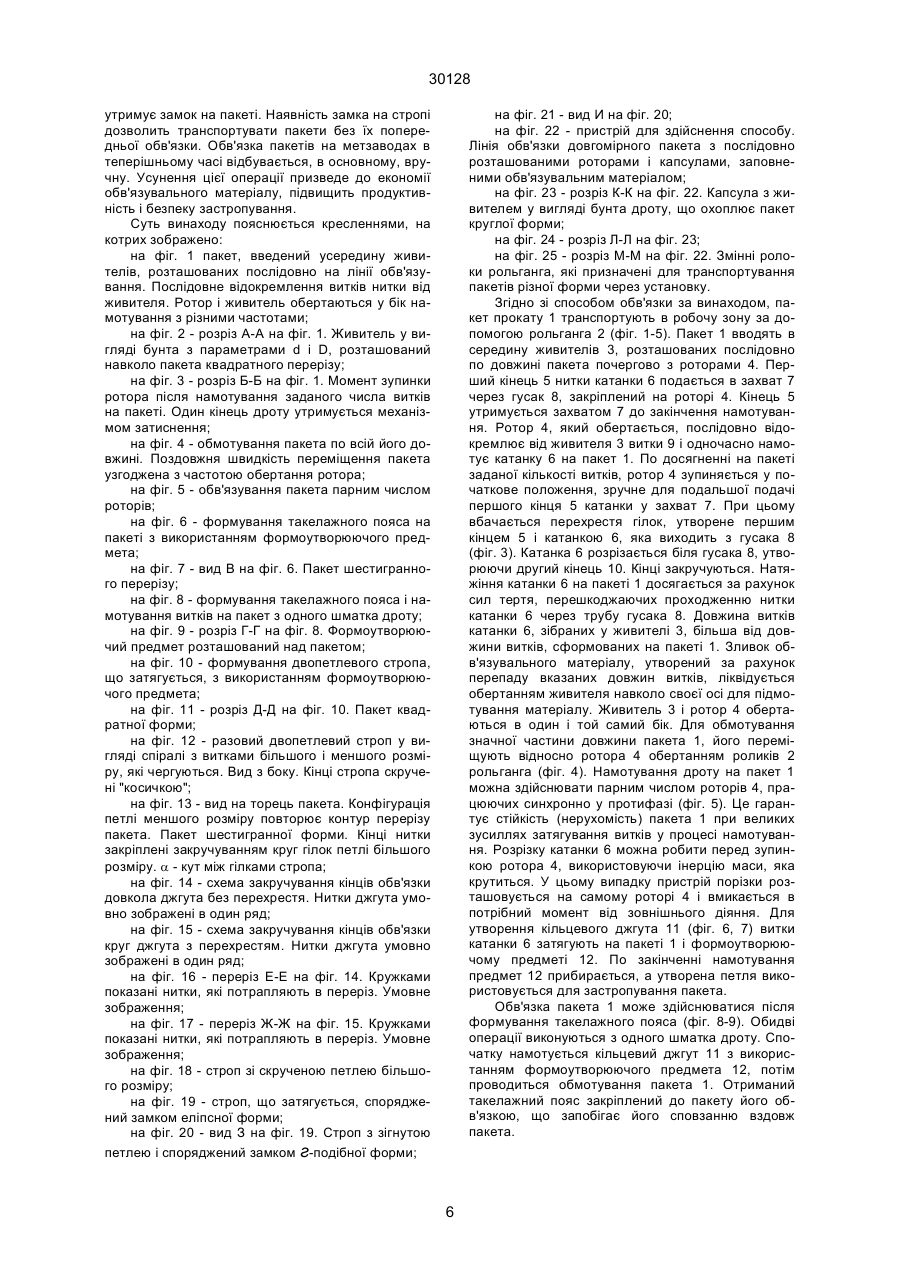
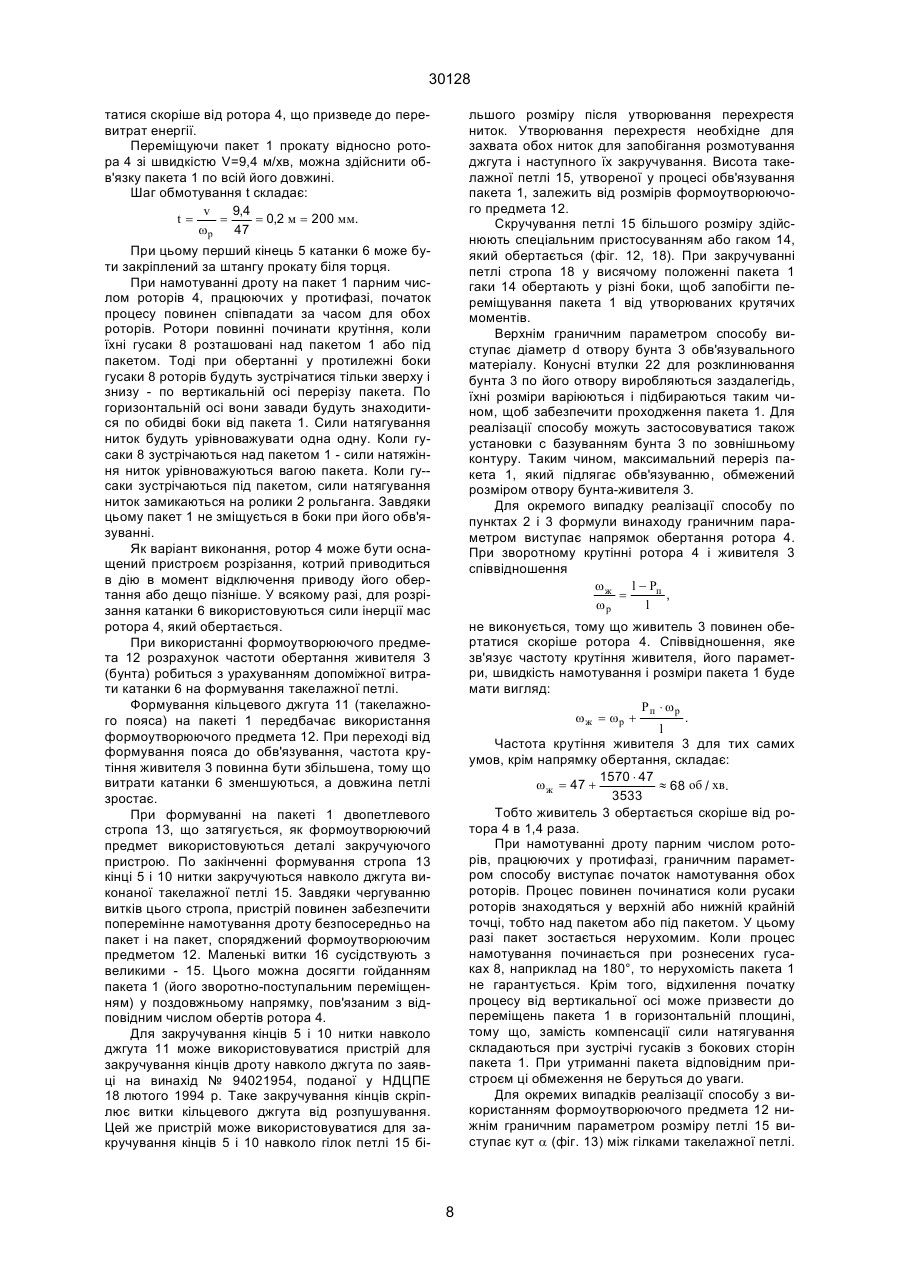
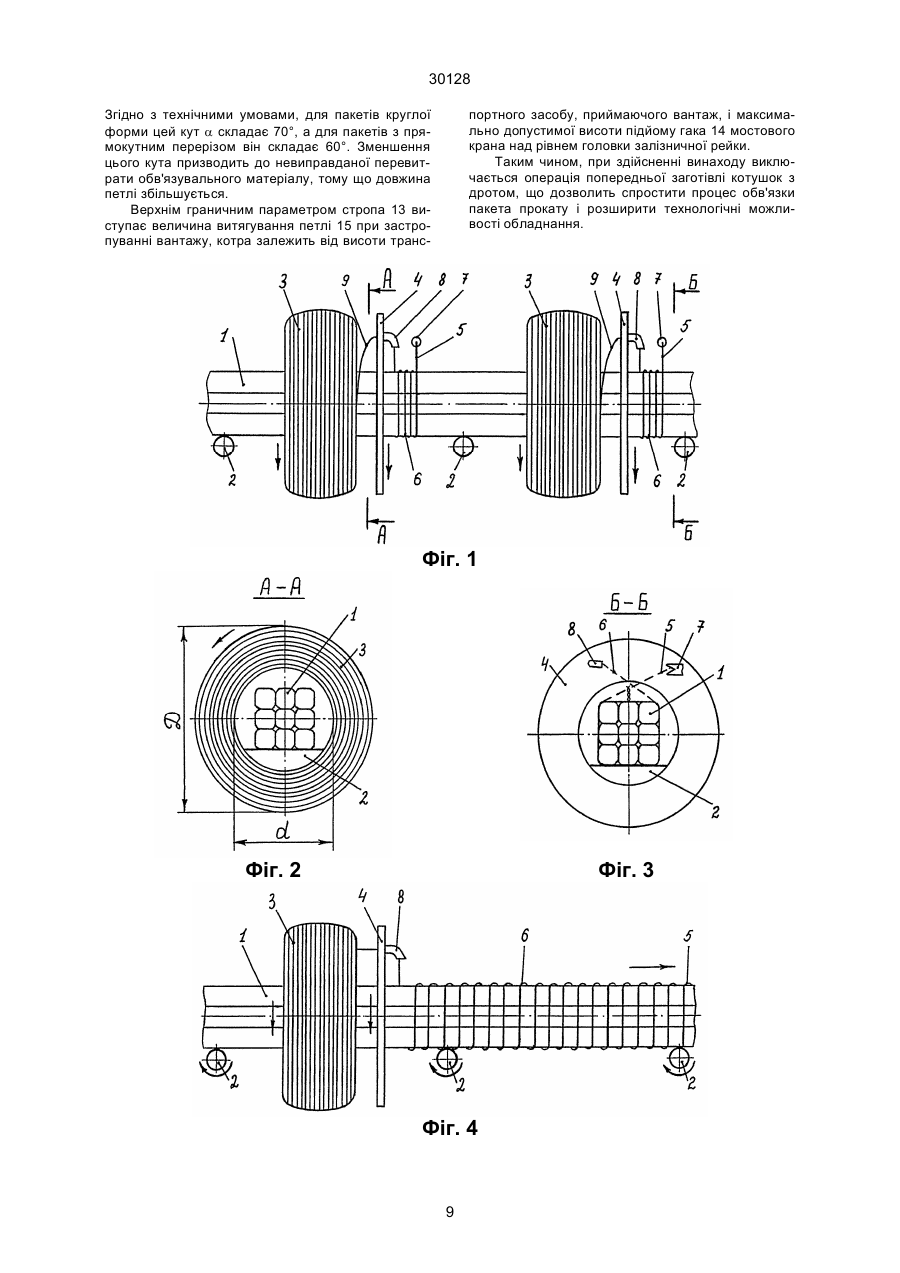
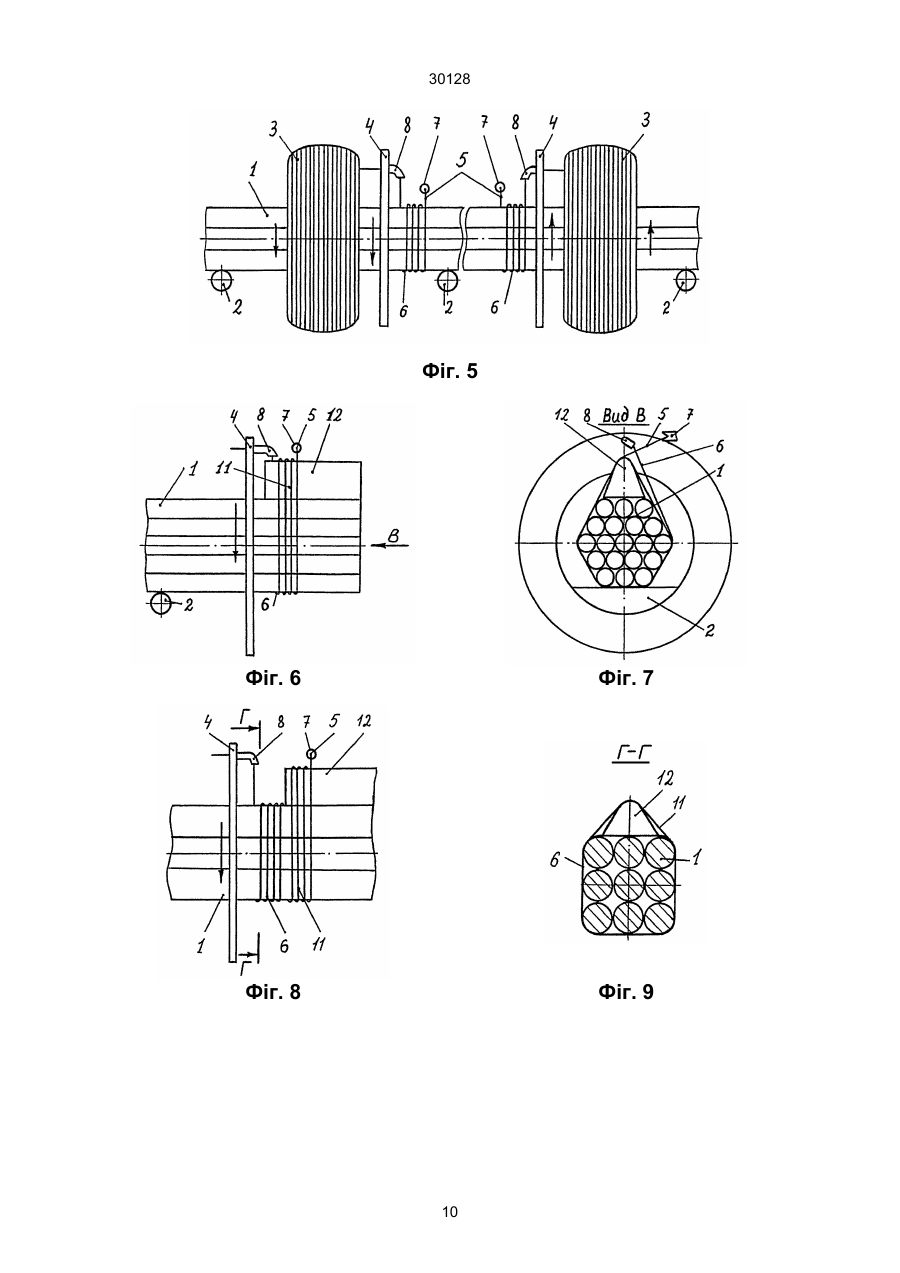
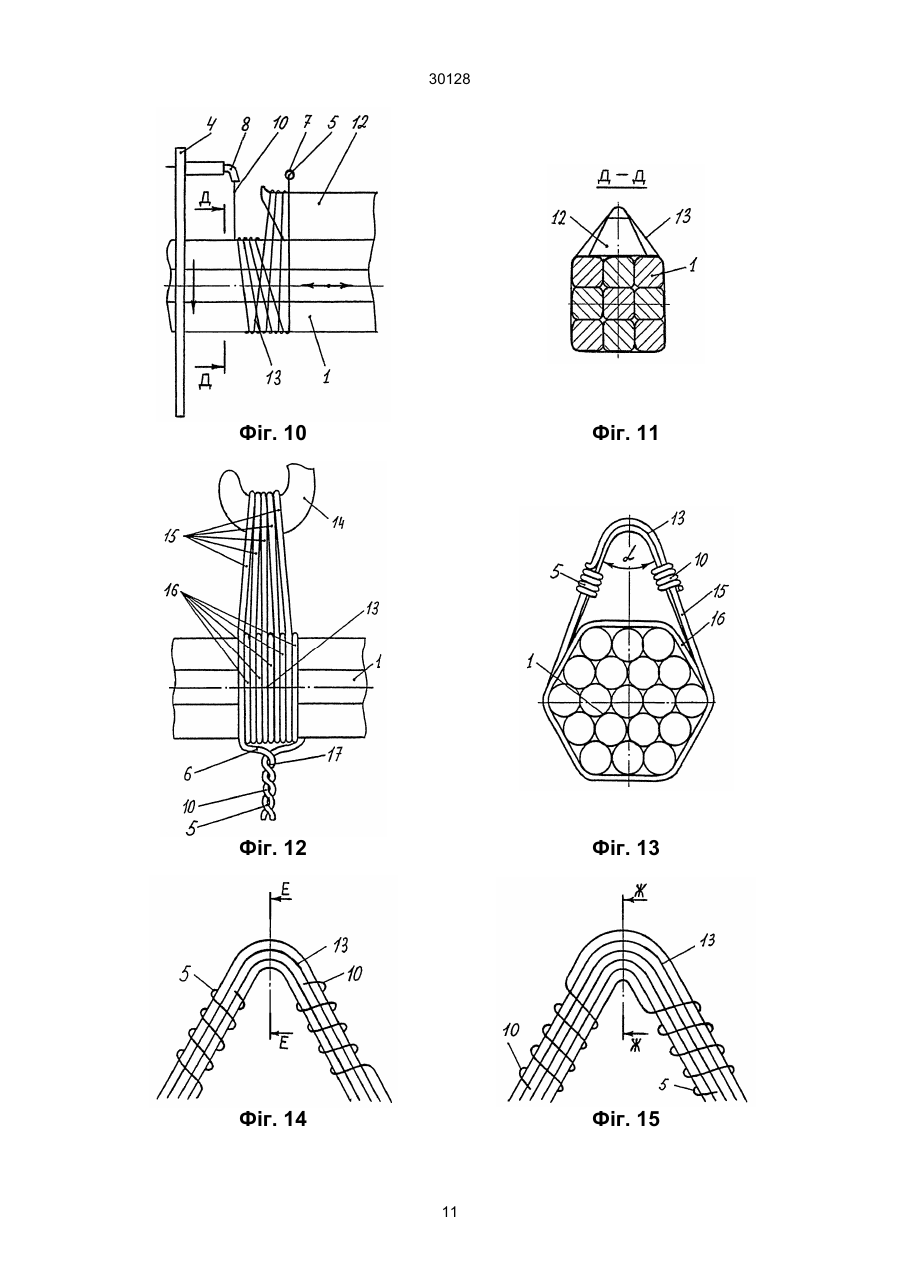
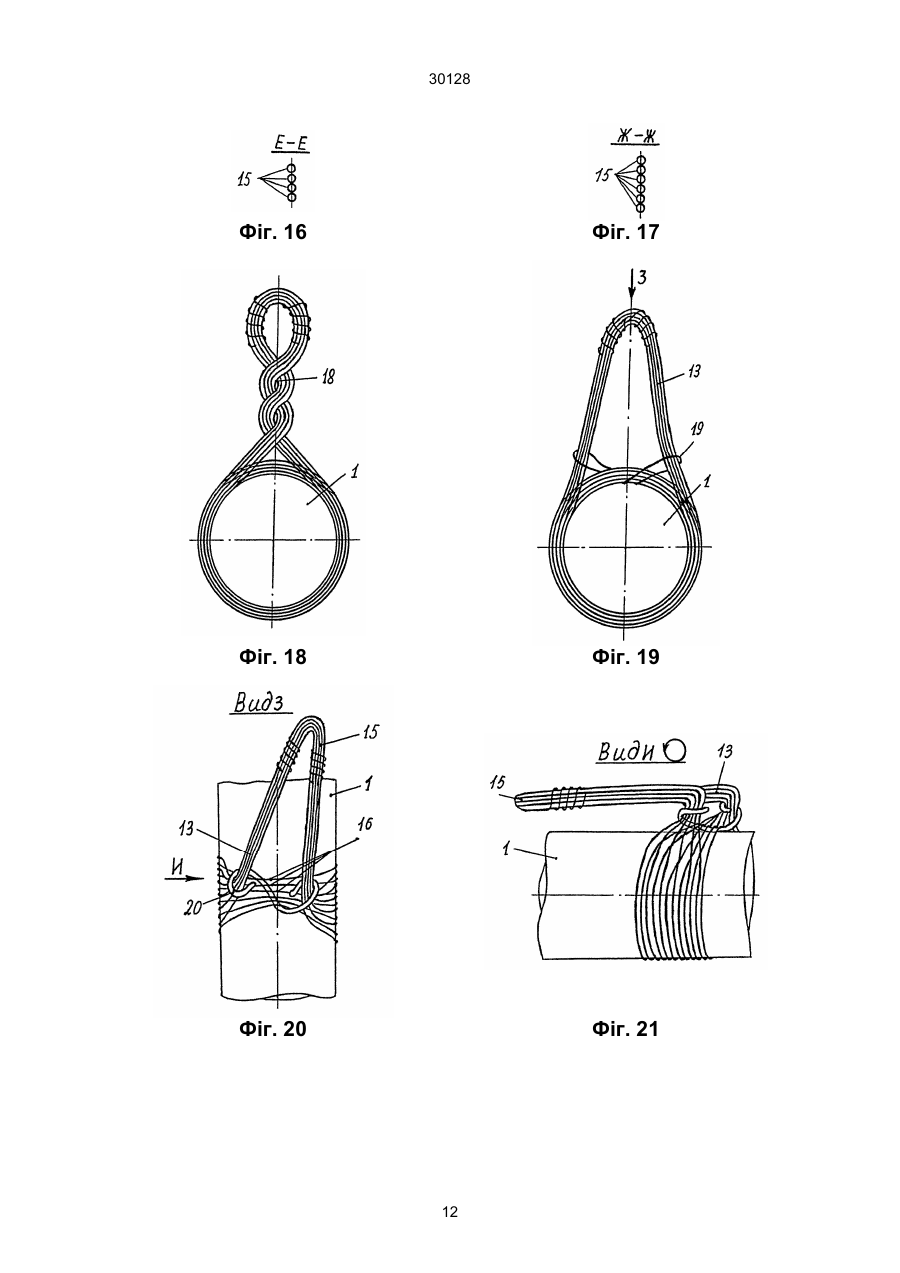
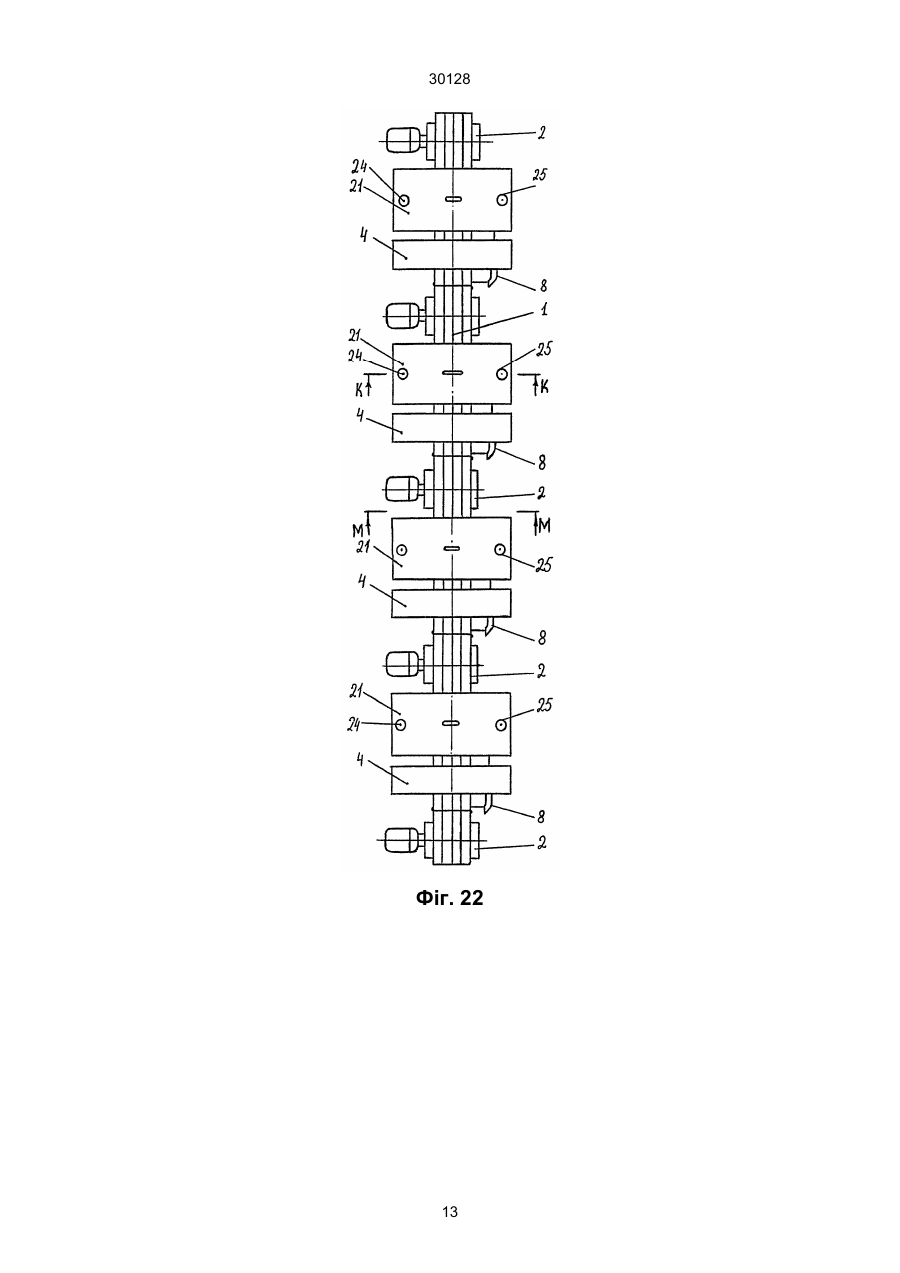
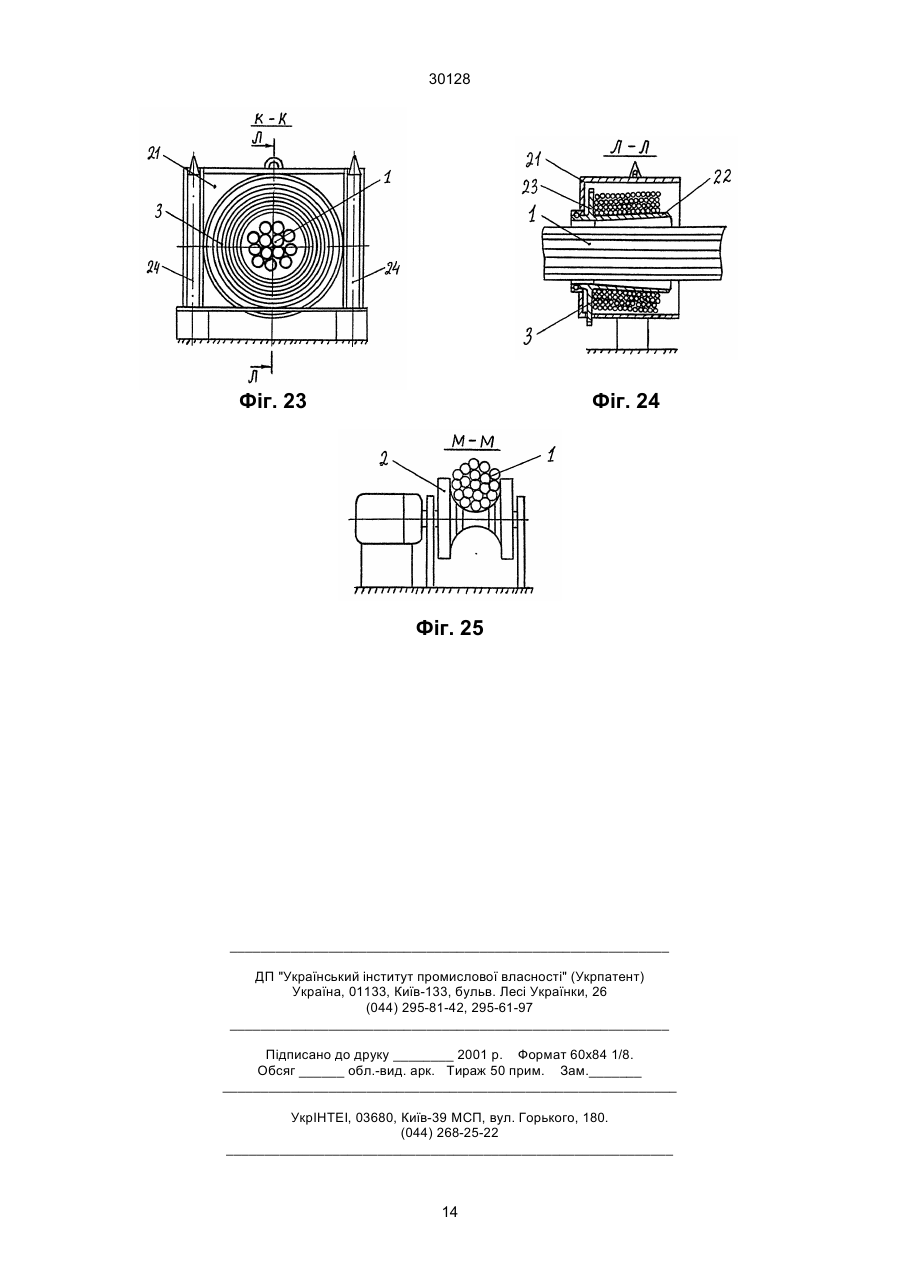
1. Спосіб обв'язки пакета прокату, який включає транспортування пакета у зону обв'язки, захват і утримання першого кінця дроту, намотування дроту на пакет ротором, який обертається до заданої кількості витків, і його зупинку у початкове положення з утворюванням перехрестя його гілок, розрізку дроту і закручування кінців, який відрізняється тим, що перед обв'язкою пакет вводять у живильник у вигляді бунта, розташованого на лінії обв'язки, а намотування дроту утворюють послідовним відокремленням витків нитки від живильника і затягуванням їх на пакеті. 2. Спосіб по п. 1, який відрізняється тим, що у процесі намотування живильник обертають навколо своєї осі у напрямі намотування. 3. Спосіб по п. 2, який відрізняється тим, що частота обертання пов'язана з його параметрами, швидкістю намотування і розмірами пакета співвідношенням: w ж l - Pп = , wр l 30128 рьох обв'язок на пачці. До складу кожної секції входять: живитель, правильні ролики, намотувач та в'язальний механізм. Обв'язку пачок здійснюють таким чином. При установленні нових барабанів обв'язувального дроту кінець дроту з барабана живителя пропускають через правильні ролики наданої секції і скручують у вузол з кінцем дроту, намотаного на барабан намотувача. Пачку укладають у кармани. Привод обертає зубчатий сектор разом з барабаном, у результаті чого дріт змотується з барабанів і рівномірно намотується на пачку. Після намотування перерізу пачки до заданої кількості витків зубчатий сектор приходить у початкове положення, а під пачкою утворюється перехрестя двох гілок обв'язувального дроту. Обидві гілки дроту зближують, натягують і задають їх до прорізів вороткових шестерень. Обертанням вороткових шестерень в різні боки обидві гілки дроту скручуються у вузол. При відповідній кількості обертів вороткових шестерень вузол зрізається (від перекручування дроту). Вузол у верхній воротковій шестерні скріплює обв'язку пачки, а вузол у нижній шестерні - кінці дроту, який подається з обох барабанів. Цей вузол використовується для наступної обв'язки. Ознаками, що збігаються, описаного аналога та технічного рішення за винаходом є транспортування пачок прутків та труб в зону обв'язки, утримання одного кінця дроту механізмом захвата, намотування дроту на пакет ротором, який обертається, до заданої кількості обертів, зупинка його у початкове положення з утворюванням перехрестя обох гілок дроту, закручування і розрізка дроту. Відміна технічного рішення за винаходом від відомого полягає в тому, що пачки відомого технічного рішення перед обв'язкою укладаються в карман, у той час як згідно з рішенням за винаходом пачки вводять усередину бунта (живителя), розташованого на лінії обв'язки. Намотування дроту на пачку у відомого рішення здійснюється переміщенням барабана з обмотувальним матеріалом довкола перерізу пачки, у той час як згідно з винаходом витки дроту вже сформовані навкруг пачки і операція намотування в цьому випадку складається у послідовному відокремленні витків від бунта і їх затягуванні на пачці прокату. До недоліків описаного аналога слід віднести наявність двох вузлів скрутки дроту і операцію установлення нових барабанів. Ручна закрутка кінців дроту при заміні барабану збільшує цикл обв'язки, а часта зміна барабанів знижує продуктивність установки. Крім того, на переміщення барабану навколо перерізу, який обмотується, потрібні додаткові витрати електроенергії, у той час як у технічному рішенні за винаходом ця енергія витрачається на натягування нитки обв'язувального матеріалу. Причиною, яка перешкоджає одержанню потрібного технічного результату, є недосконала операція намотування дроту навколо перерізу, який обмотується. Відомий спосіб виготовлення такелажного пояса, закладений у пристрої для обв'язки пакета прокату, який полягає в тому, що пакет прокату укладається в карман і кронштейн вводиться в зону намотування дроту. Обертанням ротора з котушкою, дріт рівномірно намотується на пакет і кронштейн. Один кінець дроту при цьому утримується механізмом затиснення. Після намотування заданої кількості витків під пакетом утворюється перехрестя двох гілок дроту. Після перерізу дроту і закручування вузла кронштейн виводиться із зони намотування у положення, яке забезпечує безперешкодне видобування пакета з карману. Спільними ознаками описаного аналога і винаходу є те, що пакет транспортується в зону обв'язки, кронштейн вводиться в зону намотування дроту, котрий намотується на пакет, і кронштейн ротором, який обертається з котушкою. Один кінець дроту утримується. Після намотування заданої кількості витків ротор приходить у початкове положення з утворенням перехрестя двох гілок дроту, котрий перерізається, а кінці закручуються. Кронштейн виводиться з-під чалочного поясу. Відміна нового способу обв'язки пакета прокату від відомого полягає в тому, що у способу за винаходом формування такелажної петлі здійснюється одночасно з обв'язкою пакета шляхом навивання спіралі з витками більшого і меншого розміру, які чергуються. Витки меншого розміру охоплюють пакет, а витки більшого розміру охоплюють пакет разом з кронштейном. При піднятті вантажу витки більшого діаметру витягуються, а витки меншого діаметру охоплюють пакет "в зашморг". Недоліком описаного аналога є наявність операції намотування дроту ротором, який обертається, з котушкою. Продуктивність цього способу недостатньо висока, тому що потребує частої заміни котушок з обв'язувальним матеріалом, що передбачає зупинку машини. Крім того, технологічні можливості способу обмежені із-за малої кількості дроту в котушці. Спосіб не дозволяє виконувати обв'язку пакета по всій його довжині. Причиною, яка перешкоджає одержанню потрібного технічного результату, є недосконала операція намотування такелажного поясу довкола обв'язуваного перерізу. Найбільш близьким за технічною суттю до способу за винаходом є обраний на роль прототипу спосіб обв'язки пакета прокату, закладений у пристрої для обв'язки пакета прокату. Спосіб полягає в тому, що пакет опускають в карман і обертанням ротора з котушкою, дріт, один кінець котрого затиснений механізмом затиснення, рівномірно намотується на пакет. Після намотування заданої кількості витків ротор приходить у початкове положення, і під пакетом утворюється перехрестя двох гілок дроту. У це місце подається головка з ріжучим інструментом, і відбувається розрізка дроту та закручування вузла. Пакет з обв'язками просувається будь-яким відомим способом вздовж осі прокату. На пакет установлюється кронштейн. Обертанням ротора з котушкою, дріт рівномірно намотується на пакет і кронштейн. Формується такелажний пояс. Після намотування заданої кількості витків ротор приходить у початкове положення, а кінці скручуються. Кронштейн приймається. Утворений пакет з такелажним поясом (або з кількома такелажними поясами) видобувається із карману. Спільними ознаками прототипу і технічного рішення за винаходом є те, що пакет транспортується в зону обв'язки і один кінець дроту утримується механізмом захвату. Намотування дроту на 2 30128 пакет здійснюється ротором, який обертається, до заданої кількості витків, після чого він зупиняється в початкове положення з утворюванням перехрестя двох її гілок. Дріт розрізається і кінці закручуються. Відміна способу за винаходом від прототипу полягає у тому, що перед обв'язкою пакету його вводять у живитель або в декілька живителей у вигляді бунтів дроту, розташованих на лінії обв'язки. Намотування дроту утворюють почерговим відокремленням витків нитки від живителя і затягуванням їх на пакеті. До недоліків прототипу слід віднести операцію намотування дроту ротором, який обертається з котушкою. Для її здійснення необхідно поперед намотувати дріт на котушку, а останню закріплювати на роторі. У той час як у технічного рішення за винаходом операція намотування дроту на пакет не потребує попередньої заготівлі котушки з обв'язувальним матеріалом. Витки дроту розташовуються на пакеті, тому що останній перед обв'язкою вводять в середину бунта дроту. Витки дроту тільки затягуються на пакеті вибиранням зайвої кількості обв'язувального матеріалу. Крім того, котушка ротора відомого технічного рішення має обмежену кількість дроту по закінченні котрого, вона замінюється. Спосіб не дозволяє виконувати обмотування пакета по всій його довжині внаслідок обмеженої кількості дроту на живителі, у той час як технічне рішення за винаходом припускає обмотування пакету по всій його довжині, тому що кількість дроту в бунті значно перевищує її кількість в котушці. Намотування котушки з бунта передбачає витрати електричної енергії на виправлення обв'язувального матеріалу, акумульованого по відомому способу. В той час як технічне рішення за винаходом не передбачає операцію виправлення всього матеріалу в процесі його намотування. Відоме технічне рішення передбачає розрізку дроту виконувати після зупинки ротора в початкове положення, у той час як у технічному рішенні за винаходом у окремому випадку його реалізації, розрізку дроту утворюють до зупинки ротора, скорочуючи тим самим машинний час процесу обв'язки пакета. Закручування кінців відомого технічного рішення здійснюється тільки "в косичку", в той час як технічне рішення за винаходом дозволяє здійснювати закручування кінців дроту навколо джгута. Відоме технічне рішення, крім обв'язки пакета, припускає формування тільки такелажного поясу, в той час як технічне рішення за винаходом дозволяє формувати на пакеті двопетлевий строп, що затягується вигляді спіралі з витками більшого і меншого розміру, що чергуються. Причиною, яка перешкоджає одержанню потрібного технічного результату, є недосконала операція намотування дроту довкола обв'язуваного перерізу. В основу винаходу покладено завдання удосконалення способу обв'язки пакета прокату, в якому шляхом аккумулювання витків обв'язувального матеріалу довкола перерізу пакета виключається операція попередньої заготівлі котушок з дротом. За рахунок цього спрощується процес обв'язки пакета прокату і розширюються технологічні можливості обладнання. Для вирішення вказаного завдання спосіб обв'язки пакета прокату включає транспортування пакета в зону обв'язки, захват і утримання першого кінця дроту, намотування дроту на пакет ротором, який обертається до заданої кількості витків і його зупинку у початкове положення з утворюванням перехрестя його гілок, розрізку дроту і закручування кінців. На відміну від прототипу перед обв'язкою пакет вводять у живитель у вигляді бунта, розташованого на лінії обв'язки, а намотування дроту утворюють послідовним відокремленням витків нитки від живителя і затягуванням їх на пакеті. В окремих випадках здійснення винаходу у процесі намотування живитель обертають навколо своєї осі у напрямі намотування. Частота обертання живителя пов'язана з його параметрами, швидкістю намотування і розмірами пакета співвідношенням: w ж l - Pп = , wр l де: wж - частота обертання живителя, об/хв; wр частота обертання ротора (швидкість намотування), об/хв; Рп - периметр перерізу пакета, мм; І усереднена довжина витка живителя, мм, яка дорівнює: l +l l= 1 2, 2 де: І1 - довжина витка максимального діаметра, мм; І2 - довжина витка мінімального діаметра, мм. У процесі обмотування пакет прокату переміщують відносно ротора уздовж своєї осі. Намотування дроту на пакет здійснюють парним числом роторів, працюючих синхронно і в протифазі. Розрізку дроту утворюють перед зупинкою ротора у початкове положення. Витки, відокремлені від живителя, затягують на пакеті та формо-образуючому предметі. Розрізку дроту утворюють після намотування витків на пакет і формування такелажного пояса. На пакеті формують двопетлевий строп, що затягується, у вигляді спіралі з витками більшого і меншого розміру, які чергуються. Кінці матеріалу обв'язки закручують довкола джгута. Кінці матеріалу обв'язки закріплюють з перехрестям, закручуванням довкола гілок петлі більшого розміру. Петлю стропа більшого розміру скручують. Скручування петлі здійснюють у висячому положенні пакета. Строп опоряджують замком, який охоплює гілки петлі більшого розміру, виконаним г-подібним, або у вигляді еліпса і розташованим над пакетом, усередині петлі меншого розміру. Вищевикладені загальні, достатні у всіх випадках, суттєві ознаки винаходу забезпечують одержання технічного результату, який полягає у виключенні операції попередньої заготівлі котушок з дротом. За рахунок цього спрощується процес обв'язки пакета прокату і розширюються технологічні можливості обладнання. 3 30128 Кількість змотуваного дроту з живителя в одиницю часу визначається частотою крутіння ротора і довжиною змотуваного витка. Оскільки параметри витків у бунті коливаються, то для розрахунків прийнята усереднена довжина витка. Ця величина знаходиться як середнє арифметичне довжин округлості зовнішнього і внутрішнього діаметрів бунта, оскільки припускається, що усі інші витки не виходять за вказані межі. Ротор, який обертається, виконує дві функції відокремлює виток від живителя і намотує частину його на пакет. За кожний оберт ротора при нерухомому живителі утворюється запас невикористаного матеріалу. При малій кількості обертів такий запас невеликий. Але з кожним новим обертом цей запас нарощується. Він визначається як різниця між довжиною відокремленого від живителя усередненого витка і довжиною витка намотаного на пакет, який дорівнює периметру перерізу попереку пакета. Вказаний залишок матеріалу повинен бути повернений на живитель. Для цього останній піддають крутінню. Відношення довжини задишка до довжини усередненого витка показує співвідношення швидкостей крутіння живителя і ротора. Переміщення пакета прокату відносно ротора уздовж своєї осі при його обертанні дозволить здійснити обмотування пакета по всі й його довжині. Для обмотування пакета в декілька варів, його переміщують у прямому і зворотному напрямках потрібну кількість разів. При парному числі шарів обмотки, пакет повертається в початкове положення і кінці можна буде закріпити закручуванням між собою "косичкою". При непарному числі шарів обмотки кінці можуть закріплюватися поодинці, вручну, закручуванням за прутки прокату або за крайні витки обмотки. Обмотку всього пакета застосовують для зберігання поверхні металу, який транспортується. Крім дроту, обмотувальним матеріалом може виступати товста капронова нитка. Для досягнення певного кроку поздовжня швидкість переміщення пакета узгоджується з частотою обертання ротора. Відносно ротора можуть відбуватися качальні (зворотно-поступальні) переміщення пакета невеликої амплітуди при формуванні двопетлевого стропа, що затягується. Для щільного укладення дроту в один шар пакет здійснює мікропереміщення, які дорівнюють товщині дроту за кожний оберт ротора. Намотуванням дроту на пакет парним числом роторів, працюючих синхронно і в протифазі, гарантується стійкість пакета на рольгангу у процесі затягування витків. При обв'язуванні довгомірних пакетів (довжиною до 12 метрів) в роботі можуть приймати участь одночасно до трьох пар роторів. Чотири на обв'язуванні пакета і два на формуванні такелажних поясів або двопетлевих стропів. При великих зусиллях затягування і синхронні й роботі роторі в пакет може зміщуватися у поперечному напрямку. Щоб запобігти цьому, ротори повинні робити у противазі. Тоді додані сили затягування будуть направлені у протилежні боки, компенсуючи одна одну. Крім того, реалізація описаного процесу позитивно відобразиться на якості ув'язки пакета. Робити розрізку дроту перед зупинкою ротора вигідно у тому розумінні, що при розрізці використовується інерція маси ротора. Таку розрізку дроту Причинно-наслідковий зв'язок між сукупністю суттєвих ознак винаходу і технічним результатом, якого можна досягти, полягає в наступному. Спосіб обв'язки пакета прокату за винаходом передбачає транспортування пакета у зону обв'язки. Це відбувається за допомогою рольгангу. Захват і утримання першого кінця дроту необхідний для наступного намотування дроту на пакет і створення натягування обв'язувального матеріалу. Намотування дроту на пакет здійснюється ротором, який обертається, до заданої кількості витків. Ротор завжди повертається у його початкове положення, котре характеризується тим, що з цього положення здійснюють задачу першого кінця дроту в захоплюючий пристрій. Утворення перехрестя гілок дроту необхідне для наступного закріплення кінців закручуванням круг джгута або скручуванням їх "косичкою". Розрізку дроту виконують для його відокремлення від нитки живителя - для одержання його другого кінця. Закручування кінців необхідне для утримання стропа у потрібній формі, не дозволяючи його розпаду. Транспортування пакета в зону обв'язки означає поміщення (введення) його у живитель або декілька живителів одночасно, розташованих послідовно по довжині пакета. Живителями виступають бунти гарячекатаного дроту (катанки). Цим досягається акумулювання витків обв'язувального матеріалу круг пакета прокату у безпосередній близькості від місця обв'язки. Намотування дроту на пакет утворюють послідовним (почерговим) відокремленням витків нитки від бунта катанки і затягуванням їх на пакеті. Відокремлення витків здійснюється диском-ротором, який обертається круг пакета. За кожний його оберт відокремлюється один виток. Витки перекладаються з бунта в зону обв'язки і затягуються на пакеті. При цьому не має потреби виправляти весь матеріал. Затягування витків забезпечується відповідним напрямком обертання ротора, котрий залежить від напрямку змотування бунта під час прокатування дроту. В окремому, конкретному випадку здійснення способу, живитель обертається навколо своєї осі в напрямку намотування. Це продиктовано необхідністю ліквідації запасу надлишкового дроту, який утворюється внаслідок перепаду розмірів бунта і перерізу, який обв'язується. Цей запас збільшується у розмірі із зростанням кількості витків на одній обв'язці і є пропорційним різниці діаметрів витків нитки живителя і витків сформованої обв'язки. Частота обертання живителя пов'язана з його параметрами, швидкістю намотування і розмірами пакета співвідношенням: w ж l - Pп = , wр l де: wж - частота обертання живителя, об/хв; wр частота обертання ротора (швидкість намотування), об/хв; Рп - периметр перерізу пакета, мм; І усереднена довжина витка живителя, мм, яка дорівнює: l +l l= 1 2, 2 де: І1 - довжина витка максимального діаметра, мм; І2 - довжина витка мінімального діаметра, мм. 4 30128 краще за все робити одночасно з відключенням приводу крутіння ротора, тоді більша частина енергії мас обертання витрачається на розрізку дроту. Нитка, яка розрізається, виступає гальмом, що гасить інерцію ротора, який крутиться. Затягування витків на пакеті і формоутворюючому предметі продиктовано необхідністю формування такелажного пояса. Формоутворюючий предмет дозволяє сформувати петлю над пакетом, для одягнення її на крановий гак. Спосіб дозволяє формувати такелажний пояс, розмір котрого менший від діаметра кільцевого джгута, виготовленого ручним способом. При однаковій кількості ниток в джгуті такелажний пояс, виготовлений машинний способом, більш вигідний внаслідок зниженої металоємкості. Діаметри кільцевих джгутів, виготовлених ручним способом, дорівнюють діаметрам витків бунта дроту, тому що вони формуються набиранням з бунта готових витків в джгут з наступним закручуванням кінців. Крім того, формування пояса на пакеті виключає операцію наступного оснащення пакета однопетлевими стропами (кільцевими джгутами). Здійснювати розрізку дроту після намотування витків на пакет і формування такелажного пояса, це означав, що обв'язку і формування пояса виробляти з одного цільного шматка дроту. Реалізація описаного процесу призводить до ліквідації ручної операції закріплення пояса до обв'язці пакета. Ці дві операції - намотування дроту на пакет і формування такелажного пояса можуть виконуватися у будь-який послідовності. Формуванням на пакеті двопетлевого стропа, що затягується, у вигляді спіралі з витками більшого і меншого розміру, які чергуються, досягається максимально можливий ступінь техніки безпеки при навантажувально-розвантажувальних роботах. Строп після першого його підйому затягується на пакеті. При підйомі і опусканні вантажу не зміщується вздовж пакета і транспортується разом з пакетом до складу споживача. При підйомі вантажу витки більшого розміру витягуються, а витки меншого розміру стискуються і охоплюють пакет "в зашморг". Відпадає необхідність закріплення стропа до обв'язки пакета. Тим самим ліквідується ще одна ручна операція. Застосування двопетлевого стропа, що затягується, поліпшує товарний вигляд пакетів металопродукції, які відправляються на експорт, і скорочує простої морських суден у портах. Витки спіралі більшого розміру формують затягуванням витків живителя на пакеті з використанням формоутворюючого предмета. Це дозволяє отримати такелажну петлю для зачеплення її за крановий гак. Такелажна петля в даному випадку представляв собою частини довгих витків спіралі, які здіймаються над пакетом. Формоутворюючий предмет дозволяв виконати петлі оптимального розміру. Закручування кінців матеріалу довкола джгута передбачає їх закріплення тільки навколо однорідних ниток. Це може бути джгут з витків ниток більшого розміру у двопетлевому стропі, сформованому на пакеті. Він розташований у верхній частині стропа, у вигляді такелажної петлі. Якщо закручувати кінці навколо джгута різнорідних ниток, витків більшого і меншого розміру, які чергуються на па кеті, то це негативно вплине на затягування стропа на пакеті. Закріплення кінців закручуванням круг джгута сприятливо для такелажного пояса у вигляді кільцевого джгута, сформованого на пакеті. Закрутку кінців можна робити в будь-якому місці пояса, тому що його джгут є однорідним, у тому розумінні, що немає змішування витків різних розмірів. Закріплення кінців нитки з перехрестям запобігає сповзанню другого кінця матеріалу в бік збільшення останнього витка. При розтягуванні ниток під навантаженням вузли будуть перешкоджати взаємному переміщенню по тілу джгута. Таке закріплення кінців забезпечує необхідну вантажопідйомність стропа при мінімальній витраті матеріалу. Закручування кінців матеріалу обв'язки довкола гілок петлі більшого розміру - найбільш простий і природний вид закріплення кінців, котрий можливо застосувати при формуванні на пакеті стропа з катанки. Вузли скручування кінців скріплюють окремі нитки в щільний джгут, формуючи такелажну петлю над пакетом, і у випадку розриву якоїнебудь з них гарантують її утримання в джгуті і безпечне опускання вантажу. Скручуванням петлі стропа більшого розміру гарантується схоронність форми пакета при його транспортуванні. Виключається випадіння прутків при нахиленому завантаженні пакетів у трюм судна. Пакет не "розпливається" при його опусканні на землю. Скручуванням петлі у висячому положенні пакета досягається максимально можливий ступінь його ущільнювання за рахунок обтягування прутків "в зашморг" витками петлі меншого розміру. Пакет підіймається за петлю більшого розміру, яка підлягає закручувані. Позитивним фактором є те, що зменшується об'єм трюму, який займає вантаж у судні, що призводить до покращання остійкості судна і збільшує безпеку мореплавання. Спорядження двопетлевого стропа замком дозволяє застосувати технологію застропування з гарантованою схоронністю форми пакета до кінця транспортування. Це поліпшує товарний вигляд пакетів металопродукції, які відправляють на експорт. Замок призначений для утримання петель від розповзання в боки, для схоронності початкової форми пакета, сформованого виробником металу. Пакети можуть бути круглі, квадратні, шестигранні і другої форми. Спосіб застропування з використанням замка застосовується при відправленні металу автотранспортом, малими партіями і на велику відстань, Найпростіша конструкція замка, виконаного з товстого прутка має г-подібну форму. Пруток по перерізу у два-три рази перевищує переріз нитки джгута. Така конструкція дозволяє достатньо легко споряджати ним стропи. Замок еліпсної форми виконується із шматка катанки з скрученими кінцями. Для міцності він може бути виконаний двох-трьох шаровим. Його розміри підбираються експериментальним шляхом. Замок охоплює гілки петлі більшого розміру, розташованими над пакетом. Його тіло вставлено усередину петлі меншого розміру. Заклинювання гілок більшої петлі стропа відбувається автоматично при підйомі вантажу за петлю більшого розміру. Менша петля, охоплюючи пакет "в зашморг", 5 30128 утримує замок на пакеті. Наявність замка на стропі дозволить транспортувати пакети без їх попередньої обв'язки. Обв'язка пакетів на метзаводах в теперішньому часі відбувається, в основному, вручну. Усунення цієї операції призведе до економії обв'язувального матеріалу, підвищить продуктивність і безпеку застропування. Суть винаходу пояснюється кресленнями, на котрих зображено: на фіг. 1 пакет, введений усередину живителів, розташованих послідовно на лінії обв'язування. Послідовне відокремлення витків нитки від живителя. Ротор і живитель обертаються у бік намотування з різними частотами; на фіг. 2 - розріз А-А на фіг. 1. Живитель у вигляді бунта з параметрами d і D, розташований навколо пакета квадратного перерізу; на фіг. 3 - розріз Б-Б на фіг. 1. Момент зупинки ротора після намотування заданого числа витків на пакеті. Один кінець дроту утримується механізмом затиснення; на фіг. 4 - обмотування пакета по всій його довжині. Поздовжня швидкість переміщення пакета узгоджена з частотою обертання ротора; на фіг. 5 - обв'язування пакета парним числом роторів; на фіг. 6 - формування такелажного пояса на пакеті з використанням формоутворюючого предмета; на фіг. 7 - вид В на фіг. 6. Пакет шестигранного перерізу; на фіг. 8 - формування такелажного пояса і намотування витків на пакет з одного шматка дроту; на фіг. 9 - розріз Г-Г на фіг. 8. Формоутворюючий предмет розташований над пакетом; на фіг. 10 - формування двопетлевого стропа, що затягується, з використанням формоутворюючого предмета; на фіг. 11 - розріз Д-Д на фіг. 10. Пакет квадратної форми; на фіг. 12 - разовий двопетлевий строп у вигляді спіралі з витками більшого і меншого розміру, які чергуються. Вид з боку. Кінці стропа скручені "косичкою"; на фіг. 13 - вид на торець пакета. Конфігурація петлі меншого розміру повторює контур перерізу пакета. Пакет шестигранної форми. Кінці нитки закріплені закручуванням круг гілок петлі більшого розміру. a - кут між гілками стропа; на фіг. 14 - схема закручування кінців обв'язки довкола джгута без перехрестя. Нитки джгута умовно зображені в один ряд; на фіг. 15 - схема закручування кінців обв'язки круг джгута з перехрестям. Нитки джгута умовно зображені в один ряд; на фіг. 16 - переріз Е-Е на фіг. 14. Кружками показані нитки, які потрапляють в переріз. Умовне зображення; на фіг. 17 - переріз Ж-Ж на фіг. 15. Кружками показані нитки, які потрапляють в переріз. Умовне зображення; на фіг. 18 - строп зі скрученою петлею більшого розміру; на фіг. 19 - строп, що затягується, споряджений замком еліпсної форми; на фіг. 20 - вид З на фіг. 19. Строп з зігнутою петлею і споряджений замком г-подібної форми; на фіг. 21 - вид И на фіг. 20; на фіг. 22 - пристрій для здійснення способу. Лінія обв'язки довгомірного пакета з послідовно розташованими роторами і капсулами, заповненими обв'язувальним матеріалом; на фіг. 23 - розріз К-К на фіг. 22. Капсула з живителем у вигляді бунта дроту, що охоплює пакет круглої форми; на фіг. 24 - розріз Л-Л на фіг. 23; на фіг. 25 - розріз М-М на фіг. 22. Змінні ролоки рольганга, які призначені для транспортування пакетів різної форми через установку. Згідно зі способом обв'язки за винаходом, пакет прокату 1 транспортують в робочу зону за допомогою рольганга 2 (фіг. 1-5). Пакет 1 вводять в середину живителів 3, розташованих послідовно по довжині пакета почергово з роторами 4. Перший кінець 5 нитки катанки 6 подається в захват 7 через гусак 8, закріплений на роторі 4. Кінець 5 утримується захватом 7 до закінчення намотування. Ротор 4, який обертається, послідовно відокремлює від живителя 3 витки 9 і одночасно намотує катанку 6 на пакет 1. По досягненні на пакеті заданої кількості витків, ротор 4 зупиняється у початкове положення, зручне для подальшої подачі першого кінця 5 катанки у захват 7. При цьому вбачається перехрестя гілок, утворене першим кінцем 5 і катанкою 6, яка виходить з гусака 8 (фіг. 3). Катанка 6 розрізається біля гусака 8, утворюючи другий кінець 10. Кінці закручуються. Натяжіння катанки 6 на пакеті 1 досягається за рахунок сил тертя, перешкоджаючих проходженню нитки катанки 6 через трубу гусака 8. Довжина витків катанки 6, зібраних у живителі 3, більша від довжини витків, сформованих на пакеті 1. Зливок обв'язувального матеріалу, утворений за рахунок перепаду вказаних довжин витків, ліквідується обертанням живителя навколо своєї осі для підмотування матеріалу. Живитель 3 і ротор 4 обертаються в один і той самий бік. Для обмотування значної частини довжини пакета 1, його переміщують відносно ротора 4 обертанням роликів 2 рольганга (фіг. 4). Намотування дроту на пакет 1 можна здійснювати парним числом роторів 4, працюючих синхронно у протифазі (фіг. 5). Це гарантує стійкість (нерухомість) пакета 1 при великих зусиллях затягування витків у процесі намотування. Розрізку катанки 6 можна робити перед зупинкою ротора 4, використовуючи інерцію маси, яка крутиться. У цьому випадку пристрій порізки розташовується на самому роторі 4 і вмикається в потрібний момент від зовнішнього діяння. Для утворення кільцевого джгута 11 (фіг. 6, 7) витки катанки 6 затягують на пакеті 1 і формоутворюючому предметі 12. По закінченні намотування предмет 12 прибирається, а утворена петля використовується для застропування пакета. Обв'язка пакета 1 може здійснюватися після формування такелажного пояса (фіг. 8-9). Обидві операції виконуються з одного шматка дроту. Спочатку намотується кільцевий джгут 11 з використанням формоутворюючого предмета 12, потім проводиться обмотування пакета 1. Отриманий такелажний пояс закріплений до пакету його обв'язкою, що запобігає його сповзанню вздовж пакета. 6 30128 Формування двопетлевого стропа 13, що затягується, у вигляді спіралі з витками більшого і меншого розміру, які чергуються, провадиться поперемінним затягуванням витків на пакеті 1 і формоутворюючому предметі 12 (фіг. 10-12). При підйомі гака 14 витки більшого розміру 15 витягуються, а витки меншого розміру 16 стискаються і охоплюють пакет "в зашморг". Кінці 5 і 10 можуть бути закручені "косичкою" 17 або навколо джгута стропа 13. Закручування першого кінця 5 і другого 10 доцільно провадити навколо гілок джгута, утвореного петлями 15 більшого розміру. При цьому кінці можуть закручуватися без перехрестя ниток (фіг. 140 або з їх перехрестям (фіг. 15). Закручування кінців з перехрестям посилює утворену ракелажну петлю на дві нитки (фіг. 16, 17). Закручування більшої петлі стропа 18 здійснюється на 1,5-2 оберти (фіг. 18). Цей процес відбувається після витягування витків 15 більшого розміру, зібраних в джгут. Таке скручування витягнутої петлі 15 може бути здійснено після підйому пакета 1 на невелику висоту, коли витки 16 меншого розміру охоплять пакет "в зашморг". Спорядження двопетлевого стропа 13 замком 19 еліпсної форми провадиться до затягування стропа на пакеті 1 (фіг. 19). Спорядження стропа замком 20 г-подібної форми може здійснюватися після затягування стропа на пакеті (фіг. 20). Для цього перед затягуванням стропа 13 під витки 16 на пакет 1 вкладають пруток. Після затягування стропа 13, витки меншого розміру 16, охоплюючи пакет, притиснуть пруток до пакету 1. Кінці прутка загинають навколо гілок петлі більшого розміру 15. Пригинанням витягнутої петлі 15 гарантується одержана форма пакета 1 (фіг. 20, 21). Гілки петлі не можуть розсуватися в боки, утримуючи штанги в пакеті. Для реалізації способу використовується лінія обв'язки довгомірного прокату, яка працює в напівавтоматичному режимі (фіг. 22). Для обв'язки в чотирьох місцях пакета 1 масою 10 тонн і довжиною 12 метрів використовуються чотири ротори 4 (фіг. 22-25), розташованих послідовно по довжині пакета 1 почергово з капсулами 21. Капсула 21 (фіг. 23, 24) призначена для утримування і центровки бунта 3 у вертикальному положенні розклинюванням його по внутрішньому отвору конусом 22. Пакети 1 транспортуються через установку в поздовжньому напрямку за допомогою приводних роликів 2, встановлених між парами "капсула-ротор". Бунти 3 (живителі) катанки з мінімальним діаметром отвору d (фіг. 2), який дорівнює 850 мм, дозволяють пропускати через себе практично всі пакети 1 металу, який прокатується. Проведені підрахунки показують, що впорядковані, а також не впорядковані пакети прокату будуть проходити через отвори бунтів з гарантованим зазором. Максимальний параметр (діагональ) впорядкованого пакета не перевищує 500 мм. Для пакетів фасонного прокату можуть бути використані бунти з збільшеним внутрішнім отвором. Отвір ротора 4 виконується не меншим перерізу пакета 1. Конус 22 капсули з'єднаний з зубчатим диском 23. Він утримується в корпусі капсули 21 з можливості крутіння. Направляючі 24, які встановлені в фундаменті лінії, призначені для центрування капсул 21, що мають відповідні отвори 25. Запасні капсули 21 за здалегідь оснащуються бунтами 3. Бунти 3 фіксуються в капсулах 21 для майбутнього транспортування на лінію. По закінченні обв'язувального матеріалу порожня капсула 21 краном здіймається з лінії, а заповнена - по направляючих 24 встановлюється на її місце. Після заправлення першого кінця 5 катанки в ротор 4 комплекс запускається у роботу. Ротор 4, показаний в найпростішому варіанті, представляє собою диск, який обертається, з концентричним отвором по розміру, не меншим від розміру перерізу попереку пакета 1. Він обертається у бік розмотування кінця катанки 6. Оскільки перший кінець 5 утримується захватом 7, то ротор 4 "проковтує" витки обв'язувального матеріалу з бунта і відтворює їх на пакеті 1 прокату в зменшеному вигляді, відповідному розміру пакета 1. Після намотування потрібної кількості витків обв'язувального матеріалу на пакет 1, ротор 4 зупиняється, а катанка 6 перерізається. Окремо змонтований закручуючий устрій (не показаний), автоматично подається в робочу зону, робить закрутку кінців 5, 10 "косичкою" 17 і повертається у початкове положення. Обв'язувальний матеріал - катанка Ø6,36,5 мм, яка постачається заводами-виробниками у вигляді бунтів масою 0,6-1,8 тонни. Параметри бунта: зовнішній діаметр - D=1400 мм, внутрішній діаметр d=850 мм. Висота Н=850-1000 мм. Для окремого, конкретного випадку реалізації винаходу в процесі намотування дроту на пакет 1 живитель 3 обертають навколо своєї осі. Бунт матеріалу підмотується для ліквідації утворюваної петлі. Остання з'являється внаслідок різниці довжин витка бунта і витка обмотки пакета. Бунт обертають у бік крутіння ротора 4. При обв'язуванні пакета 1 круглої форми Dn=500 мм і швидкості намотування, яка дорівнює 47 об/хв, частота крутіння живителя 3 складає: æ l - Pп ö w ж = wр ç ÷, è l ø де: wж - пошукова частота крутіння живителя, об/хв; wр - швидкість намотування, або частота крутіння ротора, яка дорівнює 47об/хв; Рп - периметр перерізу пакета, мм, який дорівнює: Р п = pD п = 3,14 × 500 = 1570 мм; І - усереднена довжина витка 9 живителя 3, мм, яка дорівнює: l +l l= 1 2, 2 де: І1 - довжина витка максимального діаметра D: l1 = pD = 3,14 × 1400 = 4396 мм; І2 - довжина витка мінімального діаметра d: l 2 = pd = 3,14 × 850 = 2669 мм; l1 + l 2 4396 + 2669 = = 3533 мм. 2 2 Тоді частота обертання живителя складає: æ 3533 - 1570 ö w ж = 47 × ç ÷ = 26 об / хв. 3533 è ø Ротор 4 обертається скоріше від живителя 3 у 1,8 раза. Обв'язування пакета може відбутися, коли обертати ротор з живителем у протилежний бік. Для реалізації процесу живитель 3 повинен оберl= 7 30128 татися скоріше від ротора 4, що призведе до перевитрат енергії. Переміщуючи пакет 1 прокату відносно ротора 4 зі швидкістю V=9,4 м/хв, можна здійснити обв'язку пакета 1 по всій його довжині. Шаг обмотування t складає: v 9,4 t= = = 0,2 м = 200 мм. wр 47 льшого розміру після утворювання перехрестя ниток. Утворювання перехрестя необхідне для захвата обох ниток для запобігання розмотування джгута і наступного їх закручування. Висота такелажної петлі 15, утвореної у процесі обв'язування пакета 1, залежить від розмірів формоутворюючого предмета 12. Скручування петлі 15 більшого розміру здійснюють спеціальним пристосуванням або гаком 14, який обертається (фіг. 12, 18). При закручуванні петлі стропа 18 у висячому положенні пакета 1 гаки 14 обертають у різні боки, щоб запобігти переміщування пакета 1 від утворюваних крутячих моментів. Верхнім граничним параметром способу виступає діаметр d отвору бунта 3 обв'язувального матеріалу. Конусні втулки 22 для розклинювання бунта 3 по його отвору виробляються заздалегідь, їхні розміри варіюються і підбираються таким чином, щоб забезпечити проходження пакета 1. Для реалізації способу можуть застосовуватися також установки с базуванням бунта 3 по зовнішньому контуру. Таким чином, максимальний переріз пакета 1, який підлягає обв'язуванню, обмежений розміром отвору бунта-живителя 3. Для окремого випадку реалізації способу по пунктах 2 і 3 формули винаходу граничним параметром виступає напрямок обертання ротора 4. При зворотному крутінні ротора 4 і живителя 3 співвідношення w ж l - Pп = , wр l При цьому перший кінець 5 катанки 6 може бути закріплений за штангу прокату біля торця. При намотуванні дроту на пакет 1 парним числом роторів 4, працюючих у протифазі, початок процесу повинен співпадати за часом для обох роторів. Ротори повинні починати крутіння, коли їхні гусаки 8 розташовані над пакетом 1 або під пакетом. Тоді при обертанні у протилежні боки гусаки 8 роторів будуть зустрічатися тільки зверху і знизу - по вертикальній осі перерізу пакета. По горизонтальній осі вони завади будуть знаходитися по обидві боки від пакета 1. Сили натягування ниток будуть урівноважувати одна одну. Коли гусаки 8 зустрічаються над пакетом 1 - сили натяжіння ниток урівноважуються вагою пакета. Коли гу-саки зустрічаються під пакетом, сили натягування ниток замикаються на ролики 2 рольганга. Завдяки цьому пакет 1 не зміщується в боки при його обв'язуванні. Як варіант виконання, ротор 4 може бути оснащений пристроєм розрізання, котрий приводиться в дію в момент відключення приводу його обертання або дещо пізніше. У всякому разі, для розрізання катанки 6 використовуються сили інерції мас ротора 4, який обертається. При використанні формоутворюючого предмета 12 розрахунок частоти обертання живителя 3 (бунта) робиться з урахуванням допоміжної витрати катанки 6 на формування такелажної петлі. Формування кільцевого джгута 11 (такелажного пояса) на пакеті 1 передбачає використання формоутворюючого предмета 12. При переході від формування пояса до обв'язування, частота крутіння живителя 3 повинна бути збільшена, тому що витрати катанки 6 зменшуються, а довжина петлі зростає. При формуванні на пакеті 1 двопетлевого стропа 13, що затягується, як формоутворюючий предмет використовуються деталі закручуючого пристрою. По закінченні формування стропа 13 кінці 5 і 10 нитки закручуються навколо джгута виконаної такелажної петлі 15. Завдяки чергуванню витків цього стропа, пристрій повинен забезпечити поперемінне намотування дроту безпосередньо на пакет і на пакет, споряджений формоутворюючим предметом 12. Маленькі витки 16 сусідствують з великими - 15. Цього можна досягти гойданням пакета 1 (його зворотно-поступальним переміщенням) у поздовжньому напрямку, пов'язаним з відповідним числом обертів ротора 4. Для закручування кінців 5 і 10 нитки навколо джгута 11 може використовуватися пристрій для закручування кінців дроту навколо джгута по заявці на винахід № 94021954, поданої у НДЦПЕ 18 лютого 1994 р. Таке закручування кінців скріплює витки кільцевого джгута від розпушування. Цей же пристрій може використовуватися для закручування кінців 5 і 10 навколо гілок петлі 15 бі не виконується, тому що живитель 3 повинен обертатися скоріше ротора 4. Співвідношення, яке зв'язує частоту крутіння живителя, його параметри, швидкість намотування і розміри пакета 1 буде мати вигляд: Р п × wр w ж = wр + . l Частота крутіння живителя 3 для тих самих умов, крім напрямку обертання, складає: 1570 × 47 w ж = 47 + » 68 об / хв. 3533 Тобто живитель 3 обертається скоріше від ротора 4 в 1,4 раза. При намотуванні дроту парним числом роторів, працюючих у протифазі, граничним параметром способу виступає початок намотування обох роторів. Процес повинен починатися коли русаки роторів знаходяться у верхній або нижній крайній точці, тобто над пакетом або під пакетом. У цьому разі пакет зостається нерухомим. Коли процес намотування починається при рознесених гусаках 8, наприклад на 180°, то нерухомість пакета 1 не гарантується. Крім того, відхилення початку процесу від вертикальної осі може призвести до переміщень пакета 1 в горизонтальній площині, тому що, замість компенсації сили натягування складаються при зустрічі гусаків з бокових сторін пакета 1. При утриманні пакета відповідним пристроєм ці обмеження не беруться до уваги. Для окремих випадків реалізації способу з використанням формоутворюючого предмета 12 нижнім граничним параметром розміру петлі 15 виступає кут a (фіг. 13) між гілками такелажної петлі. 8 30128 Згідно з технічними умовами, для пакетів круглої форми цей кут a складає 70°, а для пакетів з прямокутним перерізом він складає 60°. Зменшення цього кута призводить до невиправданої перевитрати обв'язувального матеріалу, тому що довжина петлі збільшується. Верхнім граничним параметром стропа 13 виступає величина витягування петлі 15 при застропуванні вантажу, котра залежить від висоти транс портного засобу, приймаючого вантаж, і максимально допустимої висоти підйому гака 14 мостового крана над рівнем головки залізничної рейки. Таким чином, при здійсненні винаходу виключається операція попередньої заготівлі котушок з дротом, що дозволить спростити процес обв'язки пакета прокату і розширити технологічні можливості обладнання. Фіг. 1 Фіг. 2 Фіг. 3 Фіг. 4 9 30128 Фіг. 5 Фіг. 6 Фіг. 7 Фіг. 8 Фіг. 9 10 30128 Фіг. 10 Фіг. 11 Фіг. 12 Фіг. 13 Фіг. 14 Фіг. 15 11 30128 Фіг. 16 Фіг. 17 Фіг. 18 Фіг. 19 Фіг. 20 Фіг. 21 12 30128 Фіг. 22 13 30128 Фіг. 23 Фіг. 24 Фіг. 25 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 14
ДивитисяДодаткова інформація
Автори англійськоюHryshyn Mykola Saveliiovych
Автори російськоюГришин Николай Савельевич
МПК / Мітки
МПК: B65B 13/18
Мітки: пакета, спосіб, обв'язки, прокату
Код посилання
<a href="https://ua.patents.su/14-30128-sposib-obvyazki-paketa-prokatu.html" target="_blank" rel="follow" title="База патентів України">Спосіб обв’язки пакета прокату</a>
Спосіб обв’язування пакета предметів гнучкою стрічкою
Номер патенту: 91
Опубліковано: 30.04.1993
Автори: Червоний Микола Іванович, Гончар Олексій Олексійович
МПК: B65D 63/10, B65B 27/00
Мітки: спосіб, пакета, стрічкою, обв'язування, предметів, гнучкою
Формула / Реферат:
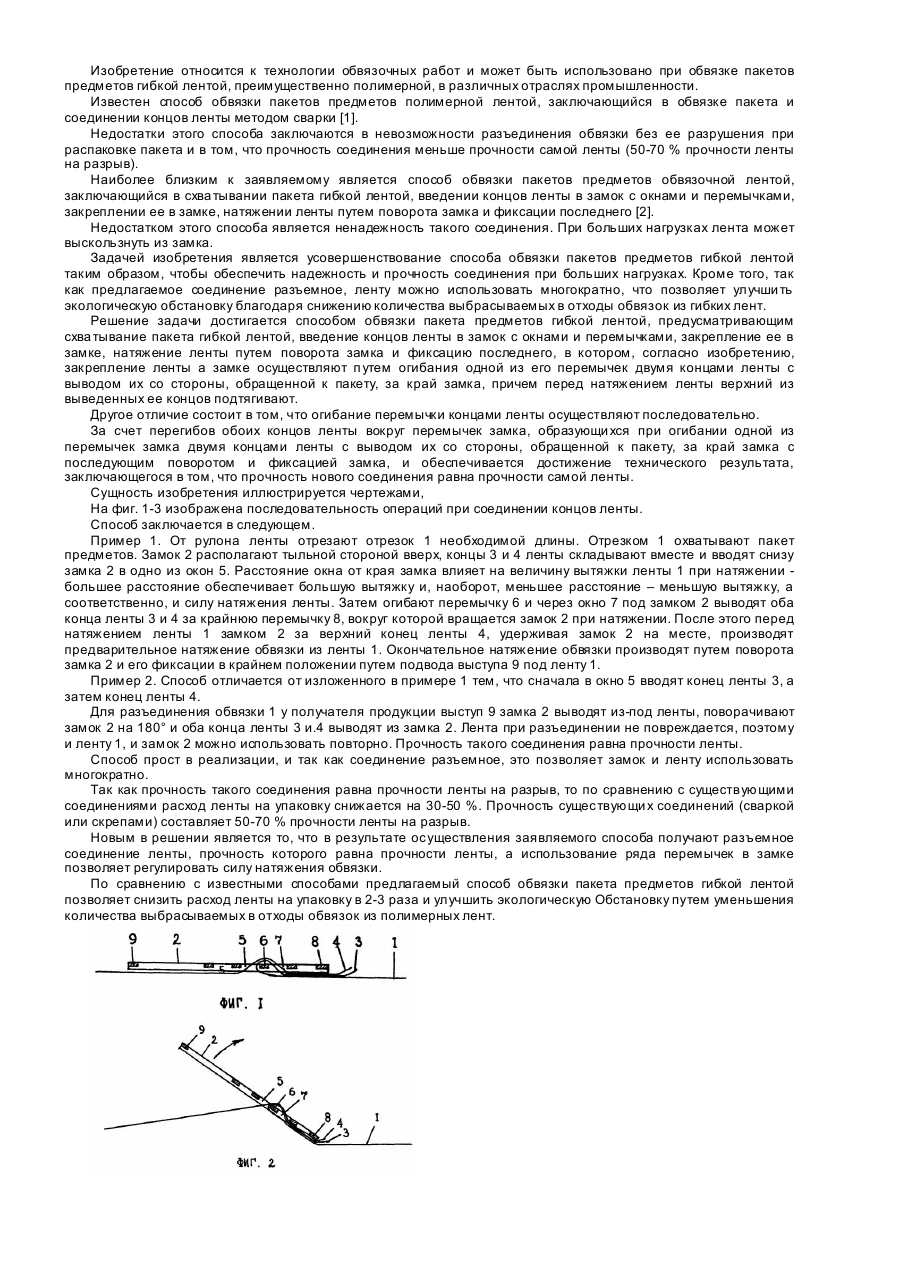
1. Способ обвязки пакета предметов гибкой лентой, предусматривающий схватывание пакета гибкой лентой, введение концов ленты в замок с окнами и перемычками, закрепление ее в замке, натяжение ленты путем поворота замка и фиксацию последнего, отличающийся тем, что закрепление ленты в замке осуществляют путем огибания одной из его перемычек двумя концами ленты с выводом их со стороны, обращенной к пакету, за край замка, причем перед натяжением...
Спосіб обвязки гирла при бурінні з надводним розташуванням противикидного обладнання та пристрій для його реалізації
Номер патенту: 14128
Опубліковано: 25.04.1997
Автори: Радковський Володимир Романович, Власов Іван Олександрович, Римчук Данило Васильович, Субаев Абдула Закірович
МПК: E21B 33/035
Мітки: противикидного, обладнання, реалізації, обв'язки, бурінні, пристрій, надводним, гирла, спосіб, розташуванням
Формула / Реферат:
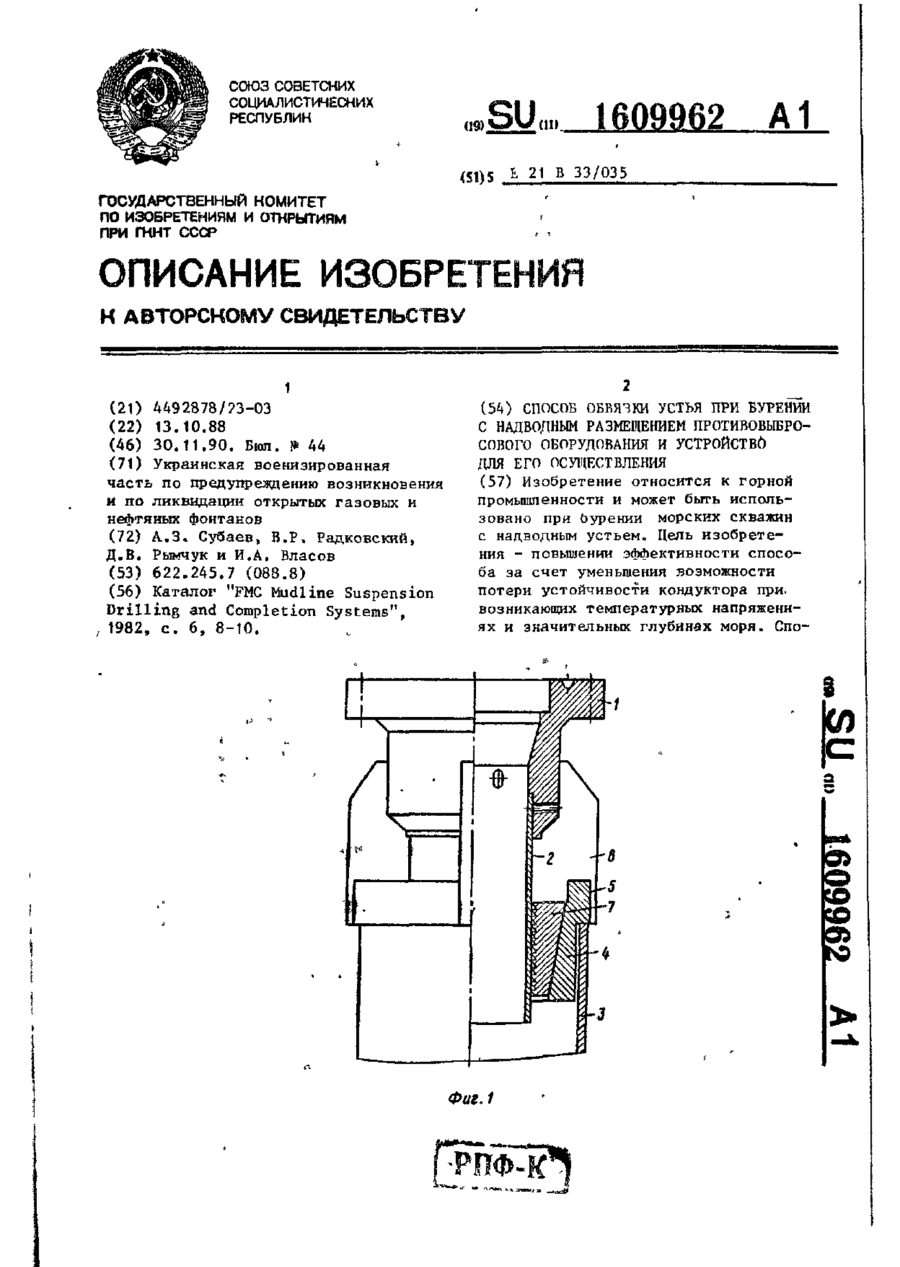
1. Способ обвязки устья при бурении с надводным размещением противовыбросового оборудования, включающий срезание водоотделяющей колонны и кондуктора на расчетных высотах, установку на кондукторе корпуса колонной головки со стойками и опорной втулкой с упором последней в верхний торец водоотделяющей колонны и закрепление корпуса колонной головки на кондукторе, отличающийся тем, что, с целью повышения эффективности способа за счет...
Спосіб обв’язування пакета предметів гнучкою стрічкою
Номер патенту: 61
Опубліковано: 30.04.1993
Автори: Червоний Микола Іванович, Гончар Олексій Олексійович
МПК: B65D 63/10
Мітки: гнучкою, пакета, предметів, обв'язування, стрічкою, спосіб
Формула / Реферат:
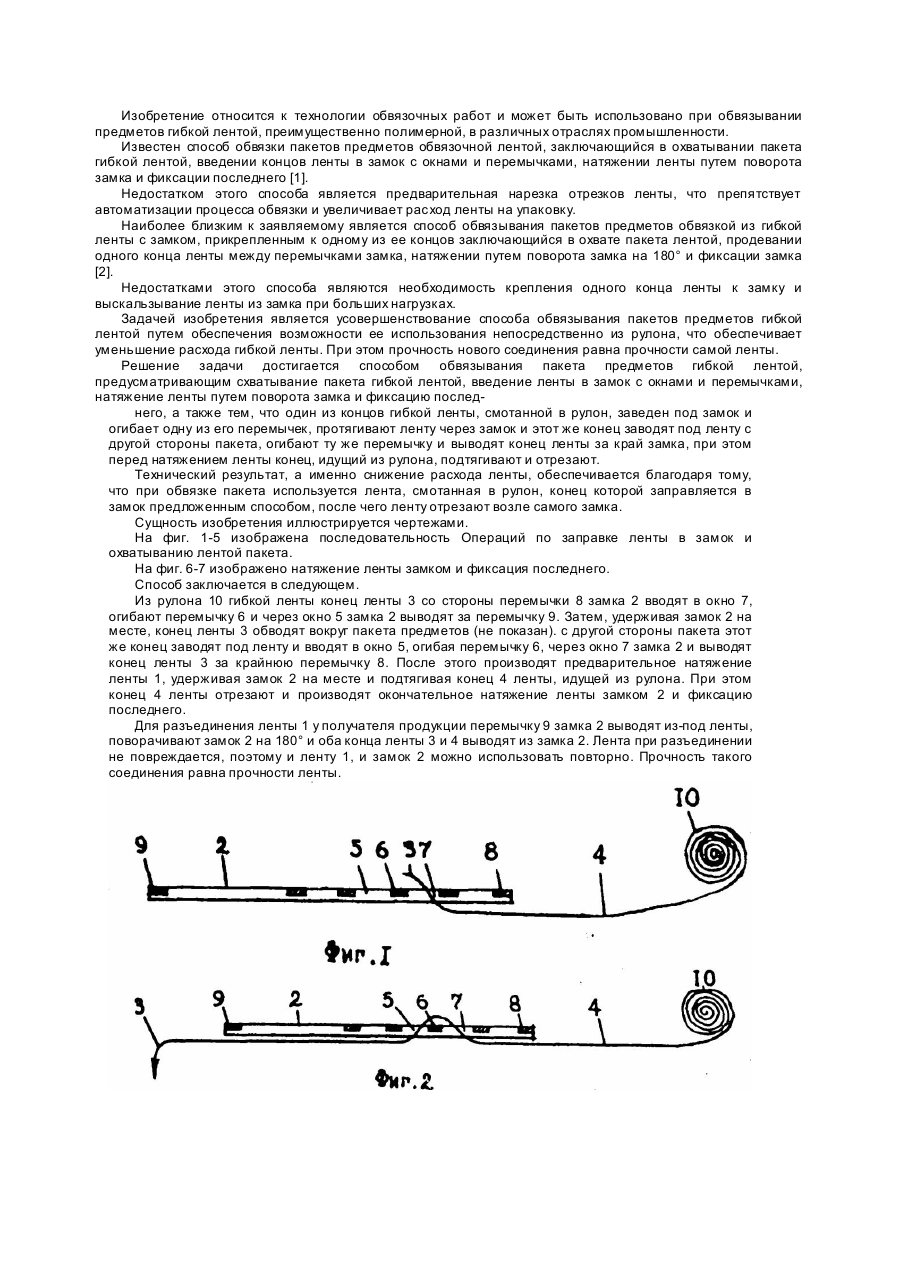
Способ обвязывания пакета предметов гибкой лентой, предусматривающий охватывание пакета гибкой лентой, введение ленты в замок с окнами и перемычками, натяжение ленты путем поворота замка и фиксацию последнего, отличающийся тем, что один из концов гибкой ленты, смотанной в рулон, заведен под замок и огибает одну из его перемычек, протягивают ленту через замок и этот же конец заводят под ленту с другой стороны пакета, огибают ту же перемычку и...
Спосіб отримання багатошарового теплоізоляційного пакета

Номер патенту: 19431
Опубліковано: 25.12.1997
Автори: Яковлева Любов Михайловна, Яковлев Юрій Олександрович, Третьякова Лідія Іванівна
МПК: A41H 43/00, D06M 17/00, B29C 65/48
Мітки: теплоізоляційного, спосіб, багатошарового, пакета, отримання
Формула / Реферат:
Способ получения многослойного теплоизоляционного пакета, предусматривающий скрепление слоев материалов клеящим веществом, отличающийся тем, что скрепление слоев материалов клеящим веществом осуществляют путем прокалывания последних иглой, на рабочую поверхность которой подают клеящее вещество.
Спосіб отримання багатошарового теплоізоляційного пакета
Номер патенту: 19432
Опубліковано: 25.12.1997
Автори: Яковлев Юрій Олександрович, Третьякова Лідія Іванівна, Яковлева Любов Михайлівна
МПК: A41H 43/00, B29C 65/02, D06M 17/00
Мітки: теплоізоляційного, пакета, отримання, спосіб, багатошарового
Формула / Реферат:
Способ получения многослойного теплоизоляционного пакета, заключающийся в скреплении слоев материалов, включающих термопластичные волокна или термопластичные слои, свариванием, отличающийся тем, что сваривание слоев материалов осуществляют путем прокалывания последних иглой, рабочую поверхность которой нагревают до температуры плавления термопластичных волокон или термопластичных слоев.
Попередній патент: Підземний спосіб видобутку залізної руди з її безвідходною переробкою
Наступний патент: Телескопічна всмоктуюча трубка пилососа
Випадковий патент: Пиловловлювач для мокрого очищення газу від волокнистого пилу