Пакет, що легко відкривається, спосіб та машина для виготовлення такого пакета

Формула / Реферат
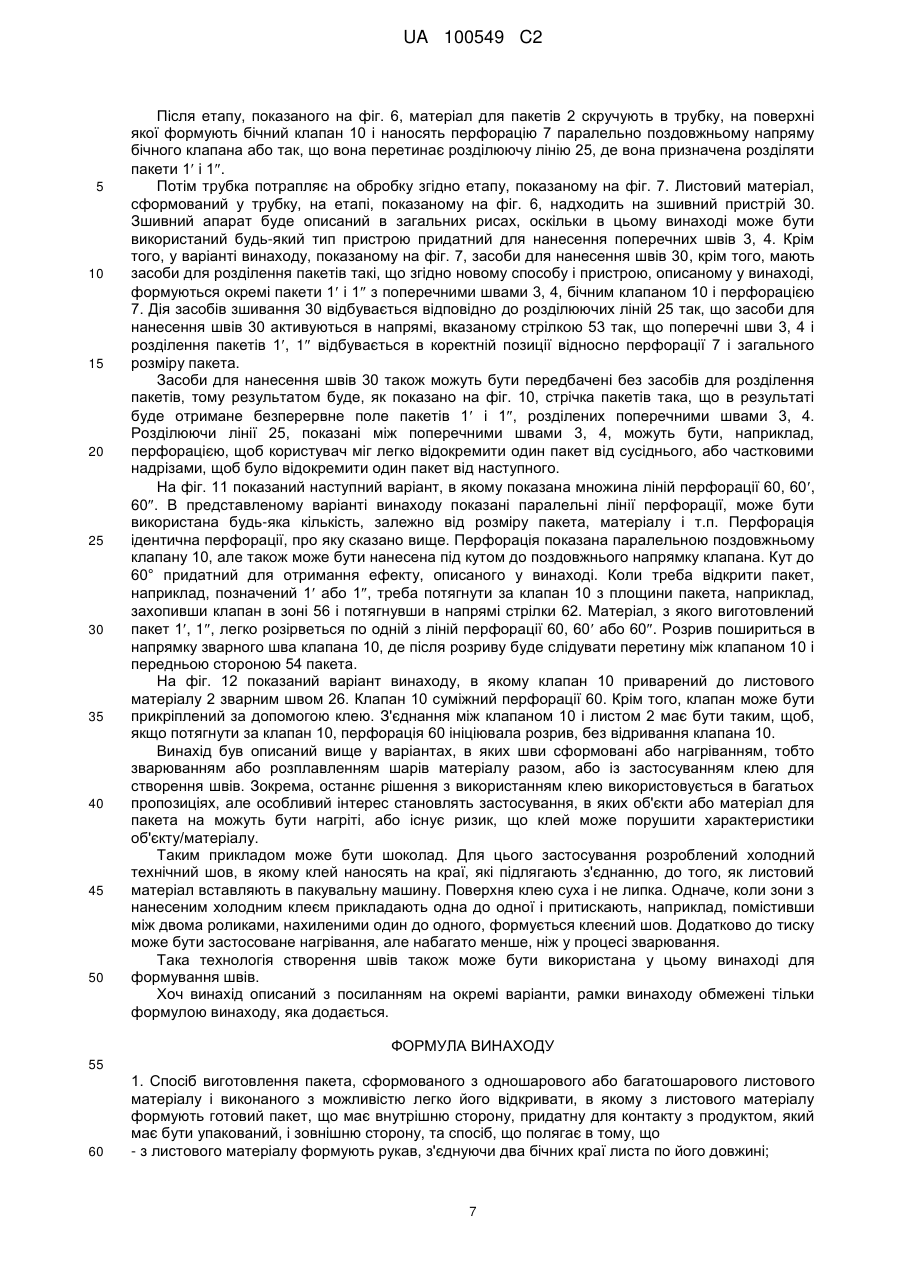
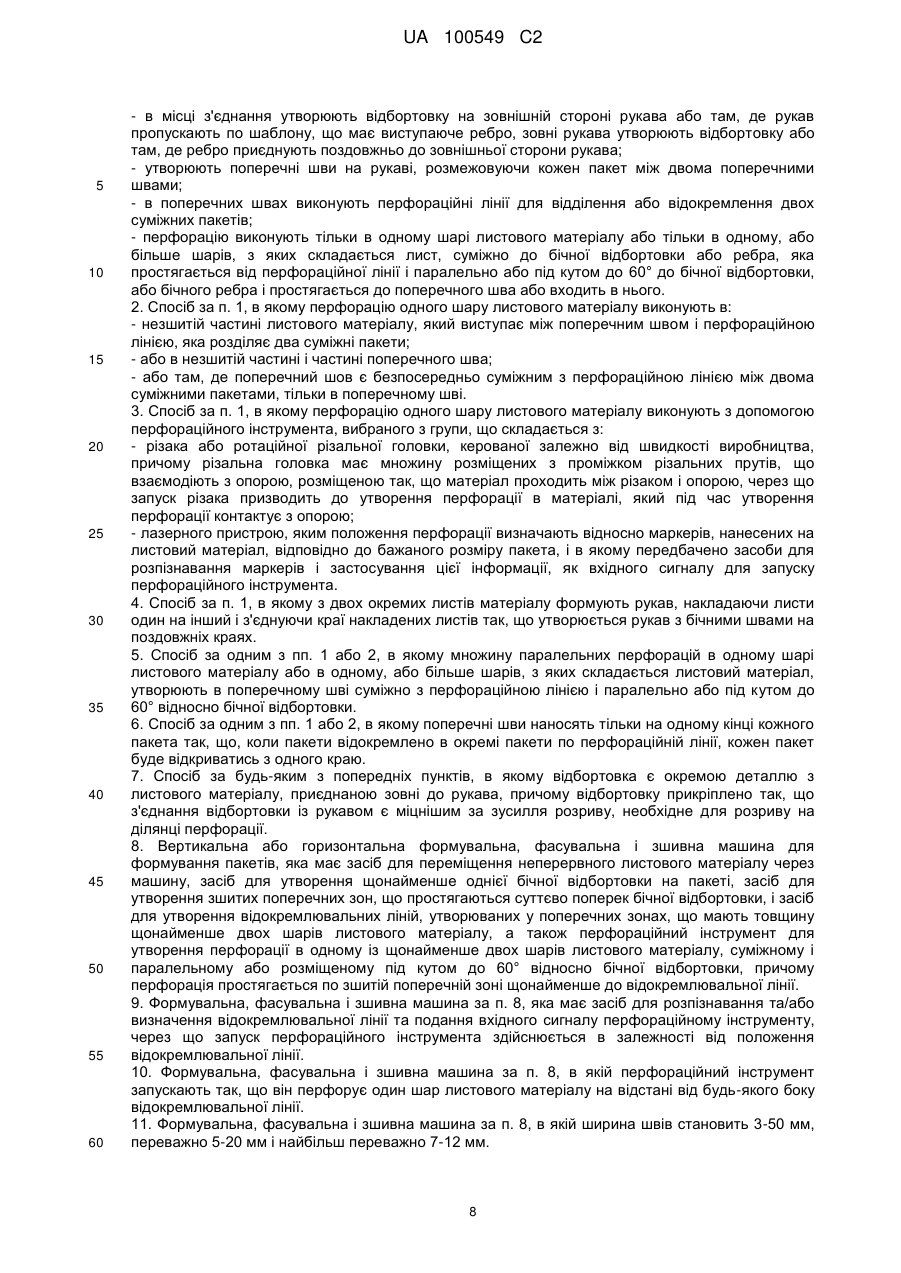
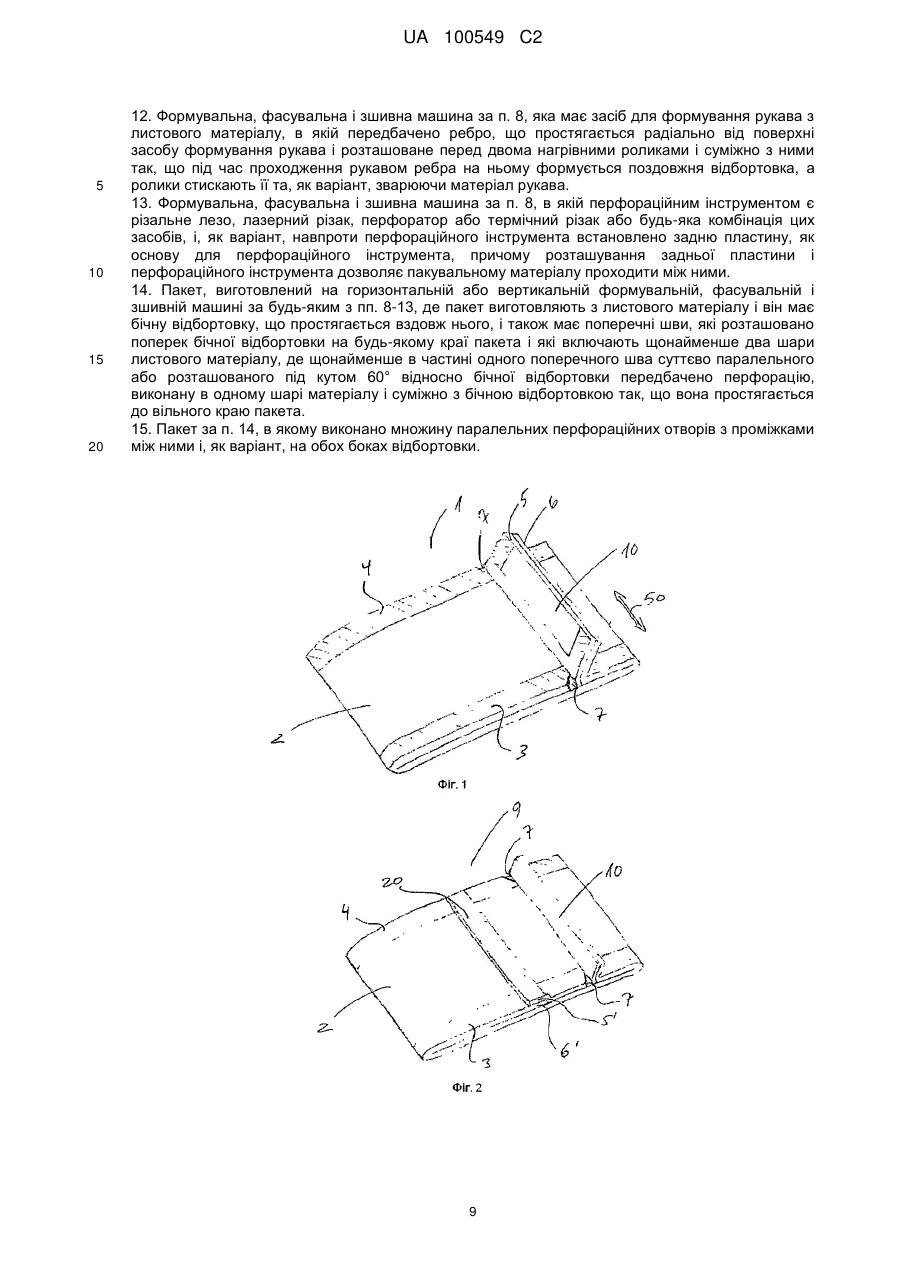
1. Спосіб виготовлення пакета, сформованого з одношарового або багатошарового листового матеріалу і виконаного з можливістю легко його відкривати, в якому з листового матеріалу формують готовий пакет, що має внутрішню сторону, придатну для контакту з продуктом, який має бути упакований, і зовнішню сторону, та спосіб, що полягає в тому, що
- з листового матеріалу формують рукав, з'єднуючи два бічних краї листа по його довжині;
- в місці з'єднання утворюють відбортовку на зовнішній стороні рукава або там, де рукав пропускають по шаблону, що має виступаюче ребро, зовні рукава утворюють відбортовку або там, де ребро приєднують поздовжньо до зовнішньої сторони рукава;
- утворюють поперечні шви на рукаві, розмежовуючи кожен пакет між двома поперечними швами;
- в поперечних швах виконують перфораційні лінії для відділення або відокремлення двох суміжних пакетів;
- перфорацію виконують тільки в одному шарі листового матеріалу або тільки в одному, або більше шарів, з яких складається лист, суміжно до бічної відбортовки або ребра, яка простягається від перфораційної лінії і паралельно або під кутом до 60° до бічної відбортовки, або бічного ребра і простягається до поперечного шва або входить в нього.
2. Спосіб за п. 1, в якому перфорацію одного шару листового матеріалу виконують в:
- незшитій частині листового матеріалу, який виступає між поперечним швом і перфораційною лінією, яка розділяє два суміжні пакети;
- або в незшитій частині і частині поперечного шва;
- або там, де поперечний шов є безпосередньо суміжним з перфораційною лінією між двома суміжними пакетами, тільки в поперечному шві.
3. Спосіб за п. 1, в якому перфорацію одного шару листового матеріалу виконують з допомогою перфораційного інструмента, вибраного з групи, що складається з:
- різака або ротаційної різальної головки, керованої залежно від швидкості виробництва, причому різальна головка має множину розміщених з проміжком різальних прутів, що взаємодіють з опорою, розміщеною так, що матеріал проходить між різаком і опорою, через що запуск різака призводить до утворення перфорації в матеріалі, який під час утворення перфорації контактує з опорою;
- лазерного пристрою, яким положення перфорації визначають відносно маркерів, нанесених на листовий матеріал, відповідно до бажаного розміру пакета, і в якому передбачено засоби для розпізнавання маркерів і застосування цієї інформації, як вхідного сигналу для запуску перфораційного інструмента.
4. Спосіб за п. 1, в якому з двох окремих листів матеріалу формують рукав, накладаючи листи один на інший і з'єднуючи краї накладених листів так, що утворюється рукав з бічними швами на поздовжніх краях.
5. Спосіб за одним з пп. 1 або 2, в якому множину паралельних перфорацій в одному шарі листового матеріалу або в одному, або більше шарів, з яких складається листовий матеріал, утворюють в поперечному шві суміжно з перфораційною лінією і паралельно або під кутом до 60° відносно бічної відбортовки.
6. Спосіб за одним з пп. 1 або 2, в якому поперечні шви наносять тільки на одному кінці кожного пакета так, що, коли пакети відокремлено в окремі пакети по перфораційній лінії, кожен пакет буде відкриватись з одного краю.
7. Спосіб за будь-яким з попередніх пунктів, в якому відбортовка є окремою деталлю з листового матеріалу, приєднаною зовні до рукава, причому відбортовку прикріплено так, що з'єднання відбортовки із рукавом є міцнішим за зусилля розриву, необхідне для розриву на ділянці перфорації.
8. Вертикальна або горизонтальна формувальна, фасувальна і зшивна машина для формування пакетів, яка має засіб для переміщення неперервного листового матеріалу через машину, засіб для утворення щонайменше однієї бічної відбортовки на пакеті, засіб для утворення зшитих поперечних зон, що простягаються суттєво поперек бічної відбортовки, і засіб для утворення відокремлювальних ліній, утворюваних у поперечних зонах, що мають товщину щонайменше двох шарів листового матеріалу, а також перфораційний інструмент для утворення перфорації в одному із щонайменше двох шарів листового матеріалу, суміжному і паралельному або розміщеному під кутом до 60° відносно бічної відбортовки, причому перфорація простягається по зшитій поперечній зоні щонайменше до відокремлювальної лінії.
9. Формувальна, фасувальна і зшивна машина за п. 8, яка має засіб для розпізнавання та/або визначення відокремлювальної лінії та подання вхідного сигналу перфораційному інструменту, через що запуск перфораційного інструмента здійснюється в залежності від положення відокремлювальної лінії.
10. Формувальна, фасувальна і зшивна машина за п. 8, в якій перфораційний інструмент запускають так, що він перфорує один шар листового матеріалу на відстані від будь-якого боку відокремлювальної лінії.
11. Формувальна, фасувальна і зшивна машина за п. 8, в якій ширина швів становить 3-50 мм, переважно 5-20 мм і найбільш переважно 7-12 мм.
12. Формувальна, фасувальна і зшивна машина за п. 8, яка має засіб для формування рукава з листового матеріалу, в якій передбачено ребро, що простягається радіально від поверхні засобу формування рукава і розташоване перед двома нагрівними роликами і суміжно з ними так, що під час проходження рукавом ребра на ньому формується поздовжня відбортовка, а ролики стискають її та, як варіант, зварюючи матеріал рукава.
13. Формувальна, фасувальна і зшивна машина за п. 8, в якій перфораційним інструментом є різальне лезо, лазерний різак, перфоратор або термічний різак або будь-яка комбінація цих засобів, і, як варіант, навпроти перфораційного інструмента встановлено задню пластину, як основу для перфораційного інструмента, причому розташування задньої пластини і перфораційного інструмента дозволяє пакувальному матеріалу проходити між ними.
14. Пакет, виготовлений на горизонтальній або вертикальній формувальній, фасувальній і зшивній машині за будь-яким з пп. 8-13, де пакет виготовляють з листового матеріалу і він має бічну відбортовку, що простягається вздовж нього, і також має поперечні шви, які розташовано поперек бічної відбортовки на будь-якому краї пакета і які включають щонайменше два шари листового матеріалу, де щонайменше в частині одного поперечного шва суттєво паралельного або розташованого під кутом 60° відносно бічної відбортовки передбачено перфорацію, виконану в одному шарі матеріалу і суміжно з бічною відбортовкою так, що вона простягається до вільного краю пакета.
15. Пакет за п. 14, в якому виконано множину паралельних перфораційних отворів з проміжками між ними і, як варіант, на обох боках відбортовки.
Текст
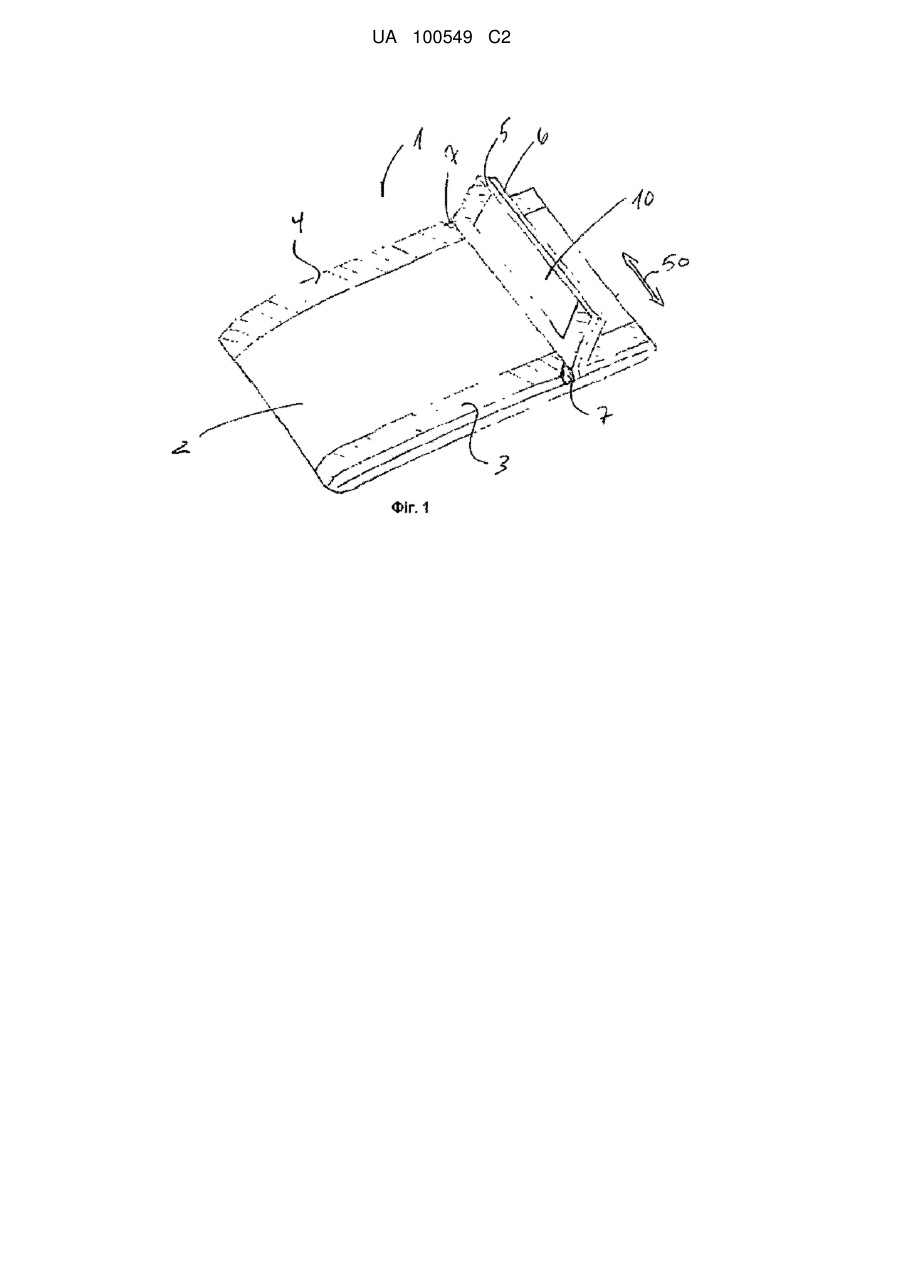
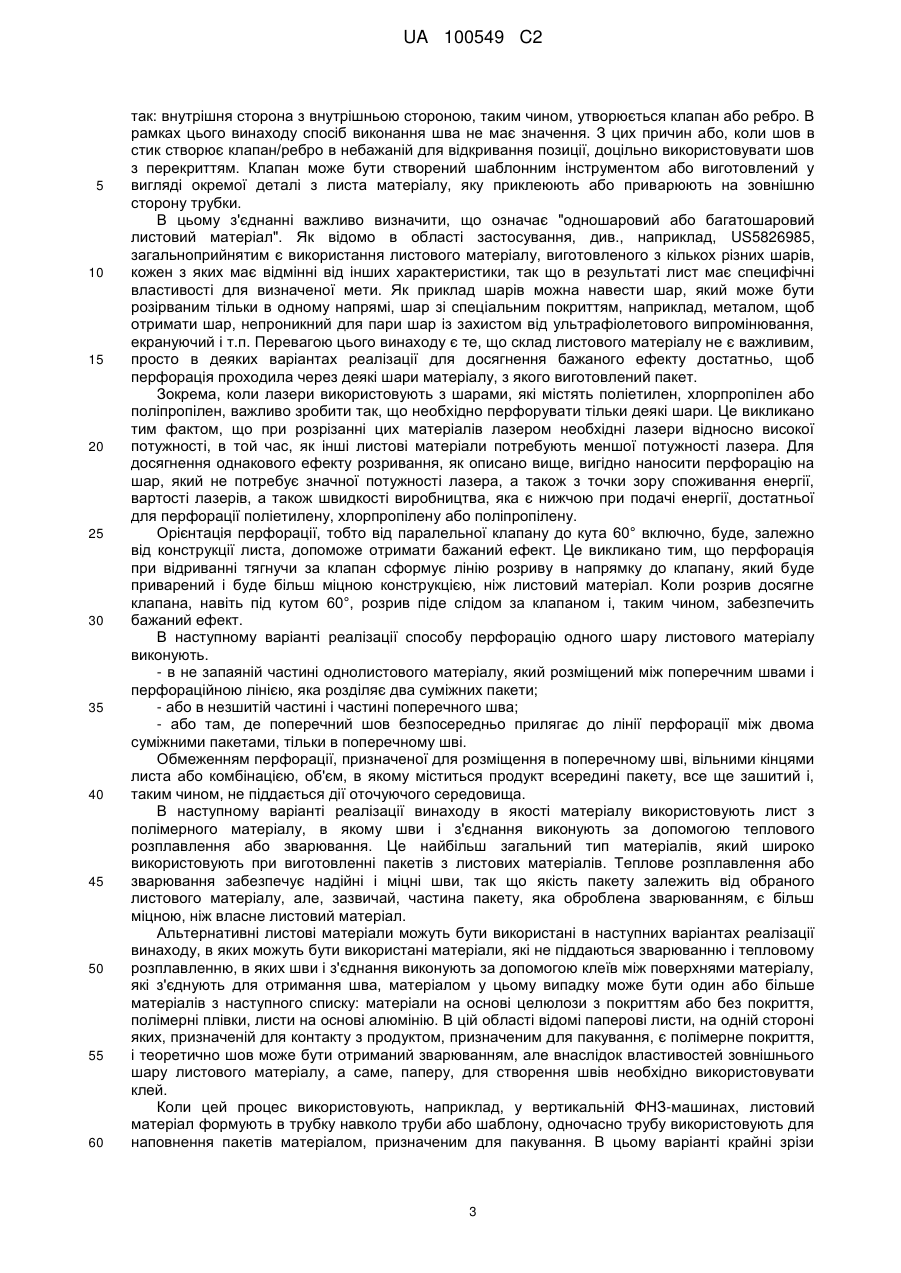
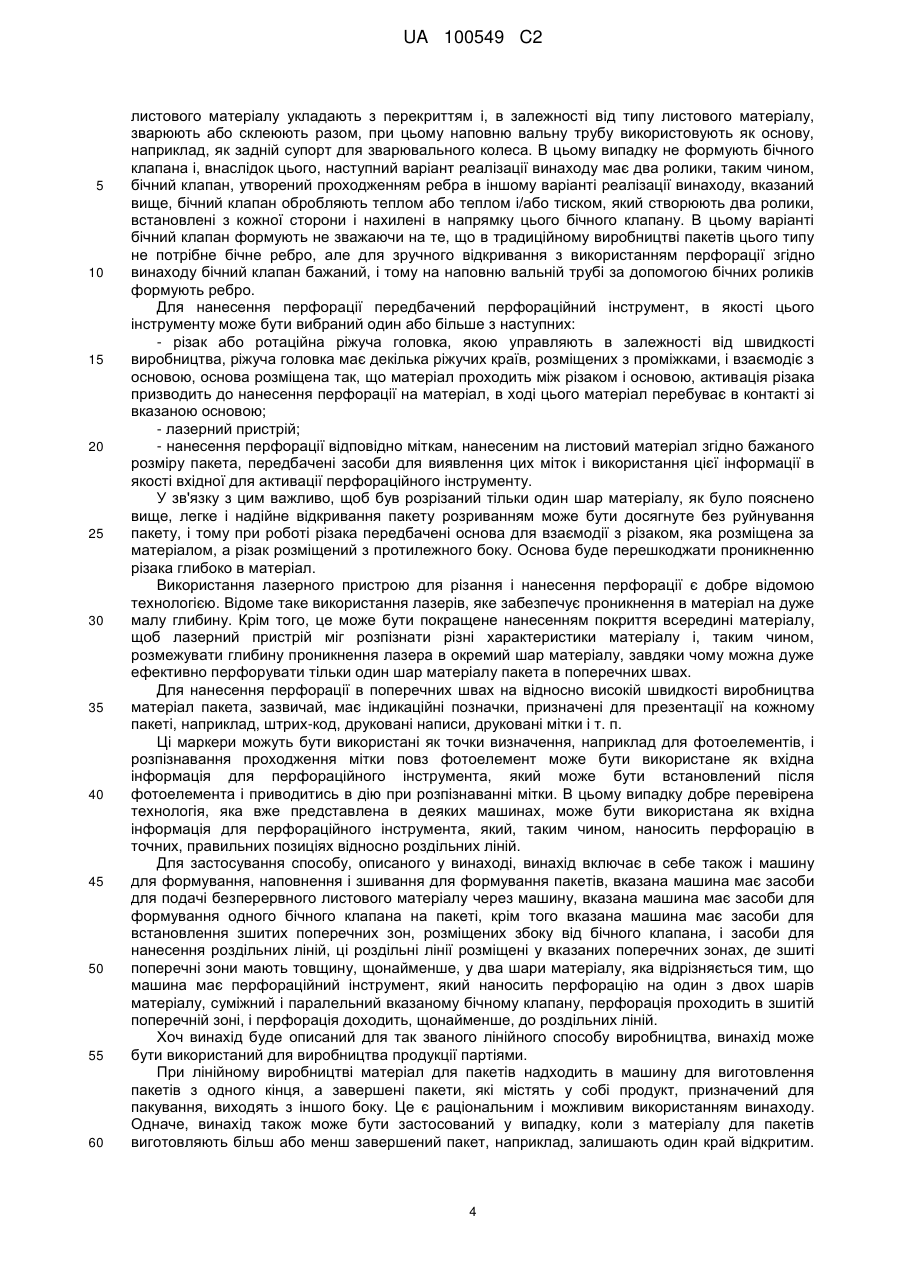
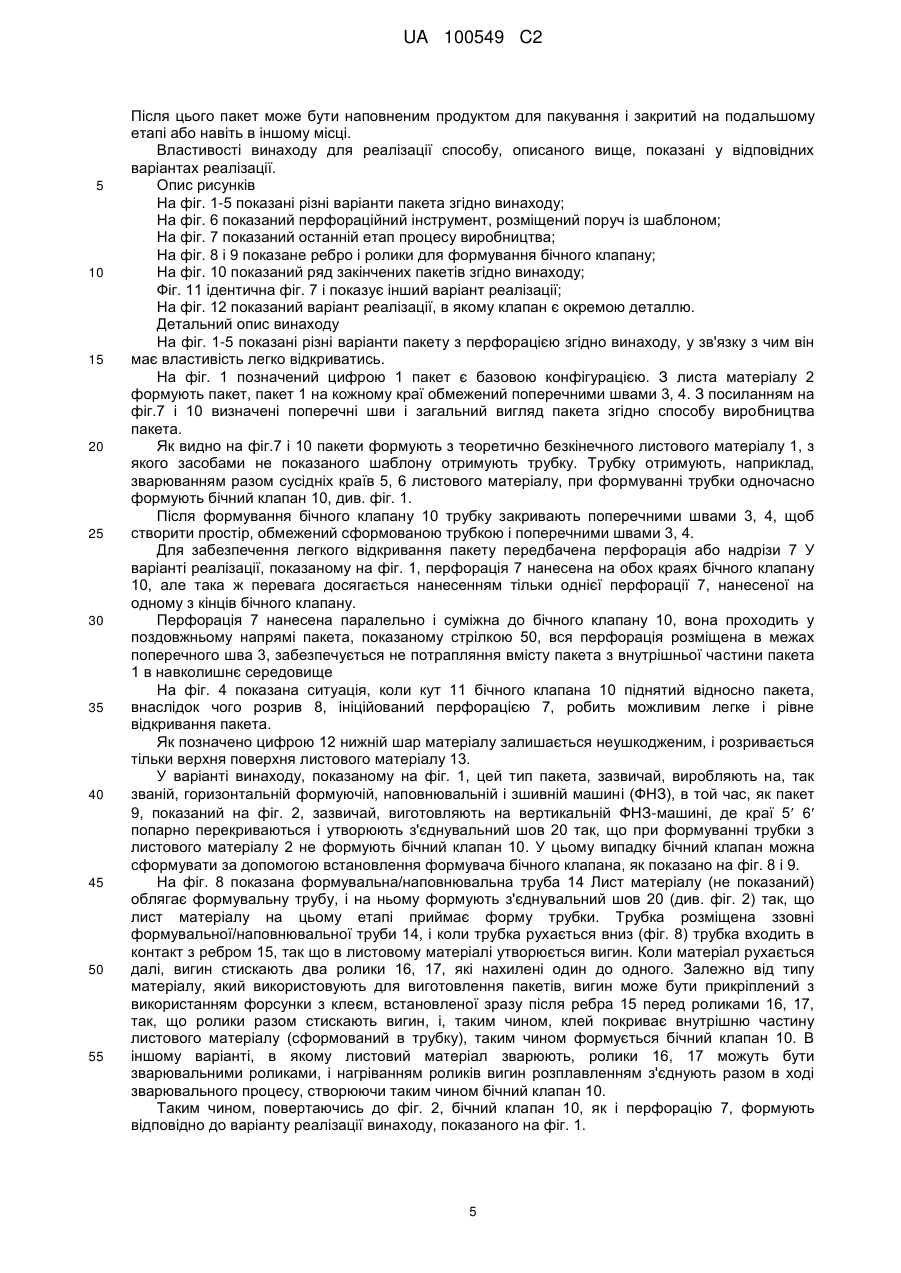
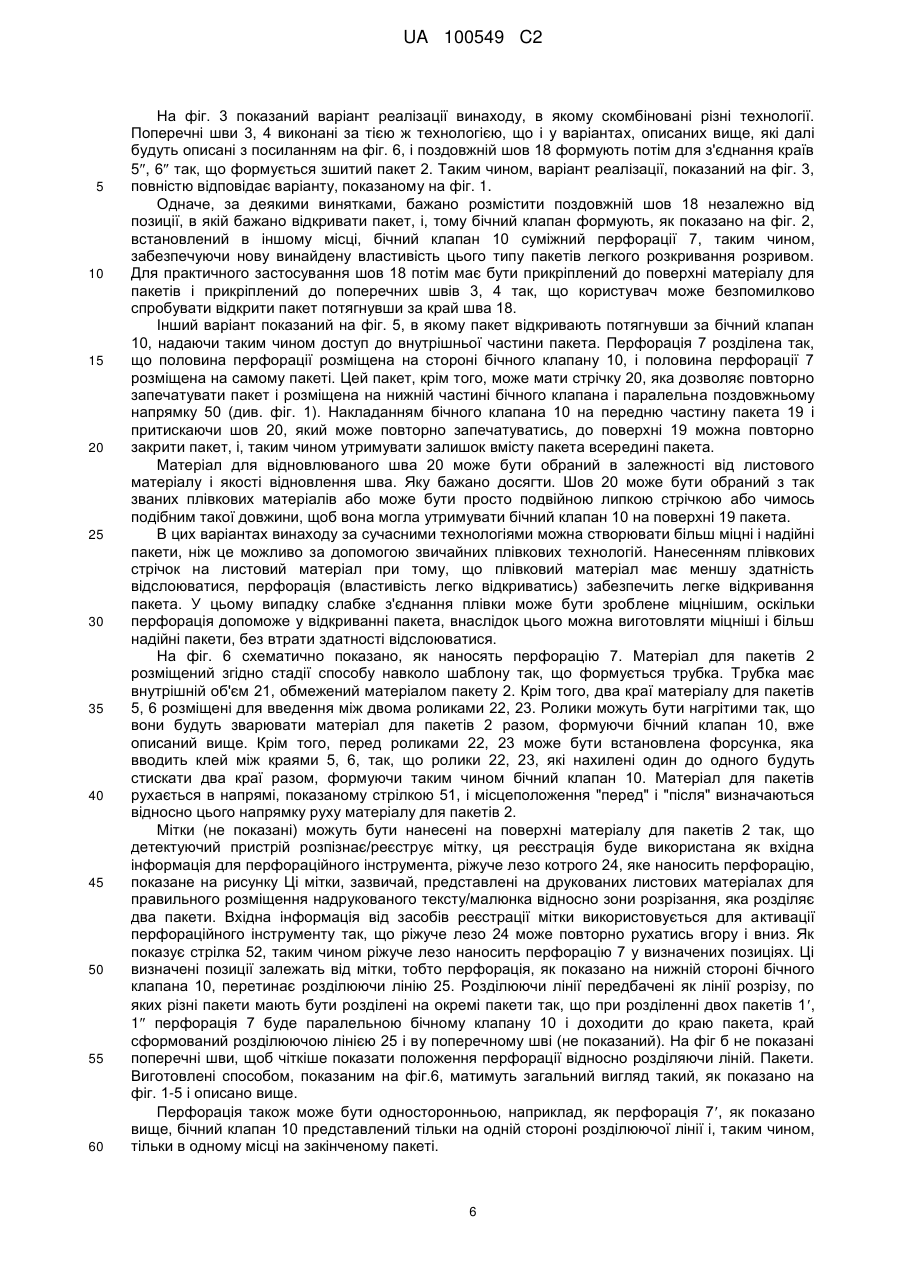
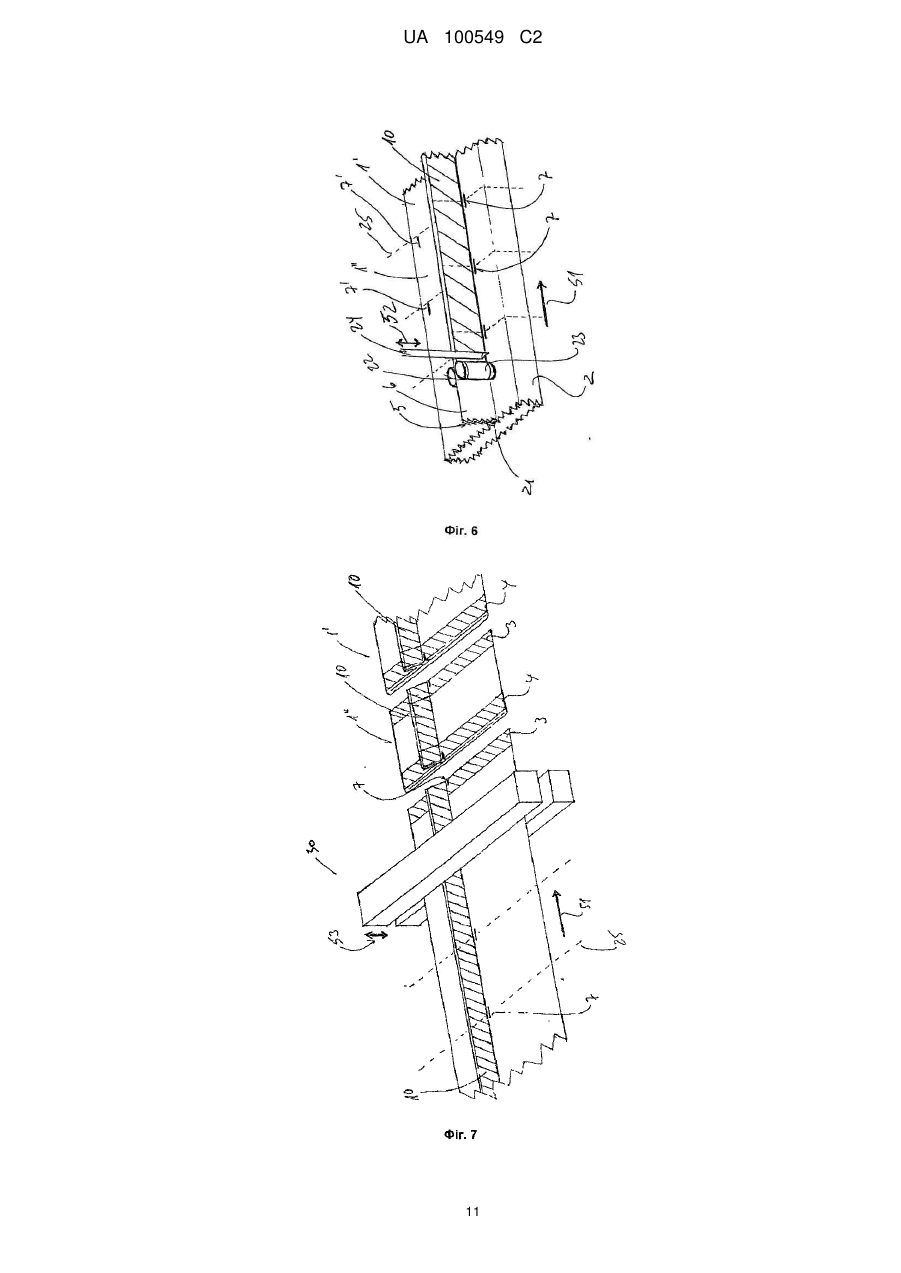
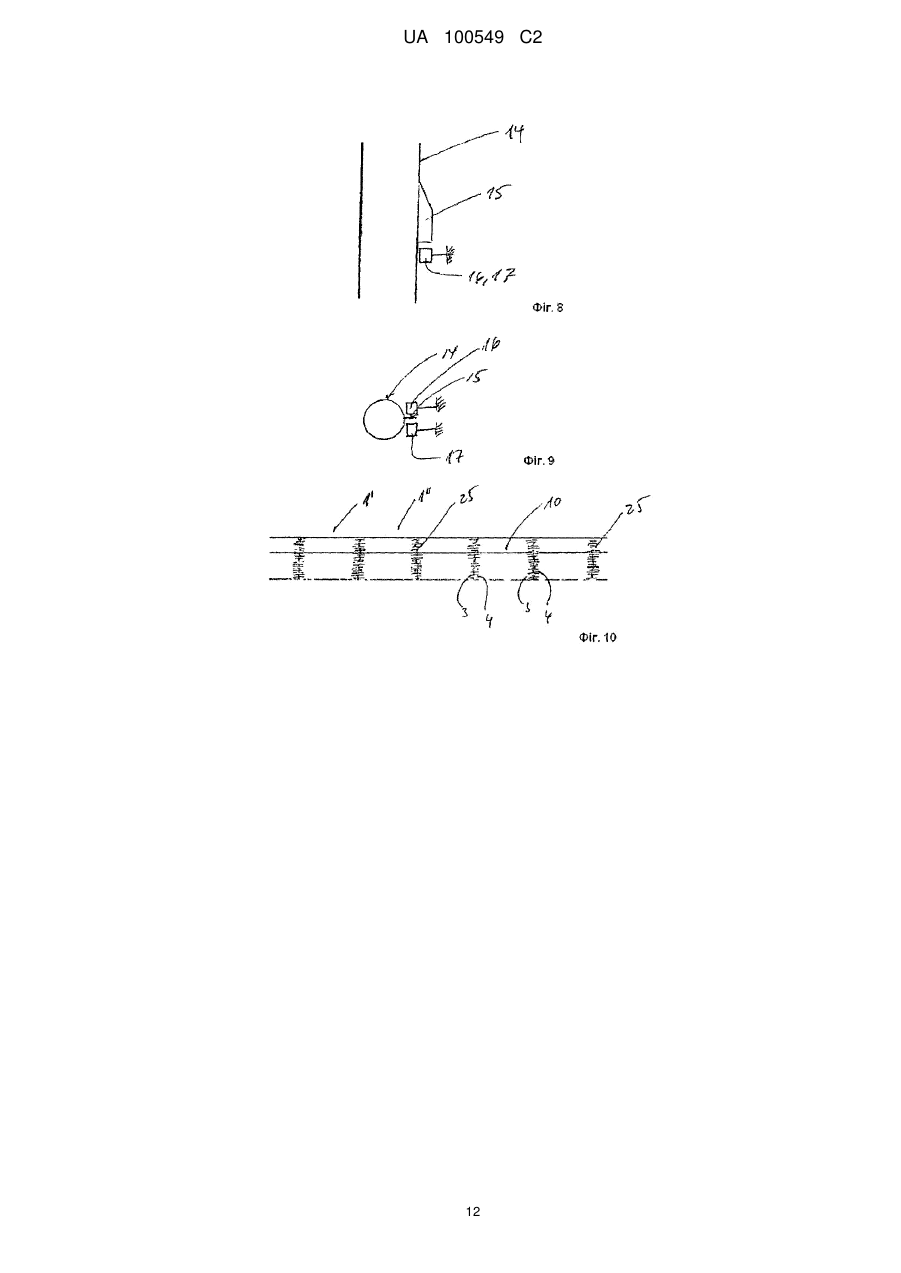
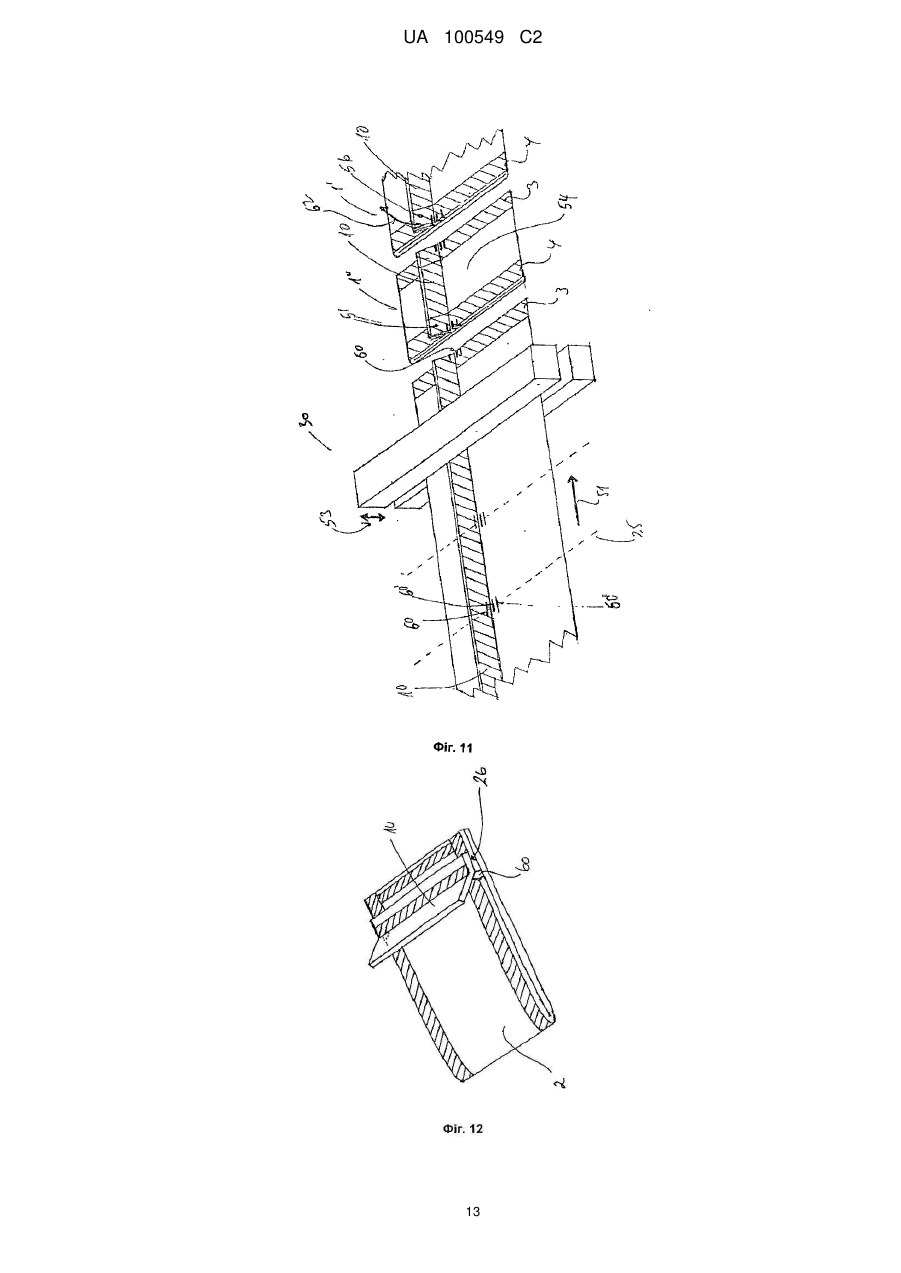
Реферат: Спосіб виготовлення пакета із стрічки сформованої з одношарового або багатошарового листового матеріалу, пакет має властивість легко відкриватися, лист формують в закінчений пакет, у якого внутрішня сторона підходить для контакту з продуктом для пакування, а зовнішня сторону виготовляють на наступних етапах способу: формування трубки з плівки, з'єднання двох бічних країв листа уздовж; де з'єднання утворює бічний клапан (10) на зовнішній стороні трубки або де трубка проходить через шаблон, який має виступаюче ребро, за допомогою якого формується бічний клапан на зовнішній стороні трубки; поперечні шви (3, 4) розташовані упоперек трубки, таким чином розмежовуючи кожен пакет між двома поперечними швами; лінії перфорації (25) встановлені у вказаних поперечних швах для відділення/розділення двох сусідніх пакетів; робиться перфорація (7) одного шару матеріалу паралельно і суміжно до бічного клапана і тягнеться від лінії перфорації до поперечного шва або входить в нього. UA 100549 C2 (12) UA 100549 C2 UA 100549 C2 5 10 15 20 25 30 35 40 45 50 55 60 Предметом винаходу є спосіб виготовлення пакету із стрічки з одношарового або багатошарового листового матеріалу, а також формувальна, наповнювальна і зшивальна машина (ФНЗ-машина), а також пакет, виготовлений на такій ФНЗ-машині згідно цього винаходу. Технологія FFS машин широко використовується у пакуванні великого різноманіття товарів, зокрема, для продуктів харчування, солодощів та маси інших об'єктів. В основному, FSS машина діє так: подається листовий матеріал, котрий у формувачі машини складається в трубку з'єднанням обох країв листа один з одним весь час, поки лист подається в машину. Засобами для кінцевого запечатування, в цьому варіанті є, так звані, поперечні шви, які виконують далі при проходження матеріалу в машині так, що трубка розмежується упоперек до поздовжнього напрямку трубки після чого так розмежована трубка наповнюється об'єктами, які треба запакувати, і знову робляться кінцеві шви, направлені упоперек до поздовжнього напрямку трубки. У такий спосіб виготовляється по мінімальній ціні дуже дешевий та надійний пакет. Листовий матеріал, зазвичай, на основі на полімеру може мати надрукований напис, наприклад, інформацію про об'єкт, що передається споживачу. Такі типи пакетів добре відомі та використовуються багатьма користувачами кожен день. Приклади різноманітних втілень та машин, що використовуються в процесі виробництва, розкриті в WO 03045816, US 2007269146, ЕР 176908, ЕР 1026077, WO 2007/106916, JP 10305806, WO 2004002835 та багатьох інших. Приклад способу виготовлення таких пакетів відомий з US5,337,539. Згідно описанного способу рулону матеріалу надають V-подібної форми або форми жолоба. На цьому етапі описані три різні варіанти винаходу. У першому варіанті виконують поперечні шви, наприклад, сторонни рулона з'єднують для формування мішка, який потім наповнюють матеріалом або продуктом, призначеним для пакування. В другому варіанті матеріал або продукт розміщують в нижній частині V або жолоба на рулоні, після чого вільні бокові краї рулона з'єднують/зшивають для формування трубки. Виконують згортання вільних країв, які виходять зі шва, який формує трубку. На завершення формують поперечні шви, які відділяють кожен пакет від наступного. У третьому варіанті трубку формують навколо наповнювальної труби так що шов, який формує трубку і обєднує бічні краї рулонів формується разом з поперечним швом і так, що трубка, яка відноситься до наповнювальної труби, буде відкритою зверху, Але обмеженою поперечним швом знизу. Цей документ не надає ніяких засобів для полегшення відкривання пакета. Проблема, що виникає з цими добре відомими пакетами, - це ситуація, коли споживач або користувач повинен відкрити пакет. Зазвичай, подовжнє з'єднання двох бокових країв поверхні матеріалу, спаяних разом, утворюється за допомогою бокового клапану, а там де клапан збігається з кінцевими скріпленнями утворюється природна точка, де споживач спробує відкрити пакет, щоб отримати доступ до внутрішньої частини. Скріплення, зазвичай, створюються шляхом зварки полімерних матеріалів разом так, щоб отримати відносно міцне з'єднання на обох кінцях скріплення та клапана, що при намаганні відкрити пакет потребує значного зусилля, такого, що під час відкриття користувач може розірвати пакет та розкидати його вміст. Для цього з'єднання були здійснені спроби створити зварний шов з бажаним зусиллям відкривання. Це вимагає від поверхонь, які зварюють разом, певних характеристик, які дозволяють зварювання/розплавлення. Наприклад, фольга, яку використовують для обгортання/пакування цукерок, зазвичай, має кілька шарів. У типовому випадку шар, на якому надруковані картинки, текст і т. п. покритий тонким захисним шаром. Товщина шару, зазвичай, становить 5-60 мкм, тобто загальна товщина фольги є сумою товщин різних шарів. Можуть бути додані інші шари: шари, яки можна розірвати тільки в одному напрямку і/або захисні шари. Всі ці шари демонструють різні характеристики і разом надають фользі бажаних характеристик, також при зварюванні/розплавленні. Коли таку багатошарову фольгу використовують в машинах ФНЗ (горизонтальних або вертикальних), часто необхідно об'єднати зовнішню і внутрішню сторону. В US5826985 ці аспекти показані. Тому крім бажаних якостей (захист, можливість друку і т.п.) плівка також повинна допускати можливість взаємного зварювання/розплавлення. Для уникнення цього були запропоновані різні рішення. Одне з таких рішень полягає в створенні невеликого надрізу через всі шари матеріалу, цей надріз виконаний в кінцевому шві у поздовжньому напрямку, але обмежений кількома міліметрами в кінцевому шві так, що створюється ініціатор розриву, наприклад, кут пакета може відносно легко розриватись. Див. різні приклади в JP 10250764, JP 2003191965, WO 9216431 і JP2004182267. У деяких з цих прикладів розриванню допомагає лінія розриву у формі розрізу, яка частково проходить через шар плівки у передбаченому місці відкривання, або за допомогою стрічки, див., наприклад, JP 10250764, при витягуванні якої розривається плівка. Це створює у більшості випадків відносно 1 UA 100549 C2 5 10 15 20 25 30 35 40 45 50 55 60 обмежене відкривання, але в деяких випадках воно залежить від манери відривання кута пакету і від матеріалу, з якого зроблений пакет, ситуація, при якій пакет може бути пошкодженим при одній і тій же манері відкривання описана, наприклад, в US 5826985. Спільним для цих двох способів відкривання є те, що один раз розірваний пакет неможливо знову запаяти, якщо його внутрішній вміст не використано. З цією метою був запропонований ряд рішень, наприклад, вмонтована в матеріал поблизу кінця шва застібка блискавка, яка дає можливість повторного запечатування пакету. Одначе, це відносно дорогий процес, який, крім того, потребує, щоб розмір пакету залишався відносно постійним, навіть після видалення частини вмісту пакету. Предмет винаходу Предметом винаходу є спосіб, пристрій і пакет, які полегшують вирішення вказаних вище проблем і надають додаткові переваги, зокрема, низька вартість, надійність відкривання пакету типу, вказаного вище, при цьому пакет може бути відкритий без значного зусилля, яке може пошкодити весь пакет. Опис винаходу Винахід стосується способу виготовлення пакету з одношарового або багатошарового листового матеріалу, пакет легко відкривати, зформований з листового матеріалу пакет має внутрішню сторону, придатну для контакту зі вмістом пакету, і зовнішню сторону, який складається з таких етапів: - формування трубки з листового матеріалу шляхом поздовжнього з'єднання двох бокових країв листа; - при з'єднанні утворюється бічний клапан на зовнішній частині трубки або трубка проходить над шаблоном, який має виступаюче ребро і, таким чином, на зовнішній частині трубки формується бічний клапан; - виконується шов упоперек трубки, розмежовуючи таким чином кожен пакет між двома поперечними швами; - в або між вказаними поперечними швами наносяться ліні перфорацій, щоб відділити/розмежувати два сусідніх пакети; - перфорація одного листа або одного або більше шарів, які утворюють лист, виконана поблизу бокового клапана або ребра, яке простягається від лінії перфорації паралельно або під кутом до 60° відносно бокового клапана або ребра і простягається до або в поперечний шов. Слід зауважити, що стадія заповнення пакета пропущена, оскільки вона добре відома в залежності від машини для розміщення продукту всередину пакету цього типу в ході процесу формування пакету. Цей винахід не залежить від типу пристрою, який використовують для наповнення пакету, він стосується нових властивостей відкривання закінченого пакету. Це досягається на останньому етапі способу, який називається перфорацією шару матеріалу, сусіднього до бокового клапану. Перфорація проходить від краю перфораційної лінії на малій відстані від або в поперечному запаюванні паралельно бічному клапану так, що коли користувач тримає пакет однією рукою і тягне бічний клапан за край іншою рукою, перфорація є слабкою зоною, яка ініціює розрив матеріалу так, що дуже легко розірвати матеріал і, таким чином, отримати доступ до внутрішнього вмісту пакету без руйнування вказаного пакету. Проведені багато разів тести чітко показали, що забезпечується дуже легке відкривання, і що відкривання є визначеним, обмеженим бажаною частиною пакета. Перфорація тільки одного шару матеріалу значно відрізняється від рішень, запропонованих вище, в яких надріз всіх шарів матеріалу в поперечному запаюванні, по якому проходить перфорація через усі шари, матеріал пакету одночасно буде розірваний з двох сторін пакету, що може викликати руйнування всього пакету. Обмеженням перфорації проникненням тільки в межах одного шару матеріалу дія користувача на бічний клапан викличе відносно рівну лінію розриву пакета без руйнування всього пакета. Різниця полягає у способі виготовлення пакета. Якщо вміст наповнюють у пакет у вертикальному положенні, в якому був сформований пакет, відома вертикальна формувальна, наповнювальна і запаювальна машина. Відповідно, якщо вміст наповнюють в пакет горизонтально, відома горизонтальна формувальна, наповнювальна і запаювальна машина. Для застосування цього винаходу можуть бути однаково успішно використані машини обох типів. Крім того, є два основні типи виконання швів в ході формування пакета з листового матеріалу: шов з перекриттям і шов в стик. Шов з перекриттям виконують простим накладанням одного листа на інший з подальшим зварюванням, склеюванням або іншим з'єднанням двох листів. Таким способом дві різні сторони листа будуть з'єднані: внутрішня сторона пакету буде з'єднана із зовнішньою стороною. При використанні з'єднання встик сторони листа з'єднують 2 UA 100549 C2 5 10 15 20 25 30 35 40 45 50 55 60 так: внутрішня сторона з внутрішньою стороною, таким чином, утворюється клапан або ребро. В рамках цього винаходу спосіб виконання шва не має значення. З цих причин або, коли шов в стик створює клапан/ребро в небажаній для відкривання позиції, доцільно використовувати шов з перекриттям. Клапан може бути створений шаблонним інструментом або виготовлений у вигляді окремої деталі з листа матеріалу, яку приклеюють або приварюють на зовнішню сторону трубки. В цьому з'єднанні важливо визначити, що означає "одношаровий або багатошаровий листовий матеріал". Як відомо в області застосування, див., наприклад, US5826985, загальноприйнятим є використання листового матеріалу, виготовленого з кількох різних шарів, кожен з яких має відмінні від інших характеристики, так що в результаті лист має специфічні властивості для визначеної мети. Як приклад шарів можна навести шар, який може бути розірваним тільки в одному напрямі, шар зі спеціальним покриттям, наприклад, металом, щоб отримати шар, непроникний для пари шар із захистом від ультрафіолетового випромінювання, екрануючий і т.п. Перевагою цього винаходу є те, що склад листового матеріалу не є важливим, просто в деяких варіантах реалізації для досягнення бажаного ефекту достатньо, щоб перфорація проходила через деякі шари матеріалу, з якого виготовлений пакет. Зокрема, коли лазери використовують з шарами, які містять поліетилен, хлорпропілен або поліпропілен, важливо зробити так, що необхідно перфорувати тільки деякі шари. Це викликано тим фактом, що при розрізанні цих матеріалів лазером необхідні лазери відносно високої потужності, в той час, як інші листові матеріали потребують меншої потужності лазера. Для досягнення однакового ефекту розривання, як описано вище, вигідно наносити перфорацію на шар, який не потребує значної потужності лазера, а також з точки зору споживання енергії, вартості лазерів, а також швидкості виробництва, яка є нижчою при подачі енергії, достатньої для перфорації поліетилену, хлорпропілену або поліпропілену. Орієнтація перфорації, тобто від паралельної клапану до кута 60° включно, буде, залежно від конструкції листа, допоможе отримати бажаний ефект. Це викликано тим, що перфорація при відриванні тягнучи за клапан сформує лінію розриву в напрямку до клапану, який буде приварений і буде більш міцною конструкцією, ніж листовий матеріал. Коли розрив досягне клапана, навіть під кутом 60°, розрив піде слідом за клапаном і, таким чином, забезпечить бажаний ефект. В наступному варіанті реалізації способу перфорацію одного шару листового матеріалу виконують. - в не запаяній частині однолистового матеріалу, який розміщений між поперечним швами і перфораційною лінією, яка розділяє два суміжних пакети; - або в незшитій частині і частині поперечного шва; - або там, де поперечний шов безпосередньо прилягає до лінії перфорації між двома суміжними пакетами, тільки в поперечному шві. Обмеженням перфорації, призначеної для розміщення в поперечному шві, вільними кінцями листа або комбінацією, об'єм, в якому міститься продукт всередині пакету, все ще зашитий і, таким чином, не піддається дії оточуючого середовища. В наступному варіанті реалізації винаходу в якості матеріалу використовують лист з полімерного матеріалу, в якому шви і з'єднання виконують за допомогою теплового розплавлення або зварювання. Це найбільш загальний тип матеріалів, який широко використовують при виготовленні пакетів з листових матеріалів. Теплове розплавлення або зварювання забезпечує надійні і міцні шви, так що якість пакету залежить від обраного листового матеріалу, але, зазвичай, частина пакету, яка оброблена зварюванням, є більш міцною, ніж власне листовий матеріал. Альтернативні листові матеріали можуть бути використані в наступних варіантах реалізації винаходу, в яких можуть бути використані матеріали, які не піддаються зварюванню і тепловому розплавленню, в яких шви і з'єднання виконують за допомогою клеїв між поверхнями матеріалу, які з'єднують для отримання шва, матеріалом у цьому випадку може бути один або більше матеріалів з наступного списку: матеріали на основі целюлози з покриттям або без покриття, полімерні плівки, листи на основі алюмінію. В цій області відомі паперові листи, на одній стороні яких, призначеній для контакту з продуктом, призначеним для пакування, є полімерне покриття, і теоретично шов може бути отриманий зварюванням, але внаслідок властивостей зовнішнього шару листового матеріалу, а саме, паперу, для створення швів необхідно використовувати клей. Коли цей процес використовують, наприклад, у вертикальній ФНЗ-машинах, листовий матеріал формують в трубку навколо труби або шаблону, одночасно трубу використовують для наповнення пакетів матеріалом, призначеним для пакування. В цьому варіанті крайні зрізи 3 UA 100549 C2 5 10 15 20 25 30 35 40 45 50 55 60 листового матеріалу укладають з перекриттям і, в залежності від типу листового матеріалу, зварюють або склеюють разом, при цьому наповню вальну трубу використовують як основу, наприклад, як задній супорт для зварювального колеса. В цьому випадку не формують бічного клапана і, внаслідок цього, наступний варіант реалізації винаходу має два ролики, таким чином, бічний клапан, утворений проходженням ребра в іншому варіанті реалізації винаходу, вказаний вище, бічний клапан обробляють теплом або теплом і/або тиском, який створюють два ролики, встановлені з кожної сторони і нахилені в напрямку цього бічного клапану. В цьому варіанті бічний клапан формують не зважаючи на те, що в традиційному виробництві пакетів цього типу не потрібне бічне ребро, але для зручного відкривання з використанням перфорації згідно винаходу бічний клапан бажаний, і тому на наповню вальній трубі за допомогою бічних роликів формують ребро. Для нанесення перфорації передбачений перфораційний інструмент, в якості цього інструменту може бути вибраний один або більше з наступних: - різак або ротаційна ріжуча головка, якою управляють в залежності від швидкості виробництва, ріжуча головка має декілька ріжучих країв, розміщених з проміжками, і взаємодіє з основою, основа розміщена так, що матеріал проходить між різаком і основою, активація різака призводить до нанесення перфорації на матеріал, в ході цього матеріал перебуває в контакті зі вказаною основою; - лазерний пристрій; - нанесення перфорації відповідно міткам, нанесеним на листовий матеріал згідно бажаного розміру пакета, передбачені засоби для виявлення цих міток і використання цієї інформації в якості вхідної для активації перфораційного інструменту. У зв'язку з цим важливо, щоб був розрізаний тільки один шар матеріалу, як було пояснено вище, легке і надійне відкривання пакету розриванням може бути досягнуте без руйнування пакету, і тому при роботі різака передбачені основа для взаємодії з різаком, яка розміщена за матеріалом, а різак розміщений з протилежного боку. Основа буде перешкоджати проникненню різака глибоко в матеріал. Використання лазерного пристрою для різання і нанесення перфорації є добре відомою технологією. Відоме таке використання лазерів, яке забезпечує проникнення в матеріал на дуже малу глибину. Крім того, це може бути покращене нанесенням покриття всередині матеріалу, щоб лазерний пристрій міг розпізнати різні характеристики матеріалу і, таким чином, розмежувати глибину проникнення лазера в окремий шар матеріалу, завдяки чому можна дуже ефективно перфорувати тільки один шар матеріалу пакета в поперечних швах. Для нанесення перфорації в поперечних швах на відносно високій швидкості виробництва матеріал пакета, зазвичай, має індикаційні позначки, призначені для презентації на кожному пакеті, наприклад, штрих-код, друковані написи, друковані мітки і т. п. Ці маркери можуть бути використані як точки визначення, наприклад для фотоелементів, і розпізнавання проходження мітки повз фотоелемент може бути використане як вхідна інформація для перфораційного інструмента, який може бути встановлений після фотоелемента і приводитись в дію при розпізнаванні мітки. В цьому випадку добре перевірена технологія, яка вже представлена в деяких машинах, може бути використана як вхідна інформація для перфораційного інструмента, який, таким чином, наносить перфорацію в точних, правильних позиціях відносно роздільних ліній. Для застосування способу, описаного у винаході, винахід включає в себе також і машину для формування, наповнення і зшивання для формування пакетів, вказана машина має засоби для подачі безперервного листового матеріалу через машину, вказана машина має засоби для формування одного бічного клапана на пакеті, крім того вказана машина має засоби для встановлення зшитих поперечних зон, розміщених збоку від бічного клапана, і засоби для нанесення роздільних ліній, ці роздільні лінії розміщені у вказаних поперечних зонах, де зшиті поперечні зони мають товщину, щонайменше, у два шари матеріалу, яка відрізняється тим, що машина має перфораційний інструмент, який наносить перфорацію на один з двох шарів матеріалу, суміжний і паралельний вказаному бічному клапану, перфорація проходить в зшитій поперечній зоні, і перфорація доходить, щонайменше, до роздільних ліній. Хоч винахід буде описаний для так званого лінійного способу виробництва, винахід може бути використаний для виробництва продукції партіями. При лінійному виробництві матеріал для пакетів надходить в машину для виготовлення пакетів з одного кінця, а завершені пакети, які містять у собі продукт, призначений для пакування, виходять з іншого боку. Це є раціональним і можливим використанням винаходу. Одначе, винахід також може бути застосований у випадку, коли з матеріалу для пакетів виготовляють більш або менш завершений пакет, наприклад, залишають один край відкритим. 4 UA 100549 C2 5 10 15 20 25 30 35 40 45 50 55 Після цього пакет може бути наповненим продуктом для пакування і закритий на подальшому етапі або навіть в іншому місці. Властивості винаходу для реалізації способу, описаного вище, показані у відповідних варіантах реалізації. Опис рисунків На фіг. 1-5 показані різні варіанти пакета згідно винаходу; На фіг. 6 показаний перфораційний інструмент, розміщений поруч із шаблоном; На фіг. 7 показаний останній етап процесу виробництва; На фіг. 8 і 9 показане ребро і ролики для формування бічного клапану; На фіг. 10 показаний ряд закінчених пакетів згідно винаходу; Фіг. 11 ідентична фіг. 7 і показує інший варіант реалізації; На фіг. 12 показаний варіант реалізації, в якому клапан є окремою деталлю. Детальний опис винаходу На фіг. 1-5 показані різні варіанти пакету з перфорацією згідно винаходу, у зв'язку з чим він має властивість легко відкриватись. На фіг. 1 позначений цифрою 1 пакет є базовою конфігурацією. З листа матеріалу 2 формують пакет, пакет 1 на кожному краї обмежений поперечними швами 3, 4. З посиланням на фіг.7 і 10 визначені поперечні шви і загальний вигляд пакета згідно способу виробництва пакета. Як видно на фіг.7 і 10 пакети формують з теоретично безкінечного листового матеріалу 1, з якого засобами не показаного шаблону отримують трубку. Трубку отримують, наприклад, зварюванням разом сусідніх країв 5, 6 листового матеріалу, при формуванні трубки одночасно формують бічний клапан 10, див. фіг. 1. Після формування бічного клапану 10 трубку закривають поперечними швами 3, 4, щоб створити простір, обмежений сформованою трубкою і поперечними швами 3, 4. Для забезпечення легкого відкривання пакету передбачена перфорація або надрізи 7 У варіанті реалізації, показаному на фіг. 1, перфорація 7 нанесена на обох краях бічного клапану 10, але така ж перевага досягається нанесенням тільки однієї перфорації 7, нанесеної на одному з кінців бічного клапану. Перфорація 7 нанесена паралельно і суміжна до бічного клапану 10, вона проходить у поздовжньому напрямі пакета, показаному стрілкою 50, вся перфорація розміщена в межах поперечного шва 3, забезпечується не потрапляння вмісту пакета з внутрішньої частини пакета 1 внавколишнє середовище На фіг. 4 показана ситуація, коли кут 11 бічного клапана 10 піднятий відносно пакета, внаслідок чого розрив 8, ініційований перфорацією 7, робить можливим легке і рівне відкривання пакета. Як позначено цифрою 12 нижній шар матеріалу залишається неушкодженим, і розривається тільки верхня поверхня листового матеріалу 13. У варіанті винаходу, показаному на фіг. 1, цей тип пакета, зазвичай, виробляють на, так званій, горизонтальній формуючій, наповнювальній і зшивній машині (ФНЗ), в той час, як пакет 9, показаний на фіг. 2, зазвичай, виготовляють на вертикальній ФНЗ-машині, де краї 5 6 попарно перекриваються і утворюють з'єднувальний шов 20 так, що при формуванні трубки з листового матеріалу 2 не формують бічний клапан 10. У цьому випадку бічний клапан можна сформувати за допомогою встановлення формувача бічного клапана, як показано на фіг. 8 і 9. На фіг. 8 показана формувальна/наповнювальна труба 14 Лист матеріалу (не показаний) облягає формувальну трубу, і на ньому формують з'єднувальний шов 20 (див. фіг. 2) так, що лист матеріалу на цьому етапі приймає форму трубки. Трубка розміщена ззовні формувальної/наповнювальної труби 14, і коли трубка рухається вниз (фіг. 8) трубка входить в контакт з ребром 15, так що в листовому матеріалі утворюється вигин. Коли матеріал рухається далі, вигин стискають два ролики 16, 17, які нахилені один до одного. Залежно від типу матеріалу, який використовують для виготовлення пакетів, вигин може бути прикріплений з використанням форсунки з клеєм, встановленої зразу після ребра 15 перед роликами 16, 17, так, що ролики разом стискають вигин, і, таким чином, клей покриває внутрішню частину листового матеріалу (сформований в трубку), таким чином формується бічний клапан 10. В іншому варіанті, в якому листовий матеріал зварюють, ролики 16, 17 можуть бути зварювальними роликами, і нагріванням роликів вигин розплавленням з'єднують разом в ході зварювального процесу, створюючи таким чином бічний клапан 10. Таким чином, повертаючись до фіг. 2, бічний клапан 10, як і перфорацію 7, формують відповідно до варіанту реалізації винаходу, показаного на фіг. 1. 5 UA 100549 C2 5 10 15 20 25 30 35 40 45 50 55 60 На фіг. 3 показаний варіант реалізації винаходу, в якому скомбіновані різні технології. Поперечні шви 3, 4 виконані за тією ж технологією, що і у варіантах, описаних вище, які далі будуть описані з посиланням на фіг. 6, і поздовжній шов 18 формують потім для з'єднання країв 5, 6 так, що формується зшитий пакет 2. Таким чином, варіант реалізації, показаний на фіг. 3, повністю відповідає варіанту, показаному на фіг. 1. Одначе, за деякими винятками, бажано розмістити поздовжній шов 18 незалежно від позиції, в якій бажано відкривати пакет, і, тому бічний клапан формують, як показано на фіг. 2, встановлений в іншому місці, бічний клапан 10 суміжний перфорації 7, таким чином, забезпечуючи нову винайдену властивість цього типу пакетів легкого розкривання розривом. Для практичного застосування шов 18 потім має бути прикріплений до поверхні матеріалу для пакетів і прикріплений до поперечних швів 3, 4 так, що користувач може безпомилково спробувати відкрити пакет потягнувши за край шва 18. Інший варіант показаний на фіг. 5, в якому пакет відкривають потягнувши за бічний клапан 10, надаючи таким чином доступ до внутрішньої частини пакета. Перфорація 7 розділена так, що половина перфорації розміщена на стороні бічного клапану 10, і половина перфорації 7 розміщена на самому пакеті. Цей пакет, крім того, може мати стрічку 20, яка дозволяє повторно запечатувати пакет і розміщена на нижній частині бічного клапана і паралельна поздовжньому напрямку 50 (див. фіг. 1). Накладанням бічного клапана 10 на передню частину пакета 19 і притискаючи шов 20, який може повторно запечатуватись, до поверхні 19 можна повторно закрити пакет, і, таким чином утримувати залишок вмісту пакета всередині пакета. Матеріал для відновлюваного шва 20 може бути обраний в залежності від листового матеріалу і якості відновлення шва. Яку бажано досягти. Шов 20 може бути обраний з так званих плівкових матеріалів або може бути просто подвійною липкою стрічкою або чимось подібним такої довжини, щоб вона могла утримувати бічний клапан 10 на поверхні 19 пакета. В цих варіантах винаходу за сучасними технологіями можна створювати більш міцні і надійні пакети, ніж це можливо за допомогою звичайних плівкових технологій. Нанесенням плівкових стрічок на листовий матеріал при тому, що плівковий матеріал має меншу здатність відслоюватися, перфорація (властивість легко відкриватись) забезпечить легке відкривання пакета. У цьому випадку слабке з'єднання плівки може бути зроблене міцнішим, оскільки перфорація допоможе у відкриванні пакета, внаслідок цього можна виготовляти міцніші і більш надійні пакети, без втрати здатності відслоюватися. На фіг. 6 схематично показано, як наносять перфорацію 7. Матеріал для пакетів 2 розміщений згідно стадії способу навколо шаблону так, що формується трубка. Трубка має внутрішній об'єм 21, обмежений матеріалом пакету 2. Крім того, два краї матеріалу для пакетів 5, 6 розміщені для введення між двома роликами 22, 23. Ролики можуть бути нагрітими так, що вони будуть зварювати матеріал для пакетів 2 разом, формуючи бічний клапан 10, вже описаний вище. Крім того, перед роликами 22, 23 може бути встановлена форсунка, яка вводить клей між краями 5, 6, так, що ролики 22, 23, які нахилені один до одного будуть стискати два краї разом, формуючи таким чином бічний клапан 10. Матеріал для пакетів рухається в напрямі, показаному стрілкою 51, і місцеположення "перед" і "після" визначаються відносно цього напрямку руху матеріалу для пакетів 2. Мітки (не показані) можуть бути нанесені на поверхні матеріалу для пакетів 2 так, що детектуючий пристрій розпізнає/реєструє мітку, ця реєстрація буде використана як вхідна інформація для перфораційного інструмента, ріжуче лезо котрого 24, яке наносить перфорацію, показане на рисунку Ці мітки, зазвичай, представлені на друкованих листових матеріалах для правильного розміщення надрукованого тексту/малюнка відносно зони розрізання, яка розділяє два пакети. Вхідна інформація від засобів реєстрації мітки використовується для активації перфораційного інструменту так, що ріжуче лезо 24 може повторно рухатись вгору і вниз. Як показує стрілка 52, таким чином ріжуче лезо наносить перфорацію 7 у визначених позиціях. Ці визначені позиції залежать від мітки, тобто перфорація, як показано на нижній стороні бічного клапана 10, перетинає розділюючи лінію 25. Розділюючи лінії передбачені як лінії розрізу, по яких різні пакети мають бути розділені на окремі пакети так, що при розділенні двох пакетів 1, 1 перфорація 7 буде паралельною бічному клапану 10 і доходити до краю пакета, край сформований розділюючою лінією 25 і ву поперечному шві (не показаний). На фіг б не показані поперечні шви, щоб чіткіше показати положення перфорації відносно розділяючи ліній. Пакети. Виготовлені способом, показаним на фіг.6, матимуть загальний вигляд такий, як показано на фіг. 1-5 і описано вище. Перфорація також може бути односторонньою, наприклад, як перфорація 7, як показано вище, бічний клапан 10 представлений тільки на одній стороні розділюючої лінії і, таким чином, тільки в одному місці на закінченому пакеті. 6 UA 100549 C2 5 10 15 20 25 30 35 40 45 50 Після етапу, показаного на фіг. 6, матеріал для пакетів 2 скручують в трубку, на поверхні якої формують бічний клапан 10 і наносять перфорацію 7 паралельно поздовжньому напряму бічного клапана або так, що вона перетинає розділюючу лінію 25, де вона призначена розділяти пакети 1 і 1. Потім трубка потрапляє на обробку згідно етапу, показаному на фіг. 7. Листовий матеріал, сформований у трубку, на етапі, показаному на фіг. 6, надходить на зшивний пристрій 30. Зшивний апарат буде описаний в загальних рисах, оскільки в цьому винаході може бути використаний будь-який тип пристрою придатний для нанесення поперечних швів 3, 4. Крім того, у варіанті винаходу, показаному на фіг. 7, засоби для нанесення швів 30, крім того, мають засоби для розділення пакетів такі, що згідно новому способу і пристрою, описаному у винаході, формуються окремі пакети 1 і 1 з поперечними швами 3, 4, бічним клапаном 10 і перфорацією 7. Дія засобів зшивання 30 відбувається відповідно до розділюючих ліній 25 так, що засоби для нанесення швів 30 активуються в напрямі, вказаному стрілкою 53 так, що поперечні шви 3, 4 і розділення пакетів 1, 1 відбувається в коректній позиції відносно перфорації 7 і загального розміру пакета. Засоби для нанесення швів 30 також можуть бути передбачені без засобів для розділення пакетів, тому результатом буде, як показано на фіг. 10, стрічка пакетів така, що в результаті буде отримане безперервне поле пакетів 1 і 1, розділених поперечними швами 3, 4. Розділюючи лінії 25, показані між поперечними швами 3, 4, можуть бути, наприклад, перфорацією, щоб користувач міг легко відокремити один пакет від сусіднього, або частковими надрізами, щоб було відокремити один пакет від наступного. На фіг. 11 показаний наступний варіант, в якому показана множина ліній перфорації 60, 60, 60. В представленому варіанті винаходу показані паралельні лінії перфорації, може бути використана будь-яка кількість, залежно від розміру пакета, матеріалу і т.п. Перфорація ідентична перфорації, про яку сказано вище. Перфорація показана паралельною поздовжньому клапану 10, але також може бути нанесена під кутом до поздовжнього напрямку клапана. Кут до 60° придатний для отримання ефекту, описаного у винаході. Коли треба відкрити пакет, наприклад, позначений 1 або 1, треба потягнути за клапан 10 з площини пакета, наприклад, захопивши клапан в зоні 56 і потягнувши в напрямі стрілки 62. Матеріал, з якого виготовлений пакет 1, 1, легко розірветься по одній з ліній перфорації 60, 60 або 60. Розрив пошириться в напрямку зварного шва клапана 10, де після розриву буде слідувати перетину між клапаном 10 і передньою стороною 54 пакета. На фіг. 12 показаний варіант винаходу, в якому клапан 10 приварений до листового матеріалу 2 зварним швом 26. Клапан 10 суміжний перфорації 60. Крім того, клапан може бути прикріплений за допомогою клею. З'єднання між клапаном 10 і листом 2 має бути таким, щоб, якщо потягнути за клапан 10, перфорація 60 ініціювала розрив, без відривання клапана 10. Винахід був описаний вище у варіантах, в яких шви сформовані або нагріванням, тобто зварюванням або розплавленням шарів матеріалу разом, або із застосуванням клею для створення швів. Зокрема, останнє рішення з використанням клею використовується в багатьох пропозиціях, але особливий інтерес становлять застосування, в яких об'єкти або матеріал для пакета на можуть бути нагріті, або існує ризик, що клей може порушити характеристики об'єкту/матеріалу. Таким прикладом може бути шоколад. Для цього застосування розроблений холодний технічний шов, в якому клей наносять на краї, які підлягають з'єднанню, до того, як листовий матеріал вставляють в пакувальну машину. Поверхня клею суха і не липка. Одначе, коли зони з нанесеним холодним клеєм прикладають одна до одної і притискають, наприклад, помістивши між двома роликами, нахиленими один до одного, формується клеєний шов. Додатково до тиску може бути застосоване нагрівання, але набагато менше, ніж у процесі зварювання. Така технологія створення швів також може бути використана у цьому винаході для формування швів. Хоч винахід описаний з посиланням на окремі варіанти, рамки винаходу обмежені тільки формулою винаходу, яка додається. ФОРМУЛА ВИНАХОДУ 55 60 1. Спосіб виготовлення пакета, сформованого з одношарового або багатошарового листового матеріалу і виконаного з можливістю легко його відкривати, в якому з листового матеріалу формують готовий пакет, що має внутрішню сторону, придатну для контакту з продуктом, який має бути упакований, і зовнішню сторону, та спосіб, що полягає в тому, що - з листового матеріалу формують рукав, з'єднуючи два бічних краї листа по його довжині; 7 UA 100549 C2 5 10 15 20 25 30 35 40 45 50 55 60 - в місці з'єднання утворюють відбортовку на зовнішній стороні рукава або там, де рукав пропускають по шаблону, що має виступаюче ребро, зовні рукава утворюють відбортовку або там, де ребро приєднують поздовжньо до зовнішньої сторони рукава; - утворюють поперечні шви на рукаві, розмежовуючи кожен пакет між двома поперечними швами; - в поперечних швах виконують перфораційні лінії для відділення або відокремлення двох суміжних пакетів; - перфорацію виконують тільки в одному шарі листового матеріалу або тільки в одному, або більше шарів, з яких складається лист, суміжно до бічної відбортовки або ребра, яка простягається від перфораційної лінії і паралельно або під кутом до 60° до бічної відбортовки, або бічного ребра і простягається до поперечного шва або входить в нього. 2. Спосіб за п. 1, в якому перфорацію одного шару листового матеріалу виконують в: - незшитій частині листового матеріалу, який виступає між поперечним швом і перфораційною лінією, яка розділяє два суміжні пакети; - або в незшитій частині і частині поперечного шва; - або там, де поперечний шов є безпосередньо суміжним з перфораційною лінією між двома суміжними пакетами, тільки в поперечному шві. 3. Спосіб за п. 1, в якому перфорацію одного шару листового матеріалу виконують з допомогою перфораційного інструмента, вибраного з групи, що складається з: - різака або ротаційної різальної головки, керованої залежно від швидкості виробництва, причому різальна головка має множину розміщених з проміжком різальних прутів, що взаємодіють з опорою, розміщеною так, що матеріал проходить між різаком і опорою, через що запуск різака призводить до утворення перфорації в матеріалі, який під час утворення перфорації контактує з опорою; - лазерного пристрою, яким положення перфорації визначають відносно маркерів, нанесених на листовий матеріал, відповідно до бажаного розміру пакета, і в якому передбачено засоби для розпізнавання маркерів і застосування цієї інформації, як вхідного сигналу для запуску перфораційного інструмента. 4. Спосіб за п. 1, в якому з двох окремих листів матеріалу формують рукав, накладаючи листи один на інший і з'єднуючи краї накладених листів так, що утворюється рукав з бічними швами на поздовжніх краях. 5. Спосіб за одним з пп. 1 або 2, в якому множину паралельних перфорацій в одному шарі листового матеріалу або в одному, або більше шарів, з яких складається листовий матеріал, утворюють в поперечному шві суміжно з перфораційною лінією і паралельно або під кутом до 60° відносно бічної відбортовки. 6. Спосіб за одним з пп. 1 або 2, в якому поперечні шви наносять тільки на одному кінці кожного пакета так, що, коли пакети відокремлено в окремі пакети по перфораційній лінії, кожен пакет буде відкриватись з одного краю. 7. Спосіб за будь-яким з попередніх пунктів, в якому відбортовка є окремою деталлю з листового матеріалу, приєднаною зовні до рукава, причому відбортовку прикріплено так, що з'єднання відбортовки із рукавом є міцнішим за зусилля розриву, необхідне для розриву на ділянці перфорації. 8. Вертикальна або горизонтальна формувальна, фасувальна і зшивна машина для формування пакетів, яка має засіб для переміщення неперервного листового матеріалу через машину, засіб для утворення щонайменше однієї бічної відбортовки на пакеті, засіб для утворення зшитих поперечних зон, що простягаються суттєво поперек бічної відбортовки, і засіб для утворення відокремлювальних ліній, утворюваних у поперечних зонах, що мають товщину щонайменше двох шарів листового матеріалу, а також перфораційний інструмент для утворення перфорації в одному із щонайменше двох шарів листового матеріалу, суміжному і паралельному або розміщеному під кутом до 60° відносно бічної відбортовки, причому перфорація простягається по зшитій поперечній зоні щонайменше до відокремлювальної лінії. 9. Формувальна, фасувальна і зшивна машина за п. 8, яка має засіб для розпізнавання та/або визначення відокремлювальної лінії та подання вхідного сигналу перфораційному інструменту, через що запуск перфораційного інструмента здійснюється в залежності від положення відокремлювальної лінії. 10. Формувальна, фасувальна і зшивна машина за п. 8, в якій перфораційний інструмент запускають так, що він перфорує один шар листового матеріалу на відстані від будь-якого боку відокремлювальної лінії. 11. Формувальна, фасувальна і зшивна машина за п. 8, в якій ширина швів становить 3-50 мм, переважно 5-20 мм і найбільш переважно 7-12 мм. 8 UA 100549 C2 5 10 15 20 12. Формувальна, фасувальна і зшивна машина за п. 8, яка має засіб для формування рукава з листового матеріалу, в якій передбачено ребро, що простягається радіально від поверхні засобу формування рукава і розташоване перед двома нагрівними роликами і суміжно з ними так, що під час проходження рукавом ребра на ньому формується поздовжня відбортовка, а ролики стискають її та, як варіант, зварюючи матеріал рукава. 13. Формувальна, фасувальна і зшивна машина за п. 8, в якій перфораційним інструментом є різальне лезо, лазерний різак, перфоратор або термічний різак або будь-яка комбінація цих засобів, і, як варіант, навпроти перфораційного інструмента встановлено задню пластину, як основу для перфораційного інструмента, причому розташування задньої пластини і перфораційного інструмента дозволяє пакувальному матеріалу проходити між ними. 14. Пакет, виготовлений на горизонтальній або вертикальній формувальній, фасувальній і зшивній машині за будь-яким з пп. 8-13, де пакет виготовляють з листового матеріалу і він має бічну відбортовку, що простягається вздовж нього, і також має поперечні шви, які розташовано поперек бічної відбортовки на будь-якому краї пакета і які включають щонайменше два шари листового матеріалу, де щонайменше в частині одного поперечного шва суттєво паралельного або розташованого під кутом 60° відносно бічної відбортовки передбачено перфорацію, виконану в одному шарі матеріалу і суміжно з бічною відбортовкою так, що вона простягається до вільного краю пакета. 15. Пакет за п. 14, в якому виконано множину паралельних перфораційних отворів з проміжками між ними і, як варіант, на обох боках відбортовки. 9 UA 100549 C2 10 UA 100549 C2 11 UA 100549 C2 12 UA 100549 C2 13 UA 100549 C2 Комп’ютерна верстка М. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 14
ДивитисяДодаткова інформація
Назва патенту англійськоюEasy-to-open package, method and machine for manufacturing such package
Автори англійськоюHofman, Torkild
Назва патенту російськоюЛегкооткрывающийся пакет, способ и машина для изготовления такого пакета
Автори російськоюГофман Торкилд
МПК / Мітки
МПК: B65B 9/20, B65B 61/12, B65D 75/44, B65B 61/04
Мітки: спосіб, легко, виготовлення, машина, пакета, пакет, такого, відкривається
Код посилання
<a href="https://ua.patents.su/16-100549-paket-shho-legko-vidkrivaehtsya-sposib-ta-mashina-dlya-vigotovlennya-takogo-paketa.html" target="_blank" rel="follow" title="База патентів України">Пакет, що легко відкривається, спосіб та машина для виготовлення такого пакета</a>
Спосіб виготовлення пакета для пакування молочних продуктів

Номер патенту: 58572
Опубліковано: 11.04.2011
Автор: Токмаков Олексій Леонідович
МПК: B32B 9/00, B65D 85/80
Мітки: спосіб, виготовлення, пакета, пакування, молочних, продуктів
Формула / Реферат:
1. Спосіб виготовлення пакета для пакування молочних продуктів, в якому формують матеріал пакета, здійснюють подачу продукту через трубу, проводять відрізання наповненого пакета, який відрізняється тим, що матеріал пакета формують з полотна плівки, після чого полотно складають в подовжньому напрямі і запаюють подовжній шов, при цьому дно пакета формують за допомогою поперечного запаювання, проводять наповнення пакета продуктом, після чого за...
Кришка, що повторно закривається і що легко відкривається, і банка (варіанти)
Номер патенту: 73919
Опубліковано: 17.10.2005
Автори: Хелмріх Ральф, ДАЙМОНД ДЖОРДЖ Б.
МПК: B65D 41/02
Мітки: відкривається, закривається, кришка, повторної, легко, варіанти, банка
Формула / Реферат:
1. Комбінація банки і кришки, що легко відкривається і повторно закривається, для вказаної банки, причому вказана банка містить порожнистий корпус, закритий на першому торці, і виконані з ним за одне ціле кільцевий утримуючий бортик, суміжний протилежному другому торцю, закритому вказаною кришкою, і кільцевий запечатувальний бортик, розташований нижче вказаного утримуючого бортика, при цьому кришка містить стопорну ділянку і запечатувальну...
Пакет для пастоподібних харчових продуктів
Номер патенту: 21040
Опубліковано: 15.02.2007
Автор: Григор'єв Павло Сергійович
Мітки: харчових, пастоподібних, пакет, продуктів
Формула / Реферат:
1. Пакет для пастоподібних харчових продуктів, що виготовлений із гнучкого листового матеріалу, наприклад, поліетилену і містить носик для вичавлювання через його отвір вмісту пакета, який відрізняється тим, що носик розташований у придонній частині пакета.2. Пакет за п. 1, який відрізняється тим, що носик розташований на нижній стороні пакета.3. Пакет за п. 1, який відрізняється тим, що носик розташований на нижній...
Захисний елемент з колірним кіп-ефектом і магнітними властивостями, предмет з таким захисним елементом, а також спосіб виготовлення такого захисного елемента і такого предмета
Номер патенту: 87960
Опубліковано: 10.09.2009
Автор: Хайм Манфред
МПК: B42D 15/10
Мітки: предмета, виготовлення, властивостями, захисним, таким, магнітними, кіп-ефектом, такого, захисний, також, колірним, елемента, предмет, захисного, елемент, елементом, спосіб
Формула / Реферат:
1. Захисний елемент (1, 200) для предметів, насамперед для цінних документів (200), таких як банкноти та кредитні карти, який має декілька розташованих один поверх іншого шарів (І, R, M), a саме, щонайменше один інтерференційний елемент (І), який створює колірний кіп-ефект, і шар, який має магнітні властивості (М), який відрізняється тим, що між шаром (М) з магнітними властивостями та щонайменше одним інтерференційним елементом (І)...
Спосіб виготовлення герметичних пакетів, які містять рідкі харчові продукти, з трубки пакувального матеріалу, герметичний пакет та пакувальний агрегат для реалізації цього способу
Номер патенту: 72474
Опубліковано: 15.03.2005
Автори: Бенедетті Паоло, Сельберг Ханс
МПК: B65B 51/26, B65B 9/10
Мітки: спосіб, агрегат, пакет, реалізації, способу, герметичних, пакувальний, виготовлення, цього, пакувального, харчові, пакетів, продукти, трубки, рідкі, матеріалу, герметичний, містять
Формула / Реферат:
1. Спосіб виготовлення герметичних пакетів (2), які містять рідкі харчові продукти, з трубки (3) із термосклеюваного листового пакувального матеріалу, яка подається вздовж вертикалі (А) і безперервно наповнюється згаданим харчовим продуктом, який містить стадії:- циклічного і послідовного стискування за допомогою принаймні двох пар затискачів (8, 9) на трубці (3) однакового об'єму між поперечними перерізами трубки (3);-...
Попередній патент: Низьколегована сталь для виробництва високоміцних зварюваних гарячекатаних безшовних труб
Наступний патент: Пристрій бортового віброконтролю підшипникового вузла колісно-моторного блока локомотива
Випадковий патент: Пристрій для здрібнення сипких матеріалів