Стійкий до стирання нарізний трубчастий компонент і спосіб нанесення покриття на зазначений компонент
Формула / Реферат
1. Спосіб нанесення покриття на стійкий до стирання нарізний трубчастий компонент для буріння або експлуатації вуглеводневих свердловин, при цьому зазначений трубчастий компонент містить на одному зі своїх кінців (1, 2) нарізну область (3, 4), виконану на його зовнішній або внутрішній периферичній поверхні в залежності від того, чи є нарізний кінець охоплюваним чи охоплюючим за типом, який відрізняється тим, що спосіб включає наступні етапи, на яких:
розчиняють силікат лужного металу у воді або фосфат металу у кислоті;
осаджують отриманий у такий спосіб розчин щонайменше на частину нарізної області (3, 4);
випаровують зазначений розчинник для одержання сухої плівки з кристалічною мінеральною структурою, що має питому площу поверхні, що складає більш ніж 20 м2/г.
2. Спосіб за п. 1, який відрізняється тим, що питома площа поверхні сухої плівки, що має кристалічну мінеральну структуру, складає більш ніж 100 м2/г.
3. Спосіб за будь-яким з пп. 1, 2, який відрізняється тим, що розчин осаджують розпиленням.
4. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що розчин осаджують зануренням.
5. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що перед осадженням розчину нарізну область нагрівають у межах від 50 °C до 250 °C.
6. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що після осадження розчину нарізну область нагрівають у межах від 50 °C до 300 °C.
7. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що розчин осаджують при температурі, що незначно нижче його точки кипіння.
8. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що перед осадженням розчину в нього додають антикорозійну речовину.
9. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що перед осадженням розчину в нього додають дисперговані частинки твердого мастильного матеріалу (мастильних матеріалів), при цьому зазначені частинки твердого мастильного матеріалу (мастильних матеріалів) містять частинки мастильних матеріалів щонайменше з одного з класів 1, 2, 3 і 4.
10. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що перед осадженням розчину в нього додають сповільнюючу домішку, сформовану з дисперсій мінеральних або органічних частинок, що мають відносно високу величину навантаження розколювання та/або сильні взаємодії частинок або взаємне притягання частинок, та/або твердість за Моосом від середньої до високої, та/або реологічні властивості, що є стійкими до або протидіють руху, при цьому кожна сповільнююча домішка вибрана з групи, утримуючої щонайменше оксид вісмуту, оксид титану, колоїдний кремнезем і сажу.
11. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що перед осадженням розчину в нього додають нанометричні мінеральні частинки (окис алюмінію, кремнезем, TiN) для збільшення фрикційної стійкості мінеральної плівки шляхом регулювання коефіцієнта тертя.
12. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що перед осадженням розчину в нього додають фулеренові частинки для збільшення фрикційної стійкості плівки шляхом зниження коефіцієнта тертя.
13. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що перед осадженням розчину в нього додають органічну дисперсію/емульсію.
14. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що після утворення мінеральної плівки нарізну область покривають мастильним матеріалом.
15. Спосіб за попереднім пунктом, який відрізняється тим, що мастильний матеріал є гарячим розплавом.
16. Стійкий до стирання нарізний трубчастий компонент для буріння або експлуатації вуглеводневих свердловин, при цьому зазначений трубчастий компонент містить на одному зі своїх кінців (1, 2) нарізну область (3, 4), виконану на його зовнішній або внутрішній периферичній поверхні в залежності від того, чи є нарізний кінець охоплюваним або охоплюючим за типом, який відрізняється тим, що щонайменше одна частина нарізної області (3, 4) покрита сухою плівкою, що має кристалічну структуру, що має питому площу поверхні більш ніж 20 м2/г, головним чином сформованою із силікату лужного металу або з фосфату металу.
17. Стійкий до стирання нарізний трубчастий компонент за п. 16, який відрізняється тим, що питома площа поверхні сухої плівки, що має кристалічну мінеральну структуру, складає більш ніж 100 м2/г.
18. Стійкий до стирання нарізний трубчастий компонент за будь-яким з пп. 16, 17, який відрізняється тим, що плівка містить антикорозійну речовину.
19. Стійкий до стирання нарізний трубчастий компонент за будь-яким з пп. 16-18, який відрізняється тим, що плівка містить дисперговані частинки твердого мастильного матеріалу (мастильних матеріалів), при цьому зазначені частинки твердого мастильного матеріалу (мастильних матеріалів) містять частинки мастильних матеріалів щонайменше з одного з класів 1, 2, 3 і 4.
20. Стійкий до стирання нарізний трубчастий компонент за будь-яким з пп. 16-19, який відрізняється тим, що плівка містить сповільнюючу домішку, сформовану з дисперсій мінеральних або органічних частинок, що мають відносно високу величину навантаження розколювання та/або сильні взаємодії частинок або взаємне притягання частинок, та/або твердість за Моосом від середньої до високої, та/або реологічні властивості, що є стійкими до або протидіють руху, при цьому кожна сповільнююча домішка вибрана з групи, що містить щонайменше оксид вісмуту, оксид титану, колоїдний кремнезем і сажу.
21. Стійкий до стирання нарізний трубчастий компонент за будь-яким з пп. 16-20, який відрізняється тим, що плівка містить нанометричні мінеральні частинки (оксид алюмінію, кремнезем, TiN) для збільшення фрикційної стійкості мінерального шару шляхом регулювання коефіцієнта тертя.
22. Стійкий до стирання нарізний трубчастий компонент за будь-яким з пп. 16-21, який відрізняється тим, що плівка містить частинки фулеренів для збільшення фрикційної стійкості мінеральної плівки шляхом зниження коефіцієнта тертя.
23. Стійкий до стирання нарізний трубчастий компонент за будь-яким з пп. 16-22, який відрізняється тим, що плівка містить органічні сполуки для збільшення границі текучості мінеральної плівки.
24. Стійкий до стирання нарізний трубчастий компонент за будь-яким з пп. 16-23, який відрізняється тим, що нарізна область (3, 4), що покрита мінеральною плівкою, покрита мастильним матеріалом.
25. Стійкий до стирання нарізний трубчастий компонент за п. 24, який відрізняється тим, що мастильний матеріал є гарячим розплавом.
26. Нарізне трубчасте з'єднання, що містить охоплюваний нарізний трубчастий компонент і охоплюючий нарізний трубчастий компонент, які згвинчені один в іншому, яке відрізняється тим, що щонайменше один із зазначених нарізних трубчастих компонентів знаходиться у відповідності до одного з компонентів за пп. 16-25.
Текст
Реферат: Стійкий до стирання нарізний трубчастий компонент для буріння або експлуатації вуглеводневих свердловин містить на одному зі своїх кінців (1, 2) нарізну область (3, 4), отриману на його зовнішній або внутрішній периферичній поверхні в залежності від того, чи є нарізний кінець охоплюваним чи охоплюючим за типом, при цьому щонайменше одна частина нарізної області (3, 4) покрита сухою плівкою з кристалічною структурою з високою питомою площею поверхні, головним чином сформованою з однієї або декількох мінеральних солей, що не є реакційноздатними відносно металів. Так само розглянутий спосіб нанесення покриття на такий компонент із використанням сухої мінеральної плівки з кристалічною структурою, що має високу питому площу поверхні, головним чином сформованою з однієї або декількох мінеральних солей, що не є реакційноздатними відносно металів. UA 106997 C2 (12) UA 106997 C2 UA 106997 C2 5 10 15 20 25 30 35 40 45 50 55 60 [0001] Цей винахід відноситься до стійкого до стирання трубчастого компонента, використовуваного для буріння та експлуатації вуглеводневих свердловин, більш точно, до нарізного кінця такого компонента, при цьому зазначений кінець є охоплюваного або охоплюючого типу та здатний бути з'єднаним з відповідним кінцем іншого компонента для утворення з'єднання. Винахід також відноситься до нарізного з'єднання, отриманого в результаті об'єднання двох трубчастих компонентів шляхом згвинчування. Винахід також відноситься до способу нанесення покриття на такий стійкий до стирання трубчастий компонент. [0002] Компонент, що є «використовуваним для буріння або експлуатації вуглеводневих свердловин», означає будь-який елемент, що по суті є трубчастої форми, призначений для з'єднання з іншим елементом такого ж або іншого типу для утворення або колони для буріння вуглеводневої свердловини, або піднімального механізму, призначеного для техобслуговування, такого як піднімальні механізми для капітального ремонту свердловини, або для експлуатації, такі як піднімальні механізми для видобутку, або для обсадної колони або насосно-компресорної колони, використовуваних для експлуатації свердловин. Винахід також може бути застосовним до компонентів, використовуваних у бурильній колоні, таких як бурильні труби, обважнені бурильні труби, коміри бура і частини з'єднань труб і обважнені труби, відомі як бурильні замки. [0003] Кожен трубчастий компонент містить один кінець, забезпечений охоплюваною нарізною областю, та/або один кінець, забезпечений охоплюючою нарізною областю, при цьому кожний призначений для з'єднання шляхом згвинчування з відповідним кінцем іншого компонента, при цьому зборка визначає з'єднання. [0004] Нарізні трубчасті компоненти з'єднані в умовах визначених напружень для задоволення вимог для надійної посадки й ущільнення, обумовлених робочими умовами. У залежності від типів сплавів, використаних для з'єднань, навантаження можуть варіюватися за інтенсивністю та природою. У цілому сплави вуглецевої сталі є до деякої міри вразливими у відношенні своїх корозійних властивостей, але, з іншого боку, виявляють більш сприятливі фрикційні властивості. Сплави нержавіючої сталі, навпаки, виявляють більш критичні властивості, але мають дуже добру корозійну стійкість. Слід зазначити, що в свердловинах нарізним трубчастим компонентам доводиться зазнавати декількох циклів згвинчуваннярозгвинчування. Операції згвинчування, як правило, проводять в умовах високого осьового навантаження, наприклад, під вагою труби довжиною кілька метрів, яку необхідно з'єднати за допомогою нарізного з'єднання, що може бути локалізована шляхом незначного зсуву осі нарізних елементів, що з'єднуються; це викликає ризик стирання в нарізних областях і ущільнювальних поверхнях метал/метал. [0005] Були виконані різні рішення, призначені для змазування нарізних областей. [0006] Традиційно для захисту нарізних областей від стирання під час операцій згвинчування-розгвинчування з них видаляють мастило, що захищає від корозії, та покриття зі спеціального мастила для згвинчування, такої як змащення у відповідності зі стандартами API BuI 5А2 або 5А3 Американського нафтового інститути. Проте на додаток до недоліку, що полягає в необхідності проведення операції з нанесення додаткового покриття на площадці, використання таких мастил, насичених такими важкими та/або токсичними металами, як, наприклад, свинець, має недолік, що полягає в тому, що воно є причиною забруднення свердловин і навколишнього середовища, при цьому під час згвинчування відбувається викид надмірної кількості мастила. [0007] Крім того, успіхи у відповідності до стандартів охорони навколишнього середовища полягали в розробці «сухого» продукту, що вирішує більшість проблем, зв'язаних з мастилами типу АРІ. Отже, сухі мастильні матеріали типу термоусадочної плівки забезпечують екологічно прийнятний розчин з високими робочими характеристиками. [0008] Для одержання навіть кращих робочих характеристик також були розроблені системи в'язкопластичного типу. [0009] Також були розроблені інші рішення з використанням декількох шарів з основною метою, що полягає в їхньому розподілі з використанням мастил. [0010] У випадку вуглецевих сталей розроблені способи обробки типу фосфатації, наприклад, фосфатація цинком, фосфатація марганцем або змішана фосфатація. Такі способи обробки полягають у хімічній дії на сталь, що призводить до утворення високоадгезійного кристалічного шару, що забезпечує підвищений захист від корозії. Морфологія таких шарів також сприяє кращої адгезії покриття, а також кращому утриманню систем змащення. [0011] Такий тип обробки поверхонь, проте, має недолік, що полягає в його незавідносності до хромистих сталей. Він також має недолік у промисловому масштабі, що полягає в складному 1 UA 106997 C2 5 10 15 20 25 30 35 40 45 50 55 60 контролі його технічних параметрів (можливі проблеми з однорідністю) і в необхідності обережного керування промисловим устаткуванням, зокрема у відношенні до обробки еффлюєнтів. [0012] Способи обробки поверхонь за типом обробки розчином оксалату, засновані на дію на поверхню щавлевою кислотою і використовувані для сталей, мають недоліки, що полягають у більш яскраво виражених проблемах стану навколишнього середовища, ніж у раніше згаданих способів обробки для фосфатації. [0013] Також були використані рішення, у яких використовують модифікацію поверхонь шляхом механічної дії, такого як, наприклад, дробоструминне очищення, піскоструминне очищення і будь-який інший ударний спосіб. Проте спостережувані робочі характеристики не є достатніми. [0014] Були використані способи металізації. Вони полягають у застосуванні адгезійного покриття зі сплавів різної природи, як, наприклад, з міді або трикомпонентних сплавів. Такі типи способів розроблені для забезпечення кращої адгезії шару мастила для одержання на поверхні розділення захисного шару, що сприяє поліпшенню фрикційних якостей, та/або, можливо, для створення захисту поверхні від корозії. Способи металізації поверхонь, вже використані в способах для гарячої деформації авіаційних сплавів і використані для нарізних трубчастих компонентів, по суті засновані на електрохімічних осадах. Такий спосіб має недолік, що полягає у високих виробничих витратах і в його складному контролі у відношенні до відтворюваності й однорідності робочих характеристик. [0015] В інших способах, як, наприклад, у шерардизації й інших похідних способах, використовують металеву дифузію. Такий тип способу є в промисловому відношенні громіздким і дорогим і викликає проблеми з обробкою ефлюентів через присутність цинку на поверхні. [0016] Зогляду на ці причини винахід пропонує рішення, що уможливлює подолання проблеми чутливості нарізних областей трубчастих компонентів у відношенні до стирання, більш того, це рішення є простим і недорогим для розвитку промисловості, а також безпечним для навколишнього середовища. [0017] Зокрема, винахід стосується одержання покриття для металевої поверхні, адаптованого до вимог до робочих характеристик, необхідних в операціях згвинчування і розгвинчування з'єднань труб, використовуваних в експлуатації геотермальних свердловин і, зокрема, вуглеводневих свердловин. Це покриття призначене для забезпечення адгезії і для підвищення робочих характеристик систем змащення, осаджених на різь зазначених з'єднань, у порівнянні з характеристиками існуючих систем, що комерційно доступні сьогодні або які були розроблені в цій області. Це покриття може також бути функціональним без доповнювальних систем змащення. [0018] Більш конкретно, у порівнянні з технологіями підготовки поверхонь, використовуваними сьогодні, досягнуто збільшення робочих характеристик і зниження виробничих витрат. [0019] Більш того, збережена хімічна природа металевої підкладки внаслідок того, що отримано поверхневе кристалічне покриття, що є адгезійним і не є хімічно реакційноздатним відносно обробленої поверхні. [0020] Може бути передбачене нанесення на будь-який тип сплаву, використовуваний у бурінні та видобутку нафти, зокрема насталях незалежно від їхнього сорту. Може бути особливо цікаве нанесення на нержавіючі сталі. [0021] Більш точно, представлений спосіб нанесення покриття для стійкого до стирання нарізного трубчастого компонента для буріння або експлуатації вуглеводневих свердловин. Зазначений трубчастий компонент містить на одному зі своїх кінців нарізну область, отриману на його зовнішній або внутрішній периферичній поверхні в залежності від того, чи є нарізний кінець охоплюваним або охоплюючим за типом. Спосіб включає наступні етапи, на яких: • розчиняють одну або кілька мінеральних солей, що не є реакційноздатними відносно металів у розчиннику; • наносять отриманий у такий спосіб розчин, щонайменше, на частину нарізної області; • випаровують зазначений розчинник для одержання сухої плівки, що має кристалічну мінеральну структуру, що має високу питому площу поверхні. [0022] Факультативні ознаки, що є доповнювальними або заміщуючими, визначені нижче. [0023] Питома площа поверхні сухої плівки, що має кристалічну мінеральну структуру, може 2 2 складати більш 20 м /г, переважно більш 100 м /г. [0024] Розчин може бути отриманий у результаті розчинення силікату лужного металу у воді. [0025] Розчин може бути отриманий у результаті розчинення фосфату металу в кислоті. [0026] Розчин може бути осаджений розпиленням. 2 UA 106997 C2 5 10 15 20 25 30 35 40 45 50 55 60 [0027] Розчин може бути осаджений зануренням. [0028] Перед осадженням розчину нарізна область може бути нагріта в межах від 50°C до 250°C. [0029] Після осадження розчину нарізна область може бути нагріта в межах від 50°C до 300°C. [0030] Розчин може бути осаджений при температурі, що незначно нижче його точки кипіння. [0031] Перед осадженням розчину в нього може бути додана антикорозійна речовина. [0032] Перед осадженням розчину в нього можуть бути додані дисперговані частки твердого мастильного матеріалу (мастильних матеріалів), при цьому зазначені частки твердого мастильного матеріалу (мастильних матеріалів) містять частки мастильних матеріалів із щонайменше одного з класів 1, 2, 3 і 4. Необхідно звернутися до посилання на патентну заявку FR-2 892 174, що включена в даний документ за допомогою посилання. [0033] Перед нанесенням розчину в нього може бути додана сповільнююча домішка, сформована з дисперсій мінеральних або органічних часток, що мають відносно високу величину навантаження розколювання та/або сильні взаємодії часток або взаємне притягання часток, та/або твердість за Моосом від середньої до високої, та/або реологічні властивості, що є стійкими до або протидіють руху, при цьому кожна сповільнююча домішка обрана з групи, що містить, щонайменше, оксид вісмуту, оксид титану, колоїдний кремнезем і сажу. У цьому відношенні необхідно звернутися до посилання на патентну заявку FR-2 914 926, що включена в даний документ за допомогою посилання. [0034] Перед осадженням розчину в нього можуть бути додані нанометричні мінеральні частки (окис алюмінію, кремнезем, TiN) для збільшення фрикційної стійкості плівки шляхом регулювання коефіцієнта тертя. [0035] Перед осадженням розчину в нього можуть бути додані фуллереніві частки для збільшення фрикційної стійкості плівки шляхом зниження коефіцієнта тертя. [0036] Перед осадженням розчину в нього може бути додана органічна дисперсія або емульсія. [0037] Коли плівка сформована, нарізна область може бути покрита системою змащення. [0038] Система змащення, що покриває нарізну область, може бути полімером гарячого розплаву. [0039] Стійкий до стирання нарізний трубчастий компонент для буріння або експлуатації геотермічних свердловин містить на одному зі своїх кінців нарізну область, отриману на його зовнішній або внутрішній периферичній поверхні в залежності від того, чи є нарізний кінець охоплюваним або охоплюючим за типом. Щонайменше одна частина нарізної області покрита сухою плівкою з кристалічною структурою, що має високу питому площу поверхні, головним чином сформованою з однієї або декількох мінеральних солей, що не є реакційноздатними відносно металів. [0040] Факультативні ознаки, що є доповнювальними або заміщуючими, визначені нижче. [0041] Питома площа поверхні сухої плівки, що має кристалічну мінеральну структуру, може 2 2 складати більш 20 м /г, переважно більш 100 м /г. [0042] Плівка може бути головним чином сформована із силікату лужного металу. [0043] Плівка може бути головним чином сформована з фосфату металу. [0044] Плівка може містити антикорозійну речовину. [0045] Плівка може містити дисперговані частки твердого мастильного матеріалу (мастильних матеріалів), при цьому зазначені частки твердого мастильного матеріалу (мастильних матеріалів) містять частки мастильних матеріалів із щонайменше одного з класів 1, 2, 3 і 4. [0046] Плівка може містити сповільнюючу домішку, сформовану з дисперсій мінеральних або органічних часток, що мають відносно високу величину навантаження розколювання та/або сильні взаємодії часток або взаємне притягання часток, та/або твердість за Моосом від середньої до високої, та/або реологічні властивості, що є стійкими до або протидіють руху, при цьому кожна сповільнююча домішка, обрана з групи, що містить, щонайменше, оксид вісмуту, оксид титану, колоїдний кремнезем і сажу. [0047] Плівка може містити нанометричні мінеральні частки типу окису алюмінію, кремнезему, TiN для збільшення фрикційної стійкості плівки шляхом регулювання коефіцієнта тертя. [0048] Плівка може містити частки фуллеренів для збільшення фрикційної стійкості плівки шляхом зниження коефіцієнта тертя. [0049] Плівка може містити органічні сполуки для збільшення границі текучості плівки. [0050] Нарізна область, що покрита плівкою, може бути покрита системою змащення. 3 UA 106997 C2 5 10 15 20 25 30 35 40 45 50 55 [0051] Система змащення, що покриває нарізну область, може бути полімером гарячого розплаву. [0052] Нарізне трубчасте з'єднання містить охоплюваний нарізний трубчастий компонент і охоплюючий нарізний трубчастий компонент, згвинчені один з іншим. Щонайменше один із зазначених нарізних трубчастих компонентів відповідає одному з варіантів здійснення, описаних вище. [0053] Ознаки і переваги винаходу будуть описані більш докладно в нижченаведеному описі з посиланням на супутні графічні матеріали. [0054] На фіг. 1 представлене схематичне зображення з'єднання, отриманого в результаті з'єднання двох трубчастих компонентів шляхом згвинчування. [0055] На фіг. 2 представлене схематичне зображення кривої згвинчування двох нарізних трубчастих компонентів. [0056] На фіг. 3 представлене дуже докладне зображення різьбової поверхні трубчастого компонента відповідно до одного варіанта здійснення винаходу. [0057] На фіг. 4 представлене дуже докладне зображення різьбової поверхні трубчастого компонента відповідно до іншого варіанта здійснення винаходу. [0058] На фіг. 5 представлене схематичне зображення випробувального устаткування. [0059] Нарізне з'єднання, показане на фіг. 1, містить перший трубчастий компонент із віссю обертання 10, забезпечений охоплюваним кінцем 1, і другий трубчастий компонент із віссю обертання 10, забезпечений охоплюючим кінцем 2. Два кінці 1 і 2 закінчуються відповідно на кінцевій поверхні 7, 8, орієнтованій радіально щодо осі 10 нарізного з'єднання, і забезпечені відповідно нарізними областями 3 і 4, що взаємодіють для взаємного з'єднання двох компонентів шляхом згвинчування. Нарізні області 3 і 4 - звичайного типу, тому що вони можуть бути трапецієподібного, самоблокуючогося та т. п. нарізного типу. Більш того, ущільнювальні поверхні метал/метал, призначені для входження в щільний ущільнювальний контакт один з одним після з'єднання двох нарізних компонентів шляхом згвинчування, показані позиціями 5 і 6 між нарізними областями 3, 4 і кінцевою поверхнею 7 охоплюваного кінця 1. [0060] Щонайменше один з нарізних трубчастих компонентів покритий на, щонайменше, частині нарізної області 3, 4 сухою мінеральною плівкою, головним чином сформованою з однієї або декількох мінеральних солей, що не є реакційноздатними відносно металів. Термін «головним чином сформована з однієї або декількох мінеральних солей» означає, що хімічна композиція плівки заснована на мінеральній солі або на суміші мінеральних солей і що вона може також включати інші сполуки, що, відповідно, задіяні як домішки. [0061] Сухий характер плівки говорить про те, що вона не є (або лише незначно є) адгезійною при контакті (липкою на дотик), що дає перевагу, що полягає в тому, що не відбувається уловлювання пилу з навколишнього середовища, у якому вона використана, і, таким чином, вона не забруднює поверхні, з якими входить у контакт. Отже, вона відрізняється від мастил при звичайному використанні, що мають недолік, що полягає в тому, що вони забруднюють навколишнє середовище при перетіканні, витіканні або видавлюванні під час згвинчування/розгвинчування. [0062] Заявник рекомендує спосіб одержання мінеральної плівки, що містить у собі етап розчинення сполуки, головним чином сформованої з мінеральних солей, у розчиннику, потім етап осадження розчину, отриманого таким чином, на, щонайменше, частині нарізної області і, нарешті, випарювання зазначеного розчину для одержання мінеральної плівки з кристалічною структурою. [0063] Більш точно, спосіб заснований на формуванні сухої плівки з кристалічною структурою, головним чином сформованої з мінеральних солей, що не є реакційноздатними відносно металів. Хімічна природа плівки, отже, не є реакційноздатною відносно металевої поверхні трубчастого компонента через те, що вона не змінюється, і, отже, вона зберігає хімічну структуру металевої поверхні трубчастого компонента. Між плівкою і металевою поверхнею трубчастого компонента по суті немає хімічних зв'язків ковалентного типу. [0064] Крім того, мінеральна плівка має дуже цікаві якості, що полягають у тому, що її кристалічна структура має високу питому площу поверхні. Термін «кристалічна структура з високою питомою площею поверхні» означає, що структура є кристалічної і що її дійсна площа поверхні набагато більш висока, ніж її видима площа поверхні. Іншими словами, очікується, що розгорнута поверхня плівки є такою, що формує особливо розширену поверхню. Зазвичай питому площу поверхні можна виміряти з використанням способу вимірювання БрюнераЕммета-Теллера (БЕТ) в одиницях площі поверхні на одиницю маси, тобто в метрах квадратних на грам. 4 UA 106997 C2 5 10 15 20 25 30 35 40 45 50 55 60 [0065] Більш точно, термін «висока питома площа поверхні» означає, що плівка повинна 2 мати питому площу поверхні, щонайменше, кілька десятків м /г і що вона, зокрема, більше 20 2 м /г. Наприклад, оксиди цирконію з частково кристалічною тетрагональною структурою (10-30 нм) мають питому площу поверхні за БЕТ, що відносно висока, як правило, у діапазоні від 30 2 2 м /г до 120 м /г. Наприклад, цинк, з гексагональною кристалічною структурою, має низьку 2 2 питому площу поверхні за БЕТ 8 м /г для лускатої структури і 0,25 м /г для сферичної структури. [0066] Особливо обширна площа поверхні розгорнутої поверхні плівки пояснюється тим фактом, що вона утворена способом проростання кристалів, обумовленим структурами атомів підкладки, що одержують під час випарювання розчинника. Одержують кристалічну макроструктуру, що розгортає дуже велику площу поверхні. З цієї причини плівка має дуже високу поверхневу енергію, що виникає в результаті великої здатності до прилипання до однієї сторони, зверненої до її підкладки, і до іншої сторони для втримання плівки мастильного матеріалу. Іншими словами, спосіб одержання плівки має вирішальне значення в одержанні кристалічної макроструктури з високою питомою площею поверхні. У дійсності необхідно, щоб спосіб створення шару збуджував якомога більше площадок для проростання, що призводять до кристалізації. [0067] Такі типи кристалічних макроструктур можуть бути у формі голок 12b або дендритів 12а, як показано на фіг. 3 і 4, на яких представлений вигляд зверху металевої поверхні 11, на якій має місце проростання цих кристалічних макроструктур. Кристали від проростання є міцно зв'язаними з нарізними областями за допомогою хімічних або полярних зв'язків типу зв'язків Ван-дер-Ваальса. [0068] Сильна адгезія мінеральної плівки також уможливлює утримання будь-якого мастильного матеріалу, використовуваного як доповнення на плівці. З цієї причини морфологія плівки, що безпосередньо зв'язана з присутністю макроструктур у формі голок 12b або дендритів 12а, сприяє гідродинамічному або еластогідродинамічному режиму або в'язкопластичному режиму в умовах тертя. [0069] Крім того, морфологія плівки сприяє поліпшенню та стабілізації ефекту плівки. Термін «ефект плівки», як його використовують у трибології, означає здатність плівки, що включає тверді частки, робити точну обробку твердої поверхні на фрикційній підкладці, яку також називають перехідним шаром або третім тілом. Більш точно, цей перехідний шар, сформований з часток мінеральної плівки, що виникають у результаті тертя, підсилює якості плівки відносно міцності на зсув. Він також означає, що високі фрикційні характеристики можуть бути отримані на довгих фрикційних відстанях або у випадку високого тертя, що виникає під час згвинчування і розгвинчування нарізних трубчастих з'єднань. [0070] Отже, Заявник вивчив одержання нереакційноздатних мінеральних плівок із кристалічною структурою, що має високу питому площу поверхні, що виявляють прийнятні робочі характеристики та роблять можливим простий і недорогий розвиток промисловості. У докладних формах, приведених нижче, також враховують легкість, з якою відбувається проростання кристалів. [0071] Відповідно до одного варіанта здійснення можуть бути використані солі, засновані на силікатах лужного металу, що є розчинними у воді, таких як Vicafil TS 915®, щопродається Condat, Traxit ZEL 510® або Traxit ZEL 590®, що продаються Traxit International. Ці силікати лужного металу уможливлюють розгортання дуже високих питомих площ поверхні в діапазоні 2 2 від 650 до 800 м /г, більш конкретно 720 м /г для силікату натрію. [0072] Відповідно до іншого варіанта здійснення можливе використання солей, заснованих на фосфатах металу, що є розчинними в кислоті. Наприклад, можливе використання фосфатів алюмінію або марганцю, розчинених у фосфорній кислоті при рН, рівному 2. У цьому випадку кислотність використана з метою розчинення мінеральної солі. Утворюється кристалічна плівка фосфатів металу, що зв'язана з підкладкою за допомогою зв'язків, що є головним чином полярними або зв'язками Ван-дер-Ваальса, а не ковалентними зв'язками по суті. Відсутня хімічна модифікація поверхні підкладки на відміну від випадку звичайної обробки шляхом фосфатації з використанням підкладки з вуглецевої сталі, при якій, навпаки, підкладка піддається хімічним модифікаціям. Потім фосфати металу можуть розгортати питому площу 2 поверхні в діапазоні від 100 до 200 м /г. [0073] У двох варіантах здійснення, що описані, а саме застосування солей, заснованих на силікатах лужного металу і фосфатах металу, отримана питома площа поверхні, більша ніж 100 2 м /г. [0074] Переважно, нарізна область, що призначена для одержання осаду, може бути попередньо нагріта в межах від 50°C до 250°C. Отже, рекомендується, щоб підкладка була попередньо нагріта до 200°C при використанні розчинів, отриманих, зокрема, у результаті 5 UA 106997 C2 5 10 15 20 25 30 35 40 45 50 55 60 розчинення фосфатів алюмінію у фосфорній кислоті та при використанні певних з'єднань з низькою розчинністю. [0075] Переважно, розчин осаджують шляхом чи занурення розпилення. Перевага цих форм осадження полягає в тім, що вони дуже прості і недорогі. [0076] Переважно, коли покриття нанесене, підкладку нагрівають у межах від 50°C до 350°C для прискорення випару розчинника, а також проростання мінеральної плівки. [0077] Подібним чином, з цією же метою розчин осаджують при температурі, що незначно нижча за його точку кипіння. [0078] Слід зазначити, що параметри для одержання плівки впливають на форму росту кристалів і, отже, на кристалічні ґрати. Параметри можна регулювати для одержання рівноваги між голчастими і дендритними формами росту кристалів, що дають у результаті досить пористі кристалічні ґрати, і епітаксійною формою росту кристалів, що дає в результаті більш щільні кристалічні ґрати. [0079] Переважно, у розчин можуть бути додані різні речовини, що можуть поліпшити механічні якості мінеральної плівки або її корозійну стійкість. [0080] Отже, емульсії або органічні дисперсії, такі як суміш акрилового і стирол-акрилового співполімеру, можуть бути додані для надання плівці кращої гнучкості й еластичності. [0081] Що стосується корозійної стійкості, то в розчин можуть бути додані інгібітори корозії. Варто пам'ятати, що термін «інгібітор корозії» означає домішку, що надає плівці, розгорнутій на підкладці, здатність захищати її за допомогою хімічного, електрохімічного або фізико-хімічного механізму. Інгібітори корозії можуть бути фосфатами металу, лускатими металами або навіть органічними системами. [0082] До лускатих металів в головним чином відносяться: цинк, алюміній, мідь, латунь і оксиди заліза. їхня луската структура означає, що, у порівнянні зі сферичною структурою, вони можуть запропонувати набагато більшу питому площу поверхні для обміну, зокрема, за допомогою двомірного контакту зі сполучним, а також з поверхнею, яку необхідно захистити, а також те, що дифузія електролітів, що приймають участь у механізмі корозії, є набагато більш складною. Саме це відбувається, наприклад, у випадку з лускатим цинком, що має питому площу поверхні, що у 32 рази вища ніж у цинкового пилу, що має сферичну структуру. [0083] Велика питома площа поверхні, отже, дає в результаті велику абсорбцію сполучного (тобто розчину, описаного вище) до поверхні пігменту, уможливлюючи склади з низькою об'ємною концентрацією пігменту (PVC), що є сприятливим у відношенні до нанесення і якостей плівки, зокрема антикорозійного захисту. Отже, на додаток до захисту від катодної корозії, викликаної високою провідністю між цинком і сталлю, лускатий цинк також пропонує чудовий бар'єрний ефект. [0084] На відміну від пігментів зі сферичною структурою антикорозійний захист є більш ефективним для більш низьких концентрацій пігменту з лускатою структурою, а переваги у відношенні до плівки можуть давати в результаті велику гнучкість, кращу адгезію до поверхні і низьку пористість і проникність. Подібним чином, ризик седиментації нижчий, а склад є більш однорідним. За подальшими подробицями фахівцю в даній області техніки варто звернутися до документа C Gidice «Zinc-rich epoxy primers based on lamellar zinc dust», Surface Coatings International, Part B: Coating Transactions (1997), vol 80, number 6. [0085] Слід зазначити, що металеві пігменти піддаються корозії, особливо у водяному розчині. У лужних середовищах пігменти лускатого алюмінію або цинку реагують шляхом вивільнення вуглецю, тоді як реакція з міддю або латунню супроводжується абсорбцією кисню. Вивільнений водень, як і абсорбція кисню, може бути шкідливим. Проте додавання 2,4дінітрофенола може попередити різні корозійні реакції, і, отже, власні якості пігментів можуть бути збережені. Подальші подробиці можна одержати, звернувшись до документа В Muller «Corrosion inhibition of metallic pigments by nitrophenols», Surface Coating International, Part B: Coatings Transactions (2000), vol 83, number 1. [0086] Подібним чином, у розчин може бути доданий твердий мастильний матеріал, що знаходиться в дисперсії в розчині. Термін «твердий мастильний матеріал», як він використаний у даному документі, означає тверде і стабільне тіло, що, розташоване між двома фрикційними поверхнями, дозволяє знизити коефіцієнт тертя і знизити знос і ушкодження поверхонь. Такі тіла можуть бути класифіковані за різними категоріями, визначеними їх функціональним механізмом і їх структурою, а саме: • клас 1: тверді тіла, що одержують свої якості мастильного матеріалу від своєї кристалічної структури, наприклад графіт, оксид цинку (Zn) або нітрид бору (BN); • клас 2: тверді тіла, що одержують свої якості мастильного матеріалу від своєї кристалічної структури, а також від реакційноздатного хімічного елемента в їхній композиції, наприклад 6 UA 106997 C2 5 10 15 20 25 30 35 40 45 50 55 дисульфід молібдену Mo2, фторований графіт, сульфіди олова, сульфіди вісмуту, дисульфід вольфраму або фторид кальцію; • клас 3: тверді тіла, що одержують свої якості мастильного матеріалу від своєї хімічної реакційної здатності, наприклад визначені хімічні сполуки типу тіосульфату або Desilube 88®, що продається Desilube Technologies Inc; • клас 4: тверді тіла, що одержують свої якості мастильного матеріалу від пластичних або вязкопластических властивостей в умовах фрикційних напружень, наприклад політетрафторетилен (PTFE) або поліаміди. [0087] Також слід зазначити певну категорію фуллеренів; вони належать до підкатегорії класу 1. Варто пам'ятати, що фуллерени є молекулами сферичної або трубчастої форми з одношаровою або багатошаровою структурою, з якостями зниження тертя й утворення стабільних плівок для переносу на фрикційних поверхнях. Зокрема, наприклад, можливе використання фуллеренів вуглецю або фуллеренів типу дисульфіду металу. [0088] Також можливо рекомендувати комбіноване використання щонайменше двох твердих мастильних матеріалів, що належать до різних класів, що забезпечує одержання синергітичного ефекту, у такий спосіб одержуючи дуже високі характеристики змащення. [0089] Переважно, у розчин і, отже, в остаточному підсумку в мінеральну плівку, може бути додана одна або кілька сповільнюючих домішок, призначених для підвищення коефіцієнта тертя плівки для відповідності більш високому кінцевому крутному моменту при згвинчуванні, при цьому зберігаючи ефективне затягування, тим самим забезпечуючи ущільнення нарізного з'єднання. Варто розуміти, що кожна сповільнююча домішка обрана як функція специфічних фізичних якостей, що забезпечує одержання композиції зі здатністю «сповільнювати» рух, що виникає при згвинчуванні в режимі змащення як функції профілю крутного моменту при згвинчуванні для нарізного трубчастого з'єднання і, отже, форми одержання останнього. [0090] Сповільнюючі домішки, звичайно сформовані з дисперсій мінеральних або органічних часток, що мають відносно високу величину навантаження розколювання та/або сильні взаємодії часток або взаємне притягання часток та/або твердість за Моосом від середньої до високої, та/або реологічні властивості, що є стійкими до або протидіють руху, при цьому кожна сповільнююча домішка обрана з групи, що містить, щонайменше, оксид вісмуту, оксид титану, колоїдний кремнезем і сажу. [0091] Переважно, у розчин і, отже, в остаточному підсумку в мінеральну плівку, можуть бути додані нанометричні мінеральні частки (окис алюмінію, кремнезем, TiN) для збільшення фрикційної стійкості плівки. Більш конкретно, ці нанометричні частки уможливлюють регулювання коефіцієнта тертя плівки і поліпшення будівлі перехідних шарів або третіх фрикційних тіл. [0092] 3 метою посилення - якщо це необхідно - стійкості до стирання нарізної області можливо її покриття системою змащення, після того як була утворена мінеральна плівка. [0093] Не існує обмежень у виборі системи змащення, що може бути використана на плівці. Це так само може бути як звичайне змащення, так і сухе, нелипке покриття з мастильного матеріалу типу гарячого розплаву, наприклад, або іншого типу, з розумінням того, що адгезія покриття типу гарячого розплаву є оптимізованою через високу питому площу поверхні плівки. Термін «покриття гарячого розплаву» означає будь-яке полімерне покриття гарячого розплаву. Приклади цього типу покриття описані в документі FR-2 892 174, що включений у даний документ за допомогою посилання. [0094] Що стосується трибологічних результатів стосовно плівок, Заявник провів випробування тертям, використовуючи апарат за типом апарата Бріджмена. Цей тип апарата, зокрема, описаний у статті D Kuhlmann-Wilsdorf et al, «Plastic flow between Bridgman anvils under high pressures», J Matter Res, vol 6, no 12, Dec 1991. [0095] Схематичний і функціональний приклад апарата Бріджмена проілюстрований на фіг. 5. Цей апарат містить: • диск DQ, що може бути приведений в обертання з обраною частотою; • перше ковадло EC1, переважно конічне за типом, міцно прикріплене до першого торця диска DQ; • друге ковадло ЕС2, переважно конічне за типом, міцно прикріплене до другого торця диска DQ протилежно його першому торцю; • перший EP1 і другий ЕР2 елементи тиску, такі як поршні, наприклад, що можуть здійснювати обрані осьові тиски P; • третє ковадло ЕС3, переважно циліндричне за типом, що міцно прикріплене до одного торця першого елемента EP1 тиску; 7 UA 106997 C2 5 10 15 20 25 30 • четверте ковадло ЕС4, переважно циліндричне за типом, що міцно прикріплене до одного торця другого елемента ЕР2 тиску; [0096] Для випробування композиції мастильного матеріалу два шматки матеріалу, ідентичного тому, з якого сформований нарізний елемент, покривають зазначеною композицією для утворення першого S1 та другого S2 зразків. Потім перший зразок S1 поміщають між вільними торцями першої EC1 і третьої ЕС3 ковадл, а другий зразок S2 - між вільними торцями другої ЕС2 і четвертої ЕС4 ковадл. Потім диск DQ обертають з обраною частотою, при цьому здійснюючи обраний осьовий тиск P (наприклад, порядку 1,5 ГПа) кожним, першим EP1 і другим ЕР2, елементом тиску, і вимірюють крутний момент при згвинчуванні, прикладений до кожного зразка S1, S2. [0097] У випробуванні за Бріджменом осьовий тиск, частота обертання і кут обертання вибирають для моделювання тиску Герца і відносної швидкості упорних поверхонь наприкінці згвинчування. [0098] При використанні такого апарата можливе фіксування декількох різних пар (крутний момент при згвинчуванні, частота обертання) для прикладення попередньо визначених крутних моментів при згвинчуванні до зразків S1 і S2 і, отже, перевірка того, чи відповідає впритул зразки S1 і S2 даному профілю крутного моменту при згвинчуванні, і, зокрема, чи можуть вони досягти числа повних оборотів перед стиранням, що, щонайменше, дорівнює граничній величині, обраній щодо обраних крутних моментів при згвинчуванні. [0099] У представленому випадку обраний контактний тиск складав 500 МПа, а частота обертання - 10 об/хв. Зразки для випробування були утворені з нержавіючої сталі з 13% Cr, піддані механічній обробці, потім покриті різними складами для сухих плівок із кристалічною мінеральною структурою і високою питомою площею поверхні, при цьому самі плівки покриті покриттям з мастильного матеріалу типу в'язкопластичного полімеру. Композиція покриття з мастильного матеріалу була наступною: Поліетилен, що продається CLARIANT під торговою маркою PE 520 19% Карнаубський віск 15% Стеарат цинку 20% РАМА, що продається ROHMAX під торговою маркою VISCOPLEX 6-950 5% Похідна сполука сульфоната кальцію, що продається LUBRIZOL під торговою маркою ALOX 221IY 30% Фторований графіт 7% Політетрафторетилен 2% Нітрид бору 1% Барвник (хінізарин зелений C28H22N2O2) 0,5% Антиоксиданти, що продаються Ciba-Geigy: IRGANOX® L150 0,3% IRGAFOS® 168 0,2% [0100] Нижче таблиця показує, що плівки, описані вище, можуть дозволити число обертів перед стиранням, що набагато більше числа обертів, здійснюваних, коли зразки покриті лише покриттям з мастильного матеріалу типу в'язкопластичного полімеру. [0101] Нижче в таблиці співвідношення P/L позначає вагове співвідношення між домішками і розчинником. Тип плівки Форма нанесення Немає мінеральної плівки Vicafil TS915® Фосфат алюмінію в розчині у фосфорній кислоті Силікати натрію (Si-Na) Si-Na + клас 4 (PE/EBS) з (P/L = 0,25) Si-Na + клас 2 (Bi2S3) з (P/L = 0,25) 8 Занурення при 95°С Розпилення на підкладку при 200°C Розпилення на підкладку при 120°C Розпилення на підкладку при 120°C Розпилення на підкладку при Число обертів 5 87 195 21 53 118 UA 106997 C2 Тип плівки Форма нанесення Si-Na + клас 2 (Bi2S3) з (P/L = 1) Si-Na + клас 2 (Bi2S3) з (P/L = 2) Si-Na + клас 2 (Bi2S3) + посилення (нано АІ2О3). Співвідношення порошку (90/10) з (P/L = 1,5) Si-Na + клас 2 (Bi2S3) + посилення (сажа). Співвідношення порошку (90/10) з (PZL = 1) Si-Na + клас 2 (Bi2S3) + клас 4 (PE/EBS). Співвідношення порошку (90/10) з (P/L = 1) Si-Na + клас 2 (Bi2S3) + клас 4 (PE/EBS). Співвідношення порошку (90/10) 3(PZL = 2) 5 10 15 20 25 30 35 40 45 120°C Розпилення на підкладку при 120°C Розпилення на підкладку при 120°C Розпилення на підкладку при 120°C Розпилення на підкладку при 120°C Розпилення на підкладку при 120°C Розпилення на підкладку при 120°C Число обертів 170 48 105 115 93 105 [0102] Заявник також провів випробування згвинчування-розгвинчування нарізного з'єднання в реальних умовах, використовуючи трубчасті компоненти, що відповідають продукту VAM ТОР®. Операції згвинчування проводили, дотримуючись профілю, описаному на фіг. 2, на якій зображений крутний момент при згвинчуванні (затягуванні) як функції здійсненого числа обертань. [0103] Як видно, профіль для крутного моменту при згвинчуванні «найкращих» з'єднань може бути розбитий на 4 етапи. На першому етапі P1 зовнішні витки різьблення охоплюваного нарізного елемента (або штифта) першого компонента нарізного трубчастого з'єднання ще не мають якого-небудь радіального затягування з внутрішніми витками різьблення відповідного нарізного охоплюючого елемента (або втулки) другого компонента такого ж нарізного трубчастого з'єднання. [0104] На другому етапі Р2 геометрична взаємодія витків різьблення охоплюваного й охоплюючого нарізних елементів створює радіальне затягування, що збільшується протягом згвинчування (створюючи невеликий крутний момент, що збільшується при згвинчуванні). [0105] На третьому етапі Р3 ущільнювальна поверхня на зовнішній периферії кінцевої частини охоплюваного нарізного елемента радіально взаємодіє з відповідною ущільнювальною поверхнею охоплюючого нарізного елемента для одержання ущільнення метал/метал. [0106] На четвертому етапі Р4 поверхня переднього кінця охоплюваного нарізного елемента знаходиться в осьовому примиканні з кільцевою поверхнею упора для згвинчування охоплюючого нарізного елемента. Цей четвертий етап Р4 відповідає фазі закінчення згвинчування. Крутний момент при згвинчуванні CAB, що відповідає кінцю третього етапу Р3 і початку четвертого етапу Р4, називають крутним моментом на заплечику. Крутний момент CP при згвинчуванні, що відповідає кінцю четвертого етапу Р4, називають крутним моментом пластифікації. [0107] Передбачається, що після крутного моменту CP пластифікації охоплюваний упор для згвинчування (кінцева частина охоплюваного нарізного елемента) та/або охоплюючий упор для згвинчування (область, розташована за кільцевою упорною поверхнею нарізного охоплюючого елемента) піддається пластичній деформації, що також може знизити робочі характеристики у відношенні до щільності контакту між ущільнювальними поверхнями пластифікації ущільнювальних поверхонь. Різницю між величинами для крутного моменту CP пластифікації і крутного моменту CAB на заплечику називають опором CSB (CSB = CP - CAB) крутному моменту на заплечику. [0108] Нарізне трубчасте з'єднання піддається оптимізованому затягуванню наприкінці згвинчування, що є гарантією оптимізованих механічних властивостей нарізного з'єднання, наприклад, щодо розтяжних зусиль, але також щодо випадкового розгвинчування під час роботи, і оптимізованих ущільнювальних властивостей Розробник нарізного з'єднання, отже, повинен визначити для кожного даного типу нарізного з'єднання величину для оптимізованого крутного моменту при згвинчуванні, що, для всіх з'єднань цього типу нарізного з'єднання, повинен бути нижче крутного моменту CP пластифікації (щоб уникнути пластифікації упорів і виникаючих унаслідок цього недоліків) і вище крутного моменту CAB на заплечику. [0109] Завершення згвинчування крутним моментом, меншим ніж CAB, не може гарантувати правильного відносного розміщення охоплюваного й охоплюю чого елементів і, отже, ефективного затягування між їхніми ущільнювальними поверхнями. Більш того, існує ризик розгвинчування. Ефективна величина крутного моменту CAB на заплечику значно коливається 9 UA 106997 C2 5 10 15 20 25 від одного з'єднання до іншого для однакового типу з'єднання, тому що вона залежить від ефективних діаметрів витків різьблення й охоплюваної і охоплюючої ущільнювальної поверхні (поверхонь), і оптимізований крутний момент при згвинчуванні повинен бути по суті вище крутного моменту CAB на заплечику. Як наслідок, чим вище величина опору CSB крутному моменту на заплечику, тим буде більшою межа для визначення оптимізованого крутного моменту при згвинчуванні і міцніше нарізне з'єднання щодо експлуатаційних напружень. [0110] Випробування згвинчування-розгвинчування були проведені на з'єднанні VAM ТОР® 1 із зовнішнім діаметром 88,9 мм (тобто 3 /2 дюйма) і товщиною 6,45 мм (тобто 9,2 фунта/фут) і зі сталью сорту L80 13 Cr, що покрита мінеральною плівкою типу Vicafil TS910® з крутним моментом CP пластифікації 3930H м. Плівка була нанесена як на охоплюваний нарізний кінець, так і на охоплюючий нарізний кінець, і в якості покривного шару, тобто на мінеральній плівці, було використано сухе покриття з полімеру гарячого розплаву такого ж типу, що використаний в випробуванні з а Бріджменом. Після 15 обертів, що щораз супроводжуються розгвинчуванням, не спостерігалося будь-якого стирання. [0111] Отже, виявляється, що ці сухі плівки з кристалічною мінеральною структурою, що має високу питому площу поверхні, а також способи осадження, зв'язані з ними, складають потужну обробку, зокрема, для нарізних трубчастих компонентів, утворених з нержавіючої сталі. [0112] Крім того, нанесення сухих плівок із кристалічною мінеральною структурою, що має високу питому площу поверхні, переважно не обмежено нанесенням на нарізні області 3, 4 з'єднань, використовуваних для буріння й експлуатації вуглеводневих свердловин. Були отримані добрі результати, виходячи зі стійкості до стирання, коли такі плівки були нанесені на ущільнювальні області 5, 6 з'єднань компонентів, використовувані при експлуатації вуглеводневих свердловин, а не тільки для буріння. Ці ущільнювальні поверхні, призначені для входження в ущільнювальний контакт при затягуванні один з одним після з'єднання двох нарізних елементів шляхом згвинчування, при цьому контакт при затягуванні між ущільнювальними поверхнями 5, 6 має напруг напруження Герца такого ж порядку, що спостерігаються в нарізних областях 3, 4. ФОРМУЛА ВИНАХОДУ 30 35 40 45 50 55 60 1. Спосіб нанесення покриття на стійкий до стирання нарізний трубчастий компонент для буріння або експлуатації вуглеводневих свердловин, при цьому зазначений трубчастий компонент містить на одному зі своїх кінців (1, 2) нарізну область (3, 4), виконану на його зовнішній або внутрішній периферичній поверхні в залежності від того, чи є нарізний кінець охоплюваним чи охоплюючим за типом, який відрізняється тим, що спосіб включає наступні етапи, на яких: розчиняють силікат лужного металу у воді або фосфат металу у кислоті; осаджують отриманий у такий спосіб розчин щонайменше на частину нарізної області (3, 4); випаровують зазначений розчинник для одержання сухої плівки з кристалічною мінеральною 2 структурою, що має питому площу поверхні, що складає більш ніж 20 м /г. 2. Спосіб за п. 1, який відрізняється тим, що питома площа поверхні сухої плівки, що має 2 кристалічну мінеральну структуру, складає більш ніж 100 м /г. 3. Спосіб за будь-яким з пп. 1, 2, який відрізняється тим, що розчин осаджують розпиленням. 4. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що розчин осаджують зануренням. 5. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що перед осадженням розчину нарізну область нагрівають у межах від 50 °C до 250 °C. 6. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що після осадження розчину нарізну область нагрівають у межах від 50 °C до 300 °C. 7. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що розчин осаджують при температурі, що незначно нижче його точки кипіння. 8. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що перед осадженням розчину в нього додають антикорозійну речовину. 9. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що перед осадженням розчину в нього додають дисперговані частинки твердого мастильного матеріалу (мастильних матеріалів), при цьому зазначені частинки твердого мастильного матеріалу (мастильних матеріалів) містять частинки мастильних матеріалів щонайменше з одного з класів 1, 2, 3 і 4. 10. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що перед осадженням розчину в нього додають сповільнюючу домішку, сформовану з дисперсій мінеральних або органічних частинок, що мають відносно високу величину навантаження розколювання та/або сильні взаємодії частинок або взаємне притягання частинок, та/або твердість за Моосом від 10 UA 106997 C2 5 10 15 20 25 30 35 40 45 50 55 середньої до високої, та/або реологічні властивості, що є стійкими до або протидіють руху, при цьому кожна сповільнююча домішка вибрана з групи, утримуючої щонайменше оксид вісмуту, оксид титану, колоїдний кремнезем і сажу. 11. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що перед осадженням розчину в нього додають нанометричні мінеральні частинки (окис алюмінію, кремнезем, TiN) для збільшення фрикційної стійкості мінеральної плівки шляхом регулювання коефіцієнта тертя. 12. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що перед осадженням розчину в нього додають фулеренові частинки для збільшення фрикційної стійкості плівки шляхом зниження коефіцієнта тертя. 13. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що перед осадженням розчину в нього додають органічну дисперсію/емульсію. 14. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що після утворення мінеральної плівки нарізну область покривають мастильним матеріалом. 15. Спосіб за попереднім пунктом, який відрізняється тим, що мастильний матеріал є гарячим розплавом. 16. Стійкий до стирання нарізний трубчастий компонент для буріння або експлуатації вуглеводневих свердловин, при цьому зазначений трубчастий компонент містить на одному зі своїх кінців (1, 2) нарізну область (3, 4), виконану на його зовнішній або внутрішній периферичній поверхні в залежності від того, чи є нарізний кінець охоплюваним або охоплюючим за типом, який відрізняється тим, що щонайменше одна частина нарізної області (3, 4) покрита сухою плівкою, що має кристалічну структуру, що має питому площу поверхні 2 більш ніж 20 м /г, головним чином сформованою із силікату лужного металу або з фосфату металу. 17. Стійкий до стирання нарізний трубчастий компонент за п. 16, який відрізняється тим, що питома площа поверхні сухої плівки, що має кристалічну мінеральну структуру, складає більш 2 ніж 100 м /г. 18. Стійкий до стирання нарізний трубчастий компонент за будь-яким з пп. 16, 17, який відрізняється тим, що плівка містить антикорозійну речовину. 19. Стійкий до стирання нарізний трубчастий компонент за будь-яким з пп. 16-18, який відрізняється тим, що плівка містить дисперговані частинки твердого мастильного матеріалу (мастильних матеріалів), при цьому зазначені частинки твердого мастильного матеріалу (мастильних матеріалів) містять частинки мастильних матеріалів щонайменше з одного з класів 1, 2, 3 і 4. 20. Стійкий до стирання нарізний трубчастий компонент за будь-яким з пп. 16-19, який відрізняється тим, що плівка містить сповільнюючу домішку, сформовану з дисперсій мінеральних або органічних частинок, що мають відносно високу величину навантаження розколювання та/або сильні взаємодії частинок або взаємне притягання частинок, та/або твердість за Моосом від середньої до високої, та/або реологічні властивості, що є стійкими до або протидіють руху, при цьому кожна сповільнююча домішка вибрана з групи, що містить щонайменше оксид вісмуту, оксид титану, колоїдний кремнезем і сажу. 21. Стійкий до стирання нарізний трубчастий компонент за будь-яким з пп. 16-20, який відрізняється тим, що плівка містить нанометричні мінеральні частинки (оксид алюмінію, кремнезем, TiN) для збільшення фрикційної стійкості мінерального шару шляхом регулювання коефіцієнта тертя. 22. Стійкий до стирання нарізний трубчастий компонент за будь-яким з пп. 16-21, який відрізняється тим, що плівка містить частинки фулеренів для збільшення фрикційної стійкості мінеральної плівки шляхом зниження коефіцієнта тертя. 23. Стійкий до стирання нарізний трубчастий компонент за будь-яким з пп. 16-22, який відрізняється тим, що плівка містить органічні сполуки для збільшення границі текучості мінеральної плівки. 24. Стійкий до стирання нарізний трубчастий компонент за будь-яким з пп. 16-23, який відрізняється тим, що нарізна область (3, 4), що покрита мінеральною плівкою, покрита мастильним матеріалом. 25. Стійкий до стирання нарізний трубчастий компонент за п. 24, який відрізняється тим, що мастильний матеріал є гарячим розплавом. 26. Нарізне трубчасте з'єднання, що містить охоплюваний нарізний трубчастий компонент і охоплюючий нарізний трубчастий компонент, які згвинчені один в іншому, яке відрізняється тим, що щонайменше один із зазначених нарізних трубчастих компонентів знаходиться у відповідності до одного з компонентів за пп. 16-25. 11 UA 106997 C2 12 UA 106997 C2 13 UA 106997 C2 Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 14
ДивитисяДодаткова інформація
Автори англійськоюPinel, Eliette, Gard, Eric
Автори російськоюПинель Элит, Гард Эрик
МПК / Мітки
МПК: C10N 30/12, C10M 103/00, C10N 30/06
Мітки: стійкий, нанесення, стирання, спосіб, покриття, зазначений, компонент, трубчастий, нарізний
Код посилання
<a href="https://ua.patents.su/16-106997-stijjkijj-do-stirannya-nariznijj-trubchastijj-komponent-i-sposib-nanesennya-pokrittya-na-zaznachenijj-komponent.html" target="_blank" rel="follow" title="База патентів України">Стійкий до стирання нарізний трубчастий компонент і спосіб нанесення покриття на зазначений компонент</a>
Стійкий до утворення задирок різьбовий трубний компонент і спосіб нанесення покриття на зазначений компонент
Номер патенту: 105555
Опубліковано: 26.05.2014
Автори: Гард Ерік, Пінель Еліт, Гуідер Мохамед, Петі Мікаель
МПК: E21B 17/042, C09D 175/08, F16L 15/04
Мітки: трубний, стійкий, спосіб, покриття, утворення, нанесення, компонент, зазначений, різьбовий, задирок
Формула / Реферат:
1. Стійкий до утворення задирок різьбовий трубний компонент для буріння або експлуатації вуглеводневих свердловин, де зазначений трубний компонент містить на одному з його кіпців (1; 2) різьбову зону (3; 4), виконану на його зовнішній або внутрішній периферійній поверхні в залежності від того, належить різьбовий кінець до охоплюваного або охоплюючого типу, який відрізняється тим, що щонайменше частина кінця (1; 2) покривається сухою плівкою,...
Спосіб нанесення гібридного покриття, яке створює термічний бар’єр (варіанти), та покритий металевий компонент
Номер патенту: 81716
Опубліковано: 25.01.2008
Автори: Террі Хезер А., Шліхтінг Кевін У., Літтон Девід А., Пєтражкєвіч Едвард Ф.
МПК: C23C 14/06, C23C 28/00, C23C 14/00
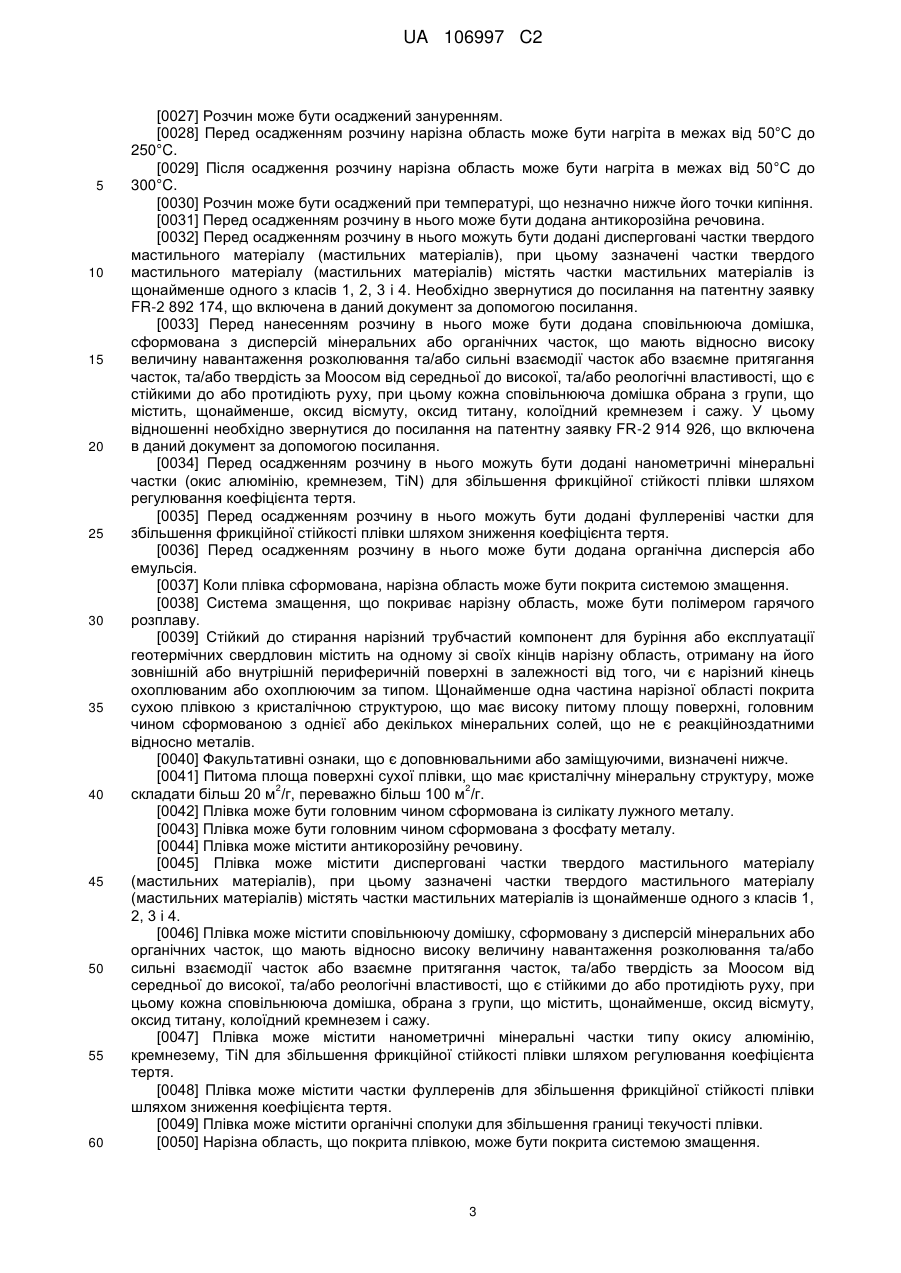
Мітки: спосіб, компонент, бар'єр, покриття, металевій, створює, варіанти, покритий, нанесення, термічній, яке, гібридного
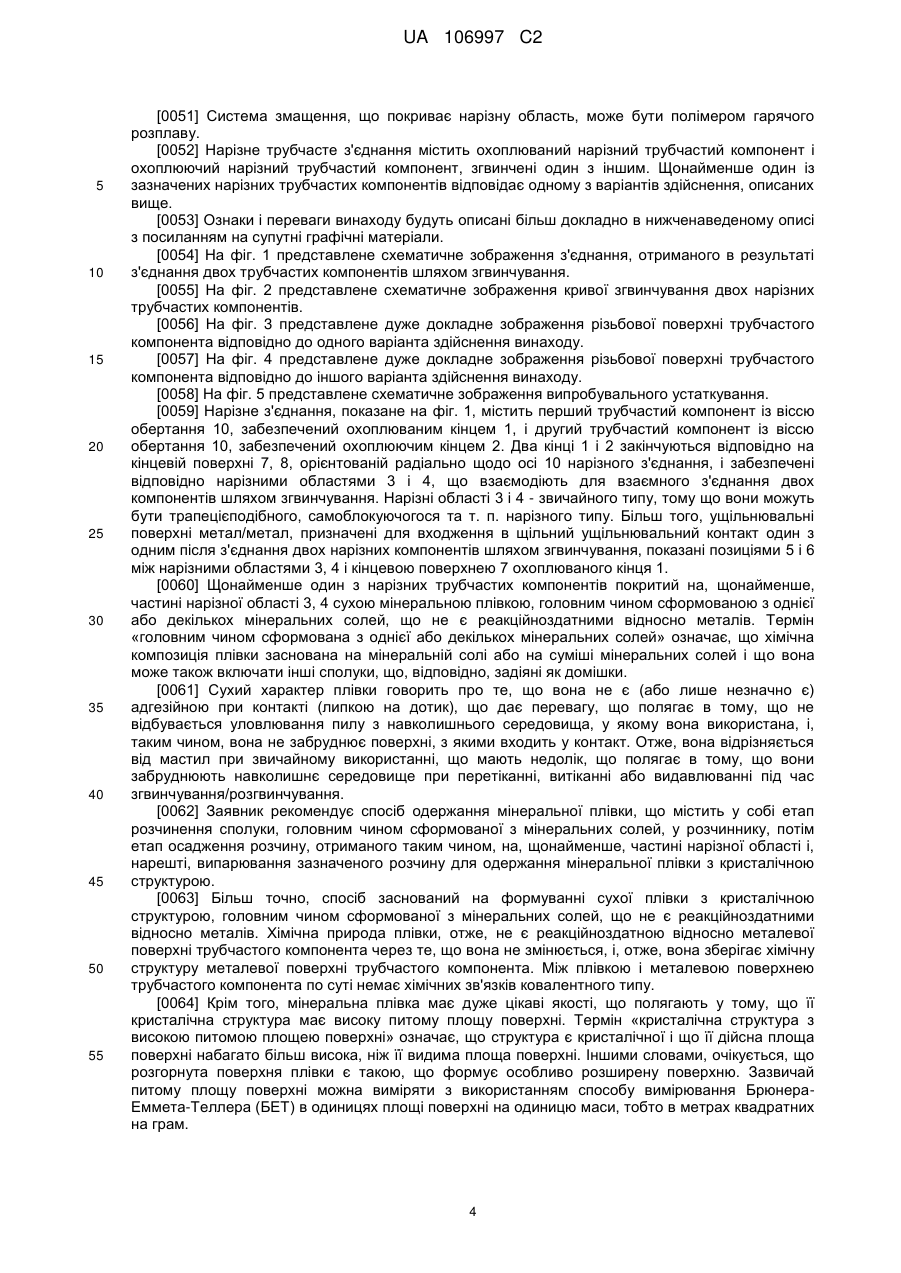
Формула / Реферат:
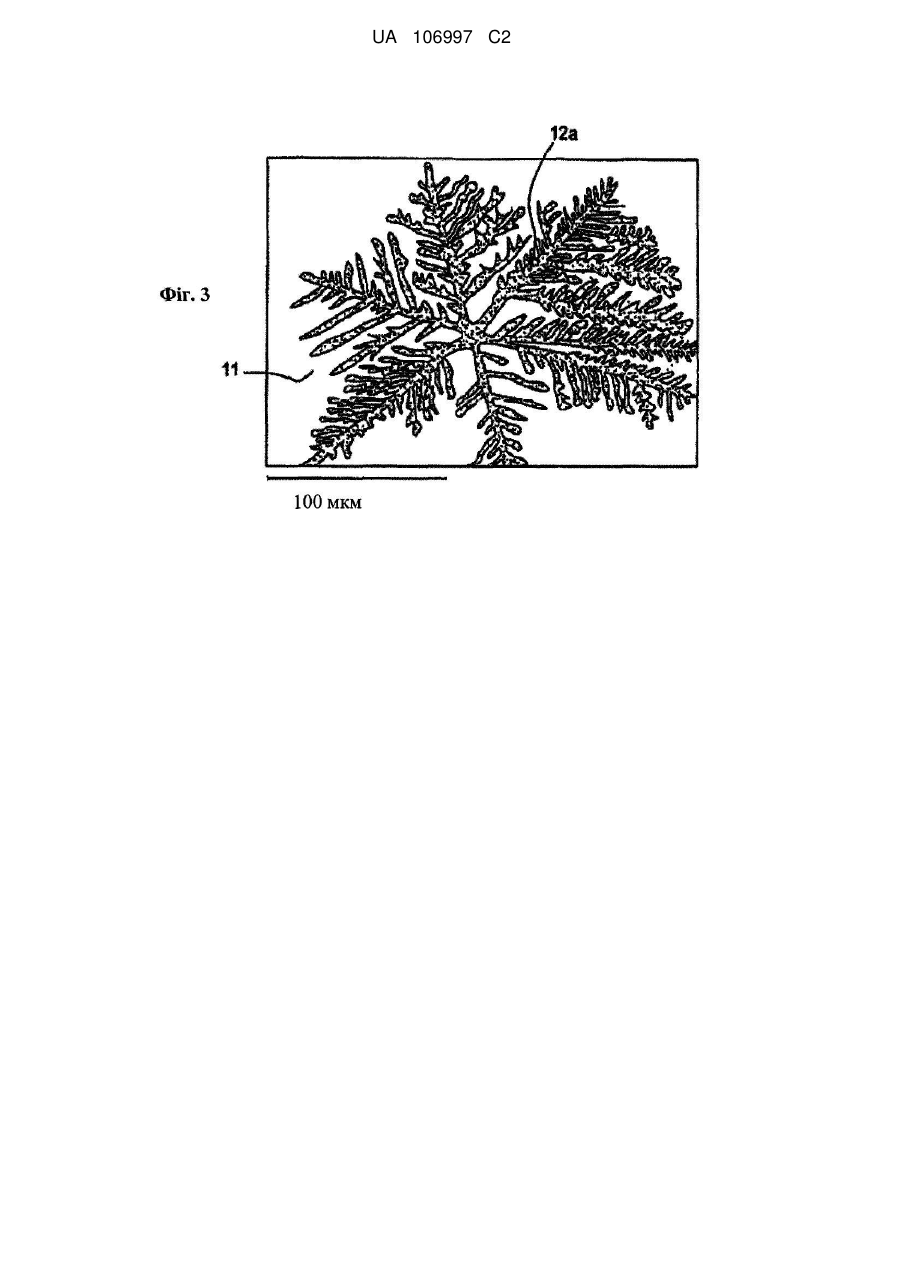
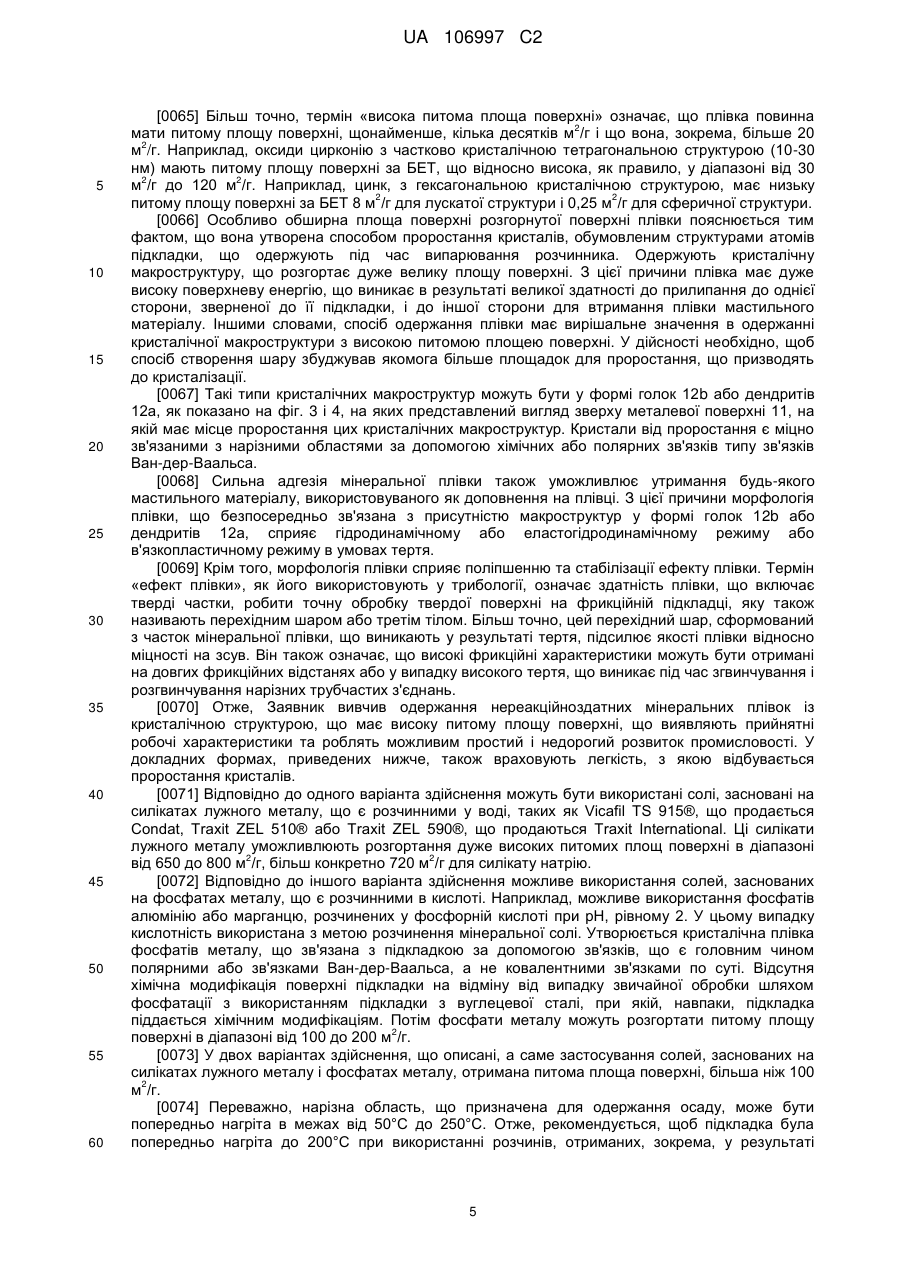
1. Спосіб нанесення гібридного покриття, яке створює термічний бар'єр, який включає:маскування принаймні частини першої поверхні металевого компонента першим маскувальним шаром;нанесення матеріалу першого покриття, що має перший показник теплопровідності, на принаймні частину другої поверхні металевого компонента;вилучення першого маскувального шару;нанесення матеріалу другого покриття, що має другий показник...
Стійкий до стирання сипкий глікоціамінвмісний формований матеріал та спосіб його виготовлення (варіанти)
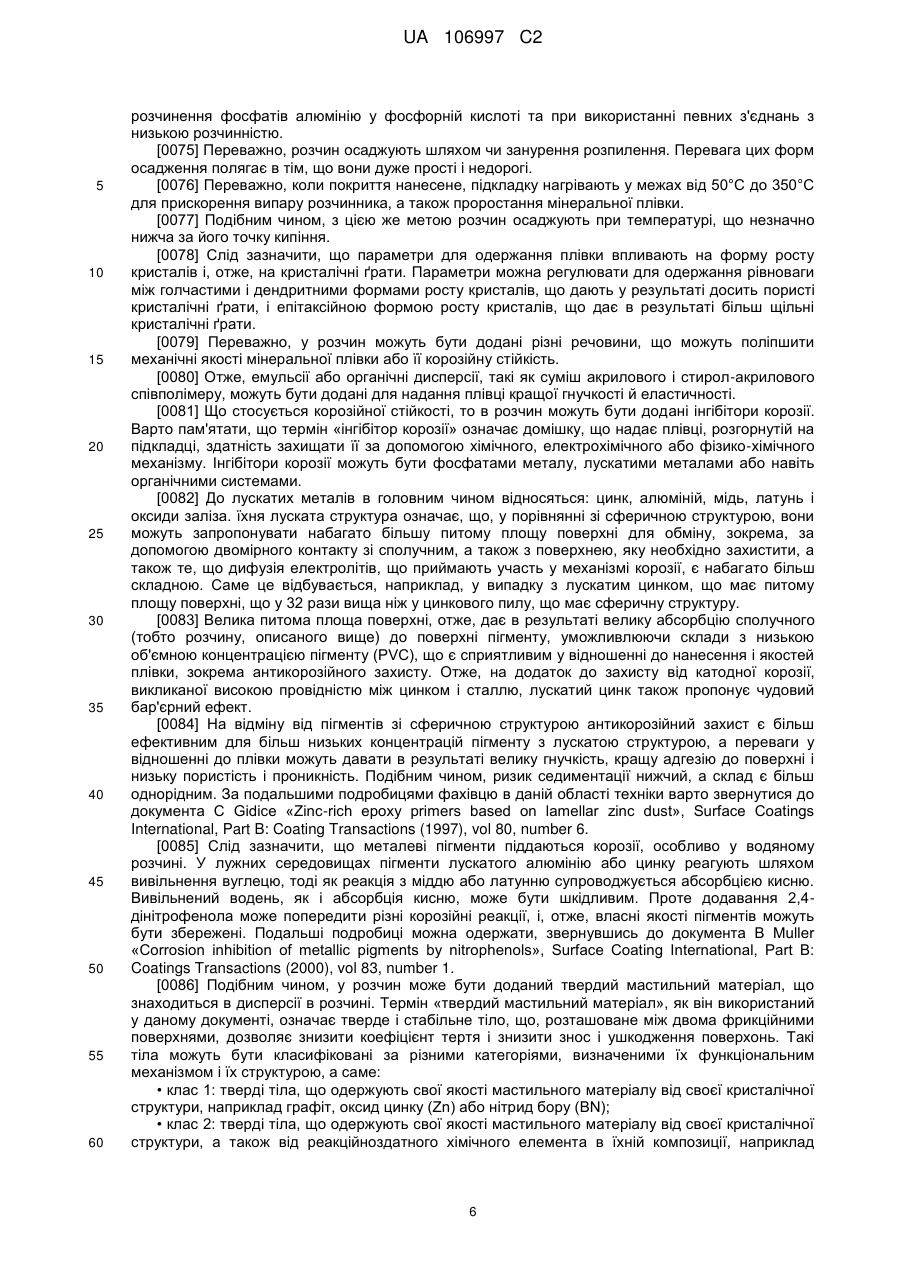
Номер патенту: 98973
Опубліковано: 10.07.2012
Автори: Вінклер Штефан, Ерль Зузанне, Мьоллер Роланд
МПК: A61K 31/195, A23K 1/16
Мітки: формований, глікоціамінвмісний, варіанти, матеріал, сипкий, стійкий, стирання, спосіб, виготовлення
Формула / Реферат:
1. Стійкий до стирання та сипкий глікоціамінвмісний формований матеріал, який має насипну густину в межах від 350 кг/м3 до 850 кг/м3, діапазон розмірів частинок від 32 мкм до 2750 мкм та вміст глікоціаміну від 55 % (мас.) до 99,9 % (мас.) від загальної маси.2. Формований матеріал за п. 1, який відрізняється тим, що згаданий формований матеріал містить органічні або неорганічні в'яжучі у кількості від 0,05 % (мас.) до 15 % (мас.),...
Композиція покриття, яка містить полісечовину, спосіб нанесення покриття та основа з нанесеною композицією покриття

Номер патенту: 93303
Опубліковано: 25.01.2011
Автори: Амброуз Роналд Р., Марц Джонатан Т., Фюрар Джон, Сенкфор Ховард Л., Хоксвендер Томас Р., Баранчик Стівен В.
МПК: C09D 175/00
Мітки: полісечовину, композицією, основа, містить, нанесеною, покриття, нанесення, композиція, спосіб, яка
Формула / Реферат:
1. Композиція покриття, яка містить полісечовину, одержану з реакційної суміші, яка містить:a) перший компонент, який містить ізоціанат; іb) другий компонент, який містить амін/(мет)акрилатний олігомерний продукт реакції між поліаміном, полі(мет)акрилатом і моно(мет)акрилатом або моноаміном.2. Композиція покриття за п. 1, яка відрізняється тим, що співвідношення еквівалентів ізоціанатних груп і еквівалентів амінових груп...
Металевий виріб, що має покриття для створення теплового бар’єра, і спосіб нанесення покриття
Номер патенту: 65548
Опубліковано: 15.04.2004
Автор: Рікербі Девід Стеффорд
МПК: C23C 28/00, C23C 14/22
Мітки: має, нанесення, спосіб, бар'єра, створення, покриття, металевій, теплового, виріб
Формула / Реферат:
1. Металевий виріб, який має зв'язуюче покриття на поверхні металевого виробу та керамічне покриття, що забезпечує тепловий бар'єр, розташоване на зв'язуючому покритті, містить множину стовпчастих зерен, що проходять по суті перпендикулярно до поверхні металевого виробу, і має внутрішню частину, що примикає до зв'язуючого покриття, проміжну частину, розташовану на внутрішній частині, і зовнішню частину розташовану на проміжній частині,...
Попередній патент: Пестицидна суміш
Наступний патент: Горілка “ікряна червона” (“caviar red”)
Випадковий патент: Газометричний спосіб контролю механічного недопалу пального