Металевий виріб, що має покриття для створення теплового бар’єра, і спосіб нанесення покриття
Формула / Реферат
1. Металевий виріб, який має зв'язуюче покриття на поверхні металевого виробу та керамічне покриття, що забезпечує тепловий бар'єр, розташоване на зв'язуючому покритті, містить множину стовпчастих зерен, що проходять по суті перпендикулярно до поверхні металевого виробу, і має внутрішню частину, що примикає до зв'язуючого покриття, проміжну частину, розташовану на внутрішній частині, і зовнішню частину розташовану на проміжній частині, причому внутрішня частина має стовпчасті зерна, які мають поперечний переріз, що збільшується зі збільшенням відстані від поверхні металевого виробу, і заблоковані на різній відстані від поверхні металевого виробу іншими стовпчастими зернами, який відрізняється тим, що в зовнішній частині кожне стовпчасте зерно має по суті постійну площу поперечного перерізу по всій його довжині та згладжені бокові поверхні без наявності субзерен, що виступають з них, і відокремлене від сусідніх зерен однаковими проміжками для мінімізації напруги або деформації у стовпчастих зернах та/або мінімізації напруги або деформації між сусідніми стовпчастими зернами і, тим самим, збільшення опору сколюванню керамічного покриття, що забезпечує тепловий бар'єр.
2. Металевий виріб за п. 1, який відрізняється тим, що зв'язуюче покриття складається зі зв'язуючого покриття на поверхні металевого виробу, яке містить алюміній, та має поверхневий шар з оксиду алюмінію, при цьому керамічне покриття, яке забезпечує тепловий бар'єр, розташоване на шарі оксиду алюмінію.
3. Металевий виріб за п. 2, який відрізняється тим, що зв'язуюче покриття, яке містить алюміній, містить зв'язуюче покриття з MCrАІY, де М являє собою принаймні один елемент з групи, що включає кобальт, залізо та нікель, покриття з алюмініду або покриття з алюмініду платини.
4. Металевий виріб за п. 1, який відрізняється тим, що зв'язуюче покриття містить зв'язуюче покриття з MCrАІY на поверхні металевого виробу, де М являє собою принаймні один елемент з групи, що включає кобальт, залізо та нікель, шар збагаченого платиною MCrАІY на зв'язуючому покритті з MCrАІY, шар алюмініду платини на збагаченому платиною шарі MCrАІY, що має поверхневий шар з оксиду алюмінію, при цьому керамічне покриття, яке забезпечує тепловий бар'єр, розташоване на шарі оксиду алюмінію.
5. Металевий виріб за п. 1, який відрізняється тим, що він має поверхневий шар з оксиду алюмінію, причому керамічне покриття, яке забезпечує тепловий бар'єр, розташоване на шарі оксиду алюмінію.
6. Металевий виріб за будь-яким з пп. 1 - 5, який відрізняється тим, що він являє собою виріб з нікелевого суперсплаву або кобальтового суперсплаву.
7. Металевий виріб за будь-яким з пп. 1 - 6, який відрізняється тим, що він являє собою лопатку турбіни або лопать турбіни.
8. Металевий виріб за будь-яким з пп. 1 - 7, який відрізняється тим, що керамічне покриття, яке забезпечує тепловий бар'єр, містить оксид цирконію.
9. Металевий виріб за п. 8, який відрізняється тим, що оксид цирконію стабілізовано ітрієм.
10. Металевий виріб за будь-яким з пп. 1 - 9, який відрізняється тим, що зовнішня частина керамічного покриття складає від 38 до 67% товщини керамічного покриття, яке забезпечує тепловий бар'єр.
11. Металевий виріб за п. 10, який відрізняється тим, що зовнішня частина керамічного покриття складає від 40 до 60% товщини керамічного покриття, яке забезпечує тепловий бар'єр,
12. Металевий виріб за будь-яким з пп. 1 - 11, який відрізняється тим, що ширина стовпчастих керамічних зерен в зовнішній частині зростає з приростом, рівним або меншим за 2,0 мікрометри на 100 мікрометрів довжини стовбчастого керамічного зерна.
13. Металевий виріб за п. 12, який відрізняється тим, що ширина стовпчастих керамічних зерен в зовнішній частині зростає з приростом, рівним або меншим за 1,7 мікрометра на 100 мікрометрів довжини стовбчастого керамічного зерна.
14. Металевий виріб за п. 13, який відрізняється тим, що ширина стовпчастих керамічних зерен в зовнішній частині зростає з приростом, рівним або меншим за 0,24 мікрометра на 100 мікрометрів довжини стовбчастого керамічного зерна.
15. Спосіб нанесення керамічного покриття, що забезпечує тепловий бар'єр, на металевий виріб, який складається з утворення зв'язуючого покриття на поверхні металевого виробу, нанесення керамічного покриття, що забезпечує тепловий бар'єр, на зв'язуюче покриття шляхом осадження з парової фази для утворення множини стовпчастих зерен, що проходять по суті перпендикулярно до поверхні металевого виробу, який відрізняється тим, що осадження з парової фази керамічного покриття, яке забезпечує тепловий бар'єр, складається з осадження внутрішньої частини, що прилягає до зв'язуючого покриття, осадження проміжної частини на внутрішню частину та осадження зовнішньої частини на проміжну частину, причому внутрішня частина має стовпчасті зерна, що мають поперечний переріз, який збільшується із зростанням відстані від поверхні металевого виробу, і заблоковані на різній відстані від поверхні металевого виробу іншими стовпчастими зернами, і здійснюють регулювання швидкості випаровування кераміки, температури і швидкості обертання металевого виробу в процесі осадження з парової фази керамічного покриття, що забезпечує тепловий бар'єр, причому швидкість випаровування кераміки складає від 3 до 5 мікрометрів за хвилину, температура металевого виробу складає від 1000 до 1100 °С і швидкість його обертання складає 15 обертів за хвилину, причому в зовнішній частині кожне стовпчасте зерно має по суті постійну площу поперечного перерізу по всій його довжині та згладжені бокові поверхні без наявності субзерен, що виступають з них, і відокремлене від сусідніх зерен однаковими проміжками для мінімізації напруги або деформації в стовпчастих зернах та/або мінімізації напруги або деформації між сусідніми стовпчастими зернами і, тим самим, збільшення опору сколюванню керамічного покриття, що забезпечує тепловий бар'єр.
16. Спосіб за п.15, який відрізняється тим, що містить нанесення зв'язуючого покриття, яке містить алюміній, на металевий виріб та утворення шару оксиду алюмінію на зв'язуючому покритті, яке містить алюміній.
17. Спосіб за п.16, який відрізняється тим, що зв'язуюче покриття, яке містить алюміній, містить зв'язуюче покриття з MCrАІY, де М являє собою принаймні один елемент з групи, що включає кобальт, залізо та нікель, алюмінід або алюмінід платини.
18. Спосіб за п.15, який відрізняється тим, що містить нанесення зв'язуючого покриття з MCrАІY на поверхню металевого виробу, де М являє собою принаймні один елемент з групи, що включає кобальт, залізо та нікель, утворення збагаченого платиною шару MCrАІY на зв'язуючому покритті з MCrАІY, утворення шару алюмініду платини на збагаченому платиною шарі MCrАІY та утворення поверхневого шару оксиду алюмінію на шарі алюмініду платини.
19. Спосіб за 15, який відрізняється тим, що містить утворення поверхневого шару оксиду алюмінію на поверхні металевого виробу.
20. Спосіб за будь-яким з пп.15 - 19, який відрізняється тим, що металевий виріб одержують з нікелевого суперсплаву або з кобальтового суперсплаву.
21. Спосіб за будь-яким з пп.15 - 20, який відрізняється тим, що як металевий виріб використовують лопатку турбіни або лопать турбіни.
22. Спосіб за будь-яким з пп.15 - 21, який відрізняється тим, що використовують керамічне покриття, що забезпечує тепловий бар'єр, яке містить оксид цирконію.
23. Спосіб за п. 22, який відрізняється тим, що оксид цирконію стабілізують ітрієм.
24. Спосіб за будь-яким з пп.15 - 23, який відрізняється тим, що керамічне покриття, що забезпечує тепловий бар'єр, наносять шляхом фізичного осадження з парової фази.
25. Спосіб за п. 24, який відрізняється тим, що керамічне покриття, що забезпечує тепловий бар'єр, наносять фізичним осадженням з парової фази електронно-променевим методом.
Текст
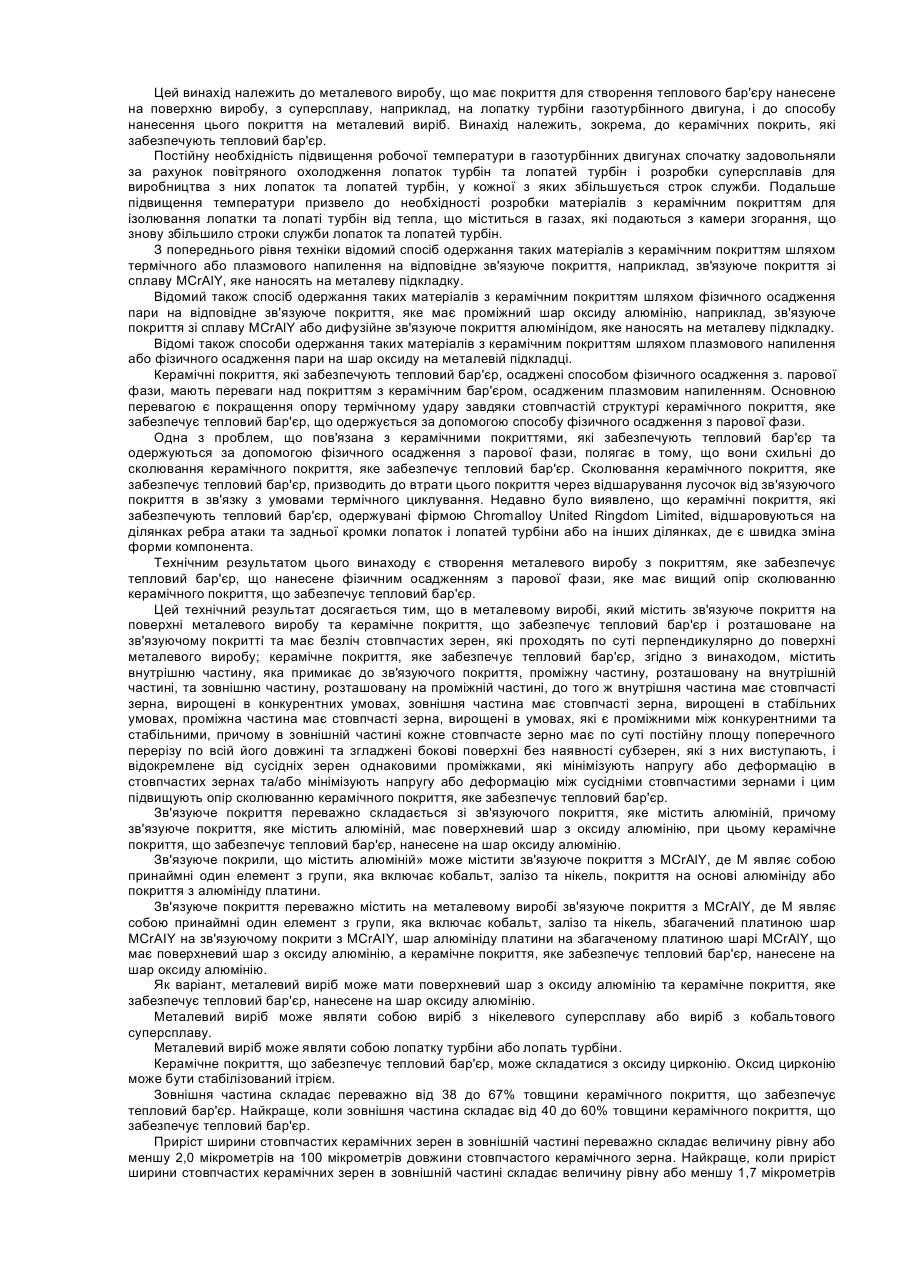
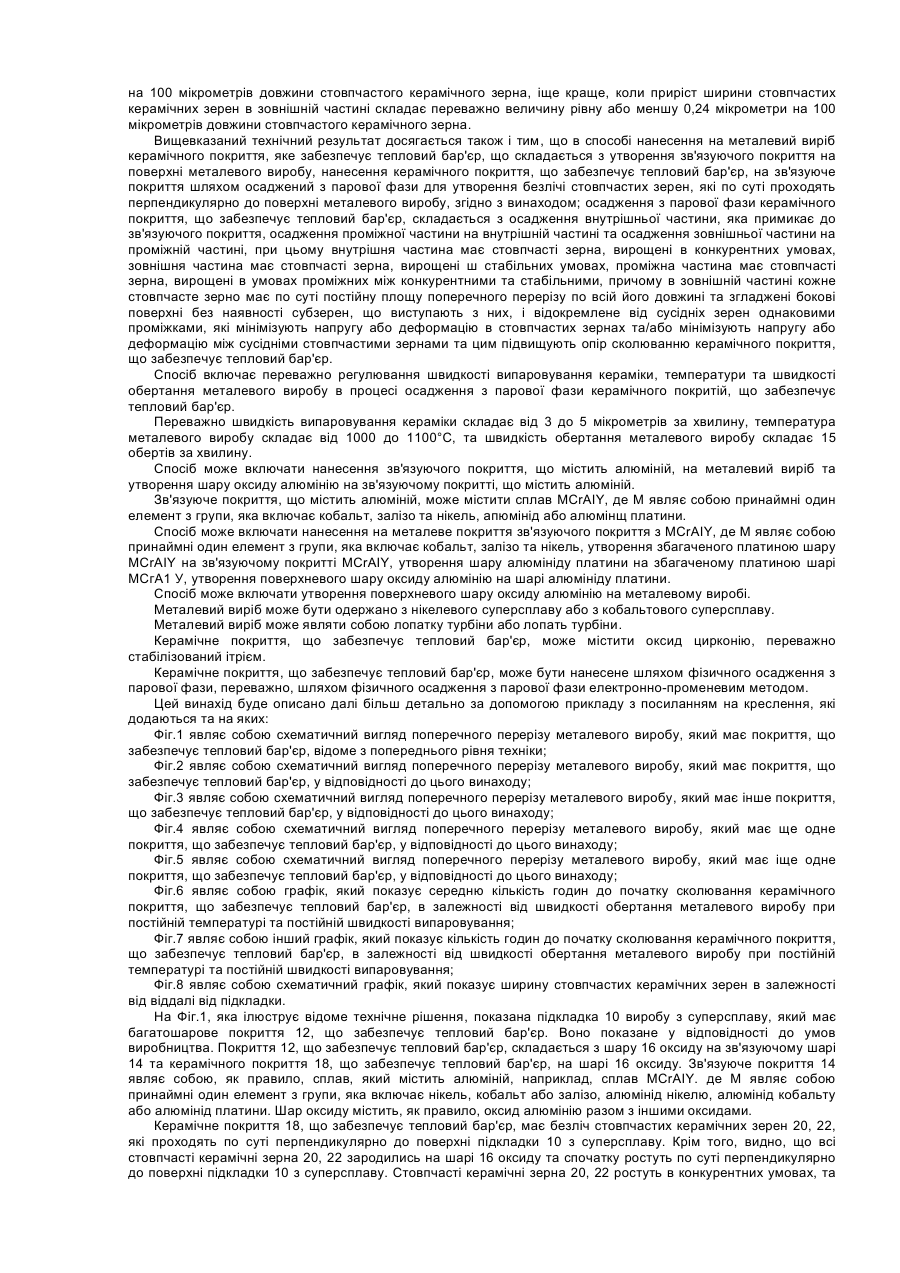
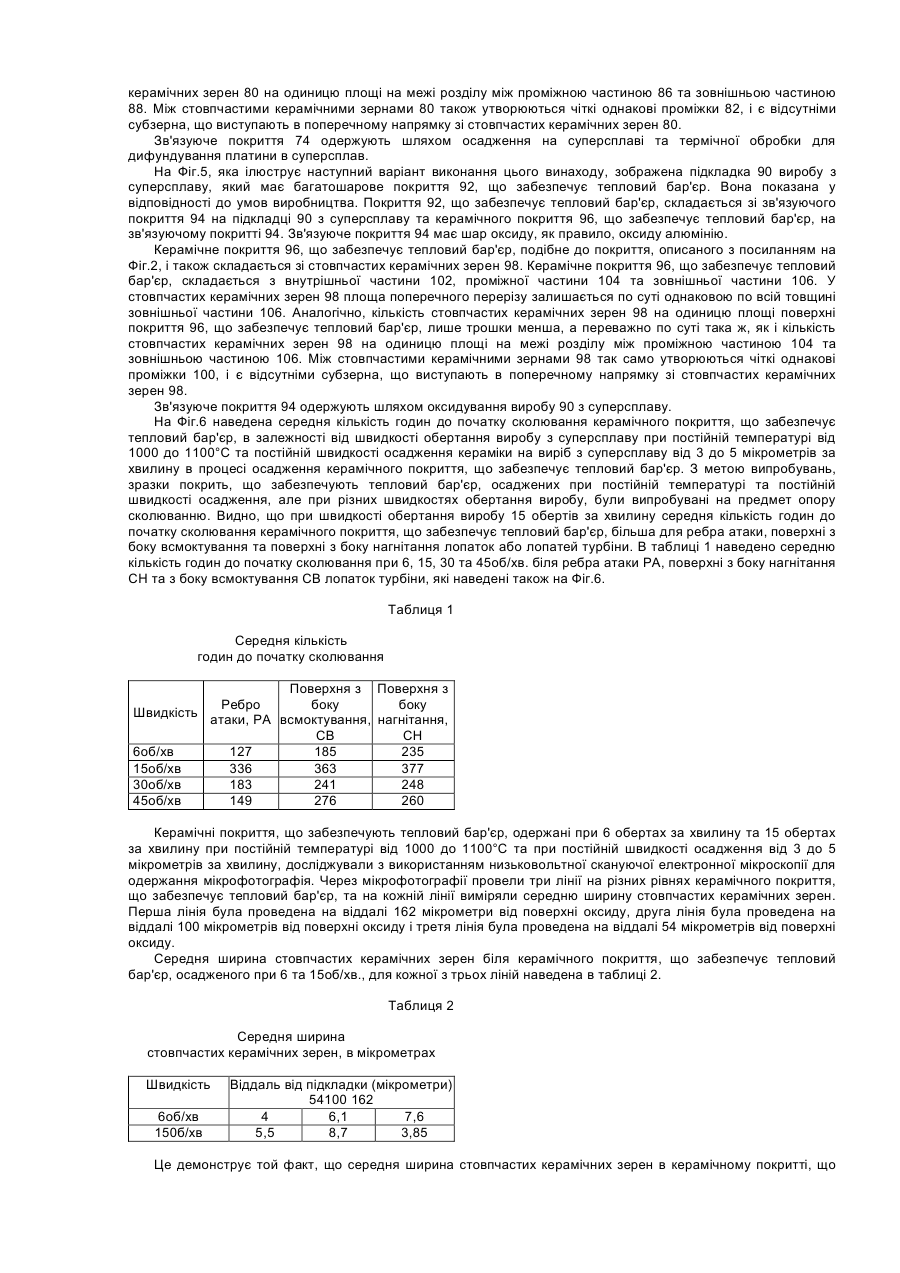
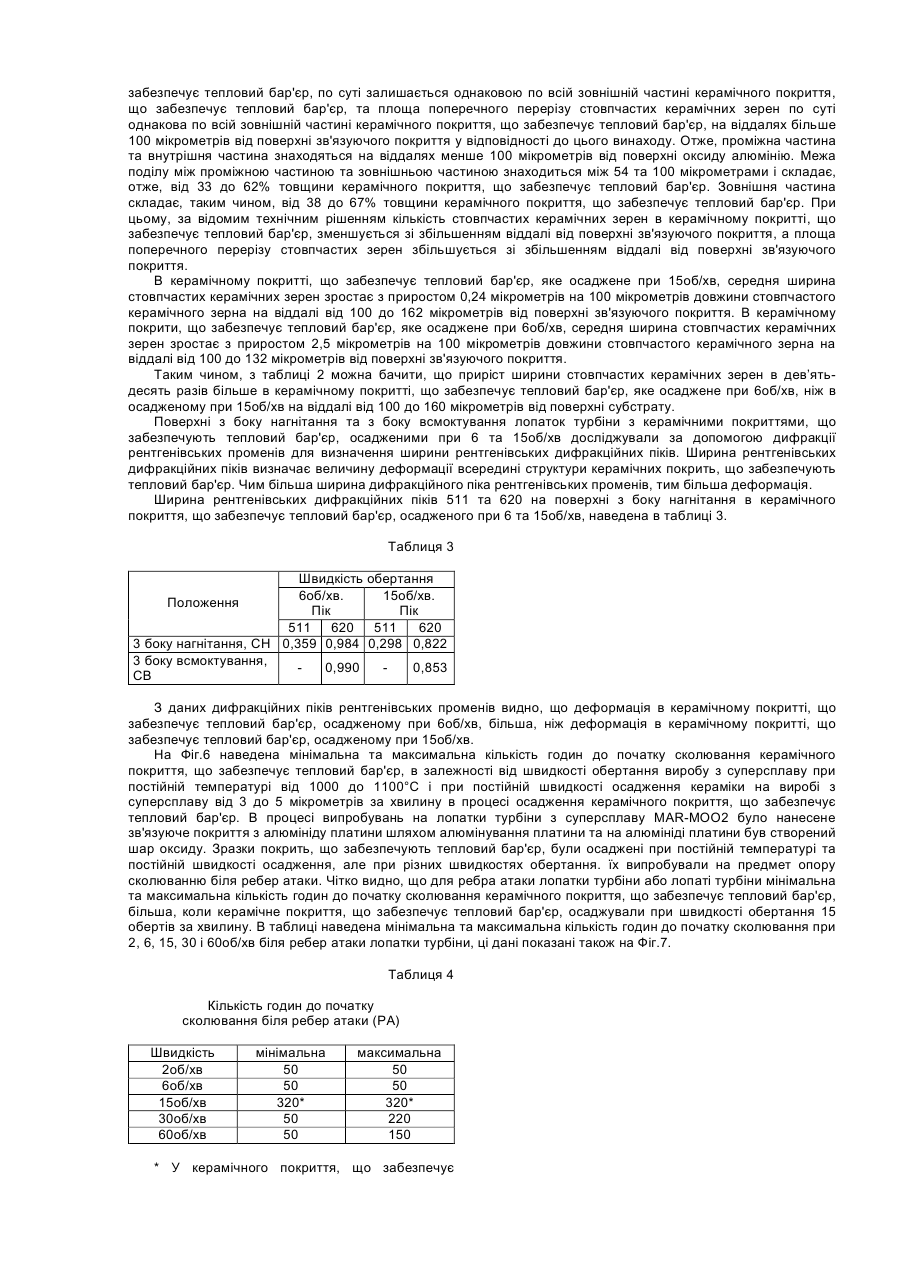
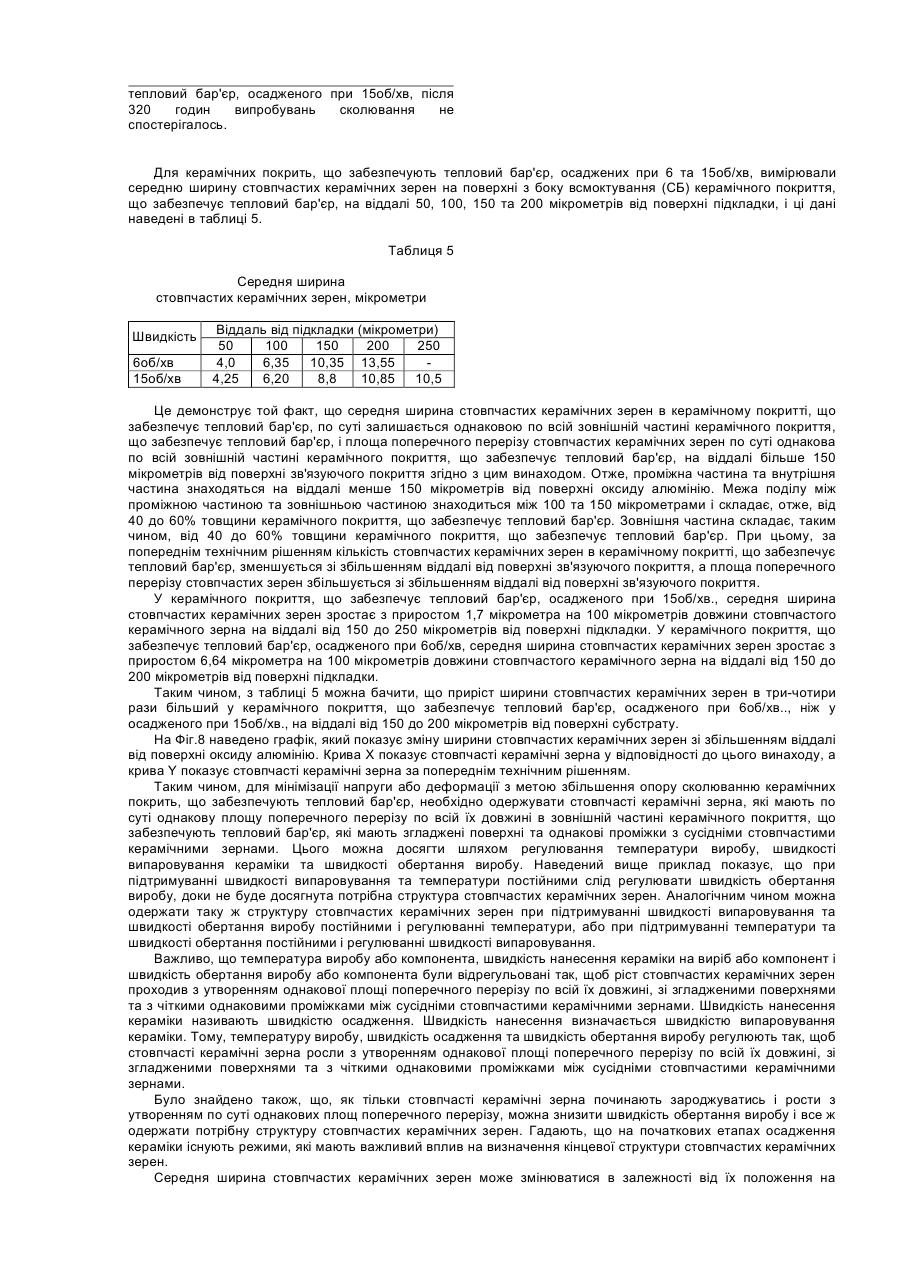
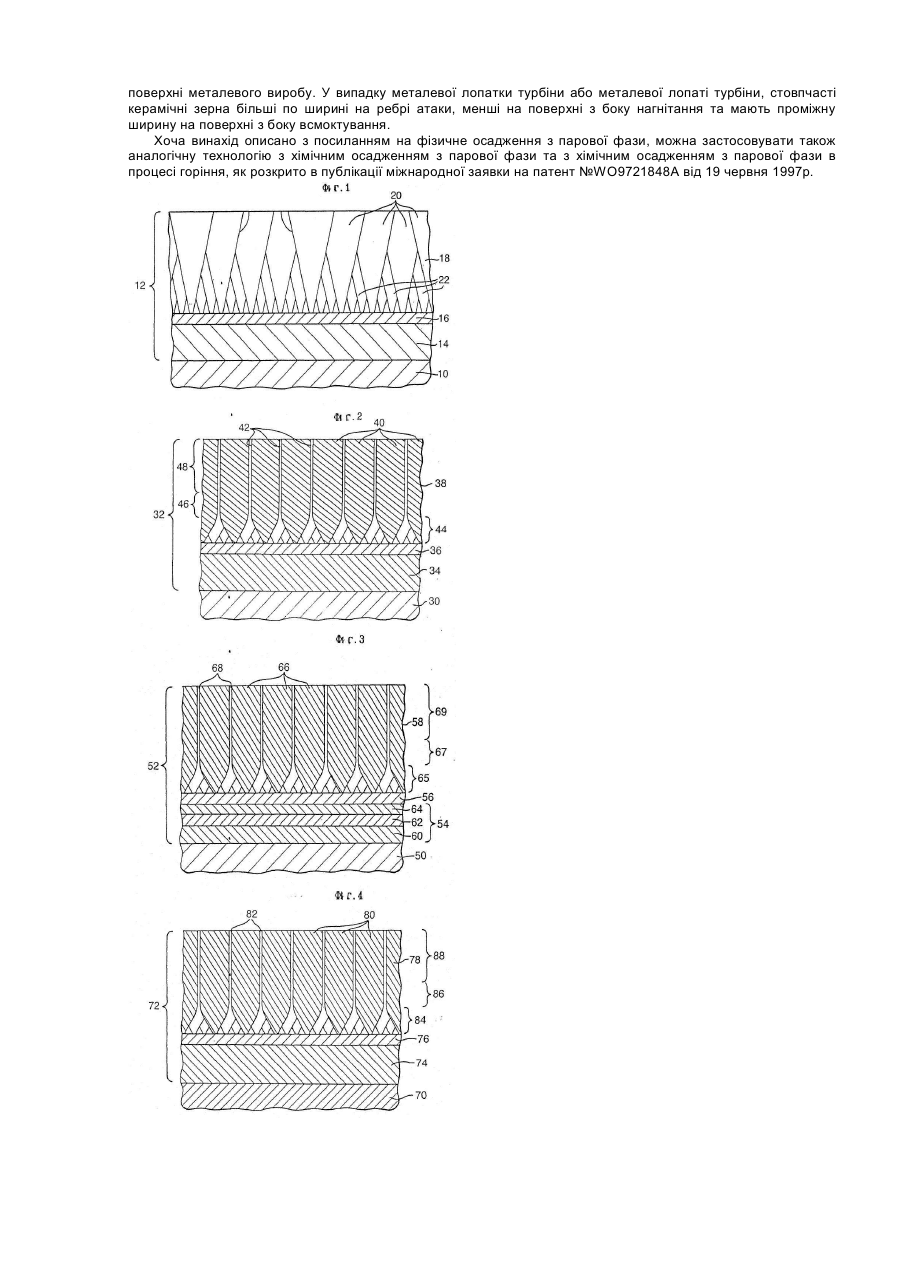
Цей винахід належить до металевого виробу, що має покриття для створення теплового бар'єру нанесене на поверхню виробу, з суперсплаву, наприклад, на лопатку турбіни газотурбінного двигуна, і до способу нанесення цього покриття на металевий виріб. Винахід належить, зокрема, до керамічних покрить, які забезпечують тепловий бар'єр. Постійну необхідність підвищення робочої температури в газотурбінних двигунах спочатку задовольняли за рахунок повітряного охолодження лопаток турбін та лопатей турбін і розробки суперсплавів для виробництва з них лопаток та лопатей турбін, у кожної з яких збільшується строк служби. Подальше підвищення температури призвело до необхідності розробки матеріалів з керамічним покриттям для ізолювання лопатки та лопаті турбін від тепла, що міститься в газах, які подаються з камери згорання, що знову збільшило строки служби лопаток та лопатей турбін. З попереднього рівня техніки відомий спосіб одержання таких матеріалів з керамічним покриттям шляхом термічного або плазмового напилення на відповідне зв'язуюче покриття, наприклад, зв'язуюче покриття зі сплаву MCrAlY, яке наносять на металеву підкладку. Відомий також спосіб одержання таких матеріалів з керамічним покриттям шляхом фізичного осадження пари на відповідне зв'язуюче покриття, яке має проміжний шар оксиду алюмінію, наприклад, зв'язуюче покриття зі сплаву MCrAlY або дифузійне зв'язуюче покриття алюмінідом, яке наносять на металеву підкладку. Відомі також способи одержання таких матеріалів з керамічним покриттям шляхом плазмового напилення або фізичного осадження пари на шар оксиду на металевій підкладці. Керамічні покриття, які забезпечують тепловий бар'єр, осаджені способом фізичного осадження з. парової фази, мають переваги над покриттям з керамічним бар'єром, осадженим плазмовим напиленням. Основною перевагою є покращення опору термічному удару завдяки стовпчастій структурі керамічного покриття, яке забезпечує тепловий бар'єр, що одержується за допомогою способу фізичного осадження з парової фази. Одна з проблем, що пов'язана з керамічними покриттями, які забезпечують тепловий бар'єр та одержуються за допомогою фізичного осадження з парової фази, полягає в тому, що вони схильні до сколювання керамічного покриття, яке забезпечує тепловий бар'єр. Сколювання керамічного покриття, яке забезпечує тепловий бар'єр, призводить до втрати цього покриття через відшарування лусочок від зв'язуючого покриття в зв'язку з умовами термічного циклування. Недавно було виявлено, що керамічні покриття, які забезпечують тепловий бар'єр, одержувані фірмою Chromalloy United Ringdom Limited, відшаровуються на ділянках ребра атаки та задньої кромки лопаток і лопатей турбіни або на інших ділянках, де є швидка зміна форми компонента. Технічним результатом цього винаходу є створення металевого виробу з покриттям, яке забезпечує тепловий бар'єр, що нанесене фізичним осадженням з парової фази, яке має вищий опір сколюванню керамічного покриття, що забезпечує тепловий бар'єр. Цей технічний результат досягається тим, що в металевому виробі, який містить зв'язуюче покриття на поверхні металевого виробу та керамічне покриття, що забезпечує тепловий бар'єр і розташоване на зв'язуючому покритті та має безліч стовпчастих зерен, які проходять по суті перпендикулярно до поверхні металевого виробу; керамічне покриття, яке забезпечує тепловий бар'єр, згідно з винаходом, містить внутрішню частину, яка примикає до зв'язуючого покриття, проміжну частину, розташовану на внутрішній частині, та зовнішню частину, розташовану на проміжній частині, до того ж внутрішня частина має стовпчасті зерна, вирощені в конкурентних умовах, зовнішня частина має стовпчасті зерна, вирощені в стабільних умовах, проміжна частина має стовпчасті зерна, вирощені в умовах, які є проміжними між конкурентними та стабільними, причому в зовнішній частині кожне стовпчасте зерно має по суті постійну площу поперечного перерізу по всій його довжині та згладжені бокові поверхні без наявності субзерен, які з них виступають, і відокремлене від сусідніх зерен однаковими проміжками, які мінімізують напругу або деформацію в стовпчастих зернах та/або мінімізують напругу або деформацію між сусідніми стовпчастими зернами і цим підвищують опір сколюванню керамічного покриття, яке забезпечує тепловий бар'єр. Зв'язуюче покриття переважно складається зі зв'язуючого покриття, яке містить алюміній, причому зв'язуюче покриття, яке містить алюміній, має поверхневий шар з оксиду алюмінію, при цьому керамічне покриття, що забезпечує тепловий бар'єр, нанесене на шар оксиду алюмінію. Зв'язуюче покрили, що містить алюміній» може містити зв'язуюче покриття з MCrAlY, де Μ являє собою принаймні один елемент з групи, яка включає кобальт, залізо та нікель, покриття на основі алюмініду або покриття з алюмініду платини. Зв'язуюче покриття переважно містить на металевому виробі зв'язуюче покриття з МСrАlΥ, де Μ являє собою принаймні один елемент з групи, яка включає кобальт, залізо та нікель, збагачений платиною шар МСrАІΥ на зв'язуючому покрити з МСrАІY, шар алюмініду платини на збагаченому платиною шарі MCrAlY, що має поверхневий шар з оксиду алюмінію, а керамічне покриття, яке забезпечує тепловий бар'єр, нанесене на шар оксиду алюмінію. Як варіант, металевий виріб може мати поверхневий шар з оксиду алюмінію та керамічне покриття, яке забезпечує тепловий бар'єр, нанесене на шар оксиду алюмінію. Металевий виріб може являти собою виріб з нікелевого суперсплаву або виріб з кобальтового суперсплаву. Металевий виріб може являти собою лопатку турбіни або лопать турбіни. Керамічне покриття, що забезпечує тепловий бар'єр, може складатися з оксиду цирконію. Оксид цирконію може бути стабілізований ітрієм. Зовнішня частина складає переважно від 38 до 67% товщини керамічного покриття, що забезпечує тепловий бар'єр. Найкраще, коли зовнішня частина складає від 40 до 60% товщини керамічного покриття, що забезпечує тепловий бар'єр. Приріст ширини стовпчастих керамічних зерен в зовнішній частині переважно складає величину рівну або меншу 2,0 мікрометрів на 100 мікрометрів довжини стовпчастого керамічного зерна. Найкраще, коли приріст ширини стовпчастих керамічних зерен в зовнішній частині складає величину рівну або меншу 1,7 мікрометрів на 100 мікрометрів довжини стовпчастого керамічного зерна, іще краще, коли приріст ширини стовпчастих керамічних зерен в зовнішній частині складає переважно величину рівну або меншу 0,24 мікрометри на 100 мікрометрів довжини стовпчастого керамічного зерна. Вищевказаний технічний результат досягається також і тим, що в способі нанесення на металевий виріб керамічного покриття, яке забезпечує тепловий бар'єр, що складається з утворення зв'язуючого покриття на поверхні металевого виробу, нанесення керамічного покриття, що забезпечує тепловий бар'єр, на зв'язуюче покриття шляхом осаджений з парової фази для утворення безлічі стовпчастих зерен, які по суті проходять перпендикулярно до поверхні металевого виробу, згідно з винаходом; осадження з парової фази керамічного покриття, що забезпечує тепловий бар'єр, складається з осадження внутрішньої частини, яка примикає до зв'язуючого покриття, осадження проміжної частини на внутрішній частині та осадження зовнішньої частини на проміжній частині, при цьому внутрішня частина має стовпчасті зерна, вирощені в конкурентних умовах, зовнішня частина має стовпчасті зерна, вирощені ш стабільних умовах, проміжна частина має стовпчасті зерна, вирощені в умовах проміжних між конкурентними та стабільними, причому в зовнішній частині кожне стовпчасте зерно має по суті постійну площу поперечного перерізу по всій його довжині та згладжені бокові поверхні без наявності субзерен, що виступають з них, і відокремлене від сусідніх зерен однаковими проміжками, які мінімізують напругу або деформацію в стовпчастих зернах та/або мінімізують напругу або деформацію між сусідніми стовпчастими зернами та цим підвищують опір сколюванню керамічного покриття, що забезпечує тепловий бар'єр. Спосіб включає переважно регулювання швидкості випаровування кераміки, температури та швидкості обертання металевого виробу в процесі осадження з парової фази керамічного покритій, що забезпечує тепловий бар'єр. Переважно швидкість випаровування кераміки складає від 3 до 5 мікрометрів за хвилину, температура металевого виробу складає від 1000 до 1100°С, та швидкість обертання металевого виробу складає 15 обертів за хвилину. Спосіб може включати нанесення зв'язуючого покриття, що містить алюміній, на металевий виріб та утворення шару оксиду алюмінію на зв'язуючому покритті, що містить алюміній. Зв'язуюче покриття, що містить алюміній, може містити сплав МСrАІY, де Μ являє собою принаймні один елемент з групи, яка включає кобальт, залізо та нікель, апюмінід або алюмінщ платини. Спосіб може включати нанесення на металеве покриття зв'язуючого покриття з МСrАІY, де Μ являє собою принаймні один елемент з групи, яка включає кобальт, залізо та нікель, утворення збагаченого платиною шару МСrАІY на зв'язуючому покритті МСrАІY, утворення шару алюмініду платини на збагаченому платиною шарі МСгА1 У, утворення поверхневого шару оксиду алюмінію на шарі алюмініду платини. Спосіб може включати утворення поверхневого шару оксиду алюмінію на металевому виробі. Металевий виріб може бути одержано з нікелевого суперсплаву або з кобальтового суперсплаву. Металевий виріб може являти собою лопатку турбіни або лопать турбіни. Керамічне покриття, що забезпечує тепловий бар'єр, може містити оксид цирконію, переважно стабілізований ітрієм. Керамічне покриття, що забезпечує тепловий бар'єр, може бути нанесене шляхом фізичного осадження з парової фази, переважно, шляхом фізичного осадження з парової фази електронно-променевим методом. Цей винахід буде описано далі більш детально за допомогою прикладу з посиланням на креслення, які додаються та на яких: Фіг.1 являє собою схематичний вигляд поперечного перерізу металевого виробу, який має покриття, що забезпечує тепловий бар'єр, відоме з попереднього рівня техніки; Фіг.2 являє собою схематичний вигляд поперечного перерізу металевого виробу, який має покриття, що забезпечує тепловий бар'єр, у відповідності до цього винаходу; Фіг.3 являє собою схематичний вигляд поперечного перерізу металевого виробу, який має інше покриття, що забезпечує тепловий бар'єр, у відповідності до цього винаходу; Фіг.4 являє собою схематичний вигляд поперечного перерізу металевого виробу, який має ще одне покриття, що забезпечує тепловий бар'єр, у відповідності до цього винаходу; Фіг.5 являє собою схематичний вигляд поперечного перерізу металевого виробу, який має іще одне покриття, що забезпечує тепловий бар'єр, у відповідності до цього винаходу; Фіг.6 являє собою графік, який показує середню кількість годин до початку сколювання керамічного покриття, що забезпечує тепловий бар'єр, в залежності від швидкості обертання металевого виробу при постійній температурі та постійній швидкості випаровування; Фіг.7 являє собою інший графік, який показує кількість годин до початку сколювання керамічного покриття, що забезпечує тепловий бар'єр, в залежності від швидкості обертання металевого виробу при постійній температурі та постійній швидкості випаровування; Фіг.8 являє собою схематичний графік, який показує ширину стовпчастих керамічних зерен в залежності від віддалі від підкладки. На Фіг.1, яка ілюструє відоме технічне рішення, показана підкладка 10 виробу з суперсплаву, який має багатошарове покриття 12, що забезпечує тепловий бар'єр. Воно показане у відповідності до умов виробництва. Покриття 12, що забезпечує тепловий бар'єр, складається з шару 16 оксиду на зв'язуючому шарі 14 та керамічного покриття 18, що забезпечує тепловий бар'єр, на шарі 16 оксиду. Зв'язуюче покриття 14 являє собою, як правило, сплав, який містить алюміній, наприклад, сплав МСrАІY. де Μ являє собою принаймні один елемент з групи, яка включає нікель, кобальт або залізо, алюмінід нікелю, алюмінід кобальту або алюмінід платини. Шар оксиду містить, як правило, оксид алюмінію разом з іншими оксидами. Керамічне покриття 18, що забезпечує тепловий бар'єр, має безліч стовпчастих керамічних зерен 20, 22, які проходять по суті перпендикулярно до поверхні підкладки 10 з суперсплаву. Крім того, видно, що всі стовпчасті керамічні зерна 20, 22 зародились на шарі 16 оксиду та спочатку ростуть по суті перпендикулярно до поверхні підкладки 10 з суперсплаву. Стовпчасті керамічні зерна 20, 22 ростуть в конкурентних умовах, та стовпчасті керамічні зерна 20 проростають повністю на всю товщину керамічного покритій 18, що забезпечує тепловий бар'єр, тоді як стовпчасті керамічні зерна 22 заблоковані стовпчастими керамічними зернами 20 на різних віддалях від шару 16 оксиду. Таким чином, можна бачити, що у стовпчастих керамічних зерен 20 площа поперечного перерізу постійно збільшується зі збільшенням віддалі від шару 16 оксиду. Крім того, кількість стовпчастих керамічних зерен 20 на одиницю площі біля поверхні покриття 18, що забезпечує тепловий бар'єр, значно менша, ніж кількість стовпчастих керамічних зерен 20, 22 на одиницю площі біля поверхні шару 16 оксиду алюмінію. Крім того, видно, що, оскільки площа стовпчастих керамічних зерен 20 збільшується зі збільшенням віддалі від шару 16 оксиду, то стовпчасті керамічні зерна 20 зрощуються так, що залишається дуже мало або взагалі відсутні проміжки між стовпчастими керамічними зернами 20. До того ж у стовпчастих керамічних зерен 20 є субзерна, і вони виступають в поперечному напрямку відносно стовпчастих зерен 20 та ростуть в поперечному і поздовжньому напрямках від стовпчастих зерен 20. Субзерна з кожного стовпчастого керамічного зерна 20 не всі мають однакову кристалічну структуру. Субзерна, які виступають в поперечному напрямку відносно до стовпчастих керамічних зерен 20 зрощуються з сусідніми стовпчастими керамічними зернами 20 або субзернами, які виступають в поперечному напрямку відносно до стовпчастих керамічних зерен 20. Субзерна, які виступають в поперечному напрямку відносно до стовпчастих керамічних зерен 20, заважають росту сусідніх стовпчастих керамічних зерен 20. Виявлено, що опір сколюванню керамічного покриття, що забезпечує тепловий бар'єр, у відповідності до відомого технічного рішення, є недостатнім на ділянках ребра атаки та задньої кромки лопаток і лопатей турбіни, а також на інших ділянках, де є різка зміна форми компонента, наприклад, малі радіуси кривизни. Багатошарове покриття 12, що забезпечує тепловий бар'єр, наносять на підкладку 10 виробу з суперсплаву за допомогою спочатку осадження зв'язуючого покриття 14 зі сплаву МСrАІY плазмовим напиленням або фізичним осадженням з парової фази, або утворенням зв'язуючого покриття 14 з алюмініду нікелю шляхом дифузійного алюмінування, або утворенням зв'язуючого покриття 14 з алюмініду платини шляхом модифікування платини при дифузійному алюмінуванні. Потім на зв'язуюче покриття 14 наносять керамічне покриття 18, що забезпечує тепловий бар'єр, шляхом фізичного осадження з парової фази, звичайно фізичним осадженням з парової фази електронно-променевим методом. На зв'язуючому покритті 14 утворюють шар 16 оксиду, в той час коли підкладку 10 з суперсплаву нагрівають до робочої температури в камері для фізичного осадження з парової фази електронно-променевим методом в присутності кисню. Для одержання керамічного покриття 18, що забезпечує тепловий бар'єр, виріб з підкладкою 10 з суперсплаву обертають в камері для фізичного осадження з парів кераміки електронно-променевим методом. Температуру виробу підтримують від 1000 до 1100°С, а швидкість осадження кераміки на підкладку 10 виробу з суперсплаву складає від 3 до 5 мікрометрів за хвилину, та швидкість обертання виробу складає 6 обертів за хвилину. На Фіг.2, яка ілюструє цей винахід, показана підкладка 30 виробу з суперсплаву, який має багатошарове покриття 32, що забезпечує тепловий бар'єр. Він показаний у відповідності до умов виробництва. Покриття 32, що забезпечує тепловий бар'єр, складається зі зв'язуючого покриття 34 на підкладці 30 з суперсплаву, шару 36 оксиду на зв'язуючому покритті 34 та керамічного покриття 38, що забезпечує тепловий бар'єр, на шарі 36 оксиду. Зв'язуюче покриття 34 являє собою, як правило, сплав, що містить алюміній, наприклад, сплав МСrАІY, де Μ являє собою принаймні один елемент з групи, яка включає нікель, кобальт або залізо, алюмінід нікелю, алюмінід кобальту або алюмінід платини. Шар оксиду містить, як правило, оксид алюмінію разом з іншими оксидами. Керамічне покриття 38, що забезпечує тепловий бар'єр, має безліч стовпчастих керамічних зерен 40, які проходять по суті перпендикулярно до поверхні підкладки 30 з суперсплаву. Крім того, видно, що всі стовпчасті керамічні зерна 40 зародились на шарі 36 оксиду та спочатку ростуть по суті перпендикулярно до поверхні підкладки 30 з суперсплаву. Керамічне покриття 38, що забезпечує тепловий бар'єр, складається з внутрішньої частини 44 на шарі 36 оксиду, проміжної частини 46 на внутрішній частині 44 та зовнішньої частини 48 на проміжному шарі 46. Стовпчасті керамічні зерна 40 ростуть в конкурентних умовах у внутрішній частині 44f проте, в проміжній частині 46 стовпчасті керамічні зерна 40 ростуть значно менш конкурентно, а в зовнішній частині 48 стовпчасті керамічні зерна 40 ростуть в стабільних умовах, Таким чином, велика кількість стовпчастих керамічних зерен 40 проростають повністю на товщину керамічного покриття 38, що забезпечує тепловий бар'єр. Таким чином можна бачити, що у стовпчастих керамічних зерен 40 площа поперечного перерізу залишається по суті однаковою зі збільшенням віддалі від шару 36 оксиду в зовнішній частині 48 керамічного покриття 38, що забезпечує тепловий бар'єр. Крім того кількість стовпчастих керамічних зерен 40 на одиницю площі біля поверхні покриття 38, що забезпечує тепловий бар'єр, лише трошки менша, а перевага по суті така ж, як кількість стовпчастих керамічних зерен 40 на одиницю площі на межі розділу між проміжною частиною 46 та зовнішньою частиною 48. Крім того, видно, що існують чіткі однакові проміжки 42 між стовпчастими керамічними зернами 40 в зовнішній частині 48 керамічного покриття 38, що забезпечує тепловий бар'єр, які зберігаються на протязі всієї товщини зовнішньої частини 48 керамічного покриття 38, що забезпечує тепловий бар'єр. Всі субзерна в кожному стовпчастому керамічному зерні мають однакову кристалічну структуру, і сусідні стовпчасті керамічні зерна добре стикуються одне з одним, а субзерна, які виступають в поперечному напрямку і ростуть зі стовпчастих керамічних зерен 40, відсутні. Таким чином, росту стовпчастих керамічних зерен 40 не перешкоджають ніякі субзерна, що виступають в поперечному напрямку з сусідніх стовпчастих керамічних зерен 40. Стовпчасті керамічні зерна 40 в зовнішній частині 48 мають згладжені поверхні, які примикають до сусідніх стовпчастих керамічних зерен 40. Знайдено, що опір сколюванню керамічного покриття 38, що забезпечує тепловий бар'єр, згідно з цим винаходом, є кращим, ніж у керамічного покриття у відповідності до відомого технічного рішення, особливо на ділянках ребра атаки та задньої кромки лопаток і лопатей турбіни, а також на поверхнях з боку нагнітання та з боку всмоктування лопаток і лопатей турбіни. Припускають, що існують стовпчасті керамічні зерна 40 з по суті постійною площею поперечного перерізу зі збільшенням віддалі від шару 36 оксиду на зовнішній частині 48 та згладженими бічними поверхнями у стовпчастих керамічних зерен 40, які зменшують, переважно мінімізують напругу або деформацію в кожному зі стовпчастих керамічних зерен 40 та/або зменшують, переважно мінімізують напругу або деформацію між сусідніми стовпчастими керамічними зернами 40. Поряд з цим припускають, що існують стовпчасті керамічні зерна 20 з площею поперечного перерізу, яка збільшується при збільшенні віддалі від шару 16 оксиду та субзерен, що виступають в поперечному напрямку відносно до стовпчастих керамічних зерен 20, що сприяє виникненню більш високої внутрішньої напруги або деформації в кожному зі стовпчастих керамічних зерен 20 та/або появі більш високої напруги або деформації між сусідніми стовпчастими керамічними зернами 20. Припускають, що в кожному стовпчастому керамічному зерні 40 та між сусідніми стовпчастими керамічними зернами 40 існує знижений рівень напруги або деформації, які забезпечують більш високий опір сколюванню керамічного покриття 38, що забезпечує тепловий бар'єр. Висока напруга або деформація, як припускають, виникає в керамічному покритті, що забезпечує тепловий бар'єр, за відомим технічним рішенням, через малий або взагалі відсутній проміжок між сусідніми стовпчастими керамічними зернами та через субзерна, які виступають в поперечному напрямку відносно до стовпчастих керамічних зерен, що викликають взаємодію і зрощування стовпчастих керамічних· зерен. Поряд з цим, за цим винаходом, сусідні стовпчасті керамічні зерна в зовнішній частині мають згладжені протилежні поверхні, розділені чіткими однаковими проміжками і не мають субзерен, що виступають в поперечному напрямку зі стовпчастих керамічних зерен. Багатошарове покриття 32, що забезпечує тепловий бар'єр, наносять на підкладку 30 виробу з суперсплаву шляхом спочатку осадження зв'язуючого покриття 34 зі сплаву МСrАІY плазмовим напиленням або фізичним осадженням з парової фази, або утворенням зв'язуючого покриття 34 з алюмініду нікелю шляхом дифузійного алюмінування, або утворенням зв'язуючого покриття 34 з алюмініду платини шляхом модифікування платини при дифузійному алюмінуванні. Потім на зв'язуюче покриття 34 наносять керамічне покриття 38, що забезпечує тепловий бар'єр, шляхом фізичного осадження з парової фази, як правило, фізичного осадження з парової фази електронно-променевим методом. На зв'язуючому покритті 34 утворюють шар 36 оксиду, тоді як підкладку 30 виробу з суперсплаву нагрівають до робочої температури в камері для фізичного осадження з парової фази електронно-променевим методом в присутності кисню. Для одержання керамічного покриття 36, що забезпечує тепловий бар'єр, виріб з підкладкою 30 з суперсплаву обертають в камері для фізичного осадження з парової фази електронно-променевим методом в присутності керамічних парів. Температуру виробу підтримують від 1000 до 1100°C, a швидкість осадження кераміки на підкладці 30 виробу з суперсплаву складає від 3 до 5 мікрометрів за хвилину, і швидкість обертання виробу складає 15 обертів за хвилину. Кераміка осідає на шарі 36 оксиду алюмінію, та спочатку ростуть стовпчасті керамічні зерна 40 у внутрішній частині 44 в конкурентних умовах. Після цього стовпчасті керамічні зерна 40 ростуть в проміжній частині 46 при менш конкурентних умовах, та нарешті, стовпчасті керамічні зерна 40 ростуть в зовнішній частині 48 з утворенням по суті однакових поперечних перерізів. На Фіг.3, яка ілюструє наступний варіант виконання цього винаходу, зображена підкладка 50 виробу з суперсплаву, який має багатошарове покриття 52, що забезпечує тепловий бар'єр. Він показаний у відповідності до умов виробництва. Покриття 52, що забезпечує тепловий бар'єр, складається зі зв'язуючого покриття 54 на підкладці 50 з суперсплаву, шару 56 оксиду на зв'язуючому покритті 54 та керамічного покриття 58, що забезпечує тепловий бар'єр, на шарі 56 оксиду. Зв'язуюче покриття 54* являє собою, як правило, сплав, що містить алюміній, наприклад, сплав МСrАІY 60, де Μ являє собою принаймні один елемент з групи, яка включає нікель, кобальт або залізо, з шаром 62 збагаченого платиною МСrАІY та шаром 64 алюмініду нікелю, як більш детально описано в Європейській заявці на патент ЕР0718419А. Шар 56 оксиду складається, як правило, з оксиду алюмінію. Керамічне покриття 58, що забезпечує тепловий бар'єр, подібне до покриття, описаного з посиланням на Фіг.2, і також складається зі стовпчастих керамічних зерен 66. Керамічне покриття 58, що забезпечує тепловий бар'єр, складається з внутрішньої частини 65, проміжної частини 67 та зовнішньої частини 69. У стовпчастих керамічних зерен 66 площа поперечного перерізу залишається по суті однаковою по всій товщині зовнішньої частини 69. Крім того, кількість стовпчастих керамічних зерен 66 на одиницю площі біля поверхні покриття 58, що забезпечує тепловий бар'єр, лише трошки менша, а переважно по суті така ж, як і кількість стовпчастих керамічних зерен 66 на одиницю площі на межі розділу між проміжною частиною 67 та зовнішньою частиною 69. Між стовпчастими керамічними зернами 66 також утворюються чіткі однакові проміжки 68 і є відсутніми субзерна, що виступають в поперечному напрямку зі стовпчастих керамічних зерен 66. Зв'язуюче покриття 54 одержують шляхом осадження зв'язуючого покриття зі сплаву МСrАІY, потім осадження платини на МСrАІY, а потім термічної обробки для дифундування платини в МСrАІY. На Фіг.4, яка ілюструє наступний варіант виконання цього винаходу, зображена підкладка 70 виробу з суперсплаву, який має багатошарове покриття 72, що забезпечує тепловий бар'єр. Він показаний у відповідності до умов виробництва. Покриття 72, що забезпечує тепловий бар'єр, складається зі зв'язуючого покриття 74 на підкладці 70 з суперсплаву, шару 76 оксиду на зв'язуючому покритті 74 та керамічного покриття 78, що забезпечує тепловий бар'єр, на шарі 76 оксиду. Зв'язуюче покритій 74 являє собою, як правило, гаммашар, збагачений платиною, та гамма-прим шар, збагачений платиною, на суперсплаві, як більш детально описано в Європейській заявці на патент ЕР0718420А. Шар 76 оксиду складається, як правило, з оксиду алюмінію. Керамічне покриття 78, що забезпечує тепловий бар'єр, подібне до покриття, описаного з посиланням на Фіг.2, і також складається зі стовпчастих керамічних зерен 80. Керамічне покриття 78, що забезпечує тепловий бар'єр, складається з внутрішньої частини 84, проміжної частини 86 та зовнішньої частини 88. У стовпчастих керамічних зерен 80 площа поперечного перерізу залишається по суті однаковою по всій товщині зовнішньої частини 84. Крім того, кількість стовпчастих керамічних зерен 80 на одиницю площі поверхні покриття 78, що забезпечує тепловий бар'єр, лише трошки менша, а переважно по суті така ж, як і кількість стовпчастих керамічних зерен 80 на одиницю площі на межі розділу між проміжною частиною 86 та зовнішньою частиною 88. Між стовпчастими керамічними зернами 80 також утворюються чіткі однакові проміжки 82, і є відсутніми субзерна, що виступають в поперечному напрямку зі стовпчастих керамічних зерен 80. Зв'язуюче покриття 74 одержують шляхом осадження на суперсплаві та термічної обробки для дифундування платини в суперсплав. На Фіг.5, яка ілюструє наступний варіант виконання цього винаходу, зображена підкладка 90 виробу з суперсплаву, який має багатошарове покриття 92, що забезпечує тепловий бар'єр. Вона показана у відповідності до умов виробництва. Покриття 92, що забезпечує тепловий бар'єр, складається зі зв'язуючого покриття 94 на підкладці 90 з суперсплаву та керамічного покриття 96, що забезпечує тепловий бар'єр, на зв'язуючому покритті 94. Зв'язуюче покриття 94 має шар оксиду, як правило, оксиду алюмінію. Керамічне покриття 96, що забезпечує тепловий бар'єр, подібне до покриття, описаного з посиланням на Фіг.2, і також складається зі стовпчастих керамічних зерен 98. Керамічне покриття 96, що забезпечує тепловий бар'єр, складається з внутрішньої частини 102, проміжної частини 104 та зовнішньої частини 106. У стовпчастих керамічних зерен 98 площа поперечного перерізу залишається по суті однаковою по всій товщині зовнішньої частини 106. Аналогічно, кількість стовпчастих керамічних зерен 98 на одиницю площі поверхні покриття 96, що забезпечує тепловий бар'єр, лише трошки менша, а переважно по суті така ж, як і кількість стовпчастих керамічних зерен 98 на одиницю площі на межі розділу між проміжною частиною 104 та зовнішньою частиною 106. Між стовпчастими керамічними зернами 98 так само утворюються чіткі однакові проміжки 100, і є відсутніми субзерна, що виступають в поперечному напрямку зі стовпчастих керамічних зерен 98. Зв'язуюче покриття 94 одержують шляхом оксидування виробу 90 з суперсплаву. На Фіг.6 наведена середня кількість годин до початку сколювання керамічного покриття, що забезпечує тепловий бар'єр, в залежності від швидкості обертання виробу з суперсплаву при постійній температурі від 1000 до 1100°С та постійній швидкості осадження кераміки на виріб з суперсплаву від 3 до 5 мікрометрів за хвилину в процесі осадження керамічного покриття, що забезпечує тепловий бар'єр. З метою випробувань, зразки покрить, що забезпечують тепловий бар'єр, осаджених при постійній температурі та постійній швидкості осадження, але при різних швидкостях обертання виробу, були випробувані на предмет опору сколюванню. Видно, що при швидкості обертання виробу 15 обертів за хвилину середня кількість годин до початку сколювання керамічного покриття, що забезпечує тепловий бар'єр, більша для ребра атаки, поверхні з боку всмоктування та поверхні з боку нагнітання лопаток або лопатей турбіни. В таблиці 1 наведено середню кількість годин до початку сколювання при 6, 15, 30 та 45об/хв. біля ребра атаки РА, поверхні з боку нагнітання СН та з боку всмоктування СВ лопаток турбіни, які наведені також на Фіг.6. Таблиця 1 Середня кількість годин до початку сколювання Поверхня з Поверхня з Ребро боку боку Швидкість атаки, РА всмоктування, нагнітання, СВ СН 6об/хв 127 185 235 15об/хв 336 363 377 30об/хв 183 241 248 45об/хв 149 276 260 Керамічні покриття, що забезпечують тепловий бар'єр, одержані при 6 обертах за хвилину та 15 обертах за хвилину при постійній температурі від 1000 до 1100°С та при постійній швидкості осадження від 3 до 5 мікрометрів за хвилину, досліджували з використанням низьковольтної скануючої електронної мікроскопії для одержання мікрофотографія. Через мікрофотографії провели три лінії на різних рівнях керамічного покриття, що забезпечує тепловий бар'єр, та на кожній лінії виміряли середню ширину стовпчастих керамічних зерен. Перша лінія була проведена на віддалі 162 мікрометри від поверхні оксиду, друга лінія була проведена на віддалі 100 мікрометрів від поверхні оксиду і третя лінія була проведена на віддалі 54 мікрометрів від поверхні оксиду. Середня ширина стовпчастих керамічних зерен біля керамічного покриття, що забезпечує тепловий бар'єр, осадженого при 6 та 15об/хв., для кожної з трьох ліній наведена в таблиці 2. Таблиця 2 Середня ширина стовпчастих керамічних зерен, в мікрометрах Швидкість 6об/хв 150б/хв Віддаль від підкладки (мікрометри) 54100 162 4 6,1 7,6 5,5 8,7 3,85 Це демонструє той факт, що середня ширина стовпчастих керамічних зерен в керамічному покритті, що забезпечує тепловий бар'єр, по суті залишається однаковою по всій зовнішній частині керамічного покриття, що забезпечує тепловий бар'єр, та площа поперечного перерізу стовпчастих керамічних зерен по суті однакова по всій зовнішній частині керамічного покриття, що забезпечує тепловий бар'єр, на віддалях більше 100 мікрометрів від поверхні зв'язуючого покриття у відповідності до цього винаходу. Отже, проміжна частина та внутрішня частина знаходяться на віддалях менше 100 мікрометрів від поверхні оксиду алюмінію. Межа поділу між проміжною частиною та зовнішньою частиною знаходиться між 54 та 100 мікрометрами і складає, отже, від 33 до 62% товщини керамічного покриття, що забезпечує тепловий бар'єр. Зовнішня частина складає, таким чином, від 38 до 67% товщини керамічного покриття, що забезпечує тепловий бар'єр. При цьому, за відомим технічним рішенням кількість стовпчастих керамічних зерен в керамічному покритті, що забезпечує тепловий бар'єр, зменшується зі збільшенням віддалі від поверхні зв'язуючого покриття, а площа поперечного перерізу стовпчастих зерен збільшується зі збільшенням віддалі від поверхні зв'язуючого покриття. В керамічному покритті, що забезпечує тепловий бар'єр, яке осаджене при 15об/хв, середня ширина стовпчастих керамічних зерен зростає з приростом 0,24 мікрометрів на 100 мікрометрів довжини стовпчастого керамічного зерна на віддалі від 100 до 162 мікрометрів від поверхні зв'язуючого покриття. В керамічному покрити, що забезпечує тепловий бар'єр, яке осаджене при 6об/хв, середня ширина стовпчастих керамічних зерен зростає з приростом 2,5 мікрометрів на 100 мікрометрів довжини стовпчастого керамічного зерна на віддалі від 100 до 132 мікрометрів від поверхні зв'язуючого покриття. Таким чином, з таблиці 2 можна бачити, що приріст ширини стовпчастих керамічних зерен в дев’ятьдесять разів більше в керамічному покритті, що забезпечує тепловий бар'єр, яке осаджене при 6об/хв, ніж в осадженому при 15об/хв на віддалі від 100 до 160 мікрометрів від поверхні субстрату. Поверхні з боку нагнітання та з боку всмоктування лопаток турбіни з керамічними покриттями, що забезпечують тепловий бар'єр, осадженими при 6 та 15об/хв досліджували за допомогою дифракції рентгенівських променів для визначення ширини рентгенівських дифракційних піків. Ширина рентгенівських дифракційних піків визначає величину деформації всередині структури керамічних покрить, що забезпечують тепловий бар'єр. Чим більша ширина дифракційного піка рентгенівських променів, тим більша деформація. Ширина рентгенівських дифракційних піків 511 та 620 на поверхні з боку нагнітання в керамічного покриття, що забезпечує тепловий бар'єр, осадженого при 6 та 15об/хв, наведена в таблиці 3. Таблиця 3 Швидкість обертання 6об/хв. 15об/хв. Положення Пік Пік 511 620 511 620 3 боку нагнітання, СН 0,359 0,984 0,298 0,822 3 боку всмоктування, 0,990 0,853 СВ З даних дифракційних піків рентгенівських променів видно, що деформація в керамічному покритті, що забезпечує тепловий бар'єр, осадженому при 6об/хв, більша, ніж деформація в керамічному покритті, що забезпечує тепловий бар'єр, осадженому при 15об/хв. На Фіг.6 наведена мінімальна та максимальна кількість годин до початку сколювання керамічного покриття, що забезпечує тепловий бар'єр, в залежності від швидкості обертання виробу з суперсплаву при постійній температурі від 1000 до 1100°С і при постійній швидкості осадження кераміки на виробі з суперсплаву від 3 до 5 мікрометрів за хвилину в процесі осадження керамічного покриття, що забезпечує тепловий бар'єр. В процесі випробувань на лопатки турбіни з суперсплаву MAR-MOO2 було нанесене зв'язуюче покриття з алюмініду платини шляхом алюмінування платини та на алюмініді платини був створений шар оксиду. Зразки покрить, що забезпечують тепловий бар'єр, були осаджені при постійній температурі та постійній швидкості осадження, але при різних швидкостях обертання. їх випробували на предмет опору сколюванню біля ребер атаки. Чітко видно, що для ребра атаки лопатки турбіни або лопаті турбіни мінімальна та максимальна кількість годин до початку сколювання керамічного покриття, що забезпечує тепловий бар'єр, більша, коли керамічне покриття, що забезпечує тепловий бар'єр, осаджували при швидкості обертання 15 обертів за хвилину. В таблиці наведена мінімальна та максимальна кількість годин до початку сколювання при 2, 6, 15, 30 і 60об/хв біля ребер атаки лопатки турбіни, ці дані показані також на Фіг.7. Таблиця 4 Кількість годин до початку сколювання біля ребер атаки (РА) Швидкість 2об/хв 6об/хв 15об/хв 30об/хв 60об/хв мінімальна 50 50 320* 50 50 максимальна 50 50 320* 220 150 * У керамічного покриття, що забезпечує тепловий бар'єр, осадженого при 15об/хв, після 320 годин випробувань сколювання не спостерігалось. Для керамічних покрить, що забезпечують тепловий бар'єр, осаджених при 6 та 15об/хв, вимірювали середню ширину стовпчастих керамічних зерен на поверхні з боку всмоктування (СБ) керамічного покриття, що забезпечує тепловий бар'єр, на віддалі 50, 100, 150 та 200 мікрометрів від поверхні підкладки, і ці дані наведені в таблиці 5. Таблиця 5 Середня ширина стовпчастих керамічних зерен, мікрометри Швидкість 6об/хв 15об/хв Віддаль від підкладки (мікрометри) 50 100 150 200 250 4,0 6,35 10,35 13,55 4,25 6,20 8,8 10,85 10,5 Це демонструє той факт, що середня ширина стовпчастих керамічних зерен в керамічному покритті, що забезпечує тепловий бар'єр, по суті залишається однаковою по всій зовнішній частині керамічного покриття, що забезпечує тепловий бар'єр, і площа поперечного перерізу стовпчастих керамічних зерен по суті однакова по всій зовнішній частині керамічного покриття, що забезпечує тепловий бар'єр, на віддалі більше 150 мікрометрів від поверхні зв'язуючого покриття згідно з цим винаходом. Отже, проміжна частина та внутрішня частина знаходяться на віддалі менше 150 мікрометрів від поверхні оксиду алюмінію. Межа поділу між проміжною частиною та зовнішньою частиною знаходиться між 100 та 150 мікрометрами і складає, отже, від 40 до 60% товщини керамічного покриття, що забезпечує тепловий бар'єр. Зовнішня частина складає, таким чином, від 40 до 60% товщини керамічного покриття, що забезпечує тепловий бар'єр. При цьому, за попереднім технічним рішенням кількість стовпчастих керамічних зерен в керамічному покритті, що забезпечує тепловий бар'єр, зменшується зі збільшенням віддалі від поверхні зв'язуючого покриття, а площа поперечного перерізу стовпчастих зерен збільшується зі збільшенням віддалі від поверхні зв'язуючого покриття. У керамічного покриття, що забезпечує тепловий бар'єр, осадженого при 15об/хв., середня ширина стовпчастих керамічних зерен зростає з приростом 1,7 мікрометра на 100 мікрометрів довжини стовпчастого керамічного зерна на віддалі від 150 до 250 мікрометрів від поверхні підкладки. У керамічного покриття, що забезпечує тепловий бар'єр, осадженого при 6об/хв, середня ширина стовпчастих керамічних зерен зростає з приростом 6,64 мікрометра на 100 мікрометрів довжини стовпчастого керамічного зерна на віддалі від 150 до 200 мікрометрів від поверхні підкладки. Таким чином, з таблиці 5 можна бачити, що приріст ширини стовпчастих керамічних зерен в три-чотири рази більший у керамічного покриття, що забезпечує тепловий бар'єр, осадженого при 6об/хв.., ніж у осадженого при 15об/хв., на віддалі від 150 до 200 мікрометрів від поверхні субстрату. На Фіг.8 наведено графік, який показує зміну ширини стовпчастих керамічних зерен зі збільшенням віддалі від поверхні оксиду алюмінію. Крива X показує стовпчасті керамічні зерна у відповідності до цього винаходу, а крива Υ показує стовпчасті керамічні зерна за попереднім технічним рішенням. Таким чином, для мінімізації напруги або деформації з метою збільшення опору сколюванню керамічних покрить, що забезпечують тепловий бар'єр, необхідно одержувати стовпчасті керамічні зерна, які мають по суті однакову площу поперечного перерізу по всій їх довжині в зовнішній частині керамічного покриття, що забезпечують тепловий бар'єр, які мають згладжені поверхні та однакові проміжки з сусідніми стовпчастими керамічними зернами. Цього можна досягти шляхом регулювання температури виробу, швидкості випаровування кераміки та швидкості обертання виробу. Наведений вище приклад показує, що при підтримуванні швидкості випаровування та температури постійними слід регулювати швидкість обертання виробу, доки не буде досягнута потрібна структура стовпчастих керамічних зерен. Аналогічним чином можна одержати таку ж структуру стовпчастих керамічних зерен при підтримуванні швидкості випаровування та швидкості обертання виробу постійними і регулюванні температури, або при підтримуванні температури та швидкості обертання постійними і регулюванні швидкості випаровування. Важливо, що температура виробу або компонента, швидкість нанесення кераміки на виріб або компонент і швидкість обертання виробу або компонента були відрегульовані так, щоб ріст стовпчастих керамічних зерен проходив з утворенням однакової площі поперечного перерізу по всій їх довжині, зі згладженими поверхнями та з чіткими однаковими проміжками між сусідніми стовпчастими керамічними зернами. Швидкість нанесення кераміки називають швидкістю осадження. Швидкість нанесення визначається швидкістю випаровування кераміки. Тому, температуру виробу, швидкість осадження та швидкість обертання виробу регулюють так, щоб стовпчасті керамічні зерна росли з утворенням однакової площі поперечного перерізу по всій їх довжині, зі згладженими поверхнями та з чіткими однаковими проміжками між сусідніми стовпчастими керамічними зернами. Було знайдено також, що, як тільки стовпчасті керамічні зерна починають зароджуватись і рости з утворенням по суті однакових площ поперечного перерізу, можна знизити швидкість обертання виробу і все ж одержати потрібну структуру стовпчастих керамічних зерен. Гадають, що на початкових етапах осадження кераміки існують режими, які мають важливий вплив на визначення кінцевої структури стовпчастих керамічних зерен. Середня ширина стовпчастих керамічних зерен може змінюватися в залежності від їх положення на поверхні металевого виробу. У випадку металевої лопатки турбіни або металевої лопаті турбіни, стовпчасті керамічні зерна більші по ширині на ребрі атаки, менші на поверхні з боку нагнітання та мають проміжну ширину на поверхні з боку всмоктування. Хоча винахід описано з посиланням на фізичне осадження з парової фази, можна застосовувати також аналогічну технологію з хімічним осадженням з парової фази та з хімічним осадженням з парової фази в процесі горіння, як розкрито в публікації міжнародної заявки на патент №WO9721848A від 19 червня 1997р.
ДивитисяДодаткова інформація
Назва патенту англійськоюMetallic article with thermal barrier coating and method for its application
Автори англійськоюRickerby David Stanford
Назва патенту російськоюМеталлическое изделие, имеющее покрытие для образования теплового барьера, и способ его нанесения
Автори російськоюРикерби Дэвид Стенфорд
МПК / Мітки
МПК: C23C 28/00, C23C 14/22
Мітки: створення, має, металевій, виріб, спосіб, нанесення, теплового, покриття, бар'єра
Код посилання
<a href="https://ua.patents.su/9-65548-metalevijj-virib-shho-maeh-pokrittya-dlya-stvorennya-teplovogo-barehra-i-sposib-nanesennya-pokrittya.html" target="_blank" rel="follow" title="База патентів України">Металевий виріб, що має покриття для створення теплового бар’єра, і спосіб нанесення покриття</a>
Металевий виріб з термобар’єрним покриттям і спосіб нанесення покриття
Номер патенту: 63907
Опубліковано: 16.02.2004
Автор: Рікербі Девід Стеффорд
МПК: C23C 14/54, C23C 14/08, C23C 28/04, C23C 14/28
Мітки: термобар'єрним, покриття, металевій, виріб, нанесення, покриттям, спосіб
Формула / Реферат:
1. Металевий виріб, що містить зв'язувальне покриття на металевому виробі і керамічне покриття, що утворює термічний бар'єр, на зв'язувальному покритті, причому керамічне покриття, яке утворює термічний бар'єр, містить численні стовпоподібні гранули, розташовані, по суті, перпендикулярно до поверхні металевого виробу, при цьому кожна стовпоподібна гранула має численні шари, які мають субгранули, розташовані під гострим кутом до поверхні...
Спосіб нанесення багатошарового покриття, що служить тепловим бар’єром, на виріб із суперсплаву і багатошарове покриття, одержане цим способом (варіанти)
Номер патенту: 35620
Опубліковано: 16.04.2001
Автори: Белл Стенлі Рассел, Уінг Родні Джордж, Рікербі Девід Стаффорд
МПК: C23C 10/60, C23C 28/00, C23C 14/08, C23C 10/00
Мітки: спосіб, бар'єром, тепловим, способом, варіанти, виріб, багатошарового, покриття, суперсплаву, одержане, служить, цим, нанесення, багатошарове
Формула / Реферат:
1. Способ нанесения многослойного покрытия, служащего тепловым барьером, на изделие из суперсплава, включающий нанесение слоя металла группы платины на изделие из суперсплава, термообработку изделия из суперсплава с нанесенным покрытием из металла группы платины и нанесение керамического покрытия, отличающийся тем, что для диффузии металла группы платины в изделие из суперсплава и создания на изделии внешнего слоя, обогащенного металлом...
Металевий виріб та спосіб теплоізоляції металевої основи виробу

Номер патенту: 61942
Опубліковано: 15.12.2003
Автор: Мелоні Майкл Дж.
МПК: C23C 4/12, C23C 14/08, C23C 14/28, C23C 4/10
Мітки: основі, металевої, теплоізоляції, металевій, виробу, спосіб, виріб
Формула / Реферат:
1. Металевий виріб, який містить металеву основу (10), що має на своїй поверхні керамічне покриття (20), у якому керамічне покриття складається із оксиду гадолінію та діоксиду цирконію, і має кубічну кристалічну структуру.2. Виріб за п. 1, в якому керамічне покриття (20) має кристалічну структуру, переважно флюориту.3. Виріб за п. 2, в якому керамічне покриття (20) містить не більше ніж 10 об'ємних % матеріалу, що має пірохлорну...
Спосіб нанесення теплозахисного керамічного покриття

Номер патенту: 34580
Опубліковано: 15.05.2003
Автори: ЯКОВЧУК Костянтин Ювеналієвич, Корж Олександр Вікторович
МПК: C23C 14/28, C23C 14/00
Мітки: нанесення, керамічного, теплозахисного, покриття, спосіб
Формула / Реферат:
1. Спосіб нанесення теплозахисного керамічного покриття, яке має стовпчасту мікроструктуру з ущільненим зовнішнім шаром, шляхом електронно-променевого випаровування керамічного матеріалу і його конденсації у вакуумній камері, який містить нанесення першого шару керамічного покриття на металеву основу і нанесення ущільненого зовнішнього шару керамічного покриття на його перший шар, який знаходиться на металевій основі, який відрізняється тим,...
Спосіб нанесення срібного покриття на магній
Номер патенту: 64238
Опубліковано: 16.02.2004
Автори: Ковтун Ольга Романівна, Похмурський Василь Іванович, Хома Мирослав Степанович, Кунтий Орест Іванович
МПК: C23C 18/31
Мітки: срібного, покриття, магній, нанесення, спосіб
Формула / Реферат:
Спосіб нанесення срібного покриття на магній, що включає підготовку поверхні та осадження срібла, який відрізняється тим, що осадження срібла здійснюють в апротонному розчиннику, наприклад диметилсульфоксиді або диметилформаміді.
Попередній патент: Двоваловий двотактний поршневий двигун внутрішнього згоряння
Наступний патент: Спосіб регулювання ожиріння шляхом периферійного введення аналогів та похідних glp-1 (варіанти) та фармацевтична композиція
Випадковий патент: Спосіб виготовлення каталізатора для очистки газових сумішей від оксидів азоту