Спосіб прикріплення деталі до упаковки, спосіб виробництва пакета та пристрій для його здійснення, пристрій для використання у виробництві пакета, спосіб прикріплення деталей до стінок упаковок, пристрій для пр
Номер патенту: 66786
Опубліковано: 15.06.2004
Автори: Скіннер Едвард Алберт, Уебер Джон, Рочел Роберт Едвін
Формула / Реферат
1. Спосіб прикріплення деталі до упаковки, який включає утворення першого пакета шляхом формування першої упаковки, наповнення упаковки продуктом, запечатування заповненої упаковки і, потім, переміщення першої упаковки засобами пересування, який відрізняється тим, що далі у зазначених засобах пересування встановлюють засоби прикріплення без зміни названих засобів пересування, утворюють другий пакет шляхом формування другої упаковки, заповнюють другу упаковку продуктом, запечатують заповнену другу упаковку, пересувають другу упаковку зазначеними засобами пересування та пускають в дію названі засоби прикріплення для приєднання деталі до зовнішньої поверхні заповненої та запечатаної другої упаковки.
2. Спосіб за п. 1, який відрізняється тим, що зазначене встановлення полягає в тому, що названі засоби прикріплення встановлюють над засобами пересування.
3. Спосіб за п. 1 або п. 2, який відрізняється тим, що за допомогою зазначених засобів пересування запобігають пересуванню кожної упаковки відносно та вздовж або поперек названих засобів пересування при переміщенні ними упаковки.
4. Спосіб за п. 1 або п. 2, який відрізняється тим, що названі засоби пересування дають змогу кожній упаковці пересуватись вздовж та відносно зазначених засобів пересування при переміщенні ними упаковки, встановлення названих засобів прикріплення супроводжують встановленням близько та паралельно до зазначених засобів пересування і без зміни названих засобів пересування других засобів пересування, які запобігають переміщенню зазначеної другої упаковки відносно та вздовж чи поперек цих засобів пересування при переміщенні ними упаковки, і зазначене пересування цієї другої упаковки за названими засобами прикріплення здійснюють зазначеними другими засобами пересування.
5. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що для прикріплення наносять клейку речовину на названу зовнішню поверхню заповненої і запечатаної другої упаковки, щоб утворити смужку в формі замкнутого контуру з клейкої речовини, та прикладають до цієї смужки кільцевої частини названої деталі, причому форма кільцевої частини відповідає формі смужки.
6. Спосіб за п. 5, який відрізняється тим, що зазначену смужку простягають навколо отвору чи замкнутого контуру послаблення на зазначеній зовнішній поверхні.
7. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що зазначене прикріплення включає такі етапи:
a) нагрівання до наперед визначеної температури частини названої зовнішньої поверхні заповненої та запечатаної другої упаковки;
b) одержання зазначеної деталі приймальним пристроєм від подавального пристрою;
c) пересування зазначеного приймального пристрою так, щоб піддати вибрану частину поверхні названої деталі дії джерела тепла з метою нагрівання цієї вибраної частини поверхні до наперед визначеної температури;
d) подальше пересування названого приймального пристрою так, щоб встановити нагріту частину поверхні зазначеної деталі на нагріту частину поверхні названої другої упаковки; та
e) притискання охолодженої опори до вибраної поверхні зазначеної деталі для приєднання нагрітої частини поверхні цієї деталі до зазначеної нагрітої частини поверхні названої другої упаковки.
8. Спосіб за п. 7, який відрізняється тим, що кожне з зазначених пересувань приймального пристрою так, щоб піддати вибрану частину поверхні названої деталі дії джерела тепла з метою нагрівання цієї вибраної частини поверхні до наперед визначеної температури, і зазначених пересувань приймального пристрою так, щоб встановити нагріту частину поверхні зазначеної деталі на нагріту частину поверхні названої другої упаковки, включає поворот цього приймального пристрою.
9. Спосіб за п. 7 або п. 8, який відрізняється тим, що зазначене пересування приймального пристрою так, щоб встановити нагріту частину поверхні зазначеної деталі на нагріту частину поверхні названої другої упаковки, включає висування поршня, встановленого на осі гідравлічного поршневого пристрою, на якому розташований названий приймальний пристрій.
10. Пристрій для виробництва пакета, який включає засоби формування для утворення упаковки, засоби наповнення, розташовані після зазначених засобів формування для заповнення упаковки продуктом, засоби запечатування, розташовані після названих засобів заповнення для запечатування заповненої упаковки, засоби прикріплення, встановлені після зазначених запечатувальних засобів для прикріплення названої деталі до зовнішньої поверхні заповненої та запечатаної упаковки, та засоби пересування, які проходять, по черзі, через зазначені засоби формування, засоби наповнення, засоби запечатування та засоби прикріплення, для пересування названої упаковки, по черзі, через зазначені засоби формування, засоби наповнення, засоби запечатування та засоби прикріплення, який відрізняється тим, що названі засоби прикріплення встановлені поряд з зазначеними засобами пересування без зміни цих засобів пересування.
11. Пристрій за п. 10, який відрізняється тим, що зазначені засоби пересування виконанні з можливістю запобігання пересуванню названої упаковки відносно та вздовж або поперек названих засобів пересування при переміщенні ними упаковки.
12. Пристрій за п. 10 або п. 11, який відрізняється тим, що названі засоби пересування виконані з можливістю надання названій упаковці пересування вздовж та відносно зазначених засобів пересування при переміщенні ними упаковки, і додатково ще має другі засоби пересування, встановлені паралельно до перших зазначених засобів, які проходять за названими засобами прикріплення і запобігають переміщенню зазначеної упаковки відносно та вздовж чи поперек цих других засобів пересування при переміщенні ними упаковки.
13. Пристрій за будь-яким одним з пп. 10 - 12, який відрізняється тим, що зазначені засоби прикріплення містять засоби нанесення клейкої речовини, що мають сопло для випускання струменя клейкої речовини на зазначену зовнішню поверхню та засоби пересування сопла, які переміщають зазначене сопло по замкнутому контуру, таким чином, щоб утворити на названій зовнішній поверхні смужку клейкої речовини у формі замкнутого контуру, і в якому зазначені засоби прикріплення мають засоби встановлення деталі для встановлення кільцевої частини такої деталі на зазначену смужку.
14. Пристрій за будь-яким одним з пп. 10 - 13, який відрізняється тим, що названі засоби прикріплення містять засоби нагрівання для нагрівання до наперед визначеної температури частини названої зовнішньої поверхні, приймальний пристрій для приймання зазначеної деталі з подавального пристрою, джерело тепла для нагрівання частини поверхні зазначеної деталі до наперед визначеної температури, засоби пересування для переміщення названого приймального пристрою таким чином, щоб піддати названу деталь, що знаходиться в ньому, дії зазначеного джерела тепла, та для подальшого пересування цього приймального пристрою так, щоб встановити нагріту частину поверхні деталі на нагріту частину поверхні упаковки, охолоджену опору та засоби притискання для притискання зазначеної охолодженої опори до вибраної поверхні названої деталі для прикріплення зазначеної нагрітої частини поверхні названої деталі до зазначеної нагрітої частини поверхні названої упаковки.
15. Пристрій за п. 14, який відрізняється тим, що зазначені засоби пересування мають засоби повороту для здійснення повороту приймального пристрою навколо осі обертання.
16. Пристрій за п. 15, який відрізняється тим, що зазначений приймальний пристрій встановлено на поршні, який здійснює зворотно-поступальний рух, встановленого на осі гідравлічного поршневого пристрою, а опора розташована на кінці поршня, що здійснює зворотно-поступальний рух стаціонарно встановленого гідравлічного поршневого пристрою і служить для проштовхування деталі від подавального пристрою до приймального пристрою.
17. Пристрій за будь-яким одним з пп. 14 - 16, який відрізняється тим, що зазначені засоби нагрівання мають нагрітий інструмент на поршні, що здійснює зворотно-поступальний рух, гідравлічного поршневого пристрою.
18. Пристрій за будь-яким одним з пп. 14 - 17, який відрізняється тим, що зазначене джерело тепла являє собою нагрівний інструмент, встановлений на поршні, що здійснює зворотно-поступальний рух, гідравлічного поршневого пристрою.
19. Пристрій за будь-яким одним з пп. 14 - 18, який відрізняється тим, що зазначену охолоджену опору встановлено на поршні, що здійснює зворотно-поступальний рух, гідравлічного поршневого пристрою.
20. Спосіб виробництва пакета, який включає формування упаковки, наповнення її продуктом, запечатування верхньої частини заповненої упаковки та прикріплення кільцевої частини носика для виливання шляхом приклеювання до поверненої вверх зовнішньої поверхні заповненої та запечатаної упаковки, який відрізняється тим, що зазначене прикріплення передбачає нанесення названої клейкої речовини на названу зовнішню поверхню заповненої та запечатаної упаковки для утворення смужки у вигляді замкнутого контуру з клейкої речовини і прикладання зазначеної кільцевої частини до названої смужки, яка має форму, що відповідає формі зазначеної кільцевої частини.
21. Пристрій для використання у виробництві пакета, який містить засоби пересування, засоби формування поряд з названими засобами пересування для утворення упаковки на цих засобах пересування, засоби заповнювання поряд з зазначеними засобами пересування для заповнення утвореної упаковки, засоби запечатування зверху, прилеглі до названих засобів пересування, для запечатування верхньої частини заповненої упаковки та засоби прикріплення деталей поряд з названими засобами пересування для прикріплення носиків для виливання до повернутої вгору зовнішньої поверхні заповнених та запечатаних упаковок, який відрізняється тим, що зазначені засоби прикріплення деталей включають засоби нанесення клейкої речовини для випускання потоку клейкої речовини на зазначену зовнішню поверхню заповненої та запечатаної упаковки, засоби зміщення струменя, складені так, щоб пересувати названий потік відносно зазначеної зовнішньої поверхні для утворення на цій зовнішній поверхні клейкої смужки у формі замкнутого контуру з клейкої речовини, та засоби прикріплення для прикладання частини деталі до зазначеної смужки з метою прикріплення такої деталі до названої упаковки.
22. Спосіб прикріплення деталей до стінок упаковки, який відрізняється тим, що складається з таких етапів:
a) нагрівання до наперед визначеної температури поверхні вибраної стінки вертикально розташованої упаковки;
b) одержання деталі приймальним пристроєм від подавального пристрою;
c) пересування зазначеного приймального пристрою так, щоб піддати вибрану поверхню названої деталі дії тепла, що виходить з джерела тепла, з метою нагрівання цієї поверхні до наперед визначеної температури;
d) подальше пересування названого приймального пристрою так, щоб встановити нагріту поверхню зазначеної деталі на зазначену поверхню названої вертикально поставленої упаковки; та
e) притискання охолодженої опори до іншої вибраної поверхні зазначеної деталі для прикріплення названої нагрітої її поверхні до зазначеної нагрітої поверхні розташованої вертикально упаковки.
23. Спосіб за п. 22, який відрізняється тим, що зазначене пересування приймального пристрою так, щоб піддати вибрану поверхню названої деталі дії тепла, що виходить з джерела тепла, з метою нагрівання цієї поверхні до наперед визначеної температури, та зазначене подальше пересування приймального пристрою так, щоб встановити нагріту поверхню зазначеної деталі на зазначену поверхню названої вертикально поставленої упаковки, включає поворот.
24. Пристрій для приймання деталі та встановлення її на вибрану стінку розташованої вертикально упаковки, який відрізняється тим, що має встановлений на осі гідравлічний поршневий пристрій, на якому встановлено приймальний пристрій, який здійснює зворотно-поступальний рух, перший стаціонарно встановлений гідравлічний поршневий пристрій, що має розташовану на ньому опору, яка здійснює зворотно-поступальний рух для проштовхування зазначеної деталі з напрямного пристрою у названий приймальний пристрій, другий стаціонарно встановлений гідравлічний поршневий пристрій, що має встановлений на ньому нагрітий інструмент, який здійснює зворотно-поступальний рух для нагрівання поверхні названої деталі після повертання цієї деталі у вирівняне з ним положення встановленим на осі поршневим пристроєм, і встановлений на осі поршневий пристрій, призначений для розміщення названої нагрітої поверхні зазначеної деталі на вибраній стінці після подальшого повертання.
Текст
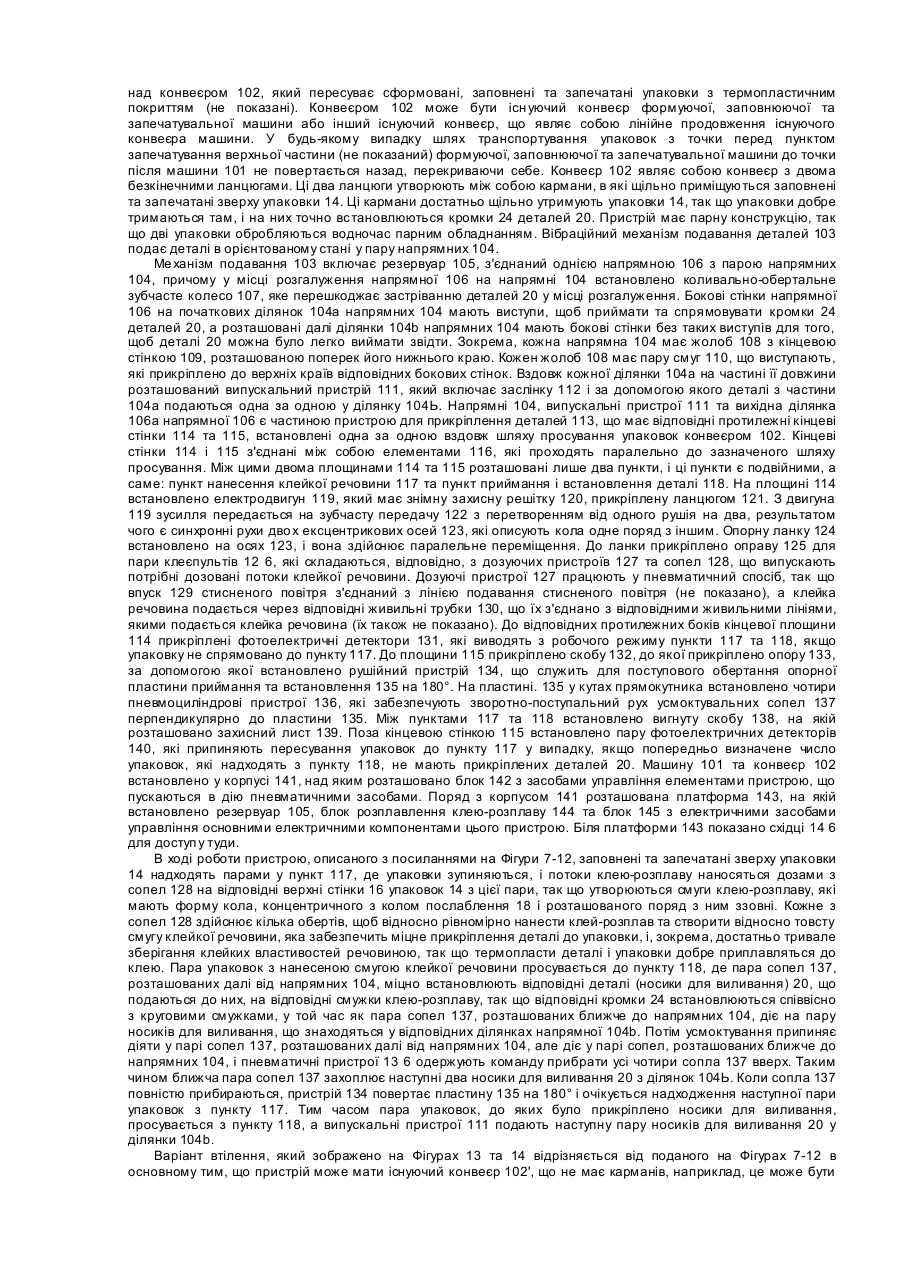
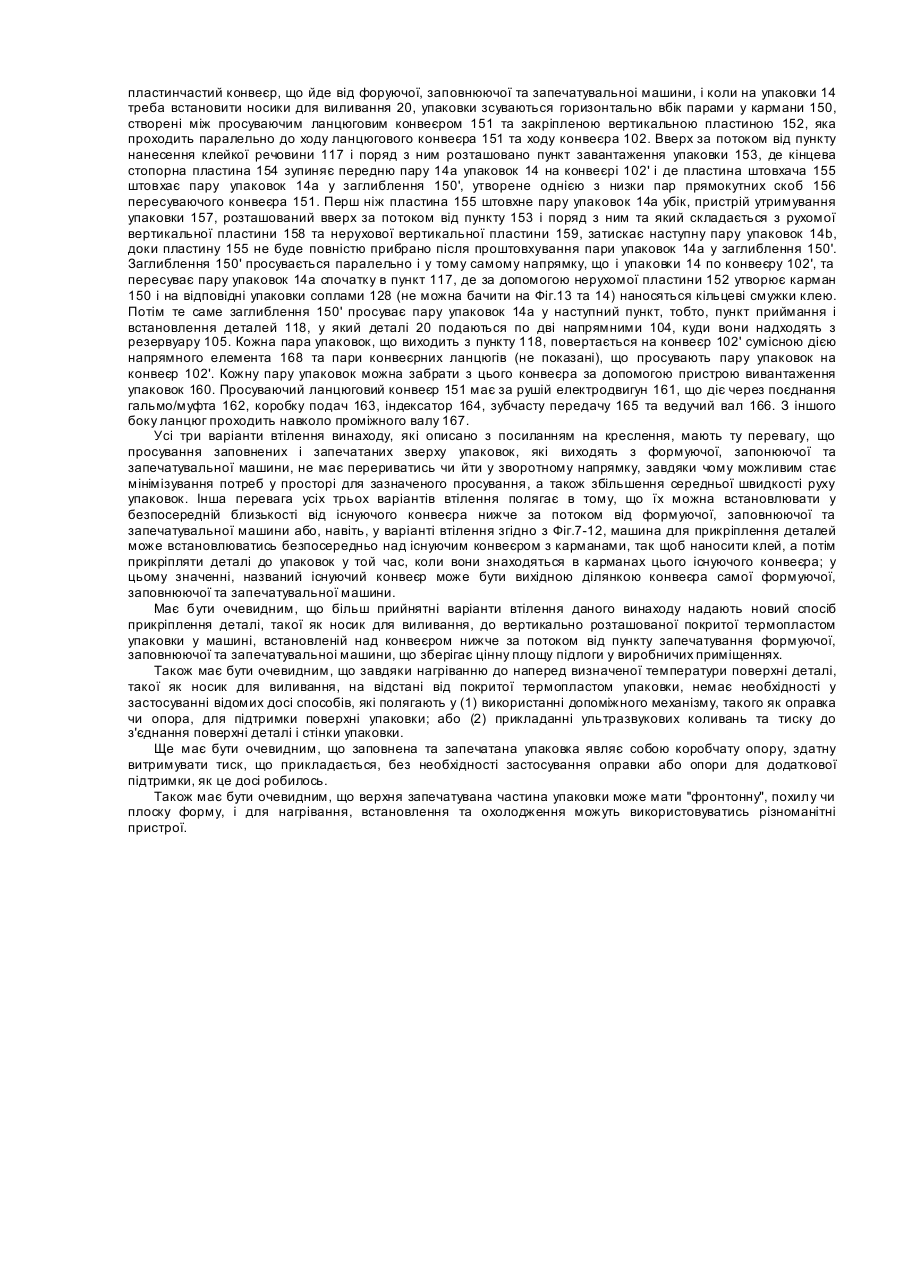
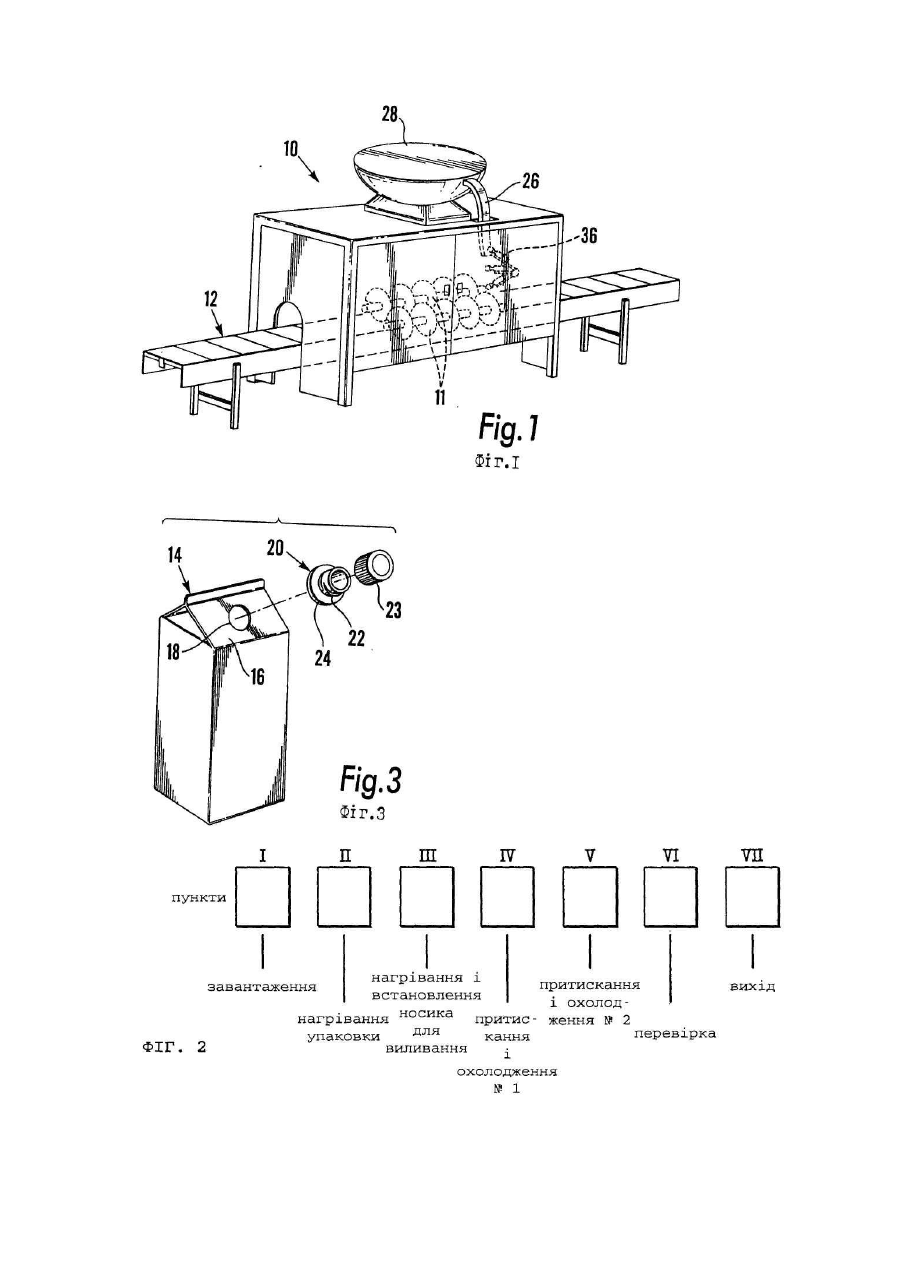
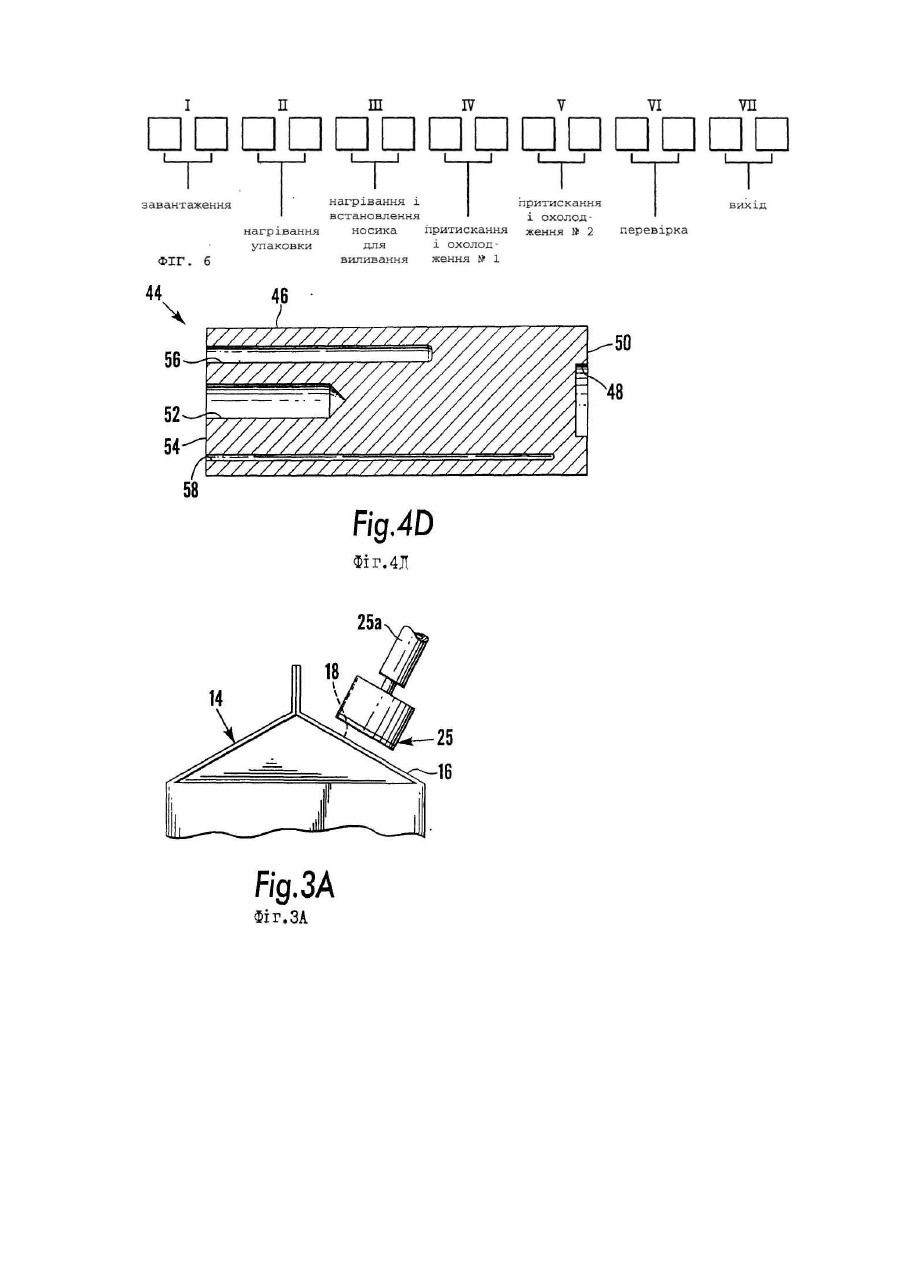
Цей винахід стосується пристрою та способу прикріплення предмету до упаковки взагалі і, більш конкретно, такого пристрою і способу, де не потрібен допоміжний механізм, такий як оправка або опора. Досі предмети, такі як носик для виливання, прикріплювались до покритих термопластом стінок упаковки у такі способи. В US-A-4,813,578 застосовується такий спосіб: Оправка вводиться у відкриту у нерухомому стані горловину упаковки, оправка примикає до внутрішньої поверхні бар'єрного шару і утворює допоміжну опору. Зовнішня поверхня "фронтонної" верхньої стінки в безпосередній близькості навколо отвору піддається дії гарячого повітря або променистої енергії, щоб зробити м'яким поліетиленове покриття, кромка носика для виливання приміщується на зм'якшений шар, щоб ця кромка приклеїлася до стінки. Зовнішня оправка також використовується, щоб притиснути одержану конструкцію до розташованої всередині оправки. Це притискальне зусилля підтримується, доки покриття не охолодиться і, таким чином, кромка міцно приклеїться до стінки. Можуть застосовуватись і інші способи, як, наприклад, приклеювання за допомогою ультразвуку чи імпульсне нагрівання. US-A-5,249,695 лише повторює те, що прикріплення до картонної стінки, покритої полімером, здійснюється шляхом приварювання чи іншого приклеювання кромки носика для виливання до полімерного покриття. В кожному з US-A-4,964,562 і US-A-5,152,438 використовується ультразвукове запечатування з рупором та допоміжною опорною оправкою, що діють навколо відповідних отворів для виливання . У US-A-4,948,015 розкривається використання ультразвукового рупора для прикріплення кромки носика для виливання до внутрішньої чи задньої поверхні стінки упаковки навколо отвору для виливання. В US-A-4,669,640 пропонується наплавлення кромки носика для виливання до внутрішньої поверхні картонної "фронтонної" верхньої стінки у термальний чи ультразвуковий спосіб. В US-A-5,088,643 заявляється, що носик для виливання, більш прийнятно, приклеюється до зовнішньої поверхні стінки упаковки імпульсним нагріванням під тиском, таким як ультразвукове запечатування, хоча, при бажанні, можуть .застосовуватись інші способи. US-A-4,925,034 розкриває прикріплення носика для виливання до верхньої зовнішньої поверхні упаковки шляхом приклеювання клеєм-розплавом. US-A-5,101,999 пропонує, що носик або закупорювальний засіб "прикріплюється до верхньої частини упаковки за допомогою будь-яких підхожих засобів, таких як клейка речовина, що наноситься на нижню поверхню закупорювального засобу, який треба прикріпити до верхньої частини упаковки". У випадку, коли упаковка покрита зовнішнім термопластичним шаром з поліетилену, який перешкоджає такому приклеюванню, можуть бути виконані надрізи по периметру, які можуть бути з убчастими або перфорованими розрізами. Такі зубці або перфоровані розрізи мають лише проникати крізь зовнішній шар поліетилену, щоб дати змогу клею зв'язатись з нижчим носієм або паперовим шаром. У WO-A-88/05012 розкривається упаковка, що має частину вер хньої кромки, до якої прикріпляється ламінована кришка. Суміжна поверхня кришки нагрівається до температури вище її точки плавлення, і таким чином, прикріпляється до кромкової частини. WO-A-96/39332, права на який належать заявнику даного винаходу, розкриває носик для виливання, що прикріплюється до упаковки з продуктом, який може виливатись, у місці, де зазначений пакет має один з надрізів, виконаних не на повну товщин у, та отвір, утворений там. Названий носик для виливання включає в себе корпус і може мати встановлену на ньому знімну кришку. Корпус включає внутрішній виступ, зовнішню встановлювальну кромку та вн утрішню торцеву стінку, яка має виріз, що дозволяє їх рухатись як клапан навколо осі стержня. У WO-A-92/14 604 розкривається спосіб та пристрій для прикріплення носика до упаковки з верхом, що відкривається та запечатаним дном. Конвеєр пересуває упаковку послідовно через три пункти. У першому з них діркопробивач робить отвір. У другому пункті пристрій для нанесення клею наносить клейку речовину на місце з'єднання. У третьому пункті пристрій для прикріплення носика встановлює його на підготоване місце. Потім упаковку наповнюють та запечатують зверху. Пристрій для нанесення клею має горизонтальний клеєпульт, який обертається по колу у вертикальній площині для утворення замкнутого кругового контур у з клейкої речовини на вертикальній зовнішній поверхні упаковки навколо отвору, так що це місце буде підготовлене для прикріплення до нього кільцеподібної кромки носика. US-A-5473857 розкриває пристрій для прикріплення пластмасових носиків для виливання до заповнених і запечатаних упаковок, який використовується разом із звичайною виробничою лінію для утворення/заповнення/запечатування пакетів. Пристрій пересуває утворені, заповнені та запечатані упаковки до пункту прикріплення носиків. З цією метою упаковки пересуваються від краю виробничої лінії для утворення/заповнення/запечатування пакетів безперервним конвеєром, який закінчується приймальним столом між парою безперервних конвеєрів; випускальний механізм дає змогу парі конвеєрів пересувати упаковки, одна за одною, до крокуючого скребкового конвеєра, який проходить через пункт прикріплення деталі та пересуває упаковки до безперервного подавального конвеєра. Бункер та сполучений з ним напрямний пристрій подавання самопливом подає ряд деталей до опори пристрою їх прикріплення у пункті прикріплення. Кожна з таких деталей має кромку, нижня поверхня якої покривається клеєм-розплавом, коли деталь проковзує повз ролик на нанесення клею-розплаву. Ме ханізм утримування деталі одержує та позиціонує кожну деталь так, щоб нижня поверхня кромки, покрита клеєм-розплавом була повернутою до зовнішнього боку стінки заповненої упаковки. Опора пристрою прикріплення деталей з перервами пересуває деталі від механізму їх утримування до заповненої упаковки так, щоб вони співпадали з отворами для виливання, притискаючи нижню поверхню кромки, покриту клеєм-розплавом, до пресованого шару на зовнішньому боці стінки упаковки, так що деталь прикріпляється до заповненого і запечатаного пакета. WO-A97/04953 розкриває систему, що подібна до описаної за винятком того, що вона використовується у поєднанні з формуючою-заповнюючою-запечатувальною машиною. WO-A-97/16302 розкриває спосіб прикріплення носика для виливання до упаковки, покритої термопластом, в якому заповнені та запечатані упаковки з "фронтонною" верхньою частиною спрямовуються у шаговий поворотний магазин, де кожен з множини приймальних пристроїв, що хитаються та обертаються разом з поворотним магазином, захоплює носик для виливання, пересуває цю деталь до джерела тепла, щоб зробити липкою нижню поверхню кромки носика, і встановлює деталь на попередньо нагріту частину верхньої стінки упаковки навколо отвору або її ділянки, яку навмисно послаблено, з метою з'єднання разом носика та стінки. Приймальні пристрої безперервно охолоджуються, щоб сприяти з'єднуванню. На практиці, частину конвеєра з плоскою поверхнею, що проходить від формуючої-заповнюючої-запечату-вальної машини до машини для упаковки в тару, буде змінено, щоб пристосувати її до пристрою, який прикріпляє деталі до упаковок. Згідно з одним аспектом цього винаходу запропоновано спосіб, який включає утворення першого пакета шляхом формування першої упаковки, наповнення упаковки продуктом, запечатування заповненої упаковки і, потім, переміщення її засобами пересування, та який відрізняється тим, що далі у зазначених засобів пересування встановлюються засоби прикріплення без зміни названих засобів пересування, і другий пакет утворюється шляхом формування другої упаковки, заповнення другої упаковки продуктом, запечатування заповненої другої упаковки, пересування другої упаковки зазначеними засобами пересування та пускання в дію названих засобів прикріплення з метою приєднання деталі до зовнішньої поверхні заповненої та запечатаної другої упаковки. Відповідно до другого аспекту даного винаходу пропонується пристрій для виробництва пакета, який включає засоби формування для утворення упаковки, засоби наповнення, розташовані після зазначених засобів формування, для заповнення упаковки продуктом, засоби запечатування, розташовані після названих засобів наповнення, для запечатування заповненої упаковки, засоби прикріплення деталей, встановлені після зазначених запечатувальних засобів, для прикріплення деталей до зовнішніх поверхонь заповнених та запечатаних упаковок, та засоби пересування, які проходять, по черзі, через зазначені засоби формування, засоби наповнення, засоби запечатування та засоби прикріплення деталей, для пересування названої упаковки, по черзі, через зазначені засоби формування, засоби наповнення, засоби запечатування та засоби прикріплення деталей, який відрізняється тим, що названі засоби прикріплення деталей встановлено у зазначених засобів пересування без зміни цих засобів пересування. Завдяки даним аспектам винаходу можливо забезпечити наявність пункту прикріплення деталей нижче за потоком від пункту запечатування формуючої-заповнюючої-запечатувальної машини без зміни існуючого конвеєра або існуючих конвеєрів. Таким чином, забезпечення наявності зазначеного пункту не тягне за собою додаткової роботи чи витрат, пов'язаних з пристосуванням існуючого (их) конвеєра(ів), так само як і вилучення цього пункту у випадку, якщо прикріплення деталей не буде більше потрібним, не вимагатиме додаткової роботи чи витрат для відновлення існуючого (их) конвеєра(їв). Згідно з третім аспектом цього винаходу забезпечується спосіб виробництва пакета, який включає формування упаковки, наповнення її продуктом, запечатування верхньої частини заповненої упаковки та прикріплення кільцевої частини носика для виливання шляхом приклеювання до поверненої вверх зовнішньої поверхні заповненої та запечатаної упаковки, який відрізняється тим, що зазначене прикріплення передбачає нанесення клейкої речовини на названу зовнішню поверхню заповненої та запечатаної упаковки з метою утворення смужки у вигляді замкнутого контуру з клейкої речовини, і прикладання зазначеної кільцевої частини до названої смужки, яка має форму, що відповідає формі кільцевої частини. Відповідно до четвертого аспекту даного винаходу забезпечується пристрій для використання у виробництві пакета, який містить засоби пересування, засоби формування поряд з названими засобами пересування для утворення упаковки на цих засобах пересування, засоби заповнювання поряд з зазначеними засобами пересування для заповнення утвореної упаковки, засоби запечатування зверху, прилеглі до названих засобів пересування, для запечатування верхньої частини заповненої упаковки, та засоби прикріплення деталей поряд з названими засобами пересування для прикріплення носиків для виливання до повернутої вгору зовнішньої поверхні заповнених та запечатаних упаковок, який відрізняється тим, що зазначені засоби прикріплення деталей включають засоби нанесення клейкої речовини для забезпечення попадання потоку клейкої речовини на зазначену зовнішню поверхню заповненої та запечатаної упаковки, засоби зміщення струмини, складені так, щоб пересувати названий потік відносно зазначеної зовнішньої поверхні для утворення на цій зовнішній поверхні клейкої смужки у формі замкнутого контуру з клейкої речовини, та засоби прикріплення для прикладання частини деталі до зазначеної смужки з метою прикріплення такої деталі до упаковки. Завдяки нанесенню кільцевої клейкої смужки після запечатування верхньої частини упаковки, ця смужка може наноситись на повернуту вгору зовнішню поверхню так, що буде меншою тенденція до стікання клею з поверхні (або навіть протікання крізь отвір для виливання, якщо він є, всередину упаковки) і, отже, зменшення ефективності прикріплення деталі до упаковки і/або забруднення конвеєра та інших поверхонь, що може перешкодити роботі системи. Згідно з п'ятим аспектом даного винаходу забезпечено спосіб прикріплення деталей до стінок упаковки, і цей спосіб складається з таких етапів: a) нагрівання до наперед визначеної температури поверхні вибраної стінки вертикально розташованої упаковки; b) одержання деталі приймальним пристроєм від подавального пристрою; c) пересування зазначеного приймального пристрою так, щоб піддати вибрану поверхню названої деталі дії тепла, що виходить з джерела тепла, з метою нагрівання цієї поверхні до наперед визначеної температури; d) подальше пересування названого приймального пристрою так, щоб розташувати нагріту поверхню зазначеної деталі на зазначеній поверхні названої вертикально поставленої упаковки; та є) притискання охолодженої опори до іншої вибраної поверхні зазначеної деталі для прикріплення названої нагрітої її поверхні до зазначеної нагрітої поверхні розташованої вертикально упаковки. Завдяки цьому аспекту винаходу досягається просте та ефективне охолодження нагрітого зв'язувального матеріалу. Згідно з шостим аспектом цього винаходу забезпечується пристрій для захоплення деталі та приміщення її на вибрану стінку розташованої вертикально упаковки. Цей пристрій включає встановлений на осі гідравлічний поршневий пристрій, що має приймач, який здійснює зворотно-поступальний рух, перший стаціонарно встановлений гідравлічний поршневий пристрій, що має опору, яка здійснює зворотнопоступальний рух, для проштовхування зазначеної деталі з напрямного пристрою у названий приймальний пристрій, другий стаціонарно встановлений гідравлічний поршневий пристрій, що має нагрітий інструмент, який здійснює зворотно-поступальний рух, для нагрівання поверхні названої деталі після повертання цієї деталі у вирівняне положення встановленим на осі поршневим пристроєм, встановлений на осі поршневий пристрій, який після подальшого повертання служить для приміщення названої нагрітої поверхні зазначеної деталі на вибрану стінку. Завдяки цьому аспекту винаходу досягається просте та ефективне прикріплення деталі до упаковки. Кожен з більш прийнятних варіантів втілення винаходу забезпечує вдосконалений пристрій та спосіб прикріплення деталі до термопластичного покриття шаруватого матеріалу, зокрема прикріплення носика для виливання до покритою термопластом стінки упаковки. І носик для виливання, і стінка можуть нагріватись з використанням підхожих пристроїв для нагрівання до наперед заданої температури, так що, коли деталь прикладається до стінки упаковки, тепло від деталі передається стінці та підвищує температур у ділянку поверхні стінки, на яку встановлюватиметься деталь, до рівня активації термопластичного покриття; після охолодження деталь та поверхня упаковки з'єднуються разом. Більш прийнятні пристрій та спосіб застосовуються нижче за потоком від усі х формуючи х, заповнюючих та запечатувальних операцій, що виконуються з упаковкою, і можуть встановлюватись та здійснюватись з існуючою конвеєрною системою нижче за потоком від звичайної формуючої, заповнюючої та запечатувальної машини без необхідності внесення будь-яких змін в існуючу систему. Більш прийнятно, пристрій являє собою машину, яку встановлено над конвеєром, яким пересуваються заповнені та запечатані упаковки, ця машина включає пункти, де кожна упаковка одна за одною або парами надходять у машину; вибрана(і) верхня(і) панель (і), яку запечатано, нагрівається(ються); кромка(и) носика (ів) для виливання нагрівається(ються) та встановлюється (юють ся) на вибрану (і) стінку (ки); кромку (и) притискається (ються) з охолодженням для утворення з'єднання; виготовлені упаковки перевіряються; та упаковка(и) виходить(ять) з машини. Пристрій та спосіб можуть пристосовуватись, якщо потрібно, до системи кругової подачі, де чаша живильника включає множину випускних напрямних, або ж може застосовуватись множина чаш живильників. З метою кращого зрозуміння винаходу і легшого його втілення тепер буде подано посилання шляхом наведення прикладу на креслення, що додаються, де: Фігура 1 являє собою схематичний перспективний вид машини для прикріплення деталей, яку встановлено над існуючим конвеєром; Фігура 2 є схемою розташування пунктів у машині відповідно до Фіг.1; Фігура 3 являє собою перспективне зображення упаковки з "фронтонним" верхом та вид у перспективі носика для виливання, що прикріпляється до упаковки; Фігура 3 А є видом збоку нагрівального пристрою для нагрівання вибраної стінки упаковки; Фігура 4 А є видом збоку з частковим вирізом пристрою для завантаження деталей, який працює в пункті нагрівання та встановлення деталей; Фігура 4В є видом збоку з частковим вирізом пристрою завантаження деталей та пристрою нагрівання деталей, що працюють в пункті нагрівання та встановлення деталей; Фігура 4С є видом збоку пристрою завантаження деталей, пристрою нагрівання деталей та пристрою встановлення деталей, що працюють в пункті нагрівання та встановлення деталей; Фігура 4D є збільшеним зображенням частини Фігури 4В; Фігура 5 є видом збоку з частковим вирізом пристрою для притискання та охолодження; фігура 6 подібна до Фігури 2, але стосується подвійних пунктів у машині відповідно до Фіг.1; Фігура 7 являє собою схематичний вид збоку пристрою, що включає машину для прикріплення деталей, яка становить ще одне втілення даного винаходу; Фігура 8 є схематичним видом з іншого боку зазначеного варіанту втілення; Фігура 9 являє собою схематичне покомпонентне подання зображення в перспективі зазначеного варіанту втілення; Фігура 10 є видом у напрямі стрілки X на Фіг.9; Фігура 11 є видом у напрямі стрілки XI на Фіг.9; Фігура 12 являє собою Вид у напрямку стрілки XII на Фіг.9; Фігура 13 є схематичним видом зверху в плані модифікованого пристрою, що являє собою третій варіант втілення даного винаходу; та Фігура 14 є схематичним видом збоку зазначеного модифікованого пристрою. Розглянемо тепер докладніше Фігури 1-7. На Фіг.1 зображено машину 10, встановлену над конвеєром 12 з плоскою поверхнею, який транспортує сформовані, заповнені та запечатані упаковки 14, покриті термопластом (Фіг.3), що надходять з звичайної і добре відомої формуючої, заповнюючої та запечатувальної машини (не показано). Фіг.2 представляє сім пунктів від І до VII, через які проходить упаковка 14 у машині 10, а саме: I для надходження заповненої та запечатаної упаковки (Фіг.1, конвеєр 12, що входить у машину 10); II для нагрівання вибраної стінки упаковки (Фіг.3А); III для завантаження та нагрівання носика для виливання 20 та встановлення його на нагріту вибрану стінку (Фігури 4А, 4В і 4С); IV для притискання й охолодження деталі (Фіг.5); V для др угого притискання й охолодження деталі (Фіг.5); VI для перевірки; та VII для виведення пакета з машини 10. Будь який з різноманітних відомих утримуючи х і транспортуючи х пристроїв (не показано) може використовува тись для того, щоб забезпечити рознесення у просторі на існуючому конвеєрі 12 упаковок 14, на які мають прикріплятись деталі'20, при проходженні через пункти І-VII у машині 10. (Конвеєр дозволяє змінювати просторове співвідношення положень упаковок 14). Такі пристрої включають, наприклад, шнеки подавання 11, системи човника та затискача, які здійснюють рух вперед і назад, і так звані "крокуючі лопаті" з пневмоциліндричними пристосуваннями для руху вперед та назад. Якщо на упаковки 14, що пересуваються конвеєром 12, не треба встановлювати деталі, то або машина 10 може функціонувати так, щоб діяв (тобто пересувався) лише її конвеєр (шнеки 12), або її конвеєр може бути виведено з взаємодії з упаковками 14 (наприклад, шнеки 12 можуть відводитись назовні убік). Альтернативно, сам конвеєр 12 може бути конвеєром, що запобігає поздовжньому або поперечному пересуванню упаковок 14 по ньому, як наприклад, ланцюговий кармановий конвеєр. Фіг.3 зображує упаковку 14, що має верхню стінку 16 з утвореною в ній лінією послаблення 18; та покритий поліетиленом високої щільності або інший пластмасовий носик для виливання 20, який має корпус 22, кришку 23, та зовнішню встановювальну кромку 24. Лінія послаблення 18 може бути лінією кругового надрізу або лінією надрізу не на повну товщин у. У деяких випадках це може бути отвором. Фіг.3А зображує інструмент кругового нагрівання 25, що має кільцеву форму, яка оточує контур лінії послаблення 18 на стінці 16. Інструмент 25 висувається пневмоциліндром 25а і упирається в кільцеву ділянку поверхні навколо лінії послаблення 18 та нагріває її до наперед визначеної температури, а потім прибирається назад. Зазначена наперед визначена температура менша від точки плавлення термопластичного покриття упаковки. Як зображено на Фіг.4А, пункт III включає напрямну 26, у якій завантажено носики для виливання 20, які проковзують звіти вниз. Кромки деталей упираються одна в одну. Деталі 20 орієнтуються та подаються у напрямну 26 за допомогою добре віомого вібраційного механізму подавання деталей, позначеного 28 на Фіг.1, який змонтовано зверху машини 10. В нижній частині напрямної 26 опора 29, розташована на дистальному кінці поршня 30 нерухомого першого циліндра 32, служить для того, щоб проштовхн ути розташовану з краю деталь убік в отвір 33, утворений в приймачі 34 на поршні 35 другого циліндра 36. Циліндр 36 прикріплено з тильного його краю до горизонтальної осі 38. Після приймання деталі 20 другий циліндр 36 повертається на наперед визначений кут вниз (проти годинникової стрілки) у вибране положення, таке як зображене на Фіг.4В, що зрівнятись по осі з нерухомим третім циліндром 42. У цьому полоні поршень 40 нерухомого третього циліндра 42 з розташованим на його кінці нагрітим кільцевим інструментом 44 висувається так, щоб гарячий інструмент 44 увійшов у контакт з поверхнею 46 кромки 24 деталі 20, і, таким чином, нагрів зазначену кромку до наперед визначеної температури. Ця наперед визначена температура нижча від точки плавлення пластмасової встановлювальної кромки 24. Після прибирання гарячого кільцевого інструменту 44, як зображено на Фіг.4С, другий циліндр 36 повертається далі вниз проти годинникової стрілки навколо осі 38 у положення, що відповідає лінії послаблення 18 на стінці 16. Поршень 35 другого циліндра 36 та розташований на ньому приймач деталі 34 висувається так, щоб встановити кромку 24 деталі 20 на стінку 16 навколо лінії послаблення 18. Як показано на Фіг.4D, кільцевий інструмент 44 може складатись з округлого блоку 46, що має округле заглиблення 48, порівнянне за розміром з внутрішнім діаметром кромки 24, яке утворено на одній з його торцевих поверхонь 50. З'єднувальне гніздо 52 утворене в центрі зовнішньої поверхні 54, більш глибокий отвір 56 зроблено у поверхні 54 на відстані від гнізда 52. Цей отвір придатний для введення в нього джерела тепла (не показано). Ще більш глибокій отвір 58 зроблено на відстані від гнізда 52 для введення туди датчика температури (не показаний). Цей отвір 58 може проходити до точки, яка розташована близько до поверхні 50 і на відстані від заглиблення 48. Торцеву поверхню 50 механічно оброблено, щоб зробити її плоскою, і, більш прийнятно, покрито шаром підхожого матеріалу, що запобігає прилипанню при входженні в контакт з кромкою 24. Інструмент 25 на Фіг.3А може бути зроблено подібним до інструменту 44 на Фіг.4D для входження в контакт з стінкою 16 навколо лінії послаблення 18 та нагрівання її. Після втягування поршня 35 циліндр 36 повертається у напрямку по годинниковій стрілці у своє початкове положення, зображене на Фіг.4А, а конвеєр пересувається у п ункт IV (Фіг.2), де підхожа охолоджена опора у формі кришки, яку позначено позицією 60 (Фіг.5) та встановлено на поршні 62, притискається пневмоциліндром 64 до відкритої поверхні 66 кромки 24, щоб прикріпити цю кромку до стінки 16. У пункті V притискання додатковою охолодженою опорою 60 та пневмоциліндром 64 утвореного з'єднання покращує прикріплення. Після перевірки у зручний спосіб, наприклад, фотоелектричним пристроєм (не показаний), у пункті VI пакети, що складаються з заповнених і запечатаних упаковок 14 та прикріплених деталей 20, виводяться з машини 10 і далі транспортуються конвеєром 12 у пункт відправки (не показаний). Фіг.6 представляє подвійну конструкцію, де кожна пара суміжних упаковок 14 обробляється разом (водночас) парним устаткуванням у спосіб, аналогічний до описаного вище. Вібраційний механізм подавання деталей 28 пристосовується для подавання орієнтованих деталей у пару напрямних 26. Слід зазначити, що теплова енергія, якою необхідно діяти на кромку 24 через гарячий кільцевий інструмент 44, залежить від різних параметрів, таких як: f) точка плавлення матеріалу поверхні кромки 46, g) температура зберігання деталей 20, h) температура навколишнього середовища у машині, і) вологість, та j) точка плавлення термопластичного покриття упаковки. Тепер розглянемо Фігури 7-12. Обладнання включає машину для прикріплення деталей 101, встановлену над конвеєром 102, який пересуває сформовані, заповнені та запечатані упаковки з термопластичним покриттям (не показані). Конвеєром 102 може бути існ уючий конвеєр формуючої, заповнюючої та запечатувальної машини або інший існуючий конвеєр, що являє собою лінійне продовження існуючого конвеєра машини. У будь-якому випадку шлях транспортування упаковок з точки перед пунктом запечатування верхньої частини (не показаний) формуючої, заповнюючої та запечатувальної машини до точки після машини 101 не повертається назад, перекриваючи себе. Конвеєр 102 являє собою конвеєр з двома безкінечними ланцюгами. Ці два ланцюги утворюють між собою кармани, в які щільно приміщуються заповнені та запечатані зверху упаковки 14. Ці кармани достатньо щільно утримують упаковки 14, так що упаковки добре тримаються там, і на них точно встановлюються кромки 24 деталей 20. Пристрій має парну конструкцію, так що дві упаковки обробляються водночас парним обладнанням. Вібраційний механізм подавання деталей 103 подає деталі в орієнтованому стані у пару напрямних 104. Ме ханізм подавання 103 включає резервуар 105, з'єднаний однією напрямною 106 з парою напрямних 104, причому у місці розгалуження напрямної 106 на напрямні 104 встановлено коливально-обертальне зубчасте колесо 107, яке перешкоджає застріванню деталей 20 у місці розгалуження. Бокові стінки напрямної 106 на початкових ділянок 104а напрямних 104 мають виступи, щоб приймати та спрямовувати кромки 24 деталей 20, а розташовані далі ділянки 104b напрямних 104 мають бокові стінки без таких виступів для того, щоб деталі 20 можна було легко виймати звідти. Зокрема, кожна напрямна 104 має жолоб 108 з кінцевою стінкою 109, розташованою поперек його нижнього краю. Кожен жолоб 108 має пару смуг 110, що виступають, які прикріплено до верхніх країв відповідних бокових стінок. Вздовж кожної ділянки 104а на частині її довжини розташований випускальний пристрій 111, який включає заслінку 112 і за допомогою якого деталі з частини 104а подаються одна за одною у ділянку 104Ь. Напрямні 104, випускальні пристрої 111 та вихідна ділянка 106а напрямної 106 є частиною пристрою для прикріплення деталей 113, що має відповідні протилежні кінцеві стінки 114 та 115, встановлені одна за одною вздовж шляху просування упаковок конвеєром 102. Кінцеві стінки 114 і 115 з'єднані між собою елементами 116, які проходять паралельно до зазначеного шляху просування. Між цими двома площинами 114 та 115 розташовані лише два пункти, і ці пункти є подвійними, а саме: пункт нанесення клейкої речовини 117 та пункт приймання і встановлення деталі 118. На площині 114 встановлено електродвигун 119, який має знімну захисну решітку 120, прикріплену ланцюгом 121. З двигуна 119 зусилля передається на зубчасту передачу 122 з перетворенням від одного рушія на два, результатом чого є синхронні рухи дво х ексцентрикових осей 123, які описують кола одне поряд з іншим. Опорну ланку 124 встановлено на осях 123, і вона здійснює паралельне переміщення. До ланки прикріплено оправу 125 для пари клеєпультів 12 6, які складаються, відповідно, з дозуючих пристроїв 127 та сопел 128, що випускають потрібні дозовані потоки клейкої речовини. Дозуючі пристрої 127 працюють у пневматичний спосіб, так що впуск 129 стисненого повітря з'єднаний з лінією подавання стисненого повітря (не показано), а клейка речовина подається через відповідні живильні трубки 130, що їх з'єднано з відповідними живильними лініями, якими подається клейка речовина (їх також не показано). До відповідних протилежних боків кінцевої площини 114 прикріплені фотоелектричні детектори 131, які виводять з робочого режиму пункти 117 та 118, якщо упаковку не спрямовано до пункту 117. До площини 115 прикріплено скобу 132, до якої прикріплено опору 133, за допомогою якої встановлено рушійний пристрій 134, що служить для поступового обертання опорної пластини приймання та встановлення 135 на 180°. На пластині. 135 у кутах прямокутника встановлено чотири пневмоциліндрові пристрої 136, які забезпечують зворотно-поступальний рух усмоктувальних сопел 137 перпендикулярно до пластини 135. Між пунктами 117 та 118 встановлено вигнуту скобу 138, на якій розташовано захисний лист 139. Поза кінцевою стінкою 115 встановлено пару фотоелектричних детекторів 140, які припиняють пересування упаковок до пункту 117 у випадку, якщо попередньо визначене число упаковок, які надходять з пункту 118, не мають прикріплених деталей 20. Машину 101 та конвеєр 102 встановлено у корпусі 141, над яким розташовано блок 142 з засобами управління елементами пристрою, що пускаються в дію пневматичними засобами. Поряд з корпусом 141 розташована платформа 143, на якій встановлено резервуар 105, блок розплавлення клею-розплаву 144 та блок 145 з електричними засобами управління основними електричними компонентами цього пристрою. Біля платформи 143 показано східці 14 6 для доступ у туди. В ході роботи пристрою, описаного з посиланнями на Фігури 7-12, заповнені та запечатані зверху упаковки 14 надходять парами у пункт 117, де упаковки зупиняються, і потоки клею-розплаву наносяться дозами з сопел 128 на відповідні верхні стінки 16 упаковок 14 з цієї пари, так що утворюються смуги клею-розплаву, які мають форму кола, концентричного з колом послаблення 18 і розташованого поряд з ним ззовні. Кожне з сопел 128 здійснює кілька обертів, щоб відносно рівномірно нанести клей-розплав та створити відносно товсту смугу клейкої речовини, яка забезпечить міцне прикріплення деталі до упаковки, і, зокрема, достатньо тривале зберігання клейких властивостей речовиною, так що термопласти деталі і упаковки добре приплавляться до клею. Пара упаковок з нанесеною смугою клейкої речовини просувається до пункту 118, де пара сопел 137, розташованих далі від напрямних 104, міцно встановлюють відповідні деталі (носики для виливання) 20, що подаються до них, на відповідні смужки клею-розплаву, так що відповідні кромки 24 встановлюються співвісно з круговими смужками, у той час як пара сопел 137, розташованих ближче до напрямних 104, діє на пару носиків для виливання, що знаходяться у відповідних ділянках напрямної 104b. Потім усмоктування припиняє діяти у парі сопел 137, розташованих далі від напрямних 104, але діє у парі сопел, розташованих ближче до напрямних 104, і пневматичні пристрої 13 6 одержують команду прибрати усі чотири сопла 137 вверх. Таким чином ближча пара сопел 137 захоплює наступні два носики для виливання 20 з ділянок 104Ь. Коли сопла 137 повністю прибираються, пристрій 134 повертає пластину 135 на 180° і очікується надходження наступної пари упаковок з пункту 117. Тим часом пара упаковок, до яких було прикріплено носики для виливання, просувається з пункту 118, а випускальні пристрої 111 подають наступну пару носиків для виливання 20 у ділянки 104b. Варіант втілення, який зображено на Фігурах 13 та 14 відрізняється від поданого на Фігурах 7-12 в основному тим, що пристрій може мати існуючий конвеєр 102', що не має карманів, наприклад, це може бути пластинчастий конвеєр, що йде від форуючої, заповнюючої та запечатувальноі машини, і коли на упаковки 14 треба встановити носики для виливання 20, упаковки зсуваються горизонтально вбік парами у кармани 150, створені між просуваючим ланцюговим конвеєром 151 та закріпленою вертикальною пластиною 152, яка проходить паралельно до ходу ланцюгового конвеєра 151 та ходу конвеєра 102. Вверх за потоком від пункту нанесення клейкої речовини 117 і поряд з ним розташовано пункт завантаження упаковки 153, де кінцева стопорна пластина 154 зупиняє передню пару 14а упаковок 14 на конвеєрі 102' і де пластина штовхача 155 штовхає пару упаковок 14а у заглиблення 150', утворене однією з низки пар прямокутних скоб 156 пересуваючого конвеєра 151. Перш ніж пластина 155 штовхне пару упаковок 14а убік, пристрій утримування упаковки 157, розташований вверх за потоком від пункту 153 і поряд з ним та який складається з рухомої вертикальної пластини 158 та нерухової вертикальної пластини 159, затискає наступну пару упаковок 14b, доки пластину 155 не буде повністю прибрано після проштовхування пари упаковок 14а у заглиблення 150'. Заглиблення 150' просувається паралельно і у тому самому напрямку, що і упаковки 14 по конвеєру 102', та пересуває пару упаковок 14а спочатку в пункт 117, де за допомогою нерухомої пластини 152 утворює карман 150 і на відповідні упаковки соплами 128 (не можна бачити на Фіг.13 та 14) наносяться кільцеві смужки клею. Потім те саме заглиблення 150' просуває пару упаковок 14а у наступний пункт, тобто, пункт приймання і встановлення деталей 118, у який деталі 20 подаються по дві напрямними 104, куди вони надходять з резервуару 105. Кожна пара упаковок, що виходить з пункту 118, повертається на конвеєр 102' сумісною дією напрямного елемента 168 та пари конвеєрних ланцюгів (не показані), що просувають пару упаковок на конвеєр 102'. Кожну пару упаковок можна забрати з цього конвеєра за допомогою пристрою вивантаження упаковок 160. Просуваючий ланцюговий конвеєр 151 має за рушій електродвигун 161, що діє через поєднання гальмо/муфта 162, коробку подач 163, індексатор 164, зубчасту передачу 165 та ведучий вал 166. З іншого боку ланцюг проходить навколо проміжного валу 167. Усі три варіанти втілення винаходу, які описано з посиланням на креслення, мають ту перевагу, що просування заповнених і запечатаних зверху упаковок, які виходять з формуючої, запонюючої та запечатувальної машини, не має перериватись чи йти у зворотному напрямку, завдяки чому можливим стає мінімізування потреб у просторі для зазначеного просування, а також збільшення середньої швидкості руху упаковок. Інша перевага усіх трьох варіантів втілення полягає в тому, що їх можна встановлювати у безпосередній близькості від існуючого конвеєра нижче за потоком від формуючої, заповнюючої та запечатувальної машини або, навіть, у варіанті втілення згідно з Фіг.7-12, машина для прикріплення деталей може встановлюватись безпосередньо над існуючим конвеєром з карманами, так щоб наносити клей, а потім прикріпляти деталі до упаковок у той час, коли вони знаходяться в карманах цього існуючого конвеєра; у цьому значенні, названий існуючий конвеєр може бути вихідною ділянкою конвеєра самої формуючої, заповнюючої та запечатувальної машини. Має бути очевидним, що більш прийнятні варіанти втілення даного винаходу надають новий спосіб прикріплення деталі, такої як носик для виливання, до вертикально розташованої покритої термопластом упаковки у машині, встановленій над конвеєром нижче за потоком від пункту запечатування формуючої, заповнюючої та запечатувальноі машини, що зберігає цінну площу підлоги у виробничих приміщеннях. Також має бути очевидним, що завдяки нагріванню до наперед визначеної температури поверхні деталі, такої як носик для виливання, на відстані від покритої термопластом упаковки, немає необхідності у застосуванні відомих досі способів, які полягають у (1) використанні допоміжного механізму, такого як оправка чи опора, для підтримки поверхні упаковки; або (2) прикладанні ультразвукових коливань та тиску до з'єднання поверхні деталі і стінки упаковки. Ще має бути очевидним, що заповнена та запечатана упаковка являє собою коробчату опору, здатну витримувати тиск, що прикладається, без необхідності застосування оправки або опори для додаткової підтримки, як це досі робилось. Також має бути очевидним, що верхня запечатувана частина упаковки може мати "фронтонну", похилу чи плоску форму, і для нагрівання, встановлення та охолодження можуть використовуватись різноманітні пристрої.
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice and methods for fastening objects to packages
Назва патенту російськоюУстройство и способы прикрепления предметов к упаковкам
МПК / Мітки
МПК: B65B 61/18
Мітки: використання, спосіб, прикріплення, виробництві, деталі, стінок, пакета, упаковки, здійснення, пристрій, виробництва, упаковок, деталей
Код посилання
<a href="https://ua.patents.su/15-66786-sposib-prikriplennya-detali-do-upakovki-sposib-virobnictva-paketa-ta-pristrijj-dlya-jjogo-zdijjsnennya-pristrijj-dlya-vikoristannya-u-virobnictvi-paketa-sposib-prikriplennya-detale.html" target="_blank" rel="follow" title="База патентів України">Спосіб прикріплення деталі до упаковки, спосіб виробництва пакета та пристрій для його здійснення, пристрій для використання у виробництві пакета, спосіб прикріплення деталей до стінок упаковок, пристрій для пр</a>
Спосіб контролю місцевого нагрівання деталей двигунів і пристрій для його здійснення
Номер патенту: 57356
Опубліковано: 16.06.2003
Автори: Камишний Володимир Михайлович, Вороб'йов Віктор Іванович, Сачко Віктор Григорович, Полупан Віталій Іванович, Дедіщев Микола Миколайович
МПК: G01K 7/02
Мітки: пристрій, нагрівання, двигунів, місцевого, здійснення, контролю, деталей, спосіб
Формула / Реферат:
1. Спосіб контролю місцевого нагрівання деталей двигунів за допомогою контактних термопар, який відрізняється тим, що попередньо термопари кріплять до гнучких напівхомутів, монтують на деталях у заданих місцях, стягують тарованим моментом, а потім проводять вимір температури при вибраних режимах роботи двигуна.2. Пристрій для контролю місцевого нагрівання деталей двигунів, що містить контактні термопари, з'єднувальні проводи,...
З’єднання деталей та спосіб його здійснення
Номер патенту: 62374
Опубліковано: 15.12.2003
Автори: Оборський Іван Леонідович, Кантур В'ячеслав Григорович, Сігбатулін Олександр Томович, Носік Віктор Сергійович, Кулюкін Сергій Васильович, Яковина Валерій Іванович
МПК: B23P 11/02, B23P 19/02
Мітки: деталей, з'єднання, здійснення, спосіб
Формула / Реферат:
1. З'єднання деталей, в якому дві деталі, що сполучаються торцями, мають сполучні елементи у вигляді заклепок та рельєф, яке відрізняється тим, що на торцях обох деталей виконаний рельєф з висотою 0,001<h<1,3 мм, а сполучні елементи заклепки виконані конусними.2. З'єднання деталей за п.1, яке відрізняється тим, що додатково містить прошарок в стику між деталями, що сполучаються.3. З'єднання деталей за пп. 1, 2, яке...
Спосіб прикріплення листів до елементів жорсткості, пристрій для його здійснення (варіанти) та листовий виріб
Номер патенту: 27051
Опубліковано: 28.02.2000
Автор: Джордж Веллейс Макдональд
МПК: B42D 15/04, B31D 1/00, B42C 11/00
Мітки: спосіб, пристрій, виріб, елементів, жорсткості, варіанти, листовий, прикріплення, листів, здійснення
Формула / Реферат:
1. Способ прикрепления листов к элементам жесткости, включающий перемещение листов одного за другим по заданному первому пути так, что выбранные края листов располагают перпендикулярно указанному пути, и перемещение элементов жесткости по второму пути вдоль боковых краев листов по вышеуказанному первому пути, совмещение одного из боковых краев листа с соответствующим боковым краем элемента жесткости, прикладывание давления к совмещенным листу...
Спосіб охолодження і упаковки нафтового бітума у полімерну тару і пристрій для його здійснення
Номер патенту: 20486
Опубліковано: 15.07.1997
Автори: Голованов Олексій Олексійович, Голованова Лідія Василівна
МПК: G10C 3/12
Мітки: пристрій, нафтового, спосіб, охолодження, бітума, тару, полімерну, упаковки, здійснення
Формула / Реферат:
1. Способ охлаждения и упаковки битума в полимерную тару, включающий охлаждение слоя битума на поверхности носителя, формирование прямоугольного битумного блока и упаковку его в полимерную пленку, отличающийся тем, что перед охлаждением на носителе битум предварительно охлаждают до вязкотекучего состояния, а в качестве носителя используют поверхность воды в охлаждающей ванне.2. Устройство для охлаждения и упаковки битума в полимерную...
Спосіб обробки деталей і пристрій для його здійснення
Номер патенту: 39372
Опубліковано: 15.06.2001
Автори: Савенко Світлана Валентинівна, Анділахай Олександр Олександрович, Барсуков Володимир Анатолійович
МПК: B24B 31/06
Мітки: деталей, спосіб, здійснення, обробки, пристрій
Формула / Реферат:
1. Спосіб обробки деталей, що включає розміщення їх у контейнері, встановленому в корпусі з зазором, якому задають планетарний рух, який відрізняється тим, що корпусу задають коливання частотою, рівною власній частоті коливань контейнера і амплітудою, рівною зазору між контейнером і корпусом, а після цього збільшують частоту до отримання амплітуди рівної 0,3 - 0,35 її первинного значення.2. Пристрій для обробки деталей, що містить...
Попередній патент: Дизаміщені біциклічні гетероцикли та лікарський засіб на їх основі
Наступний патент: Спосіб одержання 1-[[3-(6,7-дигідро-1-метил-7-оксо-3-пропіл-1н-піразоло[4,3-d]піримідин-5-іл)-4-етоксифеніл]сульфоніл]-4-метилпіперазину та проміжні сполуки
Випадковий патент: Фармацевтична композиція, що містить агоніст гпп-1 і метіонін