Спосіб виготовлення безшовної сталевої труби
Номер патенту: 90116
Опубліковано: 12.04.2010
Автори: Коппенштайнер Роберт, Віденмаєр Стефан, Прассер Крістоф, Кюммерлінг Ролф, Лефебвр Пьєр, Візер Руперт
Формула / Реферат
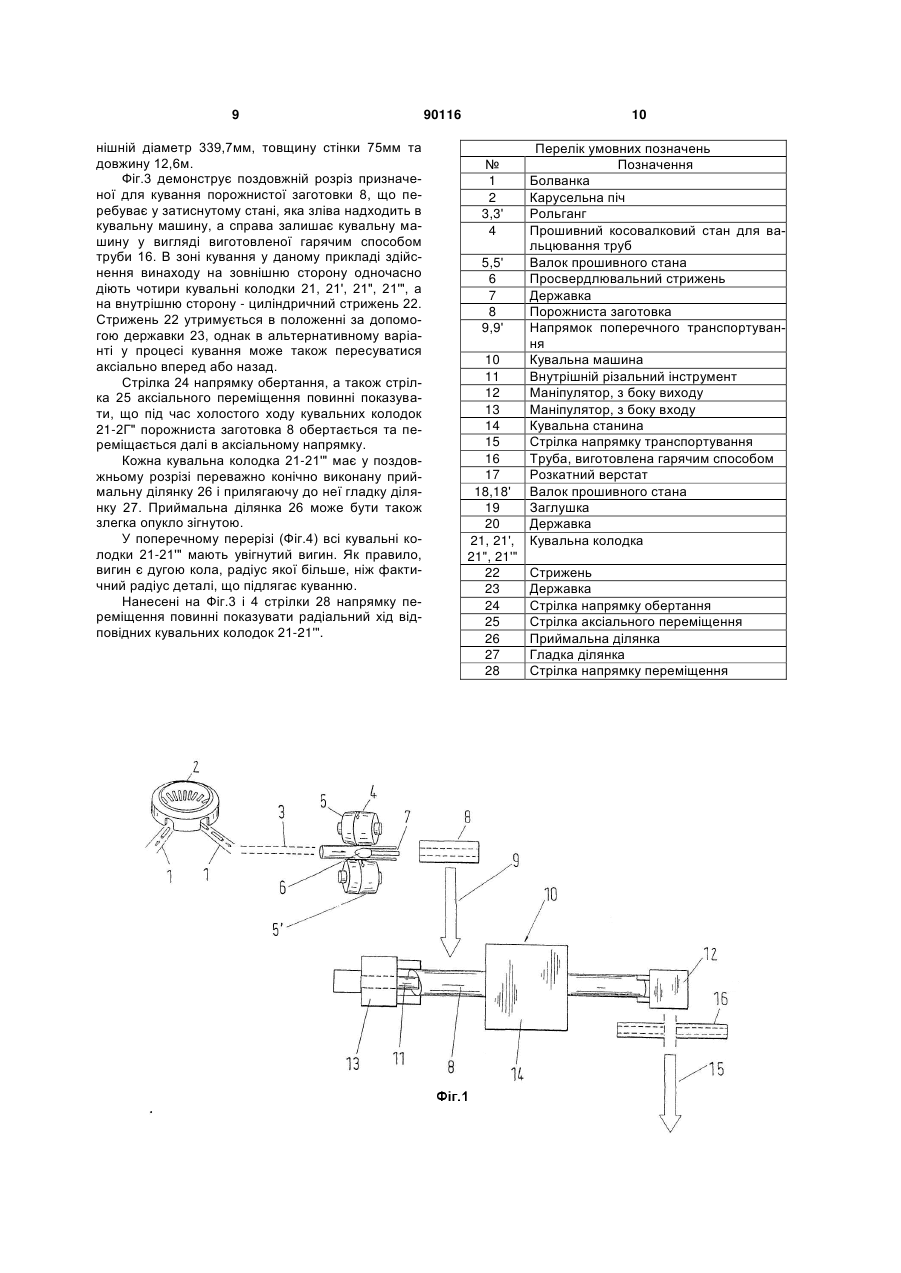
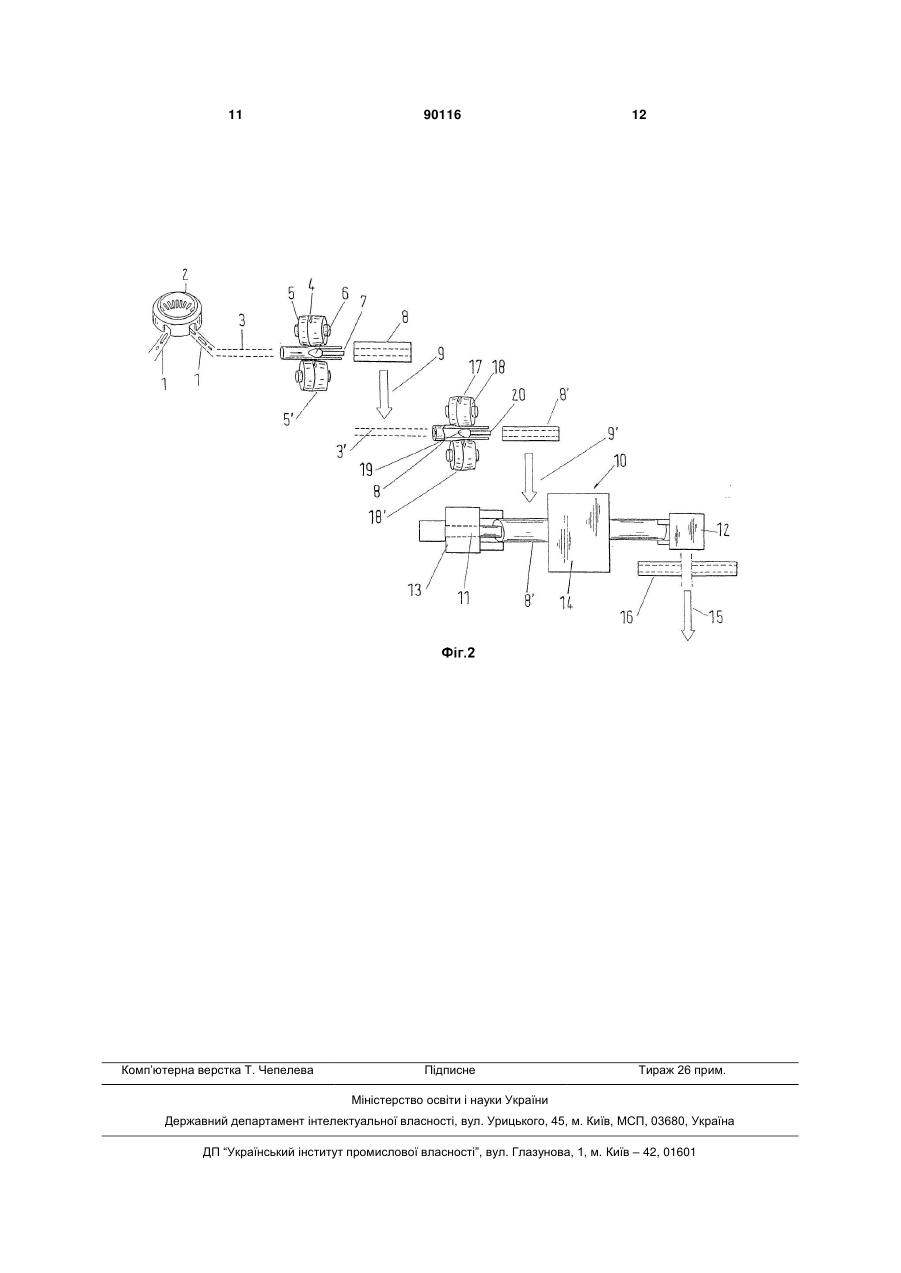
1. Спосіб виготовлення безшовної сталевої труби, згідно з яким трубу виготовляють гарячим способом, при якому з нагрітої до температури деформації болванки на першому етапі деформації шляхом прошивки одержують товстостінну порожнисту заготовку, яку потім на другому етапі деформації витягують при зміні діаметра та товщини стінки і одержують готову трубу, який відрізняється тим, що другий етап деформації характеризується процесом радіального кування із застосуванням внутрішнього різального інструмента, що входить у порожнисту заготовку, і щонайменше двох діючих на зовнішню поверхню порожнистої заготовки кувальних колодок кувальної машини, причому порожниста заготовка під час передачі на наступну операцію у фазі холостого ходу кувальних колодок обертається та аксіально переміщається.
2. Спосіб за п. 1, який відрізняється тим, що обертання та аксіальне переміщення порожнистої заготовки відбувається одночасно або зі зміщенням у часі.
3. Спосіб за п. 1 або 2, який відрізняється тим, що застосовують чотири кувальні колодки, які в одній площині синхронно діють на зовнішню поверхню порожнистої заготовки.
4. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що внутрішній різальний інструмент під час кування нерухомий.
5. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що внутрішній різальний інструмент приводять в рух у тому ж напрямку, в якому здійснюють аксіальну подачу під час кування.
6. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що внутрішній різальний інструмент приводять в рух протилежно аксіальній подачі під час кування.
7. Спосіб за будь-яким з пп. 1-6, який відрізняється тим, що на внутрішню сторону порожнистої заготовки перед початком процесу радіального кування наносять роз'єднувальний та змащувальний засіб.
8. Спосіб за будь-яким з пп. 1-7, який відрізняється тим, що першим етапом деформації є процес пробиття отвору.
9. Спосіб за п. 8, який відрізняється тим, що після пробиття отвору пробивають днище.
10. Спосіб за п. 8, який відрізняється тим, що після пробиття отвору днище відокремлюють.
11. Спосіб за будь-яким з пп. 8-10, який відрізняється тим, що після пробиття отвору та ліквідації днища у порожнистій заготовці всередині та зовні видаляють окалину.
12. Спосіб за п. 8, який відрізняється тим, що після пробиття отвору проводять попереднє витягування шляхом поперечно-гвинтового вальцювання.
13. Спосіб за п. 12, який відрізняється тим, що після поперечно-гвинтового вальцювання всередині порожнистої заготовки видаляють окалину.
14. Спосіб за будь-яким з пп. 1-7, який відрізняється тим, що першим етапом деформації є прошивка за допомогою поперечно-гвинтового вальцювання.
15. Спосіб за п. 14, який відрізняється тим, що після прошивки проводять попереднє витягування за допомогою поперечно-гвинтового вальцювання.
16. Спосіб за одним з пп. 14 і 15, який відрізняється тим, що всередині одержуваної заготовки видаляють окалину.
17. Спосіб за будь-яким з пп. 1-16, який відрізняється тим, що готову трубу піддають термічній обробці.
18. Спосіб за будь-яким з пп. 1-17, який відрізняється тим, що готову трубу рихтують.
19. Спосіб за будь-яким з пп. 1-18, який відрізняється тим, що зовнішню поверхню готової труби обробляють із зняттям стружки.
20. Спосіб за п. 19, який відрізняється тим, що обробка являє собою шліфування.
Текст
1. Спосіб виготовлення безшовної сталевої труби, згідно з яким трубу виготовляють гарячим способом, при якому з нагрітої до температури деформації болванки на першому етапі деформації шляхом прошивки одержують товстостінну порожнисту заготовку, яку потім на другому етапі деформації витягують при зміні діаметра та товщини стінки і одержують готову трубу, який відрізняється тим, що другий етап деформації характеризується процесом радіального кування із застосуванням внутрішнього різального інструмента, що входить у порожнисту заготовку, і щонайменше двох діючих на зовнішню поверхню порожнистої заготовки кувальних колодок кувальної машини, причому порожниста заготовка під час передачі на наступну операцію у фазі холостого ходу кувальних колодок обертається та аксіально переміщається. 2. Спосіб за п.1, який відрізняється тим, що обертання та аксіальне переміщення порожнистої заготовки відбувається одночасно або зі зміщенням у часі. 2 (19) 1 3 90116 4 15. Спосіб за п.14, який відрізняється тим, що після прошивки проводять попереднє витягування за допомогою поперечно-гвинтового вальцювання. 16. Спосіб за одним з пп.14 і 15, який відрізняється тим, що всередині одержуваної заготовки видаляють окалину. 17. Спосіб за будь-яким з пп.1-16, який відрізняється тим, що готову трубу піддають термічній обробці. 18. Спосіб за будь-яким з пп.1-17, який відрізняється тим, що готову трубу рихтують. 19. Спосіб за будь-яким з пп.1-18, який відрізняється тим, що зовнішню поверхню готової труби обробляють із зняттям стружки. 20. Спосіб за п.19, який відрізняється тим, що обробка являє собою шліфування. Винахід стосується способу виготовлення безшовної сталевої труби, виготовленої гарячим способом, відповідно до обмежувальної частини пункту 1 формули винаходу. Згідно з винаходом братів Маннесман щодо виготовлення з нагрітої болванки товстостінної порожнистої трубної заготовки пропонувалися різні способи витягування цієї порожнистої трубної заготовки при тій же самій температурі на подальшому етапі теплової обробки. Ключовими словами при цьому є: метод безперервного вальцювання, метод прошивного вальцювання і пільгерний метод (Довідник з сталевих труб, 10-е видання, видавництво Vulkan, м. Ессен, 1986p., Ill спосіб виготовлення). Всі перелічені способи мають свої переваги для різних діапазонів габаритів та для різних матеріалів, причому мають місце і дублювання. Для середнього діапазону габаритів від 5" до 18" використовуються методи безперервного вальцювання та метод прошивного вальцювання, для діапазону габаритів до 26" - пільгерний метод. При більш товстій стінці, >30мм, метод безперервного вальцювання та метод прошивного вальцювання використовуються менше, тоді як пільгерний метод, хоча й не має проблем з товщиною стінки, але має більш тривалий виробничий цикл. Недоліком всіх перелічених способів є більш або менш довгий час переналагодження при зміні габаритів. Типовими для виготовлення безшовних труб з нагрітої болванки є три етапи: прошивка - витягування - редукційне вальцювання (H.Biller, Das Walzen nahtloser Rohre Probleme der Verfahrensauswahl, Stahl und Eisen (Вальцювання безшовних труб - проблеми вибору способу, сталь та чавун) 106 (1986), №9, стор.431-437). Вже давно робилися спроби заощадити на одному етапі для зниження витрат на виготовлення та капітальних витрат. Ці спроби до цього часу були мало результативними. З DE 1 906 961 А1 відомий спосіб виготовлення безшовних труб з порожнистих деталей, виготовлених методом безперервного лиття. При цьому відомому способі литий пруток розділяється і відповідний фрагмент за допомогою внутрішнього різального інструмента та гарячого вальцювання в кувальних вальцях попередньо витягується. Потім попередньо витягнений фрагмент на безперервному прокатному стані розвальцьовується в трубну заготовку і за допомогою подальшої редукційної розтяжки з неї виготовляється готова труба. Цей запропонований спосіб повинен застосовуватися у масовому виробництві труб з малими діаметрами з порожнистих деталей, виготовлених методом безперервного лиття. Пропозиція повинна допомогти подолати проблему великого навантаження валків прошивного стана при попередньому витягуванні. Задачею винаходу є надання відомостей про спосіб виготовлення безшовних, виготовлених гарячим способом, сталевих труб, який передбачений для діапазону габаритів від 5" до 30" зовнішнього діаметра та товщини стінок 0,1 зовнішній діаметр для діапазону від 5" до
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing seamless steel tube
Автори англійськоюPrasser Christoph, Kuemmerling Rolf, Wiedenmaier Stefan, Lefebvre Pierre, Wieser Rupert, Koppensteiner Robert
Назва патенту російськоюСпособ изготовления бесшовной стальной трубы
Автори російськоюПрассер Кристоф, Кюммерлинг Ролф, Виденмайер Стефан, Лефебвр Пьер, Визер Руперт, Коппенштайнер Роберт
МПК / Мітки
МПК: B21J 13/00, B21J 5/00, B21J 7/00, B21B 23/00, B21J 5/06
Мітки: трубі, спосіб, виготовлення, безшовної, сталевої
Код посилання
<a href="https://ua.patents.su/6-90116-sposib-vigotovlennya-bezshovno-stalevo-trubi.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення безшовної сталевої труби</a>
Сталь для виготовлення безшовної сталевої труби для нафтових і/або газових свердловин (варіанти) і спосіб виробництва безшовної труби з цієї сталі
Номер патенту: 82007
Опубліковано: 25.02.2008
Автори: Накамура Кейіті, Омура Томохіко, Араі Юдзі
МПК: C22C 38/00, C21D 9/08, C21D 8/10, C22C 38/32, C22C 38/28, C22C 38/22
Мітки: виготовлення, сталі, спосіб, цієї, сталевої, нафтових, варіанти, свердловин, сталь, виробництва, безшовної, газових, трубі
Формула / Реферат:
1. Сталь для виготовлення безшовної сталевої труби для нафтових і/або газових свердловин, яка містить, у мас. %: 0,1-0,20 С, 0,05-1,0 Si, 0,05-1,0 Mn, 0,05-1,5 Cr, 0,05-1,0 Mo, ≤ 0,10 Al, 0,002-0,05 Ti, 0,0003-0,005 B, решта Fe та домішки, в яких ≤ 0,025 P, ≤ 0,01 S, ≤ 0,007 N і з величиною А ≥ 0,43, визначеною за наступним рівнянням (1) A= С+(Mn/6)+(Cr/5)+(Mo/3) (1), де у рівнянні (1)...
Спосіб виготовлення холоднотягнутої прецизійної сталевої труби
Номер патенту: 88573
Опубліковано: 26.10.2009
Автори: Муссманн Вольфганг, Зее Лотар, Герціг Свен, Зікмеєр Йозеф
МПК: C21D 6/00, C22C 38/22, C22C 38/04, C21D 9/08, C21D 1/18, C22C 38/12, C22C 38/08
Мітки: прецизійної, спосіб, холоднотягнутої, сталевої, виготовлення, трубі
Формула / Реферат:
1. Спосіб виготовлення холоднотягнутої прецизійної сталевої труби, що працює під тиском, сталь якої містить наступний хімічний склад компонентів, мас. %:С 0,05-0,25Si 0,15-1,00Mn 1,00-3,50Al 0,02-0,06V до 0,20N до 0,15S до 0,03,з доданням до нього за вибором одного або декількох легуючих елементів Cr, Mo, Ni, W, Ті або Nb, а також...
Сталь для труби, призначеної для нафтової свердловини, яка має високий опір розтріскуванню під дією напружень в сульфідовмісному середовищі, і спосіб одержання безшовної стальної труби для нафтової свердловини
Номер патенту: 88359
Опубліковано: 12.10.2009
Автор: Омура Томохіко
МПК: C22C 38/00, C21D 8/10
Мітки: сульфідовмісному, яка, має, стальної, нафтової, трубі, свердловини, сталь, напружень, високий, безшовної, розтріскуванню, дією, опір, призначеної, середовищі, спосіб, одержання
Формула / Реферат:
1. Сталь для труби, призначеної для нафтової свердловини, яка має високий опір розтріскуванню під дією напружень у сульфідовмісному середовищі, яка відрізняється тим, що містить, в мас. %: С від 0,30 до 0,60 %, Si від 0,05 до 0,5 %, Мn від 0,05 до 1,0 %, Al від 0,005 до 0,10 %, Сr+Мо від 1,5 до 3,0 %, при цьому вміст Мо становить 0,5 % або більше, V від 0,05 до 0,3 %, N до 0,03 %, і баланс у вигляді Fe і забруднюючих...
Спосіб виготовлення багатопорожнинних виробів вивертанням труби
Номер патенту: 61236
Опубліковано: 17.11.2003
Автори: Маковецький Олександр Володимирович, Маковецький Володимир Володимирович
МПК: B21D 41/00
Мітки: спосіб, вивертанням, трубі, виготовлення, багатопорожнинних, виробів
Формула / Реферат:
Спосіб виготовлення багатопорожнинних виробів вивертанням труби, при якому на заготовці одержують ділянки з більшим та меншим діаметрами і виконують вивертання під дією пуансона, який відрізняється тим, що вивертання здійснюється з безперервним локальним підігрівом і охолодженням заготовки в зоні радіуса вільного гнуття з одночасним переміщенням пуансона з швидкістю, рівною швидкості прогріву вздовж осі заготовки.
Спосіб безперервного виготовлення двостінної труби, двостінна труба, виготовлена відповідно до способу, та пристрій для безперервного виготовлення двостінної труби
Номер патенту: 85421
Опубліковано: 26.01.2009
Автор: Хеглер Ральф-Петер
МПК: B29C 47/12, B29C 49/78, B29C 47/92, B29C 49/00
Мітки: виготовлення, двостінна, пристрій, способу, спосіб, відповідно, труба, двостінної, трубі, виготовлена, безперервного
Формула / Реферат:
1. Спосіб безперервного виготовлення двостінної труби (10) з гладкою внутрішньою трубою (39') і зовнішньою трубою (37'), яка з'єднана з внутрішньою трубою (39') зварюванням та має гребені (38); муфту (41) труби; та центральну поздовжню вісь (18); у якому:- екструдують зовнішню трубу (37) концентрично центральній поздовжній осі (18);- гофрують зовнішню трубу (37) гребенями (38) і западинами (40) за допомогою часткового вакууму,...
Попередній патент: Багатошарова скляна панель, прошарок скляної панелі
Випадковий патент: Печиво "цілюще зернятко"