Установка для виготовлення конструктивних елементів
Формула / Реферат
1. Установка для безперервного виготовлення конструктивних елементів (В), що складаються із двох паралельних плоских дротяних сітчастих мат (М, М') із взаємно перехрещених і зварених у місцях перехрещення поздовжніх дротів (L, L') і поперечних дротів (Q, Q'), із утримуючих дротяні сітчасті мати на певній відстані одну від іншої прямих дротяних перемичок (S, S'), а також із розміщеної між дротяними сітчастими матами пронизаної дротяними перемичками ізоляційної прокладки (W), яка (установка) містить принаймні один розміщений поряд з наявним у виробничій лінії (Х-Х) виробничим каналом (2), викривлений, тангенціально підведений до виробничого каналу (2) напрямний пристрій (15, 15') для дротяних сітчастих мат (М, М'), оснащений приводом подавальний пристрій (10, 10'), виконаний з можливістю дискретного витягування поставленого на ребро нескінченного дротяного сітчастого полотна (G, G') від щонайменше однієї котушки (11, 11') запасу і введення дротяного сітчастого полотна (G, G') до напрямних пристроїв (15, 15'), причому перед кожним напрямним пристроєм (15, 15') встановлений подавальний пристрій (4, 4'), виконаний з можливістю подачі дротяного сітчастого полотна (G, G'), правильний пристрій (12, 12') для вирівнювання дротяного сітчастого полотна (G, G') і відрізний пристрій (5, 5') для відокремлення дротяних сітчастих мат (М, М') попередньо заданої довжини від нескінченного дротяного сітчастого полотна (G, G'), кілька зварювальних пристроїв (7, 7') для одночасного зварювання обох кінців усіх дротяних перемичок (S, S') з відповідними поздовжніми дротами (L, L') дротяних сітчастих мат (М, М'), встановлені після зварювальних пристроїв (7, 7') обрізні пристрої (8, 8'), виконані з можливістю відокремлення від конструктивних елементів (В) виступаючих кінців (Е, Е') дротяних перемичок, і пристрій (9) поперечного переміщення для виведення готових конструктивних елементів із виробничого каналу (2), яка відрізняється тим, що відрізний пристрій (5, 5') для вирізання відрізків потрібної довжини із дротяних сітчастих полотен (G, G') містить щонайменше два контр-ножі (74), встановлені на поворотному (Р28) різальному брусі (72) з можливістю регулювання відстані між ними, і щонайменше два ножі (75), встановлені на поворотному (Р29) ножовому брусі (73) з можливістю регулювання відстані між ними і взаємодії з контр-ножами (74), причому контр-ножі (74) і ножі (75) встановлені з можливістю позиціонування у поздовжньому напрямку для обрізання кінців поздовжніх дротів.
2. Установка за п. 1, яка відрізняється тим, що кожен обрізний пристрій (8, 8') для одночасного відокремлення щонайменше одного надлишку (Е, Е') дротяної перемички містить кілька поворотних (Р28) верхніх ножів (99) і кілька взаємодіючих з ними поворотних (Р29) нижніх ножів (101), а також тим, що кожен верхній ніж (99) має уловлювальний носик (103) для фіксування відповідних дротів (L1, L1'; Q, Q') сітки і встановлений з можливістю повороту (Р28) у робоче положення, а кожен нижній ніж (101) має щонайменше один напрямний відбійний носик (105) і встановлений з можливістю повороту (Р29) для відокремлення надлишків (Е, Е') дротяних перемичок.
3. Установка за пп. 1 або 2, яка відрізняється тим, що після пристрою (9) поперечного переміщення, призначеного для вилучення готового конструктивного елемента (В) із виробничої лінії (Х-Х) і розміщеного в кінці виробничого каналу (2), розміщений перекидач (43), виконаний з можливістю переведення конструктивного елемента (В), виведеного із виробничої лінії (Х-Х) у положенні "на ребро", у горизонтальне положення і переміщення конструктивного елемента (В) на стапель (Т).
Текст
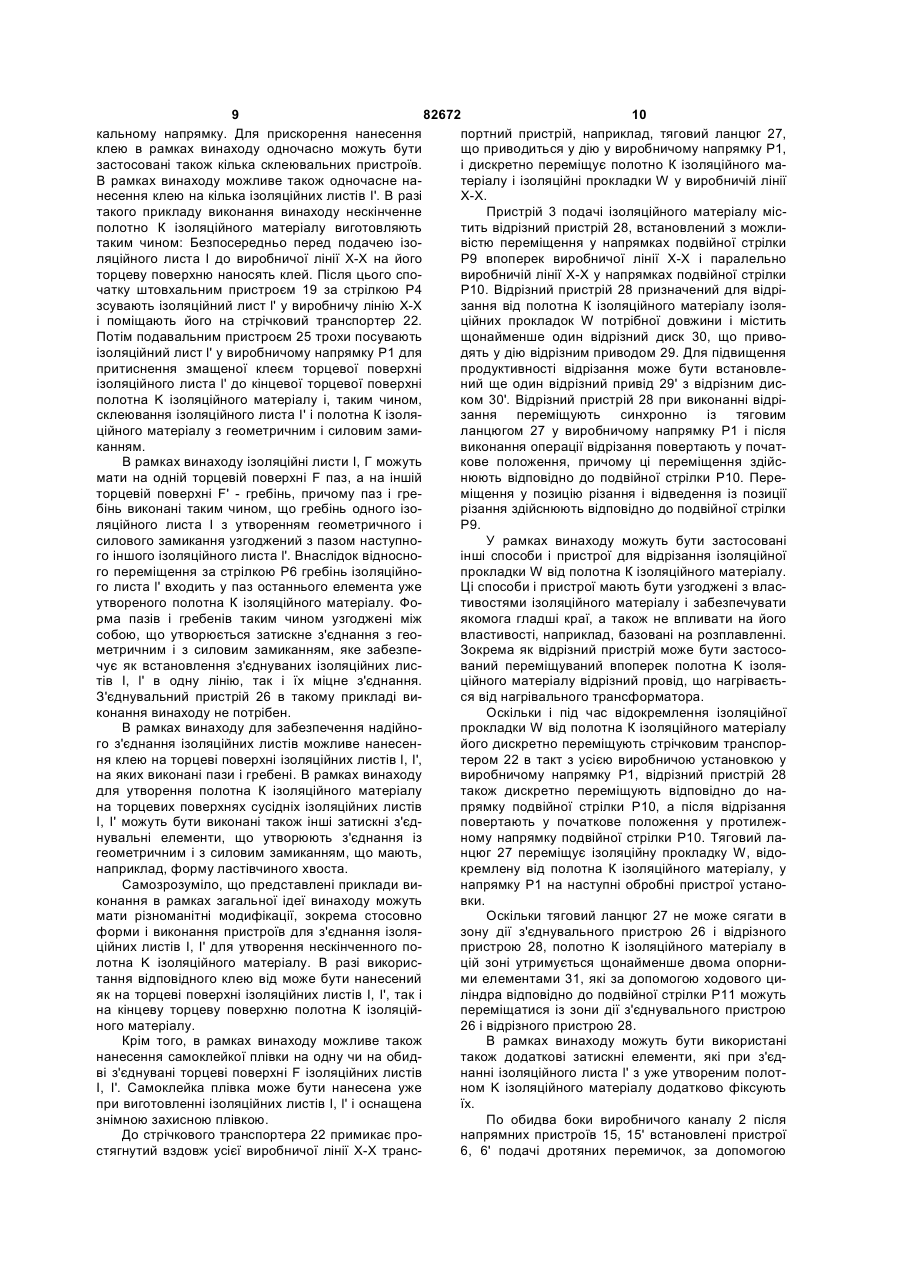
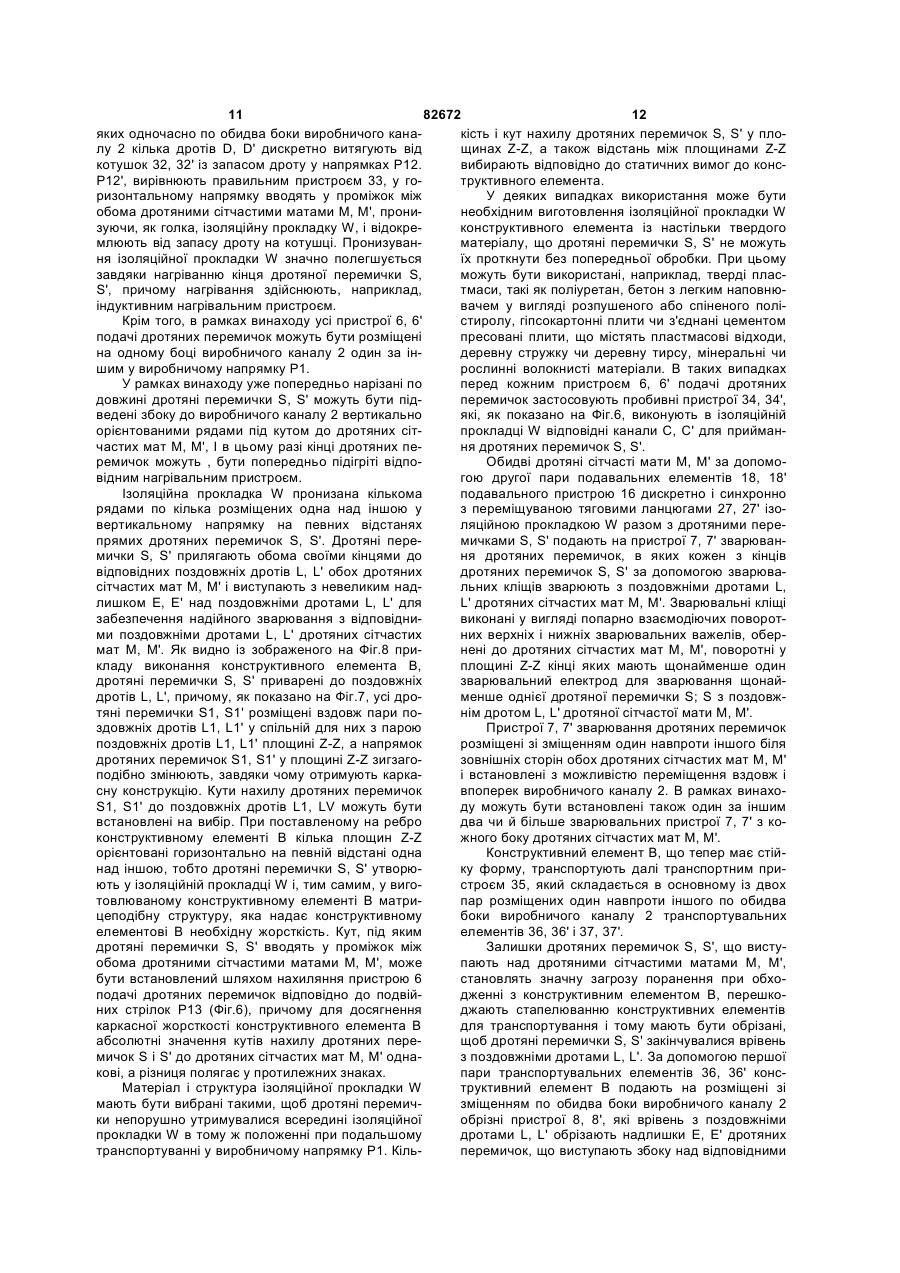
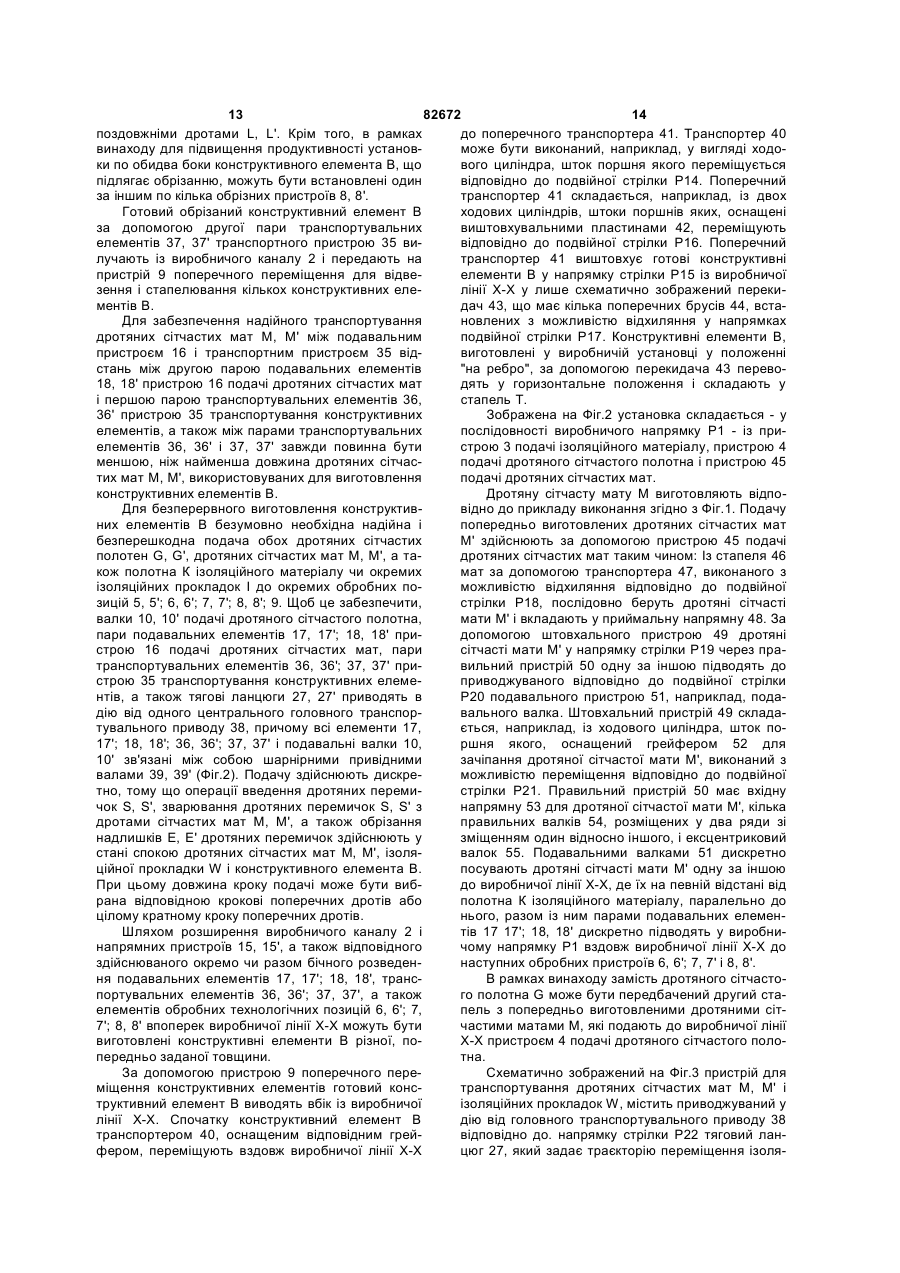
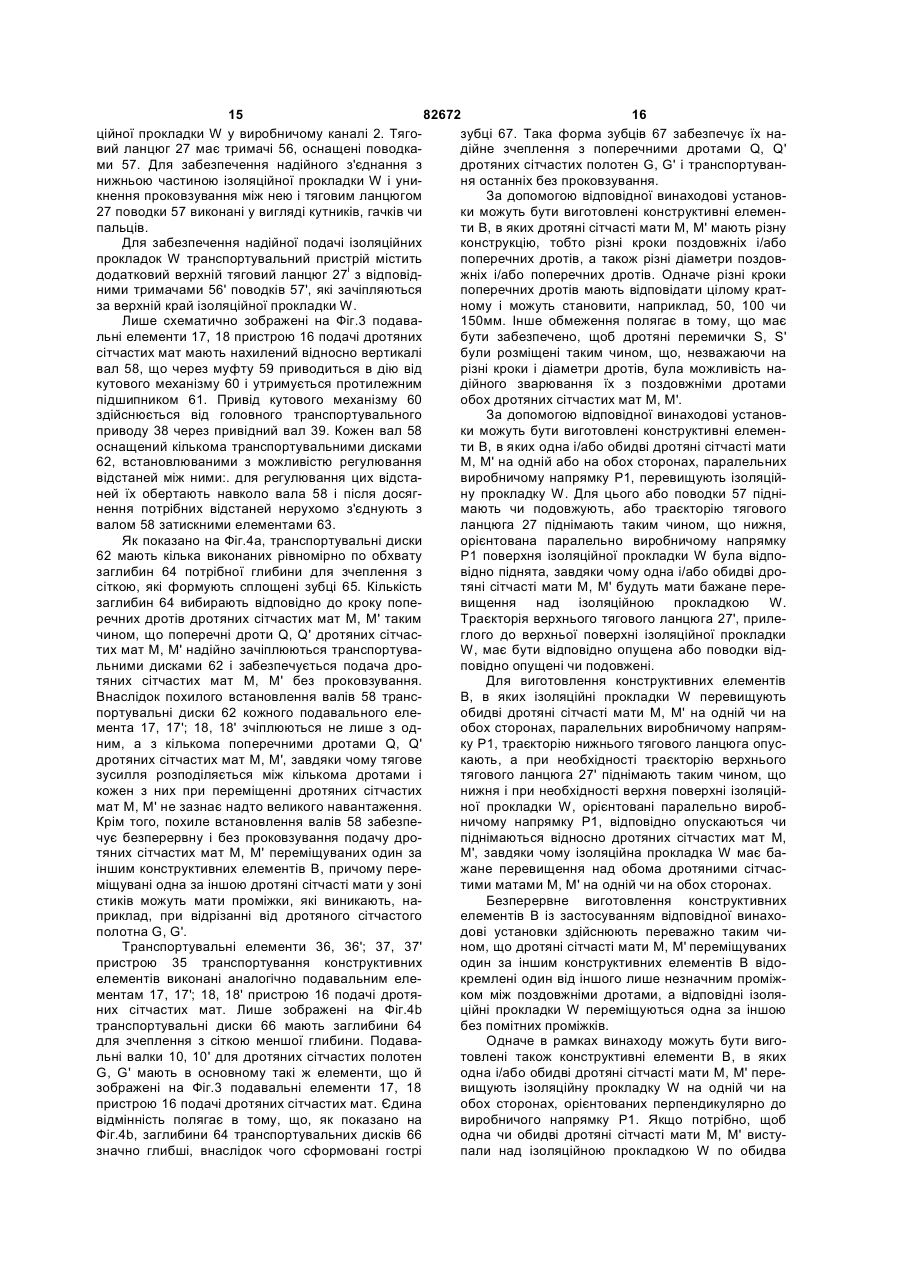
1. Установка для безперервного виготовлення конструктивних елементів (В), що складаються із двох паралельних плоских дротяних сітчастих мат (М, М') із взаємно перехрещених і зварених у місцях перехрещення поздовжніх дротів (L, L') і поперечних дротів (Q, Q'), із утримуючих дротяні сітчасті мати на певній відстані одну від іншої прямих дротяних перемичок (S, S'), а також із розміщеної між дротяними сітчастими матами пронизаної дротяними перемичками ізоляційної прокладки (W), яка (установка) містить принаймні один розміщений поряд з наявним у виробничій лінії (Х-Х) виробничим каналом (2), викривлений, тангенціально підведений до виробничого каналу (2) напрямний пристрій (15, 15') для дротяних сітчастих мат (М, М'), оснащений приводом подавальний пристрій (10, 10'), виконаний з можливістю дискретного витягування поставленого на ребро нескінченного дротяного сітчастого полотна (G, G') від щонайменше однієї котушки (11, 11') запасу і введення дротяного сітчастого полотна (G, G') до напрямних пристроїв (15, 15'), причому перед кожним напрямним пристроєм (15, 15') встановлений подавальний пристрій (4, 4'), виконаний з можливістю подачі дротяного сітчастого полотна (G, G'), правильний пристрій (12, 12') для вирівнювання дротяного сітчастого полотна (G, G') і відрізний пристрій (5, 5') для відокремлення дротяних сітчастих мат (М, М') попередньо заданої довжини від нескінченного 2 (19) 1 3 Винахід стосується способу і установки для безперервного виготовлення конструктивних елементів, що складаються із двох паралельних, плоских дротяних сітчастих мат із взаємно перехрещених і зварених у місцях перехрещення поздовжніх і поперечних дротів, із утримуючих дротяні сітчасті мати на певній відстані одну від іншої прямих дротяних перемичок, а також із розміщеної між дротяними сітчастими матами, пронизаної дротяними перемичками ізоляційної прокладки, а також конструктивного елемента, виготовленого за цим способом і на цій установці. Із опису винаходу до [патенту AT 372 886] відомі спосіб і пристрій для виготовлення конструктивного елемента вказаного вище роду. В цій установці спочатку два дротяних сітчастих полотна розміщують паралельно одне до іншого на відстані, що відповідає бажаній товщині виготовлюваного конструктивного елемента. У проміжок між дротяними сітчастими полотнами на певній відстані від кожного полотна вводять ізоляційний лист. Від котушок з дротом кілька дротяних перемичок вертикальними рядами один над іншим пропускають крізь обидва дротяних сітчастих полотна у проміжку між ними і крізь ізоляційний лист таким чином, що кожна дротяна перемичка своїми кінцями розміщена поблизу дротів сітки обох полотен. Передні кінці дротяних перемичок зварюють з відповідними дротами сітки одного із полотен, а потім відокремлюють дротяні перемички від дротів, намотаних на котушки. В наступній технологічній операції іншим зварювальним пристроєм відокремлені кінці перемичок зварюють з відповідними дротами сітки іншого полотна. В наступній технологічній операції кромкообрізними ножицями обрізають кінці перемичок, що виступають збоку над полотнами. Після цього відрізають конструктивні елементи потрібної довжини. Недоліком відомої установки є те, що обрізні пристрої для відрізання дротяних сітчастих полотен готових конструктивних елементів у кінці виробничої лінії є вкрай витратними. Задача винаходу полягає у розробці способу і установки вказаного вище виду, які усувають недоліки відомої установки і уможливлюють безперервний процес виготовлення конструктивних елементів різної структури, зокрема з різним розміщенням дротяних перемичок, різними типами дротяних сітчастих полотен та ізоляційних елементів. Крім того, задачею винаходу є розробка способу і установки, які уможливлюють використання на вибір попередньо виготовлених дротяних сітчастих мат і дротяних сітчастих полотен для виготовлення конструктивних елементів. Інша задача винаходу полягає у розробці конструктивного елемента, який стосовно його властивостей і конструкції може бути виготовлений настільки різноманітно, що може бути оптимально узгоджений з бажаними статичними вимогами при його використанні. Згідно з відповідним винаходові способом дві дротяні сітчасті мати розміщують виробничому 82672 4 каналі паралельно одна іншій на відстані, що відповідає товщині конструктивного елемента, для утворення ізоляційної прокладки конструктивного елемента у проміжку між паралельними дротяними сітчастими матами на певній відстані від кожної дротяної сітчастої мати вводять ізоляційний лист із теплоізоляційного матеріалу, одночасно принаймні з одного боку, поперемінно з протилежним нахилом, у перпендикулярній до дротяних сітчастих мат площині, в якій бажано досягти підвищення жорсткості конструктивного елемента, крізь щонайменше одну із дротяних сітчастих мат таким чином вводять у проміжок між дротяними сітчастими матами кілька дротяних перемичок, що вони пронизують ізоляційну прокладку, а вільні кінці кожної дротяної перемички лежать поблизу дротів обох дротяних сітчастих мат, дротяні перемички зварюють з цими дротами, а кінці дротяних перемичок, що виступають над дротами обох дротяних сітчастих мат, обрізають. Для виготовлення дротяних сітчастих мат принаймні одне дротяне сітчасте полотно подають від запасу дротяної сітки, вирівнюють і відокремлюють від дротяного сітчастого полотна дротяні сітчасті мати бажаної довжини. Предметом винаходу є також установка для здійснення способу, яка містить по обидва боки від розміщеного у виробничій лінії виробничого каналу викривлені, тангенціально підведені до виробничого каналу напрямні пристрої для дротяних сітчастих мат, призначений для введення ізоляційних листів потрібної довжини і/або нескінченного полотна ізоляційного матеріалу до виробничого каналу транспортувальний пристрій і в разі необхідності напрямний пристрій, пристрій подачі дротяних сітчастих мат, виконаний з можливістю дискретного переміщення дротяних сітчастих мат у напрямних пристроях і у виробничому каналі, простягнутий вздовж виробничого каналу транспортер, виконаний з можливістю дискретного і синхронного з дротяними сітчастими матами переміщення принаймні частково стабільної за формою ізоляційної прокладки, призначеної для фіксування дротяних перемичок, кілька розміщених в зоні дії пристрою подачі дротяних сітчастих мат щонайменше по один бік від виробничого каналу, встановлених з можливістю обертання навколо вертикальної осі для зміни кутів входження дротяних перемичок пристроїв подачі дротяних перемичок в ізоляційну прокладку, а також кілька зварювальних пристроїв для одночасного зварювання обох кінців усіх дротяних перемичок з відповідними поздовжніми дротами дротяних сітчастих мат, пристрій дискретного транспортування конструктивних елементів, встановлені після транспортного пристрою обрізні пристрої, виконані з можливістю відокремлення від конструктивних елементів виступаючих кінців дротяних перемичок, транспортер для виведення конструктивного елемента із виробничого каналу, і спільний головний транспортувальний привід, виконаний з можливістю дискретного, синхронного приведення в дію зв'язаних між собою привідними 5 82672 6 валами пристроїв подачі дротяного сітчастого поЗображена на Фіг.1 установка має несучу раму лотна, пристрою подачі дротяних сітчастих мат, 1, на якій переважно посередині розміщений зопристрою транспортування конструктивних елемебражений лише схематично горизонтальний виронтів, а також пристроїв подачі полотна ізоляційнобничий канал 2, що визначає виробничу лінію X-X. го матеріалу та ізоляційних прокладок. На вході виробничого каналу 2 розміщений приКрім того, предметом винаходу є також консстрій З подачі ізоляційного матеріалу для підветруктивний елемент із двох паралельних, зваредення ізоляційної прокладки W. По обидва боки них дротяних сітчастих мат, із утримуючих дротяні виробничого каналу 2 послідовно у виробничому сітчасті мати на певній відстані одну від іншої, напрямку Р1 розміщені пристрої 4, 4' подачі дрозварених на обох кінцях з обома дротяними сітчатяних сітчастих полотен, пристрої 5, 5' відрізання стими матами прямих дротяних перемичок, а тадротяних сітчастих мат, пристрої 6, 6' подачі дрокож із розміщеної між дротяними сітчастими мататяних перемичок, пристрої 7, 7' зварювання дроми, пронизаної дротяними перемичками тяних перемичок і обрізні пристрої 8, 8'. На виході ізоляційної прокладки, який відрізняється тим, що виробничого каналу 2 розміщений пристрій 9 попринаймні одна із дротяних сітчастих мат виконаперечного переміщення готових конструктивних на як сітчаста арматурна мата, яка має відповідну елементів. статичним вимогам до конструктивного елемента За допомогою подавального пристрою, напримінімальну міцність зварних точок, відповідну меклад, приводжуваних у дію відповідно до подвійханічну міцність дротів, а також відповідний діаних стрілок P2, Р2' подавальних валків 10, 10' приметр і відстані між дротами, дротяні перемички строїв 4, 4' подачі дротяних сітчастих полотен від розміщені між дротами дротяних сітчастих мат у двох котушок 11, 11' у напрямках Р3, Р3' витягупопередньо заданих напрямках відносно дротяних ються два вертикально орієнтованих дротяних сітчастих мат, переважно поперемінно з протилесітчастих полотна G, G', причому відстань між пожним нахилом, а ізоляційна прокладка розміщена здовжніми дротами L, L' і поперечними дротами Q, на попередньо заданих відстанях від кожної з дроQ', а також ширина кожного дротяного сітчастого тяних сітчастих мат. полотна G, G' може бути довільно вибрана в меІнші ознаки і переваги винаходу детальніше жах певного діапазону. Кожен пристрій 4, 4' подачі пояснюються далі на прикладах виконання з посидротяних сітчастих полотен має правильний приланнями на креслення. На них схематично зобрастрій 12, 12', який призначений для випрямлення жено: дротяних сітчастих полотен G, G' і складається із Фіг.1 у виді зверху установка згідно з винахокількох розміщених у два ряди зі зміщенням один дом; відносно іншого правильних валків 13, 13' (Фіг.2) і Фіг.2 у виді зверху фрагмент іншого прикладу регульованих ексцентрикових валків 14 (Фіг.2). виконання установки згідно з винаходом; Подавальні валки 10, 10' призначені для дискретФіг.3 у виді збоку пристрій для подачі дротяних ної подачі дротяних сітчастих полотен G, G' у насітчастих мат та ізоляційних елементів; прямках Р3, Р3' на подальшу обробку встановлеФіг.4а і 4b різні типи транспортувальних дисків; ними після них пристроями 5, 5' відрізання Фіг.5а у виді збоку пристрій для нарізання дродротяних сітчастих мат або - після закінчення протяних сітчастих мат; цесу виробництва - для витягування більше не Фіг.5b інший приклад виконання пристрій для потрібних залишків дротяних сітчастих полотен із нарізання дротяних сітчастих мат; правильних валків 13, 13' у напрямку, протилежФіг.6 горизонтальний переріз пристроїв для ному напрямку Р3, Р3'. Кожен подавальний валок підведення дротяних перемичок з пробивним при10, 10' встановлений з можливістю переміщення строєм; між робочим положенням, в якому він перебуває у Фіг.7а горизонтальний переріз фрагмента обзчепленні з переміщуваним дротяним сітчастим різного пристрою; полотном G, G', і положенням спокою, в якому він Фіг.7b і 7с переміщення верхнього і нижнього перебуває поза контактом з дротяним сітчастим ножів обрізного пристрою; полотном G, G'. Фіг.8 у аксонометрії конструктивний елемент, Відрізні пристрої 5, 5', як буде описано далі з виготовлений на установці згідно звинаходом. посиланнями на Фіг.5а і 5b, призначені для відріЗображена на Фіг.1 відповідна винаходові зання від нескінченних дротяних сітчастих полотен установка служить для виготовлення представлеG, G' дротяних сітчастих мат M, M' певної довжиного на Фіг.8 конструктивного елемента В, який ни. За допомогою злегка викривлених, лише еласскладається із двох паралельних, плоских дротятично деформуючих дротяні сітчасті мати M, M' і них сітчастих мат M, M', виготовлених із взаємно тангенціально підведених з протилежних боків перехрещених і зварених між собою у точках певиробничого каналу 2 напрямних пристроїв 15, 15' рехрещення поздовжніх дротів L, L' і поперечних (Фіг.2), які складаються, наприклад, із кількох роздротів Q, Q', із утримуючих обидві дротяні сітчасті міщених один за іншим дугових брусків і закріплені мати M, M' на попередньо заданій відстані одну від на несучій рамі 1 консолями чи тримачами, дротяіншої прямих дротяних перемичок S, S', кінці яких ні сітчасті мати M, M' таким чином вводяться у приварені до відповідних дротів обох дротяних виробничий канал 2, що у ньому вони займають сітчастих мат M, M', а також із розміщеної між дропаралельне положення на відстані, яка відповідає тяними сітчастими матами M, M' на певній відстані бажаній товщині виготовлюваного конструктивного від них, принаймні частково стабільної за формою елемента В. У виробничому каналі 2 обидві дротяізоляційної прокладки W, наприклад, ізоляційного ні сітчасті мати M, M' за допомогою дистанційних листа із пластмаси. елементів, що складаються, наприклад, із дистан 7 82672 8 ційних плит і кількох розміщених одна над іншою у них листів I, I', при якому місце з'єднання не вертикальному напрямку дистанційних напрямних, розходиться ні під зусилля розтягу, ні під зусиллям по усій ширині надійно і точно утримуються на цій стиснення. певній відстані. Для з'єднання ізоляційних листів l' з уже утвоЗа допомогою пристрою 16 подачі дротяних сіреним полотном K ізоляційного матеріалу на витчастих мат, який містить розміщені по обидва ході стрічкового транспортера 22 встановлений боки від виробничого каналу 2 подавальні елеменз'єднувальний пристрій 26. З'єднувальний пристрій ти 17, 17' і 18, 18', обидві дротяні сітчасті мати M, 26 встановлений з можливістю поступальноM' дискретно подають до напрямних пристроїв 15, зворотного переміщення у напрямках подвійної 15' і у напрямку Р1 вздовж виробничого каналу 2 стрілки Р7 впоперек виробничої лінії X-X і параледо наступних обробних технологічних позицій 6, 6'; льно виробничій лінії X-X у напрямках подвійної 7, 7'; 8, 8'; 9. Перша пара подавальних елементів стрілки Р8. Згідно з цим прикладом виконання ви17, 17' розміщена у паралельній вихідній зоні нанаходу використовують ізоляційні листи І, І', вузька прямних пристроїв 15, 15'. Для забезпечення насторона яких має плоску торцеву поверхню F, Для дійної подачі дротяних сітчастих мат M, M' подавиготовлення нескінченного полотна К ізоляційновальним пристроєм 16 відстань між першою парою го матеріалу ізоляційний лист l' з'єднують з полотподавальних елементів 17, 17' і відрізними прином К, наприклад, методом гарячого зварювання строями 5, 5', а також між обома парами подаваза допомогою з'єднувального пристрою 26, викольних елементів 17, 17' і 18, 18' повинна бути менаного у вигляді нагрівального пристрою. Нагріваншою, ніж найменша довжина дротяних сітчастих льний пристрій складається в основному із нагрімат M, M', призначених для виготовлення конструвальної пластини і нагрівального трансформатора, ктивного елемента В. що служить для її нагрівання. Нескінченне полотно Зображений на Фіг.2 у збільшеному масштабі К ізоляційного матеріалу виготовляють таким чипристрій 3 подачі ізоляційного матеріалу служить ном. Ізоляційний лист l', що перебуває на стрічкодля подачі ізоляційних листів І, з'єднання ізоляційвому транспортері 22, за допомогою подавального них листів І у полотно K ізоляційного матеріалу і пристрою 25 переміщують за стрілкою Р6 до упивідокремлення ізоляційної прокладки W від полотрання ізоляційного листа l' в нагрівальну пластину, на К ізоляційного матеріалу. Пристрій 3 подачі що прилягає до торцевої поверхні полотна К ізоізоляційного матеріалу містить штовхальний приляційного матеріалу. Потім нагрівальну пластину стрій 19, який для утворення ізоляційних проклаза допомогою нагрівального трансформатора надок W конструктивних елементів В збоку подає грівають доти, доки не розм'якнуть прилеглі до неї певні ізоляційні листи І у напрямку P4 до виробниторцеві поверхні полотна К ізоляційного матеріалу чої лінії X-X установки. Штовхальний пристрій 19 і ізоляційного листа l'. Після цього нагрівальну складається в основному із двох ходових циліндпластину швидко виймають за подвійною стрілкою рів 20, штоки поршнів яких переміщуються відпоР7 із проміжку між ізоляційним листом І' і полотном відно до подвійної стрілки Р5; на кінцях штоків К ізоляційного матеріалу і подавальним пристроєм встановлена натискна пластина 21. У виробничій 25 трохи посувають у напрямку Р6 для взаємного лінії X-X розміщений стрічковий транспортер 22, стиснення нагрітих торцевих поверхонь і, таким що приводиться у дію транспортним приводом 23 чином, з'єднання зварюванням ізоляційного листа у напрямку виробництва Р1 і переміщує у цьому l' з полотном К ізоляційного матеріалу з геометринапрямку ізоляційний лист І вздовж виробничої чним замиканням і з силовим замиканням. Оскільлінії X-X. Встановлена з можливістю поперечного ки в процесі з'єднання полотно К ізоляційного марегулювання упорна рамка 24 обмежує подачу теріалу дискретно переміщується у напрямку Р1 ізоляційного листа І у напрямку Р4 і точно задає стрічковим транспортером 22 в такт з усією виробйого положення у виробничій лінії X-X. На вхідній ничою установкою, з'єднувальний пристрій 26 тастороні стрічкового транспортера 22 встановлений кож дискретно переміщують у відповідному наподавальний пристрій 25, наприклад, ходовий ципрямку за подвійною стрілкою Р8 і після виймання ліндр. Шток поршня ходового циліндра 25, виконанагрівальної пластини повертають у відповідному ний з можливістю поступально-зворотного перепротилежному напрямку подвійної стрілки Р8 у міщення відповідно до подвійної стрілки Р6, початкове положення. оснащений натискною пластиною, узгодженою з Згідно з іншим прикладом виконання винаходу торцевою поверхнею ізоляційного листа І. За додля виготовлення нескінченного полотна К ізоляпомогою подавального пристрою 25 ізоляційний ційного матеріалу ізоляційний лист І' з'єднують з лист І', що перебуває на стрічковому транспортері полотном К за допомогою з'єднувального при22, додатково переміщується у напрямку Р1 з местрою 26, виконаного у вигляді склеювального тою підведення ізоляційного листа I' до уже утвопристрою. Склеювальний пристрій містить, наприреного полотна К ізоляційного матеріалу і з'єднанклад, розбризкувальне сопло з резервуаром, заня ізоляційного листа І' з кінцем полотна К повненим придатним клеєм. Для забезпечення ізоляційного матеріалу з використанням геометринадійності з'єднання ізоляційного листа l' з полотчного і силового замикання з утворенням нескінном К ізоляційного матеріалу клей має бути приченного полотна К ізоляційного матеріалу. Під датним для склеювання матеріалу ізоляційних з'єднанням із геометричним замиканням слід ролистів І, І' і мати час висихання, узгоджений зі зуміти з'єднання ізоляційних листів І, I', при якому швидкістю виробництва. Для розприскування клею між обома ізоляційними листами І, I' немає ні прона торцеву поверхню ізоляційного листа І' склеюміжків, ні бічних виступів. Під з'єднанням із силовальний пристрій встановлений з можливістю певим замиканням слід розуміти з'єднання ізоляційреміщення у горизонтальному напрямку і у верти 9 82672 10 кальному напрямку. Для прискорення нанесення портний пристрій, наприклад, тяговий ланцюг 27, клею в рамках винаходу одночасно можуть бути що приводиться у дію у виробничому напрямку Р1, застосовані також кілька склеювальних пристроїв. і дискретно переміщує полотно К ізоляційного маВ рамках винаходу можливе також одночасне натеріалу і ізоляційні прокладки W у виробничій лінії несення клею на кілька ізоляційних листів І'. В разі X-X. такого прикладу виконання винаходу нескінченне Пристрій 3 подачі ізоляційного матеріалу місполотно К ізоляційного матеріалу виготовляють тить відрізний пристрій 28, встановлений з можлитаким чином: Безпосередньо перед подачею ізовістю переміщення у напрямках подвійної стрілки ляційного листа І до виробничої лінії X-X на його Р9 впоперек виробничої лінії X-X і паралельно торцеву поверхню наносять клей. Після цього сповиробничій лінії X-X у напрямках подвійної стрілки чатку штовхальним пристроєм 19 за стрілкою Р4 Р10. Відрізний пристрій 28 призначений для відрізсувають ізоляційний лист l' у виробничу лінію X-X зання від полотна К ізоляційного матеріалу ізоляі поміщають його на стрічковий транспортер 22. ційних прокладок W потрібної довжини і містить Потім подавальним пристроєм 25 трохи посувають щонайменше один відрізний диск 30, що привоізоляційний лист l' у виробничому напрямку Р1 для дять у дію відрізним приводом 29. Для підвищення притиснення змащеної клеєм торцевої поверхні продуктивності відрізання може бути встановлеізоляційного листа l' до кінцевої торцевої поверхні ний ще один відрізний привід 29' з відрізним дисполотна K ізоляційного матеріалу і, таким чином, ком 30'. Відрізний пристрій 28 при виконанні відрісклеювання ізоляційного листа І' і полотна К ізолязання переміщують синхронно із тяговим ційного матеріалу з геометричним і силовим замиланцюгом 27 у виробничому напрямку Р1 і після канням. виконання операції відрізання повертають у початВ рамках винаходу ізоляційні листи І, Г можуть кове положення, причому ці переміщення здійсмати на одній торцевій поверхні F паз, а на іншій нюють відповідно до подвійної стрілки Р10. Переторцевій поверхні F' - гребінь, причому паз і греміщення у позицію різання і відведення із позиції бінь виконані таким чином, що гребінь одного ізорізання здійснюють відповідно до подвійної стрілки ляційного листа І з утворенням геометричного і Р9. силового замикання узгоджений з пазом наступноУ рамках винаходу можуть бути застосовані го іншого ізоляційного листа l'. Внаслідок відносноінші способи і пристрої для відрізання ізоляційної го переміщення за стрілкою Р6 гребінь ізоляційнопрокладки W від полотна К ізоляційного матеріалу. го листа l' входить у паз останнього елемента уже Ці способи і пристрої мають бути узгоджені з власутвореного полотна К ізоляційного матеріалу. Фотивостями ізоляційного матеріалу і забезпечувати рма пазів і гребенів таким чином узгоджені між якомога гладші краї, а також не впливати на його собою, що утворюється затискне з'єднання з геовластивості, наприклад, базовані на розплавленні. метричним і з силовим замиканням, яке забезпеЗокрема як відрізний пристрій може бути застосочує як встановлення з'єднуваних ізоляційних лисваний переміщуваний впоперек полотна K ізолятів І, l' в одну лінію, так і їх міцне з'єднання. ційного матеріалу відрізний провід, що нагріваєтьЗ'єднувальний пристрій 26 в такому прикладі вися від нагрівального трансформатора. конання винаходу не потрібен. Оскільки і під час відокремлення ізоляційної В рамках винаходу для забезпечення надійнопрокладки W від полотна К ізоляційного матеріалу го з'єднання ізоляційних листів можливе нанесенйого дискретно переміщують стрічковим транспорня клею на торцеві поверхні ізоляційних листів І, І', тером 22 в такт з усією виробничою установкою у на яких виконані пази і гребені. В рамках винаходу виробничому напрямку Р1, відрізний пристрій 28 для утворення полотна К ізоляційного матеріалу також дискретно переміщують відповідно до нана торцевих поверхнях сусідніх ізоляційних листів прямку подвійної стрілки Р10, а після відрізання І, І' можуть бути виконані також інші затискні з'єдповертають у початкове положення у протилежнувальні елементи, що утворюють з'єднання із ному напрямку подвійної стрілки Р10. Тяговий лагеометричним і з силовим замиканням, що мають, нцюг 27 переміщує ізоляційну прокладку W, відонаприклад, форму ластівчиного хвоста. кремлену від полотна К ізоляційного матеріалу, у Самозрозуміло, що представлені приклади винапрямку Р1 на наступні обробні пристрої устаноконання в рамках загальної ідеї винаходу можуть вки. мати різноманітні модифікації, зокрема стосовно Оскільки тяговий ланцюг 27 не може сягати в форми і виконання пристроїв для з'єднання ізолязону дії з'єднувального пристрою 26 і відрізного ційних листів І, І' для утворення нескінченного попристрою 28, полотно К ізоляційного матеріалу в лотна K ізоляційного матеріалу. В разі викорисцій зоні утримується щонайменше двома опорнитання відповідного клею від може бути нанесений ми елементами 31, які за допомогою ходового цияк на торцеві поверхні ізоляційних листів І, І', так і ліндра відповідно до подвійної стрілки Р11 можуть на кінцеву торцеву поверхню полотна К ізоляційпереміщатися із зони дії з'єднувального пристрою ного матеріалу. 26 і відрізного пристрою 28. Крім того, в рамках винаходу можливе також В рамках винаходу можуть бути використані нанесення самоклейкої плівки на одну чи на обидтакож додаткові затискні елементи, які при з'єдві з'єднувані торцеві поверхні F ізоляційних листів нанні ізоляційного листа l' з уже утвореним полотІ, І'. Самоклейка плівка може бути нанесена уже ном K ізоляційного матеріалу додатково фіксують при виготовленні ізоляційних листів І, l' і оснащена їх. знімною захисною плівкою. По обидва боки виробничого каналу 2 після До стрічкового транспортера 22 примикає пронапрямних пристроїв 15, 15' встановлені пристрої стягнутий вздовж усієї виробничої лінії X-X транс6, 6' подачі дротяних перемичок, за допомогою 11 82672 12 яких одночасно по обидва боки виробничого канакість і кут нахилу дротяних перемичок S, S' у плолу 2 кілька дротів D, D' дискретно витягують від щинах Z-Z, а також відстань між площинами Z-Z котушок 32, 32' із запасом дроту у напрямках Р12. вибирають відповідно до статичних вимог до консР12', вирівнюють правильним пристроєм 33, у готруктивного елемента. ризонтальному напрямку вводять у проміжок між У деяких випадках використання може бути обома дротяними сітчастими матами M, M', пронинеобхідним виготовлення ізоляційної прокладки W зуючи, як голка, ізоляційну прокладку W, і відокреконструктивного елемента із настільки твердого млюють від запасу дроту на котушці. Пронизуванматеріалу, що дротяні перемички S, S' не можуть ня ізоляційної прокладки W значно полегшується їх проткнути без попередньої обробки. При цьому завдяки нагріванню кінця дротяної перемички S, можуть бути використані, наприклад, тверді пласS', причому нагрівання здійснюють, наприклад, тмаси, такі як поліуретан, бетон з легким наповнюіндуктивним нагрівальним пристроєм. вачем у вигляді розпушеного або спіненого поліКрім того, в рамках винаходу усі пристрої 6, 6' стиролу, гіпсокартонні плити чи з'єднані цементом подачі дротяних перемичок можуть бути розміщені пресовані плити, що містять пластмасові відходи, на одному боці виробничого каналу 2 один за індеревну стружку чи деревну тирсу, мінеральні чи шим у виробничому напрямку Р1. рослинні волокнисті матеріали. В таких випадках У рамках винаходу уже попередньо нарізані по перед кожним пристроєм 6, 6' подачі дротяних довжині дротяні перемички S, S' можуть бути підперемичок застосовують пробивні пристрої 34, 34', ведені збоку до виробничого каналу 2 вертикально які, як показано на Фіг.6, виконують в ізоляційній орієнтованими рядами під кутом до дротяних сітпрокладці W відповідні канали C, C' для прийманчастих мат M, M', І в цьому разі кінці дротяних пеня дротяних перемичок S, S'. ремичок можуть , бути попередньо підігріті відпоОбидві дротяні сітчасті мати M, M' за допомовідним нагрівальним пристроєм. гою другої пари подавальних елементів 18, 18' Ізоляційна прокладка W пронизана кількома подавального пристрою 16 дискретно і синхронно рядами по кілька розміщених одна над іншою у з переміщуваною тяговими ланцюгами 27, 27' ізовертикальному напрямку на певних відстанях ляційною прокладкою W разом з дротяними перепрямих дротяних перемичок S, S'. Дротяні перемичками S, S' подають на пристрої 7, 7' зварюванмички S, S' прилягають обома своїми кінцями до ня дротяних перемичок, в яких кожен з кінців відповідних поздовжніх дротів L, L' обох дротяних дротяних перемичок S, S' за допомогою зварювасітчастих мат M, M' і виступають з невеликим надльних кліщів зварюють з поздовжніми дротами L, лишком E, E' над поздовжніми дротами L, L' для L' дротяних сітчастих мат M, M'. Зварювальні кліщі забезпечення надійного зварювання з відповіднивиконані у вигляді попарно взаємодіючих поворотми поздовжніми дротами L, L' дротяних сітчастих них верхніх і нижніх зварювальних важелів, обермат M, M'. Як видно із зображеного на Фіг.8 принені до дротяних сітчастих мат M, M', поворотні у кладу виконання конструктивного елемента В, площині Z-Z кінці яких мають щонайменше один дротяні перемички S, S' приварені до поздовжніх зварювальний електрод для зварювання щонайдротів L, L', причому, як показано на Фіг.7, усі дроменше однієї дротяної перемички S; S з поздовжтяні перемички S1, S1' розміщені вздовж пари понім дротом L, L' дротяної сітчастої мати M, M'. здовжніх дротів L1, L1' у спільній для них з парою Пристрої 7, 7' зварювання дротяних перемичок поздовжніх дротів L1, L1' площині Z-Z, а напрямок розміщені зі зміщенням один навпроти іншого біля дротяних перемичок S1, S1' у площині Z-Z зигзагозовнішніх сторін обох дротяних сітчастих мат M, M' подібно змінюють, завдяки чому отримують каркаі встановлені з можливістю переміщення вздовж і сну конструкцію. Кути нахилу дротяних перемичок впоперек виробничого каналу 2. В рамках винахоS1, S1' до поздовжніх дротів L1, LV можуть бути ду можуть бути встановлені також один за іншим встановлені на вибір. При поставленому на ребро два чи й більше зварювальних пристрої 7, 7' з коконструктивному елементі В кілька площин Z-Z жного боку дротяних сітчастих мат M, M'. орієнтовані горизонтально на певній відстані одна Конструктивний елемент В, що тепер має стійнад іншою, тобто дротяні перемички S, S' утворюку форму, транспортують далі транспортним приють у ізоляційній прокладці W і, тим самим, у вигостроєм 35, який складається в основному із двох товлюваному конструктивному елементі В матрипар розміщених один навпроти іншого по обидва цеподібну структуру, яка надає конструктивному боки виробничого каналу 2 транспортувальних елементові В необхідну жорсткість. Кут, під яким елементів 36, 36' і 37, 37'. дротяні перемички S, S' вводять у проміжок між Залишки дротяних перемичок S, S', що вистуобома дротяними сітчастими матами M, M', може пають над дротяними сітчастими матами M, M', бути встановлений шляхом нахиляння пристрою 6 становлять значну загрозу поранення при обхоподачі дротяних перемичок відповідно до подвійдженні з конструктивним елементом В, перешконих стрілок Р13 (Фіг.6), причому для досягнення джають стапелюванню конструктивних елементів каркасної жорсткості конструктивного елемента В для транспортування і тому мають бути обрізані, абсолютні значення кутів нахилу дротяних перещоб дротяні перемички S, S' закінчувалися врівень мичок S і S' до дротяних сітчастих мат M, M' одназ поздовжніми дротами L, L'. За допомогою першої кові, а різниця полягає у протилежних знаках. пари транспортувальних елементів 36, 36' консМатеріал і структура ізоляційної прокладки W труктивний елемент В подають на розміщені зі мають бути вибрані такими, щоб дротяні перемичзміщенням по обидва боки виробничого каналу 2 ки непорушно утримувалися всередині ізоляційної обрізні пристрої 8, 8', які врівень з поздовжніми прокладки W в тому ж положенні при подальшому дротами L, L' обрізають надлишки E, E' дротяних транспортуванні у виробничому напрямку P1. Кільперемичок, що виступають збоку над відповідними 13 82672 14 поздовжніми дротами L, L'. Крім того, в рамках до поперечного транспортера 41. Транспортер 40 винаходу для підвищення продуктивності установможе бути виконаний, наприклад, у вигляді ходоки по обидва боки конструктивного елемента В, що вого циліндра, шток поршня якого переміщується підлягає обрізанню, можуть бути встановлені один відповідно до подвійної стрілки Р14. Поперечний за іншим по кілька обрізних пристроїв 8, 8'. транспортер 41 складається, наприклад, із двох Готовий обрізаний конструктивний елемент В ходових циліндрів, штоки поршнів яких, оснащені за допомогою другої пари транспортувальних виштовхувальними пластинами 42, переміщують елементів 37, 37' транспортного пристрою 35 вивідповідно до подвійної стрілки Р16. Поперечний лучають із виробничого каналу 2 і передають на транспортер 41 виштовхує готові конструктивні пристрій 9 поперечного переміщення для відвеелементи В у напрямку стрілки Р15 із виробничої зення і стапелювання кількох конструктивних елелінії X-X у лише схематично зображений перекиментів В. дач 43, що має кілька поперечних брусів 44, встаДля забезпечення надійного транспортування новлених з можливістю відхиляння у напрямках дротяних сітчастих мат M, M' між подавальним подвійної стрілки Р17. Конструктивні елементи В, пристроєм 16 і транспортним пристроєм 35 відвиготовлені у виробничій установці у положенні стань між другою парою подавальних елементів "на ребро", за допомогою перекидача 43 перево18, 18' пристрою 16 подачі дротяних сітчастих мат дять у горизонтальне положення і складають у і першою парою транспортувальних елементів 36, стапель T. 36' пристрою 35 транспортування конструктивних Зображена на Фіг.2 установка складається - у елементів, а також між парами транспортувальних послідовності виробничого напрямку Р1 - із приелементів 36, 36' і 37, 37' завжди повинна бути строю 3 подачі ізоляційного матеріалу, пристрою 4 меншою, ніж найменша довжина дротяних сітчасподачі дротяного сітчастого полотна і пристрою 45 тих мат M, M', використовуваних для виготовлення подачі дротяних сітчастих мат. конструктивних елементів В. Дротяну сітчасту мату M виготовляють відпоДля безперервного виготовлення конструктиввідно до прикладу виконання згідно з Фіг.1. Подачу них елементів В безумовно необхідна надійна і попередньо виготовлених дротяних сітчастих мат безперешкодна подача обох дротяних сітчастих M' здійснюють за допомогою пристрою 45 подачі полотен G, G', дротяних сітчастих мат M, M', а тадротяних сітчастих мат таким чином: Із стапеля 46 кож полотна К ізоляційного матеріалу чи окремих мат за допомогою транспортера 47, виконаного з ізоляційних прокладок І до окремих обробних поможливістю відхиляння відповідно до подвійної зицій 5, 5'; 6, 6'; 7, 7'; 8, 8'; 9. Щоб це забезпечити, стрілки Р18, послідовно беруть дротяні сітчасті валки 10, 10' подачі дротяного сітчастого полотна, мати M' і вкладають у приймальну напрямну 48. За пари подавальних елементів 17, 17'; 18, 18' придопомогою штовхального пристрою 49 дротяні строю 16 подачі дротяних сітчастих мат, пари сітчасті мати M' у напрямку стрілки Р19 через пратранспортувальних елементів 36, 36'; 37, 37' привильний пристрій 50 одну за іншою підводять до строю 35 транспортування конструктивних елемеприводжуваного відповідно до подвійної стрілки нтів, а також тягові ланцюги 27, 27' приводять в Р20 подавального пристрою 51, наприклад, подадію від одного центрального головного транспорвального валка. Штовхальний пристрій 49 складатувального приводу 38, причому всі елементи 17, ється, наприклад, із ходового циліндра, шток по17'; 18, 18'; 36, 36'; 37, 37' і подавальні валки 10, ршня якого, оснащений грейфером 52 для 10' зв'язані між собою шарнірними привідними зачіпання дротяної сітчастої мати M', виконаний з валами 39, 39' (Фіг.2). Подачу здійснюють дискреможливістю переміщення відповідно до подвійної тно, тому що операції введення дротяних перемистрілки Р21. Правильний пристрій 50 має вхідну чок S, S', зварювання дротяних перемичок S, S' з напрямну 53 для дротяної сітчастої мати M', кілька дротами сітчастих мат M, M', а також обрізання правильних валків 54, розміщених у два ряди зі надлишків E, E' дротяних перемичок здійснюють у зміщенням один відносно іншого, і ексцентриковий стані спокою дротяних сітчастих мат M, M', ізолявалок 55. Подавальними валками 51 дискретно ційної прокладки W і конструктивного елемента В. посувають дротяні сітчасті мати M' одну за іншою При цьому довжина кроку подачі може бути вибдо виробничої лінії X-X, де їх на певній відстані від рана відповідною крокові поперечних дротів або полотна К ізоляційного матеріалу, паралельно до цілому кратному кроку поперечних дротів. нього, разом із ним парами подавальних елеменШляхом розширення виробничого каналу 2 і тів 17 17'; 18, 18' дискретно підводять у виробнинапрямних пристроїв 15, 15', а також відповідного чому напрямку Р1 вздовж виробничої лінії X-X до здійснюваного окремо чи разом бічного розведеннаступних обробних пристроїв 6, 6'; 7, 7' і 8, 8'. ня подавальних елементів 17, 17'; 18, 18', трансВ рамках винаходу замість дротяного сітчастопортувальних елементів 36, 36'; 37, 37', а також го полотна G може бути передбачений другий стаелементів обробних технологічних позицій 6, 6'; 7, пель з попередньо виготовленими дротяними сіт7'; 8, 8' впоперек виробничої лінії X-X можуть бути частими матами M, які подають до виробничої лінії виготовлені конструктивні елементи В різної, поX-X пристроєм 4 подачі дротяного сітчастого полопередньо заданої товщини. тна. За допомогою пристрою 9 поперечного переСхематично зображений на Фіг.3 пристрій для міщення конструктивних елементів готовий констранспортування дротяних сітчастих мат M, M' і труктивний елемент В виводять вбік із виробничої ізоляційних прокладок W, містить приводжуваний у лінії X-X. Спочатку конструктивний елемент В дію від головного транспортувального приводу 38 транспортером 40, оснащеним відповідним грейвідповідно до. напрямку стрілки Р22 тяговий ланфером, переміщують вздовж виробничої лінії X-X цюг 27, який задає траєкторію переміщення ізоля 15 82672 16 ційної прокладки W у виробничому каналі 2. Тягозубці 67. Така форма зубців 67 забезпечує їх навий ланцюг 27 має тримачі 56, оснащені поводкадійне зчеплення з поперечними дротами Q, Q' ми 57. Для забезпечення надійного з'єднання з дротяних сітчастих полотен G, G' і транспортуваннижньою частиною ізоляційної прокладки W і униня останніх без проковзування. кнення проковзування між нею і тяговим ланцюгом За допомогою відповідної винаходові установ27 поводки 57 виконані у вигляді кутників, гачків чи ки можуть бути виготовлені конструктивні елеменпальців. ти В, в яких дротяні сітчасті мати M, M' мають різну Для забезпечення надійної подачі ізоляційних конструкцію, тобто різні кроки поздовжніх і/або прокладок W транспортувальний пристрій містить поперечних дротів, а також різні діаметри поздовдодатковий верхній тяговий ланцюг 27і з відповіджніх і/або поперечних дротів. Одначе різні кроки ними тримачами 56' поводків 57', які зачіпляються поперечних дротів мають відповідати цілому кратза верхній край ізоляційної прокладки W. ному і можуть становити, наприклад, 50, 100 чи Лише схематично зображені на Фіг.3 подава150мм. Інше обмеження полягає в тому, що має льні елементи 17, 18 пристрою 16 подачі дротяних бути забезпечено, щоб дротяні перемички S, S' сітчастих мат мають нахилений відносно вертикалі були розміщені таким чином, що, незважаючи на вал 58, що через муфту 59 приводиться в дію від різні кроки і діаметри дротів, була можливість накутового механізму 60 і утримується протилежним дійного зварювання їх з поздовжніми дротами підшипником 61. Привід кутового механізму 60 обох дротяних сітчастих мат M, M'. здійснюється від головного транспортувального За допомогою відповідної винаходові установприводу 38 через привідний вал 39. Кожен вал 58 ки можуть бути виготовлені конструктивні елеменоснащений кількома транспортувальними дисками ти В, в яких одна і/або обидві дротяні сітчасті мати 62, встановлюваними з можливістю регулювання M, M' на одній або на обох сторонах, паралельних відстаней між ними:. для регулювання цих відставиробничому напрямку Р1, перевищують ізоляційней їх обертають навколо вала 58 і після досягну прокладку W. Для цього або поводки 57 піднінення потрібних відстаней нерухомо з'єднують з мають чи подовжують, або траєкторію тягового валом 58 затискними елементами 63. ланцюга 27 піднімають таким чином, що нижня, Як показано на Фіг.4а, транспортувальні диски орієнтована паралельно виробничому напрямку 62 мають кілька виконаних рівномірно по обхвату Р1 поверхня ізоляційної прокладки W була відпозаглибин 64 потрібної глибини для зчеплення з відно піднята, завдяки чому одна і/або обидві дросіткою, які формують сплощені зубці 65. Кількість тяні сітчасті мати M, M' будуть мати бажане перезаглибин 64 вибирають відповідно до кроку попевищення над ізоляційною прокладкою W. речних дротів дротяних сітчастих мат M, M' таким Траєкторія верхнього тягового ланцюга 27', прилечином, що поперечні дроти Q, Q' дротяних сітчасглого до верхньої поверхні ізоляційної прокладки тих мат M, M' надійно зачіплюються транспортуваW, має бути відповідно опущена або поводки відльними дисками 62 і забезпечується подача дроповідно опущені чи подовжені. тяних сітчастих мат M, M' без проковзування. Для виготовлення конструктивних елементів Внаслідок похилого встановлення валів 58 трансВ, в яких ізоляційні прокладки W перевищують портувальні диски 62 кожного подавального елеобидві дротяні сітчасті мати M, M' на одній чи на мента 17, 17'; 18, 18' зчіплюються не лише з одобох сторонах, паралельних виробничому напрямним, а з кількома поперечними дротами Q, Q' ку Р1, траєкторію нижнього тягового ланцюга опусдротяних сітчастих мат M, M', завдяки чому тягове кають, а при необхідності траєкторію верхнього зусилля розподіляється між кількома дротами і тягового ланцюга 27' піднімають таким чином, що кожен з них при переміщенні дротяних сітчастих нижня і при необхідності верхня поверхні ізоляціймат M, M' не зазнає надто великого навантаження. ної прокладки W, орієнтовані паралельно виробКрім того, похиле встановлення валів 58 забезпеничому напрямку Р1, відповідно опускаються чи чує безперервну і без проковзування подачу дропіднімаються відносно дротяних сітчастих мат M, тяних сітчастих мат M, M' переміщуваних один за M', завдяки чому ізоляційна прокладка W має баіншим конструктивних елементів В, причому пережане перевищення над обома дротяними сітчасміщувані одна за іншою дротяні сітчасті мати у зоні тими матами M, M' на одній чи на обох сторонах. стиків можуть мати проміжки, які виникають, наБезперервне виготовлення конструктивних приклад, при відрізанні від дротяного сітчастого елементів В із застосуванням відповідної винахополотна G, G'. дові установки здійснюють переважно таким чиТранспортувальні елементи 36, 36'; 37, 37' ном, що дротяні сітчасті мати M, M' переміщуваних пристрою 35 транспортування конструктивних один за іншим конструктивних елементів В відоелементів виконані аналогічно подавальним елекремлені один від іншого лише незначним проміжментам 17, 17'; 18, 18' пристрою 16 подачі дротяком між поздовжніми дротами, а відповідні ізоляних сітчастих мат. Лише зображені на Фіг.4b ційні прокладки W переміщуються одна за іншою транспортувальні диски 66 мають заглибини 64 без помітних проміжків. для зчеплення з сіткою меншої глибини. ПодаваОдначе в рамках винаходу можуть бути вигольні валки 10, 10' для дротяних сітчастих полотен товлені також конструктивні елементи В, в яких G, G' мають в основному такі ж елементи, що й одна і/або обидві дротяні сітчасті мати M, M' перезображені на Фіг.3 подавальні елементи 17, 18 вищують ізоляційну прокладку W на одній чи на пристрою 16 подачі дротяних сітчастих мат. Єдина обох сторонах, орієнтованих перпендикулярно до відмінність полягає в тому, що, як показано на виробничого напрямку Р1. Якщо потрібно, щоб Фіг.4b, заглибини 64 транспортувальних дисків 66 одна чи обидві дротяні сітчасті мати M, M' вистузначно глибші, внаслідок чого сформовані гострі пали над ізоляційною прокладкою W по обидва 17 82672 18 боки, ізоляційні прокладки W сусідніх конструктивтів L дротяного сітчастого полотна по одному або них елементів В подають зі стрічкового транспоргрупами. тера 22 до виробничого каналу 2 із відповідним На Фіг.5b представлений інший приклад викочином вибраними проміжками і переміщують у нання пристрою 5, 5' для відрізання дротяних сітньому з цими проміжками. В разі використання частих мат, який уможливлює вирізання за одну нескінченного полотна К ізоляційного матеріалу операцію із дротяного сітчастого полотна G відрізпри відокремленні ізоляційної прокладки W має ка, довжина якого відповідає відстані між сусідніми бути відрізана частина, відповідно цьому проміжку. поперечними дротами, так званому кроку попереПри цьому обидва розділювальні зазори між дрочних дротів, або цілому кратному кроку поперетяними сітчастими матами M, M' переміщуваних чних дротів, причому одночасно відбувається ободин за іншим конструктивних елементів В розмірізання кінців поздовжніх дротів. Представлений щені один відносно іншого або точно навпроти або пристрій для відрізання дротяних сітчастих мат з бічним зміщенням. містить різальний брус 72, який при встановленоДля виготовлення конструктивних елементів му на ребро дротяному сітчастому полотні G орієВ, в яких ізоляційна прокладка W вивищується над нтований вертикально, паралельно дротяному обома дротяними сітчастими матами M, M' на обох сітчастому полотну G і розміщений по один бік сторонах, орієнтованих перпендикулярно до виродротяного сітчастого полотна G. По інший бік дробничого напрямку Р1, дротяні сітчасті мати M, M' тяного сітчастого полотна G розміщений ножовий подають до виробничого каналу 2 з попередньо брус 73, також орієнтований вертикально і паразаданими проміжками. Для утворення цих проміжлельно дротяному сітчастому полотну G. Різальків між дротяними сітчастими матами M, M' перений брус 72 встановлений з можливістю переміміщуваних один за іншим конструктивних елеменщення відповідно до напрямків подвійної стрілки тів В відрізними пристроями 5, 5' при виготовленні Р23, а ножовий брус 73 встановлений з можливісдротяних сітчастих мат M, M' із нескінченного дротю переміщення відповідно до напрямків подвійної тяного сітчастого полотна G, G' вирізають частину, стрілки Р24 до дротяного сітчастого полотна G і відповідну цьому проміжку. Величина цього промівід нього. Для вирізання відрізка із дротяного сітжку обмежена значенням, при якому ще забезпечастого полотна G у різальному брусі 72 з можличується його перекривання похило встановленими вістю регулювання для узгодження з положенням валами 58 пристрою 16 подачі дротяних сітчастих поперечних дротів дротяного сітчастого полотна G мат і пристрою 35 транспортування конструктиввстановлені два контр-ножі 74, причому крім того, них елементів - щоб гарантувалося безперервне є також можливість регулювання відстані між зачеплення дротяних сітчастих мат M, M' переміконтр-ножами 74 для задавання довжини вирізущуваних один за іншим конструктивних елементів ваного відрізка. На ножовому брусі 73 з можливісВ без проковзування. тю регулювання для узгодження з положенням На Фіг.5а схематично зображений пристрій 5, поперечних дротів дротяного сітчастого полотна G 5' для відрізання дротяних сітчастих мат, який встановлені два ножі 75, відстань між якими регуздійснює відрізання і таким чином відокремлює від люванням узгоджується з довжиною вирізуваного дротяного сітчастого полотна G безперервно певідрізка, і які при відрізанні взаємодіють з контрреміщувані дротяні сітчасті мати M, M'. Зображеножами 74. На Фіг.5b контр-ножі 74 зображені уже ний на Фіг.5а пристрій 5 для відрізання дротяних в положенні різання, а ножі 75 ще перебувають у сітчастих мат має різальний брус 68, який при русі до дротяного сітчастого полотна G. Ножовий встановленому на ребро дротяному сітчастому брус 72 і різальний брус 73 встановлені з можливіполотні G орієнтований вертикально, паралельно стю регулювання їх положення у напрямку Р3 педротяному сітчастому полотну G і розміщений по реміщення дротяного сітчастого полотна і у протиодин бік дротяного сітчастого полотна G. По інший лежному напрямку. У рамках винаходу також і у бік дротяного сітчастого полотна G розміщений цьому прикладі виконання замість одного контрножовий брус 69, також орієнтований вертикально ножа і одного ножа можна застосувати кілька і паралельно дротяному сітчастому полотну G. контр-ножів і ножів для вирізання відрізків або Різальний брус 68 встановлений з можливістю окремо від кожного поздовжнього дроту дротяного переміщення відповідно до напрямків подвійної сітчастого полотна G або від групи дротів. стрілки Р23, а ножовий брус 69 встановлений з Схематично зображений на Фіг.6 пристрій 6 можливістю переміщення відповідно до напрямків подачі дротяних перемичок містить несучу плиту подвійної стрілки Р24 до дротяного сітчастого по76, на якій встановлені зворотний фіксатор 77, лотна G і від нього. У різальному брусі 68 встановорієнтована у напрямку до конструктивного елелений контр-ніж 70. У ножовому брусі 69 встановмента В напрямна 78 і відрізний пристрій 79. На лений ніж 71, який при відрізанні взаємодіє з напрямній 78 з можливістю переміщення у напрярозміщеним навпроти контр-ножем 70. На Фіг.5а мках подвійної стрілки Р25 за допомогою не зоконтр-ніж зображений уже у положенні різання, браженого привідного пристрою, наприклад, ходотоді як ніж 71 перебуває в русі до дротяного сітчавого циліндра, кривошипного пристрою, моторного стого полотна G. Різальний брус 68 і ножовий брус приводного пристрою і т.п. встановлена каретка 69 встановлені з можливістю регулювання для 80. На каретці 80 встановлені призначений для позиціонування у напрямку Р3 переміщення дропротягування дроту D, з якого виробляють дротяні тяного сітчастого полотна і у протилежному наперемички S, вертикальний протягувальний брус прямку. В рамках винаходу замість одного контр81 з діючим як пристрій подачі дроту подавальним ножа і одного ножа можуть бути застосовані кілька затискачем 82, а також встановлювальна рейка ножів і контр-ножів для відрізання поздовжніх дро83, що консольно виступає вбік. 19 82672 20 Подавальний затискач 82 містить дві клиноподротом D на внутрішніх поверхнях затискних колодібні подавальні колодки 84, нерухомо з'єднані з док 85 виконано зубчасту насічку. протягувальним брусом 81, дві взаємодіючі з поОдночасно дріт D під час свого переміщення давальними колодками 84, рухомі клиноподібні відсуває затискні колодки 88 зворотного фіксатора затискні колодка 85, а також пружину 86, яка при77 проти зусилля пружини 89 у напрямку ширшого тискає затискні колодки 85 до подавальних колокінця клиноподібного отвору фіксувальних колодок док 84. Встановлений на несучій плиті 76 зворот87, завдяки чому ці фіксувальні колодки 87 пракний фіксатор 77 виконаний аналогічно тично не чинять опору переміщенню дроту D. Дріт подавальному затискачу 82 і містить дві нерухомо D протягують крізь різальну насадку 94 відрізного з'єднані з несучою плитою 76 клиноподібні фіксупристрою 79 і вводять в приймальний канал C, вальні колодки 87, дві взаємодіючі з фіксувальниутворений пробивним інструментом 91 в ізоляційми колодками 87, рухомі клиноподібні затискні ній прокладці W під час попереднього робочого колодки 88, а також пружину 89, що притискає затакту. Поступальне переміщення дроту D здійстискні колодки 88 до фіксувальних колодок 87. нюють доти, доки його кінець не перетне площину На консольному кінці встановлювальної рейки дротяної сітчастої мати M, щоб у наступній техно83 з можливістю переміщення відповідно до налогічній операції він міг бути зварений з відповідпрямків подвійної стрілки Р26 за допомогою не ними дротами L чи Q дротяної сітчастої мати M. зображеного привідного пристрою, наприклад, Довжини ходу переміщення пробивного інходового циліндра, ходового гвинта і т.п., і фіксуструмента 91 і дротяної перемички S точно співвання на встановлювальній рейці 83 встановлений падають. Після закінчення поступального перемівертикальний пробивний брус 90. На пробивному щення дротяну перемичку S за допомогою ножа 95 брусі 90 встановлений щонайменше один пробиввідрізного пристрою 79 відокремлюють від дроту ний інструмент 91 таким чином, що він своїм вільD. Каретку 80 повертають у початкове положення, ним консольним кінцем орієнтований перпендикупричому пробивний інструмент 91 виймають із лярно до встановлювальної рейки 83 і приймального каналу C, а затискні колодки 85 поперпендикулярно до пробивного бруса 90 у надавального затискача 82 вивільняють дріт D, тоді прямку конструктивного елемента В. Форма попеяк затискні колодки 88 зворотного фіксатора 77 речного перерізу пробивного інструмента 91 є пезатискають і утримують дріт D у його положенні, реважно круглою, причому його діаметр принаймні перешкоджаючи його витягуванню у напрямку кодорівнює діаметрові дротяної перемички S, що тушки 32 із запасом дроту. має бути пропущена крізь ізоляційну прокладку W, В рамках винаходу можливе також закладення а переважно -більший, ніж діаметр дротяної переуже нарізаних на потрібну довжину, випрямлених мички S. На вільному кінці пробивного інструмента дротяних перемичок S у магазин і введення їх у 91 виконано зносостійке, переважно закалене, приймальні канали C за допомогою пристрою 6 вістря 92. подачі дротяних перемичок. В цьому разі правильОписаний пристрій 6 подачі дротяних переминий пристрій 33 і відрізний пристрій 79 не потрібні. чок працює таким чином: Поступальним переміНесуча плита 76 встановлена шарнірно, з мощенням каретки 80 у оберненому до конструктивжливістю повертання навколо точки 96 обертання ного елемента В напрямку подвійної стрілки Р25 відповідно до подвійної стрілки Р13, завдяки чому пробивний інструмент 91 переміщують до конструможе бути встановлений довільний кут між дротяктивного елемента В. При цьому вістря 92 прониними перемичками S і пробивним інструментом 91 кає в ізоляційну прокладку W і під час поступальз одного боку і поздовжніми дротами L, U дротяних ного переміщення формує в ній приймальний сітчастих мат M, M' з іншого боку. канал C. Поступальне переміщення каретки 89 При виготовлені конструктивних елементів В у припиняють тоді, коли вістря 92 повністю прониже більшості випадків дротяні перемички S, S' встаізоляційну прокладку W і вийде на її протилежному новлюють з обох протилежних боків конструктивбоці. Для полегшення пронизування ізоляційної ного елемента В, тому на кожному боці виготовпрокладки W пробивний інструмент 91 або лише люваного конструктивного елемента його вістря 92 можуть бути попередньо нагріті, встановлюють пристрої 6, 6' подачі дротяних пенаприклад, за допомогою індукційної котушки або ремичок. На Фіг.6 заради наочності зображені линагрівального патрона, аналогічного паяльникові. ше другий пробивний інструмент 97 і дротяна пеОдночасно з поступальним переміщенням ремичка S'. Пробивний інструмент 97 переміщують пробивного інструмента 91 у оберненому до консвідповідно до подвійної стрілки Р27, а дротяну труктивного елемента В напрямку подвійної стрілперемичку S' відповідно до стрілки Р12'. Переміки Р25 завдяки поступальному переміщенню карещення пробивного інструмента 97 у напрямку тки 80 за допомогою подавального затискача 82 конструктивного елемента В і введення дротяної від не зображеної котушки 32 із запасом дроту перемички в ізоляційну прокладку W здійснюють через правильний пристрій 33, що складається із одночасно і разом. вертикального і горизонтального вирівнювальних Пробивний інструмент 97 і дротяна перемичка пристроїв 93 і 93', витягують дріт D і подають у S' зображені у момент їх переміщення, незадовго напрямку стрілки Р12. При переміщенні каретки до досягнення ними їхніх кінцевих положень. Про80, а разом із нею і подавального затискача 82 бивний інструмент 97 формує з цього боку у ізолязатискні колодки 85 додатково до зусилля пружини ційній прокладці W приймальні канали C для дро86 завдяки клиноподібній формі подавальних котяних перемичок S'. лодок 84 стискають дріт D і захоплюють його з Для одночасної подачі кількох дротяних пересобою. Для покращення фрикційного замикання з мичок S за один робочий такт на протягувальному 21 82672 22 брусі 81 розміщують кілька подавальних затискадротяних перемичок співпадає з площиною зочів 82, регульовано встановлюваних один над інбраження, а різальний брус 98 орієнтований першим у площинах Z-Z встановлення дротяних пепендикулярно. Крім того, обрізний пристрій 8 місремичок, а у відповідних положеннях кілька тить переміщуваний у напрямках подвійної стрілки зворотних фіксаторів 77 і відрізних пристроїв 79 Р29 ножовий брус 100, який орієнтований параленерухомо встановлюють один над іншим на несульно дротяним сітчастим матам M, M' конструктичій плиті 76. Для формування відповідних приймавного елемента В і містить кілька нижніх ножів 101, льних каналів C на пробивному брусі 90 у відповірозміщених у зоні кожної площини Z-Z дротяних дних площинах Z-Z встановлюють один над іншим перемичок. кілька пробивних інструментів 91. Кожен пробивЯк показано на Фіг.7а, 7b, 7с, кожен верхній ний інструмент 91 разом із лінією подачі відповідніж 99 має заглибини 102 для поперечного дроту них подавального затискача 82, різальної насадки Q дротяної сітчастої мати M, завдяки чому верхній 94 і зворотного фіксатора 77 лежить у одній гориніж 99 без перешкоди з боку поперечних дротів зонтальній площині Z-Z (Фіг.7b). При введенні поможе бути підведений у робоче положення між передньо підготовлених дротяних перемичок S поздовжніми дротами L дротяної сітчастої мати M. певної довжини у приймальні канали C кожен проРозміри і відстань між заглибинами 102 вибрані бивний інструмент 91 разом із відповідними подавідповідно до кроку поперечних дротів Q дротяної вальними пристроями також лежать у відповідній сітчастої мати M. Крім того, кожен верхній ніж 99 горизонтальній площині Z-Z дротяних перемичок. має два уловлювальні носики 103, у нижній частині Для узгодження з різними товщинами ізоляційних яких виконано трикутні напрямні і центрувальні прокладок W усі пробивні інструменти 91 за доповиїмки 104 для поздовжніх дротів L. могою не зображеного привідного пристрою, наКожен нижній ніж 101 має два відбійні носики приклад, ходового гвинта, привідного ланцюга і 105, які при переміщенні нижнього ножа 101 у пот.п. зміщують у поздовжньому напрямку і фіксують ложення різання запобігають попаданню нижнього у робочому положенні затискним пристроєм, наножа 101 під поздовжні дроти L дротяних сітчастих приклад, стопорним гвинтом. мат M і заплутуванню там. Між обома відбійними Для одночасної подачі кількох дротяних переносиками 105 розміщена різальна кромка 106 для мичок S' за один робочий такт на іншому боці вивідокремлення надлишків E дротяних перемичок. робничого каналу 2 у площинах Z-Z дротяних пеВерхній ніж 99 і нижній ніж 101 виконані із закалеремичок розміщують один над іншим відповідні ного матеріалу, причому бічні поверхні різальної пристрої. кромки 106 додатково шліфовані. Інструменти для формування приймальних Обрізний пристрій 8 працює таким чином: Згіканалів C для дротяних перемичок S, S' можуть дно з Фіг.7b верхній ніж 99 і нижній ніж 101 перебути виконані у вигляді масивних чи трубчастих бувають у своїх початкових положеннях поза консголок або також у вигляді свердел і можуть мати труктивним елементом В. За допомогою зносостійкі, наприклад, закалені, вістря. Для полевідповідним чином приведених у дію поворотних гшення пробивання ізоляційної прокладки W доціпристроїв повертають різальний брус 98 і разом з льно нагрівати вістря масивних чи трубчастих гоним усі верхні ножі 99 із їх зображеного на Фіг.7b лок. початкового положення у відповідному напрямку В рамках винаходу пробивний інструмент моподвійної стрілки Р28 до конструктивного елеменже бути виконаний у формі трубчастої голки і може та В у зображене на Фіг.7с центроване положення. бути закріплений на подавальному затискачі 82 При цьому уловлювальні носики 103 таким чином коаксіально з дротяною перемичкою S, S'. Трубчапроникають між дротами L1; Q дротяної сітчастої ста голка має саме такий внутрішній діаметр, що мати M, що поздовжній дріт L1, до якого приварекрізь неї може бути пропущена дротяна перемичка на дротяна перемичка S1, що підлягає обрізанню, S, S'. Завдяки такій конструкції поступальним пезатискається напрямними і центрувальними виїмреміщенням подавального затискача 82 здійснюками 104 уловлювальних носиків 103 верхнього ють одночасну подачу трубчастої голки і дротяної ножа 99. Напрямні і центрувальні виїмки 104 викоперемички S, S', причому трубчаста голка формує нані таким чином, що як поздовжній дріт L1 надійприймальний канал C одночасно з подачею дроно уловлюється і напрямляється при обертанні тяної перемички S, S'. В цьому прикладі виконання верхнього ножа 99, так і завдяки фіксуванню поперед відокремленням введеної в ізоляційну проздовжнього дроту L1 верхній ніж утворює опору кладку W дротяної перемички S, S' від дроту D для нього. Поперечні дроти Q не перешкоджають відрізним пристроєм 79 спочатку слід відвести повороту верхнього ножа 99, оскільки вони мають трубчасту голку за допомогою подавального затидостатній люфт у заглибинах 102 верхнього ножа скача 82 назад у її початкове положення. 99 (Фіг.7). Верхній ніж поки що перебуває у своєму Лише схематично зображений на Фіг.7а обрізпочатковому положенні. ний пристрій 8 має переміщуваний у напрямках За допомогою відповідним чином приведених подвійної стрілки Р28 різальний брус 98, орієнтоу дію поворотних пристроїв у наступному робочований паралельно дротяним сітчастим матам M, му такті відхиляють ножовий брус 100 і разом з M' конструктивного елемента В; на ньому встановним усі нижні ножі 101 із зображеного на Фіг.7b лено кілька верхніх ножів 99, розміщених у зоні початкового положення відповідно до оберненого кожної площини Z-Z дротяних перемичок. У преддо конструктивного елемента В напрямку подвійставлених прикладах виконання винаходу дротяні ної стрілки Р29, з напрямленням відбійними носисітчасті мати M, M' конструктивного елемента В ками 105, у зображене на Фіг.7с положення різанрозміщені на ребро, тому на Фіг.7а площина Z-Z ня. При цьому різальна кромка 106 прилягає до 23 82672 24 надлишку E дротяної перемички, який підлягає поздовжніх дротів L, L' і поперечних дротів Q, Q' відрізанню. лежать в діапазоні від 3 до 7мм, причому в разі Зображене на Фіг.7с положення різання не конструктивних елементів з тонкими поздовжніми і означає припинення процесу переміщення ножопоперечними дротами діаметр дротяних перемивого бруса 100, а лише відображає один момент чок S, S' вибирають переважно більшим, ніж діацього переміщення. Нижній ніж 101 продовжує метр поздовжніх і поперечних дротів. переміщення у відповідному напрямку подвійної Утворений із обох дротяних сітчастих мат M, стрілки Р29 до конструктивного елемента В і відріM' і дротяних перемичок S, S' просторовий сітчасзає надлишок E дротяної перемички. Після відрітий каркас А мусить не лише мати стабільну форзання надлишку E дротяної перемички різальний му, але й при його переважному застосуванні як брус 98 з усіма верхніми ножами 99 і ножовий брус елемента стіни чи стелі виконувати функцію прос100 з усіма нижніми ножами 101 відводять у їх торового армувального елемента, тобто бути здапочаткові положення. Після цього виконують горитним сприймати зусилля на зсув і на стиснення. зонтальне переміщення обрізаного конструктивноТому як поздовжні і поперечні дроти між собою, го елемента В у виробничому напрямку Р1, внащо є звичайним для армувальних сіток, так і дрослідок чого інші колонки необрізаних дротяних тяні перемички S, S' мають бути зварені з дротами перемичок подаються у зону дії обрізного приL, L'; Q, Q' дротяних сітчастих мат M, M' з дотристрою 8. манням вимог мінімальної міцності точок зварюОбрізний пристрій 8' виконаний аналогічно обвання. Для забезпечення функції просторового різному пристрою 8 і синхронно з обрізним приармувального елемента дроти L, L'; Q, Q' дротяних строєм 8 відокремлює надлишки E' дротяних песітчастих мат M, M' і перемичок S, S' мають бути ремичок. виготовлені із придатних матеріалів і мати відповіЗображений на Фіг.8 у аксонометричному виді дні механічні міцнісні параметри. конструктивний елемент В складається із зовнішУ проміжку між дротяними сітчастими матами ньої і внутрішньої дротяних сітчастих мат M і M', M, M' із забезпеченням попередньо заданих відрозміщених на попередньо заданій відстані одна станей від дротяних сітчастих мат розміщена ізовід іншої. Кожна дротяна сітчаста мата M, M' склаляційна прокладка W, поверхні якої паралельні дається із кількох поздовжніх дротів L, L' і кількох дротяним сітчастим матам M, M'. Ізоляційна пропоперечних дротів Q, Q', які взаємно перетинаютькладка W служить для тепло- і звукоізоляції і склася і зварені між собою у точках перетину. Відстані дається, наприклад, із синтетичних піноматеріалів, між поздовжніми дротами L, L' і поперечними дротаких як пінополістирол чи пінополіуретан, піноматами Q, Q' вибрані відповідно до статичних вимог теріалів на основі гуми і каучуку, легкого бетону, до конструктивного елемента В. Відстані мають наприклад, автоклавного бетону чи газобетону, переважно однакові значення, наприклад, в діапапористих синтетичних матеріалів, пористих матезоні від 50 до 150мм, внаслідок чого сусідні поздоріалів на основі гуми і каучуку, спресованих шлавжні і поперечні дроти утворюють квадратні вічка. ків, гіпсокартонових плит, з'єднаних цементом У рамках винаходу вічка можуть бути також пряпресованих плит, які складаються із деревної мокутними і мати, наприклад, довжину короткої стружки, джутових, конопляних і сизалевих волосторони 50мм, а довжину довгої сторони в діапакон, рисової полови, солом'яних відходів, мінеразоні від 75 до 100мм. льного волокна і скловолокна, гофрованого картоДіаметри поздовжніх і поперечних дротів L, L' і ну, спресованої макулатури, зв'язаного цегляного Q, Q' також можуть бути вибрані відповідно до щебеню, і розплавлених утилізованих пластмасостатичних вимог і лежать переважно в діапазоні вих відходів. В рамках винаходу ізоляційна провід 2 до 6мм. В рамках винаходу поверхня дротів кладка W може складатися також із біосинтетичL, L' і Q, Q' дротяних сітчастих мат M, M' може бути них матеріалів, наприклад, із водоростевого гладкою чи ребристою. піноматеріалу, виготовленого із спінених водоросОбидві дротяні сітчасті мати M, M' з'єднані між тей чи водоростевої целюлози. собою кількома дротяними перемичками S, S' у В ізоляційній прокладці W можуть бути попесітчастий каркас А стабільної форми. Кінці дротяредньо виконані отвори для приймання дротяних них перемичок S, S' приварені до дротів обох дроперемичок S, S'. На один чи на обидва боки ізолятяних сітчастих мат M, M', причому в рамках винаційної прокладки W може бути нанесено парозахиходу дротяні перемички S, S' можуть бути сний пластмасовий чи алюмінієвий шар. Положенприварені або до поздовжніх дротів L, L', як поканя ізоляційної прокладки W у конструктивному зано на Фіг.8. або до поперечних дротів Q, Q'. Дроелементі В фіксується похило орієнтованими дротяні перемички S, S' орієнтовані почергово з протяними перемичками S, S', що пронизують її. тилежним нахилом, завдяки чому сітчастий каркас Товщина ізоляційної прокладки W може бути А має підвищену стійкість проти тангенціальних вибрана довільною і лежить переважно у діапазоні навантажень. від 20 до 200мм. Відстань від ізоляційної прокладВідстані між дротяними перемичками S, S' і їх ки W до дротяних сітчастих мат M, M' може бути розподіл у конструктивному елементі В залежать вибрана довільною і лежить переважно в діапазоні від статичних вимог до конструктивного елемента і від 10 до 30мм. Конструктивний елемент може становлять, наприклад, 200мм вздовж поздовжніх бути виготовлений з довільною довжиною і ширидротів і 100мм вздовж поперечних дротів. Відстані ною, причому на основі застосування способу виміж дротяними перемичками S, S' у напрямках готовлення вигідними виявилися такі значення: поздовжніх дротів і поперечних дротів становлять мінімальна довжина 100см і стандартні значення переважно ціле кратне кроку вічок сітки. Діаметри ширини 60см, 100см, 110см і 120см. 25 82672 26 27 Комп’ютерна верстка О. Гапоненко 82672 Підписне 28 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюInstallation for producing structural elements
Автори англійськоюRitter Klaus
Назва патенту російськоюУстановка для изготовления конструктивных элементов
Автори російськоюРиттер Клаус
МПК / Мітки
МПК: B21F 27/00
Мітки: виготовлення, установка, елементів, конструктивних
Код посилання
<a href="https://ua.patents.su/14-82672-ustanovka-dlya-vigotovlennya-konstruktivnikh-elementiv.html" target="_blank" rel="follow" title="База патентів України">Установка для виготовлення конструктивних елементів</a>
Сталь, суцільне колесо і колісний бандаж для рейкових транспортних засобів і спосіб виготовлення таких конструктивних елементів
Номер патенту: 80110
Опубліковано: 27.08.2007
Автори: Пошманн Інго, Хеєрмант Корнеліа
МПК: C22C 38/00, C21D 9/34, B60B 3/00, C22C 38/12, B60B 27/00, C22C 38/22
Мітки: елементів, колесо, бандаж, сталь, таких, суцільне, засобів, конструктивних, колісний, транспортних, виготовлення, спосіб, рейкових
Формула / Реферат:
1. Сталь для виготовлення використовуваних для кочення під навантаженням конструктивних елементів для рейкових транспортних засобів, таких як суцільні залізничні колеса, колісний бандаж або вали, яка має такий склад, мас. %: С 0,33-0,49 Si 0,85-1,00 Mn 0,25-0,40 Cr 0,85-1,00 Mo ...
Кріплення для з`єднання двох конструктивних елементів
Номер патенту: 72006
Опубліковано: 17.01.2005
Автори: Оеттл Рейнхольд, Хеслер Георг, Купплер Карл
МПК: F16B 21/00, F16B 13/06, F16B 19/00
Мітки: конструктивних, елементів, кріплення, з'єднання, двох
Формула / Реферат:
1. Кріплення для з'єднання двох конструктивних елементів, зокрема пластин, з використанням затискного пристрою, розташованого у першому конструктивному елементі, і розтискної втулки, встановленої у другому конструктивному елементі за допомогою вставного пальця, виконаного з можливістю переміщення відносно розтискної втулки у поздовжньому напрямку за допомогою затискного пристрою, а також її розсовування за допомогою конуса, яке відрізняється...
Спосіб запобігання обледенінню конструктивних елементів літального апарата
Номер патенту: 56355
Опубліковано: 15.05.2003
Автори: Крахмальова Тетяна Ігорівна, Кулалаєв Віктор Валентинович, Науменко Павло Олегович
МПК: B64D 15/00
Мітки: літального, обледенінню, запобігання, апарата, конструктивних, елементів, спосіб
Формула / Реферат:
1. Спосіб запобігання обледенінню конструктивних елементів літального апарата, за яким конструктивні елементи літального апарата у схильних до обледеніння зонах поверхні нагрівають до температури танення криги t > 0°С, який відрізняється тим, що теплову енергію для нагрівання одержують перетворенням кінетичної енергії повітря, що набігає зі швидкістю, відповідною до , і...
Спосіб зварювання конструктивних елементів із трубопроводом
Номер патенту: 60530
Опубліковано: 15.10.2003
Автори: Беккер Михайло Вікторович, Максимов Сергій Юрійович, Дрогомирецький Михайло Миколайович, Ковалів Євстахій Осипович, Педько Борис Іванович, Бут Віктор Степанович, Коломєєв Валентин Миколайович
МПК: B23K 31/00
Мітки: зварювання, елементів, спосіб, конструктивних, трубопроводом
Формула / Реферат:
1. Спосіб зварювання конструктивних елементів із трубопроводом, що знаходиться під тиском, при якому конструктивний елемент виготовляють із двох частин, встановлюють на зачищену ділянку трубопроводу і зварюють між собою, не торкаючись дугою стінки трубопроводу, а потім по обидва боки конструктивного елемента на заданій відстані встановлюють розрізні технологічні кільця, які зварюють між собою поздовжніми швами і кільцевими швами в розробку...
Пристрій електроімпульсний гідравлічний для очищення конструктивних елементів від забруднень
Номер патенту: 14317
Опубліковано: 15.05.2006
Автори: Ігнатов Володимир Олексійович, Чоха Юрій Миколайович, Федорчук Олексій Петрович
Мітки: гідравлічний, пристрій, елементів, забруднень, електроімпульсний, очищення, конструктивних
Формула / Реферат:
Пристрій електроімпульсний гідравлічний для очищення конструктивних елементів від забруднень, що має електропривідну помпу з насадком-каналом, який відрізняється тим, що містить електроімпульсну систему руйнування відкладень у вигляді послідовного з'єднання генератора електроімпульсів, нагромаджувача-формувача електроімпульсів та індуктора-перетворювача, який розміщений з можливістю переміщення по поверхні тильної сторони забрудненого...
Попередній патент: Спосіб випалу гранульованої мінеральної шихти в шахтній печі
Наступний патент: Пристрій для вимірювання температури в розплавлених металах
Випадковий патент: Спосіб очистки та кондиціювання питної води