Спосіб відцентрового лиття порожистих трубних заготовок
Номер патенту: 17356
Опубліковано: 15.04.1997
Автори: Кругленко Володимир Андрійович, Гутников Семен Піменович, Данилова Олена Валентинівна, Большаков Володимир Іванович, Крихта Валерій Петрович, Сапогова Алла Євгенівна
Формула / Реферат
Способ центробежного литья полых трубных заготовок, включающий нанесение футеровочного покрытия на рабочую поверхность изложницы, заливку жидкого металла во вращающуюся изложницу, отличающийся тем. что изложницу вращают с частотой, обеспечивающей постоянную величину гравитационного коэффициента, равной 40 - 79 единиц.
Текст
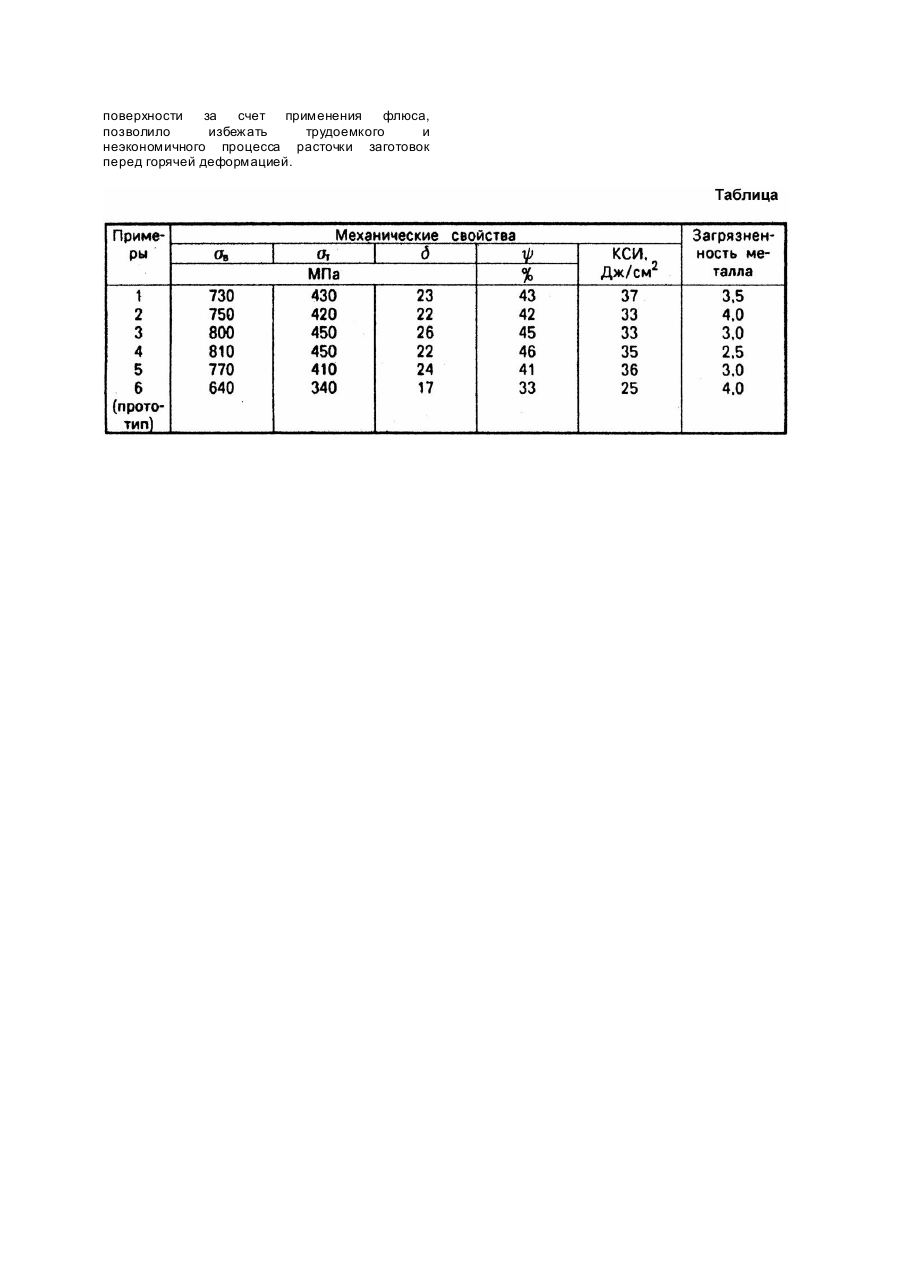
Изобретение относится к литейному производству, в частности, центробежному литью и может быть использовано при отливке толстостенных заготовок, предназначенных для дальнейшего передела в горячекатанные трубы. Качество исходной заготовки является одной из основных причин, влияющих на качество горячекатанных труб, которые используются непосредственно для монтажа трубопроводов и к которым предъявляют жесткие требования и по условиям прочности, удобству монтажа непосредственно в полевых условия х, уменьшению их металлоемкости и увеличения ресурса работы за счет повышения механических свойств. Известен способ центробежного литья преимущественно толстостенных полых отливок (А.с. №1473901, кл. B22 13/04, 1989, Бюл. 15). Данный способ предусматривает заливку жидкого металла во вращающуюся форму, воздействием охлаждаемым вращающимся валком на свободную поверхность вовлекаемого во вращение жидкого металла отливки и обеспечением постоянного контакта валка в процессе увеличения толщины отливки. Постоянный контакт поверхности валка со свободной поверхностью металла отливки осуществляется путем перемещения валка по радиусу к оси вращения формы, Недостатком этого способа является то, что при воздействии вращающимся охлаждаемым валком на свободную поверхность отливки будет сформирован дополнительный фронт кристаллизации, что приводит к нарушению направленности затвердевания и спровоцирует образование дефектов в теле отливки. Наиболее близким по технической сущности к заявляемому способу является способ центробежной отливки стальной заготовки, включающий нанесение футеровочного покрытия на рабочую поверхность формы, заливку металла на вращаемую форму и подачу шлака, отличающийся тем, что, с целью повышения качества толстостенной заготовки, форму вращают с часто той, соответствующей гравитационному коэффициенту 80 - 200 на наружной поверхности заготовки, металл заливают со скоростью 70 - 100кг/с, а шлак подают после кристаллизации 8 - 10% слоя залитого металла, при этом футеровочное покрытие используют с термическим сопротивлением 0,02 0,04м 2к/вт (А.с. СССР №1135541, кл. B22D13/00, 1995, Бюл. №3). Недостатками этого способа является то, что технологические параметры, представленные а.с. 1135541, не обеспечивают надлежащее качество отлитых заготовок. Указанные недостатки обусловлены тем, что влияние гравитационного коэффициента будет уменьшаться по мере нарастания слоя, и, если величины наружного диаметра и стенки будут значительными, то на внутренние слои будет взаимодействовать величина такого незначительного гравитационного коэффициента, которые не в состоянии обеспечить полный захват и распределение жидкого металла и приведет его к выбросу из формы. Кроме того, следует отметить, что высокое значение гравитационного коэффициента на наружной поверхности в период образования первой корочки в начальной стадии кристаллизации может оказаться причиной образования разрыва сплошности, что в дальнейшем приведет к образованию трещин, несплошностей и други х дефектов, что негативно отразится на качестве заготовки. В основу изобретения поставлена задача усовершенствования способа центробежного литья полых трубных заготовок, в котором за счет изменения режима вращения изложницы устраняется анизотропия, как по толщине стенки, так и по длине заготовки в процессе ее заливки и формирования, что обеспечивает надлежащее качество отлитых заготовок. Поставленная задача решается тем, что в способе центробежного литья полых трубных заготовок, включающем нанесение футеровочного покрытия на рабочую поверхность изложницы, заливку жидкого металла и подачу жидкого флюса во вращающуюся изложницу, согласно изобретению изложницу вращают с частотой, обеспечивающей постоянную величину гравитационного коэффициента, равную 40 - 79 единиц. Одновременно с этим механические свойства металла отливки не будут иметь анизотропии по толщине стенки, за счет адекватного воздействия центробежных сил на всю толщину формирующейся заготовки, вследствие чего будет уменьшаться напряженное состояние металла. Предлагаемый способ реализуется следующим образом. Производство центробежных заготовок из стали 45 с химическим составом по ГОСТ 1050 88, размерами диаметры наружный - 360мм; внутренний 160мм; длина 3800мм осуществляется следующим образом. Перед запуском проверялась работоспособность центробежной машины, устанавливают и закрепляют необходимую оснастку. С помощью песочницы щелевого типа наносят на вращающуюся внутреннюю поверхность изложницы теплоизоляционное песчаное покрытие толщиной 5мм. Затем устанавливают и закрепляют заливочное устройство, которое носком входит в полость изложницы. Диаметр выходного отверстия носка 50мм. Изложнице сообщают частоту вращения 523об/мин с таким расчетом, чтобы на первые порции металла величина гравитационного коэффициента составляла 55 единиц. Заливка металла с температурой 1520 1540°C осуществлялась стопорным заливочным ковшом через заливочное устройство с массовой (весовой) скоростью заливки 35 - 38кг/с. По мере нарастания слоя - уменьшения внутреннего диаметра, возрастала частота вращения, создавая на внутренней поверхности величину гравитационного коэффициента 55. При нарастании стенки частота вращения составила об/мин на с последующей выдержкой такой частоты вращения 784об/мин до полного затвердевания. После окончания заливки расплава на свободную поверхность жидкого металла подавали расплавленный флюс марки АН-348-В по ГОСТ 9087 - 81 толщиной 8 - 10мм. После полного затвердевания заготовки вращение изложницы прекращают, раскрепляют и извлекают запорные устройства, отводят заливочное устройство, извлекают отливку и транспортируют ее на стеллаж для полного охлаждения и передачи на дальнейший передел. Контроль качества металла центробежнолитых заготовок показал на весьма удовлетворительные механические свойства, равномерную плотность по всему сечению стенки, и отсутствие скоплений неметаллических включений и других де фектов. Пример 1. Для изготовления заготовки с наружным диаметром 360мм, внутренним диаметром 160мм и длиной 3800мм из стали 45. Все технологические параметры такие же, как в предыдущем описании. Частота вращения изложницы сообщалась такая, которая в процессе формирования отливки создавала на свободной поверхности гравитационный коэффициент 40 единиц. Частота вращения при нарастании стенки была следующая: Частота вращения 669об/мин выдерживалась до полного затвердевания. Затем прекращают вращение изложницы, раскрепляют запорные приспособления, извлекают заготовку и отправляют на стеллаж для охлаждения. Пример 2. Отличается от примера 1 тем, что на внутренней поверхности создается гравитационный коэффициент, равный 50 единиц. Частота вращения при нарастании стенки была следующей: Пример 3. Отличается от примера 1 тем, что на внутренней поверхности создается гравитационный коэффициент, равный 60. Частота вращения при нарастании стенки была следующей: Пример 4. Отличается от примера 1 тем, что на внутренней поверхности создается гравитационный коэффициент, равный 70 единиц. Частота вращения при нарастании стенки была следующая: Пример 5. Отличается от примера 1 тем, что на внутренней поверхности создается гравитационный коэффициент, равный 79. Частота вращения при нарастании стенки была следующей: Пример 6 (прототип). Производство заготовок по этому способу осуществлялось следующим образом. На внутреннюю поверхность изложницы вращающуюся с частотой вра щения 450об/мин наносят теплоизоляционные покрытие толщиной 6,5мм, имеющее термическое сопротивление 0,035м 2К/Вт. После нанесения покрытия сообщают изложнице частоту вращения 945 об/мин, что соответствует гравитационному коэффициенту 180 на наружной поверхности. Заливку жидкого металла производили стопорным ковшом во вращающуюся изложницу с массой (весовой) скоростью 86кг/с в течение 28с. На внутренней поверхности гравитационный коэффициент оказался 80. После кристаллизации 10мм слоя залитого металла подавался шлак. Из заготовок полученных известным и предлагаемым способом, были отобраны и изготовлены образцы для определения механических свойств по ГОСТ 1497 - 84 и ГОСТ 9454 - 78. Кроме того, металлографическим способом определили общую загрязненность металла неметаллическими включениями. Результаты, полученные в результате испытаний механических свойств, и загрязненность металла неметаллическими включениями в центробежнолитом металле ст.45 приведены в таблице. Таким образом, предлагаемый способ по сравнению с известным (прототипом) обеспечивает следующие преимущества . 1. Повышает прочностные свойства - пределы прочности и текучести у заготовок, полученных предлагаемым способом, значительно выше чем у заготовок, полученных известным способом. 2. Повышаются пластические свойства относительное удлинение, относительное сужение и ударная вязкость у заготовок, полученных предлагаемым способом так же выше, чем у заготовок, полученных известным способом. 3. Повышается способность формируемости металла за счет повышения пластических свойств, в результате уменьшаются отходы и дефекты в процессе горячей деформации заготовок в трубы. 4. Количество неметаллических включений, т.е. чистота металла остается на прежнем уровне. 5. Улучшение качества внутренней поверхности за счет применения флюса, позволило избежать трудоемкого и неэкономичного процесса расточки заготовок перед горячей деформацией.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of centrifugal casting of hollow tube billets
Автори англійськоюBolshakov Volodymyr Ivanovych, Krykhta Valerii Petrovych, Sapohova Alla Yevhenivna, Kruhlenko Volodymyr Andriiovych, Hutnikov Semen Pimenovych, Danylova Olena Valentynivna
Назва патенту російськоюСпособ центробежного литья полых трубных заготовок
Автори російськоюБольшаков Владимир Иванович, Крихта Валерий Петрович, Сапогова Алла Евгеньевна, Кругленко Владимир Андреевич, Гутников Семен Пименович, Данилова Елена Валентиновна
МПК / Мітки
МПК: B22D 13/04
Мітки: трубних, спосіб, відцентрового, порожистих, заготовок, лиття
Код посилання
<a href="https://ua.patents.su/3-17356-sposib-vidcentrovogo-littya-porozhistikh-trubnikh-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Спосіб відцентрового лиття порожистих трубних заготовок</a>
Спосіб відцентрового лиття прокатних валків

Номер патенту: 1640
Опубліковано: 25.10.1994
Автори: Гольдштейн Леонід Борисович, Темніков Едуард Михайлович, Воронцов Микола Михайлович, Долуда Анатолій Олександрович, Токар Галина Миколаївна, Свистунов Ігор Олександрович
МПК: B22D 13/02
Мітки: валків, лиття, спосіб, прокатних, відцентрового
Формула / Реферат:
Способ центробежного литья прокатных валков, включающий заливку жидкого металла в литейную форму, скорость вращения которой соответствует значениям гравитационного коэффициента 50—150, для формообразования рабочего слоя валка и последующую заливку жидкого металла для формообразования сердцевины и шеек валков на затвердевший рабочий слой валка, отличающийся тем, что, с целью улучшения качества литых валков за счет уменьшения разрушения...
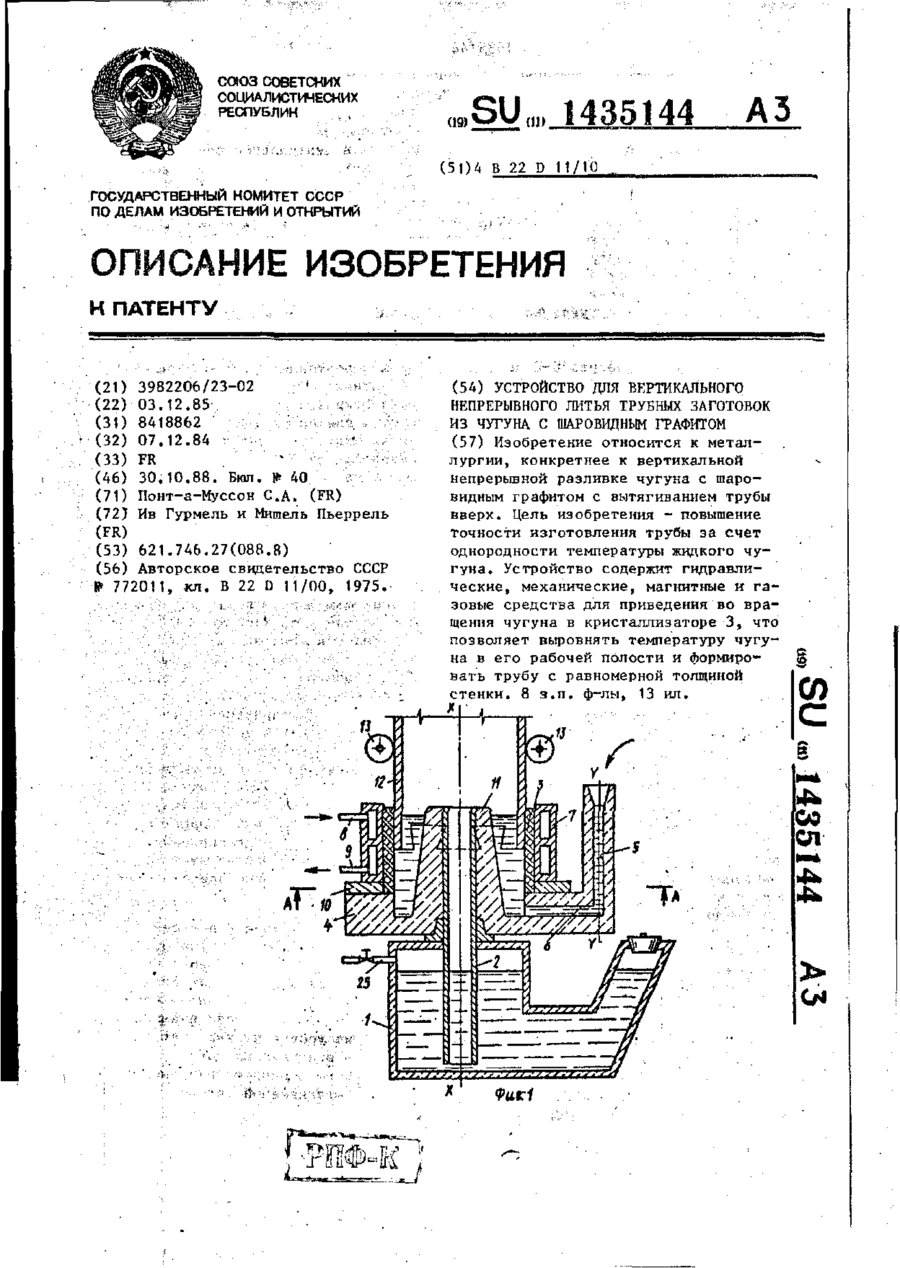
Пристрій для вертикального безперервного лиття трубних заготівок з чавуну кулеподібним графітом
Номер патенту: 5952
Опубліковано: 29.12.1994
Автори: Мішель П'єррель, Ів Гурмель
МПК: B22D 11/10
Мітки: кулеподібним, вертикального, трубних, безперервного, лиття, графітом, чавуну, заготівок, пристрій
Формула / Реферат:
1. Устройство для вертикального непрерывного литья трубных заготовок из чугуна с шаровидным графитом, содержащее металлоприемник, сифонную литниковую систему, соединенный с ней своей нижней частью водоохлаждаемый кристаллизатор, затравку и механизм вытягивания трубы, отличающееся тем, что, с целью повышения точности изготовления трубы за счет однородности температуры жидкого чугуна, оно дополнительно содержит по меньшей мере в нижней...
Кристалізатор для горизонтального безперервного лиття заготовок
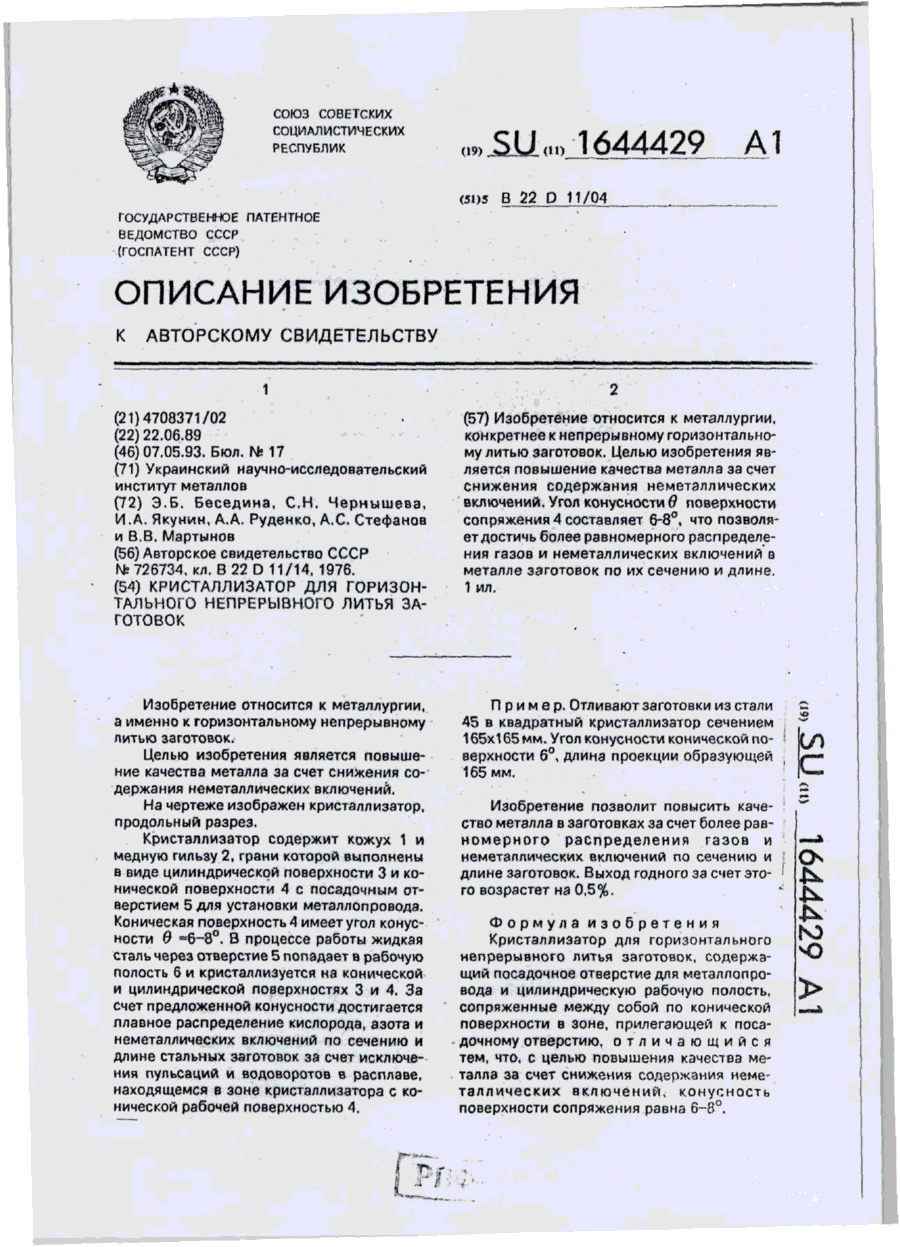
Номер патенту: 1929
Опубліковано: 20.12.1994
Автори: Руденко Анатолій Олександрович, Мартинов Валерій Васильович, Якунін Іван Олексійович, Беседіна Елеонора Борисівна, Стефанов Анатолій Сергійович, Чернишова Світлана Никодимівна
МПК: B22D 11/04
Мітки: кристалізатор, лиття, горизонтального, безперервного, заготовок
Формула / Реферат:
Кристаллизатор ддя горизонтального непрерывного литья заготовок, содержащий посадочное отверстие для металлопровода и цилиндрическую рабочую полость, сопряженные между собой по конической поверхности в зоне, прилегающей к посадочному отверстию, отличающийся тем, что, с целью повышения качества металла за счет снижения содержания неметаллических включений, конусность поверхности сопряжения равна 6—8°.
Спосіб відцентрового лиття прокатних валків
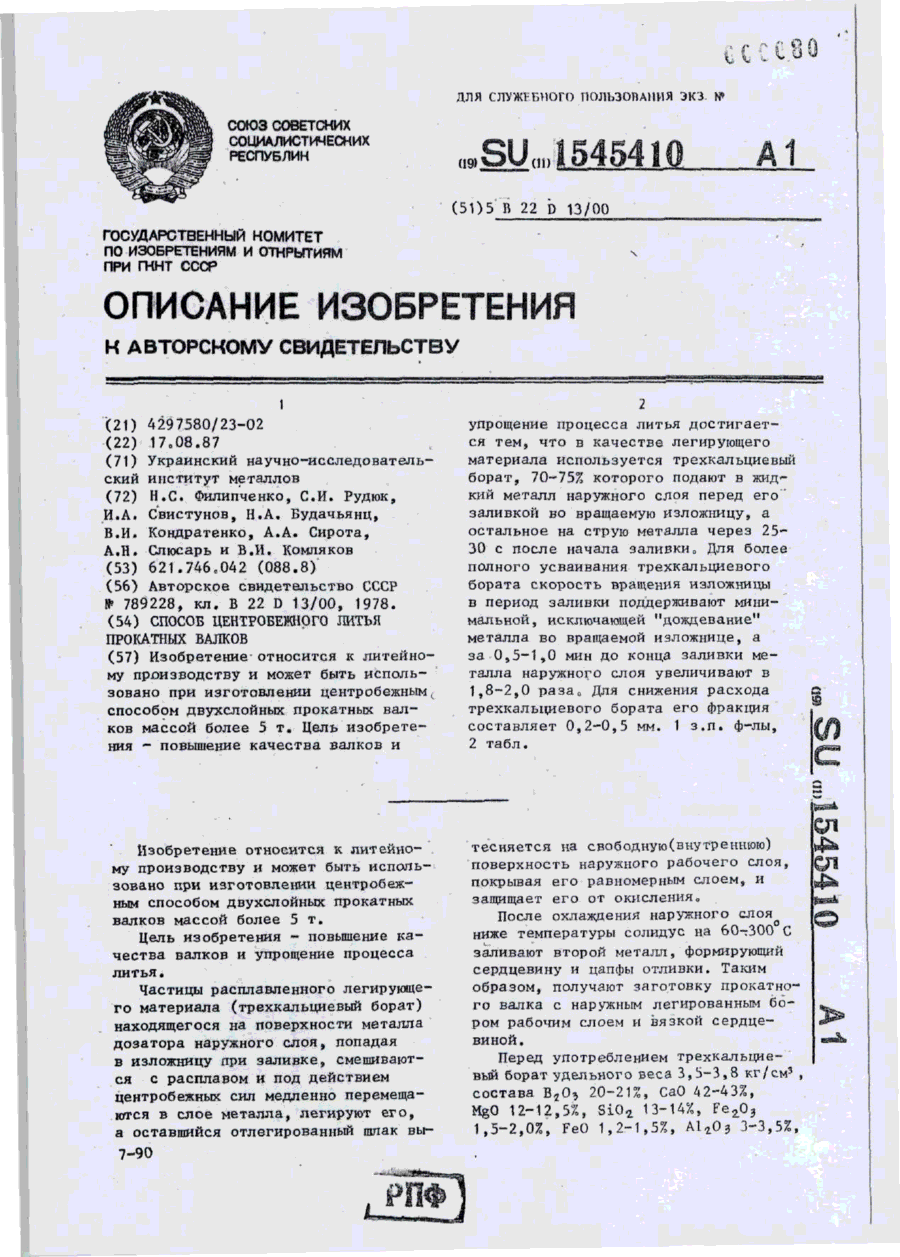
Номер патенту: 1737
Опубліковано: 25.10.1994
Автори: Будаг'янц Микола Абрамович, Сирота Олександр Олексійович, Свистунов Ігор Олександрович, Кондратенко Віктор Іванович, Філіпченко Микола Сергійович, Рудюк Сергій Ілларіонович, Слюсарь Анатолій Миколайович, Комляков Володимир Іванович
МПК: B22D 13/00
Мітки: лиття, відцентрового, валків, спосіб, прокатних
Формула / Реферат:
1. Способ центробежного литья прокатных валков, включающий последовательную заливку расплава наружного и внутреннего слоев во вращаемую изложницу и ввод расчетного количества легирующего материала в расплав, отличающийся тем, что, с целью повышения качества валков и упрощения процесса литья, в качестве легирующего материала берут трехкальциевый борат, при этом 70—75 % его вводят в расплав до начала его заливки во вращаемую изложницу, а...
Спосіб лиття армованих заготовок
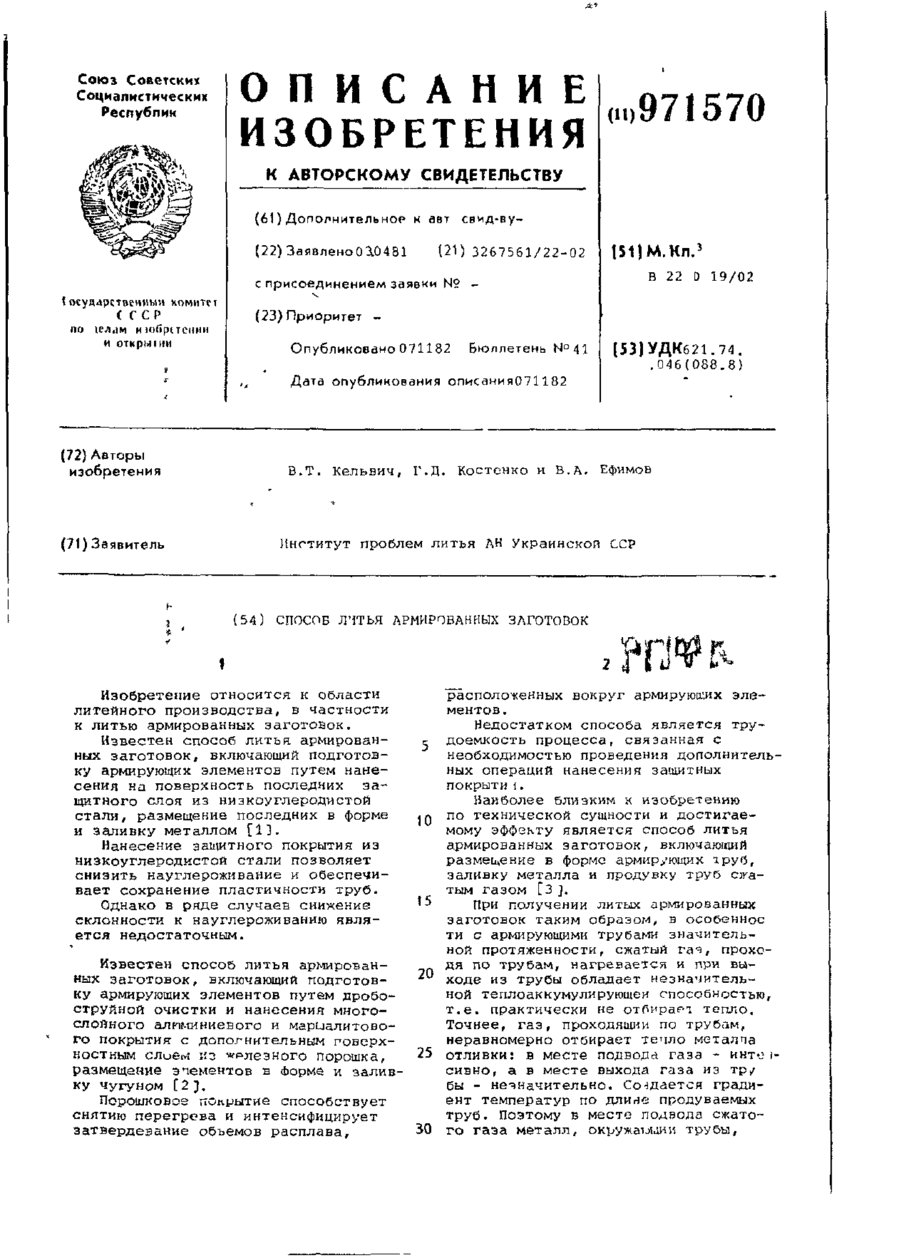
Номер патенту: 744
Опубліковано: 15.12.1993
Автори: Кельвіч Володимир Тихонович, Костенко Георгій Дмитрович, Єфімов Віктор Олексійович
МПК: B22D 19/02
Мітки: спосіб, лиття, заготовок, армованих
Формула / Реферат:
Формула изобретенияСпособ литья армированных заготовок, включающий размещение в форме армирующих труб, заливку металла и продувку труб сжатым газом, отличающийся тем, что, с целью снижения вероятности прожога труб, дефектов усадочного происхождения и уменьшения термических напряжений, за счет выравнивания градиента температур по длине труб, продувку последних осуществляют попеременно с различных их концов.
Попередній патент: Механічна саморегулююча форсунка
Наступний патент: Спосіб виготовлення катоду для літієвих хімічних джерел струму
Випадковий патент: Засіб для фіксації повних знімних зубних протезів