Спосіб формування півциліндричних трубних заготовок
Номер патенту: 81495
Опубліковано: 10.01.2008
Автори: Снітко Дмитро Олександрович, Смирнов Євген Миколайович, Некрасов Олександр Сергійович, Яковченко Олександр Васильович
Формула / Реферат
Спосіб формування півциліндричних трубних заготовок, що включає гнуття листа за кілька послідовних деформацій одного знака, розгинання заготовки шляхом виконання деформації протилежного знака й остаточне гнуття заготовки за рахунок її пружинення після попереднього розгинання, який відрізняється тим, що розгинання здійснюють не менш ніж у два етапи, між якими виконують деформацію зворотного знака.
Текст
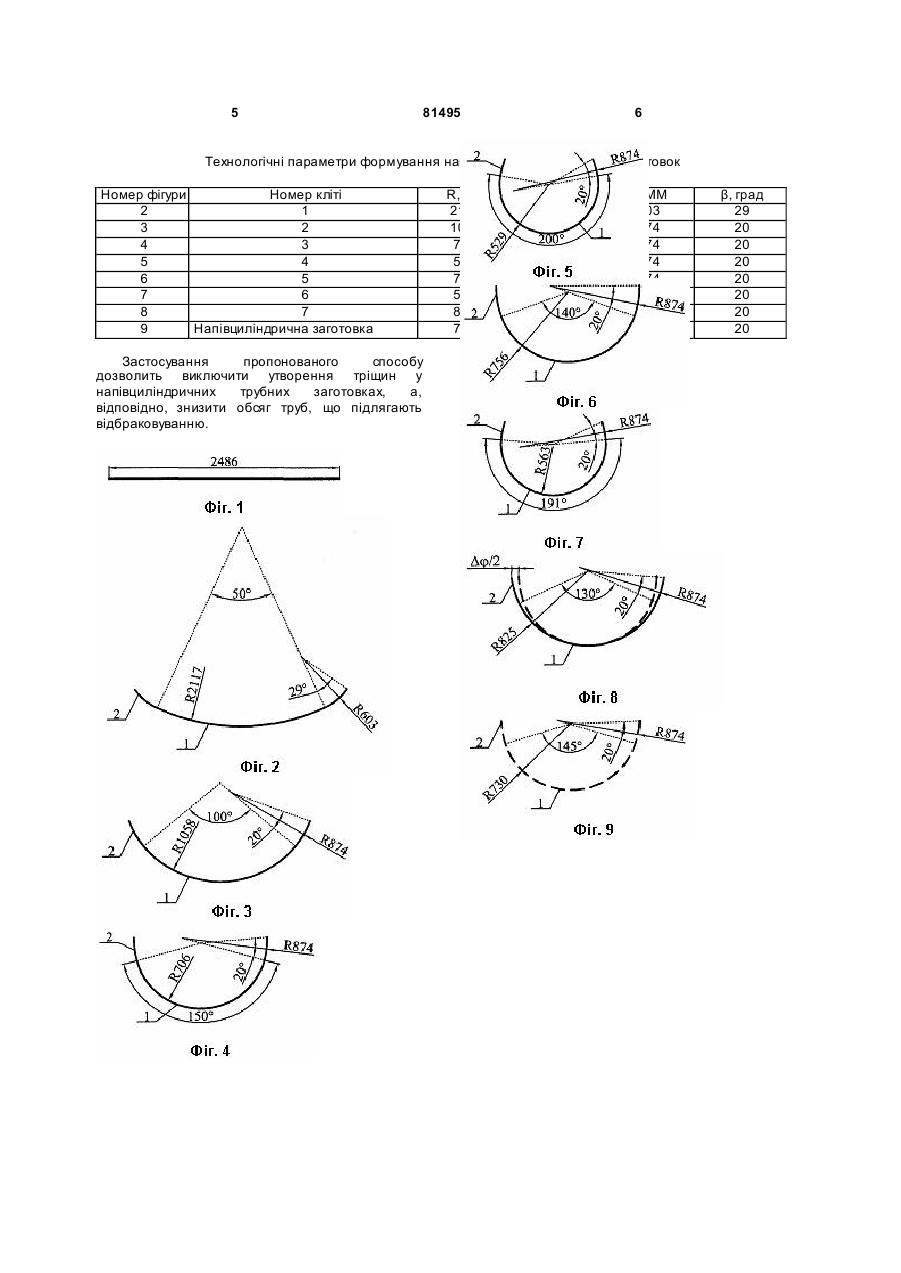
Спосіб формування півциліндричних трубних заготовок, що включає гнуття листа за кілька послідовних деформацій одного знака, розгинання заготовки шляхом виконання деформації протилежного знака й остаточне гнуття заготовки за рахунок її пружинення після попереднього розгинання, який відрізняється тим, що розгинання здійснюють не менш ніж у два етапи, між якими виконують деформацію зворотного знака. (19) (21) a200512105 (22) 16.12.2005 (24) 10.01.2008 (72) ЯКОВЧЕНКО ОЛЕКСАНДР ВАСИЛЬОВИЧ, UA, С МИРНОВ ЄВГЕН МИКОЛАЙОВИЧ, U A, СНІТКО ДМИТРО ОЛЕКС АНДРОВИЧ, U A, НЕКРАСОВ ОЛЕКС АНДР СЕРГІЙОВИЧ, U A (73) ДОНЕЦЬКИЙ НАЦІОНАЛЬНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ, UA (56) Чукмасов С. А., Друян В.А., Г уляев Ю.Г. Теория и технология трубного производства. - Д.: Днепр-Вал, 2001. С. 275-276. SU 1222351, 07.04.1986 SU 1582435, 20.05.1999 3 81495 2) розгинання отриманої заготовки шляхом виконання деформації протилежного знака; 3) остаточне гнуття заготовки, до одержання необхідної форми і розмірів, за рахунок її пружиніння після попереднього розгинання. В основу винаходу поставлена задача удосконалення способу формування напівциліндричних трубних заготовок, у якому шляхом розгинання заготовки в кілька етапів з виконанням між ними деформації зворотного знака, забезпечується виключення утворення тріщин у напівциліндричних трубни х заготовках за рахунок компенсації зміцнення метала листа, що згинається. Це дозволить знизити обсяг відбракованих труб. Поставлена задача вирішується за рахунок того, що в способі формування напівциліндричних трубних заготовок, що включає гн уття листа за кілька послідовних деформацій одного знака, розгинання заготовки шляхом виконання деформації протилежного знака й остаточне гнуття заготовки за рахунок її пружиніння після попереднього розгинання, згідно винаходу, розгинання здійснюють не менш ніж у два етапи, між якими виконують деформацію зворотного знака. На Фіг.1 показана вихідна заготовка. На Фіг.2-9 показані схеми формування напівциліндричних трубних заготовок за пропонованим способом: Фіг.2 - вигин центральної ділянки листа і підгинання периферійних ділянок; Фіг.3-5 - вигин центральної ділянки листа; Фіг.6 - перший етап розгинання центральної ділянки листа; Фіг.7 - деформація центральної ділянки листа, що має протилежний знак; Фіг.8 - другий етап розгинання центральної ділянки листа в результаті пружиніння. На Фіг.8, 9 пунктиром показана готова напівциліндрична трубна заготовка. На Фіг. прийняті наступні позначення: 1 центральна ділянка листа; 2 - периферійні ділянки листа. Реалізація пропонованого способу полягає в наступному. Підготовлену вихідну заготовку (Фіг.1), шля хом вигинання інструментом деформації, за кілька пропусків формують до радіуса меншого, ніж радіус готової напівциліндричної заготовки (Фіг.25). У разі потреби, але необов'язково, вигинанню листа в першому формувальному пропуску (Фіг.2) може передувати задавальний пропуск, виконуваний, наприклад, на гладких циліндричних валках. Потім, наприклад, у два етапи виконують розгинання заготовки. Перший етап показаний на Фіг.6, а другий - на Фіг.8. Причому між ними виконують деформацію зворотного знака, показану на Фіг.7. Перша зміна знака деформації виконується на першому етапі розгинання заготовки. Кожен наступний прохід дає відповідно другу і третю зміну знака деформації заготовки, що виконується інструментом деформації. Опір деформації металу після кожної зміни знака 4 деформації зменшується за рахунок прикладення знакозмінного навантаження, що приводить до знеміцнення металу. Кут розгинання на другому етапі (Фіг.8) визначається з умови одержання величини наступного пружиніння, при якому буде отримана необхідна за формою і розмірами напівциліндрична заготовка. Приклад. Реалізацію пропонованого способу формування напівциліндричних трубних заготовок, необхідних для виготовлення двушовни х труб Ø1620мм із товщиною стінки 30мм зі сталі категорії Х70, виконували стосовно до семиклітьового формувального стану 1220-1620 ТЕЗЦ №2 ВАТ "Харцизький трубний завод". Схеми формування листа в напівциліндричну заготовку наведені на Фіг.2-9. Нижче наведена розроблена технологія формування за пропонованим способом. Вихідні заготовки (Фіг.1) шириною 2486мм надходили на ділянку підготовки, де здійснювалися наступні операції: вибірковий ультразвуковий контроль металу, виправлення на правильній машині, замір довжин заготовок, відбір по довжинах, центрування і строжка подовжніх кромок, очищення поверхні листів. Процес формування здійснювався в такий спосіб. У першій кліті (Фіг.2) формувальними валками підгинали центральний і периферійні ділянки. При цьому радіус, що формує центральну ділянку заготовки, дорівнює R2=2117мм, а радіус, що формує периферійні ділянки - r2=603мм. Формування центральної ділянки заготовки виконувалося на кут α2=50°, a периферійних ділянок на кут β2=29°. В другій кліті (Фіг.3) радіус формування центральної ділянки зменшений до R3=1058мм, а кут збільшений до α3=100°. Підгинання периферійних ділянок тут виконувалося до радіуса, що менше заданого, на готовій напівциліндричній заготовки, на величину пружиніння. Значення технологічних радіусів і кутів підгинання по клітях наведені в табл. 1. У наступних формувальних клітях виконувалася деформація тільки центральної ділянки. Периферійні ділянки, підігнуті до радіуса готової напівциліндричної трубної заготовки, залишалися незмінними. У клітях №3, 4 і 5 виконували гнуття центральних ділянок до радіуса меншого, ніж радіус готової напівциліндричної заготовки. Потім у два етапи виконували розгинання заготовки. Перший етап здійснювали в кліті №5. При цьому розгинання складає 60° . Другий етап виконували в кліті №7. Тут кут розгинання, рівний 61° після виходу заготовки з кліті, забезпечував величину пружиніння Δφ (див. Фіг.8) рівну 15° і відповідно задані параметри напівциліндричної трубної заготовки (див. табл. 1). Між першим і другим етапами розгинання в кліті №6 виконували деформацію протилежного знака (див. Фіг.7), що спільно з другим етапом розгинання заготовки забезпечувала знеміцнення металу трубної заготовки, і, як наслідок відсутність тріщин. 5 81495 6 Технологічні параметри формування напівциліндричних трубни х заготовок Номер фігури Номер кліті 2 1 3 2 4 3 5 4 6 5 7 6 8 7 9 Напівциліндрична заготовка Застосування пропонованого способу дозволить виключити утворення тріщин у напівциліндричних трубних заготовках, а, відповідно, знизити обсяг труб, що підлягають відбраковуванню. R, мм 2117 1058 706 529 756 563 825 730 α, град 50 100 150 200 140 191 130 145 r, MM 603 874 874 874 874 874 874 874 β, град 29 20 20 20 20 20 20 20
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of forming semi-cylindrical tube billets
Автори англійськоюYakovchenko Oleksandr Vasyliovych, Smyrnov Yevhen Mykolaiovych, Snitko Dmytro Oleksandrovych, Nekrasov Oleksandr Serhiiovych
Назва патенту російськоюСпособ формования полуцилиндрических трубных заготовок
Автори російськоюЯковченко Александр Васильевич, Смирнов Евгений Николаевич, Снитко Дмитрий Александрович, Некрасов Александр Сергеевич
МПК / Мітки
МПК: B21D 5/12, B21C 37/06
Мітки: заготовок, півциліндричних, спосіб, формування, трубних
Код посилання
<a href="https://ua.patents.su/3-81495-sposib-formuvannya-pivcilindrichnikh-trubnikh-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Спосіб формування півциліндричних трубних заготовок</a>
Спосіб формування напівциліндричних трубних заготовок

Номер патенту: 15204
Опубліковано: 15.06.2006
Автори: Смирнов Євген Миколайович, Яковченко Олександр Васильович, Некрасов Олександр Сергійович, Снітко Дмитро Олександрович
МПК: B21D 5/12
Мітки: трубних, напівциліндричних, спосіб, формування, заготовок
Формула / Реферат:
Спосіб формування напівциліндричних трубних заготовок, що включає гнуття листа за кілька послідовних деформацій одного знака, розгинання заготовки шляхом виконання деформації протилежного знака й остаточне гнуття заготовки за рахунок її пружинення після попереднього розгинання, який відрізняється тим, що розгинання здійснюють не менш ніж у два етапи, між якими виконують деформацію зворотного знака.
Спосіб відцентрового лиття порожистих трубних заготовок
Номер патенту: 17356
Опубліковано: 15.04.1997
Автори: Кругленко Володимир Андрійович, Большаков Володимир Іванович, Гутников Семен Піменович, Крихта Валерій Петрович, Сапогова Алла Євгенівна, Данилова Олена Валентинівна
МПК: B22D 13/04
Мітки: порожистих, спосіб, лиття, відцентрового, заготовок, трубних
Формула / Реферат:
Способ центробежного литья полых трубных заготовок, включающий нанесение футеровочного покрытия на рабочую поверхность изложницы, заливку жидкого металла во вращающуюся изложницу, отличающийся тем. что изложницу вращают с частотой, обеспечивающей постоянную величину гравитационного коэффициента, равной 40 - 79 единиц.
Спосіб одержання крутозігнутих трубних елементів
Номер патенту: 11205
Опубліковано: 15.12.2005
Автори: Кухар Володимир Валентинович, Грушко Олександр Володимирович, Діамантопуло Костянтин Костянтинович, Сердюк Іван Олексійович
МПК: B21D 9/00
Мітки: крутозігнутих, одержання, спосіб, елементів, трубних
Формула / Реферат:
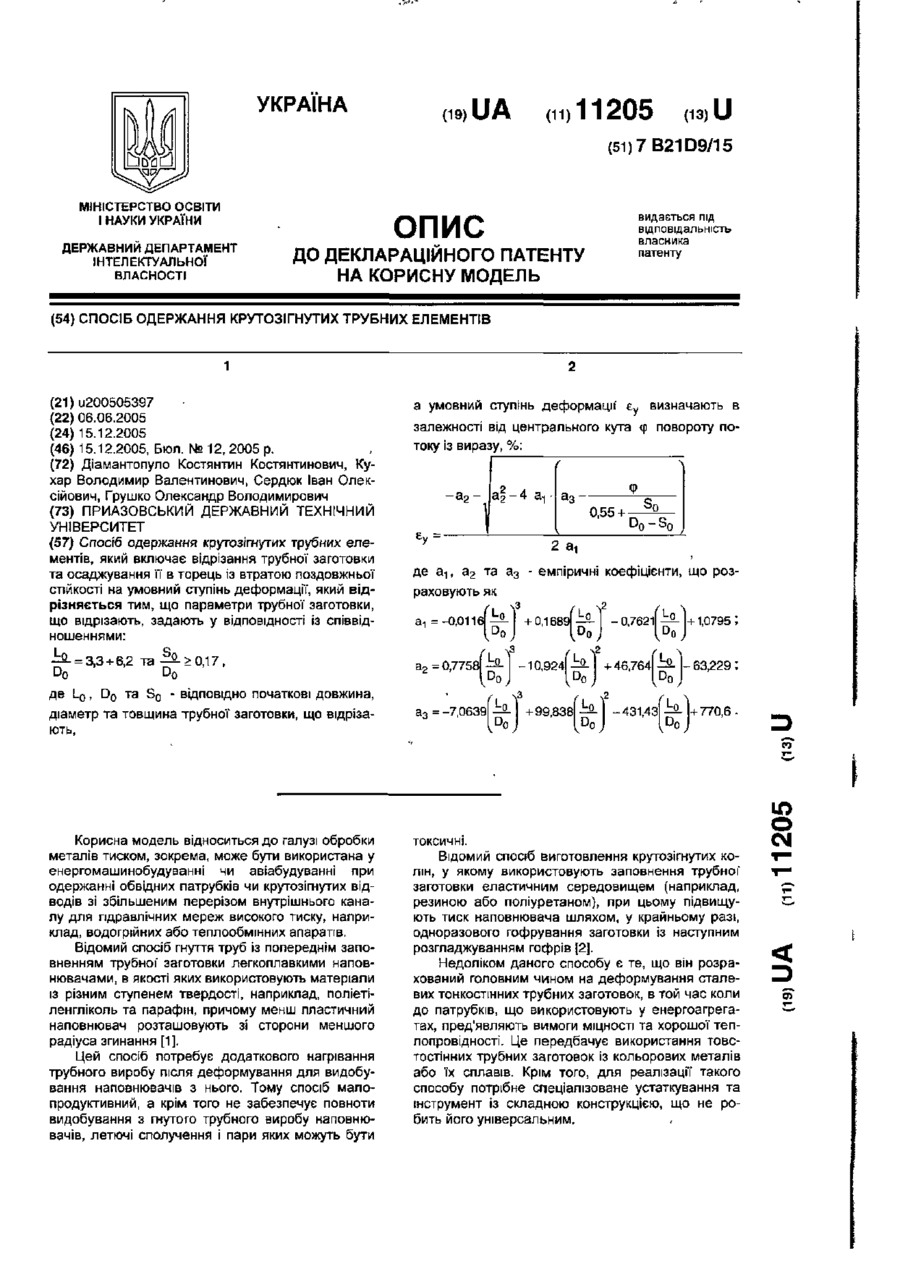
Спосіб одержання крутозігнутих трубних елементів, який включає відрізання трубної заготовки та осаджування її в торець із втратою поздовжньої стійкості на умовний ступінь деформації, який відрізняється тим, що параметри трубної заготовки, що відрізають, задають у відповідності із співвідношеннями: та
Пристрій для поштучного виділення і подачі із стопи плоскоскладених заготовок коробок і їх формування
Номер патенту: 50484
Опубліковано: 15.10.2002
Автори: Пирін Сергій Михайлович, Волчко Анатолій Іванович, Гавва Олександр Миколайович, Масло Микола Андрійович
МПК: B65B 43/26
Мітки: виділення, пристрій, коробок, заготовок, плоскоскладених, стопи, подачі, поштучного, формування
Формула / Реферат:
1. Пристрій для поштучного виділення і подачі із стопи плоскоскладених заготовок коробок і їх формування, що включає магазин для заготовок, механізм для поштучної їх подачі, транспортуючий механізм із захватом для переміщення заготовки і пристрій для її розкривання, який відрізняється тим, що опорна поверхня магазину заготовок розміщена під деяким кутом α до горизонту, причому кут α більше кута тертя заготовки коробки...
Пристрій для поштучного подавання їз стопи картонних плоскоскладених заготовок ящиків та їх формування

Номер патенту: 47546
Опубліковано: 15.07.2002
Автори: Волчко Анатолій Іванович, Коломейський Борис Мойсейович, Кривопляс Олександр Павлович, Сторіжко Йосип Іванович, Костін Володимир Борисович
МПК: B65B 43/26
Мітки: поштучного, формування, заготовок, картонних, ящиків, стопи, пристрій, плоскоскладених, подавання
Формула / Реферат:
Устройство для поштучной подачи из стопы картонных плоскосложенных заготовок ящиков и их формирование по авт. св. № 979220, отличающееся тем, что, с целью повышения надежности работы устройства и повышения его производительности, оно снабжено расположенными в приспособлении для раскрытия заготовки попарно установленными по обеим сторонам спаренных пластин вдоль оси транспортера отгибателями и парой дугообразных упоров, а также парой...
Попередній патент: Спосіб захисту графітових виробів від окиснення
Наступний патент: Спосіб з’єднання поверхонь та його застосування
Випадковий патент: Граната