Спосіб компенсації зношення інструмента (варіанти) і пристрій для його здійснення (варіанти)
Номер патенту: 93194
Опубліковано: 25.01.2011
Автори: Волков Володимир Петрович, Снісар Максим Анатолійович, Снісар Анатолій Петрович, Снісар Владлен Анатолійович
Формула / Реферат
1. Спосіб компенсації зношення інструмента, згідно з яким робочу поверхню інструмента вводять у контакт з контактним елементом, який синхронно з переміщенням на урізування переміщують по нормалі до робочої поверхні інструмента, який відрізняється тим, що контактний елемент переміщують у радіальній площині інструмента, у напрямку його зношення, під заданим кутом до напрямку переміщення на урізування інструмента, за співвідношенням:
s = t + t • cos ![]() ,
,
де s - переміщення контактного елемента;
t - переміщення на урізування інструмента;
![]() - кут між напрямком переміщення контактного елемента та напрямком переміщення на урізування інструмента, при цьому робочу поверхню інструмента вводять у контакт з контактним елементом безпосередньо чи опосередковано наприкінці переміщення на урізування інструмента.
- кут між напрямком переміщення контактного елемента та напрямком переміщення на урізування інструмента, при цьому робочу поверхню інструмента вводять у контакт з контактним елементом безпосередньо чи опосередковано наприкінці переміщення на урізування інструмента.
2. Спосіб компенсації зношення інструмента, згідно з яким робочу поверхню інструмента вводять у контакт з контактним елементом, який синхронно з переміщенням на урізування переміщують по нормалі до робочої поверхні інструмента, який відрізняється тим, що контактний елемент переміщують у радіальній площині інструмента, у напрямку його зношення, під заданим кутом до напрямку переміщення на урізування оброблюваного виробу, за співвідношенням:
s = t',
де s - переміщення контактного елемента;
t' - переміщення на урізування оброблюваного виробу, при цьому робочу поверхню інструмента вводять у контакт з контактним елементом, безпосередньо чи опосередковано, наприкінці переміщення на урізування оброблюваного виробу.
3. Пристрій для компенсації зношення інструмента, що містить контактний елемент, інструмент, який має можливість робочою поверхнею входити у контакт з контактним елементом, який, у свою чергу, має можливість переміщення по нормалі до робочої поверхні інструмента, а також пристрій синхронізації переміщення на урізування та переміщення контактного елемента, який відрізняється тим, що контактний елемент розташований у радіальній площині інструмента, під заданим кутом до напрямку переміщення на урізування інструмента, з зазором між ним і робочою поверхнею інструмента, рівним зазору між робочою поверхнею інструмента і поверхнею обробленого виробу, і має можливість переміщення у напрямку зношення інструмента, а пристрій синхронізації виконаний як підсумовуючий механізм, для перетворення переміщень за співвідношенням:
s = t + t • cos ![]() ,
,
де s - переміщення контактного елемента;
t - переміщення на урізування інструмента;
![]() - кут між напрямком переміщення контактного елемента та напрямком переміщення на урізування інструмента, при одній нерухомій ланці, при цьому принаймні одна з ланок підсумовуючого механізму виконана як налагоджувальна.
- кут між напрямком переміщення контактного елемента та напрямком переміщення на урізування інструмента, при одній нерухомій ланці, при цьому принаймні одна з ланок підсумовуючого механізму виконана як налагоджувальна.
4. Пристрій за п. 3, який відрізняється тим, що підсумовуючий механізм або принаймні одна з його ланок сполучена з пристроєм профільного переміщення на урізування.
5. Пристрій для компенсації зношення інструмента, що містить контактний елемент, інструмент, який має можливість робочою поверхнею входити у контакт з контактним елементом, який, у свою чергу, має можливість переміщення по нормалі до робочої поверхні інструмента, а також пристрій синхронізації переміщення на урізування та переміщення контактного елемента, який відрізняється тим, що контактний елемент розташований у радіальній площині інструмента, під заданим кутом до напрямку переміщення на урізування інструмента, з зазором між ним і робочою поверхнею інструмента, рівним зазору між робочою поверхнею інструмента і поверхнею обробленого виробу, і має можливість переміщення у напрямку зношення інструмента, а пристрій синхронізації виконаний як сельсин, один з елементів якого, сельсин-датчик або сельсин-приймач, сполучений з пристроєм переміщення на урізування інструмента, другий з контактним елементом, а механічна передача сельсина виконана з можливістю переміщення на урізування інструмента і контактного елемента за співвідношенням:
s = t + t • cos ![]() ,
,
де s - переміщення контактного елемента;
t - переміщення на урізування інструмента;
![]() - кут між напрямком переміщення контактного елемента та напрямком переміщення на урізування інструмента, при цьому принаймні один з елементів сполучення сельсина з пристроєм переміщення на урізування інструмента та з контактним елементом виконаний як налагоджувальний.
- кут між напрямком переміщення контактного елемента та напрямком переміщення на урізування інструмента, при цьому принаймні один з елементів сполучення сельсина з пристроєм переміщення на урізування інструмента та з контактним елементом виконаний як налагоджувальний.
6. Пристрій за п. 5, який відрізняється тим, що сельсин сполучений з пристроєм профільного переміщення на урізування.
7. Пристрій для компенсації зношення інструмента, що містить контактний елемент, інструмент, який має можливість робочою поверхнею входити у контакт з контактним елементом, який, у свою чергу, має можливість переміщення по нормалі до робочої поверхні інструмента, а також пристрій синхронізації переміщення на урізування та переміщення контактного елемента, який відрізняється тим, що контактний елемент розташований у радіальній площині інструмента, під заданим кутом до напрямку переміщення на урізування інструмента, з зазором між ним і робочою поверхнею інструмента, рівним зазору між робочою поверхнею інструмента і поверхнею обробленого виробу, і має можливість переміщення у напрямку зношення інструмента, а пристрій синхронізації виконаний як пристрій з програмним управлінням, механічна передача якого виконана з можливістю переміщення на урізування інструмента і контактного елемента за співвідношенням:
s = t + t • cos ![]() ,
,
де s - переміщення контактного елемента;
t - переміщення на урізування інструмента;
![]() - кут між напрямком переміщення контактного елемента та напрямком переміщення на урізування інструмента, при цьому принаймні один з елементів сполучення пристрою з програмним управлінням з пристроєм переміщення на урізування інструмента та з контактним елементом виконаний як налагоджувальний.
- кут між напрямком переміщення контактного елемента та напрямком переміщення на урізування інструмента, при цьому принаймні один з елементів сполучення пристрою з програмним управлінням з пристроєм переміщення на урізування інструмента та з контактним елементом виконаний як налагоджувальний.
8. Пристрій за п. 7, який відрізняється тим, що пристрій програмного управління додатково програмується на профільне переміщення на урізування, або сполучений з пристроєм профільного переміщення на урізування.
9. Пристрій для компенсації зношення інструмента, що містить контактний елемент, інструмент, який має можливість робочою поверхнею входити у контакт з контактним елементом, який, у свою чергу, має можливість переміщення по нормалі до робочої поверхні інструмента, а також пристрій синхронізації переміщення на урізування та переміщення контактного елемента, який відрізняється тим, що контактний елемент розташований у радіальній площині інструмента, під заданим кутом до напрямку переміщення на урізування оброблюваного виробу, з зазором між ним і робочою поверхнею інструмента, рівним зазору між робочою поверхнею інструмента і поверхнею обробленого виробу, і має можливість переміщення у напрямку зношення інструмента, а пристрій синхронізації виконаний як підсумовуючий механізм, для перетворення переміщень за співвідношенням:
s = t',
де s - переміщення контактного елемента;
t' - переміщення на урізування оброблюваного виробу, при одній нерухомій ланці, при цьому принаймні одна з ланок підсумовуючого механізму виконана як налагоджувальна.
10. Пристрій за п. 9, який відрізняється тим, що підсумовуючий механізм або принаймні одна з його ланок сполучена з пристроєм профільного переміщення на урізування.
11. Пристрій для компенсації зношення інструмента, що містить контактний елемент, інструмент, який має можливість робочою поверхнею входити у контакт з контактним елементом, який, у свою чергу, має можливість переміщення по нормалі до робочої поверхні інструмента, а також пристрій синхронізації переміщення на урізування та переміщення контактного елемента, який відрізняється тим, що контактний елемент розташований у радіальній площині інструмента, під заданим кутом до напрямку переміщення на урізування оброблюваного виробу, з зазором між ним і робочою поверхнею інструмента, рівним зазору між робочою поверхнею інструмента і поверхнею обробленого виробу, і має можливість переміщення у напрямку зношення інструмента, а пристрій синхронізації виконаний як сельсин, один з елементів якого, сельсин-датчик або сельсин-приймач, сполучений з пристроєм переміщення на урізування інструмента, а другий з контактним елементом, а механічна передача сельсина виконана з можливістю переміщення на урізування оброблюваного виробу і контактного елемента за співвідношенням:
s = t',
де s - переміщення контактного елемента;
t' - переміщення на урізування оброблюваного виробу, при цьому принаймні один з елементів сполучення сельсина з пристроєм переміщення на урізування інструмента та з контактним елементом виконаний як налагоджувальний.
12. Пристрій за п. 11, який відрізняється тим, що сельсин сполучений з пристроєм профільного переміщення на урізування.
13. Пристрій для компенсації зношення інструмента, що містить контактний елемент, інструмент, який має можливість робочою поверхнею входити у контакт з контактним елементом, який, у свою чергу, має можливість переміщення по нормалі до робочої поверхні інструмента, а також пристрій синхронізації переміщення на урізування та переміщення контактного елемента, який відрізняється тим, що контактний елемент розташований у радіальній площині інструмента, під заданим кутом до напрямку переміщення на урізування оброблюваного виробу, з зазором між ним і робочою поверхнею інструмента, рівним зазору між робочою поверхнею інструмента і поверхнею обробленого виробу, і має можливість переміщення у напрямку зношення інструмента, а пристрій синхронізації виконаний як пристрій з програмним управлінням, механічна передача якого виконана з можливістю переміщення на урізування оброблюваного виробу і контактного елемента за співвідношенням:
s = t',
де s - переміщення контактного елемента;
t' - переміщення на урізування оброблюваного виробу, при цьому принаймні один з елементів сполучення пристрою з програмним управлінням з пристроєм переміщення на урізування інструмента та з контактним елементом виконаний як налагоджувальний.
14. Пристрій за п. 13, який відрізняється тим, що пристрій програмного управління сполучений з пристроєм профільного переміщення на урізування.
15. Пристрій за пп. 3-14, який відрізняється тим, що контактний елемент виконаний як датчик положення.
16. Пристрій за пп. 3-14, який відрізняється тим, що контактний елемент виконаний як датчик зусилля.
17. Пристрій за пп. 3-14, який відрізняється тим, що контактний елемент виконаний як упор.
18. Пристрій за п. 17, який відрізняється тим, що упор сполучений з датчиком положення.
19. Пристрій за п. 17, який відрізняється тим, що упор сполучений з датчиком зусилля.
20. Пристрій за пп. 3-14, який відрізняється тим, що контактний елемент виконаний як упор, що виправляє.
21. Пристрій за п. 20, який відрізняється тим, що упор, що виправляє, виконаний як ролик у вигляді зрізаного конуса, розташований під такими заданими кутами, при яких він має можливість утворювати канавки конічних перерізів (еліпса, параболи, гіперболи) на робочій поверхні інструмента, при цьому вершини конічних перерізів розташовані на зрізі конуса.
22. Пристрій за п. 20, який відрізняється тим, що контактний елемент виконаний як упор-шарошка.
23. Пристрій за п. 20, який відрізняється тим, що упор, що виправляє, виконаний як ролик, який розташований таким чином, що при його обертанні вектор його тангенційної швидкості і вектор тангенційної швидкості інструмента у місці їхнього контакту перетинаються під заданим кутом.
24. Пристрій за п. 20, який відрізняється тим, що упор, що виправляє, виконаний як диск, який розташований таким чином, що при його обертанні вектор його тангенційної швидкості і вектор тангенційної швидкості інструмента у місці їхнього контакту перетинаються під заданим кутом.
25. Пристрій за пп. 20-24, який відрізняється тим, що упор, що виправляє, сполучений з датчиком положення.
26. Пристрій за пп. 20-24, який відрізняється тим, що упор, що виправляє, сполучений з датчиком зусилля.
Текст
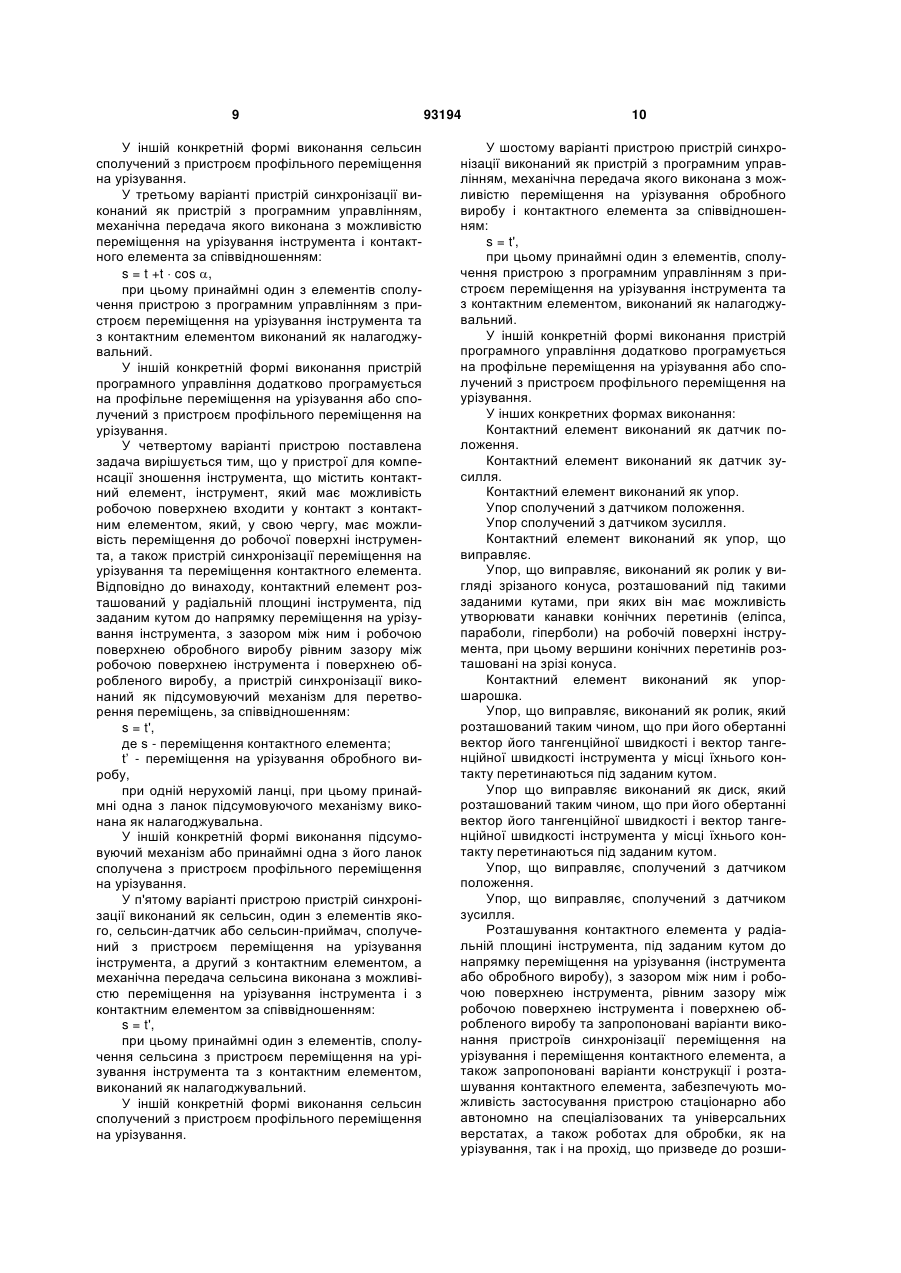
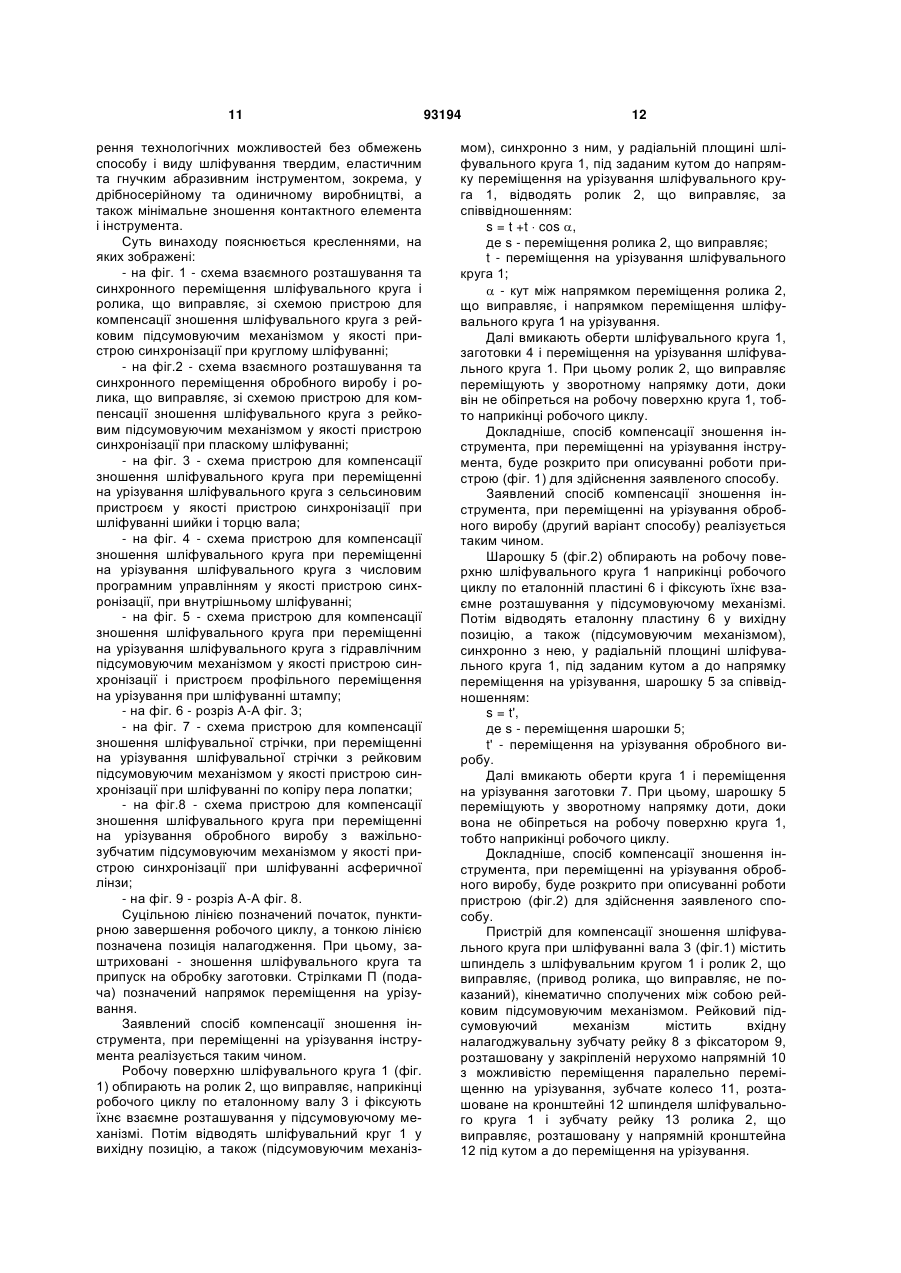
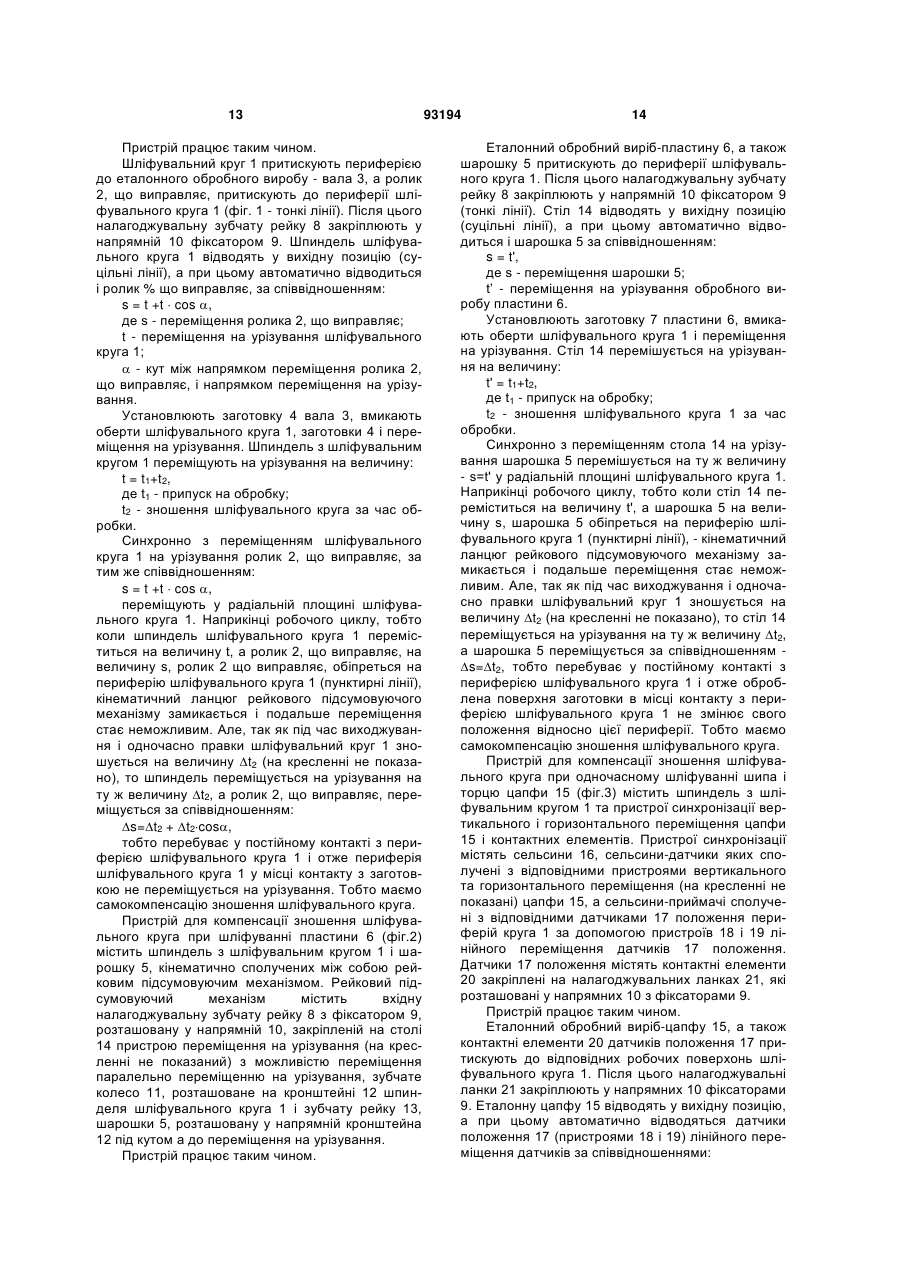
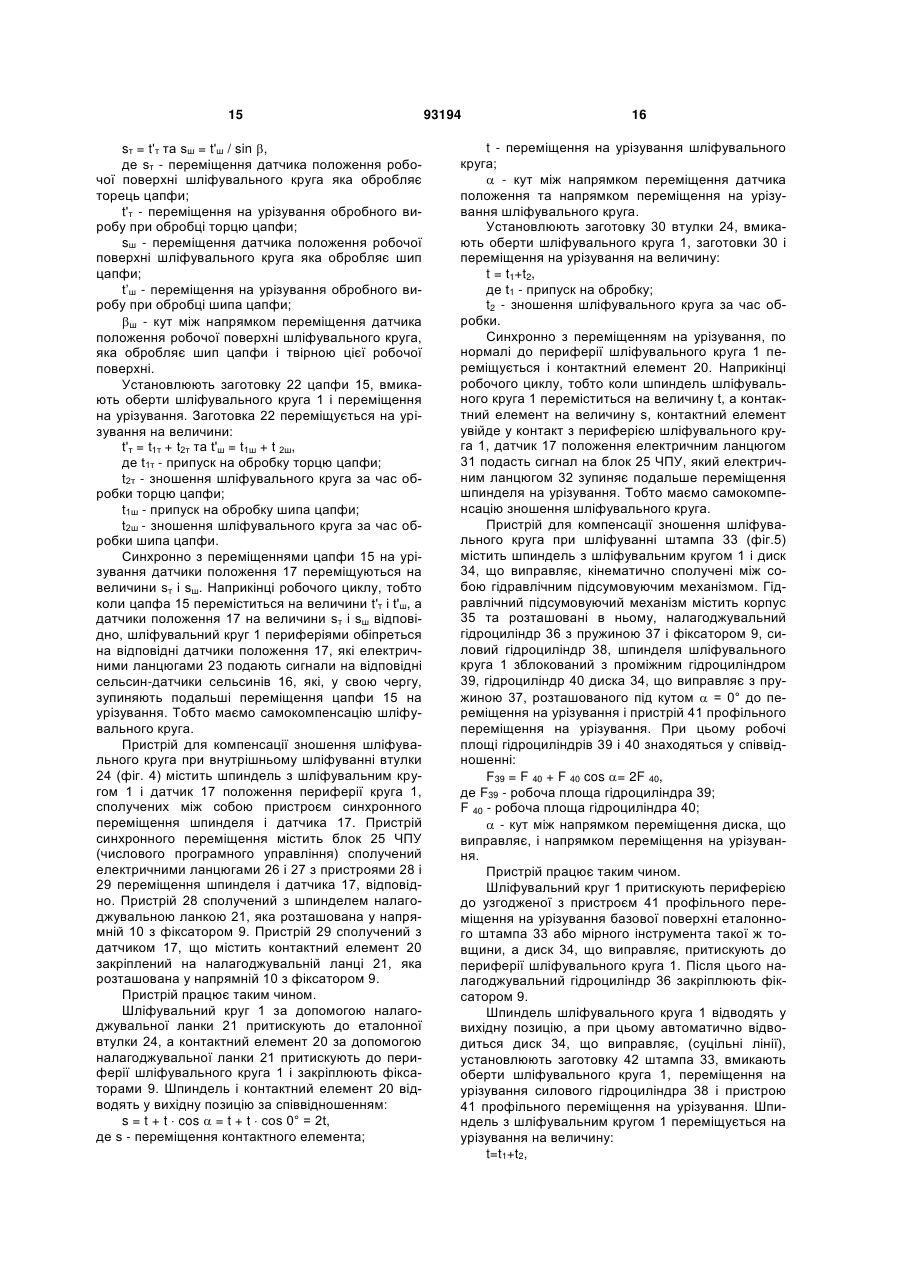
1. Спосіб компенсації зношення інструмента, згідно з яким робочу поверхню інструмента вводять у контакт з контактним елементом, який синхронно з переміщенням на урізування переміщують по нормалі до робочої поверхні інструмента, який відрізняється тим, що контактний елемент переміщують у радіальній площині інструмента, у напрямку його зношення, під заданим кутом до напрямку переміщення на урізування інструмента, за співвідношенням: s = t + t • cos , де s - переміщення контактного елемента; t - переміщення на урізування інструмента; - кут між напрямком переміщення контактного елемента та напрямком переміщення на урізування інструмента, при цьому робочу поверхню інструмента вводять у контакт з контактним елементом безпосередньо чи опосередковано наприкінці переміщення на урізування інструмента. 2. Спосіб компенсації зношення інструмента, згідно з яким робочу поверхню інструмента вводять у контакт з контактним елементом, який синхронно з переміщенням на урізування переміщують по нормалі до робочої поверхні інструмента, який відрізняється тим, що контактний елемент переміщують у радіальній площині інструмента, у напрямку його зношення, під заданим кутом до напрямку 2 (19) 1 3 робочої поверхні інструмента, а також пристрій синхронізації переміщення на урізування та переміщення контактного елемента, який відрізняється тим, що контактний елемент розташований у радіальній площині інструмента, під заданим кутом до напрямку переміщення на урізування інструмента, з зазором між ним і робочою поверхнею інструмента, рівним зазору між робочою поверхнею інструмента і поверхнею обробленого виробу, і має можливість переміщення у напрямку зношення інструмента, а пристрій синхронізації виконаний як сельсин, один з елементів якого, сельсин-датчик або сельсин-приймач, сполучений з пристроєм переміщення на урізування інструмента, другий з контактним елементом, а механічна передача сельсина виконана з можливістю переміщення на урізування інструмента і контактного елемента за співвідношенням: s = t + t • cos , де s - переміщення контактного елемента; t - переміщення на урізування інструмента; - кут між напрямком переміщення контактного елемента та напрямком переміщення на урізування інструмента, при цьому принаймні один з елементів сполучення сельсина з пристроєм переміщення на урізування інструмента та з контактним елементом виконаний як налагоджувальний. 6. Пристрій за п. 5, який відрізняється тим, що сельсин сполучений з пристроєм профільного переміщення на урізування. 7. Пристрій для компенсації зношення інструмента, що містить контактний елемент, інструмент, який має можливість робочою поверхнею входити у контакт з контактним елементом, який, у свою чергу, має можливість переміщення по нормалі до робочої поверхні інструмента, а також пристрій синхронізації переміщення на урізування та переміщення контактного елемента, який відрізняється тим, що контактний елемент розташований у радіальній площині інструмента, під заданим кутом до напрямку переміщення на урізування інструмента, з зазором між ним і робочою поверхнею інструмента, рівним зазору між робочою поверхнею інструмента і поверхнею обробленого виробу, і має можливість переміщення у напрямку зношення інструмента, а пристрій синхронізації виконаний як пристрій з програмним управлінням, механічна передача якого виконана з можливістю переміщення на урізування інструмента і контактного елемента за співвідношенням: s = t + t • cos , де s - переміщення контактного елемента; t - переміщення на урізування інструмента; - кут між напрямком переміщення контактного елемента та напрямком переміщення на урізування інструмента, при цьому принаймні один з елементів сполучення пристрою з програмним управлінням з пристроєм переміщення на урізування інструмента та з контактним елементом виконаний як налагоджувальний. 8. Пристрій за п. 7, який відрізняється тим, що пристрій програмного управління додатково програмується на профільне переміщення на урізування, або сполучений з пристроєм профільного переміщення на урізування. 93194 4 9. Пристрій для компенсації зношення інструмента, що містить контактний елемент, інструмент, який має можливість робочою поверхнею входити у контакт з контактним елементом, який, у свою чергу, має можливість переміщення по нормалі до робочої поверхні інструмента, а також пристрій синхронізації переміщення на урізування та переміщення контактного елемента, який відрізняється тим, що контактний елемент розташований у радіальній площині інструмента, під заданим кутом до напрямку переміщення на урізування оброблюваного виробу, з зазором між ним і робочою поверхнею інструмента, рівним зазору між робочою поверхнею інструмента і поверхнею обробленого виробу, і має можливість переміщення у напрямку зношення інструмента, а пристрій синхронізації виконаний як підсумовуючий механізм, для перетворення переміщень за співвідношенням: s = t', де s - переміщення контактного елемента; t' - переміщення на урізування оброблюваного виробу, при одній нерухомій ланці, при цьому принаймні одна з ланок підсумовуючого механізму виконана як налагоджувальна. 10. Пристрій за п. 9, який відрізняється тим, що підсумовуючий механізм або принаймні одна з його ланок сполучена з пристроєм профільного переміщення на урізування. 11. Пристрій для компенсації зношення інструмента, що містить контактний елемент, інструмент, який має можливість робочою поверхнею входити у контакт з контактним елементом, який, у свою чергу, має можливість переміщення по нормалі до робочої поверхні інструмента, а також пристрій синхронізації переміщення на урізування та переміщення контактного елемента, який відрізняється тим, що контактний елемент розташований у радіальній площині інструмента, під заданим кутом до напрямку переміщення на урізування оброблюваного виробу, з зазором між ним і робочою поверхнею інструмента, рівним зазору між робочою поверхнею інструмента і поверхнею обробленого виробу, і має можливість переміщення у напрямку зношення інструмента, а пристрій синхронізації виконаний як сельсин, один з елементів якого, сельсин-датчик або сельсин-приймач, сполучений з пристроєм переміщення на урізування інструмента, а другий з контактним елементом, а механічна передача сельсина виконана з можливістю переміщення на урізування оброблюваного виробу і контактного елемента за співвідношенням: s = t', де s - переміщення контактного елемента; t' - переміщення на урізування оброблюваного виробу, при цьому принаймні один з елементів сполучення сельсина з пристроєм переміщення на урізування інструмента та з контактним елементом виконаний як налагоджувальний. 12. Пристрій за п. 11, який відрізняється тим, що сельсин сполучений з пристроєм профільного переміщення на урізування. 13. Пристрій для компенсації зношення інструмента, що містить контактний елемент, інструмент, 5 93194 6 який має можливість робочою поверхнею входити у контакт з контактним елементом, який, у свою чергу, має можливість переміщення по нормалі до робочої поверхні інструмента, а також пристрій синхронізації переміщення на урізування та переміщення контактного елемента, який відрізняється тим, що контактний елемент розташований у радіальній площині інструмента, під заданим кутом до напрямку переміщення на урізування оброблюваного виробу, з зазором між ним і робочою поверхнею інструмента, рівним зазору між робочою поверхнею інструмента і поверхнею обробленого виробу, і має можливість переміщення у напрямку зношення інструмента, а пристрій синхронізації виконаний як пристрій з програмним управлінням, механічна передача якого виконана з можливістю переміщення на урізування оброблюваного виробу і контактного елемента за співвідношенням: s = t', де s - переміщення контактного елемента; t' - переміщення на урізування оброблюваного виробу, при цьому принаймні один з елементів сполучення пристрою з програмним управлінням з пристроєм переміщення на урізування інструмента та з контактним елементом виконаний як налагоджувальний. 14. Пристрій за п. 13, який відрізняється тим, що пристрій програмного управління сполучений з пристроєм профільного переміщення на урізування. 15. Пристрій за пп. 3-14, який відрізняється тим, що контактний елемент виконаний як датчик положення. 16. Пристрій за пп. 3-14, який відрізняється тим, що контактний елемент виконаний як датчик зусилля. 17. Пристрій за пп. 3-14, який відрізняється тим, що контактний елемент виконаний як упор. 18. Пристрій за п. 17, який відрізняється тим, що упор сполучений з датчиком положення. 19. Пристрій за п. 17, який відрізняється тим, що упор сполучений з датчиком зусилля. 20. Пристрій за пп. 3-14, який відрізняється тим, що контактний елемент виконаний як упор, що виправляє. 21. Пристрій за п. 20, який відрізняється тим, що упор, що виправляє, виконаний як ролик у вигляді зрізаного конуса, розташований під такими заданими кутами, при яких він має можливість утворювати канавки конічних перерізів (еліпса, параболи, гіперболи) на робочій поверхні інструмента, при цьому вершини конічних перерізів розташовані на зрізі конуса. 22. Пристрій за п. 20, який відрізняється тим, що контактний елемент виконаний як упор-шарошка. 23. Пристрій за п. 20, який відрізняється тим, що упор, що виправляє, виконаний як ролик, який розташований таким чином, що при його обертанні вектор його тангенційної швидкості і вектор тангенційної швидкості інструмента у місці їхнього контакту перетинаються під заданим кутом. 24. Пристрій за п. 20, який відрізняється тим, що упор, що виправляє, виконаний як диск, який розташований таким чином, що при його обертанні вектор його тангенційної швидкості і вектор тангенційної швидкості інструмента у місці їхнього контакту перетинаються під заданим кутом. 25. Пристрій за пп. 20-24, який відрізняється тим, що упор, що виправляє, сполучений з датчиком положення. 26. Пристрій за пп. 20-24, який відрізняється тим, що упор, що виправляє, сполучений з датчиком зусилля. Винахід відноситься до верстатобудування і може знайти застосування в усіх видах шліфування, зокрема профільних виробів і виробів асферичної оптики. Відомий спосіб, згідно з яким для компенсації зношення шліфувального інструмента вимірюють діаметр шліфувального круга, обчислюють величину його зношення і корегують відстань між валом обробного виробу і валом шліфувального круга (МКИ4 В24В, 49/00, заявка № 0235025, публікація 87.09 №36 ЕПВ (ЕР)). Найбільш близьким аналогом способу що заявляється, вибраним як прототип, є спосіб компенсації зношення шліфувального круга, згідно з яким, робочу поверхню шліфувального круга вводять у контакт, принаймні з одним контактним роликом, який, синхронно з переміщенням на урізування, перемішують по нормалі до робочої поверхні шлі4 фувального крута. (Пат.4773188 США, МКИ В24В49/00). Спільними суттєвими ознаками відомого способу та способу, що заявляється, є те, що робочу поверхню інструмента вводять у контакт з контактним елементом, який синхронно з переміщенням на урізування переміщують у напрямку зношення інструмента. Недоліками відомого способу компенсації зношення шліфувального інструмента є обмеження його технологічних можливостей тільки пласким шліфуванням на прохід та інтенсивне зношення контактного елемента і шліфувального інструмента, обумовлені безперервним контактом контактного елемента з шліфувальним інструментом. Найбільш близьким аналогом пристрою, що заявляється, вибраним як прототип, є пристрій для компенсації зношення шліфувального круга, що містить шліфувальний круг, який має можливість обпиратися робочою поверхнею на контактний ролик, який, у свою чергу, має можливість переміщення по нормалі до робочої поверхні шліфувального круга, а також пристрій синхронізації переміщення шліфувального круга і контактного елемента (Пат. 4773188 США, МКИ4 В24В49/00). Спільними суттєвими ознаками відомого пристрою та пристрою, що заявляється, є пристрій переміщення на урізування, шпиндель, контактний елемент, шліфувальний інструмент, який має можливість робочою поверхнею входити у контакт з контактним елементом, який, у свою чергу, має можливість переміщення у напрямку зношення інструмента, а також пристрій синхронізації пере 7 міщення на урізування та переміщення контактного елемента. Недоліками цього пристрою є обмеження його технологічних можливостей тільки пласким шліфуванням на прохід та інтенсивне зношення шліфувального круга і контактного ролика, обумовлені безперервним контактом контактного ролика з шліфувальним кругом. В основу першого з групи винаходів поставлена задача удосконалення способу компенсації зношення інструмента, при якому шляхом змінення співвідношення переміщення контактного елемента та переміщення на урізування (інструмента або оброблюваного виробу) забезпечується можливість обробки як на урізування, так і на прохід, що дозволить обробку без обмежень способу і виду, шліфування твердим, еластичним та гнучким абразивним інструментом, а також мінімальне зношення контактного елемента і інструмента. В основу другого з групи винаходів поставлена задача удосконалення пристрою для компенсації зношення інструмента, при якому шляхом зміни конструкції пристрою синхронізації переміщення на урізування (інструмента або оброблюваного виробу) та переміщення контактного елемента забезпечується можливість обробки як на урізування, так і на прохід, що призводить до розширення технологічних можливостей без обмежень способу і виду шліфування твердим, еластичним та гнучким абразивним інструментом, а також мінімального зношення контактного елемента і інструмента. Перша поставлена задача вирішується тим, що у способі компенсації зношення інструмента, згідно з яким робочу поверхню інструмента вводять у контакт з контактним елементом який синхронно з переміщенням на урізування переміщують по нормалі до робочої поверхні інструмента, відповідно до винаходу, контактний елемент переміщують у радіальній площині інструмента, у напрямку його зношення, під заданим кутом до напрямку переміщення на урізування інструмента за співвідношенням: s = t +t cos , де s - переміщення контактного елемента; t - переміщення на урізування інструмента; - кут між напрямком переміщення контактного елемента та напрямком переміщення на урізування інструмента, а робочу поверхню інструмента вводять у контакт, безпосередньо чи опосередковано, з контактним елементом наприкінці переміщення на урізування інструмента, тобто в кінці обробки. У другому варіанті способу контактний елемент переміщують у радіальній площині інструмента, під заданим кутом до напрямку переміщення на урізування обробного виробу, за співвідношенням: s = t', де s - переміщення контактного елемента; t' - переміщення на урізування обробного виробу; а робочу поверхню інструмента вводять у контакт, безпосередньо чи опосередковано, з контак 93194 8 тним елементом, наприкінці переміщення на урізування обробного виробу, тобто в кінці обробки. Переміщення контактного елемента у радіальній площині інструмента, у напрямку його зношення під заданим кутом до напрямку переміщення на урізування та переміщення на урізування (інструмента або оброблюваного виробу) за зазначеними вище співвідношеннями і введення у контакт, безпосередньо чи опосередковано, робочої поверхні інструмента з контактним елементом наприкінці обробки, забезпечує можливість застосування пристрою стаціонарно або автономно на спеціалізованих та універсальних верстатах, а також роботах для обробки як на урізування, так і на прохід, без обмежень способу і виду шліфування твердим, еластичним та гнучким абразивним інструментом, а також мінімальне зношення контактного елемента й інструмента. Друга поставлена задача вирішується тим, що у пристрої для компенсації зношення інструмента, що містить контактний елемент, інструмент, який має можливість робочою поверхнею входити у контакт з контактним елементом, який, у свою чергу, має можливість переміщення до робочої поверхні інструмента, а також пристрій синхронізації переміщення на урізування та переміщення контактного елемента, відповідно до винаходу контактний елемент розташований у радіальній площині інструмента, під заданим кутом до напрямку переміщення на урізування інструмента, з зазором між ним і робочою поверхнею інструмента, рівним зазору між робочою поверхнею інструмента і поверхнею обробленого виробу і має можливість переміщення у напрямку зношення інструмента, а пристрій синхронізації виконаний як підсумовуючий механізм, для перетворення переміщень за співвідношенням: s = t +t cos , де S - переміщення контактного елемента; t - переміщення на урізування інструмента; - кут між напрямком переміщення контактного елемента та напрямком переміщення на урізування інструмента, при одній нерухомій ланці, при цьому принаймні одна з ланок підсумовуючого механізму виконана як налагоджувальна. У іншій конкретній формі виконання підсумовуючий механізм або принаймні одна з його ланок сполучена з пристроєм профільного переміщення на урізування. У другому варіанті пристрою пристрій синхронізації виконаний як сельсин, один з елементів якого, сельсин-датчик або сельсин-приймач, сполучений з пристроєм переміщення на урізування інструмента, а другий з контактним елементом, а механічна передача сельсина виконана з можливістю переміщення на урізування інструмента і контактного елемента за співвідношенням: s = t +t cos , при цьому принаймні один з елементів сполучення сельсина з пристроєм переміщення на урізування інструмента та з контактним елементом виконаний як налагоджувальний. 9 У іншій конкретній формі виконання сельсин сполучений з пристроєм профільного переміщення на урізування. У третьому варіанті пристрій синхронізації виконаний як пристрій з програмним управлінням, механічна передача якого виконана з можливістю переміщення на урізування інструмента і контактного елемента за співвідношенням: s = t +t cos , при цьому принаймні один з елементів сполучення пристрою з програмним управлінням з пристроєм переміщення на урізування інструмента та з контактним елементом виконаний як налагоджувальний. У іншій конкретній формі виконання пристрій програмного управління додатково програмується на профільне переміщення на урізування або сполучений з пристроєм профільного переміщення на урізування. У четвертому варіанті пристрою поставлена задача вирішується тим, що у пристрої для компенсації зношення інструмента, що містить контактний елемент, інструмент, який має можливість робочою поверхнею входити у контакт з контактним елементом, який, у свою чергу, має можливість переміщення до робочої поверхні інструмента, а також пристрій синхронізації переміщення на урізування та переміщення контактного елемента. Відповідно до винаходу, контактний елемент розташований у радіальній площині інструмента, під заданим кутом до напрямку переміщення на урізування інструмента, з зазором між ним і робочою поверхнею обробного виробу рівним зазору між робочою поверхнею інструмента і поверхнею обробленого виробу, а пристрій синхронізації виконаний як підсумовуючий механізм для перетворення переміщень, за співвідношенням: s = t', де s - переміщення контактного елемента; t’ - переміщення на урізування обробного виробу, при одній нерухомій ланці, при цьому принаймні одна з ланок підсумовуючого механізму виконана як налагоджувальна. У іншій конкретній формі виконання підсумовуючий механізм або принаймні одна з його ланок сполучена з пристроєм профільного переміщення на урізування. У п'ятому варіанті пристрою пристрій синхронізації виконаний як сельсин, один з елементів якого, сельсин-датчик або сельсин-приймач, сполучений з пристроєм переміщення на урізування інструмента, а другий з контактним елементом, а механічна передача сельсина виконана з можливістю переміщення на урізування інструмента і з контактним елементом за співвідношенням: s = t', при цьому принаймні один з елементів, сполучення сельсина з пристроєм переміщення на урізування інструмента та з контактним елементом, виконаний як налагоджувальний. У іншій конкретній формі виконання сельсин сполучений з пристроєм профільного переміщення на урізування. 93194 10 У шостому варіанті пристрою пристрій синхронізації виконаний як пристрій з програмним управлінням, механічна передача якого виконана з можливістю переміщення на урізування обробного виробу і контактного елемента за співвідношенням: s = t', при цьому принаймні один з елементів, сполучення пристрою з програмним управлінням з пристроєм переміщення на урізування інструмента та з контактним елементом, виконаний як налагоджувальний. У іншій конкретній формі виконання пристрій програмного управління додатково програмується на профільне переміщення на урізування або сполучений з пристроєм профільного переміщення на урізування. У інших конкретних формах виконання: Контактний елемент виконаний як датчик положення. Контактний елемент виконаний як датчик зусилля. Контактний елемент виконаний як упор. Упор сполучений з датчиком положення. Упор сполучений з датчиком зусилля. Контактний елемент виконаний як упор, що виправляє. Упор, що виправляє, виконаний як ролик у вигляді зрізаного конуса, розташований під такими заданими кутами, при яких він має можливість утворювати канавки конічних перетинів (еліпса, параболи, гіперболи) на робочій поверхні інструмента, при цьому вершини конічних перетинів розташовані на зрізі конуса. Контактний елемент виконаний як упоршарошка. Упор, що виправляє, виконаний як ролик, який розташований таким чином, що при його обертанні вектор його тангенційної швидкості і вектор тангенційної швидкості інструмента у місці їхнього контакту перетинаються під заданим кутом. Упор що виправляє виконаний як диск, який розташований таким чином, що при його обертанні вектор його тангенційної швидкості і вектор тангенційної швидкості інструмента у місці їхнього контакту перетинаються під заданим кутом. Упор, що виправляє, сполучений з датчиком положення. Упор, що виправляє, сполучений з датчиком зусилля. Розташування контактного елемента у радіальній площині інструмента, під заданим кутом до напрямку переміщення на урізування (інструмента або обробного виробу), з зазором між ним і робочою поверхнею інструмента, рівним зазору між робочою поверхнею інструмента і поверхнею обробленого виробу та запропоновані варіанти виконання пристроїв синхронізації переміщення на урізування і переміщення контактного елемента, а також запропоновані варіанти конструкції і розташування контактного елемента, забезпечують можливість застосування пристрою стаціонарно або автономно на спеціалізованих та універсальних верстатах, а також роботах для обробки, як на урізування, так і на прохід, що призведе до розши 11 рення технологічних можливостей без обмежень способу і виду шліфування твердим, еластичним та гнучким абразивним інструментом, зокрема, у дрібносерійному та одиничному виробництві, а також мінімальне зношення контактного елемента і інструмента. Суть винаходу пояснюється кресленнями, на яких зображені: - на фіг. 1 - схема взаємного розташування та синхронного переміщення шліфувального круга і ролика, що виправляє, зі схемою пристрою для компенсації зношення шліфувального круга з рейковим підсумовуючим механізмом у якості пристрою синхронізації при круглому шліфуванні; - на фіг.2 - схема взаємного розташування та синхронного переміщення обробного виробу і ролика, що виправляє, зі схемою пристрою для компенсації зношення шліфувального круга з рейковим підсумовуючим механізмом у якості пристрою синхронізації при пласкому шліфуванні; - на фіг. 3 - схема пристрою для компенсації зношення шліфувального круга при переміщенні на урізування шліфувального круга з сельсиновим пристроєм у якості пристрою синхронізації при шліфуванні шийки і торцю вала; - на фіг. 4 - схема пристрою для компенсації зношення шліфувального круга при переміщенні на урізування шліфувального круга з числовим програмним управлінням у якості пристрою синхронізації, при внутрішньому шліфуванні; - на фіг. 5 - схема пристрою для компенсації зношення шліфувального круга при переміщенні на урізування шліфувального круга з гідравлічним підсумовуючим механізмом у якості пристрою синхронізації і пристроєм профільного переміщення на урізування при шліфуванні штампу; - на фіг. 6 - розріз А-А фіг. 3; - на фіг. 7 - схема пристрою для компенсації зношення шліфувальної стрічки, при переміщенні на урізування шліфувальної стрічки з рейковим підсумовуючим механізмом у якості пристрою синхронізації при шліфуванні по копіру пера лопатки; - на фіг.8 - схема пристрою для компенсації зношення шліфувального круга при переміщенні на урізування обробного виробу з важільнозубчатим підсумовуючим механізмом у якості пристрою синхронізації при шліфуванні асферичної лінзи; - на фіг. 9 - розріз А-А фіг. 8. Суцільною лінією позначений початок, пунктирною завершення робочого циклу, а тонкою лінією позначена позиція налагодження. При цьому, заштриховані - зношення шліфувального круга та припуск на обробку заготовки. Стрілками П (подача) позначений напрямок переміщення на урізування. Заявлений спосіб компенсації зношення інструмента, при переміщенні на урізування інструмента реалізується таким чином. Робочу поверхню шліфувального круга 1 (фіг. 1) обпирають на ролик 2, що виправляє, наприкінці робочого циклу по еталонному валу 3 і фіксують їхнє взаємне розташування у підсумовуючому механізмі. Потім відводять шліфувальний круг 1 у вихідну позицію, а також (підсумовуючим механіз 93194 12 мом), синхронно з ним, у радіальній площині шліфувального круга 1, під заданим кутом до напрямку переміщення на урізування шліфувального круга 1, відводять ролик 2, що виправляє, за співвідношенням: s = t +t cos , де s - переміщення ролика 2, що виправляє; t - переміщення на урізування шліфувального круга 1; - кут між напрямком переміщення ролика 2, що виправляє, і напрямком переміщення шліфувального круга 1 на урізування. Далі вмикають оберти шліфувального круга 1, заготовки 4 і переміщення на урізування шліфувального круга 1. При цьому ролик 2, що виправляє переміщують у зворотному напрямку доти, доки він не обіпреться на робочу поверхню круга 1, тобто наприкінці робочого циклу. Докладніше, спосіб компенсації зношення інструмента, при переміщенні на урізування інструмента, буде розкрито при описуванні роботи пристрою (фіг. 1) для здійснення заявленого способу. Заявлений спосіб компенсації зношення інструмента, при переміщенні на урізування обробного виробу (другий варіант способу) реалізується таким чином. Шарошку 5 (фіг.2) обпирають на робочу поверхню шліфувального круга 1 наприкінці робочого циклу по еталонній пластині 6 і фіксують їхнє взаємне розташування у підсумовуючому механізмі. Потім відводять еталонну пластину 6 у вихідну позицію, а також (підсумовуючим механізмом), синхронно з нею, у радіальній площині шліфувального круга 1, під заданим кутом а до напрямку переміщення на урізування, шарошку 5 за співвідношенням: s = t', де s - переміщення шарошки 5; t' - переміщення на урізування обробного виробу. Далі вмикають оберти круга 1 і переміщення на урізування заготовки 7. При цьому, шарошку 5 переміщують у зворотному напрямку доти, доки вона не обіпреться на робочу поверхню круга 1, тобто наприкінці робочого циклу. Докладніше, спосіб компенсації зношення інструмента, при переміщенні на урізування обробного виробу, буде розкрито при описуванні роботи пристрою (фіг.2) для здійснення заявленого способу. Пристрій для компенсації зношення шліфувального круга при шліфуванні вала 3 (фіг.1) містить шпиндель з шліфувальним кругом 1 і ролик 2, що виправляє, (привод ролика, що виправляє, не показаний), кінематично сполучених між собою рейковим підсумовуючим механізмом. Рейковий підсумовуючий механізм містить вхідну налагоджувальну зубчату рейку 8 з фіксатором 9, розташовану у закріпленій нерухомо напрямній 10 з можливістю переміщення паралельно переміщенню на урізування, зубчате колесо 11, розташоване на кронштейні 12 шпинделя шліфувального круга 1 і зубчату рейку 13 ролика 2, що виправляє, розташовану у напрямній кронштейна 12 під кутом а до переміщення на урізування. 13 Пристрій працює таким чином. Шліфувальний круг 1 притискують периферією до еталонного обробного виробу - вала 3, а ролик 2, що виправляє, притискують до периферії шліфувального круга 1 (фіг. 1 - тонкі лінії). Після цього налагоджувальну зубчату рейку 8 закріплюють у напрямній 10 фіксатором 9. Шпиндель шліфувального круга 1 відводять у вихідну позицію (суцільні лінії), а при цьому автоматично відводиться і ролик % що виправляє, за співвідношенням: s = t +t cos , де s - переміщення ролика 2, що виправляє; t - переміщення на урізування шліфувального круга 1; - кут між напрямком переміщення ролика 2, що виправляє, і напрямком переміщення на урізування. Установлюють заготовку 4 вала 3, вмикають оберти шліфувального круга 1, заготовки 4 і переміщення на урізування. Шпиндель з шліфувальним кругом 1 переміщують на урізування на величину: t = t1+t2, де t1 - припуск на обробку; t2 - зношення шліфувального круга за час обробки. Синхронно з переміщенням шліфувального круга 1 на урізування ролик 2, що виправляє, за тим же співвідношенням: s = t +t cos , переміщують у радіальній площині шліфувального круга 1. Наприкінці робочого циклу, тобто коли шпиндель шліфувального круга 1 переміститься на величину t, а ролик 2, що виправляє, на величину s, ролик 2 що виправляє, обіпреться на периферію шліфувального круга 1 (пунктирні лінії), кінематичний ланцюг рейкового підсумовуючого механізму замикається і подальше переміщення стає неможливим. Але, так як під час виходжування і одночасно правки шліфувальний круг 1 зношується на величину t2 (на кресленні не показано), то шпиндель переміщується на урізування на ту ж величину t2, а ролик 2, що виправляє, переміщується за співвідношенням: s=t2 + t2cos, тобто перебуває у постійному контакті з периферією шліфувального круга 1 і отже периферія шліфувального круга 1 у місці контакту з заготовкою не переміщується на урізування. Тобто маємо самокомпенсацію зношення шліфувального круга. Пристрій для компенсації зношення шліфувального круга при шліфуванні пластини 6 (фіг.2) містить шпиндель з шліфувальним кругом 1 і шарошку 5, кінематично сполучених між собою рейковим підсумовуючим механізмом. Рейковий підсумовуючий механізм містить вхідну налагоджувальну зубчату рейку 8 з фіксатором 9, розташовану у напрямній 10, закріпленій на столі 14 пристрою переміщення на урізування (на кресленні не показаний) з можливістю переміщення паралельно переміщенню на урізування, зубчате колесо 11, розташоване на кронштейні 12 шпинделя шліфувального круга 1 і зубчату рейку 13, шарошки 5, розташовану у напрямній кронштейна 12 під кутом а до переміщення на урізування. Пристрій працює таким чином. 93194 14 Еталонний обробний виріб-пластину 6, а також шарошку 5 притискують до периферії шліфувального круга 1. Після цього налагоджувальну зубчату рейку 8 закріплюють у напрямній 10 фіксатором 9 (тонкі лінії). Стіл 14 відводять у вихідну позицію (суцільні лінії), а при цьому автоматично відводиться і шарошка 5 за співвідношенням: s = t', де s - переміщення шарошки 5; t’ - переміщення на урізування обробного виробу пластини 6. Установлюють заготовку 7 пластини 6, вмикають оберти шліфувального круга 1 і переміщення на урізування. Стіл 14 перемішується на урізування на величину: t' = t1+t2, де t1 - припуск на обробку; t2 - зношення шліфувального круга 1 за час обробки. Синхронно з переміщенням стола 14 на урізування шарошка 5 перемішується на ту ж величину - s=t' у радіальній площині шліфувального круга 1. Наприкінці робочого циклу, тобто коли стіл 14 переміститься на величину t', а шарошка 5 на величину s, шарошка 5 обіпреться на периферію шліфувального круга 1 (пунктирні лінії), - кінематичний ланцюг рейкового підсумовуючого механізму замикається і подальше переміщення стає неможливим. Але, так як під час виходжування і одночасно правки шліфувальний круг 1 зношується на величину t2 (на кресленні не показано), то стіл 14 переміщується на урізування на ту ж величину t2, а шарошка 5 переміщується за співвідношенням s=t2, тобто перебуває у постійному контакті з периферією шліфувального круга 1 і отже оброблена поверхня заготовки в місці контакту з периферією шліфувального круга 1 не змінює свого положення відносно цієї периферії. Тобто маємо самокомпенсацію зношення шліфувального круга. Пристрій для компенсації зношення шліфувального круга при одночасному шліфуванні шипа і торцю цапфи 15 (фіг.3) містить шпиндель з шліфувальним кругом 1 та пристрої синхронізації вертикального і горизонтального переміщення цапфи 15 і контактних елементів. Пристрої синхронізації містять сельсини 16, сельсини-датчики яких сполучені з відповідними пристроями вертикального та горизонтального переміщення (на кресленні не показані) цапфи 15, а сельсини-приймачі сполучені з відповідними датчиками 17 положення периферій круга 1 за допомогою пристроїв 18 і 19 лінійного переміщення датчиків 17 положення. Датчики 17 положення містять контактні елементи 20 закріплені на налагоджувальних ланках 21, які розташовані у напрямних 10 з фіксаторами 9. Пристрій працює таким чином. Еталонний обробний виріб-цапфу 15, а також контактні елементи 20 датчиків положення 17 притискують до відповідних робочих поверхонь шліфувального круга 1. Після цього налагоджувальні ланки 21 закріплюють у напрямних 10 фіксаторами 9. Еталонну цапфу 15 відводять у вихідну позицію, а при цьому автоматично відводяться датчики положення 17 (пристроями 18 і 19) лінійного переміщення датчиків за співвідношеннями: 15 sт = t'т та sш = t'ш / sin , де sт - переміщення датчика положення робочої поверхні шліфувального круга яка обробляє торець цапфи; t'т - переміщення на урізування обробного виробу при обробці торцю цапфи; sш - переміщення датчика положення робочої поверхні шліфувального круга яка обробляє шип цапфи; t’ш - переміщення на урізування обробного виробу при обробці шипа цапфи; ш - кут між напрямком переміщення датчика положення робочої поверхні шліфувального круга, яка обробляє шип цапфи і твірною цієї робочої поверхні. Установлюють заготовку 22 цапфи 15, вмикають оберти шліфувального круга 1 і переміщення на урізування. Заготовка 22 переміщується на урізування на величини: t'т = t1т + t2т та t'ш = t1ш + t 2ш, де t1т - припуск на обробку торцю цапфи; t2т - зношення шліфувального круга за час обробки торцю цапфи; t1ш - припуск на обробку шипа цапфи; t2ш - зношення шліфувального круга за час обробки шипа цапфи. Синхронно з переміщеннями цапфи 15 на урізування датчики положення 17 переміщуються на величини sт і sш. Наприкінці робочого циклу, тобто коли цапфа 15 переміститься на величини t'т і t'ш, а датчики положення 17 на величини sт і sш відповідно, шліфувальний круг 1 периферіями обіпреться на відповідні датчики положення 17, які електричними ланцюгами 23 подають сигнали на відповідні сельсин-датчики сельсинів 16, які, у свою чергу, зупиняють подальші переміщення цапфи 15 на урізування. Тобто маємо самокомпенсацію шліфувального круга. Пристрій для компенсації зношення шліфувального круга при внутрішньому шліфуванні втулки 24 (фіг. 4) містить шпиндель з шліфувальним кругом 1 і датчик 17 положення периферії круга 1, сполучених між собою пристроєм синхронного переміщення шпинделя і датчика 17. Пристрій синхронного переміщення містить блок 25 ЧПУ (числового програмного управління) сполучений електричними ланцюгами 26 і 27 з пристроями 28 і 29 переміщення шпинделя і датчика 17, відповідно. Пристрій 28 сполучений з шпинделем налагоджувальною ланкою 21, яка розташована у напрямній 10 з фіксатором 9. Пристрій 29 сполучений з датчиком 17, що містить контактний елемент 20 закріплений на налагоджувальній ланці 21, яка розташована у напрямній 10 з фіксатором 9. Пристрій працює таким чином. Шліфувальний круг 1 за допомогою налагоджувальної ланки 21 притискують до еталонної втулки 24, а контактний елемент 20 за допомогою налагоджувальної ланки 21 притискують до периферії шліфувального круга 1 і закріплюють фіксаторами 9. Шпиндель і контактний елемент 20 відводять у вихідну позицію за співвідношенням: s = t + t cos = t + t cos 0° = 2t, де s - переміщення контактного елемента; 93194 16 t - переміщення на урізування шліфувального круга; - кут між напрямком переміщення датчика положення та напрямком переміщення на урізування шліфувального круга. Установлюють заготовку 30 втулки 24, вмикають оберти шліфувального круга 1, заготовки 30 і переміщення на урізування на величину: t = t1+t2, де t1 - припуск на обробку; t2 - зношення шліфувального круга за час обробки. Синхронно з переміщенням на урізування, по нормалі до периферії шліфувального круга 1 переміщується і контактний елемент 20. Наприкінці робочого циклу, тобто коли шпиндель шліфувального круга 1 переміститься на величину t, а контактний елемент на величину s, контактний елемент увійде у контакт з периферією шліфувального круга 1, датчик 17 положення електричним ланцюгом 31 подасть сигнал на блок 25 ЧПУ, який електричним ланцюгом 32 зупиняє подальше переміщення шпинделя на урізування. Тобто маємо самокомпенсацію зношення шліфувального круга. Пристрій для компенсації зношення шліфувального круга при шліфуванні штампа 33 (фіг.5) містить шпиндель з шліфувальним кругом 1 і диск 34, що виправляє, кінематично сполучені між собою гідравлічним підсумовуючим механізмом. Гідравлічний підсумовуючий механізм містить корпус 35 та розташовані в ньому, налагоджувальний гідроциліндр 36 з пружиною 37 і фіксатором 9, силовий гідроциліндр 38, шпинделя шліфувального круга 1 зблокований з проміжним гідроциліндром 39, гідроциліндр 40 диска 34, що виправляє з пружиною 37, розташованого під кутом = 0° до переміщення на урізування і пристрій 41 профільного переміщення на урізування. При цьому робочі площі гідроциліндрів 39 і 40 знаходяться у співвідношенні: F39 = F 40 + F 40 cos = 2F 40, де F39 - робоча площа гідроциліндра 39; F 40 - робоча площа гідроциліндра 40; - кут між напрямком переміщення диска, що виправляє, і напрямком переміщення на урізування. Пристрій працює таким чином. Шліфувальний круг 1 притискують периферією до узгодженої з пристроєм 41 профільного переміщення на урізування базової поверхні еталонного штампа 33 або мірного інструмента такої ж товщини, а диск 34, що виправляє, притискують до периферії шліфувального круга 1. Після цього налагоджувальний гідроциліндр 36 закріплюють фіксатором 9. Шпиндель шліфувального круга 1 відводять у вихідну позицію, а при цьому автоматично відводиться диск 34, що виправляє, (суцільні лінії), установлюють заготовку 42 штампа 33, вмикають оберти шліфувального круга 1, переміщення на урізування силового гідроциліндра 38 і пристрою 41 профільного переміщення на урізування. Шпиндель з шліфувальним кругом 1 переміщується на урізування на величину: t=t1+t2, 17 де t - переміщення на урізування шліфувального круга; t1 - припуск на обробку; t2 - зношення шліфувального круга за час обробки. Синхронно з переміщенням шпинделя на урізування, диск 34, що виправляє, перемішується за співвідношенням: s = t + t cos = t + t cos 0° = 2t, де s - переміщення диска, що виправляє. Наприкінці робочого циклу, тобто коли шпиндель шліфувального круга 1 переміститься на величину t, а диск 34, що виправляє, на величину s=2t, шліфувальний круг 1 периферією обіпреться на диск 34, що виправляє, (пунктирні лінії) - кінематичний ланцюг підсумовуючого механізму замикається, подальше переміщення стає неможливим, а починається виправляння робочої поверхні шліфувального круга 1 диском 34, що виправляє, який обертається завдяки силі F1, яка є складовою сили F шліфувального круга 1, що діє на диск 34, що виправляє (фіг. 6). Подальша (під час правки і виходжування) компенсація зношення шліфувального круга 1 відбувається аналогічно описаній вище на прикладі шліфування вала (фіг.1). Пристрій для компенсації зношення шліфувальної стрічки, при шліфуванні пера лопатки 43 (фіг.7) містить шліфувальну стрічку 44 з стрічкопротягувальним механізмом і контактний ролик 2 датчика 17 положення, кінематично сполучених між собою рейковим підсумовуючим механізмом. Стрічкопротягувальний механізм містить кронштейн 45, на якому розташовані: шків 46, натяжний ролик 47, опорний ролик 48, копір 49 і ложемент 50. Рейковий підсумовуючий механізм містить вхідну налагоджувальну зубчату рейку 8 з фіксатором 9, розташовану у напрямній 10, зубчате колесо 11, розташоване на кронштейні 45 стрічкопротягувального механізму і розташовану під кутом = 90° до переміщення на урізування зубчату рейку 13, сполучену з датчиком положення 17. Пристрій працює таким чином. Копіром 49 шліфувальну стрічку 44 притискують до розташованої у ложементі 50 еталонної лопатки 43, а контактний ролик 2 через стрічку 44 притискують до опорного ролика 48. Після цього зубчату рейку 8 закріплюють у напрямній 10 фіксатором 9. Стрічкопротягувальний механізм відводять у вихідну позицію, а при цьому автоматично відводиться контактний ролик 2, установлюють заготовку 51 лопатки 43, вмикають оберти шківа 46 і переміщення на урізування на величину: t = t1 + t2, де t - переміщення на урізування копіра шліфувальної стрічки; t1 - припуск на обробку; t2 - зношення шліфувальної стрічки за час обробки. Синхронно з переміщенням копіра 49 на урізування, контактний ролик 2 разом з зубчатою рейкою 13 переміщується по нормалі до шліфувальної стрічки 44 за співвідношенням: s = t + t cos = t + t cos90° = t, де s - переміщення контактного ролика; 93194 18 - кут між напрямком переміщення контактного ролика і напрямком переміщення на урізування. Наприкінці робочого циклу, тобто коли копір 49 переміститься на величину t, а контактний ролик 2 на величину s, контактний ролик 2 через шліфувальну стрічку 44 обіпреться на опорний ролик 48, датчик 17 положення, подає команду на припинення подачі на урізування. Подальша (під час виходжування) компенсація зношення шліфувальної стрічки відбувається аналогічно, описаній вище, на прикладі шліфування вала (фіг. 1). Пристрій для компенсації зношення шліфувального круга при шліфуванні асферичної лінзи 52 (фіг.8) містить шпиндель з шліфувальним кругом 1 з профільною робочою поверхнею, оправку 53, закріплену на валу 54 (привод вала на кресленні не показаний), розташованому у налагоджувальному повзуні 55, ролик 2, що виправляє, установлений на налагоджувальному повзуні 56 з діаметрально протилежної відносно оправки 53 сторони круга 1 під кутом до площини симетрії канавки шліфувального круга 1, а також важільно-зубчатий підсумовуючий механізм, який кінематично сполучує налагоджувальний повзун 55 оправки 53 та налагоджувальний повзун 56 ролика 2, що виправляє. Важільно-зубчатий підсумовуючий механізм містить кронштейн 57 шпинделя круга 1, на якому установлені два однакових зубчатих сектори 58, які знаходяться у зачепленні один з одним і на яких симетрично відносно круга 1 закріплені куліси 59, які утворюють кулісно-повзунні механізми оправки 3 та ролика 2, що виправляє, відповідно, і сполучені між собою пружиною 60 розтягнення. Куліса 59 оправки 53 сполучена з налагоджувальним повзуном 55 за допомогою повзуна 60, з фіксатором 9, а куліса 59 ролика 2 сполучена з налагоджувальним повзуном 56 за допомогою повзуна 60 з фіксатором 9. Пристрій працює таким чином. Еталонний обробний виріб-лінзу 52, а також ролик 2, що виправляє, притискують до периферії шліфувального круга 1. Після цього налагоджувальні повзуни 55 і 56 закріплюють фіксаторами 9. Оправку 53 відводять у вихідну позицію, а при цьому автоматично відводиться і ролик 2, що виправляє. Установлюють заготовку 61 лінзи 52, вмикають оберти шліфувального круга 1, оправки 53 і переміщення на урізування. Оправка 53 переміщується на урізування на величину: t = t1 + t2, де t - переміщення на урізування оправки; t1 - припуск на обробку; t2 - зношення шліфувального круга за час обробки. Синхронно з переміщенням оправки 53 на урізування, ролик 2, що виправляє, переміщується, у радіальній площині шліфувального круга 2, на ту ж величину: s = t1 + t2, де s - переміщення ролика, що виправляє. Наприкінці робочого циклу, тобто коли оправка 53 переміститься на величину t, а ролик 2, що виправляє, на величину s, ролик 2, що виправляє, обіпреться на периферію шліфувального круга 1, 19 кінематичний ланцюг важільно-зубчатого підсумовуючого механізму замикається, подальше переміщення стає неможливим, а починається виправляння робочої поверхні шліфувального круга 1 роликом 2, що виправляє, який обертається завдяки силі F1, яка є складовою сили F шліфуваль 93194 20 ного круга 1, що діє на ролик 2, що виправляє (фіг.9). Подальша (під час правки і виходжування) компенсація зношення шліфувального круга відбувається аналогічно описаній вище, на прикладі шліфування пластини (фіг.2). 21 93194 22 23 93194 24 25 93194 26 27 93194 28 29 Комп’ютерна верстка В. Мацело 93194 Підписне 30 Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device of compensation of tool wear (embodiments)
Автори англійськоюVolkov Volodymyr Petrovych, Snisar Vladlen Anatoliiovych, Snisar Maksym Anatoliiovych, Snisar Anatolii Petrovych
Назва патенту російськоюСпособ компенсации износа инструмента (варианты) и устройство для его осуществления
Автори російськоюВолков Владимир Петрович, Снисар Владлен Анатольевич, Снисар Максим Анатольевич, Снисар Анатолий Петрович
МПК / Мітки
МПК: B24B 51/00, B24B 53/00, B24B 49/00
Мітки: варіанти, інструмента, спосіб, компенсації, здійснення, зношення, пристрій
Код посилання
<a href="https://ua.patents.su/15-93194-sposib-kompensaci-znoshennya-instrumenta-varianti-i-pristrijj-dlya-jjogo-zdijjsnennya-varianti.html" target="_blank" rel="follow" title="База патентів України">Спосіб компенсації зношення інструмента (варіанти) і пристрій для його здійснення (варіанти)</a>
Спосіб кодування відеокадру (варіанти), пристрій для його здійснення (варіанти), процесор (варіанти) та машинозчитуваний носій інформації (варіанти)
Номер патенту: 87901
Опубліковано: 25.08.2009
Автор: Чень Пейсун
МПК: H04N 7/26
Мітки: варіанти, процесор, інформації, відеокадру, спосіб, машинозчитуваний, здійснення, пристрій, кодування, носій
Формула / Реферат:
1. Спосіб кодування відеокадру, що має множину блоків, який містить зони, на яких:приймають послідовні відеокадри, які містять щонайменше один В-кадрдля щонайменше двох режимів кодування - визначають перший вектор руху, причому згаданий перший вектор руху асоційований з В-кадром і першим опорним кадром, і визначають вартісний показник шляхом використання першого вектора руху і прийнятого за умовчанням параметра...
Спосіб компенсації завад лінійного чотириполюсника і пристрій для його здійснення
Номер патенту: 22888
Опубліковано: 05.05.1998
Автор: Макаренко Олександр Сергійович
МПК: H04B 1/10
Мітки: лінійного, компенсації, пристрій, здійснення, чотириполюсника, спосіб, завад
Формула / Реферат:
1. Способ компенсации помех линейного четырехполюсника, согласно которому формируют основной канал, реагирующий на смесь сигнала и помехи, и компенсационный канал, реагирующий только на помеху, устанавливают одинаковые интенсивности и противоположные фазы помех в каналах, суммируют полученные колебания, отличающийся тем, что при формировании каналов осуществляют выборки из смеси сигнала и помехи и отдельно помехи с частотой, определяемой...
Спосіб забезпечення захищеного передавання цифрових даних (варіанти), пристрій (варіанти), захисний модуль (варіанти) і система для його здійснення
Номер патенту: 66921
Опубліковано: 15.06.2004
Автори: Дювуа Жан-Люк, Майяр Мішель, Дюбланше Фредерік, Лепоріні Давід
МПК: H04N 5/913
Мітки: пристрій, цифрових, передавання, захисний, даних, варіанти, модуль, система, захищеного, здійснення, спосіб, забезпечення
Формула / Реферат:
1. Спосіб забезпечення захищеного передавання цифрових даних між пристроями, який включає операції передавання від одного пристрою в автономний захисний модуль ідентифікатора пристрою і перевірки повноважності пристрою, в залежності від значення переданого ідентифікатора.2. Спосіб за п. 1, який відрізняється тим, що захисний модуль виконує перевірку повноважності пристрою шляхом порівняння переданого ідентифікатора з щонайменше одним...
Спосіб автоматичної компенсації відхилення лінії візування прицілу гармати бронемашини і пристрій для його здійснення
Номер патенту: 49958
Опубліковано: 15.10.2002
Автори: Фролов Леонід Андрійович, Глущенко Анатолій Романович, Ревякин Леонід Дмитрович, Гордієнко Валентин Іванович, Хомченко Олексій Якович
МПК: F41G 3/02
Мітки: лінії, автоматичної, спосіб, здійснення, пристрій, прицілу, гармати, бронемашини, відхілення, візування, компенсації
Формула / Реферат:
1. Спосіб автоматичної компенсації відхилення лінії візування прицілу гармати бронемашини, який полягає в тому, що в канали наведення прицілу за висотою та напрямком вводять компенсаційні сигнали, пропорційні відхиленню лінії візування за висотою та напрямком, в протифазі по відношенню до напрямку руху відхилення, який відрізняється тим, що гармату приводять на певний кут і фіксують її положення на жорсткій опорі, вимикають приводи гармати та...
Спосіб подання твердого палива та пристрій для його здійснення, спосіб одержання горючих газів з твердого палива (варіанти) та пристрій для його здійснення (варіанти), спосіб підвищення якості сирих фосфатів, я
Номер патенту: 42672
Опубліковано: 15.11.2001
Автори: Сінякевіч Борис, Броніцкі Люсьєн І., Дорон Бенжамін, Гольдман Даніель, Яффе Елі, Хаскін Марк
МПК: F23B 30/00
Мітки: сирих, газів, твердого, здійснення, підвищення, горючих, фосфатів, подання, одержання, палива, спосіб, пристрій, варіанти, якості
Формула / Реферат:
1. Способ подачи твердого топлива, содержащего газы с относительно низким давлением, к участку, содержащему газы с более высоким давлением, отличающийся тем, что осуществляют прием и транспортировку твердого топлива вдоль шнекового конвейера к ротору, имеющему основной ротор, круглую плиту и дополнительный ротор, размещенные на оси шнекового конвейера ближе к его концу для подачи твердого топлива в печь.2. Способ по п. 1, отличающийся...
Попередній патент: Захоплюючий пристрій
Наступний патент: Дросель регулювальний
Випадковий патент: Склад супозиторія антихламідійної дії