Нарізне з’єднання для сталевої труби
Номер патенту: 112576
Опубліковано: 26.09.2016
Автори: Гото Куніо, Сасакі Масайоші, Сумітані Кацутоші
Формула / Реферат
1. Нарізне з'єднання для сталевої труби, яке включає ніпель та муфту, які мають контактні поверхні, які включають: не нарізну металеву контактну частину, яка має ущільнювальну частину; та нарізну частину, причому нарізне з'єднання включає:
вкривальну плівку зі смоли, що висушується ультрафіолетовими променями, яка утворюється на контактній поверхні принаймні однієї з деталей, до яких належать ніпель та муфта; та
вкривальну плівку з акрилової кремнійорганічної смоли, яка утворюється принаймні на частині поверхні вкривальної плівки зі смоли, що висушується ультрафіолетовими променями.
2. Нарізне з'єднання для сталевої труби за п. 1, де вкривальну плівку з акрилової кремнійорганічної смоли утворено на частині, яка охоплює принаймні ущільнювальну частину на поверхні вкривальної плівки зі смоли, що висушується ультрафіолетовими променями.
3. Нарізне з'єднання для сталевої труби за п. 1 або 2, де вкривальну плівку з акрилової кремнійорганічної смоли утворено на всій поверхні вкривальної плівки зі смоли, що висушується ультрафіолетовими променями.
4. Нарізне з'єднання для сталевої труби за будь-яким з пп. 1-3, де вкривальна плівка зі смоли, що висушується ультрафіолетовими променями, містить барвник.
Текст
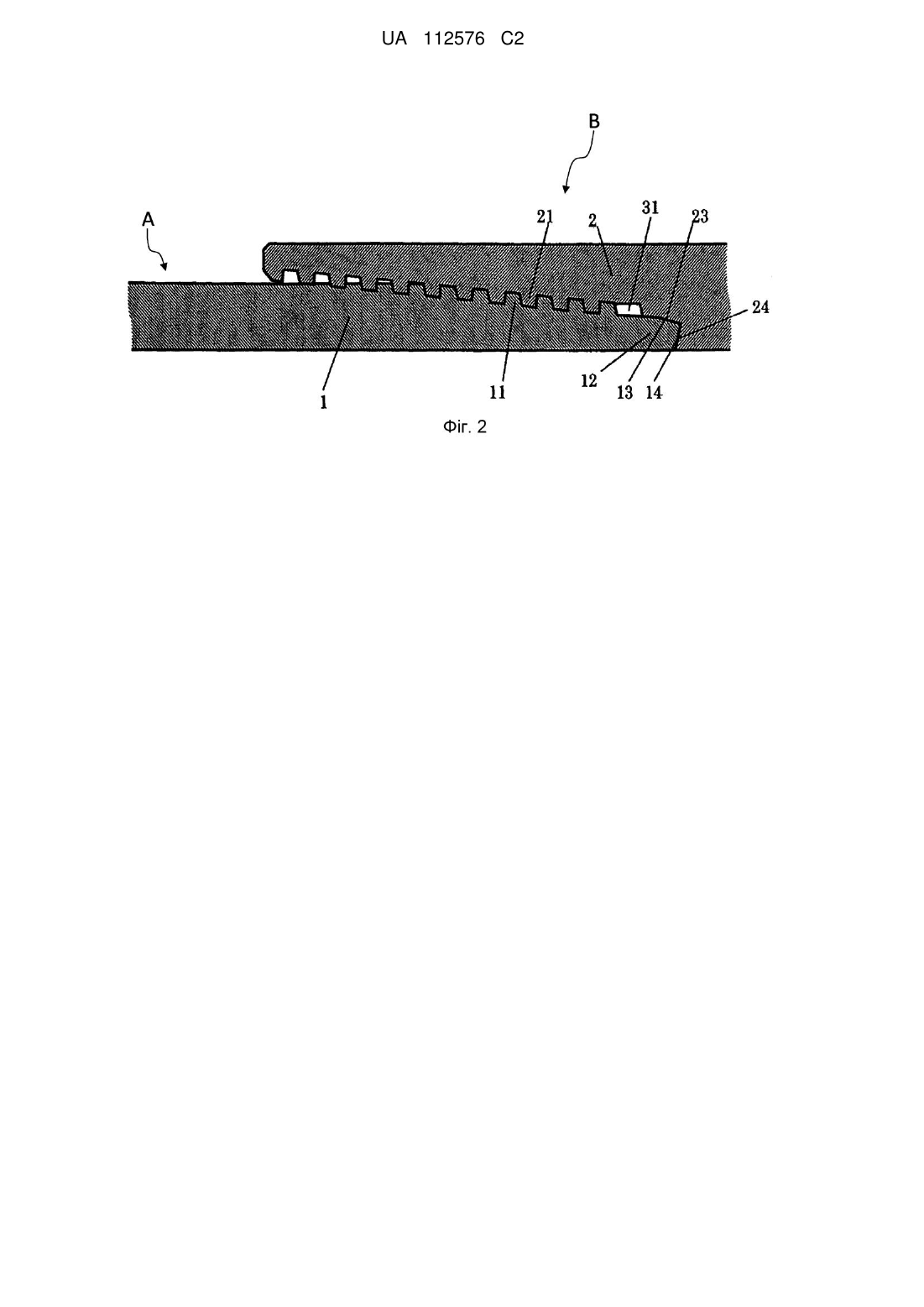
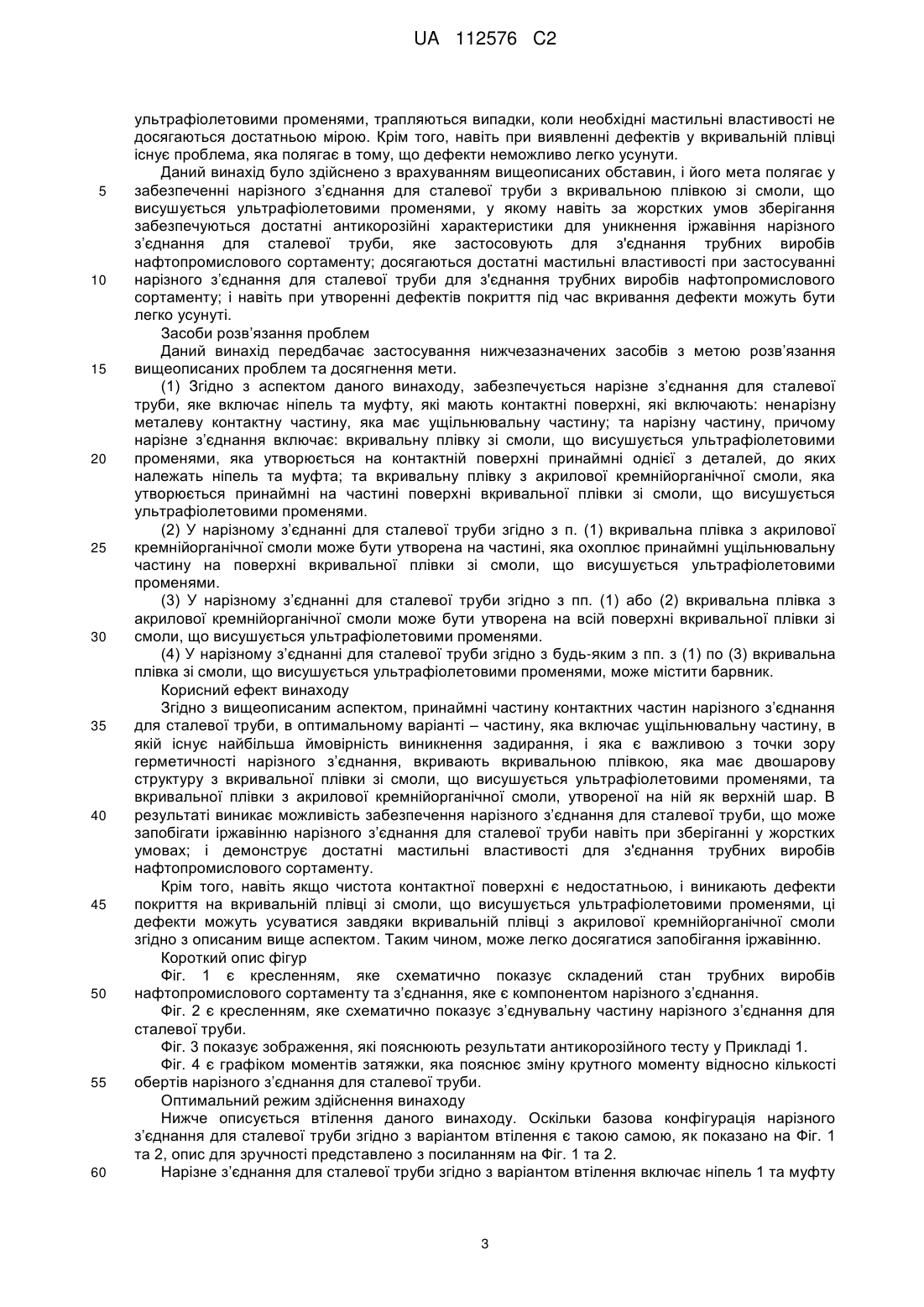
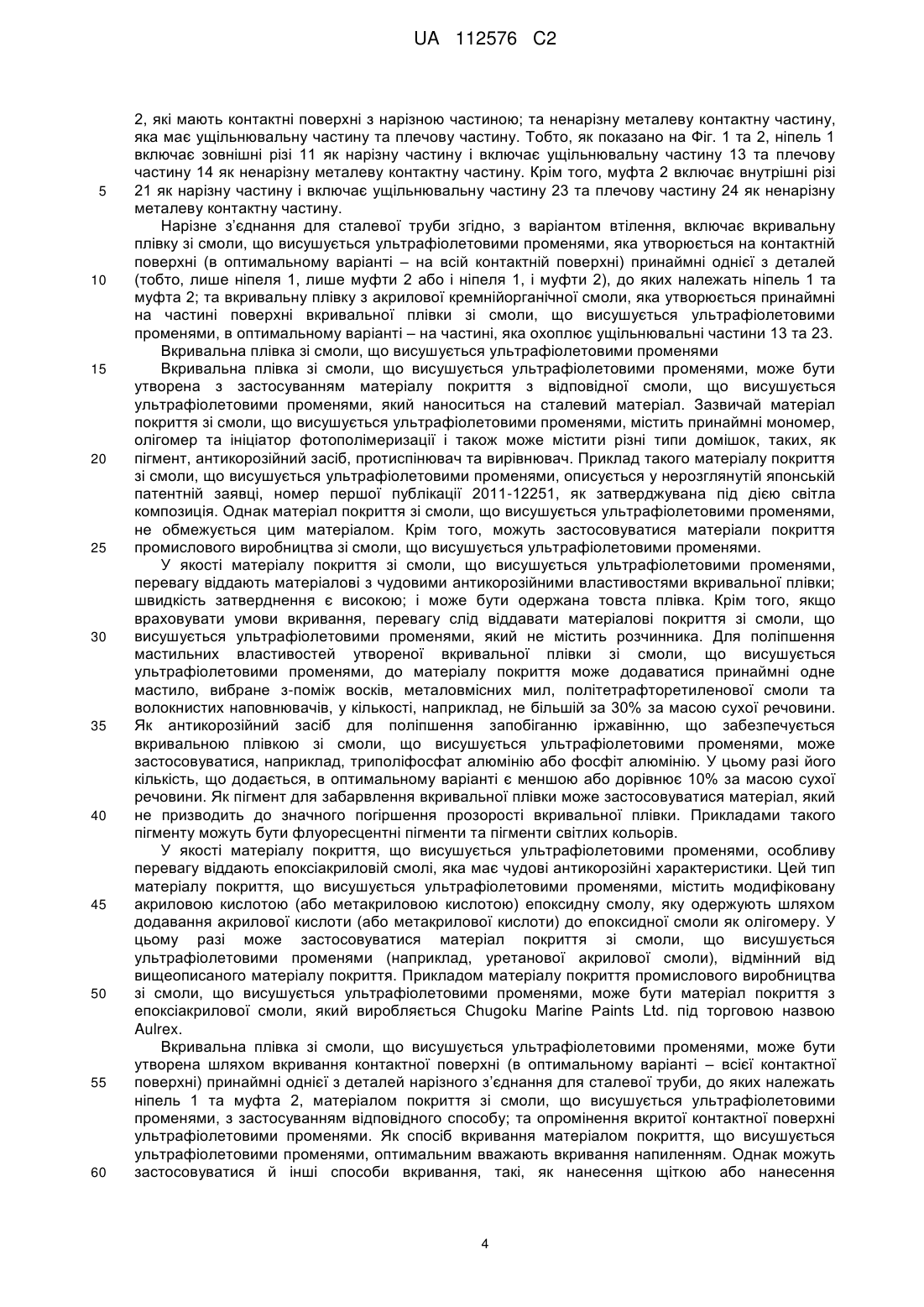
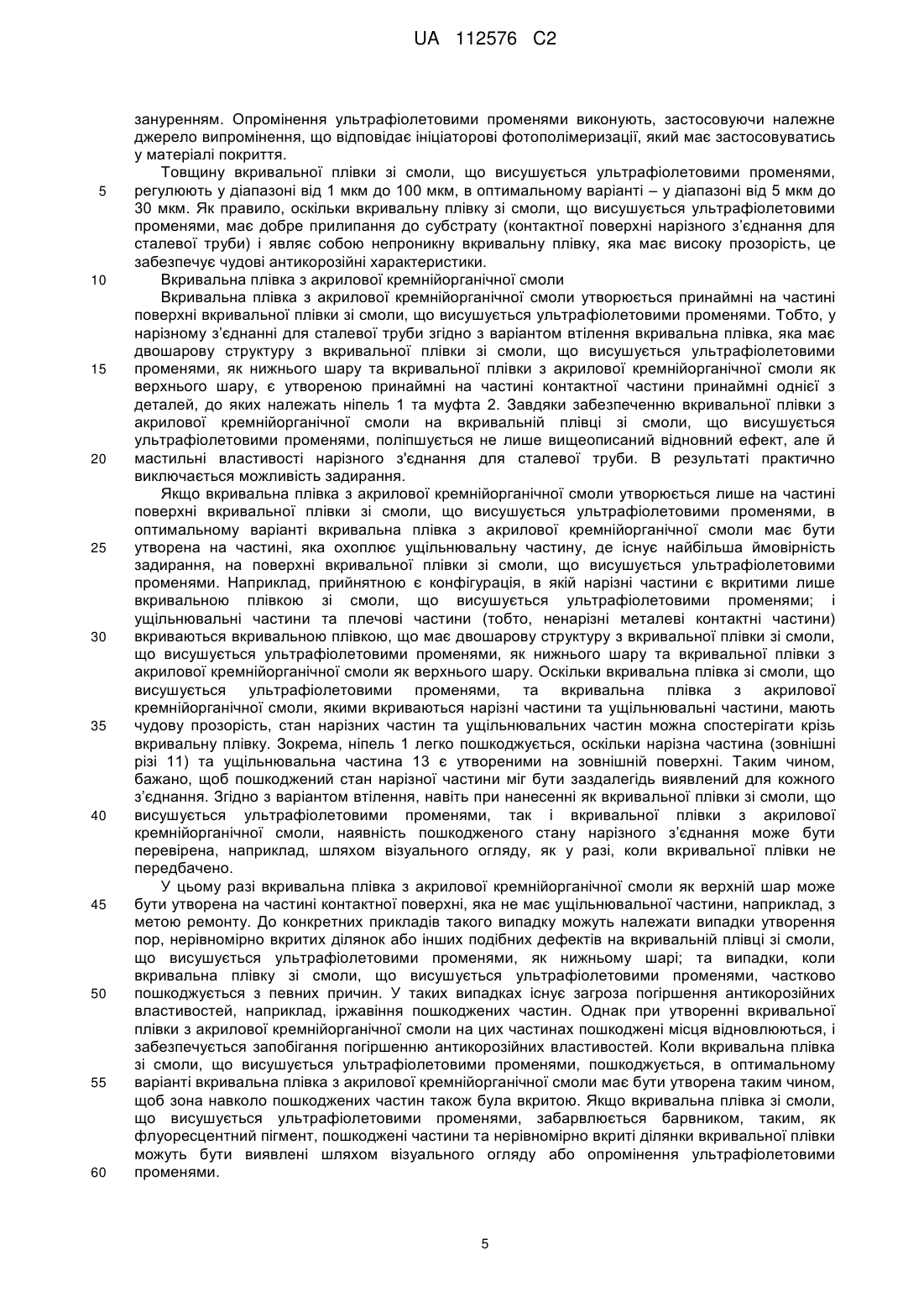
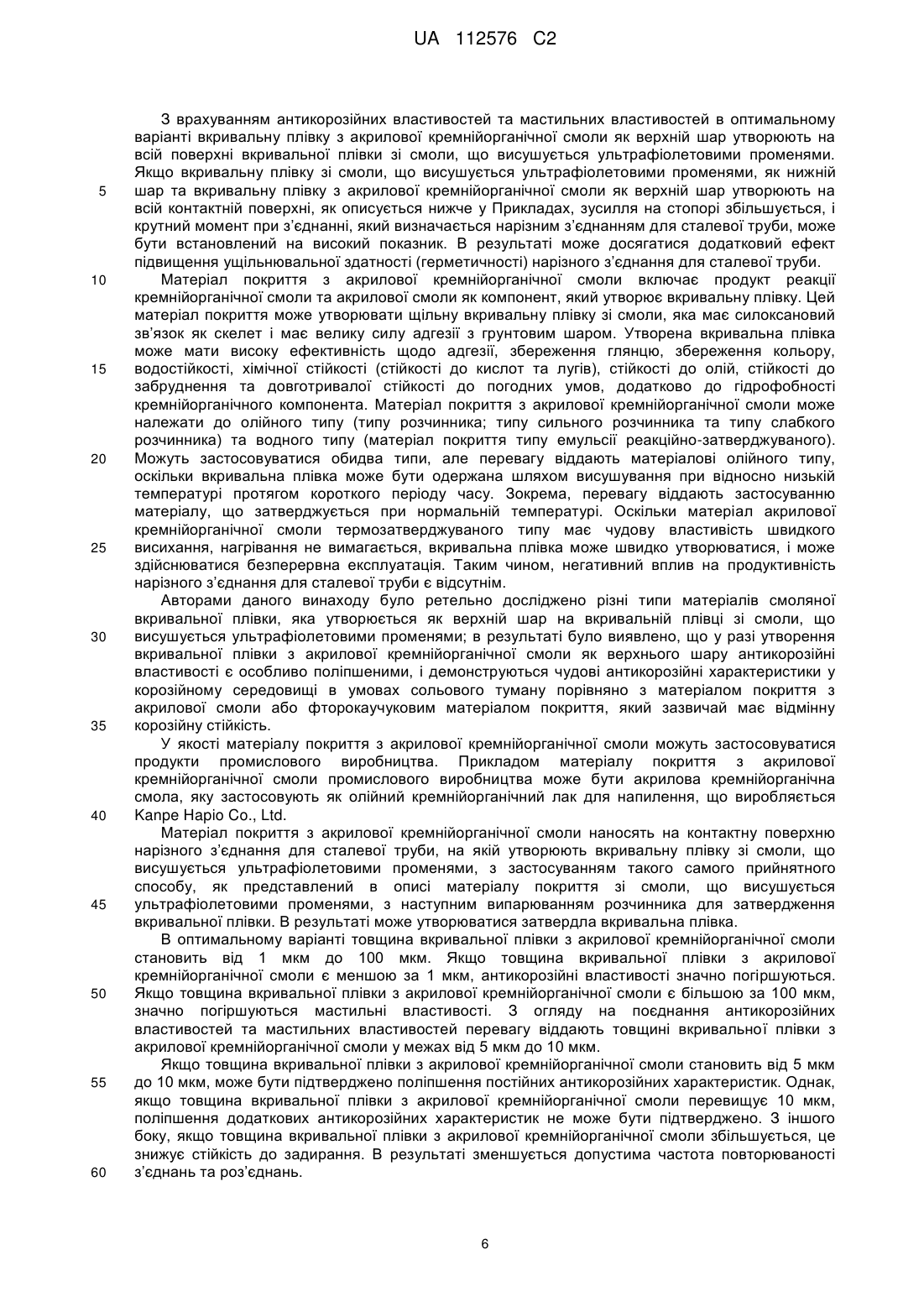
Реферат: Нарізне з'єднання для сталевої труби включає ніпель та муфту, які мають контактні поверхні, які включають не нарізну металеву контактну частину, яка має ущільнювальну частину, та нарізну частину. Це нарізне з'єднання включає вкривальну плівку зі смоли, що висушується ультрафіолетовими променями, яка утворюється на контактній поверхні принаймні однієї з деталей, до яких належать ніпель та муфта; та вкривальну плівку з акрилової кремнійорганічної смоли, яка утворюється принаймні на частині поверхні вкривальної плівки зі смоли, що висушується ультрафіолетовими променями. UA 112576 C2 (12) UA 112576 C2 UA 112576 C2 5 10 15 20 25 30 35 40 45 50 55 60 Даний винахід стосується нарізного з'єднання для сталевої труби, яке має чудові мастильні властивості та запобігання іржавінню. Нарізне з'єднання для сталевої труби згідно з даним винаходом демонструє достатнє запобігання іржавінню навіть за жорстких умов зберігання, має достатні мастильні властивості для з'єднання трубних виробів нафтопромислового сортаменту (OCTG), а також може застосовуватися для простого ремонту. Таким чином, це нарізне з'єднання є особливо придатним для застосування при з'єднанні OCTG. Заявляється пріоритет для японської патентної заявки № 2012-130134, поданої 7 червня 2012 р., зміст якої є включеним до цього опису шляхом посилання. Рівень техніки Трубні вироби нафтопромислового сортаменту (наприклад, труби, по яких тече рідина, така, як неочищена нафта; та обсадні труби, що оточують труби), які застосовують у бурінні на нафту для видобутку неочищеної нафти або нафтового газу, зазвичай мають довжину у кілька десятків метрів і сполучаються за допомогою нарізних з'єднань, доки не досягають довжини, що дозволяє діставатися до нафтового родовища. Раніше глибина розташування нафтового родовища становила від 2000 м до 3000 м. Однак останнім часом у глибоких нафтових родовищах, таких, як підводні нафтові родовища, трапляються випадки, у яких глибина нафтового родовища досягає від 8000 м до 10000 м або глибше. Залежно від середовища його застосування, нарізне з'єднання для сталевої труби, яке застосовують для з'єднання трубних виробів нафтопромислового сортаменту, зазнає навантаження, такого, як сила подовжнього розтягнення, викликаного вагою трубних виробів нафтопромислового сортаменту та нарізного з'єднання; комплексний тиск, такий, як внутрішній або зовнішній поверхневий тиск; та тепло у ґрунті. Таким чином, нарізне з'єднання має зберігати герметичність трубних виробів нафтопромислового сортаменту без пошкодження навіть у таких жорстких умовах. Фіг. 1 є кресленням, яке схематично показує складений стан трубних виробів A нафтопромислового сортаменту та з’єднання B, яке є компонентом нарізного з'єднання. У трубному виробі A нафтопромислового сортаменту на зовнішніх поверхнях обох його кінців утворено ніпель 1, який має зовнішні різі 11 (див. Фіг. 2). У з’єднанні B на внутрішніх поверхнях обох її кінців утворено муфту 2, яка має внутрішні різі 21 (див. Фіг. 2). Кінець трубного виробу A нафтопромислового сортаменту заздалегідь з'єднують з кінцем з’єднання B. Фіг. 2 є кресленням, яке схематично показує деталі ніпельно-муфтової конструкції типового нарізного з'єднання (яке також називається спеціальним нарізним з'єднанням), що застосовується для з'єднання трубних виробів A нафтопромислового сортаменту. Ніпель 1 є з'єднувальним компонентом, який має зовнішні різі 11 і зазвичай утворюється на кінцевій частині трубного виробу A нафтопромислового сортаменту. Муфта 2 є з'єднувальним компонентом, який має внутрішні різі 21 і зазвичай утворюється на внутрішній поверхні компонента нарізного з'єднання (з’єднання B). Ніпель 1 також включає, додатково до зовнішніх різей 11, ущільнювальну частину 13 та плечову частину 14, яка розташовується ближче до сторони наконечника сталевої труби, ніж нарізна частина. Відповідно, муфта 2 також включає, додатково до внутрішніх різей 21, ущільнювальну частину 23, яка розташовується всередині з'єднувальної частини; та плечову частину 24, яка входить у контакт з плечовою частиною 14 ніпеля 1. Ущільнювальні частини 13 та 23 і плечові частини 14 та 24 ніпеля 1 та муфти 2 є ненарізною металевою контактною частиною нарізного з'єднання для сталевої труби. Умовний номер 12 представляє виступ на наконечнику ніпеля 1, а умовний номер 31 представляє частину, в якій ніпель 1 не перебуває у контакті з муфтою 2 (частину, в якій мастило, що виділилося, залишається під час з'єднання). Кінець трубного виробу A нафтопромислового сортаменту вставляють у з’єднання B, і зовнішнірізі 11 та внутрішні різі 21 з'єднують одна з одною. В результаті ущільнювальна частина 13 ніпеля 1 та ущільнювальна частина 23 муфти 2 входять у контакт одна з одною з відповідним ступенем взаємодії для утворення металевого ущільнення. Це металеве ущільнення забезпечує герметичність трубних виробів A нафтопромислового сортаменту, сполучених зі з’єднанням B. У цьому типі нарізного з’єднання, зокрема, в ущільнювальних частинах 13 та 23, може траплятися так зване задирання, що не підлягає виправленню. Коли труби та обсадку опускають у нафтове родовище, виникають випадки, коли сполучене з ними нарізне з’єднання роз’єднується через проблеми різного характеру; вони висмикуються з нафтового родовища; потім їх з’єднують і заглиблюють знову. Американський інститут нафти (API) вимагає стійкості до задирання та герметичності у тому сенсі, що задирання не повинно відбуватися і має забезпечуватися герметичність трубних виробів нафтопромислового сортаменту навіть тоді, коли нарощування (з’єднання) та розкріплення (роз’єднання) виконують 10 разів у разі з’єднання труб або тричі у разі з'єднання обсадних труб. 1 UA 112576 C2 5 10 15 20 25 30 35 40 45 50 55 60 Для поліпшення герметичності та стійкості до задирання під час з'єднання у даній галузі в’язке рідке мастило (яке називається "компаундованим консистентним мастилом"), яке містить порошок важкого металу, наносять на контактну поверхню (нарізну частину та ненарізну металеву контактну частину) нарізного з’єднання. Таке компаундоване консистентне мастило вказується у прийнятому API стандарті BUL5A2. Компаундоване консистентне мастило також демонструє властивості запобігання іржавінню й забезпечує таке запобігання на вкритій контактній поверхні. Однак, оскільки компаундоване консистентне мастило містить велику кількість порошку важких металів, таких, як цинк, свинець та мідь, нанесене мастило може змиватися й переливатися на зовнішню поверхню під час складання нарізного з'єднання. В результаті виникає ймовірність того, що, зокрема, важкі метали, такі, як свинець, можуть мати негативний вплив на навколишнє середовище (зокрема, морські організми). Крім того, оскільки робоче середовище погіршується через операцію вкривання компаундованим консистентним мастилом, існує проблема негативного впливу на людський організм через операцію вкривання. Таким чином, існує потреба у нарізному з’єднанні для сталевої труби, яке б демонструвало відмінну стійкість до задирання без застосування компаундованого консистентного мастила. Як нарізні з’єднання, що можуть застосовуватися для з'єднання трубних виробів нафтопромислового сортаменту без нанесення компаундованого консистентного мастила, до нинішнього часу пропонувалися багать нарізних з’єднань для сталевих труб, у яких контактна поверхня є вкритою плівкою з твердого мастила, що складається з органічної або неорганічної смоли, що містить мастильний порошок, такий, як дисульфід молібдену або графіт. Як описано вище, у нарізному з’єднанні для сталевої труби, що має ущільнювальну частину, оскільки задирання може траплятися здебільшого в ущільнювальній частині, необхідним є запобігання іржавінню ущільнювальної частини. Це пояснюється тим, що задирання може траплятися у місцях іржавіння. Крім того, зміни форми ущільнювальної частини через корозію викликають погіршення герметичності. У нарізному з’єднанні для сталевої труби, яка не є вкритою компаундованим консистентним мастилом, через відсутність антикорозійних характеристик, які має компаундоване консистентне мастило, також важливим є запобігання іржавінню ущільнювальної частини. Однак вищеописана тверда мастильна вкривальна плівка не забезпечує достатнього запобігання іржавінню, щоб запобігти іржавінню зрізу з’єднання, що включає ущільнювальну частину, при зберіганні у висококорозійному середовищі протягом тривалого періоду часу. У патентному документі 1 описується нарізне з’єднання для сталевої труби, що забезпечує чудове запобігання іржавінню, яке включає вкривальну плівку зі смоли, що висушується ультрафіолетовими променями, утворену з затверджуваної під дією світла композиції, яка затверджується шляхом опромінення ультрафіолетовими променями, на контактній поверхні нарізного з’єднання. Документ існуючого рівня техніки Патентний документ [Патентний документ 1]: нерозглянута японська патентна заявка, номер першої публікації 2011-12251 Опис винаходу Проблема, яку розв’язує винахід Нарізне з’єднання для сталевої труби, описане у нерозглянутій японській патентній заявці з номером першої публікації 2011-12251, є ефективним для запобігання іржавінню на контактній поверхні (нарізні частини та ненарізні металеві контактні частини ніпеля та муфти) нарізного з’єднання для сталевої труби, але трапляються випадки, в яких запобігання іржавінню не завжди є достатнім, і повне запобігання іржавінню не може бути забезпечене, коли стан зберігання є неналежним, або за жорстких умов зберігання. Наприклад, трубні вироби нафтопромислового сортаменту можуть зберігатись у жорстких умовах, наприклад, на березі або у пустелі. Таким чином, навіть у несприятливому для зберігання оточенні вимагається запобігання іржавінню. Крім того, при недостатній чистоті поверхні покриття під час нанесення композиції смоли, що висушується ультрафіолетовими променями, трапляються випадки виникнення дефектів покриття на утвореній плівці, що затверджується ультрафіолетовими променями, і запобігання іржавінню в таких місцях є недостатнім. Наприклад, при утворенні точкового іржавіння в ущільнювальній частині стійкість до задирання та герметичність нарізного з’єднання значно погіршуються. Таким чином, ущільнювальна частина, зокрема, має бути повністю вкритою, щоб на ній не утворювалося дефектів покриття. Крім того, у вкривальній плівці, утвореній з композиції смоли, що висушується 2 UA 112576 C2 5 10 15 20 25 30 35 40 45 50 55 60 ультрафіолетовими променями, трапляються випадки, коли необхідні мастильні властивості не досягаються достатньою мірою. Крім того, навіть при виявленні дефектів у вкривальній плівці існує проблема, яка полягає в тому, що дефекти неможливо легко усунути. Даний винахід було здійснено з врахуванням вищеописаних обставин, і його мета полягає у забезпеченні нарізного з’єднання для сталевої труби з вкривальною плівкою зі смоли, що висушується ультрафіолетовими променями, у якому навіть за жорстких умов зберігання забезпечуються достатні антикорозійні характеристики для уникнення іржавіння нарізного з’єднання для сталевої труби, яке застосовують для з'єднання трубних виробів нафтопромислового сортаменту; досягаються достатні мастильні властивості при застосуванні нарізного з’єднання для сталевої труби для з'єднання трубних виробів нафтопромислового сортаменту; і навіть при утворенні дефектів покриття під час вкривання дефекти можуть бути легко усунуті. Засоби розв’язання проблем Даний винахід передбачає застосування нижчезазначених засобів з метою розв’язання вищеописаних проблем та досягнення мети. (1) Згідно з аспектом даного винаходу, забезпечується нарізне з’єднання для сталевої труби, яке включає ніпель та муфту, які мають контактні поверхні, які включають: ненарізну металеву контактну частину, яка має ущільнювальну частину; та нарізну частину, причому нарізне з’єднання включає: вкривальну плівку зі смоли, що висушується ультрафіолетовими променями, яка утворюється на контактній поверхні принаймні однієї з деталей, до яких належать ніпель та муфта; та вкривальну плівку з акрилової кремнійорганічної смоли, яка утворюється принаймні на частині поверхні вкривальної плівки зі смоли, що висушується ультрафіолетовими променями. (2) У нарізному з’єднанні для сталевої труби згідно з п. (1) вкривальна плівка з акрилової кремнійорганічної смоли може бути утворена на частині, яка охоплює принаймні ущільнювальну частину на поверхні вкривальної плівки зі смоли, що висушується ультрафіолетовими променями. (3) У нарізному з’єднанні для сталевої труби згідно з пп. (1) або (2) вкривальна плівка з акрилової кремнійорганічної смоли може бути утворена на всій поверхні вкривальної плівки зі смоли, що висушується ультрафіолетовими променями. (4) У нарізному з’єднанні для сталевої труби згідно з будь-яким з пп. з (1) по (3) вкривальна плівка зі смоли, що висушується ультрафіолетовими променями, може містити барвник. Корисний ефект винаходу Згідно з вищеописаним аспектом, принаймні частину контактних частин нарізного з’єднання для сталевої труби, в оптимальному варіанті – частину, яка включає ущільнювальну частину, в якій існує найбільша ймовірність виникнення задирання, і яка є важливою з точки зору герметичності нарізного з’єднання, вкривають вкривальною плівкою, яка має двошарову структуру з вкривальної плівки зі смоли, що висушується ультрафіолетовими променями, та вкривальної плівки з акрилової кремнійорганічної смоли, утвореної на ній як верхній шар. В результаті виникає можливість забезпечення нарізного з’єднання для сталевої труби, що може запобігати іржавінню нарізного з’єднання для сталевої труби навіть при зберіганні у жорстких умовах; і демонструє достатні мастильні властивості для з'єднання трубних виробів нафтопромислового сортаменту. Крім того, навіть якщо чистота контактної поверхні є недостатньою, і виникають дефекти покриття на вкривальній плівці зі смоли, що висушується ультрафіолетовими променями, ці дефекти можуть усуватися завдяки вкривальній плівці з акрилової кремнійорганічної смоли згідно з описаним вище аспектом. Таким чином, може легко досягатися запобігання іржавінню. Короткий опис фігур Фіг. 1 є кресленням, яке схематично показує складений стан трубних виробів нафтопромислового сортаменту та з’єднання, яке є компонентом нарізного з’єднання. Фіг. 2 є кресленням, яке схематично показує з’єднувальну частину нарізного з’єднання для сталевої труби. Фіг. 3 показує зображення, які пояснюють результати антикорозійного тесту у Прикладі 1. Фіг. 4 є графіком моментів затяжки, яка пояснює зміну крутного моменту відносно кількості обертів нарізного з’єднання для сталевої труби. Оптимальний режим здійснення винаходу Нижче описується втілення даного винаходу. Оскільки базова конфігурація нарізного з’єднання для сталевої труби згідно з варіантом втілення є такою самою, як показано на Фіг. 1 та 2, опис для зручності представлено з посиланням на Фіг. 1 та 2. Нарізне з’єднання для сталевої труби згідно з варіантом втілення включає ніпель 1 та муфту 3 UA 112576 C2 5 10 15 20 25 30 35 40 45 50 55 60 2, які мають контактні поверхні з нарізною частиною; та ненарізну металеву контактну частину, яка має ущільнювальну частину та плечову частину. Тобто, як показано на Фіг. 1 та 2, ніпель 1 включає зовнішні різі 11 як нарізну частину і включає ущільнювальну частину 13 та плечову частину 14 як ненарізну металеву контактну частину. Крім того, муфта 2 включає внутрішні різі 21 як нарізну частину і включає ущільнювальну частину 23 та плечову частину 24 як ненарізну металеву контактну частину. Нарізне з’єднання для сталевої труби згідно, з варіантом втілення, включає вкривальну плівку зі смоли, що висушується ультрафіолетовими променями, яка утворюється на контактній поверхні (в оптимальному варіанті – на всій контактній поверхні) принаймні однієї з деталей (тобто, лише ніпеля 1, лише муфти 2 або і ніпеля 1, і муфти 2), до яких належать ніпель 1 та муфта 2; та вкривальну плівку з акрилової кремнійорганічної смоли, яка утворюється принаймні на частині поверхні вкривальної плівки зі смоли, що висушується ультрафіолетовими променями, в оптимальному варіанті – на частині, яка охоплює ущільнювальні частини 13 та 23. Вкривальна плівка зі смоли, що висушується ультрафіолетовими променями Вкривальна плівка зі смоли, що висушується ультрафіолетовими променями, може бути утворена з застосуванням матеріалу покриття з відповідної смоли, що висушується ультрафіолетовими променями, який наноситься на сталевий матеріал. Зазвичай матеріал покриття зі смоли, що висушується ультрафіолетовими променями, містить принаймні мономер, олігомер та ініціатор фотополімеризації і також може містити різні типи домішок, таких, як пігмент, антикорозійний засіб, протиспінювач та вирівнювач. Приклад такого матеріалу покриття зі смоли, що висушується ультрафіолетовими променями, описується у нерозглянутій японській патентній заявці, номер першої публікації 2011-12251, як затверджувана під дією світла композиція. Однак матеріал покриття зі смоли, що висушується ультрафіолетовими променями, не обмежується цим матеріалом. Крім того, можуть застосовуватися матеріали покриття промислового виробництва зі смоли, що висушується ультрафіолетовими променями. У якості матеріалу покриття зі смоли, що висушується ультрафіолетовими променями, перевагу віддають матеріалові з чудовими антикорозійними властивостями вкривальної плівки; швидкість затверднення є високою; і може бути одержана товста плівка. Крім того, якщо враховувати умови вкривання, перевагу слід віддавати матеріалові покриття зі смоли, що висушується ультрафіолетовими променями, який не містить розчинника. Для поліпшення мастильних властивостей утвореної вкривальної плівки зі смоли, що висушується ультрафіолетовими променями, до матеріалу покриття може додаватися принаймні одне мастило, вибране з-поміж восків, металовмісних мил, політетрафторетиленової смоли та волокнистих наповнювачів, у кількості, наприклад, не більшій за 30% за масою сухої речовини. Як антикорозійний засіб для поліпшення запобіганню іржавінню, що забезпечується вкривальною плівкою зі смоли, що висушується ультрафіолетовими променями, може застосовуватися, наприклад, триполіфосфат алюмінію або фосфіт алюмінію. У цьому разі його кількість, що додається, в оптимальному варіанті є меншою або дорівнює 10% за масою сухої речовини. Як пігмент для забарвлення вкривальної плівки може застосовуватися матеріал, який не призводить до значного погіршення прозорості вкривальної плівки. Прикладами такого пігменту можуть бути флуоресцентні пігменти та пігменти світлих кольорів. У якості матеріалу покриття, що висушується ультрафіолетовими променями, особливу перевагу віддають епоксіакриловій смолі, яка має чудові антикорозійні характеристики. Цей тип матеріалу покриття, що висушується ультрафіолетовими променями, містить модифіковану акриловою кислотою (або метакриловою кислотою) епоксидну смолу, яку одержують шляхом додавання акрилової кислоти (або метакрилової кислоти) до епоксидної смоли як олігомеру. У цьому разі може застосовуватися матеріал покриття зі смоли, що висушується ультрафіолетовими променями (наприклад, уретанової акрилової смоли), відмінний від вищеописаного матеріалу покриття. Прикладом матеріалу покриття промислового виробництва зі смоли, що висушується ультрафіолетовими променями, може бути матеріал покриття з епоксіакрилової смоли, який виробляється Chugoku Marine Paints Ltd. під торговою назвою Aulrex. Вкривальна плівка зі смоли, що висушується ультрафіолетовими променями, може бути утворена шляхом вкривання контактної поверхні (в оптимальному варіанті – всієї контактної поверхні) принаймні однієї з деталей нарізного з’єднання для сталевої труби, до яких належать ніпель 1 та муфта 2, матеріалом покриття зі смоли, що висушується ультрафіолетовими променями, з застосуванням відповідного способу; та опромінення вкритої контактної поверхні ультрафіолетовими променями. Як спосіб вкривання матеріалом покриття, що висушується ультрафіолетовими променями, оптимальним вважають вкривання напиленням. Однак можуть застосовуватися й інші способи вкривання, такі, як нанесення щіткою або нанесення 4 UA 112576 C2 5 10 15 20 25 30 35 40 45 50 55 60 зануренням. Опромінення ультрафіолетовими променями виконують, застосовуючи належне джерело випромінення, що відповідає ініціаторові фотополімеризації, який має застосовуватись у матеріалі покриття. Товщину вкривальної плівки зі смоли, що висушується ультрафіолетовими променями, регулюють у діапазоні від 1 мкм до 100 мкм, в оптимальному варіанті – у діапазоні від 5 мкм до 30 мкм. Як правило, оскільки вкривальну плівку зі смоли, що висушується ультрафіолетовими променями, має добре прилипання до субстрату (контактної поверхні нарізного з’єднання для сталевої труби) і являє собою непроникну вкривальну плівку, яка має високу прозорість, це забезпечує чудові антикорозійні характеристики. Вкривальна плівка з акрилової кремнійорганічної смоли Вкривальна плівка з акрилової кремнійорганічної смоли утворюється принаймні на частині поверхні вкривальної плівки зі смоли, що висушується ультрафіолетовими променями. Тобто, у нарізному з’єднанні для сталевої труби згідно з варіантом втілення вкривальна плівка, яка має двошарову структуру з вкривальної плівки зі смоли, що висушується ультрафіолетовими променями, як нижнього шару та вкривальної плівки з акрилової кремнійорганічної смоли як верхнього шару, є утвореною принаймні на частині контактної частини принаймні однієї з деталей, до яких належать ніпель 1 та муфта 2. Завдяки забезпеченню вкривальної плівки з акрилової кремнійорганічної смоли на вкривальній плівці зі смоли, що висушується ультрафіолетовими променями, поліпшується не лише вищеописаний відновний ефект, але й мастильні властивості нарізного з'єднання для сталевої труби. В результаті практично виключається можливість задирання. Якщо вкривальна плівка з акрилової кремнійорганічної смоли утворюється лише на частині поверхні вкривальної плівки зі смоли, що висушується ультрафіолетовими променями, в оптимальному варіанті вкривальна плівка з акрилової кремнійорганічної смоли має бути утворена на частині, яка охоплює ущільнювальну частину, де існує найбільша ймовірність задирання, на поверхні вкривальної плівки зі смоли, що висушується ультрафіолетовими променями. Наприклад, прийнятною є конфігурація, в якій нарізні частини є вкритими лише вкривальною плівкою зі смоли, що висушується ультрафіолетовими променями; і ущільнювальні частини та плечові частини (тобто, ненарізні металеві контактні частини) вкриваються вкривальною плівкою, що має двошарову структуру з вкривальної плівки зі смоли, що висушується ультрафіолетовими променями, як нижнього шару та вкривальної плівки з акрилової кремнійорганічної смоли як верхнього шару. Оскільки вкривальна плівка зі смоли, що висушується ультрафіолетовими променями, та вкривальна плівка з акрилової кремнійорганічної смоли, якими вкриваються нарізні частини та ущільнювальні частини, мають чудову прозорість, стан нарізних частин та ущільнювальних частин можна спостерігати крізь вкривальну плівку. Зокрема, ніпель 1 легко пошкоджується, оскільки нарізна частина (зовнішні різі 11) та ущільнювальна частина 13 є утвореними на зовнішній поверхні. Таким чином, бажано, щоб пошкоджений стан нарізної частини міг бути заздалегідь виявлений для кожного з’єднання. Згідно з варіантом втілення, навіть при нанесенні як вкривальної плівки зі смоли, що висушується ультрафіолетовими променями, так і вкривальної плівки з акрилової кремнійорганічної смоли, наявність пошкодженого стану нарізного з’єднання може бути перевірена, наприклад, шляхом візуального огляду, як у разі, коли вкривальної плівки не передбачено. У цьому разі вкривальна плівка з акрилової кремнійорганічної смоли як верхній шар може бути утворена на частині контактної поверхні, яка не має ущільнювальної частини, наприклад, з метою ремонту. До конкретних прикладів такого випадку можуть належати випадки утворення пор, нерівномірно вкритих ділянок або інших подібних дефектів на вкривальній плівці зі смоли, що висушується ультрафіолетовими променями, як нижньому шарі; та випадки, коли вкривальна плівку зі смоли, що висушується ультрафіолетовими променями, частково пошкоджується з певних причин. У таких випадках існує загроза погіршення антикорозійних властивостей, наприклад, іржавіння пошкоджених частин. Однак при утворенні вкривальної плівки з акрилової кремнійорганічної смоли на цих частинах пошкоджені місця відновлюються, і забезпечується запобігання погіршенню антикорозійних властивостей. Коли вкривальна плівка зі смоли, що висушується ультрафіолетовими променями, пошкоджується, в оптимальному варіанті вкривальна плівка з акрилової кремнійорганічної смоли має бути утворена таким чином, щоб зона навколо пошкоджених частин також була вкритою. Якщо вкривальна плівка зі смоли, що висушується ультрафіолетовими променями, забарвлюється барвником, таким, як флуоресцентний пігмент, пошкоджені частини та нерівномірно вкриті ділянки вкривальної плівки можуть бути виявлені шляхом візуального огляду або опромінення ультрафіолетовими променями. 5 UA 112576 C2 5 10 15 20 25 30 35 40 45 50 55 60 З врахуванням антикорозійних властивостей та мастильних властивостей в оптимальному варіанті вкривальну плівку з акрилової кремнійорганічної смоли як верхній шар утворюють на всій поверхні вкривальної плівки зі смоли, що висушується ультрафіолетовими променями. Якщо вкривальну плівку зі смоли, що висушується ультрафіолетовими променями, як нижній шар та вкривальну плівку з акрилової кремнійорганічної смоли як верхній шар утворюють на всій контактній поверхні, як описується нижче у Прикладах, зусилля на стопорі збільшується, і крутний момент при з’єднанні, який визначається нарізним з’єднанням для сталевої труби, може бути встановлений на високий показник. В результаті може досягатися додатковий ефект підвищення ущільнювальної здатності (герметичності) нарізного з’єднання для сталевої труби. Матеріал покриття з акрилової кремнійорганічної смоли включає продукт реакції кремнійорганічної смоли та акрилової смоли як компонент, який утворює вкривальну плівку. Цей матеріал покриття може утворювати щільну вкривальну плівку зі смоли, яка має силоксановий зв’язок як скелет і має велику силу адгезії з грунтовим шаром. Утворена вкривальна плівка може мати високу ефективність щодо адгезії, збереження глянцю, збереження кольору, водостійкості, хімічної стійкості (стійкості до кислот та лугів), стійкості до олій, стійкості до забруднення та довготривалої стійкості до погодних умов, додатково до гідрофобності кремнійорганічного компонента. Матеріал покриття з акрилової кремнійорганічної смоли може належати до олійного типу (типу розчинника; типу сильного розчинника та типу слабкого розчинника) та водного типу (матеріал покриття типу емульсії реакційно-затверджуваного). Можуть застосовуватися обидва типи, але перевагу віддають матеріалові олійного типу, оскільки вкривальна плівка може бути одержана шляхом висушування при відносно низькій температурі протягом короткого періоду часу. Зокрема, перевагу віддають застосуванню матеріалу, що затверджується при нормальній температурі. Оскільки матеріал акрилової кремнійорганічної смоли термозатверджуваного типу має чудову властивість швидкого висихання, нагрівання не вимагається, вкривальна плівка може швидко утворюватися, і може здійснюватися безперервна експлуатація. Таким чином, негативний вплив на продуктивність нарізного з’єднання для сталевої труби є відсутнім. Авторами даного винаходу було ретельно досліджено різні типи матеріалів смоляної вкривальної плівки, яка утворюється як верхній шар на вкривальній плівці зі смоли, що висушується ультрафіолетовими променями; в результаті було виявлено, що у разі утворення вкривальної плівки з акрилової кремнійорганічної смоли як верхнього шару антикорозійні властивості є особливо поліпшеними, і демонструються чудові антикорозійні характеристики у корозійному середовищі в умовах сольового туману порівняно з матеріалом покриття з акрилової смоли або фторокаучуковим матеріалом покриття, який зазвичай має відмінну корозійну стійкість. У якості матеріалу покриття з акрилової кремнійорганічної смоли можуть застосовуватися продукти промислового виробництва. Прикладом матеріалу покриття з акрилової кремнійорганічної смоли промислового виробництва може бути акрилова кремнійорганічна смола, яку застосовують як олійний кремнійорганічний лак для напилення, що виробляється Kanpe Hapio Co., Ltd. Матеріал покриття з акрилової кремнійорганічної смоли наносять на контактну поверхню нарізного з’єднання для сталевої труби, на якій утворюють вкривальну плівку зі смоли, що висушується ультрафіолетовими променями, з застосуванням такого самого прийнятного способу, як представлений в описі матеріалу покриття зі смоли, що висушується ультрафіолетовими променями, з наступним випарюванням розчинника для затвердження вкривальної плівки. В результаті може утворюватися затвердла вкривальна плівка. В оптимальному варіанті товщина вкривальної плівки з акрилової кремнійорганічної смоли становить від 1 мкм до 100 мкм. Якщо товщина вкривальної плівки з акрилової кремнійорганічної смоли є меншою за 1 мкм, антикорозійні властивості значно погіршуються. Якщо товщина вкривальної плівки з акрилової кремнійорганічної смоли є більшою за 100 мкм, значно погіршуються мастильні властивості. З огляду на поєднання антикорозійних властивостей та мастильних властивостей перевагу віддають товщині вкривальної плівки з акрилової кремнійорганічної смоли у межах від 5 мкм до 10 мкм. Якщо товщина вкривальної плівки з акрилової кремнійорганічної смоли становить від 5 мкм до 10 мкм, може бути підтверджено поліпшення постійних антикорозійних характеристик. Однак, якщо товщина вкривальної плівки з акрилової кремнійорганічної смоли перевищує 10 мкм, поліпшення додаткових антикорозійних характеристик не може бути підтверджено. З іншого боку, якщо товщина вкривальної плівки з акрилової кремнійорганічної смоли збільшується, це знижує стійкість до задирання. В результаті зменшується допустима частота повторюваності з’єднань та роз’єднань. 6 UA 112576 C2 5 10 15 20 25 30 35 40 45 50 55 60 Вкривальну плівку зі смоли, що висушується ультрафіолетовими променями, одержують через процес затвердження, при якому матеріал покриття, що містить мономер, олігомер, ініціатор фотополімеризації і т. ін., піддають опроміненню ультрафіолетовими променями для утворення радикалів з ініціатора фотополімеризації; мономер перетворюється на полімер цими радикалами; і матеріал покриття затверджують. З іншого боку, вкривальну плівку з акрилової кремнійорганічної смоли одержують через процес затвердження, при якому в матеріалі покриття (такому, як кремнійорганічний лак для напилення), що містить акрилову кремнійорганічну смолу, леткий розчинник, затверджувальний засіб і т. ін., розчинник звітрюється; і матеріал покриття затверджується. Тобто, процеси затвердження вкривальної плівки зі смоли, що висушується ультрафіолетовими променями, та вкривальної плівки з акрилової кремнійорганічної смоли в основі є повністю відмінними один від одного. Ґрунтова обробка Нарізні частини та ненарізні металеві контактні частини, які являють собою контактну поверхню нарізного з’єднання для сталевої труби, на якій утворюють вкривальну плівку зі смоли, що висушується ультрафіолетовими променями, утворюють у процесі різання, що включає нарізання різі, і шорсткість поверхні зазвичай становить приблизно від 3 мкм до 5 мкм. Якщо шорсткість контактної поверхні виходить за вищеописані межі, адгезія утвореної на ній вкривальної плівки може збільшуватися. В результаті можуть поліпшуватися характеристики нарізного з’єднання, такі, як з’єднувальна здатність та антикорозійні властивості. Для цього перед утворенням вкривальної плівки зі смоли, що висушується ультрафіолетовими променями, здійснюють ґрунтову обробку, яка може збільшувати шорсткість поверхні на контактній поверхні нарізного з’єднання для сталевої труби. Прикладами такої ґрунтової обробки можуть бути струменева обробка або обробка струменем абразиву, такого, як сферичні частинки або матеріал конічної форми; та промивання кислотою шляхом занурення контактної поверхні у сильний розчин кислоти, такої, як сірчана кислота, хлористоводнева кислота, азотна кислота або фтористоводнева кислота, для надання поверхні шорсткості. Ці види обробки можуть збільшувати шорсткість поверхні самого основного матеріалу. Інші приклади ґрунтової обробки включають вкривання шляхом хімічного перетворення, таке, як фосфатування, оксалатування або борування; та гальванічне вкривання. При обробці шляхом хімічного перетворення утворюється конверсійна вкривальна плівка з голчастих кристалів, яка має велику шорсткість поверхні. В результаті шорсткість поверхні збільшується, і адгезія твердої антикорозійної плівки з утвореною на ній твердою мастильною вкривальною плівкою може збільшуватися. Для подальшого поліпшення антикорозійних властивостей бажаним є утворення грунтового шару (нижнього шару, утвореного під вкривальною плівкою зі смоли, що висушується ультрафіолетовими променями) з фосфату цинку, фосфату марганцю і т. ін. Гальванічне вкривання може поліпшувати стійкість до задирання нарізного з’єднання для сталевої труби, а часткове гальванічне вкривання може збільшувати шорсткість поверхні. Прикладами гальванічного вкривання для збільшення шорсткості поверхні може бути вкривання міддю, залізом та їх сплавами з застосуванням способу гальванічного осадження; контактне покриття цинком або цинковим сплавом, при якому частинки, одержані шляхом вкривання залізної основи цинком, цинково-залізним сплавом і т. ін., нагнітаються під дією відцентрової сили або під тиском повітря, частинки цинку або частинки цинково-залізного сплаву осаджуються, і утворюється пориста металева вкривальна плівка; та композиційне металеве вкривання з диспергуванням твердих тонких частинок у металі для утворення вкривальної плівки. Зокрема, ефективним є контактне покриття для збільшення шорсткості поверхні. Незалежно від способу, який застосовують у ґрунтовій обробці контактної поверхні, в оптимальному варіанті шорсткість поверхні Rz має становити від 5 мкм до 40 мкм після забезпечення шорсткості поверхні ґрунтовки. Якщо шорсткість поверхні Rz є меншою за 5 мкм, виникають випадки, коли адгезія з вкривальною плівкою, утвореною на контактній поверхні, є недостатньою. З іншого боку, якщо шорсткість поверхні Rz перевищує 40 мкм, тертя поверхні збільшується, і виникають випадки, коли при прикладанні до поверхні високого тиску вкривальна плівка, утворена на контактній поверхні, не може витримувати зсувного зусилля та стискного зусилля і розривається або здирається. У якості ґрунтової обробки для забезпечення шорсткості поверхні можуть застосовуватися два або більше типів обробки у комбінації. Інші вкривальні плівки При утворенні вкривальної плівки зі смоли, що висушується ультрафіолетовими променями, як нижнього шару та вкривальної плівки з акрилової кремнійорганічної смоли як верхнього шару 7 UA 112576 C2 5 10 15 20 25 30 35 40 45 50 55 60 на контактній поверхні принаймні однієї з деталей (наприклад, ніпеля 1) з-поміж ніпеля 1 та муфти 2 нарізного з’єднання для сталевої труби обробка контактної поверхні іншої деталі (наприклад, муфти 2) не передбачає особливих обмежень. Наприклад, може бути утворена лише вкривальна плівка зі смоли, що висушується ультрафіолетовими променями, як нижній шар. В альтернативному варіанті можуть застосовуватися різні типи обробки поверхні нарізного з’єднання для сталевої труби, які було і буде описано у джерелах, що належать до відповідної галузі. Вкривальна плівка, що має двошарову структуру згідно з даним винаходом і складається з вкривальної плівки зі смоли, що висушується ультрафіолетовими променями, як нижнього шару та вкривальної плівки з акрилової кремнійорганічної смоли як верхнього шару, має чудові антикорозійні властивості. Однак при утворенні цієї вкривальної плівки, яка має двошарову структуру, на контактних поверхнях як ніпеля 1, так і муфти 2, виникають випадки, коли стійкість до задирання є недостатньою для складання нарізного з’єднання для сталевої труби. У цьому разі перевагу віддають варіантові, в якому вкривальна плівка, яка має двошарову структуру згідно з даним винаходом, утворюється на контактній поверхні принаймні однієї з деталей, до яких належать ніпель 1 та муфта 2; і тверда мастильна вкривальна плівка, яка описується нижче, утворюється на контактній поверхні іншої деталі. Прикладами твердої мастильної вкривальної плівки є вкривальна плівка, яка містить мастильний порошок та, необов’язково, інші компоненти в органічній або неорганічній смолі. Прикладами мастильного порошку можуть бути дисульфід молібдену, дисульфід вольфраму, графіт та політетрафтороетилен. Прикладами смоли, яка є зв’язувальною речовиною, можуть бути органічні смоли, такі, як епоксидна смола, поліамідна смола та поліамідімідна смола; та сполуки кремнію або титану (наприклад, алкілсилікат, золь кремнієвої кислоти та золь діоксиду титану), які можуть утворювати неорганічну смоляну вкривальну плівку з кремнезему або діоксиду титану. Тверда мастильна вкривальна плівка може бути тонкою мастильною плівкою, яка не має адгезивності, що описана в документі WO 2007/042231, у якій тверді мастильні частинки, що мають пластичні або в’язкопластичні реологічні властивості (характеристики текучості), є диспергованими у твердій речовині. Ця мастильна вкривальна плівка може бути утворена шляхом вкривання з застосуванням гарячого розплаву композиції, яка містить, наприклад, поліетилен як термопластичний полімер; віск (наприклад, карнаубський віск) та металовмісне мило (наприклад, стеарат цинку) як мастильні компоненти; та сульфонат кальцію як інгібітор корозії. Віск, металовмісне мило, сульфонат кальцію і т. ін. можуть додаватися до вищеописаної твердої мастильної вкривальної плівки, яка містить мастильний порошок у смолі. Товщина твердої мастильної вкривальної плівки не має особливих обмежень, але зазвичай становить від 5 мкм до 100 мкм, в оптимальному варіанті – від 5 мкм до 50 мкм. У разі утворення твердої мастильної вкривальної плівки подібним чином з метою поліпшення адгезії покриття перевагу віддають здійсненню вищеописаної ґрунтової обробки для збільшення шорсткості поверхні на контактній поверхні, яка підлягає вкриванню. Оскільки тверда мастильна вкривальна плівка зазвичай є непрозорою, перевагу віддають нанесенню твердої мастильної плівки на контактну поверхню муфти 2, в якій нарізна частина не так легко піддається пошкодженню порівняно з ніпелем 1; і утворенню двошарової вкривальної плівки згідно з даним винаходом, яка включає вкривальну плівку зі смоли, що висушується ультрафіолетовими променями, як нижній шар та вкривальну плівку з акрилової кремнійорганічної смоли як верхній шар, на контактній поверхні ніпеля 1. У такий спосіб, оскільки двошарова вкривальна плівка має чудову прозорість, ця двошарова вкривальна плівка зазвичай утворюється на зовнішніх поверхнях обох кінців довгої сталевої труби і, таким чином, стан нарізної частини ніпеля, яка може бути легко пошкоджена, можна спостерігати шляхом візуального огляду згори над двошаровою вкривальною плівкою, що вкриває ніпель 1. У вищеописаному варіанті втілення нарізне з’єднання для сталевої труби, яке включає плечові частини 14 та 24, було описано як приклад. Однак даний винахід може бути застосований до нарізного з’єднання для сталевої труби, яке не включає плечових частин 14 та 24. Наприклад, нарізне з’єднання для сталевої труби може бути нарізним з’єднанням, у якому сама різь (наприклад, клиноподібна або інша подібна різь) виконує блокувальну функцію, що зупиняє обертання з’єднання. Ефект даного винаходу описується на представлених нижче прикладах. Далі контактна поверхня, що включає нарізну частину та ненарізну металеву контактну частину ніпеля, називається "ніпельною поверхнею", а контактна поверхня, що включає нарізну частину та ненарізну металеву контактну частину муфти, називається "муфтовою поверхнею". У прикладах "%" означає "% за масою", якщо не вказано іншого. Приклади 8 UA 112576 C2 5 10 15 20 25 30 35 40 Приклад 1 У цьому прикладі різні типи смоляних вкривальних плівок утворювали на вкривальній плівці зі смоли, що висушується ультрафіолетовими променями, яка вкриває контактну поверхню нарізного з’єднання для сталевої труби, для дослідження антикорозійних властивостей. Для порівняння таке саме випробування здійснювали для випадку, в якому було утворено лише вкривальну плівку зі смоли, що висушується ультрафіолетовими променями, та випадку, в якому проникаюче мастило CRC 5-56 (KURE 5-56, виробництва Kure Engineering Ltd.), яке забезпечує великий антикорозійний ефект, було нанесено на вкривальну плівку зі смоли, що висушується ультрафіолетовими променями. Нарізання різі здійснювали на частині труби з вуглецевої сталі (зовнішній діаметр: 177,8 мм) на відстані приблизно 120 мм від кінця труби. На цю нарізну частину шляхом напилення наносили покриття з матеріалу покриття промислового виробництва зі смоли, що висушується ультрафіолетовими променями, яка являла собою епоксіакрилову смолу (Aulrex 550 виробництва Chugoku Marine Paints Ltd.) і опромінювали ультрафіолетовими променями при кімнатній температурі протягом 60 секунд для затвердження вкривальної плівки. Вкривання напиленням та опромінення ультрафіолетовими променями виконували під час обертання сталевої труби. Застосовували ртутну лампу високого тиску як джерело ультрафіолетових 2 променів, і опромінення здійснювали з густиною приблизно 500 МДж/см . У такий спосіб на поверхні нарізної частини утворювали вкривальну плівку зі смоли, що висушується ультрафіолетовими променями, яка мала середню товщину 30 мкм. Нарізну частину, на якій утворювали вкривальну плівку зі смоли, що висушується ультрафіолетовими променями, розрізали на кілька смуг. Різні типи смоляних матеріалів покриття промислового виробництва або вищеописане проникаюче мастило CRC 5-56 наносили шляхом напилення на вкривальні плівки зі смоли, що висушується ультрафіолетовими променями, на розрізаних на смуги зразках. Застосовували три нижчезазначені типи матеріалів покриття. (1) Матеріал покриття з термозатверджуваної акрилової смоли: акриловий лак для напилення (виробництва Dai Nippon Co., Ltd.) (2) Матеріал покриття з фторкаучуку: політетрафторетиленовий матеріал покриття для напилення виробництва Henkel Japan Ltd.) (3) Матеріал покриття з акрилової кремнійорганічної смоли: кремнійорганічний лак для напилення (матеріал покриття з акрилової кремнійорганічної смоли; виробництво Kanpe Hapio Co., Ltd.) Після вкривання вкривальні плівки висушували природним шляхом згідно з інструкціями для матеріалу покриття. Різні типи смоляних матеріалів покриття або проникаюче мастило CRC 5-56 наносили протягом приблизно 5 секунд. Використовуючи нарізані на смуги зразки, на яких утворювали вкривальну плівку зі смоли, що висушується ультрафіолетовими променями, як нижній шар та смоляну вкривальну плівку або вкривальну плівку з проникаючого мастила як верхній шар, виконували випробування у сольовому тумані (5% водний розчин NaCl, 40ºC) протягом 200 годин згідно з JIS Z2371. Пропорції підданої корозії площі зразків через 200 годин після випробування у сольовому тумані визначали шляхом візуального огляду, і результати представлено у Таблиці 1 та на Фіг. 3. Таблиця 1 Умови 1-1 Вкривальна плівка Вкривальна нижнього шару променями 1-2 плівка зі 1-3 смоли, Вкривальна плівка Немає верхнього шару Пропорції підданої 50% або корозії площі більше 45 50 CRC 5-56 Акрилова смола від 40% від 30% до 50% 40% що 1-4 висушується Акрилова кремнійорганічна смола Фторкаучук до від 40% 50% 1-5 ультрафіолетовими до від 0% до 10% Як показано у Таблиці 1 та на Фіг. 3, за умов 1-1, коли утворювали лише вкривальну плівку зі смоли, що висушується ультрафіолетовими променями, а смоляну вкривальну плівку як верхній шар не утворювали, корозію спостерігали на 50% або більше від загальної поверхні нарізної частини зразка. Водночас за умови 1-2, коли проникаюче мастило CRC 5-56, що забезпечувало великий антикорозійний ефект, наносили як верхній шар, пропорція підданої корозії площі знижувалася до 40-50%. За умови 1-4, коли наносили фторкаучук як верхній шар, спостерігали 9 UA 112576 C2 5 10 15 20 25 30 35 40 45 50 55 60 такий самий ефект. За умови 1-3, коли наносили акрилову смолу як верхній шар, пропорція підданої корозії площі знижувалася до 30-40%, але це зниження було недостатнім. З іншого боку, за умови 1-5, коли наносили акрилову кремнійорганічну смолу як верхній шар, пропорція підданої корозії площі може бути знижена приблизно до 10% або менше. Було чітко продемонстровано, що ефект акрилової кремнійорганічної смоли є особливо високим зі смоляною вкривальною плівкою верхнього шару для поліпшення антикорозійних властивостей вкривальної плівки зі смоли, що висушується ультрафіолетовими променями. Приклад 2 У Прикладі 1 було доведено, що антикорозійний ефект вкривальної плівки, яка має двошарову структуру з вкривальної плівки зі смоли, що висушується ультрафіолетовими променями, як нижнього шару та вкривальної плівки з акрилової кремнійорганічної смоли як верхнього шару є достатньо високим. Однак у разі нарізного з’єднання для сталевої труби з’єднувальна здатність нарізного з’єднання є найбільш важливою характеристикою, і проблема полягає в тому, що утворення вкривальної плівки з акрилової кремнійорганічної смоли може погіршувати цю характеристику. Таким чином, досліджували вплив двошарової вкривальної плівки на з’єднувальну здатність та герметичність. На ніпельну поверхню нарізного з’єднання для сталевої труби (VAMTOP, зареєстрована торгова назва), яка мала ущільнювальну частину, що була утворена на кінці сталевої труби нафтопромислового сортаменту, яка має зовнішній діаметр 177,8 мм, шляхом напилення наносили такий самий матеріал покриття зі смоли, що висушується ультрафіолетовими променями, який являв собою епоксіакрилову смолу, яку застосовували у Прикладі 1, і опромінювали ультрафіолетовими променями при кімнатній температурі протягом 60 секунд для затвердження вкривальної плівки. Вкривання напиленням та опромінення ультрафіолетовими променями виконували під час обертання сталевої труби. Джерело ультрафіолетових променів, доза опромінення та товщина вкривальної плівки були такими, як у Прикладі 1. У такий спосіб вкривальну плівку зі смоли, що висушується ультрафіолетовими променями, утворювали на всій ніпельній поверхні, яка включала ущільнювальну частину та плечову частину. Стосовно ніпельної поверхні, на яку наносили вкривальну плівку зі смоли, що висушується ультрафіолетовими променями, лише на ущільнювальну частину та плечову частину наконечника ніпеля або всю ніпельну поверхню, що включає нарізну частину, шляхом напилення наносили покриття з такого самого матеріалу покриття з акрилової кремнійорганічної смоли, як той, який застосовували у Прикладі 1, і висушували природним шляхом для утворення вкривальної плівки. Вкривання здійснювали під час обертання сталевої труби. Товщина вкривальної плівки становила приблизно 5 мкм. Як показано у Таблиці 2, умови 2-1 передбачали, що акрилову кремнійорганічну смолу не наносили (наносили лише вкривальну плівку зі смоли, що висушується ультрафіолетовими променями); умови 2-2 передбачали, що вкривальну плівку з акрилової кремнійорганічної смоли утворювали лише на наконечнику ніпеля (ущільнювальній частині та плечовій частині); і умови 2-3 передбачали, що вкривальну плівку з акрилової кремнійорганічної смоли утворювали на всій ніпельній поверхні, яка включала нарізну частину. На муфтовій поверхні за будь-яких умов утворювали тверду мастильну плівку (товщина: 50 мкм), яка включала високоосновний сульфонат кальцію як головний компонент у субстраті, що мав восковий компонент. Грунтова обробка, яку здійснювали до утворення вкривальної плівки зі смоли, що висушується ультрафіолетовими променями, являла собою обробку фосфатом цинку на ніпельній поверхні та вкривання потрійним сплавом міді-олова-цинку на поверхні муфти. Використовуючи нарізне з’єднання, піддане поверхневій обробці, як описано вище, з’єднувальну здатність та герметичність досліджували, як описано нижче. З’єднувальна здатність З’єднувальну здатність оцінювали на основі впливу на стопорне зусилля та зусилля на стопорі. Стопорне зусилля означає значення крутного моменту, коли плечові частини ніпеля та муфти перебувають у контакті одна з одною (коли починається взаємодія). Крім того, зусилля на стопорі означає різницю крутного моменту між стопорним зусиллям та крутним моментом під час межової деформації плечової частини. Оскільки зусилля на стопорі є більшим, вказане значення крутного моменту під час складання нарізного з’єднання може бути встановлене на вищий рівень. Таким чином, при виконанні з’єднання з вказаним значенням крутного моменту значення взаємодії ущільнювальної частини, тобто, герметичність нарізного з’єднання, може бути збільшене. Коли нарізне з’єднання остаточно складається при вказаному значенні крутного моменту, різниця між вказаним значенням крутного моменту та значенням стопорного зусилля 10 UA 112576 C2 5 10 впливає на контактний тиск ущільнювальних частин ніпеля та муфти. Таким чином, важливе значення має контроль значення стопорного зусилля та значення зусилля на стопорі. При застосуванні нарізного з’єднання, в якому ніпельна поверхня та муфтова поверхня були оброблені, як описано вище, складання розпочинали з заданою швидкістю обертання. Складання продовжували шляхом прикладання крутного моменту при спостереженні за крутним моментом відносно кількості обертів до підтвердження утворення плеча з’єднання. За результатами спостереження (графік моментів затяжки показує зміну крутного моменту відносно кількості обертів; див. Фіг. 4) крутний момент у точці, в якій зростає швидке збільшення крутного моменту, одержували як стопорне зусилля Ts; і різницю між крутним моментом (крутним моментом на межі Ty) у точці, в якій швидке збільшення крутного моменту припиняється, та стопорним зусиллям Ts одержували як зусилля на стопорі ΔT. Результати випробувань за відповідних умов зведено у Таблиці 2. Таблиця 2 Умови вкривання вкривальною плівкою з акрилової кремнійорганічної смоли Умови 2-1 Умови 2-2 Умови 2-3 15 20 25 30 35 40 45 50 Стопорне зусилля Зусилля на стопорі (фут-фунт) (фут-фунт) Без покриття 4851 7836 Покриття лише на наконечнику ніпеля (ущільнювальна частина та плечова частина) 4432 7898 Покриття на всій поверхні ніпеля 4307 8725 Як можна побачити з результатів, представлених у Таблиці 2, порівняно з умовами 2-1, значення стопорного зусилля Ts було знижено за умов 2-2 і додатково було знижено за умов 23. За умов 2-3, коли вкривальну плівку з акрилової кремнійорганічної смоли було нанесено на всю ніпельну поверхню, значення стопорного зусилля Ts знизилося приблизно на 11% порівняно з умовами 2-1. За цими результатами було підтверджено, що утворення вкривальної плівки з акрилової кремнійорганічної смоли на вкривальній плівці зі смоли, що висушується ультрафіолетовими променями, не перешкоджає змащенню з’єднання. Відносно оптимального крутного моменту To, показаного на фіг. 4, нижня межа стопорного зусилля Ts здебільшого тримається у діапазоні від 5% до 15%, а верхня межа стопорного зусилля Ts здебільшого тримається у діапазоні від 70% до 85%. Таким чином, коливання у приблизно 11% є рівнем, який стає безпроблемним. Тим часом зусилля на стопорі ΔT, яке є різницею крутного моменту між стопорним зусиллям Ts та крутним моментом (крутним моментом на межі Ty) під час деформації плеча, збільшувалося приблизно на 11%, зокрема, за умов 2-3, коли вкривальну плівку з акрилової кремнійорганічної смоли утворювали на всій ніпельній поверхні, порівняно з випадком, коли вкривальну плівку з акрилової кремнійорганічної смоли не утворювали. Збільшення зусилля на стопорі ΔT представляє відповідне підвищувальне регулювання вказаного крутного моменту при з’єднанні. Відповідним чином, може бути збільшена ущільнювальна здатність нарізного з’єднання для сталевої труби. Герметичність Нарізне з’єднання для сталевої труби, при якому ніпельну поверхню та муфтову поверхню обробляли, як описано вище, було пов’язане з зазначеним крутним моментом (7470 футфунтів), і його піддавали нагріванню при 180C згідно зі способом ISO13679 для виконання випробування герметичності при комплексному навантаженні внутрішнього тиску / зовнішнього тиску та натягу / стискання. За результатами герметичності було підтверджено, що існування вкривальної плівки з акрилової кремнійорганічної смоли не впливає на характеристики герметичності. На основі вищенаведених результатів було виявлено, що при утворенні вкривальної плівки з акрилової кремнійорганічної смоли на вкривальній плівці зі смоли, що висушується ультрафіолетовими променями антикорозійні властивості нарізного з’єднання для сталевої труби можуть бути значною мірою поліпшені; герметичність нарізного з’єднання для сталевої труби не зазнає негативного впливу; і вказаний крутний момент може бути встановлений на більше значення, оскільки зусилля на стопорі ΔT збільшується, завдяки чому забезпечується ефект поліпшення ущільнювальної здатності нарізного з’єднання для сталевої труби. Пояснення умовних позначень A: трубний виріб нафтопромислового сортаменту 11 UA 112576 C2 5 B: з’єднання 1: ніпель 2: муфта 11: зовнішня різь 21: внутрішня різь 13, 23: ущільнювальна частина 14, 24: плечова частина ФОРМУЛА ВИНАХОДУ 10 15 20 25 1. Нарізне з'єднання для сталевої труби, яке включає ніпель та муфту, які мають контактні поверхні, які включають: ненарізну металеву контактну частину, яка має ущільнювальну частину; та нарізну частину, причому нарізне з'єднання включає: вкривальну плівку зі смоли, що висушується ультрафіолетовими променями, яка утворюється на контактній поверхні принаймні однієї з деталей, до яких належать ніпель та муфта; та вкривальну плівку з акрилової кремнійорганічної смоли, яка утворюється принаймні на частині поверхні вкривальної плівки зі смоли, що висушується ультрафіолетовими променями. 2. Нарізне з'єднання для сталевої труби за п. 1, де вкривальну плівку з акрилової кремнійорганічної смоли утворено на частині, яка охоплює принаймні ущільнювальну частину на поверхні вкривальної плівки зі смоли, що висушується ультрафіолетовими променями. 3. Нарізне з'єднання для сталевої труби за п. 1 або 2, де вкривальну плівку з акрилової кремнійорганічної смоли утворено на всій поверхні вкривальної плівки зі смоли, що висушується ультрафіолетовими променями. 4. Нарізне з'єднання для сталевої труби за будь-яким з пп. 1-3, де вкривальна плівка зі смоли, що висушується ультрафіолетовими променями, містить барвник. 12 UA 112576 C2 Комп’ютерна верстка О. Рябко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 13
ДивитисяДодаткова інформація
Автори англійськоюSasaki, Masayoshi, Sumitani, Katsutoshi, Goto, Kunio
Автори російськоюГото Кунио
МПК / Мітки
МПК: C09D 5/08, C10M 155/02, F16L 15/04, C10N 30/12, E21B 17/02, F16L 58/04
Мітки: сталевої, нарізне, з'єднання, трубі
Код посилання
<a href="https://ua.patents.su/15-112576-narizne-zehdnannya-dlya-stalevo-trubi.html" target="_blank" rel="follow" title="База патентів України">Нарізне з’єднання для сталевої труби</a>
Низьколегована сталь, безшовні сталеві труби нафтопромислового сортаменту і спосіб виготовлення безшовної сталевої труби
Номер патенту: 90947
Опубліковано: 10.06.2010
Автори: Томомацу Куніакі, Абе Тосіхару, Омура Томохіко, Араі Юдзі
МПК: C22C 38/22, C22C 38/28
Мітки: сталь, трубі, сортаменту, сталеві, безшовні, низьколегована, спосіб, безшовної, нафтопромислового, виготовлення, сталевої
Формула / Реферат:
1. Низьколегована сталь, яка містить, в мас. %: С: 0,10-0,20, Si: 0,05-1,0, Mn: 0,05-1,5, Cr: 1,0-2,0, Mo: 0,05-2,0, Al: 0,10 або менше і Ті: 0,002-0,05, і з одержаним за наступною формулою (1) значенням Секв в 0,65 або більше, а решту складають Fe і домішки, причому серед цих домішок Р становить 0,025 або менше, S - 0,010 або менше, N - 0,007 або менше і В - менше 0,0003, і число на одиницю площі виділень типу М23С6, де М - елемент-метал,...
Різьбове з’єднання для сталевої труби
Номер патенту: 110896
Опубліковано: 25.02.2016
Автори: Оку Юсуке, Сугіно Масаакі, Ямамото Тацуя, Елдер Расселл
МПК: F16L 15/04, E21B 17/042
Мітки: сталевої, трубі, різьбове, з'єднання
Формула / Реферат:
1. Різьбове з'єднання для сталевої труби, яке включає: ніпель, який включає частину з зовнішньою різьбою, утворену двоступінчастою різьбою, і ущільнювальну поверхню, яка включає конічну поверхню та криволінійну поверхню, яка межує з конічною поверхнею, причому ущільнювальна поверхня ніпеля є утвореною на проміжній частині двоступінчастої різьби; та муфту, яка включає частину з внутрішньою різьбою, утворену двоступінчастою...
Сталь для виготовлення безшовної сталевої труби для нафтових і/або газових свердловин (варіанти) і спосіб виробництва безшовної труби з цієї сталі
Номер патенту: 82007
Опубліковано: 25.02.2008
Автори: Араі Юдзі, Накамура Кейіті, Омура Томохіко
МПК: C22C 38/28, C21D 8/10, C22C 38/00, C21D 9/08, C22C 38/22, C22C 38/32
Мітки: сталі, сталь, виробництва, цієї, свердловин, варіанти, нафтових, спосіб, безшовної, трубі, сталевої, газових, виготовлення
Формула / Реферат:
1. Сталь для виготовлення безшовної сталевої труби для нафтових і/або газових свердловин, яка містить, у мас. %: 0,1-0,20 С, 0,05-1,0 Si, 0,05-1,0 Mn, 0,05-1,5 Cr, 0,05-1,0 Mo, ≤ 0,10 Al, 0,002-0,05 Ti, 0,0003-0,005 B, решта Fe та домішки, в яких ≤ 0,025 P, ≤ 0,01 S, ≤ 0,007 N і з величиною А ≥ 0,43, визначеною за наступним рівнянням (1) A= С+(Mn/6)+(Cr/5)+(Mo/3) (1), де у рівнянні (1)...
Спосіб виготовлення безшовної сталевої труби
Номер патенту: 90116
Опубліковано: 12.04.2010
Автори: Прассер Крістоф, Візер Руперт, Кюммерлінг Ролф, Віденмаєр Стефан, Коппенштайнер Роберт, Лефебвр Пьєр
МПК: B21J 5/06, B21J 7/00, B21B 23/00, B21J 5/00, B21J 13/00
Мітки: безшовної, виготовлення, спосіб, трубі, сталевої
Формула / Реферат:
1. Спосіб виготовлення безшовної сталевої труби, згідно з яким трубу виготовляють гарячим способом, при якому з нагрітої до температури деформації болванки на першому етапі деформації шляхом прошивки одержують товстостінну порожнисту заготовку, яку потім на другому етапі деформації витягують при зміні діаметра та товщини стінки і одержують готову трубу, який відрізняється тим, що другий етап деформації характеризується процесом радіального...
Спосіб виготовлення сталевої труби великого діаметра
Номер патенту: 103024
Опубліковано: 10.09.2013
Автори: Бейссул Йохем, Рейхел Тило
МПК: B21D 5/10, B21D 3/10, B21C 37/08, B21C 37/30
Мітки: діаметра, трубі, сталевої, великого, спосіб, виготовлення
Формула / Реферат:
1. Спосіб виготовлення сталевої труби, при якому листу або рулону надають форму в процесі гнуття, одержуючи тіло труби (1.2) з круглим поперечним перерізом, зварюють його в подальшому процесі зварювання (b) в подовжньому напрямі, сполучаючи звернені один до одного подовжні кромки і одержуючи таким чином суцільний зварний шов, і потім піддають обробці для зняття напруг, який відрізняється тим, що обробку для зняття напруг здійснюють в процесі...
Попередній патент: Спосіб термічної конверсії твердого палива та газогенератор для його здійснення
Наступний патент: Багатоелектродна дугова сталеварна піч
Випадковий патент: Пакування для зберігання і транспортування чорносливу (слив сушених, в'ялених, копчених, з кісточкою або без)