Спосіб закривання кінця гофрованих трубчастих оболонок
Номер патенту: 99340
Опубліковано: 10.08.2012
Автори: Хіменес-Фернандес Хав'єр, Айєчу-Редін Хесус, Аскарате-Гальюес Карлос, Лонго-Аресо Карлос, Мартінес-Гарсія Естебан, Пуенте-Лопатегі Роберто, Ольєта-Ремон Агустін, Хіль-Руїс Антоніо-Мануель, Алустіса-Кумба Хесус
Формула / Реферат
1. Спосіб закривання кінця гофрованих трубчастих оболонок, який включає:
розпрямляння кінцевої ділянки трубчастої оболонки у напрямку осі палички,
відгинання розпрямленої кінцевої ділянки для введення її всередину оболонки,
закріплення розпрямленої кінцевої ділянки зсередини оболонки,
закручування кінцевої ділянки,
вирівнювання закрученої кінцевої ділянки.
2. Спосіб закривання кінця гофрованих трубчастих оболонок за п. 1, який відрізняється тим, що розпрямляння кінцевої ділянки включає:
закріплення кінцевої ділянки гофрованої оболонки,
розтягування та розпрямляння кінцевої ділянки трубчастої оболонки,
обрізання кінця розпрямленої ділянки.
3. Спосіб закривання кінця гофрованих трубчастих оболонок за п. 2, який відрізняється тим, що закріплення, розтягування та розпрямляння кінцевої ділянки трубчастої оболонки здійснюють за допомогою щонайменше одного затискного елемента.
4. Спосіб закривання кінця гофрованих трубчастих оболонок за п. 2 та п. 3, який відрізняється тим, що затискний елемент зміщують у напрямку осі гофрованої палички або трубчастої оболонки.
5. Спосіб закривання кінця гофрованих трубчастих оболонок за пп. 2-4, який відрізняється тим, що затискний елемент здійснює такі дії:
пересування з наближенням до введення в контакт з кінцевою ділянкою гофрованої палички оболонки,
закріплення з подальшим захопленням трубчастої оболонки,
закручування оболонки,
вивільнення трубчастої оболонки,
відведення затискного елемента.
6. Спосіб закривання кінця гофрованих трубчастих оболонок за пп. 1-5, який відрізняється тим, що перед відгинанням розпрямленої кінцевої ділянки для її введення всередину оболонки, трубчастий елемент вводять всередину гофрованої оболонки, при цьому середина трубчастого елемента здійснює функції напрямної на стадії відгинання.
7. Спосіб закривання кінця гофрованих трубчастих оболонок за пп. 1-6, який відрізняється тим, що відгинання розпрямленої кінцевої ділянки включає:
вирівнювання розпрямленої кінцевої ділянки,
втягування розпрямленої та вирівняної кінцевої ділянки у трубчасту оболонку.
8. Спосіб закривання кінця гофрованих трубчастих оболонок за п. 7, який відрізняється тим, що вирівнювання та втягування розпрямленої кінцевої ділянки здійснюють за допомогою язичка, який вводять всередину трубчастої оболонки.
9. Спосіб закривання кінця трубчастих оболонок за п. 7 та п. 8, який відрізняється тим, що дію язичка супроводжують дією притискача, яким закріплюють гофровану трубчасту оболонку для запобігання дії язичка, яка полягає у розпрямлянні ділянки, більшої за вже розпрямлену ділянку.
10. Спосіб закривання кінця трубчастих оболонок за п. 8 та п. 9, який відрізняється тим, що притискач, який закріплює гофровану кінцеву ділянку, має кільцеву форму.
11. Спосіб закривання кінця трубчастих оболонок за пп. 8-10, який відрізняється тим, що язичок, який відгинає трубчасту оболонку, пересікає центральну ділянку притискача.
12. Спосіб закривання кінця трубчастих оболонок за пп. 9-11, який відрізняється тим, що тиск притискача на трубчасту оболонку регулюють за допомогою пружини регулювання тиску.
13. Спосіб закривання кінця трубчастих оболонок за пп. 1-12, який відрізняється тим, що закріплення розпрямленої кінцевої ділянки зсередини оболонки здійснюють за допомогою затискного елемента, введеного у гофровану оболонку.
14. Спосіб закривання кінця трубчастих оболонок за пп. 1-13, який відрізняється тим, що обертання розпрямленої кінцевої ділянки здійснюють шляхом обертання затискного елемента, що спричинює закручування розпрямленої кінцевої ділянки.
15. Спосіб закривання кінця трубчастих оболонок за п. 13 та п. 14, який відрізняється тим, що затискний елемент є зв’язаним із пакувальною трубкою за допомогою засобу, що ковзає у осьовому напрямку відносно обох корпусів і є жорстким у радіальному напрямку, що полегшує спільне обертання обох корпусів.
16. Спосіб закривання кінця трубчастих оболонок за п. 15, який відрізняється тим, що відносне осьове пересування затискного елемента та пакувальної трубки спричинює відкривання або закривання затискного елемента.
17. Спосіб закривання кінця трубчастих оболонок за пп. 1-16, який відрізняється тим, що вирівнювання скрученої кінцевої ділянки здійснюють шляхом ущільнення під тиском.
18. Спосіб закривання кінця трубчастих оболонок за п. 17, який відрізняється тим, що вирівнювання кінцевої ділянки здійснюють зсередини трубчастої оболонки за допомогою ущільнювача та зовнішнього упора для закритого кінця.
19. Спосіб закривання кінця трубчастих оболонок за будь-яким із пп. 1-18, який відрізняється тим, що згаданий спосіб здійснюють на потоковій лінії виготовлення трубчастих оболонок.
20. Гофрована трубчаста оболонка, яка відрізняється тим, що її кінцева ділянка закручена і вирівняна зсередини гофрованої трубчастої оболонки.
21. Гофрована трубчаста оболонка за п. 20, яка відрізняється тим, що вирівнювання кінцевої ділянки є механічним.
22. Гофрована трубчаста оболонка за п. 20 та п. 21, яка відрізняється тим, що закручена та вирівняна кінцева ділянка знаходиться всередині гофрованої оболонки.
23. Гофрована трубчаста оболонка, яка відрізняється тим, що її кінцева ділянка закручена та вирівняна за способом за пп. 1-19.
24. Ковбасний продукт, виготовлений із трубчастою оболонкою за пп. 20-23.
Текст
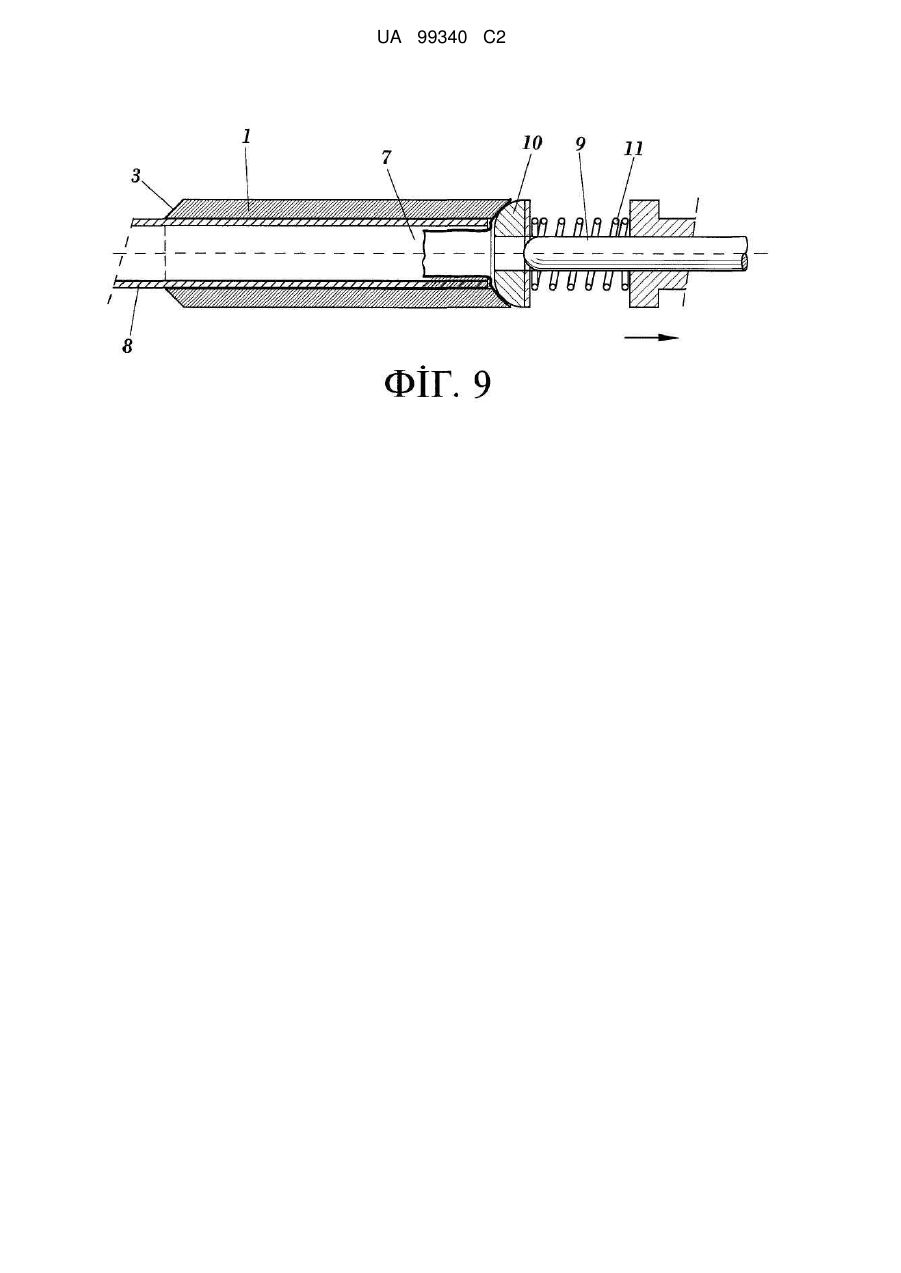
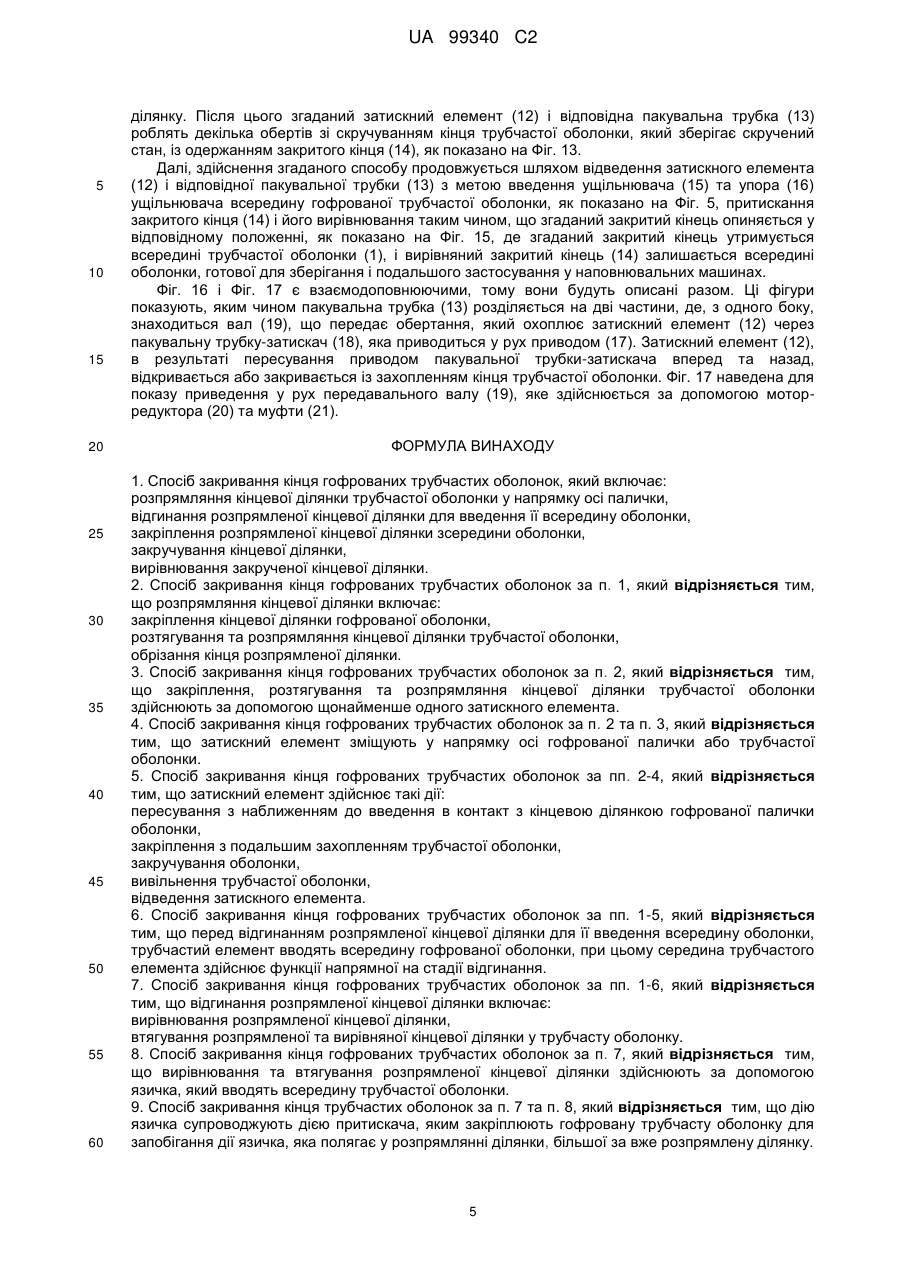
Реферат: Винахід належить способу закривання кінця гофрованих трубчастих оболонок, який включає розпрямляння кінцевої ділянки трубчастої оболонки у напрямку осі палички, відгинання розпрямленої кінцевої ділянки для введення її всередину оболонки, закріплення розпрямленої кінцевої ділянки зсередини оболонки, закручування кінцевої ділянки та вирівнювання закрученої кінцевої ділянки. UA 99340 C2 (12) UA 99340 C2 UA 99340 C2 5 10 15 20 25 30 35 40 45 50 55 60 Метою цього винаходу є створення способу закривання кінця гофрованих трубчастих оболонок, необхідного для того, щоб згадані трубчасті оболонки були придатними для наповнення м'ясними продуктами. Велика перевага згаданого способу полягає у тому, що його можна здійснювати як на виході гофрувальної лінії (неавтономно), так і незалежно від гофрувальної лінії (автономно), завдяки чому його можна застосовувати як додаткову стадію згаданої операції наповнення або у окремій операції, так що одразу після підготування для зберігання та упакування згадані трубчасті оболонки готові до використання для заповнення м'ясними продуктами. Звичайною операцією при виготовленні трубчастих оболонок, матеріалом для виготовлення яких є колаген, целюлоза, пластик тощо, є надання їм форми циліндричних трубок, які утворюються самою гофрованою оболонкою, для того, щоб займати найменший можливий об'єм, тобто стінки оболонки утворюють зигзаг, завдяки чому гофрована трубчаста оболонка має компактну та дуже міцну конструкцію. У разі заповнення цих гофрованих трубчастих оболонок м'ясними продуктами, тиск заповненого м'ясного продукту спричинює розпрямляння згаданої трубчастої оболонки. Трубчасті оболонки у вигляді циліндричних трубок називають зазвичай "паличками" і постачають у формі пакунків, у яких знаходиться певна кількість відповідним чином запакованих та захищених від будь-якого забруднення згаданих оболонок. Трубчасту оболонку після виготовлення змотують у довгий рулон, який, після гофрування та розрізання, перетворюється на "палички", наприклад, 28 метрів рівної оболонки перетворюються на паличку довжиною 30 см. Завдяки процесу гофрування одержують циліндричну трубку, яка має товсті стінки, утворені матеріалом гофрованої та ущільненої оболонки. Однак для того, щоб оболонка була придатною для заповнення харчовими продуктами, необхідно закрити один із кінців цієї трубки так, щоб згаданий кінець міг опиратись тиску на початковій стадії заповнення, оскільки від цього залежить правильне наповнення ковбас. У разі, якщо згаданий закритий кінець не опирається згаданому тиску, заповнена харчова маса може витекти без заповнення оболонки, оскільки процес розпрямляння згаданої оболонки не буде продовжуватись, результатом чого буде втрата продукту, призначеного для заповнення, та зупинка виробництва. Відомі численні способи, що були розроблені для забезпечення надійного закривання кінців згаданих "паличок", у тому числі європатент ЕР-0294180 компанії DEVRO INC. За цим патентом була здійснена спроба автоматичного відтворення того, що, як правило, робиться вручну, тобто зав'язування кінцевого вузла на оболонці, який надійно опирається тиску при заповненні. Ця надзвичайно складна машина не може застосовуватись як обладнання для додаткової стадії процесу гофрування, а, скоріше, вона повинна застосовуватись як автономна машина, оскільки вона повинна здійснювати складні та повільні операції для зав'язування вузла. Ця вузлозав'язувальна машина потребує розпрямляння кінця "палички" на значній відстані від кінця, зав'язаного на вузол, тому після зав'язування вузла залишається витягнута частина оболонки, що утруднює її зберігання, і, окрім того, вставляння цих "паличок" у наповнювальну машину є повільнішим із причини подовжених кінців, які утворюються після вузлозав'язувальної операції. WO00/44234 описує спосіб закривання кінців колагенових оболонок шляхом нагрівання та розплавлення колагену кінцевої частини згаданих оболонок. Це розплавлення пом'якшує колаген на нагрітій ділянці, розплавлює стінки оболонки з подальшою кристалізацією згаданого колагенового кінця під дією охолодження. Кристалізація колагену призводить до утворення надзвичайно твердої та ламкої кінцевої ділянки, при цьому, шляхом обрізання згаданої кінцевої ділянки, робиться спроба зведення до мінімального рівня цієї кінцевої твердості, яка може пошкодити інші оболонки, що зберігаються, і результатом цієї ламкості може бути навіть розрив оболонки на початку процесу наповнення, тому для застосування згаданих тисків наповнення слід вживати певні запобіжні заходи. За європатентом ЕР-0128668 вдаються до такого самого підходу з нагріванням кінцевої частини оболонки. За цим винаходом згаданий спосіб здійснюють зовні оболонки, спочатку закручуючи кінець, після чого шляхом нагрівання розплавляючи закручений кінець і, врештірешт, відрізаючи утворену надлишкову частину. З причини нагрівання, у разі подібного вирішення проблеми, відбувається небажана кристалізація кінцевої частини, як згадувалось вище. Патент США № 3,383,222 описує спосіб одержання кінцевих ділянок трубчастих оболонок за принципом відгинання згаданої оболонки і вставляння її у саму "паличку". Цей винахід включає, по-перше, деформування кінця оболонки так, що він закриває центральний отвір трубчастої оболонки з подальшим введенням поршня всередину трубчастої оболонки, який розпрямляє кінцеву частину трубчастої оболонки із введенням її у трубчасту оболонку. Після цього із 1 UA 99340 C2 5 10 15 20 25 30 35 40 45 50 55 60 заднього кінця вводять другий поршень, який розгладжує цей розпрямлений матеріал, завдяки чому одержують закритий кінець. Цей спосіб є дещо складним для утворення кінцевої частини, оскільки витягування оболонки першим поршнем є достатньо нерівномірним, що спричинено утворюваною формою з одержанням ділянок з великим накопиченням оболонки та інших ділянок із меншим накопиченням, тому, для одержання міцного закритого кінця, оболонка повинна бути гофрованою на доволі значній довжині з одержанням кінцевої ділянки, яка є занадто жорсткою та відразливою після заповнення харчового продукту. Насамкінець, слід згадати патент США № 3,274,005, закриття кінця оболонки за яким здійснюють зсередини трубчастої оболонки з введенням інструмента, на якому закріплюють кінець оболонки шляхом обертання згаданого інструмента, який обертає оболонку, з подальшим втягуванням згаданого інструмента у внутрішню частину оболонки, після чого згаданий інструмент витягують. Оболонка, яку одержують таким чином, має зовнішню кінцеву частину, яка приємно виглядає, хоча усередині є ділянка оболонки, яка змішується з наповненим м'ясом, і справляє доволі неприємне враження при споживанні, унаслідок чого виникає необхідність видалення кінцевих ділянок ковбас або заповнених продуктів, оскільки частина оболонки, змішана з фактично заповненою м'ясною масою, має відразливий вигляд. Мета цього винаходу полягає у виготовленні закритого кінця гофрованої трубчастої оболонки, що виключає нагрівання та розплавлення матеріалу трубчастих оболонок і, в результаті цього, їх кристалізацію, із запобіганням утворенню ділянок надзвичайної твердості на кінцевій ділянці трубчастих оболонок. Інша мета цього винаходу полягає у одержанні кінцевої ділянки без значної втрати матеріалу, яка має високу міцність у процесі автоматичного заповнення, і зовнішній вигляд якої є, за можливістю, візуально приємним. Цей винахід можна застосовувати на гофрувальній машині, встановленій автономно або неавтономно, тобто може бути складовою частиною технологічного процесу гофрувальної лінії або застосовуватись як операція, незалежна від гофрування. Цей винахід пропонує спосіб закривання кінця гофрованих трубчастих оболонок, виготовлених із колагену, целюлози, пластику тощо, який включає: - розпрямляння кінцевої ділянки трубчастої оболонки у напрямку осі палички; - відгинання розпрямленої кінцевої ділянки для введення її всередину оболонки; - закріплення розпрямленої кінцевої ділянки зсередини оболонки; - закручування кінцевої ділянки; - вирівнювання закрученої кінцевої ділянки. Здійснення запропонованого способу розпочинається з розпрямляння кінцевої ділянки трубчастої оболонки, при цьому згадане розпрямляння включає стадії: - закріплення кінцевої ділянки гофрованої оболонки; - розтягування та розпрямляння кінцевої ділянки трубчастої оболонки; - обрізання кінця розпрямленої ділянки. Закріплення, розтягування та розпрямляння кінцевої ділянки трубчастої оболонки здійснюють за допомогою механічних засобів, наприклад, за допомогою щонайменше одного затискного елемента, де згаданий затискний елемент закріплює кінець трубчастої оболонки з подальшим розтягуванням згаданої трубчастої оболонки на визначену величину. Цей затискний елемент зміщують у напрямку осі гофрованої палички трубчастої оболонки, із застосуванням при цьому лінійної осі трубчастої оболонки для здійснення розпрямляння кінця згаданої оболонки на цій осі. Згаданий затискний елемент здійснює такі операції для розпрямляння кінця трубчастої оболонки: - пересування з наближенням до утворення контакту з кінцевою ділянкою гофрованої палички целюлозної оболонки; - закріплення з подальшим захопленням трубчастої оболонки; - відведення затискного елемента; - вивільнення трубчастої оболонки. В результаті цієї операції одержують трубчасту оболонку з невеликою розпрямленою ділянкою, достатньою для здійснення надійного закривання кінця без ризику розривання кінцевого закривного вузла автоматичними наповнювачами. Подальша операція для здійснення полягає у відгинанні кінця розпрямленої оболонки. Ця операція є прийнятною як стадія, що передує згаданому закручуванню розпрямленої кінцевої ділянки для введення трубчастого елемента у гофровану оболонку, при цьому згадане введення здійснюють через кінець, протилежний кінцю, що був розпрямлений. Згаданим трубчастим елементом є елемент, що здійснює функції напрямної на стадії обертання. 2 UA 99340 C2 5 10 15 20 25 30 35 40 45 50 55 Розпрямлену кінцеву ділянку обертають за способом, який включає: - вирівнювання розпрямленої кінцевої ділянки; - втягування розпрямленої та вирівняної кінцевої ділянки у трубчасту оболонку. Завдяки вирівнюванню одержують тверду стінку для втягування за допомогою елемента, який вставляє розпрямлену кінцеву ділянку всередину оболонки або всередину трубчастого напрямного елемента. Розпрямлену кінцеву ділянку втягують за допомогою язичка, який вводять всередину трубчастої оболонки, і втягують кінцеву ділянку всередину оболонки або всередину трубчастого напрямного елемента. Дії язичка супроводжують діями притискача, яким закріплюють гофровану кінцеву ділянку палички для запобігання дії язичка, яка полягає у розпрямлянні ділянки, більшої за вже розпрямлену ділянку, і таким чином, щоб розпрямлена ділянка охопила трубчастий напрямний елемент. Притискач, що закріплює гофровану кінцеву ділянку, має кільцеву форму, і язичок вводять всередину притискача, оскільки притискач повинен закріплювати гофровану трубчасту оболонку, у той час як язичок повинен захоплювати оболонку для того, щоб ввести розпрямлену кінцеву ділянку у порожнину всередині згаданої оболонки. Для запобігання надмірному тиску притискача на трубчасту оболонку, згаданий тиск регулюють за допомогою пружини регулювання тиску, яка тарується на визначений тиск, який є достатнім для запобігання розпрямлянню більшої ділянки оболонки, коли язичок вводить її всередину гофрованої оболонки або трубчастого напрямного елемента, однак він не є надмірним настільки, що може пошкодити трубчасту оболонку. Після завершення введення розпрямленої кінцевої ділянки всередину трубчастої оболонки або всередину трубчастого напрямного елемента, розпочинається стадія закривання згаданого кінця, для чого застосовують затискний елемент, який спочатку захоплює цей кінець із зовнішнього боку з подальшим його закріпленням, тобто він притискає його з подальшим обертанням затискного елемента, завдяки чому він скручує розпрямлену кінцеву ділянку, коли притискач все ще притискає трубчасту оболонку, із запобіганням спричиненому скручуванням переміщенню цієї кінцевої ділянки на трубчасту оболонку, що не була розпрямлена. Цей затискний елемент є зв'язаним із пакувальною трубкою за допомогою засобу, який ковзає у осьовому напрямку відносно обох корпусів і є жорстким у радіальному напрямку, що полегшує спільне обертання обох корпусів. Відносне осьове пересування затискного елемента та пакувальної трубки спричинює відкривання або закривання затискного елемента з постійною передачею обертального пересування затискного елемента та пакувальної трубки незалежно від того, чи є затискний елемент відкритим або закритим. Після завершення скручування розпрямленої кінцевої ділянки трубчастої оболонки розпочинається стадія механічного вирівнювання згаданої скрученої кінцевої ділянки, для чого згадану кінцеву ділянку ущільнюють під тиском. Вирівнювання кінцевої ділянки здійснюють зсередини трубчастої оболонки за допомогою ущільнювача, який розгладжує її шляхом притискання до стопора, в результаті чого згадана кінцева ділянка залишається скрученою і одночасно розгладженою. Цей закритий кінець витримує високий тиск при заповненні без нагрівання і без кристалізації матеріалу оболонки. Це вирівнювання забезпечує підвищену здатність до витримування тиску заповнення трубчастої оболонки. Слід вказати на те, що одна з великих переваг згаданого способу полягає у тому, що його здійснюють на потоковій лінії гофрованих трубчастих оболонок, завдяки чому запобігається їх проміжне зберігання. Після завершення гофрування оболонок, їхні кінці закривають для того, щоб вони були придатними для автоматичного заповнення м'ясними продуктами. Цей винахід стосується також самої гофрованої трубчастої оболонки, кінцева ділянка якої механічним шляхом закручена та вирівняна, яка відрізняється від відомих оболонок тим, що згадана кінцева ділянка не зав'язана на вузол і не була піддана нагріванню, а механічним шляхом скручена та вирівняна. Для завершення наведеного опису та сприяння кращому розумінню особливостей винаходу до цього опису, як його складова частина, додані фігури, що мають ілюстративний і необмежувальний характер, на яких зображено: на Фіг. 1 зображене приймання трубчастої оболонки, або "палички", для започаткування здійснення способу закривання її кінця; на Фіг. 2 зображений початок розпрямляння кінцевої ділянки шляхом пересування з наближенням затискного елемента; на Фіг. 3 зображене розтягування після закріплення затискним елементом кінця трубчастої оболонки; 3 UA 99340 C2 5 10 15 20 25 30 35 40 45 50 55 60 на Фіг. 4 зображене обрізання кінця розпрямленої оболонки для фіксування максимальної довжини розпрямленої кінцевої ділянки; на Фіг. 5 зображена трубчаста оболонка з розпрямленим кінцем і показано як був відведений затискний елемент; на Фіг. 6 зображене введення трубчастого напрямного елемента через кінець, протилежний розпрямленій кінцевій ділянці трубчастої оболонки; на Фіг. 7 зображений початок відгинання розпрямленої кінцевої ділянки трубчастої оболонки шляхом введення язичка; на Фіг. 8 зображена комбінована дія язичка та притискача, які здійснюють відгинання кінцевої ділянки трубчастої оболонки; на Фіг. 9 зображене введення кінця трубчастої оболонки, яка знаходиться всередині напрямного елемента, всередину оболонки та відведення язичка; на Фіг. 10 зображене пересування з наближенням затискного елемента зсередини оболонки; на Фіг. 11 зображене захоплення кінця оболонки затискним елементом; на Фіг. 12 зображене закривання кінця оболонки затискним елементом і те, яким чином оболонку закручують після затискання; на Фіг. 13 показана скручувальна дія на кінець трубчастої оболонки; на Фіг. 14 зображена операція вирівнювання кінця трубчастої оболонки. на Фіг. 15 зображена трубчаста оболонка з кінцем, закритим шляхом механічного скручування та вирівнювання, і показано як він розміщений усередині трубчастої оболонки; на Фіг. 16 окремо зображений затискний елемент, і показано як згаданий затискний елемент діє у разі відкривання та закривання; на Фіг. 17 схематично зображений пристрій для відкривання або закривання затискного елемента, та показане його обертальне пересування. На Фіг. 1 зображене приймання трубчастої оболонки (1), або палички, для, започаткування. здійснення способу закривання її кінця. Ця оболонка має передній кінець (2) та задній кінець (3), причому згадану трубчасту оболонку утворюють шляхом зигзагоподібного гофрування, як докладно (4) показано на Фіг. 1. На Фіг. 2-5 зображений процес розпрямляння переднього кінця (2) трубчастої оболонки (1). Цей процес розпрямляння розпочинається з пересування з наближенням затискного елемента (5), при цьому згаданий затискний елемент пересувають ближче до переднього кінця (2) трубчастої оболонки, закріплюючи оболонку, як показано на Фіг. 2, і розпрямляючи ділянку оболонки шляхом відведення, згадану ділянку у подальшому фіксують з певною величиною розпрямленої кінцевої ділянки (7) оболонки шляхом відрізання, як вказано на Фіг. 4. Відхідну ділянку (6), закріплену на затискному елементі (5), після відрізання від'єднують від затискного елемента (5), видаляють як відхід, і залишають затискний елемент, готовий для започаткування своєї операції з наступною трубчастою оболонкою (1). На Фіг. 6 зображене введення трубчастого напрямного елемента (8) через задній кінець трубчастої оболонки до розміщення його усередині згаданої трубчастої оболонки (1). На Фіг. 7 зображений початок відгинання розпрямленої ділянки (7) трубчастої оболонки (1). Ця операція розпочинається з вирівнювання розпрямленої ділянки (7) за допомогою язичка (9), розміщеного на одній осі з трубчастою оболонкою (1). На Фіг. 8 зображено, яким чином притискач (10) входить в контакт із переднім кінцем (2) трубчастої оболонки, з її притисканням та запобіганням її більшого розпрямляння. Цей притискач (10) притискає трубчасту оболонку за допомогою пружини (11). Після завершення цієї операції язичок (9) вводять всередину трубчастої оболонки (1) та трубчастого напрямного елемента (8), при цьому розпрямлена ділянка (7) залишається усередині трубчастого напрямного елемента (8). Інтерес становить те, що уся розпрямлена ділянка зберігає трубчасту форму після відгинання. На Фіг. 9 зображене відведення язичка (9) і те, яким чином розпрямлена ділянка (7) опиняється всередині трубчастого напрямного елемента (8). На Фіг. 10 зображене пересування вперед та введення затискного елемента (12) через трубчастий напрямний елемент і те, яким чином він пересувається у напрямку точки зустрічі з розпрямленою ділянкою (7) трубчастої оболонки (1). Продовження здійснення згаданого способу зображене на Фіг. 11, на якій показано, яким чином затискний елемент (12) прикріплюють до пакувальної трубки (13), і яким чином цей затискний елемент (12) з'єднують з охопленням розпрямленої та відігнутої ділянки (7). Під час здійснення цієї операції притискач (10) притискає передній кінець трубчастої оболонки (1). На Фіг. 12 зображено, яким чином пакувальна трубка (13) рухається вперед відносно затискного елемента (12), і яким чином затискний елемент закриває розпрямлену кінцеву 4 UA 99340 C2 5 10 15 20 25 30 35 40 45 50 55 60 ділянку. Після цього згаданий затискний елемент (12) і відповідна пакувальна трубка (13) роблять декілька обертів зі скручуванням кінця трубчастої оболонки, який зберігає скручений стан, із одержанням закритого кінця (14), як показано на Фіг. 13. Далі, здійснення згаданого способу продовжується шляхом відведення затискного елемента (12) і відповідної пакувальної трубки (13) з метою введення ущільнювача (15) та упора (16) ущільнювача всередину гофрованої трубчастої оболонки, як показано на Фіг. 5, притискання закритого кінця (14) і його вирівнювання таким чином, що згаданий закритий кінець опиняється у відповідному положенні, як показано на Фіг. 15, де згаданий закритий кінець утримується всередині трубчастої оболонки (1), і вирівняний закритий кінець (14) залишається всередині оболонки, готової для зберігання і подальшого застосування у наповнювальних машинах. Фіг. 16 і Фіг. 17 є взаємодоповнюючими, тому вони будуть описані разом. Ці фігури показують, яким чином пакувальна трубка (13) розділяється на дві частини, де, з одного боку, знаходиться вал (19), що передає обертання, який охоплює затискний елемент (12) через пакувальну трубку-затискач (18), яка приводиться у рух приводом (17). Затискний елемент (12), в результаті пересування приводом пакувальної трубки-затискача вперед та назад, відкривається або закривається із захопленням кінця трубчастої оболонки. Фіг. 17 наведена для показу приведення у рух передавального валу (19), яке здійснюється за допомогою моторредуктора (20) та муфти (21). ФОРМУЛА ВИНАХОДУ 1. Спосіб закривання кінця гофрованих трубчастих оболонок, який включає: розпрямляння кінцевої ділянки трубчастої оболонки у напрямку осі палички, відгинання розпрямленої кінцевої ділянки для введення її всередину оболонки, закріплення розпрямленої кінцевої ділянки зсередини оболонки, закручування кінцевої ділянки, вирівнювання закрученої кінцевої ділянки. 2. Спосіб закривання кінця гофрованих трубчастих оболонок за п. 1, який відрізняється тим, що розпрямляння кінцевої ділянки включає: закріплення кінцевої ділянки гофрованої оболонки, розтягування та розпрямляння кінцевої ділянки трубчастої оболонки, обрізання кінця розпрямленої ділянки. 3. Спосіб закривання кінця гофрованих трубчастих оболонок за п. 2, який відрізняється тим, що закріплення, розтягування та розпрямляння кінцевої ділянки трубчастої оболонки здійснюють за допомогою щонайменше одного затискного елемента. 4. Спосіб закривання кінця гофрованих трубчастих оболонок за п. 2 та п. 3, який відрізняється тим, що затискний елемент зміщують у напрямку осі гофрованої палички або трубчастої оболонки. 5. Спосіб закривання кінця гофрованих трубчастих оболонок за пп. 2-4, який відрізняється тим, що затискний елемент здійснює такі дії: пересування з наближенням до введення в контакт з кінцевою ділянкою гофрованої палички оболонки, закріплення з подальшим захопленням трубчастої оболонки, закручування оболонки, вивільнення трубчастої оболонки, відведення затискного елемента. 6. Спосіб закривання кінця гофрованих трубчастих оболонок за пп. 1-5, який відрізняється тим, що перед відгинанням розпрямленої кінцевої ділянки для її введення всередину оболонки, трубчастий елемент вводять всередину гофрованої оболонки, при цьому середина трубчастого елемента здійснює функції напрямної на стадії відгинання. 7. Спосіб закривання кінця гофрованих трубчастих оболонок за пп. 1-6, який відрізняється тим, що відгинання розпрямленої кінцевої ділянки включає: вирівнювання розпрямленої кінцевої ділянки, втягування розпрямленої та вирівняної кінцевої ділянки у трубчасту оболонку. 8. Спосіб закривання кінця гофрованих трубчастих оболонок за п. 7, який відрізняється тим, що вирівнювання та втягування розпрямленої кінцевої ділянки здійснюють за допомогою язичка, який вводять всередину трубчастої оболонки. 9. Спосіб закривання кінця трубчастих оболонок за п. 7 та п. 8, який відрізняється тим, що дію язичка супроводжують дією притискача, яким закріплюють гофровану трубчасту оболонку для запобігання дії язичка, яка полягає у розпрямлянні ділянки, більшої за вже розпрямлену ділянку. 5 UA 99340 C2 5 10 15 20 25 30 35 10. Спосіб закривання кінця трубчастих оболонок за п. 8 та п. 9, який відрізняється тим, що притискач, який закріплює гофровану кінцеву ділянку, має кільцеву форму. 11. Спосіб закривання кінця трубчастих оболонок за пп. 8-10, який відрізняється тим, що язичок, який відгинає трубчасту оболонку, пересікає центральну ділянку притискача. 12. Спосіб закривання кінця трубчастих оболонок за пп. 9-11, який відрізняється тим, що тиск притискача на трубчасту оболонку регулюють за допомогою пружини регулювання тиску. 13. Спосіб закривання кінця трубчастих оболонок за пп. 1-12, який відрізняється тим, що закріплення розпрямленої кінцевої ділянки зсередини оболонки здійснюють за допомогою затискного елемента, введеного у гофровану оболонку. 14. Спосіб закривання кінця трубчастих оболонок за пп. 1-13, який відрізняється тим, що обертання розпрямленої кінцевої ділянки здійснюють шляхом обертання затискного елемента, що спричинює закручування розпрямленої кінцевої ділянки. 15. Спосіб закривання кінця трубчастих оболонок за п. 13 та п. 14, який відрізняється тим, що затискний елемент є зв’язаним із пакувальною трубкою за допомогою засобу, що ковзає у осьовому напрямку відносно обох корпусів і є жорстким у радіальному напрямку, що полегшує спільне обертання обох корпусів. 16. Спосіб закривання кінця трубчастих оболонок за п. 15, який відрізняється тим, що відносне осьове пересування затискного елемента та пакувальної трубки спричинює відкривання або закривання затискного елемента. 17. Спосіб закривання кінця трубчастих оболонок за пп. 1-16, який відрізняється тим, що вирівнювання скрученої кінцевої ділянки здійснюють шляхом ущільнення під тиском. 18. Спосіб закривання кінця трубчастих оболонок за п. 17, який відрізняється тим, що вирівнювання кінцевої ділянки здійснюють зсередини трубчастої оболонки за допомогою ущільнювача та зовнішнього упора для закритого кінця. 19. Спосіб закривання кінця трубчастих оболонок за будь-яким із пп. 1-18, який відрізняється тим, що згаданий спосіб здійснюють на потоковій лінії виготовлення трубчастих оболонок. 20. Гофрована трубчаста оболонка, яка відрізняється тим, що її кінцева ділянка закручена і вирівняна зсередини гофрованої трубчастої оболонки. 21. Гофрована трубчаста оболонка за п. 20, яка відрізняється тим, що вирівнювання кінцевої ділянки є механічним. 22. Гофрована трубчаста оболонка за п. 20 та п. 21, яка відрізняється тим, що закручена та вирівняна кінцева ділянка знаходиться всередині гофрованої оболонки. 23. Гофрована трубчаста оболонка, яка відрізняється тим, що її кінцева ділянка закручена та вирівняна за способом за пп. 1-19. 24. Ковбасний продукт, виготовлений із трубчастою оболонкою за пп. 20-23. 6 UA 99340 C2 7 UA 99340 C2 8 UA 99340 C2 9 UA 99340 C2 10 UA 99340 C2 11 UA 99340 C2 Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 12
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for closing an end of folded tubular casings
Автори англійськоюOlleta Remon, Agustin, Azcarate Gallues, Carlos, Longo Areso, Carlos, Martinez Garcia, Esteban, Jimenez Fernandez, Javier, Alustiza Cumba, Jesus, Ayechu Redin, Jesus, Gil Ruiz, Antonio Manuel, Puente Lopategui, Roberto
Назва патенту російськоюСпособ закрывания конца гофрированных трубчатых оболочек
Автори російськоюОльетта-Ремон Агустин, Аскарате-Гальюес Карлос, Лонго-Аресо Карлос, Мартинес-Гарсия Эстебан, Хименес-Фернандес Хавьер, Алустиса-Кумба Хесус, Айечу-Редин Хесус, Хиль-Руис Антонио-Мануэль, Пуенте-Лопатеги Роберто
МПК / Мітки
МПК: B65B 9/10, A22C 13/00
Мітки: гофрованих, трубчастих, закривання, спосіб, кінця, оболонок
Код посилання
<a href="https://ua.patents.su/14-99340-sposib-zakrivannya-kincya-gofrovanikh-trubchastikh-obolonok.html" target="_blank" rel="follow" title="База патентів України">Спосіб закривання кінця гофрованих трубчастих оболонок</a>
Безкаркасне склепіння з гофрованих оболонок

Номер патенту: 16333
Опубліковано: 15.08.2006
Автор: Назаров Юрій Михайлович
МПК: E04B 7/10
Мітки: склепіння, безкаркасне, гофрованих, оболонок
Формула / Реферат:
Безкаркасне склепіння з гофрованих листових оболонок, що містить оболонки, фундаменти, болти, яке відрізняється тим, що профіль оболонки вигнутий у горизонтальному напрямку почергово вправо-вліво від подовжньої осі, причому максимальна амплітуда вигину - в самому низу профілю, а нульова - в самому верху.
Циліндричний силос з гофрованих металевих оболонок
Номер патенту: 16633
Опубліковано: 15.08.2006
Автор: Назаров Юрій Михайлович
МПК: E04H 7/00
Мітки: гофрованих, силос, оболонок, металевих, циліндричний
Текст:
...покриття, столики і болти, який відрізняється тим, що горизонтальні 3 16633 4 Усі рекомендовані удосконалення дозволяють (мало отворів) і зниженні трудозатрат на закачуодержати 30% економії у виробництві оболонок ванні фальца і підвищенні герметичності з'єднань. Комп’ютерна верстка А. Крижанівський Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ,...
Установка для штампування гофрованих листових оболонок
Номер патенту: 14446
Опубліковано: 15.05.2006
Автор: Назаров Юрій Михайлович
МПК: B21D 13/00
Мітки: листових, оболонок, установка, гофрованих, штампування
Формула / Реферат:
1. Установка для штампування гофрованих листових оболонок безупинно з рулону, що містить рулонорозмотувач з рулоном, валки, штамп, домкрат, раму, тягнучий пристрій, пружини, шарніри, упор, яка відрізняється тим, що матриця і пуансон штампа з'єднані з однієї сторони шарнірно, а з іншого боку - з можливістю зближення і видалення, їхні формуючі поверхні мають три різні зони, поступово формуючі профіль оболонок та їхній подовжній радіус.2....
Спосіб виготовлення ендопротезу суглобного кінця довгих трубчастих кісток
Номер патенту: 42193
Опубліковано: 15.10.2001
Автори: Анабтаві Ферас, Охрименко Сергій Вікторович, Бабоша Валентин Олександрович, Чирах Євген Савелійович, Сирота Євген Генадійович
МПК: A61F 2/02
Мітки: ендопротезу, кінця, суглобного, виготовлення, трубчастих, спосіб, кісток, довгих
Формула / Реферат:
Спосіб виготовлення ендопротезу суглобного кінця довгих трубчастих кісток, який включає розміщення трупної кістки у гіпсовій формі, утворення гіпсового зліпку кістки, розміщення металевої ніжки ендопротезу у гіпсовому зліпку, наповнення полімеризуючою пластмасою гіпсового зліпку, шліфовку болванки після закінчення полімеризації, нанесення на вже готову болванку протеза у ході операції акрилоксиду, який відрізняється тим, що відбиток суглобної...
Спосіб виготовлення ендопротезу суглобного кінця довгих трубчастих кісток
Номер патенту: 35315
Опубліковано: 15.03.2001
Автори: Бабоша Валентин Олександрович, Охрименко Сергій Вікторович, Ночовкін Валерій Анатолійович, Сирота Євген Генадійович
МПК: A61B 19/00, A61B 17/56
Мітки: спосіб, ендопротезу, суглобного, виготовлення, довгих, кінця, трубчастих, кісток
Формула / Реферат:
Спосіб виготовлення ендопротезу суглобного кінця довгих трубчастих кісток, при якому виготовляють зліпок суглобного кінця, заповнюють нього самотвердіючою пластмасою, занурюють у нього металевий стрижень протезу, відрізняється тим, що перед виготовленням зліпка у трупній кісткі проводять спиці, висвердлюють канали у металевому стрижні на рівні, відповідаючому рівню розташування спиць у трупній кісткі і проводять через канали стрижня спиці,...
Попередній патент: Антитіло, яке специфічно зв’язує людський tyrp1
Наступний патент: Спосіб та пристрій для виготовлення рідкого чавуну або рідких продуктів-попередників сталі
Випадковий патент: Клапан-пульсатор