Металургійний комбінат
Номер патенту: 89797
Опубліковано: 25.04.2014
Автори: Рудюк Олексій Сергійович, Павленко Олександр Анатолійович, Сталінський Дмитро Віталійович, Тищенко Олександр Олексійович


Формула / Реферат
1. Металургійний комбінат, що містить розташовані на спланованій земельній ділянці електросталеплавильний цех, у якому встановлені дугова сталеплавильна піч, установка "піч-ківш", машина безперервного лиття заготовок (МБЛЗ) і система газовидалення та газоочищення, прокатний цех, в якому встановлені газова нагрівальна піч з роликовим подом і прокатний стан, вальцешліфувальне відділення, склад приймання, зберігання та первинної переробки брухту, відділення комплексної переробки брухту, шихтовий проліт, систему транспортування шихтових матеріалів в електросталеплавильний цех, склад феросплавів, цех випалу вапняку, високовольтну підстанцію, комплекс оборотного циклу водного господарства, склад готової продукції, аспіраційні системи та транспортну систему, який відрізняється тим, що на металургійному комбінаті сформована перша та друга технологічні лінії, в кінці яких розташований безперервний листопрокатний стан, і кожна з технологічних ліній містить відділення комплексної переробки брухту, шихтовий проліт для прийому та зберігання брухту, в який заведена залізнична колія та автомобільний в'їзд для доставки брухту, дугову сталеплавильну піч, двопозиційну установку "піч-ківш", тонкослябову МБЛЗ і газову нагрівальну піч з роликовим подом як кінематичну та технологічну сполучну ланку між тонкослябовою МБЛЗ і безперервним листопрокатним станом, при цьому газова нагрівальна піч з роликовим подом, що встановлена на другій технологічній лінії, виконана з поворотною човниковою системою у кінці печі для забезпечення можливості доставки слябів з другої технологічної лінії на першу технологічну лінію, яка сполучена з безперервним листопрокатним станом, для об'єднання МБЛЗ обох технологічних ліній та безперервного листопрокатного стана в єдиний ливарно-прокатний модуль для виробництва безперервної смуги, крім того, в електросталеплавильному цеху обладнані плавильний проліт, розливний проліт і проліт МБЛЗ, які розташовані паралельно один одному уздовж поздовжньої сторони будівлі електросталеплавильного цеху, безперервний листопрокатний стан розташований в будівлі прокатного цеху, яка примикає своїм торцем до поздовжньої сторони будівлі електросталеплавильного цеху з боку прольоту МБЛЗ, а вальцешліфувальне відділення розташоване в будівлі, що стоїть окремо, і сполучена з прокатним цехом шляхом для передавального візка, шихтові прольоти обох технологічних ліній розташовані по обидва боки від поздовжньої осі складу феросплавів і кожен шихтовий проліт сполучений з плавильним прольотом електросталеплавильного цеху розташованими під навісом двома рейковими шляхами для самохідних візків-скраповозів, які виконані з дистанційним управлінням, при цьому шихтові прольоти і склад феросплавів відокремлені від електросталеплавильного цеху автомобільною дорогою для вивозу шлаку автошлаковозом.
2. Металургійний комбінат за п. 1, який відрізняється тим, що з боку торців в електросталеплавильному цеху для кожної технологічної лінії встановлена система газовидалення та газоочищення з рукавними фільтрами, при цьому рукавні фільтри системи газовидалення та газоочищення для другої технологічної лінії розташовані уздовж шихтового прольоту цієї лінії, а поряд із згаданою системою газоочищення уздовж шихтового прольоту розташоване відділення брикетування пилу газоочисток і скрапу.
3. Металургійний комбінат за п. 1, який відрізняється тим, що система транспортування шихтових матеріалів виконана у вигляді конвеєрної галереї з перевантажувальними вузлами, яка сполучає склад феросплавів із плавильним прольотом і розливним прольотом електросталеплавильного цеху, а між відділеннями комплексної переробки брухту розташований цех випалення вапняку, який сполучений стрічковим транспортером з перевантажувальним вузлом конвеєрної галереї в складі феросплавів.
4. Металургійний комбінат за п. 1, який відрізняється тим, що в складі феросплавів відділення зберігання й підготовки сипких матеріалів виконане з відділенням сушіння, дроблення й грохочення феросплавів і коксику.
5. Металургійний комбінат за п. 1, який відрізняється тим, що у плавильному прольоті електросталеплавильного цеху змонтований загальний для обох технологічних ліній двокамерний вакууматор і обладнаний вузол аварійного завантаження неметалічних шихтових матеріалів, що містить приймальний бункер з віброживильником і елеватор, при цьому приймальний бункер пристосований для завантаження автосамоскидами.
6. Металургійний комбінат за п. 1, який відрізняється тим, що об'єкти комплексу оборотного циклу водного господарства, що включає послідовно розташовані вентилятори градирні, блок водопідготовки та апарати повітряного охолодження, встановлені уздовж прокатного цеху з боку, протилежного розташуванню вальцешліфувального відділення, з розташуванням торців цих об'єктів у плані на лінії розташування торця електросталеплавильного цеху, при цьому частина вентиляторів градирень розташована на даху блока водопідготовки.
7. Металургійний комбінат за п. 1, який відрізняється тим, що високовольтна підстанція розташована навпроти прокатного цеху з боку вальцешліфувального відділення, при цьому повітряна високовольтна лінія введена в підстанцію між трубами газових нагрівальних печей з роликовим подом безперервного листопрокатного стана.
8. Металургійний комбінат за п. 1, який відрізняється тим, що склад готової продукції розташований у кінці прокатного цеху, при цьому прольоти складу розташовані по обидва боки від поздовжньої осі прокатного цеху, переважно поряд з вальцешліфувальним відділенням.
9. Металургійний комбінат за п. 1, який відрізняється тим, що внутрішньозаводська вантажна залізнична станція транспортної системи розташована у плані по краю ділянки металургійного комбінату, практично паралельно вказаним технологічним лініям, при цьому з одного боку внутрішньозаводська вантажна залізнична станція сполучена з першим витяжним тупиком вантажних поїздів, розташованим під гострим кутом до неї, з продовженням залізничних колій до складу готової продукції, а з протилежного боку внутрішньозаводська вантажна залізнична станція сполучена з другим витяжним тупиком вантажних поїздів, розташованим під тупим кутом до неї, з продовженням залізничних колій по обидва боки складу феросплавів і по обидва боки відділень комплексної переробки брухту до шихтових прольотів, причому по один бік залізничних колій другого витяжного тупика розташований орієнтований уздовж цих залізничних колій склад приймання, зберігання та первинної переробки брухту, оточений автомобільною дорогою, а з іншого боку, навпроти відділення комплексної переробки брухту, розташована оточена автомобільною дорогою ділянка шредерної переробки брухту.
Текст
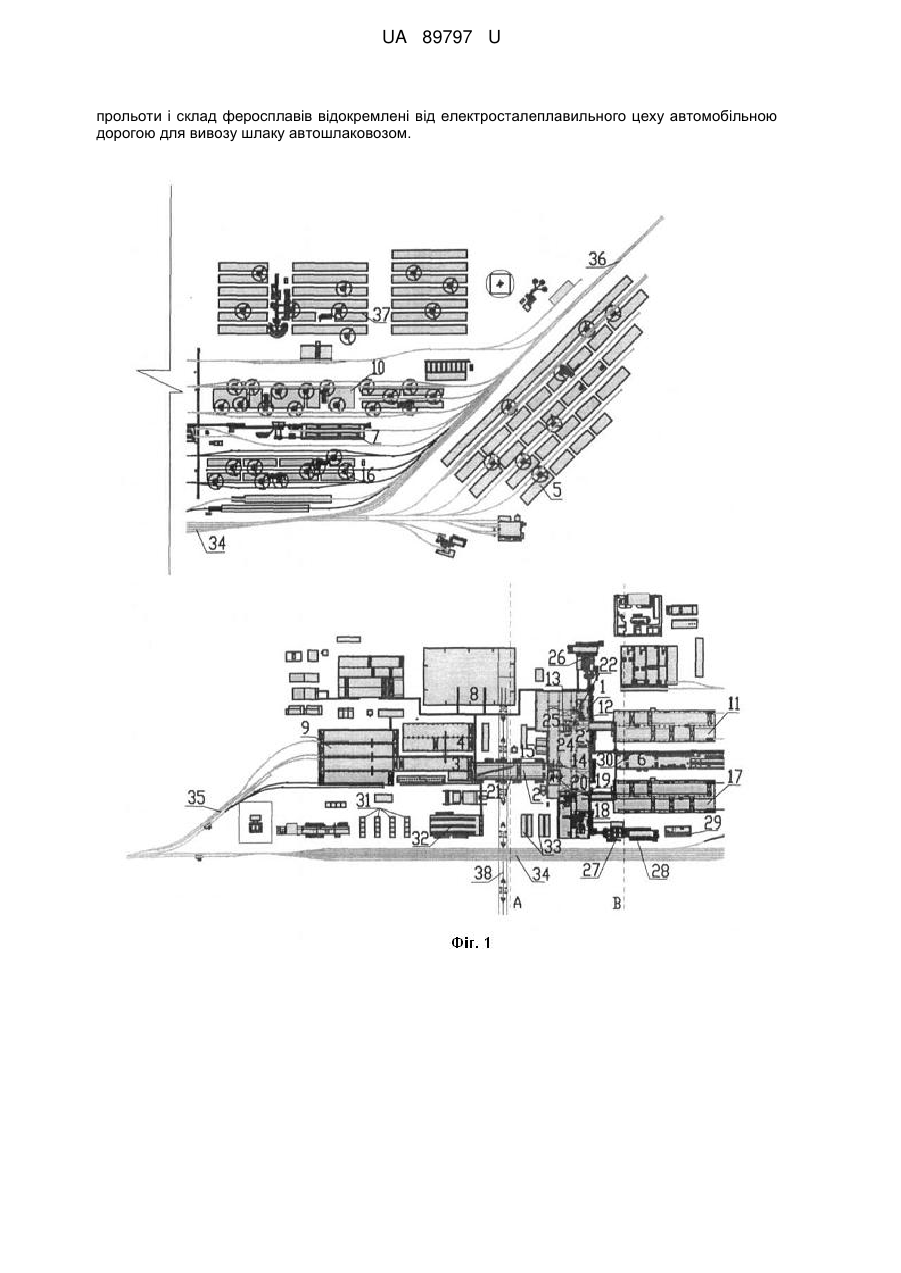
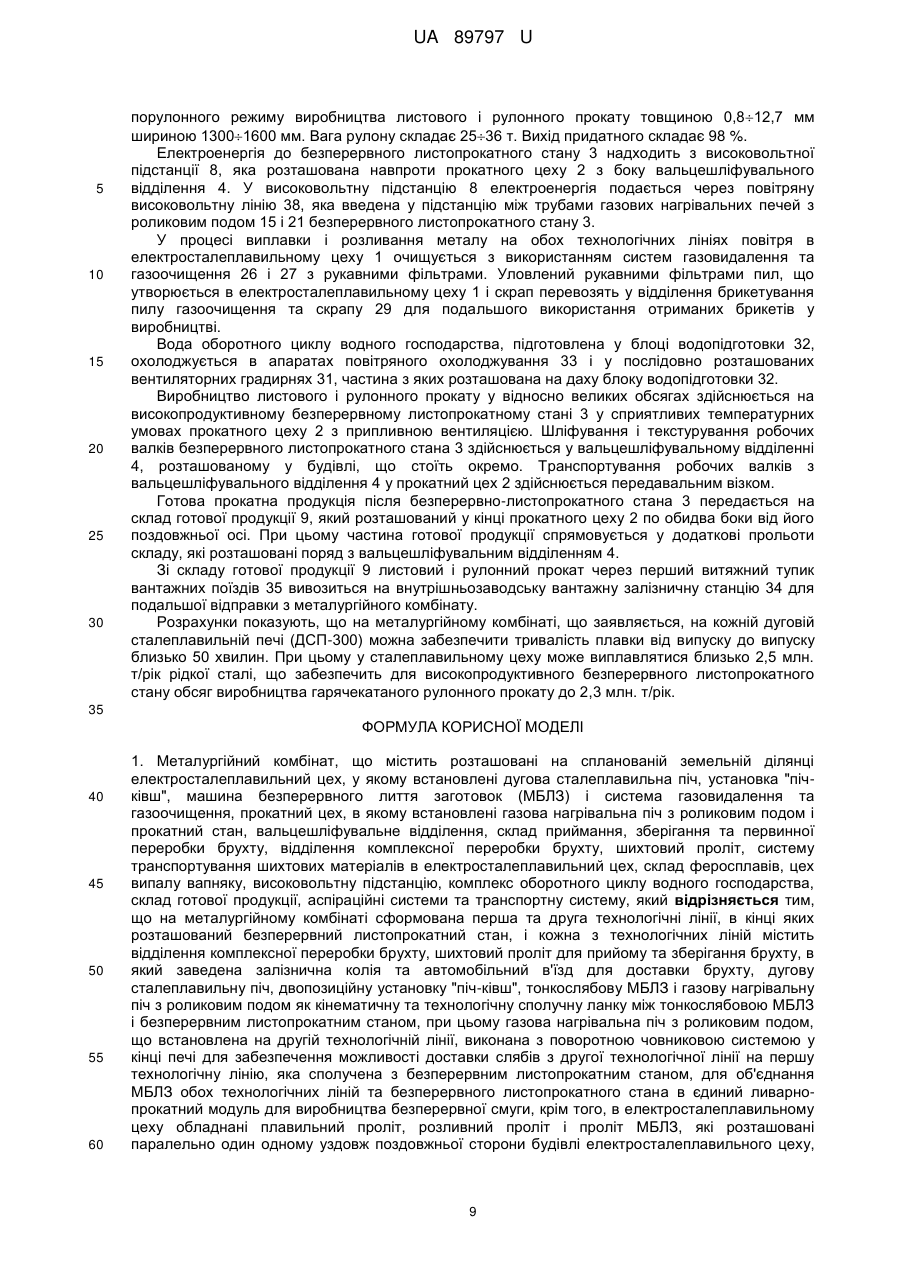
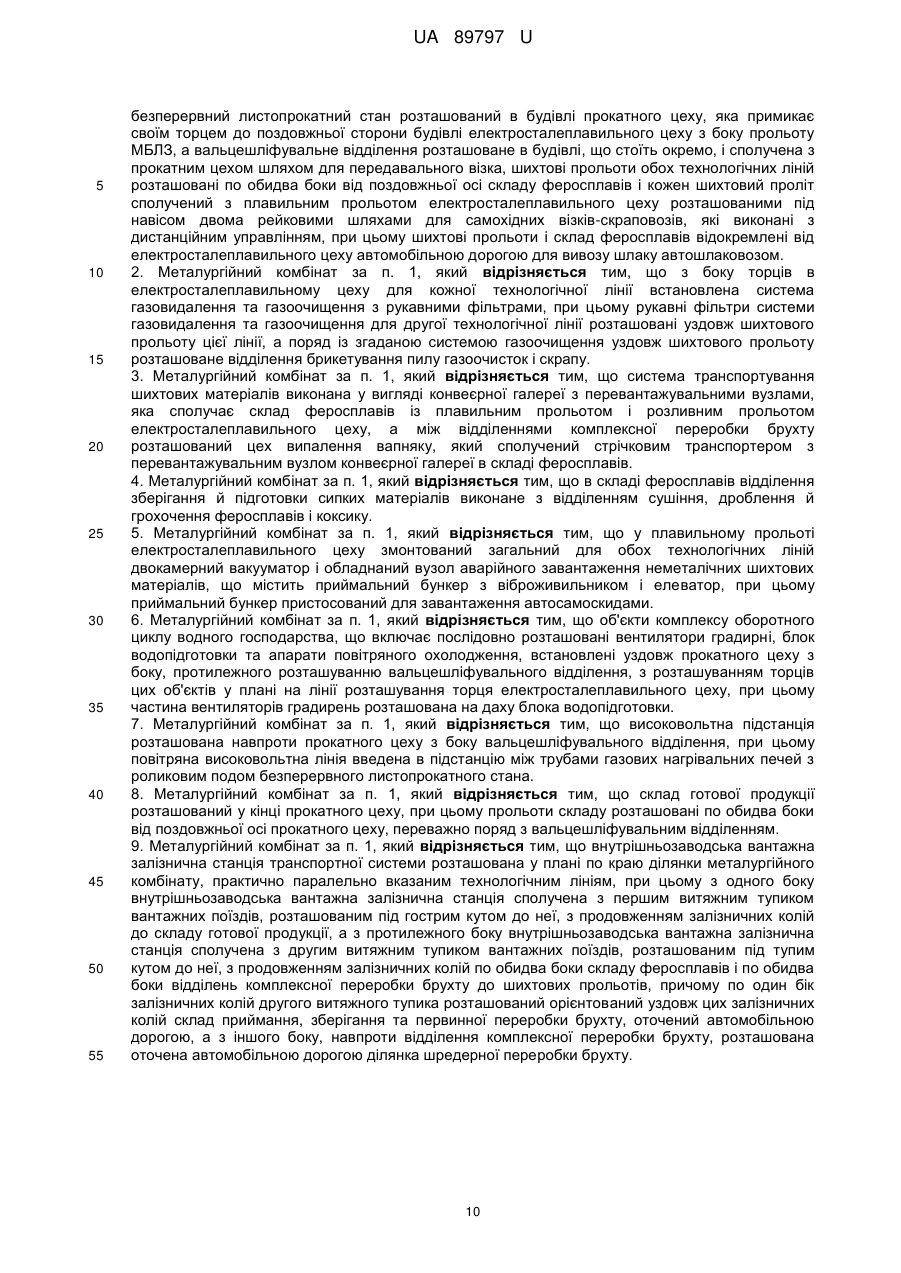
Реферат: Металургійний комбінат містить розташовані на спланованій земельній ділянці електросталеплавильний цех, у якому встановлені дугова сталеплавильна піч, установка "пічківш", машина безперервного лиття заготовок (МБЛЗ) і система газовидалення та газоочищення, прокатний цех, в якому встановлені газова нагрівальна піч з роликовим подом і прокатний стан, вальцешліфувальне відділення, склад приймання, зберігання та первинної переробки брухту, відділення комплексної переробки брухту, шихтовий проліт, систему транспортування шихтових матеріалів в електросталеплавильний цех, склад феросплавів, цех випалу вапняку, високовольтну підстанцію, комплекс оборотного циклу водного господарства, склад готової продукції, аспіраційні системи та транспортну систему. На металургійному комбінаті сформована перша та друга технологічні лінії, в кінці яких розташований безперервний листопрокатний стан, і кожна з технологічних ліній містить відділення комплексної переробки брухту, шихтовий проліт для прийому та зберігання брухту, в який заведена залізнична колія та автомобільний в'їзд для доставки брухту, дугову сталеплавильну піч, двопозиційну установку "піч-ківш", тонкослябову МБЛЗ і газову нагрівальну піч з роликовим подом як кінематичну та технологічну сполучну ланку між тонкослябовою МБЛЗ і безперервним листопрокатним станом. Газова нагрівальна піч з роликовим подом, що встановлена на другій технологічній лінії, виконана з поворотною човниковою системою у кінці печі для забезпечення можливості доставки слябів з другої технологічної лінії на першу технологічну лінію, яка сполучена з безперервним листопрокатним станом, для об'єднання МБЛЗ обох технологічних ліній та безперервного листопрокатного стана в єдиний ливарно-прокатний модуль для виробництва безперервної смуги. В електросталеплавильному цеху обладнані плавильний проліт, розливний проліт і проліт МБЛЗ, які розташовані паралельно один одному уздовж поздовжньої сторони будівлі електросталеплавильного цеху, безперервний листопрокатний стан розташований в будівлі прокатного цеху, яка примикає своїм торцем до поздовжньої сторони будівлі електросталеплавильного цеху з боку прольоту МБЛЗ. Вальцешліфувальне відділення розташоване в будівлі, що стоїть окремо, і сполучена з прокатним цехом шляхом для передавального візка, а шихтові прольоти обох технологічних ліній розташовані по обидва боки від поздовжньої осі складу феросплавів і кожен шихтовий проліт сполучений з плавильним прольотом електросталеплавильного цеху розташованими під навісом двома рейковими шляхами для самохідних візків-скраповозів, які виконані з дистанційним управлінням. Шихтові UA 89797 U (54) МЕТАЛУРГІЙНИЙ КОМБІНАТ UA 89797 U прольоти і склад феросплавів відокремлені від електросталеплавильного цеху автомобільною дорогою для вивозу шлаку автошлаковозом. UA 89797 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі металургії, до металургійних комбінатів, у яких машина безперервного лиття заготовок (МБЛЗ) і безперервний листопрокатний стан об'єднані у єдиний ливарно-прокатний комплекс для виробництва листового та рулонного прокату. Найбільш близьким аналогом за сукупністю ознак до об'єкта, що заявляється, є металургійний комбінат, який описаний в Інтернеті на сайті "АІТ Металургійне устаткування" (Азіатські Промислові Технології. Устаткування міні-заводів для виробництва сортового прокату. Наші проекти (Схема № 1) [Електронний ресурс]// АІТ Металургійне устаткування: [сайт]. Текст, і граф. дані… - Режим доступу: http://aitcom.ru/oborudovanie-minizavodov-dlya-proizvodstvanepreryivno-litoj-zagotovki-i-sortovogo-prokata). Відомий металургійний комбінат містить розташовані на спланованій земельній ділянці електросталеплавильний цех, в якому встановлені дугова сталеплавильна піч, установка "пічківш", машина безперервного лиття заготовок (МБЛЗ) і система газовидалення та газоочищення, прокатний цех, в якому встановлені газова нагрівальна піч з роликовим подом і прокатний стан, вальцешліфувальне відділення, склад приймання, зберігання та первинної переробки брухту, відділення комплексної переробки брухту, шихтовий проліт, систему транспортування шихтових матеріалів в електросталеплавильний цех, склад феросплавів, цех випалу вапняку, високовольтну підстанцію, комплекс оборотного циклу водного господарства, склад готової продукції, аспіраційні системи та транспортну систему. У об'єкті, що заявляється, і прототипі співпадають такі суттєві ознаки. Обидва металургійні комбінати містять розташовані на спланованій земельній ділянці електросталеплавильний цех, в якому встановлені дугова сталеплавильна піч, установка "піч-ківш", машина безперервного лиття заготовок (МБЛЗ) і система газовидалення та газоочищення, прокатний цех, в якому встановлені газова нагрівальна піч з роликовим подом і прокатний стан, вальцешліфувальне відділення, склад приймання, зберігання та первинної переробки брухту, відділення комплексної переробки брухту, шихтовий проліт, систему транспортування шихтових матеріалів в електросталеплавильний цех, склад феросплавів, цех випалу вапняку, високовольтну підстанцію, комплекс оборотного циклу водного господарства, склад готової продукції, аспіраційні системи та транспортну систему. Аналіз технічних властивостей найближчого аналога, обумовлених його ознаками, показує, що отриманню очікуваного технічного результату при його використанні перешкоджають такі причини. Відносно значні часові витрати на забезпечення роботи розташованих відносно далеко один від одного і не взаємозв'язаних у лінію об'єктів, що забезпечують сталеплавильне виробництво, призводить до підвищення тривалості плавки однієї сталеплавильної печі від випуску до випуску, і, крім того, через циклічність плавок на одній сталеплавильній печі та циклічність формування безперервно-литих заготовок в єдиному ливарно-прокатному комплексі одній МБЛЗ з прокатним станом, неможливо забезпечити безперервну смугу для ефективної роботи високопродуктивного безперервного листопрокатного стана при виробництві листового і рулонного прокату у відносно великих обсягах. Крім того, для підвищення ефективності роботи металургійного комбінату з високопродуктивним безперервним листопрокатним станом необхідно забезпечити раціональне розташування об'єктів металургійного комбінату на спланованій земельній ділянці при оптимальній щільності забудови. В основу корисної моделі поставлено задачу створити такий металургійний комбінат, в якому удосконалення шляхом введення нових об'єктів і зміни їх взаємного розташування дозволило б при використанні об'єкта, що заявляється, забезпечити досягнення технічного результату, що полягає у підвищенні ефективності виробництва листового і рулонного прокату при використанні двох МБЛЗ в єдиному ливарно-прокатному модулі з високопродуктивним безперервним листопрокатним станом при оптимізації щільності забудови металургійного комбінату на спланованій земельній ділянці. Поставлена задача вирішується тим, що металургійний комбінат, що заявляється, містить розташовані на спланованій земельній ділянці електросталеплавильний цех, в якому встановлені дугова сталеплавильна піч, установка "піч-ківш", машина безперервного лиття заготовок (МБЛЗ) і система газовидалення та газоочищення, прокатний цех, в якому встановлені газова нагрівальна піч з роликовим подом і прокатний стан, вальцешліфувальне відділення, склад приймання, зберігання та первинної переробки брухту, відділення комплексної переробки брухту, шихтовий проліт, систему транспортування шихтових матеріалів в електросталеплавильний цех, склад феросплавів, цех випалу вапняку, високовольтну підстанцію, комплекс оборотного циклу водного господарства, склад готової продукції, аспіраційні системи та транспортну систему, згідно з корисною моделлю, на металургійному комбінаті сформована перша (головна) і друга технологічні лінії, у кінці яких розташований безперервний листопрокатний стан. Кожна з технологічних ліній містить відділення комплексної 1 UA 89797 U 5 10 15 20 25 30 35 40 45 50 55 60 переробки брухту, шихтовий проліт для прийому та зберігання брухту, в який заведена залізнична колія та автомобільний в'їзд для доставки брухту, дугову сталеплавильну піч, двопозиційну установку "піч-ківш", тонкослябову МБЛЗ і газову нагрівальну піч з роликовим подом, як кінематичну та технологічну сполучну ланку між тонкослябовою МБЛЗ і безперервним листопрокатним станом. При цьому газова нагрівальна піч з роликовим подом, що встановлена на другій технологічній лінії, виконана з поворотною човниковою системою у кінці печі для забезпечення можливості доставки слябів з другої технологічної лінії на першу технологічну лінію, яка сполучена з безперервним листопрокатним станом, для об'єднання МБЛЗ обох технологічних ліній та безперервного листопрокатного стану в єдиний ливарно-прокатний модуль для виробництва безперервної смуги. Крім того, в електросталеплавильному цеху обладнані плавильний проліт, розливнийпроліт і проліт МБЛЗ, які розташовані паралельно один одному уздовж поздовжньої сторони будівлі електросталеплавильного цеху. Безперервний листопрокатний стан розташований у будівлі прокатного цеху, яка примикає своїм торцем до поздовжньої сторони будівлі електросталеплавильного цеху з боку прольоту МБЛЗ, а вальцешліфувальне відділення розташоване у будівлі, що стоїть окремо, і сполучена з прокатним цехом шляхом для передавального візка. Шихтові прольоти обох технологічних ліній розташовані по обидва боки від поздовжньої осі складу феросплавів, і кожен шихтовий проліт сполучений з плавильним прольотом електросталеплавильного цеху розташованими під навісом двома рейковими шляхами для самохідних візків-скраповозів, які виконані з дистанційним управлінням. При цьому шихтові прольоти і склад феросплавів відокремлені від електросталеплавильного цеху автомобільною дорогою для вивозу шлаку автошлаковозом. В окремих випадках виконання металургійний комбінат, що заявляється, відрізняється таким: З боку торців в електросталеплавильному цеху для кожної технологічної лінії встановлена система газовидалення та газоочищення з рукавними фільтрами. При цьому рукавні фільтри системи газовидалення та газоочищення для другої технологічної лінії розташовані уздовж шихтового прольоту цієї лінії, а поряд із згаданою системою газоочищення уздовж шихтового прольоту розташовано відділення брикетування пилу газоочищення та скрапу. Система транспортування шихтових матеріалів виконана у вигляді конвеєрної галереї з перевантажувальними вузлами, яка сполучає склад феросплавів з плавильним прольотом і розливним прольотом електросталеплавильного цеху, а між відділеннями комплексної переробки брухту розташований цех випалення вапняку, який сполучений стрічковим транспортером з перевантажувальним вузлом конвеєрної галереї у складі феросплавів. У складі феросплавів відділення зберігання і підготовки сипких матеріалів виконане з відділенням сушіння, дроблення і грохочення феросплавів і коксику. У плавильному прольоті електросталеплавильного цеху змонтований спільний для обох технологічних ліній двокамерний вакууматор і обладнаний вузол аварійного завантаження неметалевих шихтових матеріалів, який містить приймальний бункер з віброживильником і елеватор, при цьому приймальний бункер пристосований для завантаження автосамоскидами. Об'єкти комплексу оборотного циклу водного господарства, що включає послідовно розташовані вентиляторні градирні, блок водопідготовки і апарати повітряного охолодження, встановлені уздовж прокатного цеху з боку, протилежного розташуванню вальцешліфувального відділення, з розташуванням торців цих об'єктів у плані на лінії розташування горця електросталеплавильного цеху, при цьому частина вентиляторів градирень розташована на даху блока водопідготовки. Високовольтна підстанція розташована напроти прокатного цеху з боку вальцешліфувального відділення, при цьому повітряна високовольтна лінія введена у підстанцію між трубами газових нагрівальних печей з роликовим подом безперервного листопрокатного стану. Склад готової продукції розташований у кінці прокатного цеху, при цьому прольоти складу розташовані по обидва боки від поздовжньої осі прокатного цеху, переважно поряд з вальцешліфувальним відділенням. Внутрішньозаводська вантажна залізнична станція транспортної системи розташована у плані по краю ділянки металургійного комбінату, практично паралельно вказаним технологічним лініям. При цьому з одного боку внутрішньозаводська вантажна залізнична станція зв'язана з першим витяжним тупиком вантажних поїздів, розташованим під гострим кутом до неї, з продовженням залізничних колій до складу готової продукції, а з протилежного боку внутрішньозаводська вантажна залізнична станція зв'язана з другим витяжним тупиком 2 UA 89797 U 5 10 15 20 25 30 35 40 45 50 55 60 вантажних поїздів, розташованим під тупим кутом до неї, з продовженням залізничних колій по обидва боки складу феросплавів і по обидва боки відділень комплексної переробки брухту до шихтових прольотів. При цьому по один бік залізничних колій другого витяжного тупика розташований орієнтований уздовж цих колій склад прийому, зберігання та первинної переробки брухту, оточений автомобільною дорогою, а з іншого боку, навпроти відділення комплексної переробки брухту, розташована оточена автомобільною дорогою ділянка шредерної переробки брухту. При використанні об'єкта, що заявляється, очікується досягнення технічного результату, який полягає у підвищенні ефективності виробництва листового і рулонного прокату при використанні двох МБЛЗ в єдиному ливарно-прокатному модулі з високопродуктивним безперервним листопрокатним станом при оптимізації щільності забудови металургійного комбінату. Між сукупністю суттєвих ознак об'єкта, що заявляється, і технічним результатом, що досягається, є такий причинно-наслідковий зв'язок. Формування на металургійному комбінаті двох незалежних технологічних ліній, взаємозв'язаних з одним високопродуктивним безперервним листопрокатним станом, виконання газової нагрівальної печі з роликовим подом, яка встановлена на другій технологічній лінії, з поворотною човниковою системою у кінці печі для забезпечення можливості доставки слябів з другої лінії на першу лінію, зв'язану з безперервним листопрокатним станом, обладнання в електросталеплавильному цеху плавильного прольоту, розливного прольоту і прольоту МБЛЗ, які розташовані паралельно один одному уздовж подовжньої сторони будівлі електросталеплавильного цеху, розташування безперервного листопрокатного стана у будівлі прокатного цеху, яка примикає своїм торцем до поздовжньої сторони будівлі електросталеплавильного цеху з боку прольоту МБЛЗ, розташування вальцешліфувального відділення у будівлі, що стоїть окремо, сполученій з прокатним цехом шляхом для передавального візка, розташування шихтових прольотів обох технологічних ліній по обидва боки від поздовжньої осі складу феросплавів і з'єднання кожного шихтового прольоту з плавильним прольотом електросталеплавильного цеху розташованими під навісом двома рейковими шляхами для самохідних візків-скраповозів, які виконані з дистанційним управлінням, виконання автомобільної дороги між шихтовими прольотами і електросталеплавильним цехом для вивозу шлаку автошлаковозом, наявність двох взаємозв'язаних газових нагрівальних печей з роликовим подом, в яких можуть накопичуватися сляби обох технологічних ліній при циклічній роботі кожної МБЛЗ і під час перевалки валків, забезпечує раціональне розташування відносно близько один до одного і взаємозв'язаних у лінію об'єктів металургійного комбінату, що забезпечують сталеплавильне і прокатне виробництво, сприяє зниженню витрат часу на забезпечення сталеплавильного виробництва і сприяє зниженню тривалості плавки кожної сталеплавильної печі від випуску до випуску. Крім того, при циклічності плавок на обох сталеплавильних печах і циклічності формування безперервно-литих заготовок на обох МБЛЗ в єдиному ливарно-прокатному комплексі двох МБЛЗ з одним прокатним станом забезпечується безперервна смуга для ефективної роботи високопродуктивного безперервного листопрокатного стана при виробництві листового і рулонного прокату у відносно великих обсягах. При циклічній роботі кожної технологічної лінії окремо у найкоротший час забезпечується сталеплавильне виробництво при оптимальній тривалості плавки кожної сталеплавильної печі від випуску до випуску і формування в єдиному ливарно-прокатному комплексі для двох МБЛЗ литих заготовок, які безперервно подаються у листопрокатний стан з двох взаємозв'язаних нагрівальних печей з роликовим подом, що забезпечує безперервну смугу і ефективну роботу високопродуктивного безперервного листопрокатного стана у сприятливих температурних умовах прокатного цеху при виробництві листового і рулонного прокату у великих обсягах при зменшенні забруднення навколишнього середовища. При цьому забезпечується раціональне розташування об'єктів металургійного комбінату на спланованій земельній ділянці при оптимальній щільності забудови, що сприяє скороченню часу на всі технологічні операції і підвищенню ефективності роботи високопродуктивного безперервного листопрокатного стану і металургійного комбінату в цілому. Крім того, для окремих випадків виконання металургійного комбінату, установка з боку горців в електросталеплавильному цеху для кожної технологічної лінії електросталеплавильного цеху окремої системи газовидалення та газоочищення з рукавними фільтрами, розташування рукавних фільтрів системи газовидалення та газоочищення для другої технологічної лінії уздовж шихтового прольоту цієї лінії поряд з відділенням брикетування пилу газоочищення та скрапу, розташування цеху випалення вапняку між відділеннями 3 UA 89797 U 5 10 15 20 25 30 35 40 45 50 55 60 комплексної переробки брухту і з'єднання його стрічковим транспортером з перевантажувальним вузлом конвеєрної галереї у складі шихтових матеріалів, виконання складу феросплавів з відділенням сушіння, дроблення і грохочення феросплавів та коксику, встановлення у плавильному прольоті електросталеплавильного цеху спільного для обох технологічних ліній двокамерного вакууматора і вузла аварійного завантаження неметалевих шихтових матеріалів, установлення об'єктів комплексу оборотного циклу водного господарства уздовж прокатного цеху з боку, протилежного розташуванню вальцешліфувального відділення, з розташуванням торців цих об'єктів у плані на лінії розташування торця електросталеплавильного цеху і розташування при цьому частини вентиляторів градирень на даху блоку водопідготовки, розташування високовольтної підстанції навпроти прокатного цеху з боку вальцешліфувального відділення і введення при цьому повітряної високовольтної лінії у підстанцію між трубами газових нагрівальних печей з роликовим подом безперервного листопрокатного стану, розташування прольотів складу готової продукції у кінці прокатного цеху по обидва боки від поздовжньої осі прокатного цеху, переважно поряд з вальцешліфувальним відділенням, розташування внутрішньозаводської вантажної залізничної станції транспортної системи у плані по краю ділянки металургійного комбінату, практично паралельно вказаним технологічним лініям, з розташуванням двох витяжних тупиків вантажних поїздів, практично паралельно один одному на протилежних сторонах металургійного комбінату, при цьому з одного боку внутрішньозаводська вантажна залізнична станція зв'язана з першим витяжним тупиком вантажних поїздів, розташованим під гострим кутом до неї, з продовженням залізничних колій до складу готової продукції, а з протилежного боку внутрішньозаводська вантажна залізнична станція зв'язана з другим витяжним тупиком вантажних поїздів, розташованим під тупим кутом до неї, з продовженням залізничних колій по обидва боки складу феросплавів і по обидва боки відділень комплексної переробки брухту до шихтових прольотів, розташування по один бік залізничних колій другого витяжного тупика, орієнтованого уздовж цих колій складу прийому, зберігання та первинної переробки брухту, оточеного автомобільною дорогою, та розташування з іншого боку, навпроти відділення комплексної переробки брухту, ділянки шредерної переробки брухту, яка оточена автомобільною дорогою, також забезпечує раціональне розташування об'єктів металургійного комбінату на спланованій земельній ділянці при оптимальній щільності забудови, що сприяє скороченню часу на всі технологічні операції і підвищенню ефективності роботи високопродуктивного безперервного листопрокатного стану при виробництві листового і рулонного прокату, а також підвищенню ефективності роботи металургійного комбінату в цілому при зменшенні забруднення навколишнього середовища. Суть корисної моделі, що заявляється, пояснюється кресленнями, на яких зображено: на Фіг. 1 - схема металургійного комбінату, що заявляється; на Фіг. 2 - збільшена ділянка схеми між лініями А і В на Фіг. 1. На схемі використані такі позначення: 1 - електросталеплавильний цех; 2 - прокатний цех; 3 - безперервний листопрокатний стан; 4 - вальцешліфувальне відділення; 5 - склад приймання, зберігання та первинної переробки брухту; 6 - склад феросплавів; 7 - цех випалення вапняку; 8 - високовольтна підстанція; 9 - склад готової продукції; 10 - відділення комплексної переробки брухту; 11 - шихтовий проліт для прийому та зберігання брухту; 12 - дугова сталеплавильна піч; 13 - двопозиційна установка "піч-ківш"; 14 - тонкослябова МБЛЗ; 15 - газова нагрівальна піч з роликовим подом; 16 - відділення комплексної переробки брухту; 17 - шихтовий проліт для прийому та зберігання брухту; 18 - дугова сталеплавильна піч; 19 - двопозиційна установка "піч-ківш"; 20 - тонкослябова МБЛЗ; 21 - газова нагрівальна піч з роликовим подом; 22 - двокамерний вакууматор; 23 - плавильний проліт; 4 UA 89797 U 5 10 15 20 25 30 35 40 45 50 55 24 - розливний проліт; 25 - проліт МБЛЗ; 26 - система газовидалення та газоочищення першої технологічної лінії; 27 - система газовидалення та газоочищення другої технологічної лінії; 28 - рукавні фільтри системи газовидалення та газоочищення другої технологічної лінії; 29 - відділення брикетування пилу газоочищення та скрапу; 30 - конвеєрна галерея; 31 - вентиляторні градирні; 32 - блок водопідготовки; 33 - апарати повітряного охолоджування; 34 - внутрішньозаводська вантажна залізнична станція; 35 - перший витяжний тупик вантажних поїздів; 36 - другий витяжний тупик вантажних поїздів; 37 - ділянка шредерної переробки брухту; 38 - високовольтна лінія. У конкретному прикладі виконання металургійний комбінат, що заявляється, містить розташовані на спланованій земельній ділянці електросталеплавильний цех 1, прокатний цех 2, в якому розташований безперервний листопрокатний стан 3, вальцешліфувальне відділення 4, яке розташоване у будівлі, що стоїть окремо, і сполучене з прокатним цехом 2 шляхом для передавального візка, склад приймання, зберігання та первинної переробки брухту 5, склад феросплавів 6 (склад феросплавів, коксику і гарячебрикетованого заліза з відділенням дроблення і сушки сипких матеріалів і феросплавів), цех випалення вапняку 7, високовольтну підстанцію 8, склад готової продукції 9 і аспіраційні системи, які встановлені на всіх ділянках пиловиділення (на схемі не показані). На металургійному комбінаті сформована перша (головна) і друга технологічні лінії, у кінці яких розташований високопродуктивний безперервний листопрокатний стан 3. Перша технологічна лінія містить розташовані по ходу технологічного процесу відділення комплексної переробки брухту 10, шихтовий проліт для прийому та зберігання брухту 11, в який заведена залізнична колія і автомобільний в'їзд для доставки брухту, дугову сталеплавильну піч 12, двопозиційну установку "піч-ківш" 13, тонкослябову МБЛЗ 14, газову нагрівальну піч з роликовим подом 15, як кінематична і технологічна сполучна ланка між тонкослябовою МБЛЗ 14 і безперервним листопрокатним станом 3. Друга технологічна лінія містить розташовані по ходу технологічного процесу відділення комплексної переробки брухту 16, шихтовий проліт для прийому та зберігання брухту 17, в який заведена залізнична колія і автомобільний в'їзд для доставки брухту, дугову сталеплавильну піч 18, двопозиційну установку "піч-ківш" 19, тонкослябову МБЛЗ 20 і газову нагрівальну піч з роликовим подом 21, як кінематична і технологічна сполучна ланка між тонкослябовою МБЛЗ 20 і безперервним листопрокатним станом 3. При цьому газова нагрівальна піч з роликовим подом 21 виконана з поворотною човниковою системою у кінці печі з функцією поворотного столу зрушення для забезпечення можливості доставки слябів з другої технологічної лінії на першу технологічну лінію, сполучену з безперервним листопрокатним станом 3, для об'єднання МБЛЗ 14 і 20 обох технологічних ліній та безперервного листопрокатного стану 3 в єдиний ливарнопрокатний модуль для виробництва безперервної смуги. Спільний для обох технологічних ліній двокамерний вакууматор 22 розташований у плавильному прольоті 23 електросталеплавильного цеху 1. В цьому цеху обладнані плавильний проліт 23, розливний проліт 24 і проліт МБЛЗ 25, які розташовані паралельно один одному уздовж поздовжньої сторони будівлі електросталеплавильного цеху 1. Безперервний листопрокатний стан 3 розташований у будівлі прокатного цеху з вільними від забудови бічними фасадами, яка примикає своїм торцем до поздовжньої сторони будівлі електросталеплавильного цеху 1 з боку прольоту МБЛЗ 25 і має припливну вентиляцію, а вальцешліфувальне відділення 4 розташовано у будівлі, що стоїть окремо, і сполучена з прокатним цехом 5 шляхом для передавального візка. Шихтові прольоти 11 і 17 обох технологічних ліній розташовані по обидва боки від поздовжньої осі складу феросплавів 6, і кожен шихтовий проліт сполучений з плавильним прольотом електросталеплавильного цеху 1 розташованими під навісом двома рейковими шляхами для самохідних візків-скраповозів, які виконані з дистанційним управлінням. При цьому шихтові прольоти 11 і 17 і склад феросплавів 6 відокремлені від електросталеплавильного цеху 1 автомобільною дорогою для вивозу шлаку автошлаковозом. 5 UA 89797 U 5 10 15 20 25 30 35 40 45 50 55 60 Дугові сталеплавильні печі 12 і 18 обох технологічних ліній розташовані у плавильному прольоті 23 електросталеплавильного цеху 1 по обидва боки від поздовжньої осі прокатного цеху 2 навпроти відповідних шихтових прольотів 11 і 17. В окремих випадках виконання металургійний агрегат, що заявляється, характеризується таким чином. Для першої технологічної лінії з боку торця електросталеплавильного цеху 1 встановлена система газовидалення та газоочищення 26 з рукавними фільтрами, а для другої технологічної лінії з боку протилежного торця електросталеплавильного цеху 1 встановлена система газовидалення та газоочищення 27 з рукавними фільтрами. При цьому рукавні фільтри 28 системи газовидалення та газоочищення 27 для другої технологічної лінії розташовані уздовж шихтового прольоту 17 цієї лінії, а поряд із згаданою системою газоочищення уздовж шихтового прольоту 17 розташовано відділення брикетування пилу газоочищення та скрапу 29. По конструкції обидві системи газовидалення та газоочищення 26 і 27 для кожної технологічної лінії виконані аналогічними. Система транспортування шихтових матеріалів виконана у вигляді конвеєрної галереї 30 з перевантажувальними вузлами, яка сполучає склад феросплавів 6 з плавильним прольотом 23 і розливним прольотом 24 електросталеплавильного цеху 1. Між відділеннями комплексної переробки брухту 10 і 16 розташований цех випалення вапняку 7, який сполучений стрічковим транспортером з перевантажувальним вузлом конвеєрної галереї 30 у складі феросплавів 6. У складі феросплавів 6 відділення зберігання та підготовки сипких матеріалів виконане з відділенням сушіння, дроблення і грохочення феросплавів і коксику (на схемі не показано). У плавильному прольоті 23 електросталеплавильного цеху 1 у відділенні подачі неметалевих шихтових матеріалів обладнаний вузол аварійного завантаження неметалевих шихтових матеріалів, який містить приймальний бункер з віброживильником і елеватор, при цьому приймальний бункер пристосований для завантаження автосамоскидами (на схемі не показано). Об'єкти комплексу оборотного циклу водного господарства, що включає послідовно розташовані вентиляторні градирні 31, блок водопідготовки 32 і апарати повітряного охолоджування 33, встановлені уздовж прокатного цеху 2 з боку, протилежного розташуванню вальцешліфувального відділення 4, з розташуванням торців цих об'єктів у плані на лінії розташування торця електросталеплавильного цеху 1, при цьому частина вентиляторних градирень 31 розміщена на даху блоку водопідготовки 32. Склад готової продукції 9 розташований у кінці прокатного цеху 2, при цьому прольоти складу розташовані по обидва боки від поздовжньої осі прокатного цеху, переважно поряд з вальцешліфувальним відділенням 4. Внутрішньозаводська вантажна залізнична станція 34 транспортної системи розташована у плані по краю ділянки металургійного комбінату, практично паралельно вказаним технологічним лініям. При цьому з одного боку внутрішньозаводська вантажна залізнична станція 34 сполучена з першим витяжним тупиком вантажних поїздів 35, розташованим під гострим кутом до неї, з продовженням залізничних колій до складу готової продукції 9, а з протилежного боку внутрішньозаводська вантажна залізнична станція 34 сполучена з другим витяжним тупиком вантажних поїздів 36, розташованим під тупим кутом до неї, з продовженням залізничних колій по обидва боки складу феросплавів 6 і по обидва боки відділень комплексної переробки брухту 10 і 16 до шихтових прольотів 11 і 17. При цьому по один бік залізничних колій другого витяжного тупика 36 розташований орієнтований уздовж цих залізничних колій склад прийому, зберігання та первинної переробки брухту 5, оточений автомобільною дорогою, а з іншого боку, навпроти відділення комплексної переробки брухту 10, розташована ділянка шредерної переробки брухту 37, що оточена автомобільною дорогою. Високовольтна підстанція 8 розташована навпроти прокатного цеху 2 з боку вальцешліфувального відділення 4, при цьому повітряна високовольтна лінія 38 введена у підстанцію між трубами газових нагрівальних печей з роликовим подом 15 і 21 безперервного листопрокатного стана 3. У конкретному прикладі виробництво гарячекатаного листового і рулонного прокату на металургійному комбінаті, що заявляється, здійснюється так. Металевий брухт, чушковий чавун, гарячебрикетоване залізо, феросплави, неметалічні шихтові матеріали, шлакоутворювальні матеріали та коксик завозяться на металургійний комбінат через внутрішньозаводську вантажну залізничну станцію 34 і через другий витяжний тупик вантажних поїздів 36 потрапляють на склад прийому, зберігання та первинної переробки брухту 5, на ділянку шредерної переробки брухту 37, у відділення комплексної переробки брухту 10 і 16, у шихтові прольоти 11 і 17, на склад феросплавів 6 і в цех випалення вапняку 7. 6 UA 89797 U 5 10 15 20 25 30 35 40 45 50 55 Виливання тонких слябів для подальшого гарячекатаного виробництва листового і рулонного прокату на безперервному листопрокатному стану 3 здійснюється на кожній технологічній лінії у такій технологічній послідовності: завантаження шихти, виплавка сталі у дуговій сталеплавильній печі (ДСП-300), позапічна обробка на двопозиційній установці "пічківш" і, при необхідності, в двокамерному вакууматорі, розливання сталі на тонкий сляб на МБЛЗ, що є складовою частиною ливарно-прокатного модуля. При роботі першої технологічної лінії металургійного комбінату металевий лом зі складу прийому, зберігання та первинної переробки брухту 5, розташованого уздовж другого витяжного тупика вантажних поїздів 36, і з ділянки шредерної переробки брухту 37 перевозиться у розташоване поряд відділення комплексної переробки брухту 10. Приймання, складування, зберігання та завантаження підготовленого металевого брухту у завантажувальні корзини здійснюється у шихтовому прольоті для приймання та зберігання брухту 11, який розташований уздовж однієї сторони щодо складу феросплавів 6 і в який заведена залізнична колія і автомобільний в'їзд для доставки брухту. Шихтовий проліт для приймання та зберігання брухту 11 сполучений з плавильним прольотом 23 електросталеплавильного цеху 1 розташованими під навісом двома рейковими шляхами для самохідних візків-скраповозів. Транспортування брухту до дугової сталеплавильної печі 12 (ДСП-300), яка розташована навпроти цього шихтового прольоту, здійснюється за допомогою чотирьох самохідних візків вантажопідйомністю 320 т, на яких у плавильний проліт 23 передаються завантажувальні корзини з брухтом, чушковим чавуном, кусковим коксиком і неметалевими шихтовими матеріалами. Управління візками-скраповозами дистанційне, радіокероване. Система транспортування шихтових матеріалів забезпечує транспортування, прийом, зберігання та дозовану подачу феросплавів, сипких матеріалів і брикетів прямого відновлення заліза у дугову сталеплавильну піч 12 і сталерозливний ківш; у ківш двопозиційної установки "піч-ківш" 13; і, при необхідності, у ківш двокамерного вакууматора 22; а також прийом, зберігання, дозування та подачу вапняку і коксику у завантажувальні корзини. Сушіння, дроблення і грохочення феросплавів та коксику здійснюється у складі феросплавів 6 у відділенні зберігання та підготовки сипких матеріалів. Транспортування шихтових матеріалів здійснюється конвеєрною галереєю 30 з перевантажувальними вузлами, яка сполучає склад феросплавів 6 з плавильним прольотом 23 і розливним прольотом 24 електросталеплавильного цеху 1. З цеху випалення вапняку 7 вапно транспортується стрічковим транспортером до перевантажувального вузла конвеєрної галереї 30 у складі феросплавів 6. У разі короткочасної зупинки конвеєрної галереї 30 подача неметалевих шихтових матеріалів здійснюється з вузла аварійного завантаження неметалевих шихтових матеріалів, який розміщений у плавильному прольоті 23 електросталеплавильного цеху 1 у відділенні подачі неметалевих шихтових матеріалів (на схемі не показано). Завантаження в цьому вузлі приймального бункера, оснащеного віброживильником і елеватором, здійснюється автосамоскидами. Сталь у дуговій сталеплавильній печі 12 з номінальною масою плавки 300 т виплавляється за одношлаковою технологією. Випуск пінястого шлаку, що утворюється під час плавки, здійснюється у шлакові чаші, що встановлені на самохідному шлаковозі, який по автомобільній дорозі між шихтовими прольотами 11 і 17 і електросталеплавильним цехом 1 вивозить шлак у відділення первинного охолодження шлаку. Після зливу металу з дугової сталеплавильної печі 12 і подачі феросплавів і шлакоутворювальних матеріалів у сталерозливний ківш на випуску металу, сталевоз подається на одну з позицій обробки двопозиційної установки "піч-ківш" 13 у розливному прольоті 24, де проводиться процес повного доведення металу по хімічному складу та температурі для подальшого розливання у прольоті 25 на тонкослябовій МБЛЗ 14, яка є складовою частиною ливарпо-прокатного модуля. Деякі спеціальні марки сталі обробляються у спільному для обох технологічних ліній двокамерному вакууматорі 22. Однорівчакова тонкослябова МБЛЗ 14 спроектована для виробництва заготовки товщиною 7090 мм. Відлита заготівка передається рольгангом у газову нагрівальну піч з роликовим подом 15, яка служить кінематичною і технологічною сполучною ланкою між тонкослябовою МБЛЗ 14 і безперервним листопрокатним станом 3. У газовій нагрівальній печі з роликовим подом 15 сляб нагрівається до температури прокатки, здійснюється гомогенізація сляба і накопичення слябів, що особливо важливе під час перевалки валків. Далі заготовка передається у чорнову групу клітей, а потім у вигляді безперервної смуги поступає у чистову групу клітей безперервного листопрокатного стану З для безперервного або по рулонного 7 UA 89797 U 5 10 15 20 25 30 35 40 45 50 55 60 режиму виробництва листового та рулонного прокату товщиною 0,812,7 мм і шириною 13004600 мм. Вага рулону складає 2536 т. Вихід придатного складає 98 %. При роботі другої технологічної лінії металургійного комбінату, що заявляється, металевий лом зі складу приймання зберігання та первинної переробки брухту 5, розташованого уздовж другого витяжного тупика вантажних поїздів 36, і з ділянки шредерної переробки брухту 37 перевозиться у розташоване поряд відділення комплексної переробки брухту 16. Приймання, складування, зберігання та завантаження підготовленого металевого лому у завантажувальні корзини здійснюється у шихтовому прольоті для приймання та зберігання брухту 17, який розташований паралельно шихтовому прольоту для приймання та зберігання брухту 11 першої технологічної лінії, уздовж іншого боку складу феросплавів 6, і в який заведена залізнична колія та автомобільний в'їзд для доставки брухту. Шихтовий проліт 17 сполучений з плавильним прольотом 23 електросталеплавильного цеху 1 розташованими під навісом двома рейковими шляхами для самохідних візків-скраповозів. Транспортування брухту до дугової сталеплавильної печі 18 (ДСП-300), яка розташована навпроти шихтового прольоту 17, здійснюється за допомогою чотирьох самохідних візків вантажопідйомністю 320 т, на яких у плавильний проліт 23 передаються завантажувальні корзини з брухтом, чушковим чавуном, кусковим коксиком і неметалевими шихтовими матеріалами. Управління візками-скраповозами дистанційне, радіокероване. Система транспортування шихтових матеріалів забезпечує транспортування, прийом, зберігання та дозовану подачу феросплавів, сипких матеріалів і брикетів прямого відновлення заліза у дугову сталеплавильну піч 18 і сталерозливний ківш; у ківш двопозиційної установки "піч-ківш" 19 і, за необхідності, у ківш спільного для обох технологічних ліній двокамерного вакууматора 22, а також прийом, зберігання, дозування і подачу вапняку та коксику у завантажувальні корзини. Сушка, дроблення і грохочення феросплавів та коксику здійснюється у складі феросплавів 6 у відділенні зберігання та підготовки сипких матеріалів. Транспортування шихтових матеріалів здійснюється конвеєрною галереєю 30 з перевантажувальними вузлами, яка сполучає склад феросплавів 6 з плавильним прольотом 23 і розливним прольотом 24 електросталеплавильного цеху 1. З цеху випалення вапняку 7 вапно транспортується стрічковим транспортером до перевантажувального вузла конвеєрної галереї 30 у складі феросплавів 6. У разі короткочасної зупинки конвеєрної галереї 30 подача неметалевих шихтових матеріалів здійснюється з вузла аварійного завантаження неметалевих шихтових матеріалів, який розміщений у плавильному прольоті 23 електросталеплавильного цеху 1 у відділенні подачі неметалевих шихтових матеріалів (на схемі не показано). Завантаження в цьому вузлі приймального бункера, оснащеного віброживильником і елеватором, здійснюється автосамоскидами. Сталь у дуговій сталеплавильній печі 18 з номінальною масою плавки 300 т виплавляється за одношлаковою технологією. Випуск пінястого шлаку, що утворюється під час плавки, здійснюється у шлакові чаші, що встановлені па самохідному шлаковозі, який по автомобільній дорозі між шихтовими прольотами 11 і 17 і електросталеплавильним цехом 1 вивозить шлак у відділення первинного охолодження шлаку. Після зливу металу з дугової сталеплавильної печі 18 і подачі феросплавів і шлакоутворювальних матеріалів у сталерозливний ківш на випуску металу, сталевоз подається на одну з позицій обробки двопозиційної установки "піч-ківш" 19 у розливному прольоті 24, де проводиться процес повного доведення металу по хімічному складу і температурі для подальшого розливання у прольоті 25 на тонкослябовій МБЛЗ 20, яка є складовою частиною ливарно-прокатного модуля. Деякі спеціальні марки сталі обробляються у спільному для обох технологічних ліній двокамерному вакууматорі 22. Однорівчакова тонкослябова МБЛЗ 20 спроектована для виробництва заготовки товщиною 7090 мм. Відлита заготовка рольгангом передається у газову нагрівальну піч з роликовим подом 21, яка служить кінематичною і технологічною сполучною ланкою між тонкослябовою МБЛЗ 20 і безперервним листопрокатним станом 3. У газовій нагрівальній печі з роликовим йодом 21 сляб нагрівається до температури прокатки, здійснюється гомогенізація сляба і накопичення слябів, що особливо важливе під час перевалки валків. При цьому газова нагрівальна піч з роликовим подом 21 виконана з поворотною човниковою системою у кінці печі з функцією поворотного столу зрушення для забезпечення можливості доставки слябів з другої технологічної лінії на першу технологічну лінію, зв'язану з безперервним листопрокатним станом, для об'єднання МБЛЗ 14 і 20 обох технологічних ліній і безперервного листопрокатного стану 3 в єдиний ливарно-прокатний модуль для безперервного виробництва смуги. Далі заготівка передається у чорнову групу клітей, а потім у вигляді безперервної смуги поступає у чистову групу клітей безперервного листопрокатного стану 3 для безперервного або 8 UA 89797 U 5 10 15 20 25 30 порулонного режиму виробництва листового і рулонного прокату товщиною 0,812,7 мм шириною 13001600 мм. Вага рулону складає 2536 т. Вихід придатного складає 98 %. Електроенергія до безперервного листопрокатного стану 3 надходить з високовольтної підстанції 8, яка розташована навпроти прокатного цеху 2 з боку вальцешліфувального відділення 4. У високовольтну підстанцію 8 електроенергія подається через повітряну високовольтну лінію 38, яка введена у підстанцію між трубами газових нагрівальних печей з роликовим подом 15 і 21 безперервного листопрокатного стану 3. У процесі виплавки і розливання металу на обох технологічних лініях повітря в електросталеплавильному цеху 1 очищується з використанням систем газовидалення та газоочищення 26 і 27 з рукавними фільтрами. Уловлений рукавними фільтрами пил, що утворюється в електросталеплавильному цеху 1 і скрап перевозять у відділення брикетування пилу газоочищення та скрапу 29 для подальшого використання отриманих брикетів у виробництві. Вода оборотного циклу водного господарства, підготовлена у блоці водопідготовки 32, охолоджується в апаратах повітряного охолоджування 33 і у послідовно розташованих вентиляторних градирнях 31, частина з яких розташована на даху блоку водопідготовки 32. Виробництво листового і рулонного прокату у відносно великих обсягах здійснюється на високопродуктивному безперервному листопрокатному стані 3 у сприятливих температурних умовах прокатного цеху 2 з припливною вентиляцією. Шліфування і текстурування робочих валків безперервного листопрокатного стана 3 здійснюється у вальцешліфувальному відділенні 4, розташованому у будівлі, що стоїть окремо. Транспортування робочих валків з вальцешліфувального відділення 4 у прокатний цех 2 здійснюється передавальним візком. Готова прокатна продукція після безперервно-листопрокатного стана 3 передається на склад готової продукції 9, який розташований у кінці прокатного цеху 2 по обидва боки від його поздовжньої осі. При цьому частина готової продукції спрямовується у додаткові прольоти складу, які розташовані поряд з вальцешліфувальним відділенням 4. Зі складу готової продукції 9 листовий і рулонний прокат через перший витяжний тупик вантажних поїздів 35 вивозиться на внутрішньозаводську вантажну залізничну станцію 34 для подальшої відправки з металургійного комбінату. Розрахунки показують, що на металургійному комбінаті, що заявляється, на кожній дуговій сталеплавильній печі (ДСП-300) можна забезпечити тривалість плавки від випуску до випуску близько 50 хвилин. При цьому у сталеплавильному цеху може виплавлятися близько 2,5 млн. т/рік рідкої сталі, що забезпечить для високопродуктивного безперервного листопрокатного стану обсяг виробництва гарячекатаного рулонного прокату до 2,3 млн. т/рік. 35 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 40 45 50 55 60 1. Металургійний комбінат, що містить розташовані на спланованій земельній ділянці електросталеплавильний цех, у якому встановлені дугова сталеплавильна піч, установка "пічківш", машина безперервного лиття заготовок (МБЛЗ) і система газовидалення та газоочищення, прокатний цех, в якому встановлені газова нагрівальна піч з роликовим подом і прокатний стан, вальцешліфувальне відділення, склад приймання, зберігання та первинної переробки брухту, відділення комплексної переробки брухту, шихтовий проліт, систему транспортування шихтових матеріалів в електросталеплавильний цех, склад феросплавів, цех випалу вапняку, високовольтну підстанцію, комплекс оборотного циклу водного господарства, склад готової продукції, аспіраційні системи та транспортну систему, який відрізняється тим, що на металургійному комбінаті сформована перша та друга технологічні лінії, в кінці яких розташований безперервний листопрокатний стан, і кожна з технологічних ліній містить відділення комплексної переробки брухту, шихтовий проліт для прийому та зберігання брухту, в який заведена залізнична колія та автомобільний в'їзд для доставки брухту, дугову сталеплавильну піч, двопозиційну установку "піч-ківш", тонкослябову МБЛЗ і газову нагрівальну піч з роликовим подом як кінематичну та технологічну сполучну ланку між тонкослябовою МБЛЗ і безперервним листопрокатним станом, при цьому газова нагрівальна піч з роликовим подом, що встановлена на другій технологічній лінії, виконана з поворотною човниковою системою у кінці печі для забезпечення можливості доставки слябів з другої технологічної лінії на першу технологічну лінію, яка сполучена з безперервним листопрокатним станом, для об'єднання МБЛЗ обох технологічних ліній та безперервного листопрокатного стана в єдиний ливарнопрокатний модуль для виробництва безперервної смуги, крім того, в електросталеплавильному цеху обладнані плавильний проліт, розливний проліт і проліт МБЛЗ, які розташовані паралельно один одному уздовж поздовжньої сторони будівлі електросталеплавильного цеху, 9 UA 89797 U 5 10 15 20 25 30 35 40 45 50 55 безперервний листопрокатний стан розташований в будівлі прокатного цеху, яка примикає своїм торцем до поздовжньої сторони будівлі електросталеплавильного цеху з боку прольоту МБЛЗ, а вальцешліфувальне відділення розташоване в будівлі, що стоїть окремо, і сполучена з прокатним цехом шляхом для передавального візка, шихтові прольоти обох технологічних ліній розташовані по обидва боки від поздовжньої осі складу феросплавів і кожен шихтовий проліт сполучений з плавильним прольотом електросталеплавильного цеху розташованими під навісом двома рейковими шляхами для самохідних візків-скраповозів, які виконані з дистанційним управлінням, при цьому шихтові прольоти і склад феросплавів відокремлені від електросталеплавильного цеху автомобільною дорогою для вивозу шлаку автошлаковозом. 2. Металургійний комбінат за п. 1, який відрізняється тим, що з боку торців в електросталеплавильному цеху для кожної технологічної лінії встановлена система газовидалення та газоочищення з рукавними фільтрами, при цьому рукавні фільтри системи газовидалення та газоочищення для другої технологічної лінії розташовані уздовж шихтового прольоту цієї лінії, а поряд із згаданою системою газоочищення уздовж шихтового прольоту розташоване відділення брикетування пилу газоочисток і скрапу. 3. Металургійний комбінат за п. 1, який відрізняється тим, що система транспортування шихтових матеріалів виконана у вигляді конвеєрної галереї з перевантажувальними вузлами, яка сполучає склад феросплавів із плавильним прольотом і розливним прольотом електросталеплавильного цеху, а між відділеннями комплексної переробки брухту розташований цех випалення вапняку, який сполучений стрічковим транспортером з перевантажувальним вузлом конвеєрної галереї в складі феросплавів. 4. Металургійний комбінат за п. 1, який відрізняється тим, що в складі феросплавів відділення зберігання й підготовки сипких матеріалів виконане з відділенням сушіння, дроблення й грохочення феросплавів і коксику. 5. Металургійний комбінат за п. 1, який відрізняється тим, що у плавильному прольоті електросталеплавильного цеху змонтований загальний для обох технологічних ліній двокамерний вакууматор і обладнаний вузол аварійного завантаження неметалічних шихтових матеріалів, що містить приймальний бункер з віброживильником і елеватор, при цьому приймальний бункер пристосований для завантаження автосамоскидами. 6. Металургійний комбінат за п. 1, який відрізняється тим, що об'єкти комплексу оборотного циклу водного господарства, що включає послідовно розташовані вентилятори градирні, блок водопідготовки та апарати повітряного охолодження, встановлені уздовж прокатного цеху з боку, протилежного розташуванню вальцешліфувального відділення, з розташуванням торців цих об'єктів у плані на лінії розташування торця електросталеплавильного цеху, при цьому частина вентиляторів градирень розташована на даху блока водопідготовки. 7. Металургійний комбінат за п. 1, який відрізняється тим, що високовольтна підстанція розташована навпроти прокатного цеху з боку вальцешліфувального відділення, при цьому повітряна високовольтна лінія введена в підстанцію між трубами газових нагрівальних печей з роликовим подом безперервного листопрокатного стана. 8. Металургійний комбінат за п. 1, який відрізняється тим, що склад готової продукції розташований у кінці прокатного цеху, при цьому прольоти складу розташовані по обидва боки від поздовжньої осі прокатного цеху, переважно поряд з вальцешліфувальним відділенням. 9. Металургійний комбінат за п. 1, який відрізняється тим,що внутрішньозаводська вантажна залізнична станція транспортної системи розташована у плані по краю ділянки металургійного комбінату, практично паралельно вказаним технологічним лініям, при цьому з одного боку внутрішньозаводська вантажна залізнична станція сполучена з першим витяжним тупиком вантажних поїздів, розташованим під гострим кутом до неї, з продовженням залізничних колій до складу готової продукції, а з протилежного боку внутрішньозаводська вантажна залізнична станція сполучена з другим витяжним тупиком вантажних поїздів, розташованим під тупим кутом до неї, з продовженням залізничних колій по обидва боки складу феросплавів і по обидва боки відділень комплексної переробки брухту до шихтових прольотів, причому по один бік залізничних колій другого витяжного тупика розташований орієнтований уздовж цих залізничних колій склад приймання, зберігання та первинної переробки брухту, оточений автомобільною дорогою, а з іншого боку, навпроти відділення комплексної переробки брухту, розташована оточена автомобільною дорогою ділянка шредерної переробки брухту. 10 UA 89797 U 11 UA 89797 U Комп’ютерна верстка М. Ломалова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 12
ДивитисяДодаткова інформація
Автори англійськоюStalinskyi Dmytro Vitaliiovych, Rudiuk Oleksii Serhiiovych, Pavlenko Oleksandr Anatoliyovych
Автори російськоюСталинский Дмитрий Витальевич, Рудюк Алексей Сергеевич, Павленко Александр Анатольевич
МПК / Мітки
МПК: B21B 1/46
Мітки: комбінат, металургійний
Код посилання
<a href="https://ua.patents.su/14-89797-metalurgijjnijj-kombinat.html" target="_blank" rel="follow" title="База патентів України">Металургійний комбінат</a>
Металургійний брикет для виробництва синтетичного чавуну
Номер патенту: 57847
Опубліковано: 15.07.2003
Автори: Гасик Михайло Іванович, Білай Григорій Омелянович, Матвєєва Марина Олегівна, Овчарук Анатолій Миколайович, Семенов Ігор Олександрович, Дерев'янко Ігор Володимирович
Мітки: синтетичного, металургійний, виробництва, брикет, чавуну
Формула / Реферат:
Металургійний брикет для виплавки синтетичного чавуну, що містить вуглецевмісний, кремнієвмісний матеріали та зв'язку, який відрізняється тим, що як вуглецевмісний та кремнієвмісний матеріал він містить вторинний продукт виробництва вуглеграфітової продукції – вуглецево-кремнієву суміш, а як зв'язку - матеріал із групи оксидних систем, що утворюють цементи та додатково містить феросилікомарганець фракції від 0 до 5 мм при наступному...
Металургійний ківш

Номер патенту: 66340
Опубліковано: 26.12.2011
Автори: Шемігон Михайло Володимирович, Живченко Володимир Семенович
МПК: B22D 41/00
Мітки: металургійний, ківш
Формула / Реферат:
1. Металургійний ківш, що складається з металевого кожуха, стінка і днище якого оснащені футерівкою, всередині якого розташований продувальний пристрій, пов'язаний з системою подачі газу, що складається з зовнішнього джерела газу, газопроводу і накопичувача газу і обладнана запірним пристроєм, який відрізняється тим, що система подачі газу щонайменше частково розташована всередині ковша між внутрішньою поверхнею кожуха і футерівкою і...
Порошковий дріт для присадки ванадію в металургійний розплав
Номер патенту: 36615
Опубліковано: 27.10.2008
Автори: Паренчук Ігор Валерійович, Троцан Анатолій Іванович, Оніщук Віталій Прохорович, Горовий Семен Євгенович, Бєлов Борис Федорович, Панасідченко Вадим Вікторович
МПК: C21C 7/00
Мітки: розплав, порошковий, присадки, дріт, ванадію, металургійний
Формула / Реферат:
1. Порошковий дріт для присадки ванадію в металургійний розплав, що складається з металевої оболонки і порошкового наповнювача зі сплаву ванадію і заліза, який відрізняється тим, що наповнювач додатково містить алюмінієвмісний матеріал, що забезпечує концентрацію загального алюмінію в наповнювачі в межах 1,5-6,0 %.2. Порошковий дріт за п. 1, який відрізняється тим, що як алюмінієвмісний матеріал використовуються сплави первинного або...
Металургійний агрегат фролова для одержання залізовуглецевих сплавів
Номер патенту: 92103
Опубліковано: 27.09.2010
Автори: Фролов Володимир Миколайович, Фролов Андрій Володимирович, Фролов Артур Володимирович
МПК: C21B 13/14, C21B 15/00, C21B 13/06, F27B 3/00
Мітки: одержання, металургійний, фролова, залізовуглецевих, агрегат, сплавів
Формула / Реферат:
Металургійний агрегат для одержання залізовуглецевих сплавів, який відрізняється тим, що містить в собі відновлювальну ванну високого тиску, яка зверху з'єднана з трактами подачі вугільної та залізорудної суміші, з боків – з трактами подачі паливоокислювальної суміші, а знизу вказана відновлювальна ванна високого тиску безпосередньо з'єднана як з одним або декількома регуляторами температури та тиску, так і з ванною утворення карбонілів...
Присад металургійний для десульфурації рідких сплавів на основі заліза

Номер патенту: 64894
Опубліковано: 25.11.2011
Автори: Могилатенко Володимир Геннадійович, Бубенко Павло Трохимович, Макаревич Євген Павлович, Романенко Олександр Андрійович, Купалова Таіса Павлівна, Гондель Василь Опанасович, Бережна Ганна Валеріївна, Грачов Михайло Юрієвич, Пищіда Валерій Іванович
МПК: C21C 1/02
Мітки: основі, металургійний, сплавів, присад, заліза, десульфурації, рідких
Формула / Реферат:
Присад металургійний для десульфурації рідких сплавів на основі заліза, що містить металеві відновники, натрієву сіль, який відрізняється тим, що додатково містить кальцієву сіль та каталізатор, до складу якого входять кальцій фтористі сполуки і натрій воднева сіль вугільної кислоти, у наступному співвідношенні компонентів, мас. %: натрієва сіль 95-80 кальцієва сіль 3-5 ...
Попередній патент: Кореневикопувальний пристрій
Наступний патент: Теплообмінник
Випадковий патент: Спосіб виявлення життєздатності бактерій у клінічному матеріалі для індикації анаеробів