Спосіб виготовлення трійників з трубних заготовок штампуванням
Номер патенту: 72986
Опубліковано: 10.09.2012
Автори: Ліфановський Георгій Васильович, Буряк Максим Анатолійович, Дробот Дмитро Павлович, Карпенко Сергій Анатолійович
Формула / Реферат
1. Спосіб виготовлення трійників з трубних заготовок штампуванням, при якому заздалегідь виготовляють трубну заготівку (1) з бічним отвором (2), потім згадану заготівку (1) встановлюють між розведеними роз'ємними обтисковими рухомою верхньою (3) і нерухомою нижньою (4) плитами (3, 4) штампу (5), всередину заготівки (1) через її бічний отвір (2) вводять стрижень (6), на верхньому кінці якого кріплять пуансон (7) за допомогою роз'ємного з'єднання, після чого виконують обтискання заготівки (1) з об'ємною деформацією шляхом зімкнення обтискових рухомої верхньої (3) і нерухомої нижньої (4) плит (3, 4) штампу (5), а також відбортовку крайової частини бічного отвору (2) пуансоном (7) шляхом його протягання через згаданий бічний отвір (2) за допомогою стрижня (6) і формують задані геометричні параметри бічного патрубка (8) і геометричні параметри типорозміру трійника (9), що виготовляється, після чого відформований трійник (9) виймають з штампу (5), який відрізняється тим, що заготівку (1) виготовляють з овальним бічним отвором (2), велика вісь якого розташована паралельно осі заготівки (1), після виготовлення заготівку (1) нагрівають в печі до температури 1200-1400 °C протягом часу, який визначають з умови 12-17 хвилин на 1 мм товщини (S3) стінки заготівки (1), потім встановлюють між розведеними роз'ємними обтисковими рухомою верхньою (3) і нерухомою нижньою (4) плитами (3, 4) штампу (5), в яких заздалегідь встановлюють змінні верхній (10) і нижній (11) вкладиші (10, 11), геометричні параметри внутрішніх поверхонь яких відповідають геометричним параметрам типорозміру трійника (9), що виготовляється, причому при обтисканні заготівки (1) заздалегідь надають заготівці (1) овальну форму з орієнтацією більшої осі її поперечного перетину у вертикальній площині шляхом поперечного обтискання заготівки (1) за рахунок початкового переміщення рухомої верхньої плити (3) штампу (5) у бік нерухомої нижньої плити (4) штампу (5), потім здійснюють згадану об'ємну деформацію заготівки (1) шляхом зімкнення обтискових рухомої верхньої (3) і нерухомої нижньої (4) плит (3, 4) штампу (5) і згадану відбортовку крайової частини бічного отвору (2) пуансоном (7) шляхом його протягання через бічний отвір (2) за допомогою стрижня (6) формують задані геометричні параметри бічного патрубка (8) і геометричні параметри типорозміру трійника (9), що виготовляється, а після виймання з штампу (5) відформований трійник (9) піддають відпусканню, для чого його нагрівають до температури 600-750 °C протягом часу, який визначають з умови 12-17 хвилин на 1 мм товщини (St) стінки трійника (9) з витримкою після прогрівання не менше 5 годин.
2. Спосіб за п. 1, який відрізняється тим, що заготівку (1) виготовляють з геометричними параметрами, що знаходяться з геометричними параметрами трійника (9), що виготовляється, в наступних співвідношеннях:
Dз:Dт=1,15-1,25,
Lз: Lт=0,95-1,05,
Sз: Sт=0,95-1,20,
де: D3 - зовнішній діаметр заготівки (1), мм;
Dт - зовнішній діаметр трійника (9), мм;
Lз - довжина заготівки (1), мм;
Lт - довжина трійника (9), мм;
Sз - товщина стінки заготівки (1), мм;
Sт - товщина стінки трійника (9), мм.
3. Спосіб за п. 1, який відрізняється тим, що овальний бічний отвір (2) заготівки (1) виконують з геометричними параметрами, що знаходяться з геометричними параметрами бічного патрубка (8) трійника (9) в наступних співвідношеннях:
dз:dт=0,49-0,51,
lз: dт = 0,64-0,66,
де: t3- ширина овального бічного отвору (2) заготівки (1), мм;
dт - діаметр внутрішнього отвору бічного патрубка (8) трійника (9), мм;
lз - довжина овального бічного отвору (2) заготівки (1), мм.
4. Спосіб за п. 1, який відрізняється тим, що роз'ємні обтискові рухому верхню (3) і нерухому нижню (4) плити (3,- 4) штампу (5) закріплюють відповідно на приводній рухомій верхній (12) і нерухомій нижній (13) плитах (12, 13) двоходового гідравлічного преса (17).
Текст
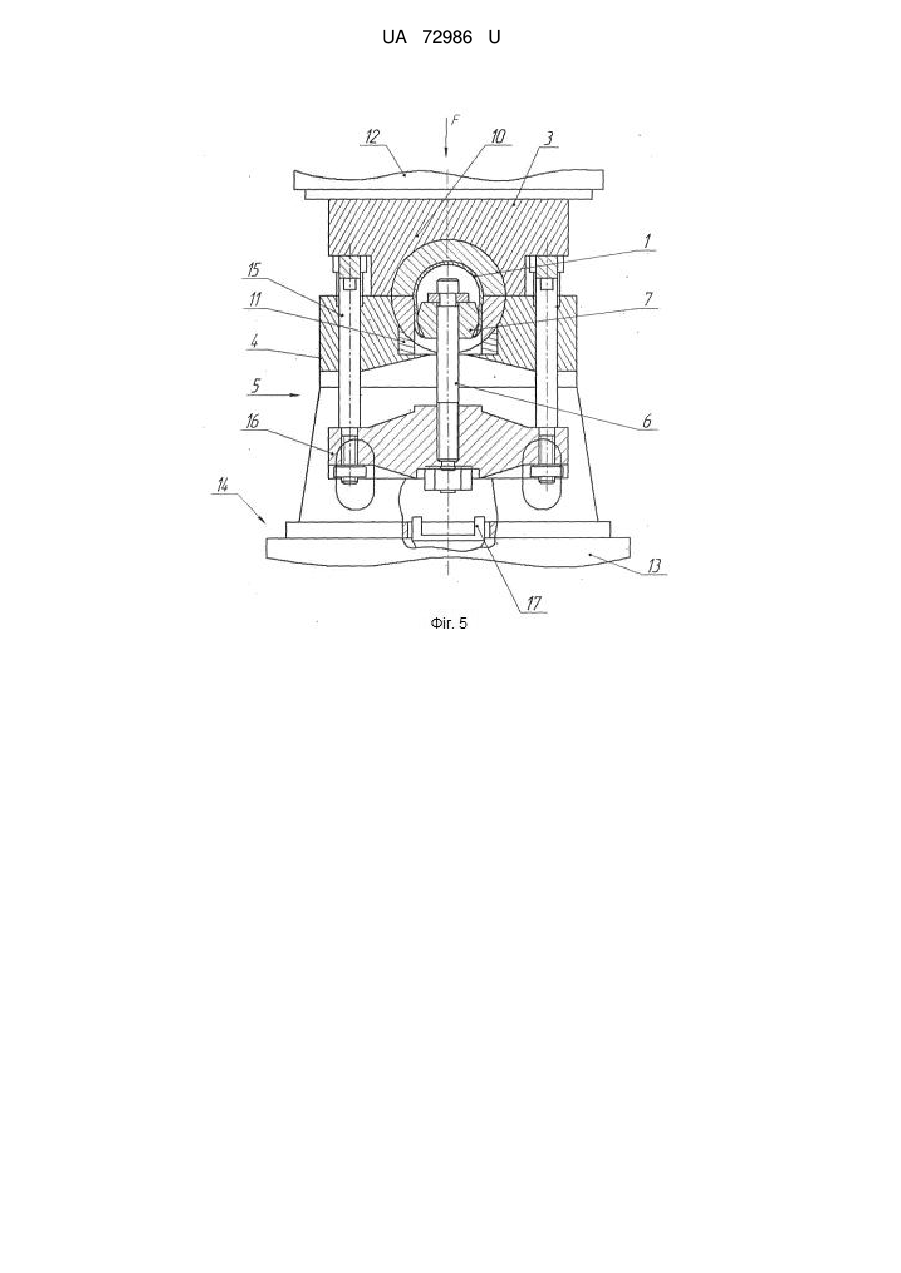
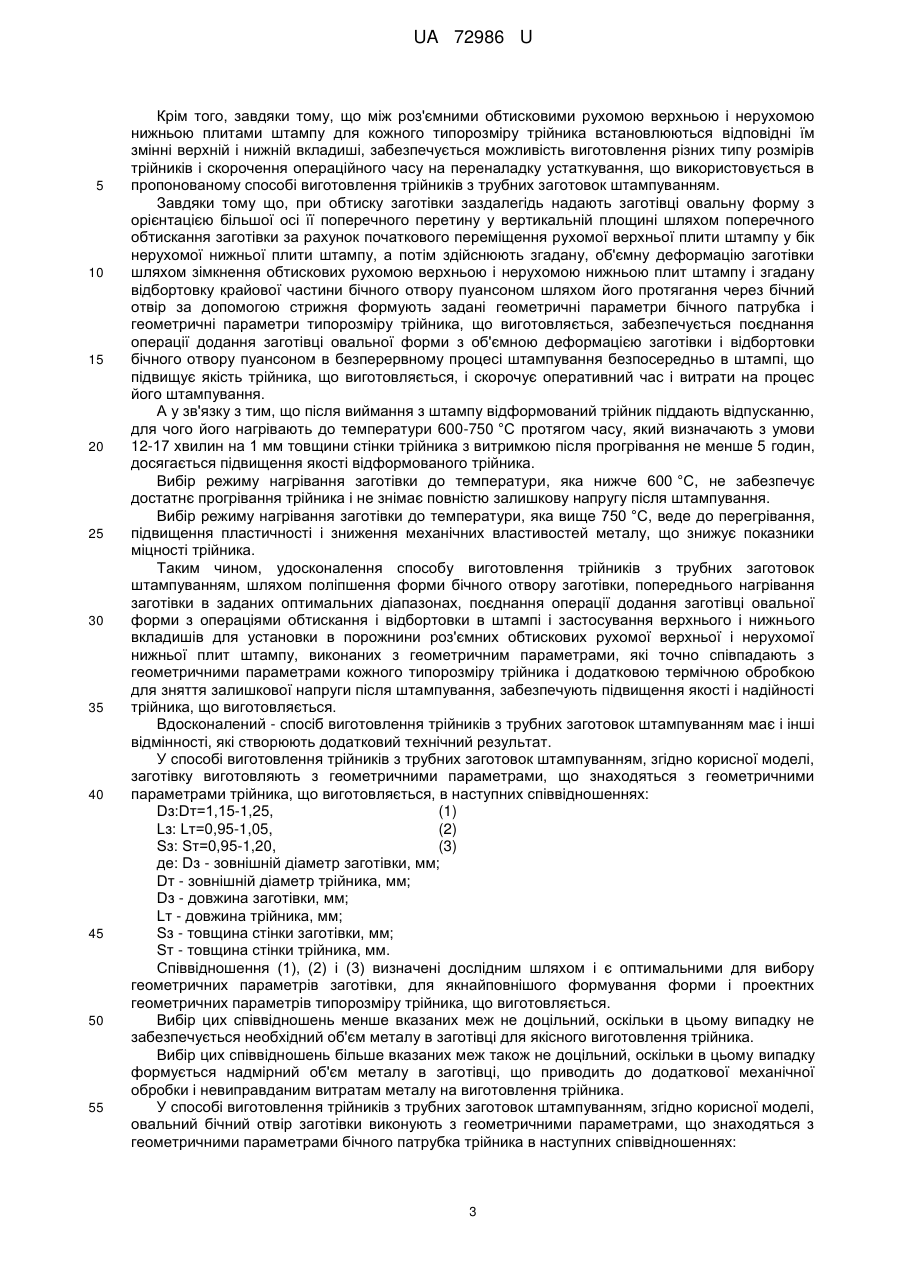
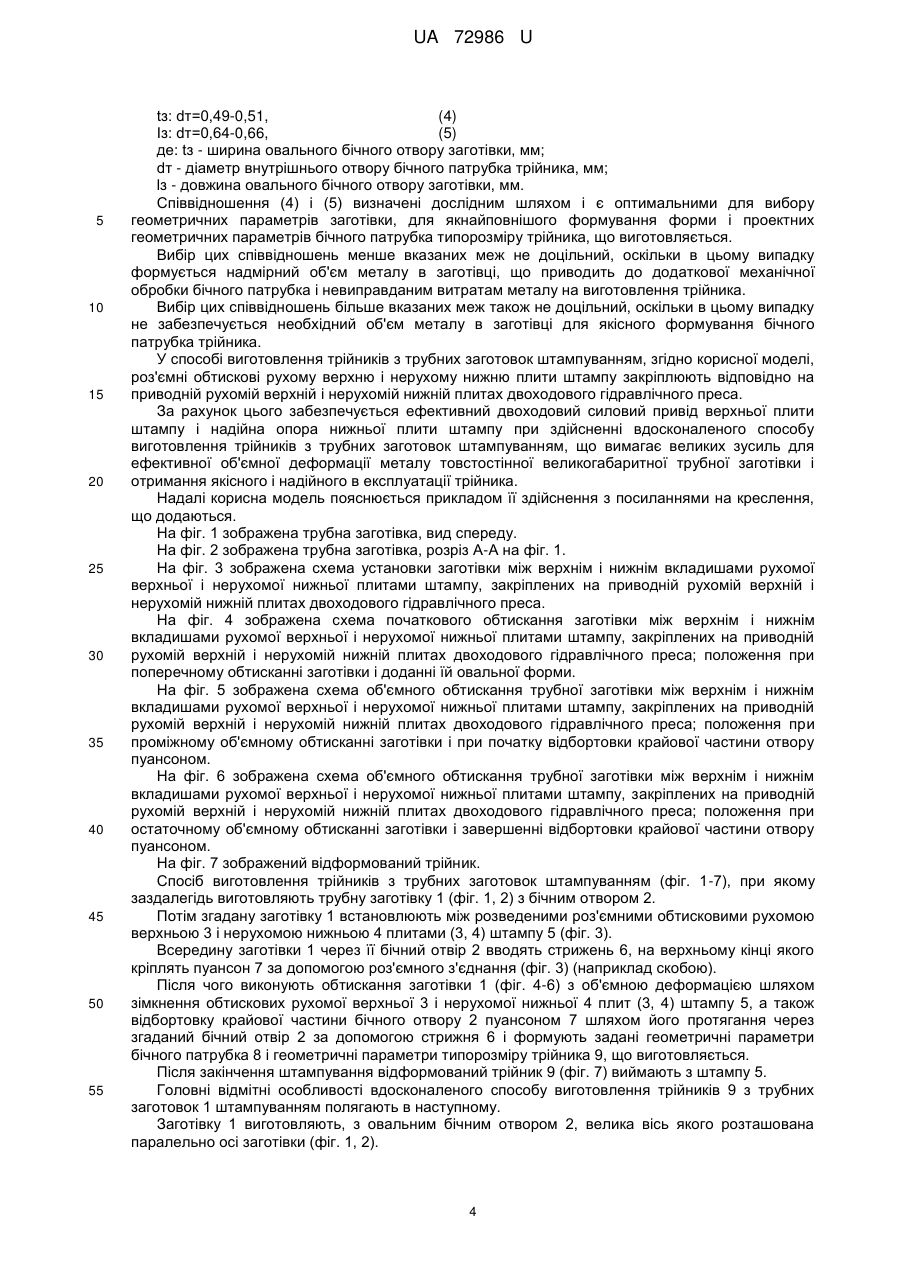
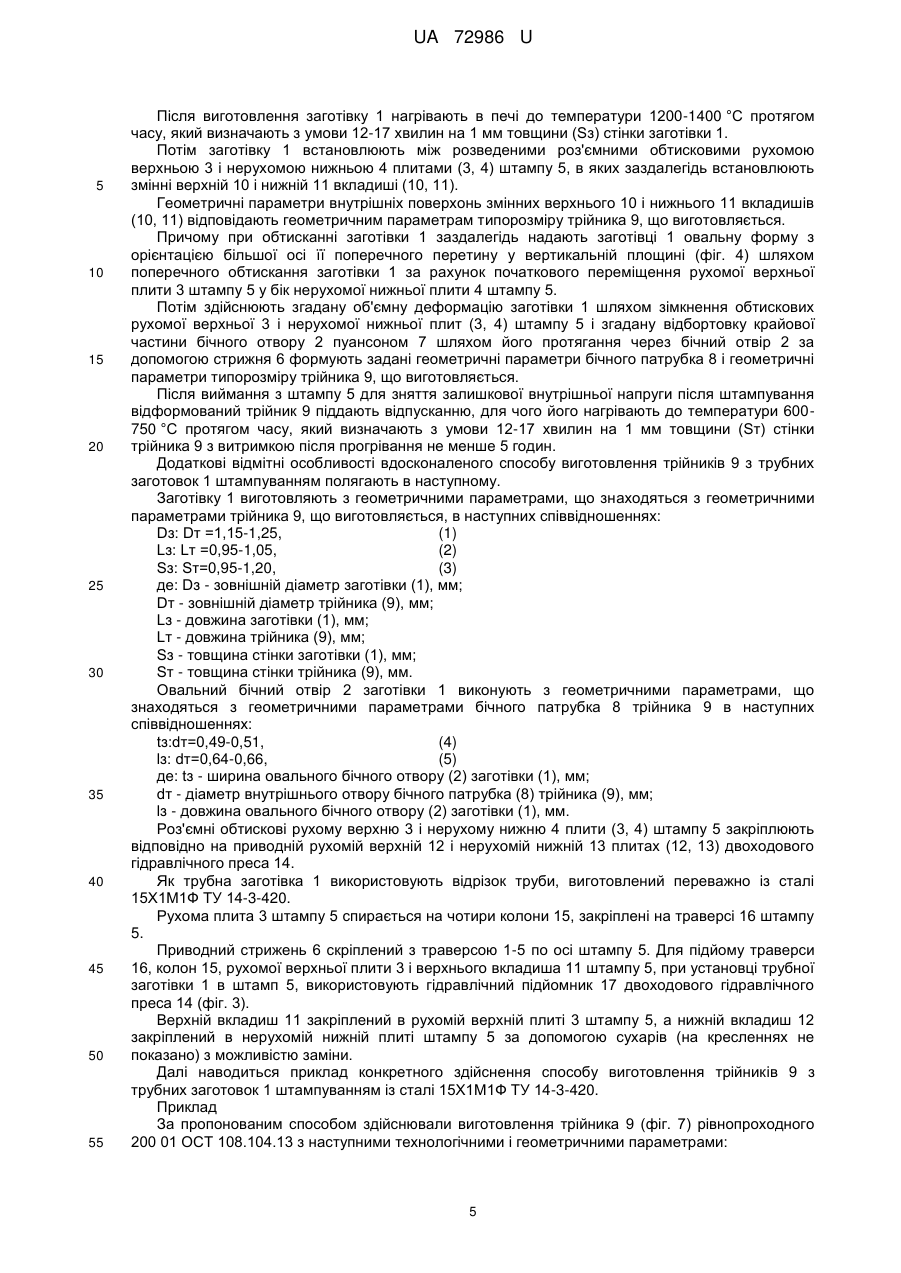
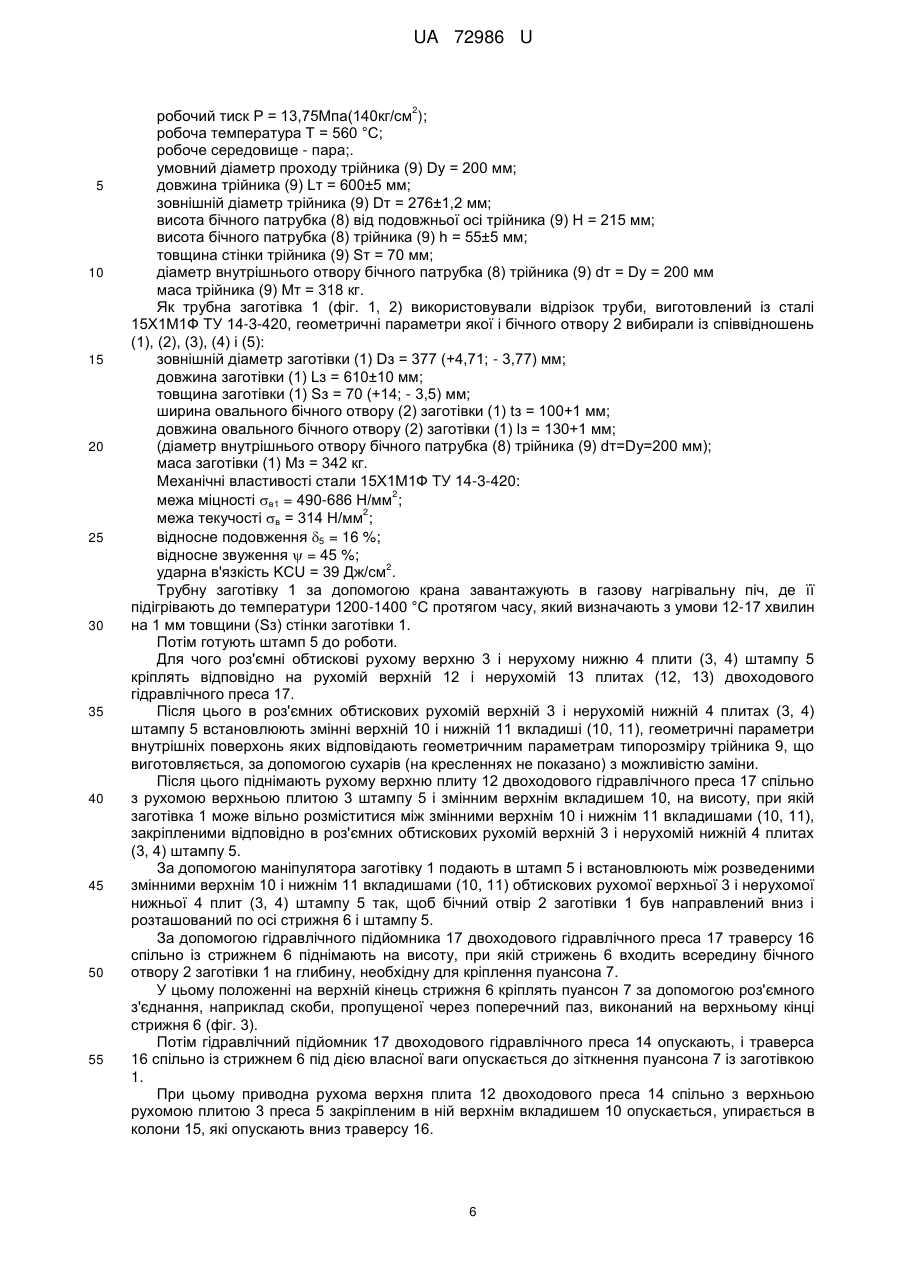
Реферат: Спосіб виготовлення трійників з трубних заготовок штампуванням, при якому заздалегідь виготовляють трубну заготівку (1) з бічним отвором (2), потім згадану заготівку (1) встановлюють між розведеними роз'ємними обтисковими рухомою верхньою (3) і нерухомою нижньою (4). плитами (3, 4) штампу (5), всередину заготівки (1) через її бічний отвір (2) вводять стрижень (6), на верхньому кінці якого кріплять пуансон (7) за допомогою роз'ємного з'єднання, після чого виконують обтискання заготівки (1) з об'ємною деформацією шляхом зімкнення обтискових рухомої верхньої (3) і нерухомої нижньої (4) плит (3, 4) штампу (5), а також відбортовку крайової частини бічного отвору (2) пуансоном (7) шляхом його протягання через згаданий бічний отвір (2) за допомогою стрижня (6) і формують задані геометричні параметри бічного патрубка (8) і геометричні параметри типорозміру трійника (9), що виготовляється, після чого відформований трійник (9) виймають з штампу (5). Заготівку (1) виготовляють з овальним бічним отвором (2), велика вісь якого розташована паралельно осі заготівки (1), після виготовлення заготівку (1) нагрівають в печі до температури 1200-1400 °C протягом часу, який визначають з умови 12-17 хвилин на 1 мм товщини (S3) стінки заготівки (1), потім встановлюють між розведеними роз'ємними обтисковими рухомою верхньою (3) і нерухомою нижньою (4) плитами (3, 4) штампу (5), в яких заздалегідь встановлюють змінні верхній (10) і нижній (11) вкладиші (10, 11), геометричні параметри внутрішніх поверхонь яких відповідають геометричним параметрам типорозміру трійника (9), що виготовляється, причому при обтисканні заготівки (1) заздалегідь надають заготівці (1) овальну форму з орієнтацією більшої осі її поперечного перетину у вертикальній площині шляхом поперечного обтискання заготівки (1). UA 72986 U (12) UA 72986 U UA 72986 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі обробки металів тиском, а саме до виготовлення трійників (Т-фітингів) з трубних заготовок штампуванням, призначених для транспортування протікаючого робочого середовища - води або пари основних технологічних систем електроенергетики з високим тиском, переважно теплових електричних станцій (ТЕС), і може бути використана в інших галузях промисловості. З рівня техніки відомий найбільш близький до технічного рішення, що заявляється, за призначенням, кількістю загальних ознак і технічному результату, що досягається, спосіб виготовлення трійників з трубних заготовок штампуванням, при якому заздалегідь виготовляють трубну заготівку з бічним отвором, потім згадану заготівку встановлюють між розведеними роз'ємними обтисковими рухомою верхньою і нерухомою нижньою плитами штампу, всередину заготівки через її бічний отвір вводять стрижень, на верхньому кінці якого кріплять пуансон за допомогою роз'ємного з'єднання, після чого виконують обтискання заготівки з об'ємною деформацією шляхом зімкнення обтискових рухомої верхньої і нерухомої нижньої плит штампу, а також відбортовку крайової частини отвору пуансоном шляхом його протягання через згаданий бічний отвір за допомогою стрижня і формують задані геометричні параметри бічного патрубка і геометричні параметри типорозміру трійника, що виготовляється, після чого відформований трійник виймають з штампу ["Method of manufacturing branched fittings" US2787050 (A) (NATIONAL CYLINDER GAS COMPANY) (US), B21C37/29, 02.04.1957, найбільш близький аналог - прототип] [1]. Недоліком відомого способу [1] є невисока якість і недостатня надійність трійника, що виготовляється, за цим способом, викликані недосконалістю технології його виготовлення. Пояснюється це наступними причинами. Наприклад, бічний отвір товстостінної заготівки виконують циліндричним, що не забезпечує оптимальний розподіл металу в процесі штампування трійника при його відбортовці і формуванні його бічного патрубка. Операцію попереднього додання товстостінній заготівці овальної форми з орієнтацією більшої осі її поперечного перетину у вертикальній площині шляхом поперечного обтискання заготівки здійснюють на окремому устаткуванні перед виконанням операції обтискання заготівки з об'ємною деформацією операції відбортовки крайової частини отвору пуансоном. Причому цей процес ведуть без попереднього нагрівання, що приводить до утворення тріщин і зниження якості і експлуатаційної надійності трійника. Крім того, операцію обтискання заготівки з об'ємною деформацією здійснюють безпосередньо між обтисковими рухомою верхньою і нерухомою нижньою плитами штампу, геометричні параметри внутрішніх порожнин яких в масивних плитах не вдається виконати такими самими, якими повинні бути геометричні параметри трійників, що виготовляються, що також знижує їх якість і надійність. Крім цього, операцію обтискання заготівки з об'ємною деформацією шляхом зімкнення обтискових рухомою верхньою і нерухомою нижньою плит штампу, а також відбортовку крайової частини отвору пуансоном шляхом його протягання через згаданий бічний отвір за допомогою стрижня, здійснюють холодним штампуванням товстостінної трубної заготівки без попереднього її нагрівання, що не дозволяє забезпечити високу якість форми і заданих геометричних параметрів бічного патрубка і геометричних параметрів типорозміру трійника, що виготовляється, і знижує його надійність при транспортуванні протікаючого робочого середовища - води або пари основних технологічних систем електроенергетики з високим тиском, переважно теплових електричних станцій (ТЕС). Задачею, на вирішення якої направлена корисна модель, є удосконалення способу виготовлення трійників з трубних заготовок штампуванням, шляхом поліпшення форми бічного отвору заготівки, попереднього нагрівання заготівки, поєднання операції додання заготівці овальної форми з операціями обтискання і відбортовки бічного отвору пуансоном в штампі і застосування вкладишів для установки в порожнини роз'ємних обтискових рухомою верхньою і нерухомою нижньою плит штампу, виконаних з геометричними параметрами, які точно співпадають з геометричними параметрами кожного типорозміру трійника і додатковою термічною обробкою для зняття напруги. Технічний результат, який досягається при удосконаленні і здійсненні пропонованого способу виготовлення трійників з трубних заготовок штампуванням, полягає в підвищенні якості і надійності трійника, що виготовляється. Поставлена задача вирішується, а технічний результат досягається тим, що в способі виготовлення трійників з трубних заготовок штампуванням, при якому заздалегідь виготовляють трубну заготівку з бічним отвором, потім згадану заготівку встановлюють між розведеними роз'ємними обтисковими рухомою верхньою і нерухомою нижньою плитами штампу, всередину 1 UA 72986 U 5 10 15 20 25 30 35 40 45 50 55 заготівки через її бічний отвір вводять стрижень, на верхньому кінці якого кріплять пуансон за допомогою роз'ємного з'єднання, після чого виконують обтискання заготівки з об'ємною деформацією шляхом зімкнення обтискових рухомої верхньої і нерухомої нижньої плит штампу, а також відбортовку крайової частини бічного отвору пуансоном шляхом його протягання через згаданий бічний отвір за допомогою стрижня і формують задані геометричні параметри бічного патрубка і геометричні параметри типорозміру трійника, що виготовляється після чого відформований трійник виймають з штампу, згідно корисної моделі, заготівку виготовляють з овальним бічним отвором, велика вісь якого розташована паралельно осі заготівки, після виготовлення заготівку нагрівають в печі до температури 1200-1400 °C протягом часу, який визначають з умови 12-17 хвилин на 1 мм товщини стінки заготівки, потім встановлюють між розведеними роз'ємними обтисковими рухомою верхньою і нерухомою нижньою плитами штампу, в яких заздалегідь встановлюють змінні верхній і нижній вкладиші, геометричні параметри внутрішніх поверхонь яких відповідають геометричним параметрам типорозміру трійника, що виготовляється, причому при обтисканні заготівки заздалегідь надають заготівці овальну форму з орієнтацією більшої осі її поперечного перетину у вертикальній площині шляхом поперечного обтискання заготівки за рахунок початкового переміщення рухомої верхньої плити штампу у бік нерухомої нижньої плити штампу, потім здійснюють згадану об'ємну деформацію заготівки шляхом зімкнення рухомої верхньої і нерухомої нижньої плит штампу і згадану відбортовку крайової частини бічного отвору пуансоном шляхом його протягання через бічний отвір за допомогою стрижня формують задані геометричні параметри бічного патрубка і геометричні параметри типорозміру трійника, що виготовляється, а після виймання з штампу відформований трійник піддають відпусканню, для чого його нагрівають до температури 600-750 °C протягом часу, який визначають з умови 12-17 хвилин на 1 мм товщини стінки трійника з витримкою після прогрівання не менше 5 годин. У зв'язку з тим, що заготівку виготовляють з овальним бічним отвором, велика вісь якого розташована паралельно осі заготівки, забезпечується оптимальний розподіл металу в процесі штампування трійника при його відбортовці і формуванні його бічного патрубка. Завдяки тому, що після виготовлення заготівку нагрівають в печі до температури 12001400 °C протягом часу, який визначають з умови 12-17 хвилин на 1 мм товщини стінки заготівки, потім встановлюють між розведеними роз'ємними обтисковими рухомою верхньою і нерухомою нижньою плитами штампу, досягається висока пластичність металу заготівки, що забезпечує високу якість форми і заданих геометричних параметрів бічного патрубка і геометричних параметрів типорозміру трійника, що виготовляється, і підвищує його надійність при транспортуванні протікаючого робочого середовища - води або пари основних технологічних систем електроенергетики з високим тиском, переважно теплових електричних станцій (ТЕС). Дослідним шляхом встановлено, що якнайкращі пластичні властивості металу заготівки забезпечуються в пропонованому оптимальному режимі, тобто коли її нагрівають до температури 1200-1400 °C протягом часу, який визначають з умови 12-17 хвилин на 1 мм товщини стінки заготівки. За рахунок цього досягається формування заданих геометричних параметрів бічного патрубка і геометричних параметрів типорозміру трійника, що виготовляється, що підвищує його якість і надійність. Вибір режиму нагрівання заготівки до температури, яка нижче 1200 °C, призводить до зниження пластичності, збільшення зусилля протягання пуансона і утворення тріщин при відбортовці крайової частини бічного отвору. Вибір режиму нагрівання заготівки до температури, яка вище 1400 °C, приводить до надмірного збільшення пластичності і появи текучості нагрітого металу, що погіршує розподіл металу в порожнинах верхнього і нижнього вкладишів при обтисканні заготівки з об'ємною деформацією шляхом зімкнення обтискових рухомою верхньою і нерухомою нижньою плит штампу, а також при відбортовці крайової частини бічного отвору пуансоном. У зв'язку з тим, що заготівку встановлюють між розведеними роз'ємними обтисковими рухомою верхньою і нерухомою нижньою плитами штампу, в яких заздалегідь встановлюють змінні верхній і нижній вкладиші, геометричні параметри внутрішніх поверхонь яких відповідають геометричним параметрам типорозміру трійника, що виготовляється, забезпечується можливість на менш металоємних змінних верхньому і нижньому вкладишах забезпечити більш точну відповідність їх геометричних параметрів геометричним параметрам типорозміру трійника, що виготовляється. За рахунок цього забезпечується підвищення якості і надійності типорозміру трійника, що виготовляється. 2 UA 72986 U 5 10 15 20 25 30 35 40 45 50 55 Крім того, завдяки тому, що між роз'ємними обтисковими рухомою верхньою і нерухомою нижньою плитами штампу для кожного типорозміру трійника встановлюються відповідні їм змінні верхній і нижній вкладиші, забезпечується можливість виготовлення різних типу розмірів трійників і скорочення операційного часу на переналадку устаткування, що використовується в пропонованому способі виготовлення трійників з трубних заготовок штампуванням. Завдяки тому що, при обтиску заготівки заздалегідь надають заготівці овальну форму з орієнтацією більшої осі її поперечного перетину у вертикальній площині шляхом поперечного обтискання заготівки за рахунок початкового переміщення рухомої верхньої плити штампу у бік нерухомої нижньої плити штампу, а потім здійснюють згадану, об'ємну деформацію заготівки шляхом зімкнення обтискових рухомою верхньою і нерухомою нижньою плит штампу і згадану відбортовку крайової частини бічного отвору пуансоном шляхом його протягання через бічний отвір за допомогою стрижня формують задані геометричні параметри бічного патрубка і геометричні параметри типорозміру трійника, що виготовляється, забезпечується поєднання операції додання заготівці овальної форми з об'ємною деформацією заготівки і відбортовки бічного отвору пуансоном в безперервному процесі штампування безпосередньо в штампі, що підвищує якість трійника, що виготовляється, і скорочує оперативний час і витрати на процес його штампування. А у зв'язку з тим, що після виймання з штампу відформований трійник піддають відпусканню, для чого його нагрівають до температури 600-750 °C протягом часу, який визначають з умови 12-17 хвилин на 1 мм товщини стінки трійника з витримкою після прогрівання не менше 5 годин, досягається підвищення якості відформованого трійника. Вибір режиму нагрівання заготівки до температури, яка нижче 600 °C, не забезпечує достатнє прогрівання трійника і не знімає повністю залишкову напругу після штампування. Вибіррежиму нагрівання заготівки до температури, яка вище 750 °C, веде до перегрівання, підвищення пластичності і зниження механічних властивостей металу, що знижує показники міцності трійника. Таким чином, удосконалення способу виготовлення трійників з трубних заготовок штампуванням, шляхом поліпшення форми бічного отвору заготівки, попереднього нагрівання заготівки в заданих оптимальних діапазонах, поєднання операції додання заготівці овальної форми з операціями обтискання і відбортовки в штампі і застосування верхнього і нижнього вкладишів для установки в порожнини роз'ємних обтискових рухомої верхньої і нерухомої нижньої плит штампу, виконаних з геометричним параметрами, які точно співпадають з геометричними параметрами кожного типорозміру трійника і додатковою термічною обробкою для зняття залишкової напруги після штампування, забезпечують підвищення якості і надійності трійника, що виготовляється. Вдосконалений - спосіб виготовлення трійників з трубних заготовок штампуванням має і інші відмінності, які створюють додатковий технічний результат. У способі виготовлення трійників з трубних заготовок штампуванням, згідно корисної моделі, заготівку виготовляють з геометричними параметрами, що знаходяться з геометричними параметрами трійника, що виготовляється, в наступних співвідношеннях: Dз:Dт=1,15-1,25, (1) Lз: Lт=0,95-1,05, (2) Sз: Sт=0,95-1,20, (3) де: Dз - зовнішній діаметр заготівки, мм; Dт - зовнішній діаметр трійника, мм; Dз - довжина заготівки, мм; Lт - довжина трійника, мм; Sз - товщина стінки заготівки, мм; Sт - товщина стінки трійника, мм. Співвідношення (1), (2) і (3) визначені дослідним шляхом і є оптимальними для вибору геометричних параметрів заготівки, для якнайповнішого формування форми і проектних геометричних параметрів типорозміру трійника, що виготовляється. Вибір цих співвідношень менше вказаних меж не доцільний, оскільки в цьому випадку не забезпечується необхідний об'єм металу в заготівці для якісного виготовлення трійника. Вибір цих співвідношень більше вказаних меж також не доцільний, оскільки в цьому випадку формується надмірний об'єм металу в заготівці, що приводить до додаткової механічної обробки і невиправданим витратам металу на виготовлення трійника. У способі виготовлення трійників з трубних заготовок штампуванням, згідно корисної моделі, овальний бічний отвір заготівки виконують з геометричними параметрами, що знаходяться з геометричними параметрами бічного патрубка трійника в наступних співвідношеннях: 3 UA 72986 U 5 10 15 20 25 30 35 40 45 50 55 tз: dт=0,49-0,51, (4) Із: dт=0,64-0,66, (5) де: tз - ширина овального бічного отвору заготівки, мм; dт - діаметр внутрішнього отвору бічного патрубка трійника, мм; lз - довжина овального бічного отвору заготівки, мм. Співвідношення (4) і (5) визначені дослідним шляхом і є оптимальними для вибору геометричних параметрів заготівки, для якнайповнішого формування форми і проектних геометричних параметрів бічного патрубка типорозміру трійника, що виготовляється. Вибір цих співвідношень менше вказаних меж не доцільний, оскільки в цьому випадку формується надмірний об'єм металу в заготівці, що приводить до додаткової механічної обробки бічного патрубка і невиправданим витратам металу на виготовлення трійника. Вибір цих співвідношень більше вказаних меж також не доцільний, оскільки в цьому випадку не забезпечується необхідний об'єм металу в заготівці для якісного формування бічного патрубка трійника. У способі виготовлення трійників з трубних заготовок штампуванням, згідно корисної моделі, роз'ємні обтискові рухому верхню і нерухому нижню плити штампу закріплюють відповідно на приводній рухомій верхній і нерухомій нижній плитах двоходового гідравлічного преса. За рахунок цього забезпечується ефективний двоходовий силовий привід верхньої плити штампу і надійна опора нижньої плити штампу при здійсненні вдосконаленого способу виготовлення трійників з трубних заготовок штампуванням, що вимагає великих зусиль для ефективної об'ємної деформації металу товстостінної великогабаритної трубної заготівки і отримання якісного і надійного в експлуатації трійника. Надалі корисна модель пояснюється прикладом її здійснення з посиланнями на креслення, що додаються. На фіг. 1 зображена трубна заготівка, вид спереду. На фіг. 2 зображена трубна заготівка, розріз А-А на фіг. 1. На фіг. 3 зображена схема установки заготівки між верхнім і нижнім вкладишами рухомої верхньої і нерухомої нижньої плитами штампу, закріплених на приводній рухомій верхній і нерухомій нижній плитах двоходового гідравлічного преса. На фіг. 4 зображена схема початкового обтискання заготівки між верхнім і нижнім вкладишами рухомої верхньої і нерухомої нижньої плитами штампу, закріплених на приводній рухомій верхній і нерухомій нижній плитах двоходового гідравлічного преса; положення при поперечному обтисканні заготівки і доданні їй овальної форми. На фіг. 5 зображена схема об'ємного обтискання трубної заготівки між верхнім і нижнім вкладишами рухомої верхньої і нерухомої нижньої плитами штампу, закріплених на приводній рухомій верхній і нерухомій нижній плитах двоходового гідравлічного преса; положення при проміжному об'ємному обтисканні заготівки і при початку відбортовки крайової частини отвору пуансоном. На фіг. 6 зображена схема об'ємного обтискання трубної заготівки між верхнім і нижнім вкладишами рухомої верхньої і нерухомої нижньої плитами штампу, закріплених на приводній рухомій верхній і нерухомій нижній плитах двоходового гідравлічного преса; положення при остаточному об'ємному обтисканні заготівки і завершенні відбортовки крайової частини отвору пуансоном. На фіг. 7 зображений відформований трійник. Спосіб виготовлення трійників з трубних заготовок штампуванням (фіг. 1-7), при якому заздалегідь виготовляють трубну заготівку 1 (фіг. 1, 2) з бічним отвором 2. Потім згадану заготівку 1 встановлюють між розведеними роз'ємними обтисковими рухомою верхньою 3 і нерухомою нижньою 4 плитами (3, 4) штампу 5 (фіг. 3). Всередину заготівки 1 через її бічний отвір 2 вводять стрижень 6, на верхньому кінці якого кріплять пуансон 7 за допомогою роз'ємного з'єднання (фіг. 3) (наприклад скобою). Після чого виконують обтискання заготівки 1 (фіг. 4-6) з об'ємною деформацією шляхом зімкнення обтискових рухомої верхньої 3 і нерухомої нижньої 4 плит (3, 4) штампу 5, а також відбортовку крайової частини бічного отвору 2 пуансоном 7 шляхом його протягання через згаданий бічний отвір 2 за допомогою стрижня 6 і формують задані геометричні параметри бічного патрубка 8 і геометричні параметри типорозміру трійника 9, що виготовляється. Після закінчення штампування відформований трійник 9 (фіг. 7) виймають з штампу 5. Головні відмітні особливості вдосконаленого способу виготовлення трійників 9 з трубних заготовок 1 штампуванням полягають в наступному. Заготівку 1 виготовляють, з овальним бічним отвором 2, велика вісь якого розташована паралельно осі заготівки (фіг. 1, 2). 4 UA 72986 U 5 10 15 20 25 30 35 40 45 50 55 Після виготовлення заготівку 1 нагрівають в печі до температури 1200-1400 °C протягом часу, який визначають з умови 12-17 хвилин на 1 мм товщини (Sз) стінки заготівки 1. Потім заготівку 1 встановлюють між розведеними роз'ємними обтисковими рухомою верхньою 3 і нерухомою нижньою 4 плитами (3, 4) штампу 5, в яких заздалегідь встановлюють змінні верхній 10 і нижній 11 вкладиші (10, 11). Геометричні параметри внутрішніх поверхонь змінних верхнього 10 і нижнього 11 вкладишів (10, 11) відповідають геометричним параметрам типорозміру трійника 9, що виготовляється. Причому при обтисканні заготівки 1 заздалегідь надають заготівці 1 овальну форму з орієнтацією більшої осі її поперечного перетину у вертикальній площині (фіг. 4) шляхом поперечного обтискання заготівки 1 за рахунок початкового переміщення рухомої верхньої плити 3 штампу 5 у бік нерухомої нижньої плити 4 штампу 5. Потім здійснюють згадану об'ємну деформацію заготівки 1 шляхом зімкнення обтискових рухомої верхньої 3 і нерухомої нижньої плит (3, 4) штампу 5 і згадану відбортовку крайової частини бічного отвору 2 пуансоном 7 шляхом його протягання через бічний отвір 2 за допомогою стрижня 6 формують задані геометричні параметри бічного патрубка 8 і геометричні параметри типорозміру трійника 9, що виготовляється. Після виймання з штампу 5 для зняття залишкової внутрішньої напруги після штампування відформований трійник 9 піддають відпусканню, для чого його нагрівають до температури 600750 °C протягом часу, який визначають з умови 12-17 хвилин на 1 мм товщини (Sт) стінки трійника 9 з витримкою після прогрівання не менше 5 годин. Додаткові відмітні особливості вдосконаленого способу виготовлення трійників 9 з трубних заготовок 1 штампуванням полягають в наступному. Заготівку 1 виготовляють з геометричними параметрами, що знаходяться з геометричними параметрами трійника 9, що виготовляється, в наступних співвідношеннях: Dз: Dт =1,15-1,25, (1) Lз: Lт =0,95-1,05, (2) Sз: Sт=0,95-1,20, (3) де: Dз - зовнішній діаметр заготівки (1), мм; Dт - зовнішній діаметр трійника (9), мм; Lз - довжина заготівки (1), мм; Lт - довжина трійника (9), мм; Sз - товщина стінки заготівки(1), мм; Sт - товщина стінки трійника (9), мм. Овальний бічний отвір 2 заготівки 1 виконують з геометричними параметрами, що знаходяться з геометричними параметрами бічного патрубка 8 трійника 9 в наступних співвідношеннях: tз:dт=0,49-0,51, (4) lз: dт=0,64-0,66, (5) де: tз - ширина овального бічного отвору (2) заготівки (1), мм; dт - діаметр внутрішнього отвору бічного патрубка (8) трійника (9), мм; lз - довжина овального бічного отвору (2) заготівки (1), мм. Роз'ємні обтискові рухому верхню 3 і нерухому нижню 4 плити (3, 4) штампу 5 закріплюють відповідно на приводній рухомій верхній 12 і нерухомій нижній 13 плитах (12, 13) двоходового гідравлічного преса 14. Як трубна заготівка 1 використовують відрізок труби, виготовлений переважно із сталі 15X1М1Ф ТУ 14-3-420. Рухома плита 3 штампу 5 спирається на чотири колони 15, закріплені на траверсі 16 штампу 5. Приводний стрижень 6 скріплений з траверсою 1-5 по осі штампу 5. Для підйому траверси 16, колон 15, рухомої верхньої плити 3 і верхнього вкладиша 11 штампу 5, при установці трубної заготівки 1 в штамп 5, використовують гідравлічний підйомник 17 двоходового гідравлічного преса 14 (фіг. 3). Верхній вкладиш 11 закріплений в рухомій верхній плиті 3 штампу 5, а нижній вкладиш 12 закріплений в нерухомій нижній плиті штампу 5 за допомогою сухарів (на кресленнях не показано) з можливістю заміни. Далі наводиться приклад конкретного здійснення способу виготовлення трійників 9 з трубних заготовок 1 штампуванням із сталі 15X1М1Ф ТУ 14-3-420. Приклад За пропонованим способом здійснювали виготовлення трійника 9 (фіг. 7) рівнопроходного 200 01 ОСТ 108.104.13 з наступними технологічними і геометричними параметрами: 5 UA 72986 U 2 5 10 15 20 25 30 35 40 45 50 55 робочий тиск Р = 13,75Мпа(140кг/см ); робоча температура Т = 560 °C; робоче середовище - пара;. умовний діаметр проходу трійника (9) Dy = 200 мм; довжина трійника (9) Lт = 600±5 мм; зовнішній діаметр трійника (9) Dт = 276±1,2 мм; висота бічного патрубка (8) від подовжньої осі трійника (9) Н = 215 мм; висота бічного патрубка (8) трійника (9) h = 55±5 мм; товщина стінки трійника (9) Sт = 70 мм; діаметр внутрішнього отвору бічного патрубка (8) трійника (9) dт = Dy = 200 мм маса трійника (9) Мт = 318 кг. Як трубна заготівка 1 (фіг. 1, 2) використовували відрізок труби, виготовлений із сталі 15Х1М1Ф ТУ 14-3-420, геометричні параметри якої і бічного отвору 2 вибирали із співвідношень (1), (2), (3), (4) і (5): зовнішній діаметр заготівки (1) Dз = 377 (+4,71; - 3,77) мм; довжина заготівки (1) Lз = 610±10 мм; товщина заготівки (1) Sз = 70 (+14; - 3,5) мм; ширина овального бічного отвору (2) заготівки (1) tз = 100+1 мм; довжина овального бічного отвору (2) заготівки (1) lз = 130+1 мм; (діаметр внутрішнього отвору бічного патрубка (8) трійника (9) dт=Dy=200 мм); маса заготівки (1) Мз = 342 кг. Механічні властивості стали 15Х1М1Ф ТУ 14-3-420: 2 межа міцності в1 = 490-686 Н/мм ; 2 межа текучості в = 314 Н/мм ; відносне подовження 5 = 16 %; відносне звуження = 45 %; 2 ударна в'язкість KCU = 39 Дж/см . Трубну заготівку 1 за допомогою крана завантажують в газову нагрівальну піч, де її підігрівають до температури 1200-1400 °C протягом часу, який визначають з умови 12-17 хвилин на 1 мм товщини (Sз) стінки заготівки 1. Потім готують штамп 5 до роботи. Для чого роз'ємні обтискові рухому верхню 3 і нерухому нижню 4 плити (3, 4) штампу 5 кріплять відповідно на рухомій верхній 12 і нерухомій 13 плитах (12, 13) двоходового гідравлічного преса 17. Після цього в роз'ємних обтискових рухомій верхній 3 і нерухомій нижній 4 плитах (3, 4) штампу 5 встановлюють змінні верхній 10 і нижній 11 вкладиші (10, 11), геометричні параметри внутрішніх поверхонь яких відповідають геометричним параметрам типорозміру трійника 9, що виготовляється, за допомогою сухарів (на кресленнях не показано) з можливістю заміни. Після цього піднімають рухому верхню плиту 12 двоходового гідравлічного преса 17 спільно з рухомою верхньою плитою 3 штампу 5 і змінним верхнім вкладишем 10, на висоту, при якій заготівка 1 може вільно розміститися між змінними верхнім 10 і нижнім 11 вкладишами (10, 11), закріпленими відповідно в роз'ємних обтискових рухомій верхній 3 і нерухомій нижній 4 плитах (3, 4) штампу 5. За допомогою маніпулятора заготівку 1 подають в штамп 5 і встановлюють між розведеними змінними верхнім 10 і нижнім 11 вкладишами (10, 11) обтискових рухомої верхньої 3 і нерухомої нижньої 4 плит (3, 4) штампу 5 так, щоб бічний отвір 2 заготівки 1 був направлений вниз і розташований по осі стрижня 6 і штампу 5. За допомогою гідравлічного підйомника 17 двоходового гідравлічного преса 17 траверсу 16 спільно із стрижнем 6 піднімають на висоту, при якій стрижень 6 входить всередину бічного отвору 2 заготівки 1 на глибину, необхідну для кріплення пуансона 7. У цьому положенні на верхній кінець стрижня 6 кріплять пуансон 7 за допомогою роз'ємного з'єднання, наприклад скоби, пропущеної через поперечний паз, виконаний на верхньому кінці стрижня 6 (фіг. 3). Потім гідравлічний підйомник 17 двоходового гідравлічного преса 14 опускають, і траверса 16 спільно із стрижнем 6 під дією власної ваги опускається до зіткнення пуансона 7 із заготівкою 1. При цьому приводна рухома верхня плита 12 двоходового преса 14 спільно з верхньою рухомою плитою 3 преса 5 закріпленим в ній верхнім вкладишем 10 опускається, упирається в колони 15, які опускають вниз траверсу 16. 6 UA 72986 U 5 10 15 20 25 30 35 40 45 50 У свою чергу траверса 16 опускає вниз стрижень 6 і закріплений на ній пуансон 7, внаслідок чого відбувається обтискання заготівки 1 з об'ємною деформацією шляхом зімкнення обтискових рухомої верхньої 3 і нерухомої нижньої 4 плит (3, 4) штампу 5. При обтисканні заготівки 1 заздалегідь надають заготівці 1 овальну форму з орієнтацією більшої осі її поперечного перетину у вертикальній площині шляхом поперечного обтискання заготівки 1 за рахунок початкового переміщення рухомої верхньої плити 3 штампу 5 у бік нерухомої нижньої плити 4 штампу 5 і початкову відбортовку крайової частини бічного отвору 2 пуансоном 7 шляхом його початкової протягання через бічний отвір 2 за допомогою стрижня 6 (фіг. 4). Після того, як рухома верхня плита 3 штампу 5 уперлася в нерухому нижню плиту 4 штампу 5, рухому верхню плиту 3 штампу 5 знову піднімають на висоту, яка необхідна для того, щоб підвести технологічні повзунки зверху колон 15 для збільшення ходу стрижня 6 і пуансона 7. Потім рухому верхню плиту 3 штампу 5 знову опускають до упору у встановлені на колони 15 повзунки для остаточної об'ємної деформації заготівки 1 і формування в ній горловини 8 трійника 9 (фіг. 5). На закінчення процесу штампування здійснюють згадану остаточну об'ємну деформацію заготівки 1 шляхом зімкнення обтискових рухомої верхньою 3 і нерухомої нижньої 4 плит (3, 4) штампу 5 і згадану відбортовку крайової частини бічного отвору 2 пуансоном 7 шляхом його протягання через бічний отвір 2 за допомогою стрижня 6 формують задані геометричні параметри бічного патрубка 8 і геометричні параметри типорозміру трійника 9, що виготовляється (фіг. 6). Після закінчення процесу штампування рухому верхню плиту 3 штампу 5 спільно з приводною верхньою плитою 12 двоходового гідравлічного преса 14 піднімають, а відформований трійник 9 (фіг. 7) виймають з штампу 5 за допомогою маніпулятора. Після виймання з штампу 5 відформований трійник 9 піддають відпусканню, для чого його нагрівають до температури 600-750 °C протягом часу, який визначають з умови 12-17 хвилин на 1 мм товщини (Sт) стінки трійника 9 з витримкою після прогрівання не менше 5 годин. Далі відформований трійник 9 відправляють на механічну обробку і технічний контроль, після чого його направляють на зберігання на склад або відправляють споживачеві. Приведені відомості підтверджують можливість промислової придатності вдосконаленого способу виготовлення трійників з трубних заготовок штампуванням, який може знайти широке використання при виготовленні Т-фітінгів, що використовуються в системах, призначених для транспортування протікаючого робочого середовища - води або пари основних технологічних систем електроенергетики з високим тиском, переважно теплових електричних станцій (ТЕС). Перелік позначень 1) заготівка 2) бічний отвір заготівки 3) рухома верхня плита штампу 4) нерухома нижня плита штампу 5) штамп 6) стрижень 7) пуансон 8) бічний патрубок трійника 9) трійник 10) верхній вкладиш 11) нижній вкладиш 12) приводна рухома верхня плита двоходового гідравлічного преса 13) нерухома нижня плита двоходового гідравлічного преса 14) двоходовий гідравлічний прес 15) колона 16) траверса 17) гідравлічний підйомник двоходового гідравлічного преса. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 55 60 1. Спосіб виготовлення трійників з трубних заготовок штампуванням, при якому заздалегідь виготовляють трубну заготовку (1) з бічним отвором (2), потім згадану заготовку (1) встановлюють між розведеними роз'ємними обтисковими рухомою верхньою (3) і нерухомою нижньою (4) плитами (3, 4) штампу (5), всередину заготовки (1) через її бічний отвір (2) вводять стрижень (6), на верхньому кінці якого кріплять пуансон (7) за допомогою роз'ємного з'єднання, 7 UA 72986 U 5 10 15 20 25 30 35 40 45 після чого виконують обтискання заготовки (1) з об'ємною деформацією шляхом зімкнення обтискових рухомої верхньої (3) і нерухомої нижньої (4) плит (3, 4) штампу (5), а також відбортовку крайової частини бічного отвору (2) пуансоном (7) шляхом його протягання через згаданий бічний отвір (2) за допомогою стрижня (6) і формують задані геометричні параметри бічного патрубка (8) і геометричні параметри типорозміру трійника (9), що виготовляється, після чого відформований трійник (9) виймають з штампу (5), який відрізняється тим, що заготовку (1) виготовляють з овальним бічним отвором (2), велика вісь якого розташована паралельно осі заготовки (1), після виготовлення заготовку (1) нагрівають в печі до температури 1200-1400 °C протягом часу, який визначають з умови 12-17 хвилин на 1 мм товщини (Sз) стінки заготовки (1), потім встановлюють між розведеними роз'ємними обтисковими рухомою верхньою (3) і нерухомою нижньою (4) плитами (3, 4) штампу (5), в яких заздалегідь встановлюють змінні верхній (10) і нижній (11) вкладиші (10, 11), геометричні параметри внутрішніх поверхонь яких відповідають геометричним параметрам типорозміру трійника (9), що виготовляється, причому при обтисканні заготовки (1) заздалегідь надають заготовці (1) овальну форму з орієнтацією більшої осі її поперечного перетину у вертикальній площині шляхом поперечного обтискання заготовки (1) за рахунок початкового переміщення рухомої верхньої плити (3) штампу (5) у бік нерухомої нижньої плити (4) штампу (5), потім здійснюють згадану об'ємну деформацію заготовки (1) шляхом зімкнення обтискових рухомої верхньої (3) і нерухомої нижньої (4) плит (3, 4) штампу (5) і згадану відбортовку крайової частини бічного отвору (2) пуансоном (7) шляхом його протягання через бічний отвір (2) за допомогою стрижня (6) формують задані геометричні параметри бічного патрубка (8) і геометричні параметри типорозміру трійника (9), що виготовляється, а після виймання з штампу (5) відформований трійник (9) піддають відпусканню, для чого його нагрівають до температури 600-750 °C протягом часу, який визначають з умови 12-17 хвилин на 1 мм товщини (Sт) стінки трійника (9) з витримкою після прогрівання не менше 5 годин. 2. Спосіб за п. 1, який відрізняється тим, що заготовку (1) виготовляють з геометричними параметрами, що знаходяться з геометричними параметрами трійника (9), що виготовляється, в наступних співвідношеннях: Dз:Dт=1,15-1,25, Lз:Lт=0,95-1,05, Sз:Sт=0,95-1,20, де: Dз - зовнішній діаметр заготовки (1), мм; Dт - зовнішній діаметр трійника (9), мм; Lз - довжина заготовки (1), мм; Lт - довжина трійника (9), мм; Sз - товщина стінки заготовки (1), мм; Sт - товщина стінки трійника (9), мм. 3. Спосіб за п. 1, який відрізняється тим, що овальний бічний отвір (2) заготівки (1) виконують з геометричними параметрами, що знаходяться з геометричними параметрами бічного патрубка (8) трійника (9) в наступних співвідношеннях: tз:dт=0,49-0,51, lз:dт = 0,64-0,66, де: tз- ширина овального бічного отвору (2) заготовки (1), мм; dт - діаметр внутрішнього отвору бічного патрубка (8) трійника (9), мм; lз - довжина овального бічного отвору (2) заготовки (1), мм. 4. Спосіб за п. 1, який відрізняється тим, що роз'ємні обтискові рухому верхню (3) і нерухому нижню (4) плити (3, 4) штампу (5) закріплюють відповідно на приводній рухомій верхній (12) і нерухомій нижній (13) плитах (12, 13) двоходового гідравлічного преса (17). 8 UA 72986 U 9 UA 72986 U 10 UA 72986 U 11 UA 72986 U Комп’ютерна верстка М. Ломалова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 12
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing tees from forging blanks by stamping
Автори англійськоюKarpenko Serhii Anatoliiovych, Drobot Dmytro Pavlovych, Lifanovskyi Heorhii Vasyliovych, Buriak Maksym Anatoliiovych
Назва патенту російськоюСпособ изготовления тройников из трубных заготовок штамповкой
Автори російськоюКарпенко Сергей Анатольевич, Дробот Дмитрий Павлович, Лифановский Георгий Васильевич, Буряк Максим Анатольевич
МПК / Мітки
МПК: F16K 1/14, B21C 37/29
Мітки: спосіб, трубних, трійників, виготовлення, штампуванням, заготовок
Код посилання
<a href="https://ua.patents.su/14-72986-sposib-vigotovlennya-trijjnikiv-z-trubnikh-zagotovok-shtampuvannyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення трійників з трубних заготовок штампуванням</a>
Ливарна форма для виготовлення трійників з малим кутом розвіду кінців
Номер патенту: 32876
Опубліковано: 15.02.2001
Автори: Бєліков Валерій Григорійович, Гончаренко Олександр Євгенійович, Смоловік Олександр Олександровіч
МПК: B29C 39/26, A61M 5/00
Мітки: ливарна, трійників, виготовлення, кутом, кінців, форма, розвіду, малим
Текст:
...розміщені симетрично площині продольного розрізу трійника. Заявлена сукупність суттєвих прикмет виключає утворення сліду від змикання напівформ на зовнішній поверхні трійника і забезпечує відділення литника від трійника в процесі розкриття форми, а також зняття трійника з бокового знака слідуючим чином: площина роз'єднання напівформ перпендикулярна площині продольного розрізу трійника, і тим самим, виключає утворення сліду від змикання...
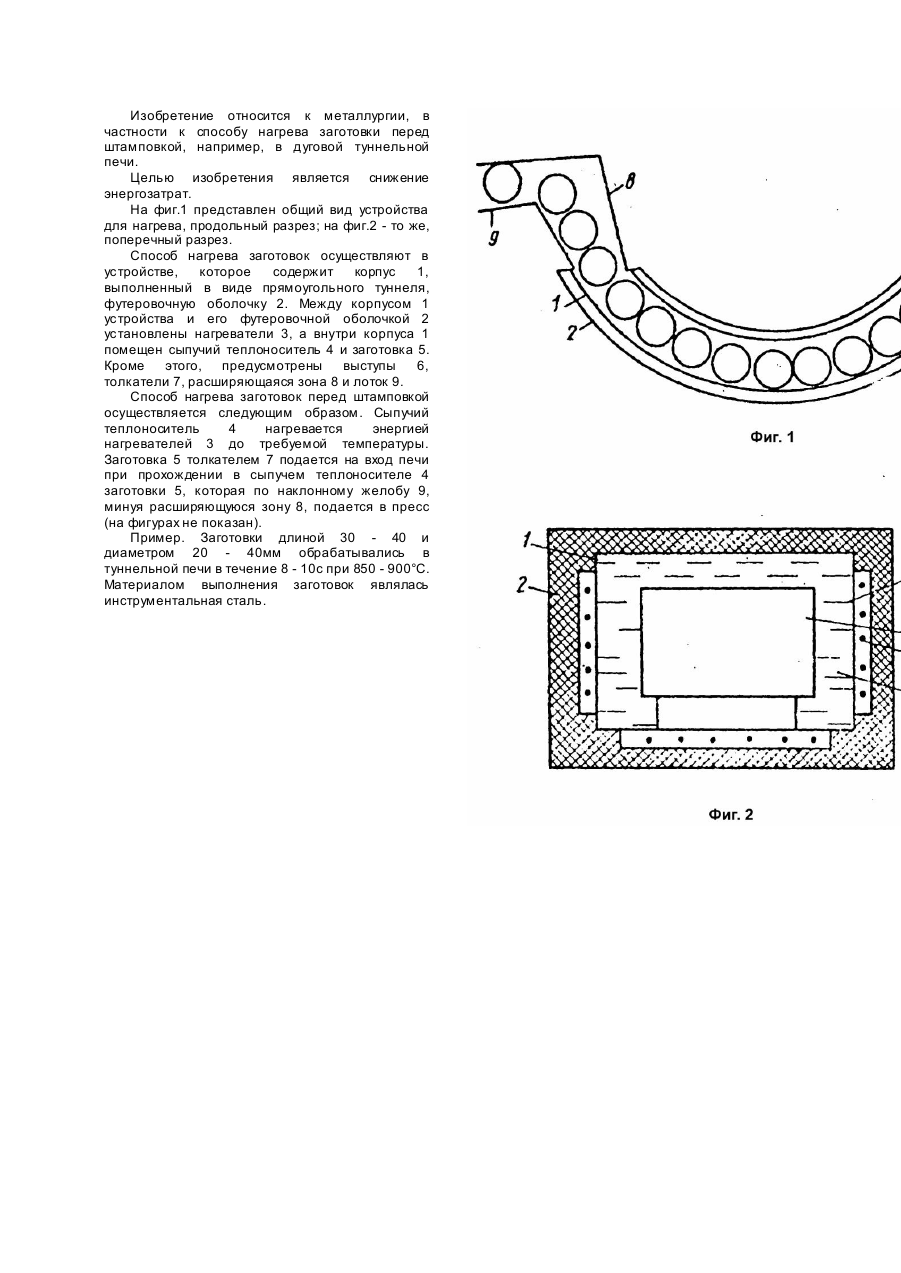
Спосіб нагріву заготовок перед штампуванням
Номер патенту: 18627
Опубліковано: 25.12.1997
Автор: Пряхін Віктор Яковлевич
МПК: B21C 29/00
Мітки: штампуванням, спосіб, заготовок, нагріву
Формула / Реферат:
Способ нагрева заготовок перед штамповкой, заключающийся в перемещении заготовки в среде нагрева и термической обработке заготовки, отличающийся тем, что в качестве среды нагрева используют сыпучий теплоноситель, нагретый до за-данной температуры, а перемещение заготовки осуществляется при ее постоянном контакте с сыпучим теплоносителем.
Спосіб формування півциліндричних трубних заготовок
Номер патенту: 81495
Опубліковано: 10.01.2008
Автори: Снітко Дмитро Олександрович, Некрасов Олександр Сергійович, Яковченко Олександр Васильович, Смирнов Євген Миколайович
МПК: B21C 37/06, B21D 5/12
Мітки: півциліндричних, спосіб, формування, заготовок, трубних
Формула / Реферат:
Спосіб формування півциліндричних трубних заготовок, що включає гнуття листа за кілька послідовних деформацій одного знака, розгинання заготовки шляхом виконання деформації протилежного знака й остаточне гнуття заготовки за рахунок її пружинення після попереднього розгинання, який відрізняється тим, що розгинання здійснюють не менш ніж у два етапи, між якими виконують деформацію зворотного знака.
Спосіб формування напівциліндричних трубних заготовок

Номер патенту: 15204
Опубліковано: 15.06.2006
Автори: Снітко Дмитро Олександрович, Яковченко Олександр Васильович, Некрасов Олександр Сергійович, Смирнов Євген Миколайович
МПК: B21D 5/12
Мітки: формування, заготовок, трубних, спосіб, напівциліндричних
Формула / Реферат:
Спосіб формування напівциліндричних трубних заготовок, що включає гнуття листа за кілька послідовних деформацій одного знака, розгинання заготовки шляхом виконання деформації протилежного знака й остаточне гнуття заготовки за рахунок її пружинення після попереднього розгинання, який відрізняється тим, що розгинання здійснюють не менш ніж у два етапи, між якими виконують деформацію зворотного знака.
Спосіб відцентрового лиття порожистих трубних заготовок
Номер патенту: 17356
Опубліковано: 15.04.1997
Автори: Большаков Володимир Іванович, Данилова Олена Валентинівна, Крихта Валерій Петрович, Кругленко Володимир Андрійович, Гутников Семен Піменович, Сапогова Алла Євгенівна
МПК: B22D 13/04
Мітки: спосіб, лиття, заготовок, відцентрового, порожистих, трубних
Формула / Реферат:
Способ центробежного литья полых трубных заготовок, включающий нанесение футеровочного покрытия на рабочую поверхность изложницы, заливку жидкого металла во вращающуюся изложницу, отличающийся тем. что изложницу вращают с частотой, обеспечивающей постоянную величину гравитационного коэффициента, равной 40 - 79 единиц.
Попередній патент: Спосіб з’єднання біологічних тканин
Наступний патент: Картоплезбиральний комбайн
Випадковий патент: Спосіб персоніфікованої ексимерлазерної корекції зору