Спосіб вилучення сполук сірки з вуглеводневого палива
Номер патенту: 74002
Опубліковано: 17.10.2005
Автори: Деканьо Стівен Дж., Раппас Елкіс С., Ніроу Вінсент П.
Формула / Реферат
1. Спосіб вилучення сполук сірки з вуглеводневого палива, що включає стадії:
введення сірковмісного палива в контакт із водним окисним розчином, що містить пероксид водню і мурашину кислоту в молярному співвідношенні мурашиної кислоти і пероксиду водню щонайменше приблизно 11:1 і не більше, ніж приблизно 25 % мас. води, в такій кількості, що кількість присутнього пероксиду водню приблизно вдвічі перевищує стехіометричну кількість, необхідну для перетворення присутніх сполук сірки у відповідні сульфони, при температурі від приблизно 50 °С до приблизно 130 °С, з утворенням фази вуглеводневого палива, з якої сірка вилучена, і водної фази, що містить окиснену сірку, екстраговану із фази вуглеводневого палива;
відділення водної фази, що містить екстраговані сполуки сірки, від фази вуглеводневого палива та
одержання вуглеводневої фази, що містить паливо із зниженим вмістом сірки.
2. Спосіб за п. 1, де вуглеводневе паливо є бензином.
3. Спосіб за п. 1, що додатково включає стадії:
швидкого випаровування водної фази для відділення мурашиної кислоти і води від окиснених сполук сірки;
дистилювання водної фази для вилучення води з мурашиної кислоти та
регенерації згаданої кислоти.
4. Спосіб за п. 1, що додатково включає стадії обробляння одержаної вуглеводневої фази оксидом кальцію в кількості, достатній для нейтралізації залишкової кислоти, що міститься в ній, та відділення нейтралізованого палива від оксиду кальцію.
5. Спосіб вилучення сполук сірки з дизельного палива, що включає стадії:
введення дизельного палива при температурі приблизно від 90 до 105 °С на період часу до приблизно 15 хв в контакт з окисним розчином, що містить
від приблизно 79 до приблизно 89 % мас. мурашиної кислоти,
від приблизно 2 до приблизно 3 % мас. пероксиду водню та
від приблизно 8 до приблизно 14 % мас. води,
причому молярне співвідношення мурашиної кислоти і пероксиду водню становить від приблизно 20:1 до приблизно 60:1, і кількість окисного розчину, який додають, така, що є стехіометричний надлишок пероксиду водню приблизно в 2,5-3,5 рази в порівнянні з кількістю, необхідною для окиснення присутньої в паливі сірки;
екстрагування в процесі стадії окиснення окиснених органічних сполук сірки з дизельного палива в згаданий окисний розчин з утворенням вуглеводневої фази і водної фази;
відділення водної фази, що містить екстраговані сполуки сірки, від вуглеводневої фази;
нейтралізації залишкової кислоти в паливі;
одержання нейтралізованого дизельного палива з вмістом сірки меншим, ніж приблизно 25 млн-1, та
регенерації мурашиної кислоти з водної фази.
6. Спосіб за п. 5, де мурашину кислоту регенерують шляхом проведення додаткових стадій
швидкого випаровування водної фази для відділення мурашиної кислоти і води у вигляді верхнього погону від окиснених сполук сірки;
дистиляції верхнього погону для вилучення води з мурашиної кислоти та
повернення згаданої кислоти в процес для повторного використання в окисному розчині.
7. Спосіб за п. 6, де додатково перед швидким випаровуванням водної фази для відділення мурашиної кислоти і води від розчинника і окиснених сполук сірки до відділеної водної фази додають газойль.
8. Спосіб вилучення сполук сірки з вуглеводневого палива, яке містить бензтіофени, дибензтіофени і алкілзаміщені бензтіофени та дибензтіофени, що включає стадії:
введення сірковмісного палива при температурі від приблизно 50 °С до приблизно 130 °С в контакт із водним окисним розчином, що містить пероксид водню і мурашину кислоту в молярному співвідношенні мурашиної кислоти і пероксиду водню щонайменше 11:1 і не більше, ніж приблизно 25 % мас. води, в такій кількості, що кількість присутнього пероксиду водню більш, ніж удвічі перевищує стехіометричну кількість, необхідну для перетворення присутніх сполук сірки у відповідні сульфони, при цьому утворюється вуглеводнева фаза, що містить окиснені алкілзаміщені бензтіофени і дибензтіофени у вигляді сульфонів, і водна фаза, що містить практично всі окиснені бензтіофени і дибензтіофени;
відділення водної фази, що містить екстраговані окиснені бензтіофенові і дибензтіофенові сполуки сірки, від вуглеводневої фази, що містить окиснені алкілзаміщені бензтіофени і дибензтіофени;
швидкого випаровування вуглеводневої фази для відділення залишкової мурашиної кислоти і води від вуглеводневої фази;
нейтралізації і зневоднення вуглеводневої фази;
пропускання вуглеводневої фази через шар оксиду алюмінію для адсорбування окиснених алкілзаміщених бензтіофенів і дибензтіофенів з палива та
виділення палива, що має істотно знижений вміст сірки, із згаданих окиснених сполук сірки.
9. Спосіб за п. 8, де вуглеводневе паливо є бензином.
10. Спосіб за п. 8, де зневоднення та нейтралізацію виконують шляхом додання оксиду кальцію до фази вуглеводневого палива і
паливо фільтрують для вилучення з нього твердих домішок.
11. Спосіб за п. 8, що включає додаткові стадії:
охолоджування вуглеводневої фази між стадіями швидкого випаровування та нейтралізації і зневоднення та
додання оксиду кальцію в потік вуглеводню перед введенням в апарат подальшого оброблення, що служить для розділення рідини і твердої фази.
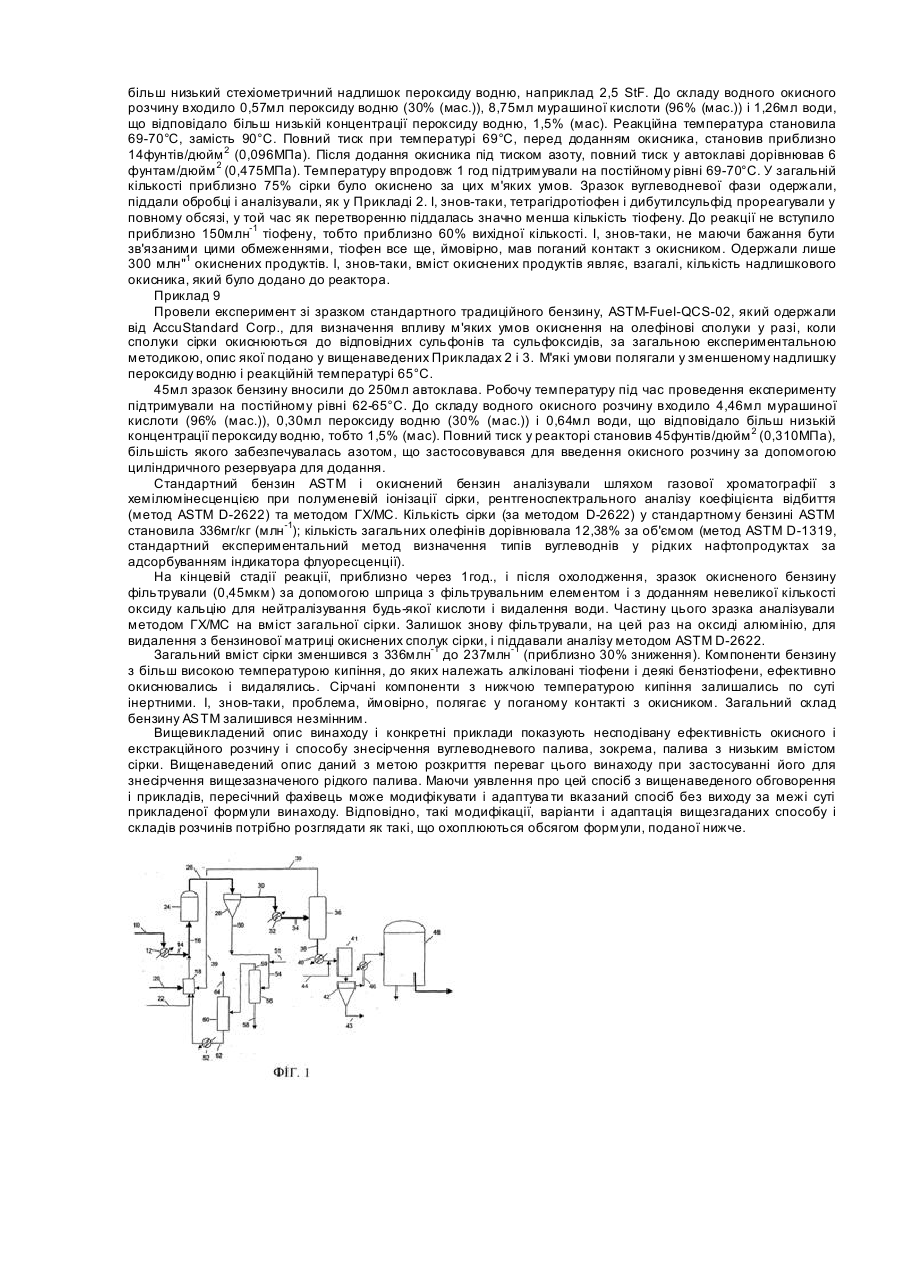
Текст
Цей винахід стосується способу видалення органічних сполук сірки методом окиснення з вуглеводневого палива, в якому сірка присутня у відносно малих кількостях, наприклад, з палива, обробленого шляхом гідрування з метою видалення органічних сполук сірки. Присутність сірки у вуглеводнях протягом тривалого часу представляла серйозне ускладнення на всіх стадіях роботи з ними, починаючи з розвідки, видобутку, транспортування і переробки аж до застосування вуглеводнів як палив, зокрема, для потужних автомобілів і вантажівок. У цей час очищення палива, наприклад, дизельного палива, бензинів, паливного мазуту, палива для реактивних двигунів, гасу тощо, від залишкових кількостей органічних сполук сірки, присутніх в таких вуглеводнях, стала екологічно важливою задачею, навіть якщо відносний вміст сірки в них незначний, наприклад, в дизельному паливі вміст сірки може становити приблизно 500млн -1 або менш. Однак при сучасних вимогах навіть така кількість є надмірною, оскільки чинні і перспективні обмеження на викиди сірки з багатьох джерел постійно посилюються. Відомі численні способи зниження вмісту сірки у вуглеводнях шля хом як відновлення, так і окиснення присутніх в них органічних сполук сірки. Багато які з таких відомих способів, пов'язані з окисненням, пропонують застосування різних пероксидів в поєднанні з карбоновими кислотами, зокрема, сполук, що переважно застосовуються при здійсненні цього винаходу, тобто пероксиду водню і мурашиної кислоти. Наприклад, в патенті США №5,310,479 описане застосування пероксиду водню і мурашиної кислоти для окиснення сполук сірки в сирій нафті, однак використання такої технології обмежене лише аліфатичними сполуками сірки. Про видалення ароматичних сполук сірки не згадується ні прямо, ні непрямо. У цьому патенті розглядається безпосереднє видалення сірки з сирої нафти, багатої сполуками сірки (вміст яких становить приблизно 1-4%). Значення співвідношення кількостей кислоти і пероксиду не впорядковані і лежать в широких межах; немає вказівок на економічні недоліки застосування пероксиду водню при спробах видалення великих кількостей сірки, в той же час немає вказівок на важливість контролювання присутності води для успішного застосування способу. Вода використовується для екстракції сульфонів з обробленого вуглеводню на окремій стадії промивання. Крім того, у відомих роботах немає вказівок на сприятливий вплив обмеження концентрації пероксиду низькими її значеннями без шкоди для швидкості або повноти окиснення сполук сірки. У недавньому дослідженні Коллінз і інших "Окисне знесірчення нафти пероксидом водню і гетерополіаніонним каталізатором" [Oxidated Desulfuriation of Oils by Hydrogen peroxide and Heteropolyanion Catalyst", Collins et al., Journal of Molecular Catalysis A: Chemical, 117, 397-403, 1997] розглядаються інші роботи по окисному видаленню сірки з нафтового палива із застосуванням великих кількостей пероксиду водню. Однак експериментальні дослідження показали, що при цьому затрачуються неприйнятні кількості пероксиду водню, з чого випливає, що витрати на зниження вмісту сірки в дизельному паливі окисним методом повинні бути неприйнятно високими. У опублікованій заявці на європейський патент №0565324А1 описаний спосіб добування органічних сполук сірки з рідкого палива. Хоч заявленою метою винаходу за цією патентною публікацією є добування органічних сполук сірки, обробка матеріалу включає застосування суміші декількох окисників, один з яких описаний як суміш мурашиної кислоти і пероксиду. Продукти перегонки - органічні сульфони - видаляються кількома способами, в тому числі адсорбцією на адсорбентах на основі оксиду алюмінію або діоксиду кремнію. Описані способи обробки характеризуються застосуванням малих значень співвідношення між мурашиною кислотою і пероксидом водню. Хоч в цих і інших відомих роботах досліджуються кінетика і механізм реакції пероксиду водню і інших пероксидів з органічними сполуками сірки, присутніми в різних паливах, ні в одній з них не вказане поєднання чинників, необхідне для ефективного і економічного видалення відносно невеликих кількостей сірки, присутніх в паливі, наприклад, в дизельному паливі, гасі, бензині і світлих нафтопродуктах, до залишкових концентрацій, що наближаються до нульової. Хоч термін "малі кількості сірки" в значенні, що вживається в контексті цього винаходу, означає кількості менш ніж приблизно 1500млн -1, один із прикладів ілюструє ефективне видалення 7000млн"1 сірки, отже, цей винахід придатний і при більш високих концентраціях сірки. Природно, в певних випадках цей винахід може бути економічно і технічно ефективно використаний для обробки палива, що містить такі підвищені концентрації сірки. При здійсненні цього винаходу виявлено, що вміст сірки в паливі, що залишається неокисненим, становить менше ніж 10млн-1 сірки, а часто лежить в межах від 2млн -1 до 8млн-1. Саме по собі окиснення не обов'язково забезпечує повне видалення сірки до вказаних низьких залишкових концентрацій, оскільки певні окиснені сполуки сірки характеризуються не рівною нулю розчинністю в паливі і коефіцієнтом розподілу, що визначає їх концентрацію в паливній фазі, що знаходиться в контакті із практично незмішуваним з нею розчинником, будь то органічний розчинник, як у відомих способах, або водна фаза високої кислотності відповідно до цього винаходу. У доповнення до практично повного і швидкого окиснення відносно малих кількостей сірки в паливі, що подається в процес, цей винахід забезпечує також практично повне видалення окисненої сірки до близьких до нуля залишкових концентрацій і добування окиснених сполук сірки в формі, придатній для їх подальшого практичного видалення способами, нешкідливими для навколишнього середовища. З'ясовано, що сполуками сірки, що найбільш важко видаляються способом гідрування, є сполуки тіофенового ряду, зокрема, бензтіофен, дибензтіофен і інші гомологи. Згідно з роботою Чападос і інших "Знесірчення способом селективного окиснення і екстракції сірковмісних сполук із метою економічного досягнення запропонованих вимог до наднизького вмісту сірки в дизельному паливі" ["Desulfurization by Selective Oxidation and Extraction of Sulfur-Containing Compounds to Economically Achieve Ultra-Low Proposed Diesel Fuel Sulfur Requirements" Chapados et al., NPRA Presentation, March 26-28, 2000], стадія окиснення включає реакцію сірки, що входить до складу модельної сполуки, якою служить дибензтіофен, із застосуванням каталізатора, яким служить надкислота, отримана з оцтової кислоти і пероксиду водню. Реакцію з надкислотою проводили при температурі менш ніж 100°С при атмосферному тиску, при тривалості реакції менш ніж 25хв. Після екстракції досягнуте пониження концентрації сірки в дизельному паливі. Однак зазначено, що витрати на процес високі, і компонентом, що найбільш дорого коштує, є пероксид водню, який витрачається в процесі, що значною мірою зумовлене відсутністю уявлення про значення надмірної води для ефективного використання малих кількостей пероксиду водню. Виявлено, що нафтове паливо, наприклад, дизельне паливо, гас і паливо для реактивних двигунів, що відповідають сучасним вимогам до максимального вмісту сірки не більше ніж 500млн -1, можуть бути економічним способом оброблені з метою зниження вмісту сірки до значення від приблизно 5 млн-1 до приблизно 15млн-1, а в певних випадках і менш. При здійсненні способу відповідно до цього винаходу вуглеводневе паливо, що містить малі кількості органічних сполук сірки, наприклад, приблизно до 1500млн-1, обробляють шляхом введення сірковмісного палива в контакт з окисним розчином, що містить пероксид водню, мурашину кислоту і не більш ніж приблизно 25% води. Кількість пероксиду водню в окисному розчині приблизно вдвічі перевищує сте хіометричну кількість пероксиду, необхідну для реакції з сіркою, що міститься в паливі. Окисний розчин містить пероксид водню в малій концентрації, яка, в самому загальному випадку, лежить в межах від приблизно 0,5% (мас.) до приблизно 4% (мас). Реакцію проводять при температурі від приблизно 50°С до приблизно 130°С протягом часу контактування менш ніж приблизно 15хв. під тиском, в оптимальному випадку близьким до атмосферного або таким, що злегка перевищує його. Окисний розчин відповідно до винаходу містить не тільки малу кількість води, але і малі кількості пероксиду водню і кислоти, причому мурашина кислота є основним компонентом. Продукти окиснення, звичайно відповідні органічні сульфони, розчинні в окисному розчині і тому можуть бути видалені із знесірченого палива шляхом одночасної простої екстракції з подальшим розділенням фаз. Водну фазу відділяють від вуглеводневої фази, яка тепер має знижену концентрацію сірки. Хоч не всі сірковмісні компоненти палива можуть бути видалені до бажаного дуже низького залишкового вмісту сірки на стадії екстракції відпрацьованим окисним розчином, конверсія сірки і зниження її концентрації в паливі на стадії окиснення забезпечують спрощення екстрагування і видалення сірки до майже повного знесірчення отримуваних рідких вугле воднів, наприклад, паливного мазуту, дизельного палива, палива для реактивних двигунів, бензинів, гасу тощо, до залишкового вмісту сірки від 5млн-1 до 15млн-1, а часто близького до нуля. У разі присутності в паливі залишкових кількостей окиснених сполук сірки, звичайно сульфонів, цей винахід забезпечує можливість практичного і економічного застосування додаткових стадій розділення з метою видалення залишкової сірки з використанням відповідних твердих поглиначів (адсорбентів), наприклад, в циклічному режимі адсорбції-десорбції, для отримання знесірченого продукту і добування окиснених сполук сірки в концентрованому вигляді і способом, що дає можливість їх остаточної утилізації в межах нафтопереробного підприємства без шкоди для навколишнього середовища. Після відділення екстракту, що містить окиснені сполуки сірки, від знесірченого палива, або рафінату, цей екстракт можна піддати переробці з метою регенерації кислоти для повернення її в процес. Це відділення можна виконувати різними способами, однак у варіанті, якому віддається перевага, це відділення проводять із застосуванням рідинно-рідинного сепаратора, який працює при досить високій температурі, близькій до температури реакції окиснення, для гравітаційного розділення матеріалу без утворення третьої осадженої твердої фази. Природно, що водну фазу, більш важку в порівнянні з вуглеводневою фазою, зливають із нижньої частини роздільного пристрою, після чого її у варіанті, якому віддається перевага, змішують із відповідним висококиплячим продуктом нафтопереробки, наприклад, із газойлем, і піддають швидкому випаровуванню для видалення води і кислоти у вигляді верхнього погона, причому сірковмісні сполуки переходять в потік газойлю, що відбирається з нижньої частини дистиляційної колони. Потік верхнього погона з колони швидкого випаровування і передачі сульфонів, що містить кислоту і воду, піддають подальшій дистиляції в окремій колоні для видалення з нього частини води і виведення із процесу. Регенеровану кислоту можна потім повернути в резервуар приготування окисного розчину, де її змішують із пероксидом водню, отримуючи окисний розчин, який знову вводять в контакт з сірковмісним вихідним паливом. Ця регенерація кислоти підвищує економічність процесу відповідно до цього винаходу. Після розділення паливо можна додатково нагріти і піддати швидкому випаровуванню з метою видалення залишкових кількостей водно-кислотного азеотропу, який можна повернути на стадію рідинно-рідинного розділення або на іншу стадію процесу. Потім паливо можна ввести в контакт із лужним розчином або з безводним оксидом кальцію (наприклад, з негашеним вапном) і/або пропустити через фільтри з метою нейтралізації слідів залишкової кислоти і остаточного зневоднення палива. Потім потік палива можна пропустити при температурі навколишнього середовища через шар твердого оксиду алюмінію для адсорбування залишкових кількостей розчинних в паливі сполук окисненої сірки у разі їх присутності. Після цього отримують ретельно знесірчений, нейтралізований і зневоднений продукт. Окиснені сполуки сірки, адсорбовані на оксиді алюмінію, можна видалити з нього шляхом десорбції і розчинення відповідним гарячим полярним розчинником; розчинником, якому віддається перевага, є метанол. До інших розчинників відносяться ацетон, ТГФ (тетрагідрофуран), ацетонітрил, хлоровані розчинники, наприклад, хлористий метилен, а також водний розчин окисника з високим вмістом кислоти у відповідності з цим винаходом. Однією з переваг адсорбційно-десорбційної системи відповідно до винаходу є те, що в ній можна застосувати такі, що промислово випускаються, адсорбенти на основі оксиду алюмінію, які допускають багаторазове використання в циклічному режимі без значної втрати активності і без необхідності їх реактивування із застосуванням високої температури, що звичайно використовується для зневоднення. Екстраговані окиснені сполуки сірки вводять у висококиплячі технологічні потоки продуктів нафтопереробки для подальшого видалення методом швидкого випаровування, при якому регенерується також метанол для повернення на стадію десорбції адсорбату з оксиду алюмінію. Окисний розчин відповідно до винаходу у варіанті, якому віддається перевага, отримують шляхом змішування наявного на ринку розчину мурашиної кислоти (96% (мас.)) із наявним на ринку розчином пероксиду водню, що звичайно поставляється в концентраціях 30% (мас), 35% (мас.) і 50% (мас.) щоб уникнути виникнення небезпеки, пов'язаної з роботою з 70%-ним пероксидом водню в умовах нафтопереробного підприємства. Ці розчини змішують, отримуючи окисний матеріал, що містить від приблизно 0,5% (мас.) до приблизно 4% (мас.) пероксиду водню, менш ніж 25% (мас.) води, решту складає мурашина кислота. Джерелами води в цьому окисному і екстракційному розчині є, як правило, вода, що міститься в розчинах пероксиду і кислоти, і вода, що міститься в зворотній мурашиній кислоті, якщо процес здійснюється в циклічному режимі. У залежності від обставин можна вводити додаткові кількості води без негативних наслідків для здійснення цього винаходу за умови дотримання вказаних критеріїв, однак із точки зору економічності процесу важливо підтримувати низький вміст води, як указано в цьому описі. Концентрація пероксиду водню, що витрачається в реакції, в окисному розчині у варіанті, якому віддається перевага, становить від приблизно 1% (мас.) до приблизно 3% (мас), а у варіанті, якому віддається найбільша перевага, - від 2% (мас.) до 3% (мас). Граничний вміст води обмежений значенням не більш ніж 25% (мас), але у варіанті, якому віддається перевага, він лежить в межах від 8% (мас.) до 20% (мас), а у варіанті, якому віддається найбільша перевага, становить від приблизно 8% (мас.) до приблизно 14% (мас). Окисний і екстракційний розчин, що застосовується при здійсненні цього винаходу, містить від приблизно 75% (мас.) до приблизно 92% (мас.) карбонової кислоти, у варіанті, якому віддається перевага, мурашиної кислоти, і у варіанті, якому віддається перевага, від 79% (мас.) до приблизно 89% (мас.) мурашиної кислоти. Молярне відношення кількостей кислоти, у варіанті, якому віддається перевага, мурашиної кислоти, і пероксиду водню, корисне при здійсненні цього винаходу, становить щонайменше 11:1 і в найбільш загальному випадку лежить в межах від приблизно 12:1 до приблизно 70:1, у варіанті, якому віддається перевага, від приблизно 20:1 до приблизно 60:1. Такі умови забезпечують швидке і повне окиснення сполук сірки і практично повне екстрагування їх із продуктів нафтопереробки, наприклад, із дизельного палива, палива для реактивних двигунів або бензину, що містять від приблизно 200млн -1 до приблизно 1500млн -1 сірки, а також ефективне окиснення і екстрагування органічних сполук сірки, присутніх в паливі в більш високих концентраціях. Оскільки необхідна молярна кількість пероксиду водню пропорційна кількості присутньої сірки і оскільки пероксид витрачається в процесі, то вартість цього матеріалу може негативно впливати на економічні характеристики виробництва, якщо кількість присутньої сірки понадміру велика або якщо в оброблюваному матеріалі присутні інші вуглеводні, що піддаються окисненню, як це має місце, наприклад, в сирій нафті. Звичайно, пероксид водню має природну схильність до розкладання на воду і кисень, що не вступає в реакцію за цих умов. Тому цей винахід найбільш корисний для тонкого очищення від малих кількостей сірки, наприклад, менш ніж приблизно 1000млн-1, вуглеводневого палива, готового до продажу, а не для видалення сірки з сирої нафти, що містить її у великих кількостях. При окисненні органічних сполук сірки із застосуванням пероксиду водню сте хіометричне співвідношення реагентів становить 2моль пероксиду водню на 1моль сірки, що прореагувала. При здійсненні цього винаходу кількість окисного розчину повинна бути такою, щоб вона відповідала кількості пероксиду водню, що перевищує сте хіометричну кількість щонайменше в два рази, у варіанті, якому віддається перевага, приблизно в 2-4 рази. Можна застосовувати і більші кількості, однак лише ціною збільшення витрат, оскільки виявлено, що при перевищенні необхідної кількості більш ніж в 4 рази досягається лише незначне поліпшення окиснення сірки. Крім того, з метою зведення до мінімуму втрат пероксиду водню за рахунок побічних реакцій розкладання, в окисному розчині відповідно до цього винаходу віддається перевага використанню низьких концентрацій пероксиду водню в межах від приблизно 0,5% (мас.) до приблизно 4% (мас). Несподівано було виявлено, що при таких концентраціях і при температурі реакції приблизно 95°С процеси швидкого і повного окиснення і екстрагування сполук сірки з вуглеводневого палива з відносно низьким вмістом сірки успішно конкурують із побічною реакцією розкладання пероксиду, що забезпечує практичність і економічність процесу знесірчення такого палива. Як правило, кількість присутньої сірки визначають в перерахунку на тіофенову сірку. Якщо вся сірка присутня в вихідному паливі у вигляді дибензтіофену або тіофену, то після її видалення на стадії окиснення і екстракції можна досягнути вмісту сірки в обробленому паливі менш ніж приблизно 10млн -1. Для видалення інших сірковмісних сполук навіть після їх окиснення може виявитися необхідним виконання додаткових стадій екстрагування і видалення, в залежності від типу присутніх сполук сірки і розчинності їх в обробленому паливі. Несподівано виявлено, що за допомогою обмеження кількостей присутніх води і пероксиду водню і умов реакції відповідно до цього винаходу досягається майже повне окиснення органічних сполук сірки з високою швидкістю при низьких концентраціях пероксиду, при відносно невеликому надлишку пероксиду в порівнянні зі стехіометрично необхідною кількістю і при обробці палива з відносно низьким вмістом сірки; всі ці умови характеризуються у відомих процесах як кінетично несприятливі. Крім цього несподіваного результату, процес може бути виконаний при незначних втрата х пероксиду водню, що дорого коштує, на очікувані побічні реакції мимовільного розкладання або взаємодії з іншими вуглеводнями. Хоч винахід описаний нижче з певними подробицями, для досвідченого фахівця повинно бути ясно, що автори цього винаходу не мають наміру відмовлятися від якої б то не було концептуальної ознаки цього винаходу відносно пониження вмісту органічних сполук сірки в паливі і світлих нафтопродуктах. На Фіг.1 представлена принципова технологічна схема процесу відповідно до цього винаходу, якому віддається перевага, де видалення сірки виконується із застосуванням тільки стадії окиснення/екстракції. На Фіг.2 показана альтернативна принципова технологічна схема, що представляє послідовність обробки, якій віддається перевага, з метою додаткового видалення окиснених сполук сірки, розчинних у вуглеводневому паливі. На Фіг.3 представлені отримані результати в формі графіка залежності залишкового вмісту сірки в паливі від концентрації мурашиної кислоти в окисному і екстракційному розчині відповідно до цього винаходу, отримані з використанням математичної моделі, розробленої на основі експериментів, описаних в Прикладі 1. На Фіг.4 представлені отримані результати в формі графіка залежності залишкового вмісту сірки в паливі від концентрації пероксиду водню, якій віддається перевага, в окисному і екстракційному розчині відповідно до цього винаходу, отримані з використанням математичної моделі, розробленої на основі експериментів, описаних в Прикладі 1. На Фіг.5 представлені отримані результати в формі графіка залежності залишкового вмісту сірки в паливі від стехіометричного надлишку пероксиду водню при різних концентраціях мурашиної кислоти в окисному і екстракційному розчині відповідно до цього винаходу, отримані з використанням математичної моделі, розробленої на основі експериментів, описаних в Прикладі 1. На Фіг.6 показаний вплив молярного відношення мурашиної кислоти до пероксиду водню (при різних значеннях стехіометричного надлишку останнього) на повноту окиснення сірки; графіки побудовані на основі даних, отриманих і описаних в Прикладі 1. На Фіг.7 представлені експериментальні результати залежності залишкового вмісту сірки в паливі при фіксованому значенні стехіометричного надлишку пероксиду водню і його концентрації, отримані з даних експериментів, описаних в Прикладі 2. Винахід, стисло охарактеризований в попередньому розділі, описаний нижче більш детально. Спосіб відповідно до цього винаходу несподівано забезпечує майже кількісне окиснення органічних сполук сірки при тонкому очищенні таких, що промислово випускаються, дизельних палив, бензину, гасу і інши х світли х вуглеводневих продуктів, що отримуються при нафтопереробці, як правило, після гідрування в гідрогенізаційній установці, де відбувається відновлення і видалення сірковмісних сполук, після якого в паливі залишається невелика кількість сполук сірки, які важко піддаються гідруванню. Хоч реакція окиснення органічних сполук сірки пероксидом водню і мурашиною кислотою сама по собі добре відома, несподіваний ефект полягає в тому, що їх повне, майже кількісне окиснення у вуглеводневих матеріалах, що містять малі кількості органічних сполук сірки, до приблизно 1500млн -1, у варіанті, якому віддається перевага, від приблизно 200 млн-1 до приблизно 1000млн -1, досягається при проведенні реакції з окисним і екстракційним розчином, що містить низькі концентрації пероксиду водню, як правило, від приблизно 0,5% (мас.) до приблизно 4% (мас), у варіанті, якому віддається перевага, від 0,5% (мас.) до 3,5% (мас.) або від 2% (мас.) до 3% (мас), в присутності малих кількостей води, менш ніж приблизно 25% (мас), у варіанті, якому віддається перевага, менш ніж приблизно 20% (мас), у варіанті, якому віддається більша перевага, в межах від приблизно 8% (мас.) до приблизно 20% (мас), у варіанті, якому віддається найбільша перевага, в межах від приблизно 8% (мас.) до приблизно 14% (мас.) Залишок окисного розчину складає мурашина кислота. Окисний і екстракційний розчин, що застосовується при здійсненні цього винаходу, містить від приблизно 75% (мас.) до приблизно 92% (мас) карбонової кислоти, у варіанті, якому віддається перевага, мурашиної кислоти, і у варіанті, якому віддається перевага, від 79% (мас.) до приблизно 89% (мас.) мурашиної кислоти. Молярне відношення кількостей кислоти, у варіанті, якому віддається перевага, мурашиної кислоти, і пероксиду водню, корисне при здійсненні цього винаходу, становить щонайменше приблизно 11:1 і в загальному випадку лежить в межах від приблизно 12:1 до приблизно 70:1, у варіанті, якому віддається перевага, від приблизно 20:1 до приблизно 60:1. Цей окисний розчин додають до вуглеводню в кількості, що відповідає кількості пероксиду водню, що перевищує сте хіометричну кількість, необхідну для реагування з сіркою з утворенням сульфону, в два рази, у варіанті, якому віддається перевага, приблизно в 2-4 рази; іншими словами, на кожний моль сірки в паливі повинно припадати більш ніж приблизно 4 моль пероксиду водню. Стехіометричне співвідношення становить 2моль пероксиду водню на кожний моль тіофенової сірки. Таким чином, стехіометричний множник (StF), рівний двом, означає 4моль пероксиду на моль сірки. Можна, звичайно, застосовувати і більший надлишок, однак це не дає практичних переваг. Несподіваним і важливим фактом є те, що спосіб відповідно до цього винаходу забезпечує таке ефективне видалення органічних сполук сірки (тобто з високою швидкістю і при незначних втрата х пероксиду водню) при низьких концентраціях пероксиду водню в окисному і екстракційному розчині і при низьких концентраціях сірки в вихідному паливі. Досвідченим фахівцям зрозуміло, що для ефективного змішування двох практично незмішуваних рідин, а саме нафтового палива і водного окисного і екстракційного розчину, об'ємне співвідношення нафтопродукт:вода повинне бути менш ніж приблизно 10:1 або, з іншого боку, приблизно 20:1. Це означає, що ефективне змішування можна забезпечити, перемішуючи, наприклад, 100мл палива з 5-10мл водного розчину, однак спроба змішати 0,5-1мл водного розчину (що відповідає випадку високої концентрації пероксиду) зі 100мл палива виявилася б надзвичайно тяжкою. Якщо процес вимагає для ефективної роботи підвищених концентрацій пероксиду, що стосується, наприклад, певних відомих способів, то ця умова дотримання об'ємного співвідношення призводить до використання на кінцевому етапі процесу окиснення вельми великих кількостей пероксиду, що не використовується для окиснення сірки і, отже, здатного розкладатися внаслідок побічних реакцій. Для підвищення коефіцієнта використання пероксиду такі розчини необхідно повертати в цикл. Перед поверненням необхідно видаляти воду для дотримання масового балансу, а будь-які додаткові операції з нестійкими і небезпечними розчинами пероксидів, поведінка яких непередбачувана, вельми важко реалізовуються. Вирішення цих проблем виявляється непотрібним при зіставленні із практичністю і перевагами процесу відповідно до цього винаходу. При приготуванні окисного розчину пероксид водню, який випускається в продаж, як правило, у вигляді водних розчинів із концентрацією 30% (мас), 35% (мас), 50% (мас) і 70% (мас), змішують із мурашиною кислотою, яка також містить приблизно 4% залишкової води. Мурашина кислота випускається в продаж, як правило, в 96%-ній концентрації, тому при змішуванні реагентів в систему вводиться вода. У певних випадках може виявитися доцільним додання води в систему. Навіть з урахуванням значної доцільності зведення до мінімуму кількості води з точки зору успішної реалізації способу за цим винаходом, зберігання пероксиду водню високої концентрації і робота з ним настільки небезпечні, що перевагу потрібно віддавати придбанню 35%-ного розчину пероксиду, хоч з те хнічної точки зору задовільним є будь-яке джерело пероксиду водню за умови дотримання вимог до готового окисного розчину, вказаних нижче. Звертаючись до Фіг.1 для докладного розгляду варіантів здійснення цього винаходу, яким віддається перевага, потрібно мати на увазі, що цей докладний опис приведений лише як приклад і що його не можна розглядати як обмеження будь-яких інших модифікацій або змін в процесі, які неістотно відрізняються від описаних тут і заявлених в формулі ознак або відмова від таких ознак. Що стосується процесу, то сірковмісне паливо поступає в систему по лінії 10. Якщо вихідним матеріалом є, наприклад, дизельне паливо, то сучасний продукт, що отримується нафтопереробкою, має максимальний вміст сірки 500млн-1. Недавні заяви органів охорони навколишнього середовища вказують, що вони мають намір різко знизити цей допустимий максимум. Однак знижені межі вмісту сірки в паливі, що підлягає обробці, не позначаться істотно на ефективності способу за цим винаходом. Вихідний матеріал поступає по лінії 10 і, у разі необхідності, проходить через теплообмінник 12, де він нагрівається до температури, що злегка перевищує бажану температуру реакції. Якщо вихідний матеріал поступає зі схови ща, то може виявитися необхідним його нагрівання, однак у разі його надходження з якої-небудь іншої стадії нафтопереробки він може бути досить гарячим для безпосереднього використання або навіть вимагати охолоджування. При здійсненні цього винаходу окиснення і екстракцію проводять при температурі від приблизно 50°С до приблизно 130°С, у варіанті, якому віддається перевага, від приблизно 65°С до приблизно 110°С, у варіанті, якому віддається найбільша перевага, від приблизно 90°С до приблизно 105°С. Вихідний матеріал нагрівають до більш високої температури, так що після проходження по лінії 14 в лінію 16, де його змішують з окисним розчином, реакційна суміш, що отримується, охолоджується, і її температура входить в допустимі межі температури реакції. Пероксид водню поступає в змішувач 18 по лінії 20 і змішується з потоком кислоти 22, утворюючи окисний розчин, який в лінії 16 з'єднують із нагрітим вихідним матеріалом, що поступає по лінії 14. У змішувач 18 можна додавати також регенеровану кислоту для повторного використання. Потік вихідного матеріалу і окисного розчину поступає в реактор 24, де відбувається окиснення і екстрагування; звичайно для задовільного окиснення присутніх органічних сполук сірки і екстрагування окиснених сполук із палива досить часу контакту від приблизно 5хв. до приблизно 15хв. Реактор повинен мати конструкцію, що забезпечує ефективне змішування палива з окисним і екстракційним розчином, наприклад, являти собою ряд послідовно розташованих магістральних змішувачів або реакційних посудин із мішалками. Час перебування (контакту) в реакторі у варіанті, якому віддається перевага, становить від приблизно 5хв. до 7хв.; при відповідному сте хіометричному надлишку і концентраціях компонентів окисного розчину для повної конверсії при тонкому очищенні палива з низьким вмістом сполук сірки (наприклад, дизельного палива, що серійно випускається) потрібно не більш ніж приблизно 15хв. Можливе використання більш тривалого контакту без виходу за межі обсягу винаходу, зокрема, при застосуванні знижених концентрацій мурашиної кислоти. Придатними для цієї стадії реакторами є послідовності реакторів безперервної дії з мішалками (CSTR), у варіанті, якому віддається перевага, послідовність з 2 або 3 реакторів. Досвідченим фахівцям відомі інші реактори, здатні забезпечити належне змішування окисного розчину з вуглеводнем; такі реактори також можуть бути застосовані. Після проходження екзотермічної реакції окиснення окиснені органічні сполуки сірки набувають розчинність в окисному розчині в мірі, що відповідає їх розчинності у вуглеводні або водному розчині, і, таким чином, згаданий розчин не тільки спричиняє окиснення сполук сірки у вуглеводневому паливі, але і служить для екстрагування істотної частини цих окиснених речовин із вуглеводневої фази у водн у фазу окисного розчину. Продукт реакції виходить із реактора 24 окиснення по лінії 26 у вигляді гарячої двофазної суміші і поступає у відстійник 28, де відбувається розділення фаз, причому фаза вуглеводневого палива із зниженим вмістом сірки виходить із сепаратора 28 по лінії 30. Цю фазу додатково нагрівають в теплообміннику 32 і по лінії 34 подають в барабан 36 швидкого випаровування, де відбувається швидке випаровування палива з відділенням залишкової кислоти і води. Азеотропну суміш води з мурашиною кислотою відводять з барабана 36 швидкого випаровування по лінії 39 для повернення в цикл у вигляді частини підживлення окисного розчину в змішувачі 18. У альтернативному варіанті може бути потрібна додаткова обробка кислоти і води (не показана на схемі) за допомогою дистиляції. Несподівано виявлено, що висока концентрація кислоти в окисному розчині, якій віддається перевага відповідно до цього винаходу, при низькому вмісті води забезпечує додаткову перевагу в формі підвищення екстрагувальної здатності по відношенню до сульфонів, що утворюються внаслідок реакції окиснення. Паливо відводять із барабана 36 швидкого випаровування по лінії 38 і, як показано на Фіг.1, охолоджують в теплообміннику 40 для подальшого фільтрування або обробки в збірнику 41 із метою видалення залишкової води, кислоти і можливих слідів сполук сірки, які видаляються при фільтруванні. До палива перед надходженням в збірник 41 можна додавати за допомогою лінії 44 певну кількість каустику або оксиду кальцію для нейтралізації залишкової кислоти в обробленому паливі. Хоч можна застосовувати будь-який матеріал, придатний для нейтралізації кислоти, застосування сухого оксиду кальцію (негашеного вапна) забезпечує не тільки нейтралізацію залишкової кислоти, але також зневоднення палива, як легко визначить досвідчений фа хівець. Присутність твердого оксиду кальцію забезпечує легкість видалення прихованих осадів залишкових окиснених сполук сірки за рахунок затравлювання кристалізації і фільтрування. Потрібна лише незначна кількість оксиду кальцію, яку легко визначить досвідчений фахівець із результатів аналізу вуглеводневої фази палива. Застосуванню негашеного вапна віддається перевага з технічної точки зору в порівнянні із промиванням лужним розчином з подальшим зневодненням сіллю. Паливо і тверді солі кальцію поступають в апарат 42 подальшої обробки, який може являти собою будь-який придатний сепаратор рідкої і твердої фаз. З апарату 42 подальшої обробки паливо спрямовують по лінії 46 в сховище 48. Хоч зневоднення і остаточне очищення палива можна здійснити багатьма відомими способами, вищеописаний спосіб дає задовільні результати при здійсненні цього винаходу. Тверді продукти відводять з апарату 42 подальшої обробки по лінії 43 для відповідної утилізації або видалення. Подробиці таких операцій добре відомі технологам. Водний окисний і екстракційний розчин, який містить окиснені сполуки сірки, відводять із сепаратора 28 по лінії 50, де його у варіанті, якому віддається перевага, змішують із гарячим газойлем із технологічного потоку 51 і спрямовують по лінії 54 в апарат 56 швидкого випаровування для відділення кислоти і води від окиснених сполук сірки, переважно в формі сульфонів, які внаслідок розчинності або у вигляді тонкої дисперсії переходять в газойль і видаляються з апарату 56 швидкого випаровування по лінії 58 для подальшої обробки або видалення, наприклад, на коксування. Умови роботи і операції, що виконуються при роботі згаданої установки, відомі технологам. Якщо при здійсненні цього винаходу використовується газойль, як описано тут і нижче, то, як правило, він являє собою потік продуктів нафтопереробки, призначений для утилізації шляхом коксування або аналогічним способом. Це забезпечує ще одну перевагу цього винаходу, оскільки при видаленні сірки з палива не утворюється ще один потік небезпечних відходів, що важко піддаються утилізації. Додання газойлю на цій стадії процесу сприяє швидкому випаровуванню води і кислоти в апараті 56 швидкого випаровування і при цьому відділенню сірковмісних сполук разом із сіркою, що вже міститься в газойлі, для зручної їх утилізації. Кількість газойлю, що використовується, природно, залежить від кількості сірковмісних сполук в технологічному потоку. Ця кількість не має істотного значення, з тим виключенням, що бажано, щоб всі сполуки сірки, що містяться у водному потоку, переходили в потік газойлю за рахунок розчинення або диспергування в ньому. Крім того, оскільки в технологічних процесах, що відбуваються поблизу місця здійснення цього винаходу, звичайно утворюються потоки газойлю при підвищених температурах, такий матеріал із підвищеною температурою можна використовувати для підвищення ефективності випаровування в апараті 56 швидкого випаровування. Досвідченому фахі вцю, звичайно, зрозуміло, що якщо ця температура дуже висока, то водні матеріали можуть випаровуватися передчасно, отже, необхідно коректувати температуру і тиск на цій стадії. Має місце, однак, перевага, що полягає в тому, що такий потік можна використати для підвищення температури матеріалу і тим самим підвищити ефективність розділення в апараті 56 швидкого випаровування. Відповідні параметри добре відомі досвідченому фа хівцю. Верхній погон з апарату 56 швидкого випаровування відводять по лінії 59 в колону 60 азеотропної дистиляції, звідки воду відводять у вигляді верхнього погона по лінії 64, а регенеровану мурашину кислоту, що містить незначну кількість залишкової води, повертають в процес по лінії 62 після охолодження в теплообміннику 52, звідки її подають в змішувач 18 для повторного використання. У випадку, якщо мурашина кислота в лінії 39 вимагає додаткового відділення води, її також можна подати в дистиляційну колону 60 разом із верхнім погоном із лінії 59. Як один зі шляхів обробки сірковмісних сполук на Фіг.1 показано, що такі сполуки відводять з апарату 56 по лінії 58 разом із газойлем, якщо він використовується в процесі, для подальшого спрямовування, наприклад, в коксувальну установку. Інша схема видалення передбачає передачу згаданих сульфонів із введенням їх в потоки гарячого асфальту. Ще одним варіантом є відгін більшої частини кислоти і води для повернення в цикл, при цьому в кубі залишається більш концентрований розчин сульфонів, який можна охолодити для осадження і добути з нього тверді сульфони шляхом фільтрування. Інші способи видалення очевидні для досвідчених фа хівців. Альтернативний варіант здійснення винаходу показаний на Фіг.2. Частини обладнання і лінії, показані на Фіг.2, для зручності позначені тими ж позиціями, що на Фіг.1. У цьому випадку паливо забруднене тіофенами, що мають в молекулах інші вуглеводневі фрагменти і тому створюють як продукти реакції окиснення розчинні у вуглеводнях суль фони. Потік 46, що виходить з апарату 42 для нейтралізації, зневоднення і фільтрування, може ще містити певні окиснені сполуки сірки, розчинені в паливі. Присутність залишкових окиснених сполук сірки у вуглеводні вказує, що існ ує рівноважна розчинність цих сполук як у вуглеводневому паливі, так і у водній кислотній фазі. Залишкові окиснені сполуки сірки можна видалити з обробленого палива відомими способами рідинно-рідинної екстракції із застосуванням відповідних полярних розчинників, наприклад, метанолу, ацетонітрилу, диметилсульфоксиду, фуранів, хлорованих вуглеводнів, а також додаткових об'ємів водних кислотних розчинів відповідно до цього винаходу. Однак екстрагування розчинниками для досягнення низьких (що наближаються до нуля) концентрацій сірки вельми громіздке, малоефективне, незручне для практичного застосування і вимагає великих витрат, особливо у разі використання його для палива з низькими вихідними концентраціями сірки, що забезпечуються на початковій стадії окиснення і екстракції відповідно до цього винаходу. Несподівано виявлений ефективний і практично доцільний спосіб досягнення практично повного видалення залишкових окиснених сполук сірки з палива. Згідно зі способом відповідно до цього винаходу, нейтралізований, зневоднений і відфільтрований потік 46 палива пропускають навперемінно через адсорбційні колони 70 і 72 з нерухомим або псевдозрідженим шаром твердого оксиду алюмінію (неактивованого), що має порівняно велику питому поверхню (наприклад, характерну для дрібнозернистого матеріалу з розміром зерен від 20меш до 200меш, тобто 0,84-0,076мм). Досвідченим фахівцям неважко підібрати відповідний розмір зерна, виходячи з вибраних умов роботи і доступності матеріалу. Колони 70 і 72 застосовують в режимі багаторазових циклів адсорбції-десорбції без значних втрат активності і, що найбільш важливо, без необхідності реактивації шляхом високотемпературної обробки, наприклад, прожарювання, яке звичайно застосовують в певних промислових процесах, де потрібне застосування активованого оксиду алюмінію. При виявленні проскакування сірки у вихідний потік однієї колони, що виражається в перевищенні вибраної концентрації в лінії 74, потік 46 перемикають на другу колону 72, включену паралельно. Після цього колона 70 готова до циклу десорбції з метою видалення адсорбованих окиснених сполук сірки і регенерації колони для її використання в наступному циклі адсорбції. Як концентрацію проскакування можна розглядати будь-яку концентрацію сірки, прийнятну з точки зору вимог ринку, наприклад, від 30млн-1 до приблизно 40млн-1 сірки. Момент настання проскакування залежить від об'єму палива, що подається, і співвідношення розмірів колони і розміру зерна насадки; всі ці чинники легко врахувати досвідченому фа хівцю. Операції адсорбції-десорбції можна виконувати в колонах із нерухомим шаром насадки, в псевдозрідженому шарі оксиду алюмінію при протитечійній циркуляції, в поєднаннях змішувача з осаджувачем тощо, як відомо досвідченим фахівцям. Цикл адсорбції можна виконувати при температурі навколишнього середовища при тиску, що забезпечує прийнятні швидкості потоку через насадкову колону. Природно, при бажанні можна застосовувати інші умови. Цикл десорбції з колони 70 починають зі зливу палива з колони 70 в кінці циклу адсорбції. Колону 70 промивають потоком легкого вуглеводню, наприклад, легкого лігроїну, для витіснення залишків палива, що змочує поверхню твердого адсорбенту. Для цієї мети звичайно досить об'єму лігроїну, приблизно рівного об'єму шару сорбенту. Потім пропускають через колону 70 пару або гарячий газ для віддування лігроїну і висушування шару. Добуте паливо, злите паливо, промивальний лігроїн і лігроїн, добутий шля хом сепарування на стадії віддування, піддають регенерації. Власне десорбцію окиснених сполук сірки із твердого оксиду алюмінію у варіанті, якому віддається перевага, виконують шляхом пропущення гарячого (50-80°С) метанолу, що подається по лінії 76, через насадкову колону під тиском, достатнім для забезпечення належної швидкості потоку через шар і одночасно для запобігання швидкому випаровуванню метанолу в шарі. Цю екстракцію можна ефективно забезпечити або в режимі прямотечії, або протитечії по відношенню до напряму потоку в адсорбційній колоні. Частину метанольного екстракту можна повертати в колону з метою забезпечення достатнього часу перебування для досягнення високої концентрації сульфонів щоб уникнути використання великих об'ємів метанолу. Для остаточного промивання перед зворотним перемиканням колони 70 на цикл адсорбції віддається перевага застосуванню чистого метанолу. Визначено, що об'єм метанолу, приблизно рівний об'єму шару сорбенту, екстрагує біля 95% загальної кількості сульфонів, адсорбованих на оксиді алюмінію. Для практично повної десорбції сульфонів можна використати додатковий об'єм метанолу, приблизно рівний одному або подвоєному об'єму шару, однак при циклічному процесі із застосуванням процедури регенерації відповідно до цього винаходу в цьому немає необхідності. Перед перемиканням на цикл адсорбції метанол зливають із колони і пропускають через неї чистий метанол для забезпечення видалення утриманого метанольного екстракту. Переважно метанолу дають випаруватися з колони шляхом скидання протитиску, а потім видаляють залишковий метанол, що змочує шар сорбенту, за допомогою віддування парою або гарячим газом. Тепер колона готова до повернення в цикл адсорбції без значної втрати адсорбційної здатності і без необхідності реактивування шляхом високотемпературної обробки. Певна кількість води, хімічно зв'язаної з оксидом алюмінію внаслідок операцій згідно з цим винаходом, не впливає негативним чином на роботу колони в режимі адсорбції-десорбції. У інших випадках хімічно зв'язана вода призвела б до втрати працездатності адсорбера, в якому застосовується активований оксид алюмінію. Остаточно оброблене паливо відводять по лінії 74 в сховище 48 продукту при типовому значенні залишкової концентрації сірки менш ніж приблизно 10млн -1, що наближається до нуля. Конкретний низький рівень вмісту залишкової сірки можна забезпечити шляхом підбору його значень, що розглядаються як характеристики проскакування для колон 70 і 72, з урахуванням економічних міркувань. Зменшення об'єму продукту, що пропускається через колони 70 і 72 в процесі адсорбції, по відношенню до об'єму шару сорбенту забезпечує, як правило, більш низькі концентрації сірки в готовому продукті. Окиснення сполук сірки на першій реакційній стадії забезпечує можливість досягнення рівня залишкової сірки в готовому продукті менш ніж приблизно 15млн -1. Збагачений сіркою метанольний екстракт відводять по лінії 78, змішують із гарячим газойлем в лінії 80 і піддають швидкому випаровуванню в колоні 82 для добування метанолу, який відводять у вигляді вер хнього погона по лінії 76 і повертають в цикл. Окиснені сполуки сірки, наприклад, сульфони, переходять з метанолу в газойль, і їх відводять по лінії 84 у вигляді нижньої фракції для подачі, наприклад, в коксувальну установку. Як показано на Фіг.2, водний окисний розчин, що містить тепер окиснені сполуки сірки, відводять із сепаратора 28 по лінії 50, де його у варіанті, якому віддається перевага, змішують із гарячим газойлем із потоку 51 і подають по лінії 54 в апарат 56 швидкого випаровування для відділення кислоти і води від окиснених сполук сірки, у варіанті, якому віддається перевага, в формі сульфонів, які переходять в газойль і видаляються з апарату 56 швидкого випаровування по лінії 58 для подальшої обробки або видалення, наприклад, на коксування. Верхній погон з апарату 56 швидкого випаровування відводять по лінії 59 і спрямовують в колону 60 азеотропної дистиляції, звідки воду відводять у вигляді верхнього погона по лінії 64, а регенеровану мурашину кислоту, що містить незначну кількість залишкової води, повертають в процес по лінії 62 після охолоджування в теплообміннику 52, звідки її подають в змішувач 18 для повторного використання. Верхній погон із лінії 39 при бажанні також можна подати в дистиляційну колону 60 для додаткового відділення мурашиної кислоти. Можливі численні модифікації вищеописаного процесу, зокрема, після відділення окисного і екстракційного розчину, що містить окиснені сполуки сірки, звичайно в формі сульфонів, від обробленого вуглеводневого палива. Це оброблене паливо може після стадії окиснення і екстракції відповідно до цього винаходу мати вміст сірки від приблизно 120млн-1 до приблизно 150млн -1, в залежності від типу сполук сірки, присутніх в вихідному матеріалі. Сірка може бути окиснена повністю, але окиснені сполуки, що утворюються можуть мати відмінну від нуля змінну розчинність в паливі і, отже, не екстрагуватися повністю окисним розчином. Для видалення окиснених заміщених тіофенів, наприклад, алкілованих (С1, С2, С3, С4 тощо) дибензтіофенів, потрібні більш складні способи, ніж для більш простих сполук, описаних вище, наприклад, для незаміщених тіофенів. Адсорбційно-десорбційна система із застосуванням оксиду алюмінію і метанолу, описана вище, є одним із тих, яким віддається перевага, способів видалення алкілзаміщених сульфонів як продуктів окиснення. Вищеописаний процес відповідно до цього винаходу може бути виконаний при відносно низьких температурах і тиску в порівнянні з процесом послідовного гідрування в гідрогенізаційній установці і з застосуванням відносно недорогого обладнання. Спосіб відповідно до цього винаходу вельми ефективний для видалення специфічних сполук сірки, тобто заміщених стерично утр уднених дибензтіофенів, які важко піддаються відновленню навіть при гідруванні в жорстких умовах, і залишаються в дизельному паливі, що поставляється на ринок, в кількостях лише трохи менших, ніж законодавчо встановлена межа в 500млн-1. З урахуванням сучасних перспектив введення вимог, що знижують допустимий максимальний вміст сірки в паливі, наприклад, в дизельному паливі, до 10-15млн -1 або менш, здійснення цього винаходу є вельми вигідним, якщо не необхідним. Це вірне, зокрема, з урахуванням застосування на перший погляд низьких концентрацій пероксиду водню і несподіваного відкриття, що присутність надлишку води перешкоджає ефективному повному окисненню сірки при низьких концентраціях пероксиду водню, яке є передумовою досягнення залишкових концентрацій сірки, близьких до нуля. Вищевикладені результати додатково ілюструються нижченаведеними прикладами, які призначені для ілюстрації здійснення цього винаходу і більш повного розуміння його суті, але не для обмеження його обсягу. Приклади При відсутності спеціальних зауважень нижченаведена загальна методика експериментів відноситься до всіх прикладів. Вихідними матеріалами є сірковмісні рідкі вуглеводні. Різними матеріалами, підданими випробуванням в цих необмежувальних прикладах, є: (а) гас (питома вага 0,800), із добавкою дибензтіофену (DBT) в кількості, що забезпечує кінцевий вміст сірки приблизно 500мг/кг; (b) дизельне паливо (питома вага 0,8052) із загальним вмістом сірки 400млн-1 (тобто мг/кг); (c) дизельне паливо (питома вага 0,8052) із добавкою DBT в кількості, що забезпечує загальний кінцевий вміст сірки приблизно 7000млн -1; (d) сира нафта (питома вага 0,9402) із вмістом сірки 0,7% (мас), розбавлена половинним об'ємом гасу; (e) синтетичне дизельне паливо (питома вага 0,7979), приготоване шляхом змішування 700г гексадекану з 300г фенілгексану і розчинення в суміші 11 модельних сполук сірки в кількості, що забезпечує загальний вміст сірки приблизно 1000млн -1, і 6 сполук, що не містять сірки, для випробування їхньої стійкості до окиснення; (f) синтетичний бензин із загальним вмістом сірки 600млн -1; (g) бензин ASTM Fuel QCS-02 із загальним вмістом сірки 340млн -1. Кожну окрему партію вихідного матеріалу аналізували методом газової хроматографії з масспектрометричним детектуванням (ГХ/МС). Окиснене паливо аналізували тим же методом, і отримані результати співвідносили зі складом вихідних матеріалів. Як правило, 100мл вихідного матеріалу нагрівали до приблизно 100-105°С в скляному реакторі, обладнаному механічною мішалкою, зворотним холодильникомконденсатором, термопарою, електронагрівною сорочкою з термостатуванням і пристроєм введення, під тиском приблизно 1/2 дюйма водяного стовпа (125Па). Потім додавали приготований окисний і екстракційний розчин при кімнатній температурі і починали реакцію. Після додання вказаного розчину температура знижувалася, величина пониження залежала від доданої кількості розчину. Через короткий проміжок часу температура в реакторі досягала бажаного робочого значення. Реальна температура коливалася в межах ±3°С від бажаного заданого робочого значення, що становить приблизно 95°С. Окиснення сірки є екзотермічною реакцією; в прикладах із збільшеною кількістю сірки в ви хідному матеріалі швидкість нагрівання при необхідності регулювали вр учн у. Як правило, приблизно через 3хв. після додавання окисного і екстракційного розчину температура підвищувалася до робочого значення (в експериментах, що проводилися при 95°С). Розділення фаз і відбір проб із вуглеводневої фази проводили через різні проміжки часу від приблизно 15хв. до 1,5год. після відстоювання для розділення двох рідких фаз протягом від приблизно 2хв. до приблизно 10хв. Окисні і екстракційні розчини в варіанті здійснення винаходу, якому віддається перевага, готували при кімнатній температурі шля хом додавання пероксиду водню до мурашиної кислоти (96% (мас.)) в хімічній склянці. Відмірену кількість 30% (мас.) пероксиду водню додавали до мурашиної кислоти і перемішували. Потім у разі необхідності додавали необхідну кількість води і перемішували. Розчин був готовий до використання через 3-10хв. Приклад 1 Була проведена серія експериментів із метою оцінки впливу стехіометричного множника (StF) по пероксиду водню, концентрації пероксиду водню і концентрації мурашиної кислоти на окиснення і екстракцію сірки з гасу, в який додавали дибензтіофен із метою отримання палива із загальним вмістом сірки 500млн-1. Результати випробувань ілюструють діапазон цих параметрів складу окисного і екстракційного розчину, якому віддається перевага, вказуючи на несподівану можливість очищення від органічних сполук сірки, що важко видаляються, при незначних витратах. Виявлене важливе значення обмеження вмісту води в окисному розчині. Об'єм окисного і екстракційного розчину є змінною величиною і залежить від вибраних значень інших параметрів. Таким чином, загальний об'єм водного розчину, що застосовується для обробки палива, залежить від StF, концентрацій пероксиду водню і мурашиної кислоти, а загальна кількість пероксиду водню, в свою чергу, залежить від загального вмісту сірки в ви хідному паливі і від StF. Результати, отримані для певних значень стехіометричного множника (StF) по пероксиду водню, концентрацій пероксиду водню і мурашиної кислоти, представлені в Таблиці 1. Окисні і екстракційні розчини, застосовані при випробуваннях, приготовляли шляхом змішування 30%-ного водного розчину пероксиду водню з мурашиною кислотою (96% (мас.)) в співвідношеннях, показаних в Таблиці 1. Масову частку води в процентах обчислювали за різницею. Гас нагрівали до 95°С і додавали до нього розчин в кількості, що відповідає бажаному значенню StF. Через 15хв. після змішування реагентів і ініціювання реакції відбирали проби. Аналіз додаткових проб, відібраних пізніше через певні проміжки часу аж до 1,5год., показав, що зміни показників після перших 15хв. незначні. Таблиця 1 Проби, в ідібрані через 15 хв; задана температура 95°С № досліду StF 1 2 3 4 5 6 7 8 9 10 11 12 2,0 1,0 1,0 1,0 1,0 3,0 2,0 1,0 3,0 1,0 3,0 1,0 Н2О2 % (об.) 2,0 1,0 1,0 1,0 3,0 1,0 2,0 3,0 1,0 3,0 1,0 1,0 Мурашина кислота % (об.) 72,0 57,6 86,4 57,6 57,6 57,6 72,0 86,4 86,4 57,6 86,4 86,4 Вода 30% Н2О2, Мурашина кислота Вода, мл мл (96%), мл % (об.) 26,0 0,51 5,21 1,56 41,4 0,25 4,17 3,11 12,6 0,25 6,26 0,57 41,4 0,25 4Д7 3,11 39,4 0,25 1,39 0,85 41,4 0,76 12,52 9,33 26,0 0,51 5,21 1,56 10,6 0,25 2,09 0,00 12,6 0,76 18,77 1,70 39,4 0,25 1,39 0,85 12,6 0,76 18,77 1,70 12,6 0,25 6,26 0,57 Загальний Частка окисненої об'єм, мл сірки, % 7,28 7,53 7,08 7,53 2,49 22,61 7,28 2,34 21,23 2,49 21,23 7,08 44,7 10,8 41,8 15,5 24,8 25,0 56,5 41,1 93,3 33,2 92,1 38,7 13 14 15 16 17 18 19 20 3,0 2,0 3,0 3,0 1,0 3,0 3,0 2,0 1,0 2,0 3,0 3,0 3,0 3,0 3,0 2,0 57,6 72,0 57,6 86,4 86,4 57,6 86,4 72,0 41,4 26,0 39,4 10,6 10,6 39,4 10,6 26,0 0,76 0,51 0,76 0,76 0,25 0,76, 0,76 0,51 12,52 5,21 4,17 6,26 2,09 4,17 6,26 5,21 9,33 1,56 2,54 0,00 0,00 2,54 0,00 1,56 22,61 7,28 7,47 7,02 2,34 7,47 7,02 7,28 58,0 64,0 50,6 91,6 46,1 28,2 94,9 48,5 Експериментальні результати, представлені в Таблиці 1, були використані для розробки прогностичної моделі процесу окиснення і екстракції сірки у відносно вузькому діапазоні ключових параметрів, якому віддається перевага. Було знайдено, що для прогнозування залишкового вмісту неокисненої сірки у вуглеводневій фазі у випадку присутності сірки у вигляді DBT, що має порівняно низьку реакційну здатність, можна використати таке рівняння: Y=2,07[H2O 2][FA]-2,95[StF][FA]-4,81[FA]-183,97[H2O2]+127,11[StF]+843,42, де: Υ - залишковий вміст неокисненої сірки в нафтопродукті, млн -1 (мг/кг); [Н2О2 ] - концентрація пероксиду водню в окисному і екстракційному розчині, % (мас); [FA] - концентрація мурашиної кислоти в окисному і екстракційному розчині, % (мас). Процент окиснення сірки по відношенню до її вмісту в ви хідному паливі (500млн -1) можна розрахува ти з величини Υ таким чином: Х(% окиснення)=100-(Y/500)/100. Так, для Υ=30млн -1 Х=94% окиснення. Для Υ=8 млн -1 Х=98,4% окиснення сірки. Використовуючи модель, розроблену на основі експериментів цього прикладу, ми отримали результати, представлені графічно на Фіг.3-6. Фіг.3 показує, що при сприятливій кінетиці і виходах по реакції окиснення сірки ключовим параметром є концентрація мурашиної кислоти (тобто обмеження кількості води.). Легко помітити, що при зростанні концентрації мурашиної кислоти повнота окиснення сірки збільшується, при цьому об'єм окисного і екстракційного розчину залежить від бажаного значення StF. Фіг.4 показує, що процес окиснення відносно нечутливий до концентрації пероксиду водню при обмеженій кількості води в розчині (тобто при високих концентраціях мурашиної кислоти). З точки зору відомого рівня техніки такий ефект є несподіваним. Однак, як видно з Фіг.4, при більш високих концентраціях води (тобто при більш низьких концентраціях кислоти) повнота окиснення сірки зростає із збільшенням концентрації пероксиду водню, що ясно вказує на недолік проведення процесу в таких середовищах. Незалежність повноти окиснення сірки від змін концентрації пероксиду водню в діапазоні низьких значень останньої (від 1% (мас.) до приблизно 4% (мас.) Н2О2) відповідно до цього винаходу в розчинах із високими концентраціями мурашиної кислоти, яким віддається перевага, є явною перевагою перед відомими технічними рішеннями. Перевага зниження концентрації пероксиду при збереженні показників якості процесу призводить до зниження втрат пероксиду за рахунок побічних реакцій у випадках рецикла, підвищення ефективності змішування двох практично незмішуваних рідких фаз в реакторі і розділення фаз після закінчення реакції і до доцільності проведення окиснення в двох протитечійних стадіях із метою максимального використання пероксиду. На Фіг.5 показано, що для досягнення сприятливого рівня окиснення сірки при високій швидкості реакції в даній системі, де єдиною сполукою сірки тіофенового типу є DBT, сте хіометричний множник повинен у варіанті, якому віддається перевага, лежати в межах від 2,5 до 3,5, а у варіанті, якому віддається найбільша перевага, - від 3 до 3,3. Стехіометричне співвідношення становить 2моль пероксиду водню на 1моль тіофенової сірки. StF є показником необхідного надлишку пероксиду (наприклад, StF=2 означає 4моль пероксиду на 1моль сірки) для досягнення високої повноти окиснення і екстракції сірки при високій швидкості, прийнятній для промислового процесу. Пероксид водню розкладається внаслідок побічних реакцій, і розбавлені розчини відповідно до цього винаходу сприяють зведенню до мінімуму втрат, що обумовлюються цими побічними реакціями, і процес загалом не базується на використанні великих об'ємів більш концентрованого пероксиду водню. Концентровані розчини вимагали б більш широкого використання рецикла і, таким чином, збільшення втрат. Це також ясно з Фіг.5, де показано, що спроба збільшення повноти видалення сірки шляхом подвоєння StF в розчинах, збагачених водою (57,6% мурашиної кислоти) не ефективна, на відміну від випадку розчинів, збагачених кислотою (86,4% мурашиної кислоти) відповідно до цього винаходу. Фіг.6 показує з використанням прогностичної моделі, розробленої на основі результатів проведених експериментів, представлених в Таблиці 1, залежність між молярним співвідношенням мурашиної кислоти і пероксиду водню і повнотою видалення тіофенової сірки з оброблюваного палива. З цього малюнка ясно видно, що при різних значеннях концентрації пероксиду водню і стехіометричного множника згадане співвідношення повинно становити щонайменше приблизно 11:1, а перевага віддається значно більш високим його значенням в межах широкого діапазону від приблизно 12 до приблизно 70, більш вузький діапазон, якому віддається перевага, становить від приблизно 20 до приблизно 60. Фіг.6 показує також, що введення 4% пероксиду водню в окисний і екстракційний розчин якщо і дає перевагу, то лише незначну. Приклад 2 Була проведена ще одна серія експериментів, виконаних, як описано вище, для ілюстрації ефективності одностадійного окиснення і екстракції сірки в гасі з добавкою DBT в кількості, що відповідає загальному вмісту сірки приблизно 500млн -1. Проби відбирали з органічної фази через 15хв. і 1,5год. після відстоювання маси для розділення двох рідких фаз при робочій температурі. Перед аналізом проби не піддавали додатковій промивці або іншій обробці. Результати представлені в Таблиці 2. З цих даних видно, що повнота окиснення понад 98% досягається без великих зусиль. Видно також, що після перших 15хв. реакції із застосуванням розчинів, збагачених кислотою, подальших змін практично не спостерігається. Також видно, що результати застосування розчинів із високим вмістом води варіюють в більш широких межах і менш відтворюються. Реакція і екстракція закінчуються в межах перших 15хв., на відміну від результатів, отриманих при більш високому вмісті води в розчинах, де в певних випадках окиснення відбувалося і після цього 15-хвилинного періоду. Фіг.6 знов ясно вказує на важливість обмеження кількості води в окисному розчині відповідно до цього винаходу шляхом застосування високих концентрацій кислоти при постійній відносно низькій концентрації пероксиду водню. Таблиця 2 Склади окисного розчину для системи Н2О2-дизпалив о Н2О2, Н2О2 StF 30%, мл 3,27 3,27 3,27 3,27 3,27 3,27 3,27 3,27 3,27 3,27 3,27 3,27 3,27 3,27 3,27 3,27 0,83 0,83 0,83 0,83 0,83 0,83 0,83 0,83 0,83 0,83 0,83 0,83 0,83 0,83 0,83 0,83 Мурашина кислота (96%), мл Додана в ода, г 18,19 6,74 9,44 9,66 9,66 9,95 5,68 5,68 6,29 6,44 6,63 6,82 7,55 7,73 7,96 7,96 4,623 0,760 1,433 1,156 1,156 0,809 1,387 1,387 0,647 0,462 0,231 1,849 0,962 0,740 0,462 0,462 Мурашина Загальний Н2О2, % Вода, кислота, % об'єм, мл (мас.) (мас.) (мас.) 23,65 6,33 11,70 11,65 L П,65 11,59 7,90 7,90 7,77 7,74 7,70 9,50 9,34 9,30 9,25 9,25 1,0 2,8 2,0 2,0 2,0 2,0 3,0 3,0 3,0 3,0 3,0 2,5 2,5 2,5 2,5 2,5 76,8 79,7 79,7 81,6 81,6 84,0 72,0 72,0 79,7 81,6 84,0 72,0 79,7 81,6 84,0 84,0 22,2 17,5 18,3 16,4 16,4 14,0 25,0 25,0 17,3 15,4 13,0 25,5 17,8 15,9 13,5 13,5 Пов нота окиснення сірки 1,5год., 15хв ., 1,5год., млн-1 % % 60 83 88 35 70 93 10 98 98 10 98 98 10 98 98 7 99 99 120 82 76 81 78 84 42 93 92 10 98 5 99 99 24 95 95 70 76 86 25 96 95 10 98 98 9 98 98 Залишков а сірка 15хв ., млн-1 85 150 9 10 10 6 90 110 35 5 23 120 20 10 10 Приклад 3 Були проведені експерименти за вищеописаною методикою із промисловим дизельним паливом, що містить, за даними виробника, приблизно 400млн-1 загальної сірки, переважно тіофенової, при високій концентрації кислоти (86,4% (мас.) мурашиної кислоти, 90% (мас.) 96%-ної кислоти) і 2,55% (мас.) пероксиду водню. Значення StF було 3,3. Розчин був приготований шляхом змішування 8,19мл мурашиної кислоти (96%), 0,83мл 30%-ного пероксиду водню і 0,815мл дистильованої води. Для зіставлення обробленого продукту з вихідним матеріалом із метою демонстрації практично повного зникнення тіофенових сполук сірки з вуглеводневої фази (дизельного палива) були використані газові хроматограми. Аналіз показав, що практично вся сірка в вихідному продукті містилася у вигляді триметилбензтіофенів. Після реакції окиснення продукт практично не містив тіофенової сірки. Сульфони, що утворилися, були добуті з водного екстракту і ідентифіковані, в основному, як сульфони триметилбензтіофенів. Показано, що вищезгаданий склад розчину забезпечує ефективне (повне) окиснення органічних сполук сірки в промисловому дизельному паливі, що містить сірку у вигляді алкілованих бензтіофенів, а не DBT. Приклад 4 Були проведені експерименти з використанням промислового дизельного палива із загальним вмістом сірки приблизно 400млн-1 переважно у вигляді С3- і С4-бензтіофенів, в яке додатково додавали дибензтіофен (DBT) до кінцевої загальної концентрації сірки приблизно 7000млн-1. У трьох дослідах це навмисно забруднене дизельне паливо обробляли трьома різними окисними і екстракційними розчинами, що мають значення StF, концентрацій пероксиду водню і мурашиної кислоти (води) в межах діапазонів, що пропонуються цим винаходом. Концентрація мурашиної кислоти в цих розчинах була постійною і становила 86,4% (мас). Стехіометричний множник становив 2,5. Досліди проводили при концентраціях пероксиду водню 1,5% (мас); 2,0% (мас.) і 3% (мас), які змінювали шляхом варіювання кількості води (відповідно 12,1% (мас); 11,6% (мас.) і 10,6% (мас)), і з варіюванням загального об'єму окисного і екстракційного розчину. Зміни були в межах того, якому віддається перевага, діапазону значень цих змінних, що пропонується цим винаходом. Методика експериментів, описана вище, була модифікована шляхом додання окисного розчину порціями по 1/4 частині загальної кількості в 4 прийоми, через 10-хвилинні інтервали протягом 30хв. Метою цього було зменшення падіння температури, викликаного доданням збільшеного об'єму розчину, що має температуру навколишнього середовища, і забезпечення компенсації цього падіння підвищенням температури за рахунок тепла реакції, що виділяється внаслідок підвищеного вмісту сірки в вихідному матеріалі в порівнянні з промисловим дизельним паливом. Проби відбирали в кінці процесу, через приблизно 20хв. після останнього додання окисника (загальна тривалість процесу 50хв.). Рез ультати аналізу методом ГХ/МС показали, що у всіх дослідах, проведених при складі розчину в межах вказаного діапазону, якому віддається перевага, окиснення тіофенових сполук було практично повним і швидким, навіть незважаючи на присутність сірки у високих концентраціях. Досліди також показали вищезгадану відносну нечутливість процесу до концентрації пероксиду водню при вказаній високій концентрації кислоти і постійному StF. Цей приклад показує, що розчини з низькою концентрацією пероксиду і високою концентрацією кислоти при низькому вмісті води у відповідності з цим винаходом вельми ефективно окисляють майже повністю багато які різні тіофенові сполуки, як правило, присутні в паливі, і менш реакційноздатний DBT навіть при значно підвищених вмістах сірки в паливі. Показана також ефективна екстракція DBT-сульфону, який значно менш розчинний в дизельному паливі. Залишкова рівноважна концентрація приблизно 150млн -1 сірки зумовлена підвищеною розчинністю алкілзаміщених сульфонів в дизельному паливі. Приклад 5 Були проведені експерименти з використанням промислового дизельного палива із загальним вмістом тіофенової сірки приблизно 250млн -1, переважно у вигляді С3- - С5-заміщених дибензтіофенів. Шість партій по 200мл кожна окисляли, як описано в попередніх прикладах, розчинами з StF=3, концентрацією Н2О2 2% (мас.) і концентрацією мурашиної кислоти 85% (мас.) (доданої у вигляді 96%-ної кислоти з 16,4% (мас.) води). Всі окиснені партії дизельного палива змішували між собою, двічі промивали водою (100 частин води на 200 частин палива). Промите паливо повністю відділяли від вільної води, нейтралізували, зневоднювали шляхом суспендування в ньому оксиду кальцію (1% (мас.)) і фільтрували через фільтрувальний елемент із діаметром пор 0,45мкм. Окиснене і очищене дизельне паливо аналізували методом ГХ/МС і на загальний вміст сірки. Результати ГХ/МС показали практично повне окиснення всієї тіофенової сірки в сульфони. Однак аналіз на загальну сірку показав концентрацію залишкової сірки в повністю окисненому паливі приблизно 150млн -1. Ця залишкова кількість сірки зумовлена змінною і відмінною від нуля розчинністю С 3- - С5-заміщених дибензтіофенсульфонів. Незаміщений DBT-сульфон практично нерозчинний в дизельному паливі при температурі навколишнього середовища і тому екстрагується окисним і екстракційним розчином. Чим вище молекулярна маса алкільного замісника при циклі DBT, тим вище розчинність відповідного сульфону в дизельному паливі. Для видалення залишкової окисненої сірки до бажаного рівня нижче ніж 15млн -1 вищеописане окиснене дизельне паливо пропускали через шар оксиду алюмінію в насадковій колонці. Для цієї мети застосовували активований оксид алюмінію (активність за Брокманом 1, виробник Applied Chemical Company) після підготовки, що служить для пониження його активності в порівнянні із такою, що звичайно застосовується в галузі нафтопереробки. Перед заповненням колонки тонкоподрібнений оксид алюмінію обробляли, як описано нижче. Оксид алюмінію змішували в склянці з надлишком води, промивали і залишали стояти у воді на ніч. Потім його розмішували і видаляли дрібні частинки декантацією, не допускаючи їх осідання. Цю операцію повторювали декілька разів. Потім пасту оксиду алюмінію, що залишилася на дні склянки, класифікували мокрим способом (у воді) і промивали великою кількістю води, збираючи для подальшого вживання тільки фракцію -75/+150мкм. Водну суспензію декантували, потім декілька разів розмішували з метанолом для видалення вільної води, а потім повторювали цю процедуру, застосовуючи ацетон для видалення метанолу. Змочений ацетоном оксид алюмінію залишали для висушування в умовах навколишнього середовища і отримували сухий сипкий дрібнозернистий матеріал. Приблизно 65г цього нейтрального деактивованого оксиду алюмінію завантажували в колонку внутрішнім діаметром 1,5см, обладнану сорочкою; об'єм насадки становив приблизно 60см 3. Приблизно 750мл вищеописаного окисненого дизельного палива пропускали через цю колонку зверху вниз, і елюат збирали у вигляді окремих фракцій об'ємом по 50 мл із послідовною нумерацією. Ці фракції аналізували на загальний вміст сірки, результати представлені в Таблиці 3. Видно, що загальний залишковий вміст сірки в дизельному паливі становить 5млн -1 і що межа 15млн -1, якій віддається перевага, досягається після проходження через колонку приблизно 450-500мл матеріалу. Видно також, що після змішування перших 12 з 15 фракцій об'ємом по 50мл отримано 600мл елюату з середньою концентрацією сірки 13,5млн-1, що ще нижче межі в 15млн-1, якій віддається перевага. Досвідченим фахівцям зрозуміло, що випробування в збільшеному масштабі дали б ще кращі результати, тобто кількість об'ємів елюату, віднесених до об'єму шару сорбенту, до проскакування збільшиться щонайменше вчетверо. Результати випробувань в збільшеному масштабі не будуть спотворені впливом очевидного негативного стінкового ефекту на якість елюату, якщо використати колонку діаметром 1,5см і довжину шару приблизно 33см. Екстракція буде також більш ефективною (до проскакування сірки можна буде обробити більшу кількість об'ємів матеріалу, рівних об'єму шару), якщо потік вводити в колонку знизу. Таблиця 3 50-мл фракція Окиснене дизельне палив о 1-й цикл Сірка, млн-1 0 150 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 5 6 6 7 8 9 10 12 14 18 26 41 60 90 132 Сірка, млн-1, в сумарному обробленому об'є мі 5,0 5,5 5,7 6,0 6,4 6,8 7,3 7,9 8,6 9,5 11,0 13,5 17,1 22,3 29,6 3-й цикл 1 4 4 7 По закінченні циклу адсорбції паливо з колонки зливали, промивали колонку (зверху вниз) 60мл циклогексану для витіснення залишкового дизельного палива, а потім сушили, пропускаючи через колонку азот при циркулюванні гріючої рідини з температурою приблизно 50°С через сорочку колонки. Потім через нагріту колонку пропускали зверху вниз метанол, збирали послідовно три фракції метанольного екстракту об'ємом по 50мл кожна і аналізували на загальну сірку і для ідентифікації сполук сірки. ГХ/МС аналіз показав, що всі екстраговані сполуки являли собою DBT-сульфони, переважно С3-С5-заміщені. Показано також, що з першою 50-мл фракцією метанольного екстракту елюювалося приблизно 95% загальної кількості сірки. Перед переходом до другого циклу адсорбції зливали з колонки метанол, промивали колонку 50 мл ацетону для полегшення сушки від метанолу і ацетону і пропускали через колонку азот замість пари, що застосовується в промислових умовах. Цикли адсорбції-десорбції повторювали тричі. Як показують результати, вміст сірки в 1-й і 4-й фракціях елюату (по 50мл) в третьому циклі адсорбції становило відповідно 4млн-1 і 7млн-1, і приблизно дорівнювало показникам для відповідних фракцій елюату в першому циклі. Таким чином, оксид алюмінію, заздалегідь деактивований шляхом контакту з водою, можна ефективно використовува ти в циклічному режимі, запропонованому в цьому винаході, без необхідності високотемпературної реактивації, наприклад, шляхом прожарювання. Приклад 6 Вихідний розчин синтетичного бензину приготували для використання як моделі та для оцінки окиснення сірки, що входить до складу бензину, і впливу олефінових сполук, у разі їх присутності. Синтетичний бензин містить характерні насичені, ароматичні, олефінові і сірковмісні вуглеводні з розподілом, що відповідає сучасним товарним бензинам. Сполуками сірки у синтетичному бензині були тіофен, тетрагідротіофен та дибутилсульфід, які широко розподіляються у температурному інтервалі між початком і закінченням кипіння бензину. Ці сполуки сірки, за результатами аналізу методом ГХ/МС, забезпечували, відповідно, 258млн-1, 227млн -1 і 115млн -1 сірки у синтетичному бензині. Ці сполуки сірки являють собою цільові класи сірковмісних сполук у бензині (тіофени, сульфіди і циклічні сульфіди). До складу синтетичного бензину входять також олефіни і ароматичні компоненти, які є також сприйнятливими до окиснення. Вміст олефінів становить приблизно 12,1% за об'ємом. Вихідний розчин постійно охолоджували. Зразок вихідного розчину бензину був підданий спочатку і у подальшому піддавався аналізу методом ГХ/МС. Приклад 7 Провели експеримент із метою визначення впливу надлишкових умов окиснення на олефінові сполуки у разі, коли сполуки сірки окиснюються до відповідних сульфонів та сульфоксидів. Надлишкові умови полягали у надлишку пероксиду водню і реакційній температурі 90°С. Сімдесят п'ять (75мл) мілілітрів охолодженого синтетичного бензину, як описано вище, при перемішуванні додавали до 250 мл автоклава, який попередньо зберігали у низькотемпературній камері. Повітря витісняли аргоном і автоклав герметизували під тиском аргону, який дещо перевищував атмосферний. Після цього автоклав постійно витримували при температурі 88-90°С при перемішуванні вмісту. Повний тиск при температурі 88°С, перед доданням окисного розчину, становив приблизно 20фунтів/дюйм 2 (0,138МПа). Водний окисний розчин одержали шляхом змішування 0,91мл пероксиду водню (30% (мас.) розчин) з 7,0мл мурашиної кислоти (96% (мас.) реактив) з подальшим доданням 0,5мл води. Кількість пероксиду водню у 4 рази перевищувала сте хіометричну потребу для окиснення присутньої сірки і 3% (мас.) концентрацію пероксиду водню у водній окисній суміші. Окисний розчин був готовий до застосування через декілька хвилин. Окисний розчин додавали після стабілізації температури за допомогою циліндричного резервуара для додання, підвищений тиск у якому забезпечувався азотом. Після перемішування при температурі 90°С впродовж 1год., автоклав швидко охолоджували до температури навколишнього середовища, після чого додатково повільно охолоджували перед відкриттям впродовж 30хв. Одержали двофазний продукт, що складався з вуглеводневої фази та водної фази. Зразок вуглеводневої фази фільтрували за допомогою шприца з фільтрувальним елементом. До відфільтрованої вуглеводневої фази додавали невелику кількість оксиду кальцію для нейтралізування будь-якої залишкової мурашиної кислоти та для висушування зразка. Продукт вуглеводневої фази піддавали аналізу методом ГХ/МС. У цілому, приблизно 88% сірки було окиснено. Тетрагідротіофен і дибутилсульфід прореагували у повному об'ємі. До реакції, однак, не вступило приблизно 70 млн"1 тіофен у, що становило приблизно 30% від вихідної кількості. Знижена хімічна активність тіофену, як гадають, є результатом обмежень лабораторного експерименту. Не маючи бажання бути зв'язаними цими обмеженнями, слід звернути увагу на те, що тіофен, відносно інших складових синтетичної суміші, має низьку температуру кипіння (84°С). Температура проходження реакції становила 90°С. Таким чином, значна пропорція тіофену знаходилась у паровій фазі і мала обмежений контакт з окисником. Утворилась також невелика кількість спиртів, альдегідів і кетонів. Вміст цих окиснених продуктів становив у загальній кількості приблизно 1000млн-1. До складу усі х цих окиснених продуктів входило вісім атомів вуглецю і вони, таким чином, повинні були бути похідними 2,4,4-триметил-2-пентену. Цей олефін є високорозгалуженим і більш сприйнятливим до окиснення, аніж інші менш розгалужені олефіни. Він також має відносно високу температуру кипіння і, таким чином, знаходився у доброму контакті з окисником. Більшість надлишкового окисника перетворилась на окиснені продукти. Толуол включає атоми бензилового водню і є також потенційно чутливим до окиснення, однак до реакції він не вступав. Приклад 8 Провели експеримент із метою визначення впливу м'яких умов окиснення на олефінові сполуки у разі, коли сполуки сірки окиснюються до відповідних сульфонів та сульфоксидів. М'які умови полягали у зменшеному надлишку пероксиду водню і реакційній температурі 70°С. Експеримент проводили як у вищенаведеному Прикладі 2, однак за м'якіших умов окиснення, які включали більш низький стехіометричний надлишок пероксиду водню, наприклад 2,5 StF. До складу водного окисного розчину входило 0,57мл пероксиду водню (30% (мас.)), 8,75мл мурашиної кислоти (96% (мас.)) і 1,26мл води, що відповідало більш низькій концентрації пероксиду водню, 1,5% (мас). Реакційна температура становила 69-70°С, замість 90°С. Повний тиск при температурі 69°С, перед доданням окисника, становив приблизно 14фунтів/дюйм 2 (0,096МПа). Після додання окисника під тиском азоту, повний тиск у автоклаві дорівнював 6 фунтам/дюйм 2 (0,475МПа). Температуру впродовж 1 год підтримували на постійному рівні 69-70°С. У загальній кількості приблизно 75% сірки було окиснено за цих м'яких умов. Зразок вуглеводневої фази одержали, піддали обробці і аналізували, як у Прикладі 2. І, знов-таки, тетрагідротіофен і дибутилсульфід прореагували у повному обсязі, у той час як перетворенню піддалась значно менша кількість тіофену. До реакції не вступило приблизно 150млн-1 тіофену, тобто приблизно 60% вихідної кількості. І, знов-таки, не маючи бажання бути зв'язаними цими обмеженнями, тіофен все ще, ймовірно, мав поганий контакт з окисником. Одержали лише 300 млн"1 окиснених продуктів. І, знов-таки, вміст окиснених продуктів являє, взагалі, кількість надлишкового окисника, який було додано до реактора. Приклад 9 Провели експеримент зі зразком стандартного традиційного бензину, ASTM-Fuel-QCS-02, який одержали від AccuStandard Corp., для визначення впливу м'яких умов окиснення на олефінові сполуки у разі, коли сполуки сірки окиснюються до відповідних сульфонів та сульфоксидів, за загальною експериментальною методикою, опис якої подано у вищенаведених Прикладах 2 і 3. М'які умови полягали у зменшеному надлишку пероксиду водню і реакційній температурі 65°С. 45мл зразок бензину вносили до 250мл автоклава. Робочу температуру під час проведення експерименту підтримували на постійному рівні 62-65°С. До складу водного окисного розчину входило 4,46мл мурашиної кислоти (96% (мас.)), 0,30мл пероксиду водню (30% (мас.)) і 0,64мл води, що відповідало більш низькій концентрації пероксиду водню, тобто 1,5% (мас). Повний тиск у реакторі становив 45фунтів/дюйм 2 (0,310МПа), більшість якого забезпечувалась азотом, що застосовувався для введення окисного розчину за допомогою циліндричного резервуара для додання. Стандартний бензин ASTM і окиснений бензин аналізували шляхом газової хроматографії з хемілюмінесценцією при полуменевій іонізації сірки, рентгеноспектрального аналізу коефіцієнта відбиття (метод ASTM D-2622) та методом ГХ/МС. Кількість сірки (за методом D-2622) у стандартному бензині ASTM становила 336мг/кг (млн -1); кількість загальних олефінів дорівнювала 12,38% за об'ємом (метод ASTM D-1319, стандартний експериментальний метод визначення типів вуглеводнів у рідких нафтопродуктах за адсорбуванням індикатора флуоресценції). На кінцевій стадії реакції, приблизно через 1год., і після охолодження, зразок окисненого бензину фільтрували (0,45мкм) за допомогою шприца з фільтрувальним елементом і з доданням невеликої кількості оксиду кальцію для нейтралізування будь-якої кислоти і видалення води. Частину цього зразка аналізували методом ГХ/МС на вміст загальної сірки. Залишок знову фільтрували, на цей раз на оксиді алюмінію, для видалення з бензинової матриці окиснених сполук сірки, і піддавали аналізу методом ASTM D-2622. Загальний вміст сірки зменшився з 336млн-1 до 237млн -1 (приблизно 30% зниження). Компоненти бензину з більш високою температурою кипіння, до яких належать алкіловані тіофени і деякі бензтіофени, ефективно окиснювались і видалялись. Сірчані компоненти з нижчою температурою кипіння залишались по суті інертними. І, знов-таки, проблема, ймовірно, полягає у поганому контакті з окисником. Загальний склад бензину ASTM залишився незмінним. Вищевикладений опис винаходу і конкретні приклади показують несподівану ефективність окисного і екстракційного розчину і способу знесірчення вуглеводневого палива, зокрема, палива з низьким вмістом сірки. Вищенаведений опис даний з метою розкриття переваг цього винаходу при застосуванні його для знесірчення вищезазначеного рідкого палива. Маючи уявлення про цей спосіб з вищенаведеного обговорення і прикладів, пересічний фахівець може модифікувати і адаптува ти вказаний спосіб без виходу за межі суті прикладеної формули винаходу. Відповідно, такі модифікації, варіанти і адаптація вищезгаданих способу і складів розчинів потрібно розглядати як такі, що охоплюються обсягом формули, поданої нижче.
ДивитисяДодаткова інформація
Назва патенту англійськоюA process for removal of sulphur compounds from the hydrocarbon fuel
Назва патенту російськоюСпособ извлечения соединений серы из углеводородного топлива
МПК / Мітки
МПК: C10G 27/00, C10G 17/00, C10G 25/00, C10G 29/00
Мітки: палива, сірки, вилучення, спосіб, сполук, вуглеводневого
Код посилання
<a href="https://ua.patents.su/15-74002-sposib-viluchennya-spoluk-sirki-z-vuglevodnevogo-paliva.html" target="_blank" rel="follow" title="База патентів України">Спосіб вилучення сполук сірки з вуглеводневого палива</a>
Спосіб вилучення корисних копалин та твердого вуглеводневого палива з надр землі
Номер патенту: 60465
Опубліковано: 15.10.2003
Автори: Фролов Володимир Миколайович, Висоцький Євген Миколайович, Ахромкін Євген Михайлович, Фролов Андрій Володимирович, Шевченко Олександр Олексійович
МПК: E21C 41/00
Мітки: вуглеводневого, вилучення, землі, корисних, твердого, надр, палива, спосіб, копалин
Формула / Реферат:
Спосіб вилучення корисних копалин та твердого вуглеводневого палива з надр землі, що включає буріння свердловин до нижнього шару, подачу через частину свердловин до корисних копалин та твердого вуглеводневого палива різних хімічних сполук, що реагують як з корисними копалинами, так і з вуглеводневим паливом, і відведення через інші свердловини продуктів взаємодії хімічних сполук з корисними копалинами і з вуглеводневим паливом з надр землі...
Спосіб очищення нафти та нафтопродуктів від сполук сірки
Номер патенту: 8331
Опубліковано: 15.07.2005
Автори: Павленко Валерій Юрійович, Кожем'якін Генадій Борисович, Коломієць Євгенія Михайлівна, Рибісайло Борис Михайлович
МПК: C10G 61/00
Мітки: нафти, очищення, сірки, спосіб, нафтопродуктів, сполук
Формула / Реферат:
1. Спосіб очищення нафти та нафтопродуктів від сполук сірки та інших домішок, що включає обробку нафти стримерним електричним розрядом та її промивання, який відрізняється тим, що нафту після електрообробки змішують з реагентом, а потім промивають.2. Спосіб за п. 1, який відрізняється тим, що як реагент використовують продукти електрохімічного розчинення залізних електродів при електролізі розчину повареної солі.
Каталізатор для селективного окислення сполук сірки до елементарної сірки, спосіб виготовлення такого каталізатора та спосіб селективного окислення сполук сірки до елементарної сірки
Номер патенту: 48220
Опубліковано: 15.08.2002
Автори: Терерде Роберт Йохан Андреас Марія, Гес Йохн Вільгельм
МПК: B01J 23/76, C01B 17/04
Мітки: окислення, каталізатора, селективного, каталізатор, елементарної, сполук, спосіб, такого, виготовлення, сірки
Формула / Реферат:
1. Катализатор на носителе для селективного окисления серосодержащих соединений до элементарной серы, содержащий по меньшей мере один каталитически активный материал, который присутствует на материале носителя, где каталитически активный материал состоит по меньшей мере частично из смешанного оксида с оксидной решеткой, в которую включены по меньшей мере два металла в виде ионов.2. Катализатор по п. 1, в котором первый металл способен...
Спосіб виробництва синтетичного рідкого вуглеводневого палива з торфу
Номер патенту: 5811
Опубліковано: 15.03.2005
Автори: Волков Віктор Юхимович, Карапетян Льова Грантикович, Лавренченко Георгій Костянтинович
МПК: C10L 1/04
Мітки: спосіб, рідкого, торфу, синтетичного, вуглеводневого, палива, виробництва
Формула / Реферат:
1. Спосіб виробництва синтетичного рідкого вуглеводневого палива з торфу, що передбачає гідрогенізацію вихідної сировини в середовищі водневодонорного розчинника, який відрізняється тим, що зволожений торф змішують з червоним шламом і піритом, до одержаної суміші додають органічний пастоутворювач, а гідрогенізацію здійснюють продуктами дисоціації суміші пропан-бутан.2. Спосіб по п. 1, який відрізняється тим, що як органічний...
Спосіб очищення нафти та нафтопродуктів від сполук сірки
Номер патенту: 6153
Опубліковано: 15.04.2005
Автори: Павленко Юрій Павлович, Рибісайло Борис Михайлович
МПК: C10G 61/00
Мітки: сполук, спосіб, сірки, нафти, нафтопродуктів, очищення
Формула / Реферат:
1. Спосіб очищення нафти та нафтопродуктів від сполук сірки, що включає обробку нафти або нафтопродуктів зрошувальною рідиною, який відрізняється тим, що нафту або нафтопродукти попередньо обробляють стримерним електричним розрядом.2. Спосіб за п. 1, який відрізняється тим, що зрошувальну рідину подають на обробку під тиском 2-3 МПа на шляху зрошування l=(5...6)а, де l - довжина шляху зрошування, а -...
Попередній патент: Очисний комбайн
Наступний патент: Сіль гідрохлориду 5-[4-[2-(n-метил-n-(2-піридил)аміно)етокси]бензил]тіазолідин-2,4-діону, спосіб її одержання та фармацевтична композиція
Випадковий патент: Пристрій для розчинення сухих сипучих молочних продуктів