Система для покривання поверхонь і спосіб виготовлення такої системи




Формула / Реферат
1. Система для покривання поверхонь, передбачена для покривання підлоги, даху або іншої по суті плоскої обмеженої поверхні, яка містить принаймні одну по суті прямокутну, трикутну, чотирикутну або, інакше, багатокутну плиту (1, 1а, 1b, 1с) з міткою (2), яка показує місце дренажу, і по суті плоскою нижньою поверхнею (3) і верхньою поверхнею (4) з першим похилом в напрямі до мітки (2), яка відрізняється тим, що перший похил є круговим і має радіальний нахил (а), спрямований до мітки (2) від кожної точки на принаймні одній плиті (1, 1а, 1b, 1с), таким чином, що похил створює порожнину в плиті (1, 1а, 1b, 1с), яка має форму принаймні частини тупого уявного конуса з вершиною, спрямованою до мітки (2).
2. Система для покривання поверхонь за п. 1, яка відрізняється тим, що містить принаймні дві окремі плити (1а, 1b, 1с), передбачені для укладання поруч одна з іншою, і при цьому одна плита (1а) має мітку (2), яка показує місце дренажу, і при цьому принаймні дві плити (1а, 1b) мають верхню поверхню (4) з першим спільним круговим похилом з радіальним нахилом (а), спрямованим до мітки (2), коли плити розташовані поруч одна з іншою.
3. Система для покривання поверхонь за п. 2, яка відрізняється тим, що верхня поверхня (4) принаймні одного бічного краю кожної плити (1а, 1b, 1с) скошена, що надає скошену канавку у стику (6), одержаному між плитами (1а, 1b, 1с), коли плити розташовані поруч одна з іншою.
4. Система для покривання поверхонь за будь-яким із попередніх пунктів, яка відрізняється тим, що локально, найближче до мітки (2) для місця дренажу, розташований другий круговий похил, який має другий нахил (b), більший за перший нахил (a) першого кругового похилу.
5. Система для покривання поверхонь за п. 4, яка відрізняється тим, що другий похил з нахилом (b) проходить від мітки (2) по радіусу до 500 мм.
6. Система для покривання поверхонь за будь-яким із попередніх пунктів, яка відрізняється тим, що канавки (8) розташовані у верхній поверхні (4) і/або нижній поверхні (3) принаймні однієї плити (1, 1а, 1b, 1с).
7. Система для покривання поверхонь за п. 6, яка відрізняється тим, що принаймні дві канавки (8) перетинають одна одну для надання клітчастої структури.
8. Система для покривання поверхонь за п. 6 або п. 7, яка відрізняється тим, що елемент для нагрівання і/або підсилення передбачений для встановлення у принаймні одну з канавок (8).
9. Система для покривання поверхонь за пп. 6, 7 або 8, яка відрізняється тим, що канавки (8) передбачені для заповнення рідким наповнювачем.
10. Спосіб виготовлення системи для покривання поверхонь за будь-яким із пп. 1-9, яка містить принаймні одну плиту з похилом до мітки, яка позначає місця дренажу, який відрізняється тим, що похил на принаймні одній плиті (1) виконують будь-яким з наступних способів, таких як фрезування, гаряче пресування, формування під тиском або лиття.
11. Спосіб за п. 10, який відрізняється тим, що у ньому
- поміщають принаймні одну плиту (1, 1а, 1b, 1с) на робочий стіл,
- наносять мітку (2) для принаймні одного місця дренажу на принаймні одній плиті (1, 1а, 1b, 1с),
- визначають бажаний нахил (a, b) верхньої поверхні (4) принаймні однієї плити (1, 1а, 1b, 1с), спрямований до мітки (2) для місця дренажу, на основі інформації про бажаний розмір поверхні, до якої повинна пристосовуватися система, про товщину плит і місце дренажу,
- виконують бажаний нахил (a, b) на верхній поверхні (4) принаймні однієї плити (1, 1а, 1b, 1с).
12. Спосіб за п. 11, який відрізняється тим, що бажаний нахил одержують коловими або лінійними переміщеннями, починаючи з мітки (2) для місця дренажу.
13. Спосіб за будь-яким із пп. 10-12, який відрізняється тим, що зовнішні розміри принаймні однієї плити (1, 1а, 1b, 1с) пристосовують до бажаного розміру поверхні, до якої буде пристосовуватися система після виконання похилу.
14. Спосіб за п. 10, який відрізняється тим, що у ньому:
- вибирають першу форму, яка має внутрішній об'єм, який принаймні частково відповідає об'єму принаймні однієї плити (1, 1а, 1b, 1с),
- подають матеріал до форми в кількості, яка відповідає принаймні одній плиті (1, 1а, 1b, 1с).
15. Спосіб за п. 14, який відрізняється тим, що вибрана форма є одинарною або подвійною і має принаймні одну частину, яка має поверхню з визначеним бажаним радіальним від'ємним нахилом (a, b) в напрямі від мітки, яка позначає місце дренажу, до зовнішніх країв форми, і де мітка виступає відносно зовнішніх країв форми.
16. Спосіб за п. 14 або п. 15, який відрізняється тим, що у ньому:
- вибирають принаймні одну другу форму, внутрішній об'єм якої відповідає об'єму другої окремої плити (1b, 1с), яка має похил, спільний з другою плитою,
- подають матеріал до другої форми в кількості, яка відповідає другій плиті (1, 1а, 1b, 1с).
17. Спосіб за п. 16, який відрізняється тим, що зовнішні розміри принаймні однієї форми співпадають із зовнішніми розмірами принаймні однієї другої форми.
18. Спосіб за будь-яким із пп. 10-17, який відрізняється тим, що у ньому додатково:
- виконують отвір для зливника по центру мітки (2) для дренажу.
19. Спосіб за будь-яким із пп. 10-18, який відрізняється тим, що у ньому додатково:
- у верхній поверхні (4) і/або нижній поверхні (3) принаймні однієї плити (1, 1а, 1b, 1с) механічною обробкою виконують канавки (8), які проходять по усій плоскій поверхні (3, 4).
Текст
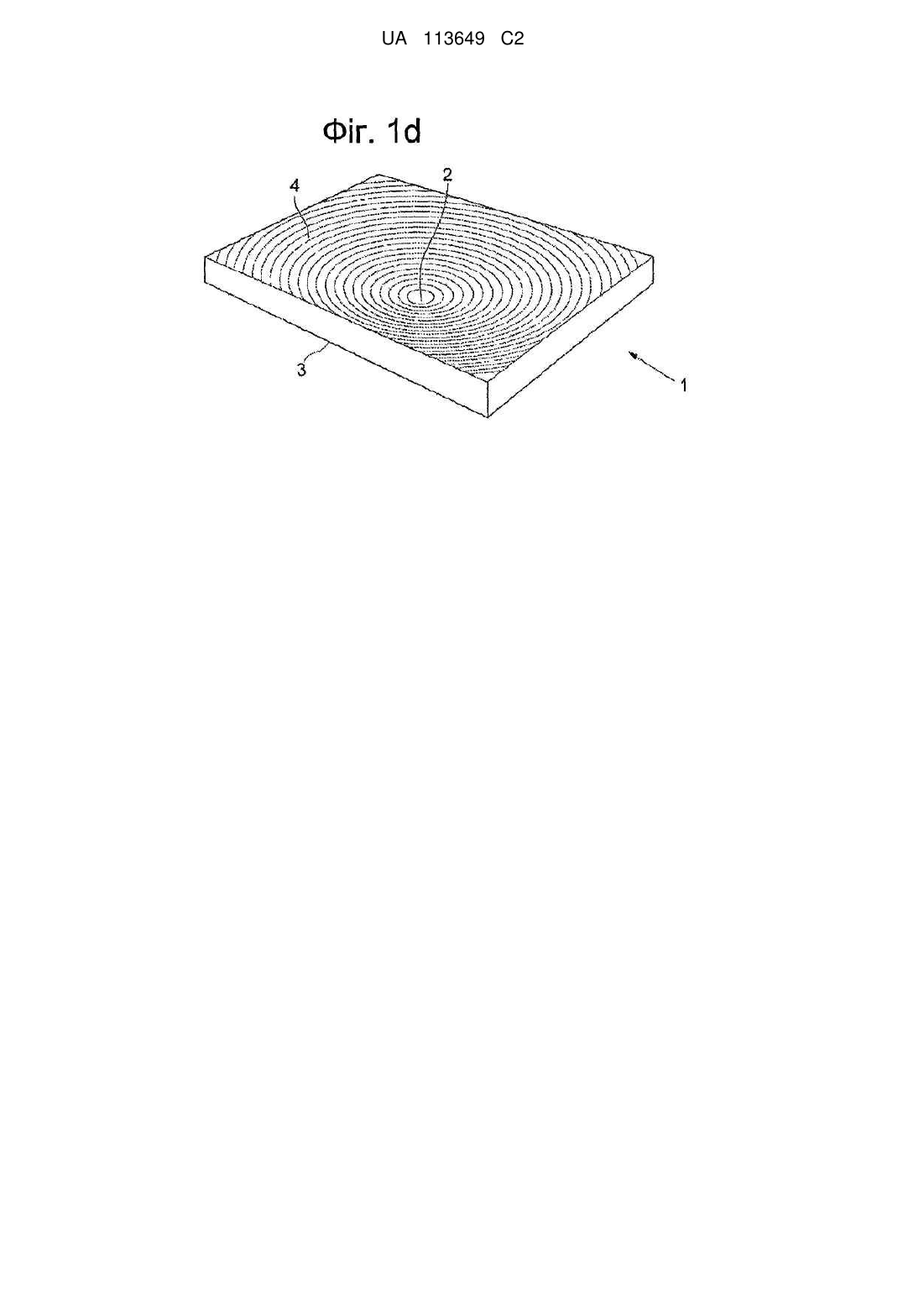
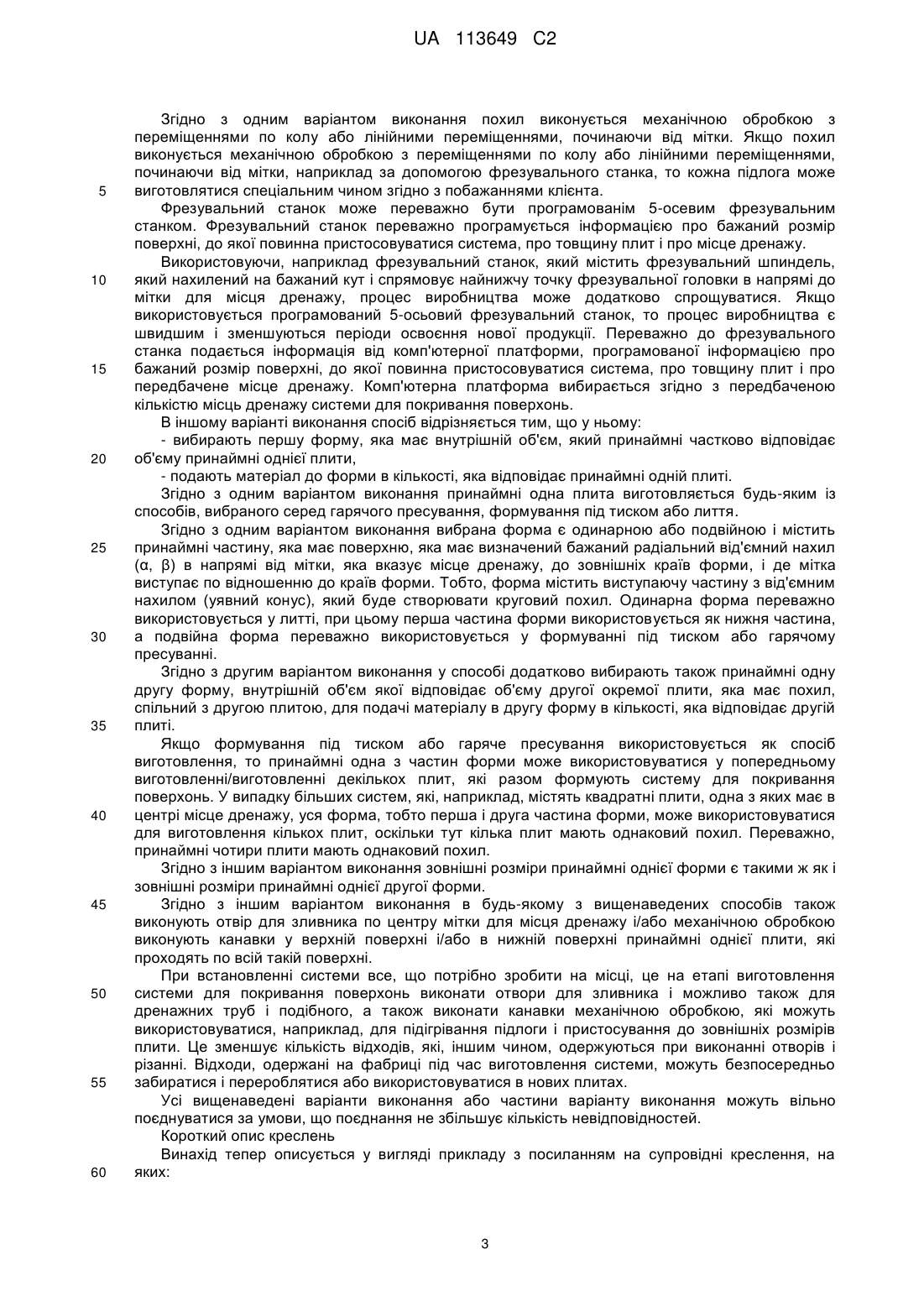
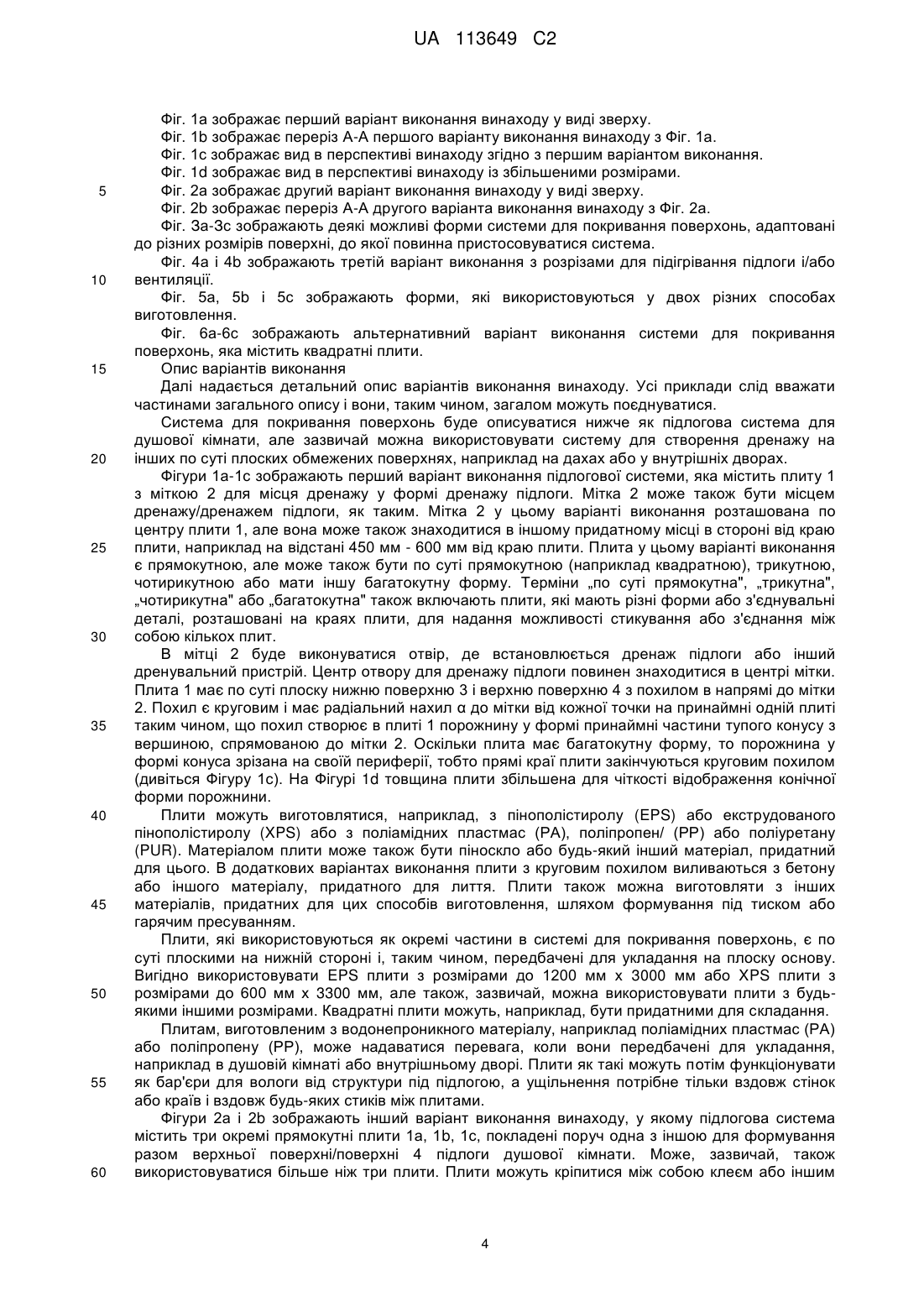
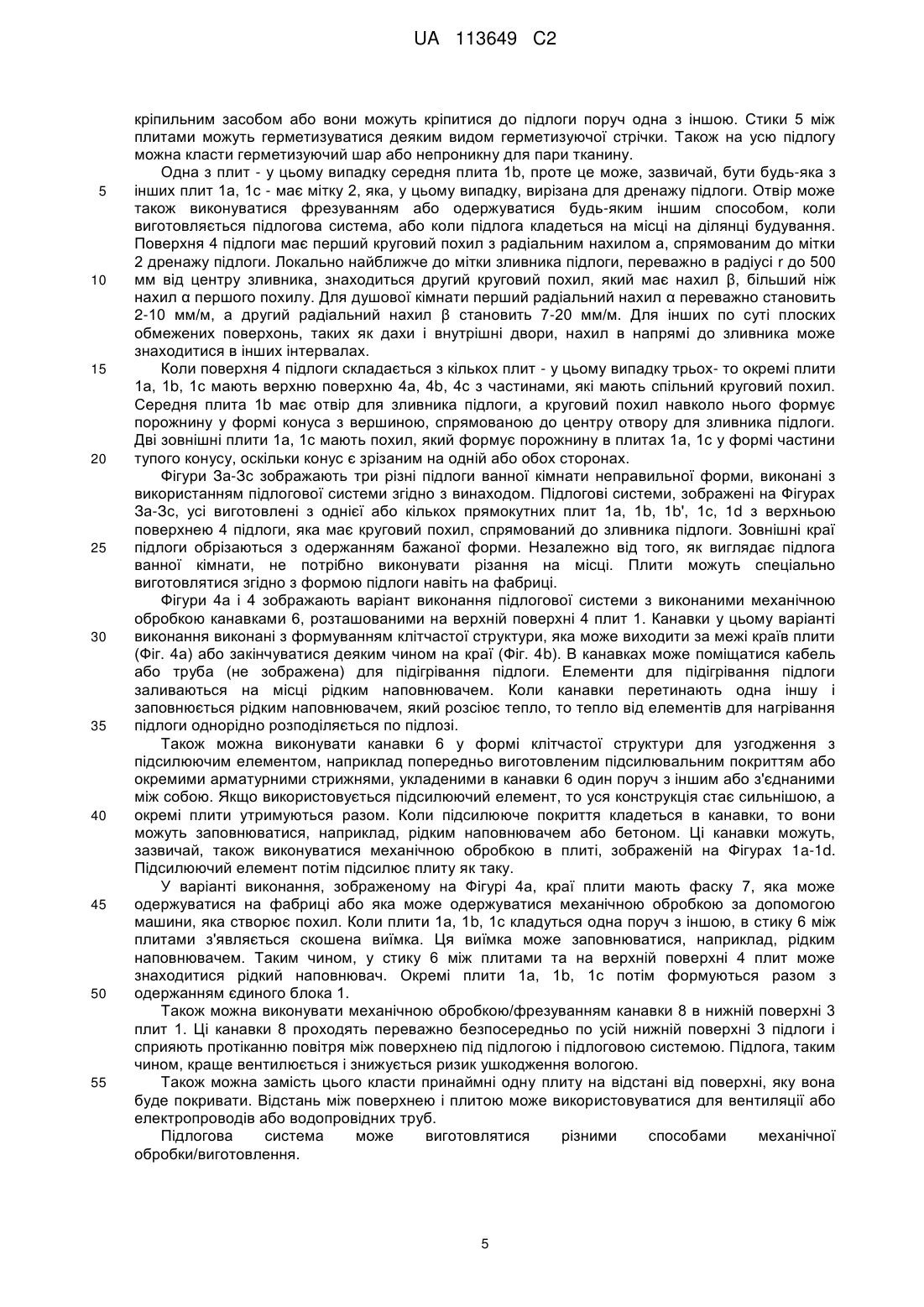
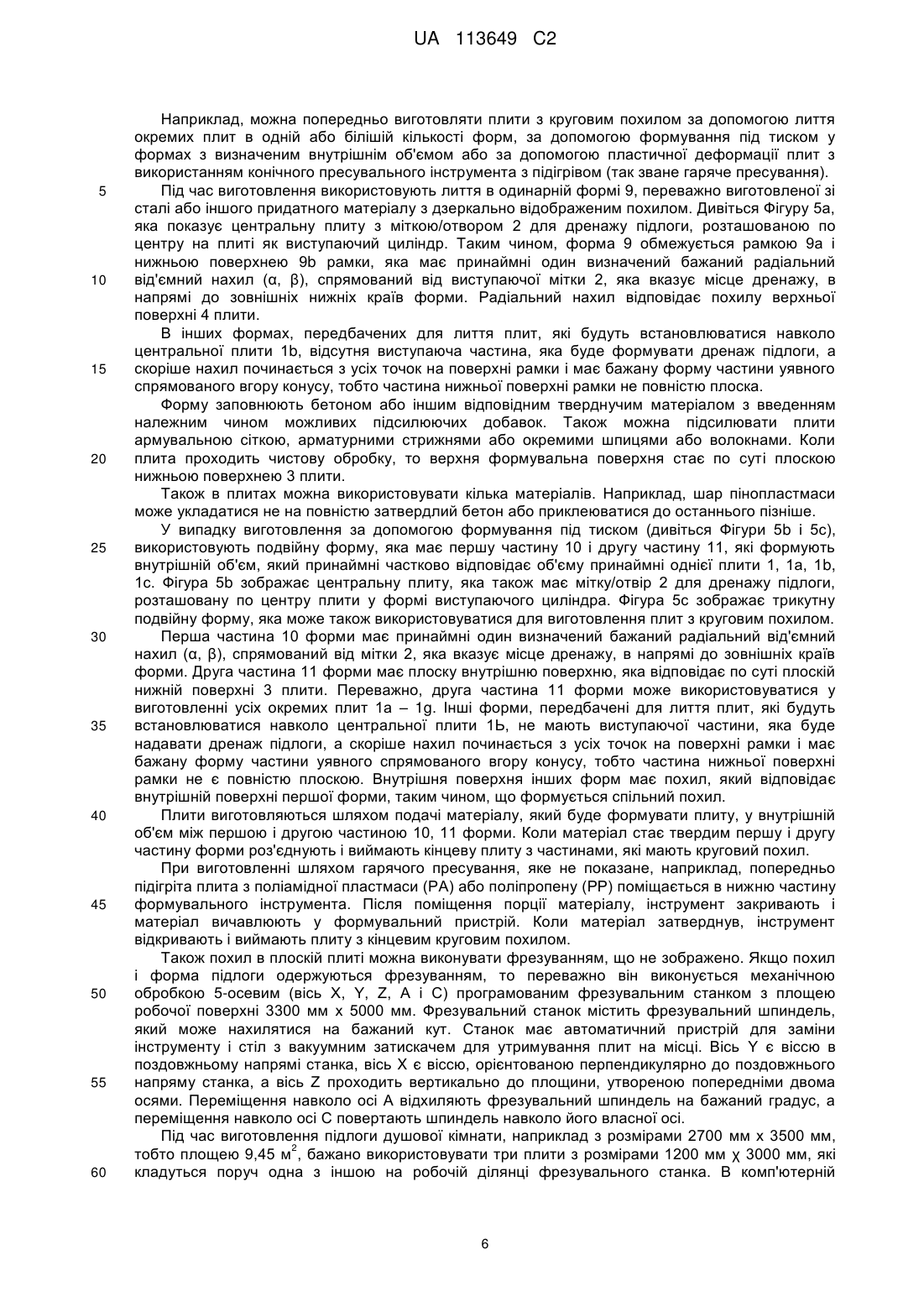
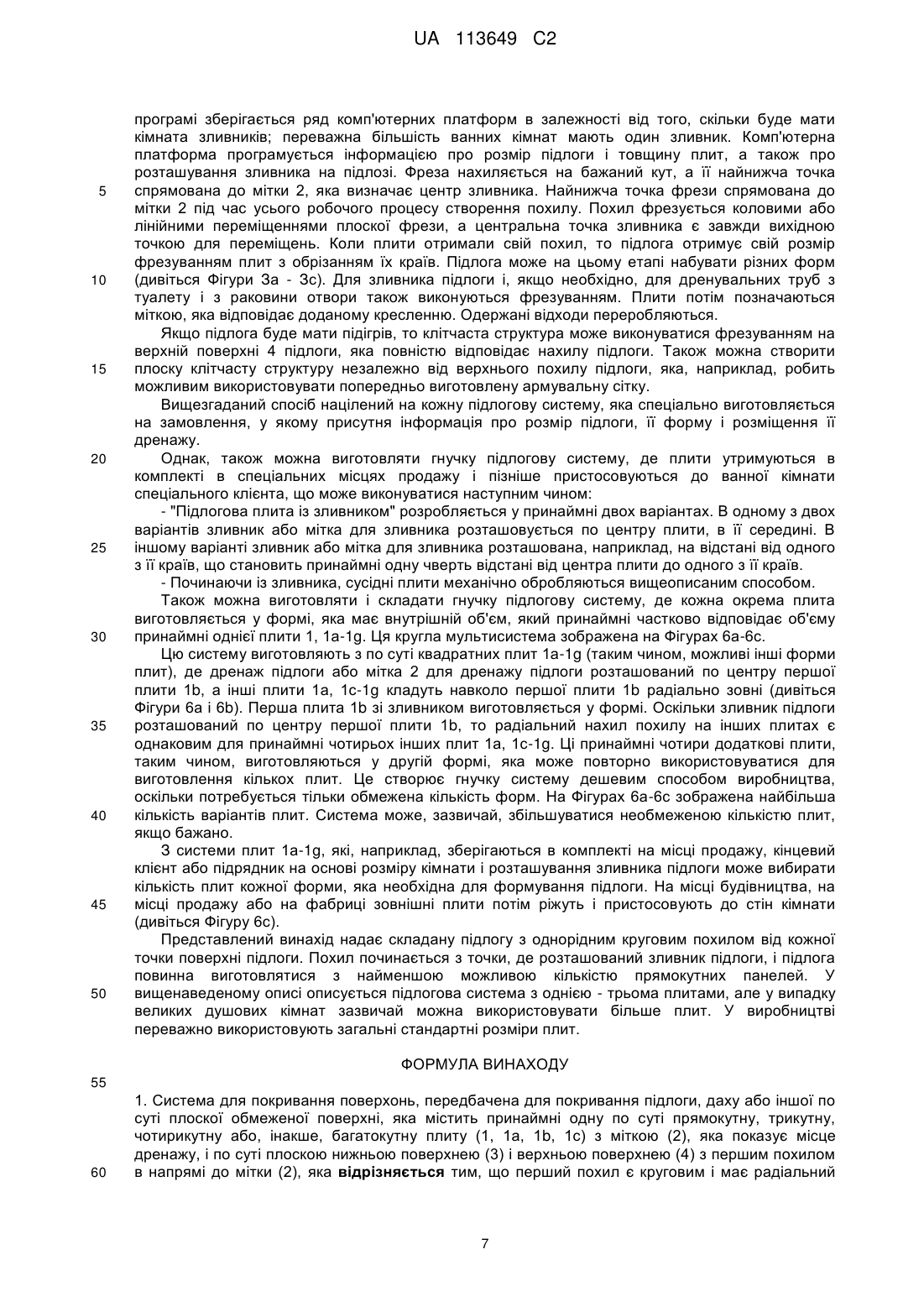
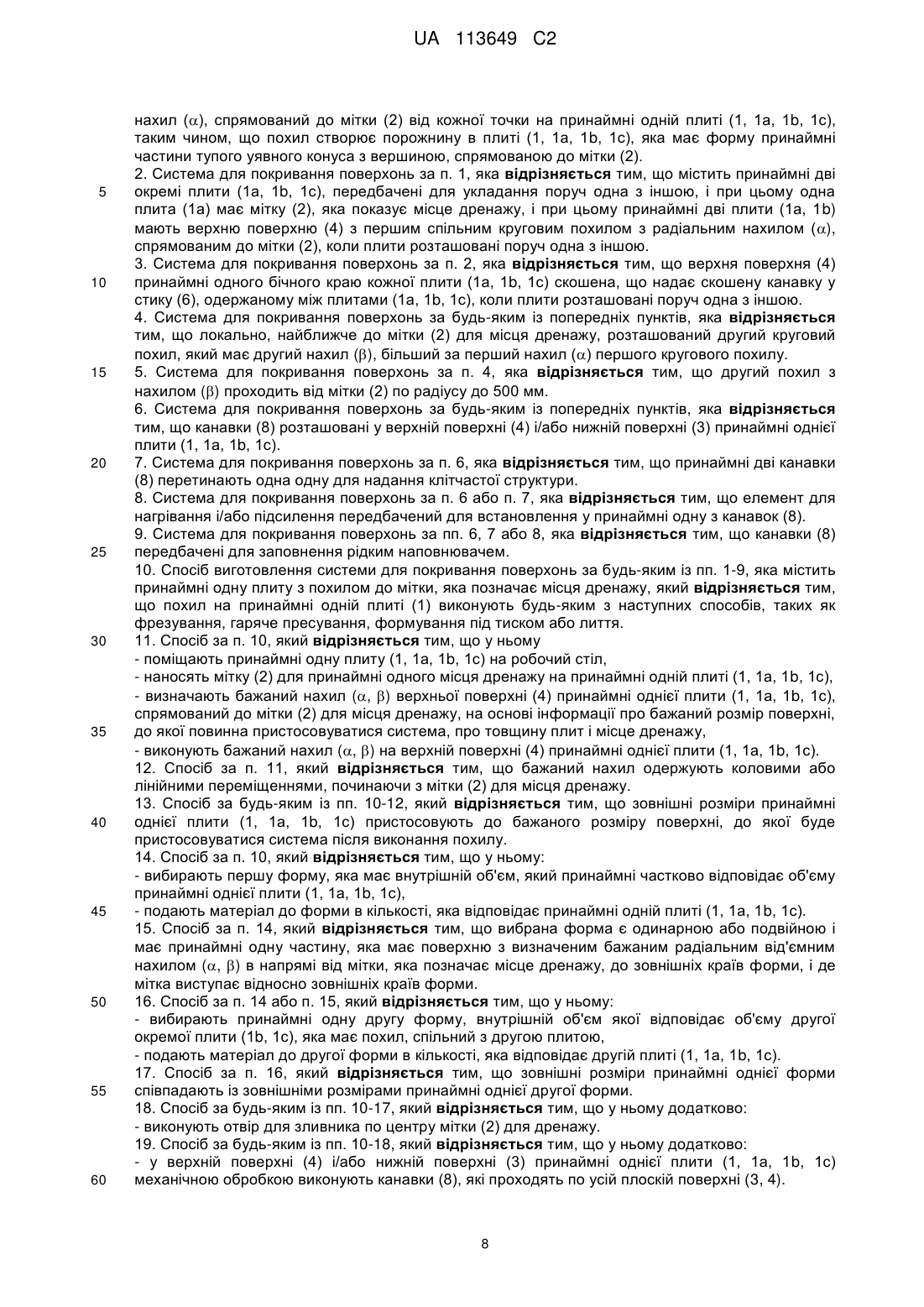
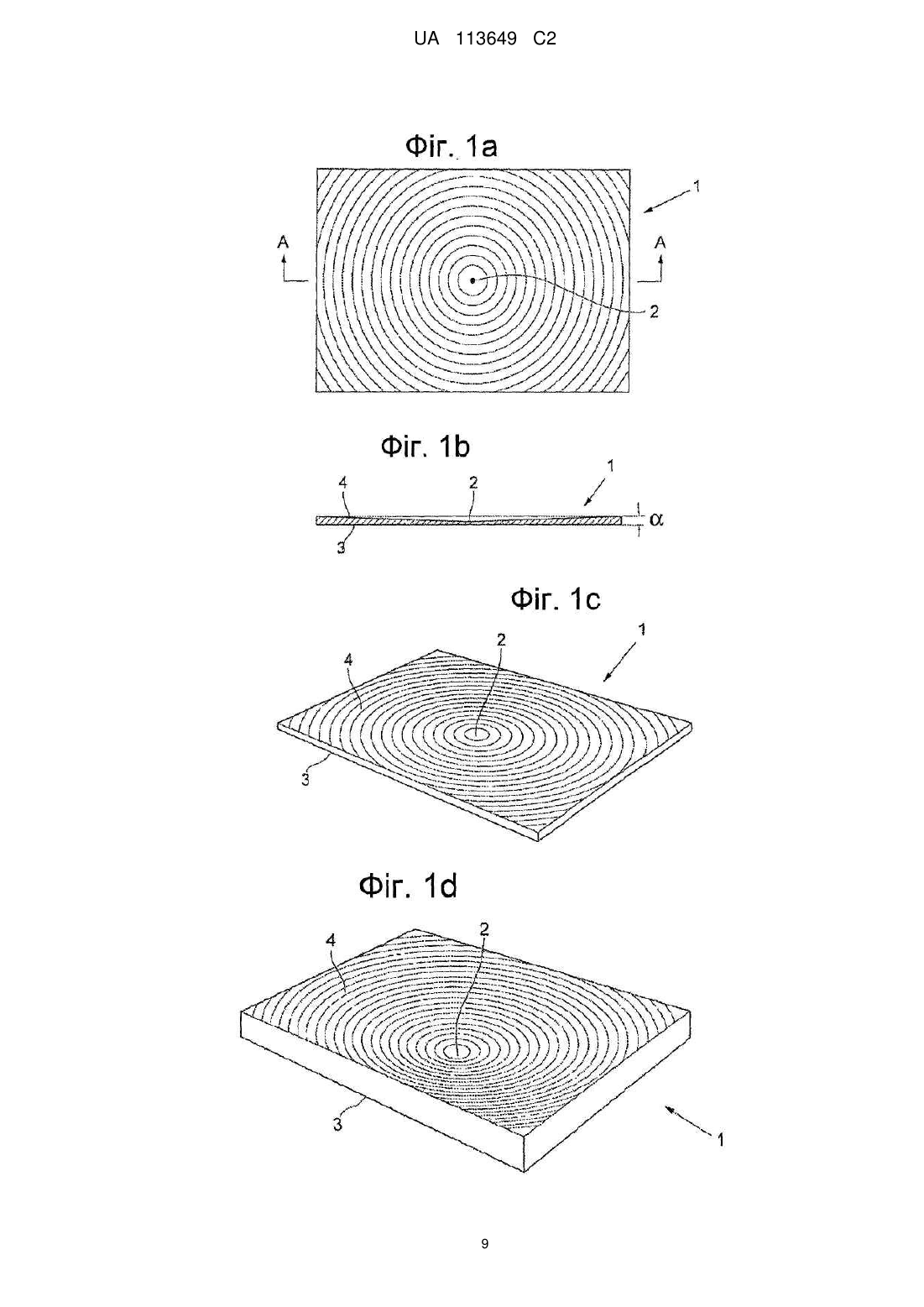
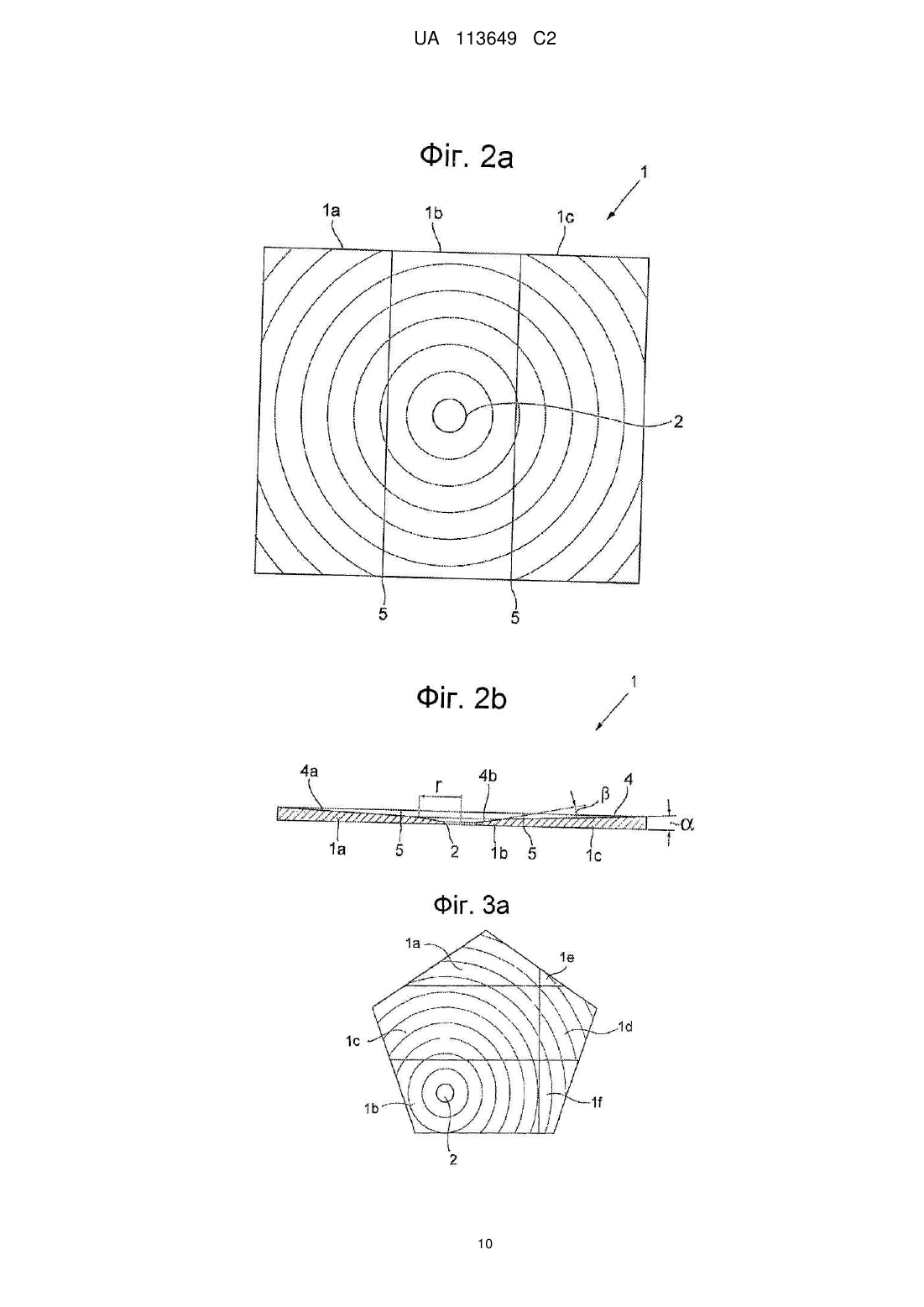
Реферат: Винахід належить до системи для покривання поверхонь, передбаченої для поверхні у формі підлоги душової кімнати, даху або іншої по суті плоскої обмеженої поверхні, яка контактує з водою і потребує дренажу, і до способу виготовлення такої системи. Система для покривання поверхонь містить принаймні одну плиту (1, 1а, 1b, 1с) з міткою (2), яка вказує місце дренажу, і по суті плоскою нижньою поверхнею (3) і верхньою поверхнею (4) з першим похилом в напрямі до мітки (2). Винахід відрізняється тим, що перший похил є круговим і має радіальний нахил () в напрямі до мітки (2) з кожної точки на принаймні одній плиті (1, 1а, 1b, 1с). У цей спосіб похил створює порожнину в плиті (1, 1а, 1b, 1 с) у формі принаймні частини тупого уявного конуса з вершиною, спрямованою до мітки (2). Це рішення надає модульну систему для покривання поверхонь з рівномірним круговим похилом, починаючи з місця/місць дренажу в спеціальному обмеженому просторі. Винахід додатково належить до способу виготовлення системи для покривання поверхонь. UA 113649 C2 (12) UA 113649 C2 UA 113649 C2 5 10 15 20 25 30 35 40 45 50 55 60 Технічна галузь Представлений винахід належить головним чином до системи для покривання поверхонь, передбаченої для покривання підлоги, даху або іншої по суті плоскої обмеженої поверхні, на яку може падати текуча субстанція і, таким чином, яка потребує дренажу. Система містить плити з попередньо виконаним похилом в напрямі до зливника. Винахід також належить до способу виготовлення такої системи. Рівень техніки Для того, щоб вода або інша текуча субстанція, така як масло і подібне, не збиралася на поверхні, потрібен похил в напрямі до зливника. Поверхня, може бути, наприклад, несучою структурою у формі плоского даху, поверхнею ґрунту на внутрішньому дворі, настилом в гаражі, кухні або душовій кімнаті, такій як ванна кімната, душова кабінка або пральня, або іншою по суті плоскою обмеженою поверхнею, яка може контактувати з водою у формі дощу або крапаючої води і яка, таким чином, потребує дренажу. Наприклад, в душовій кімнаті загальним способом для створення похилу в напрямі до місця дренажу - у цьому випадку, дренажу підлоги - є створення похилу з використанням рідкого наповнювача. Цей спосіб має ряд недоліків, включаючи довготривалість роботи, піднімання будівельником багатьох важких об'єктів і труднощі у досяганні рівномірного похилу. Часто будьде на підлозі присутні неоднорідні ділянки і протилежні похили, які збільшують калюжі води. Також стає недоречно тяжко наносити підлогові клінкери на оброблену наповнювачем підлогу, оскільки клінкери повинні різатися для забезпечення однорідних стиків. Для спрощення формування поверхонь, які потребують дренажу, на ринку доступні ряд систем, які складаються з однієї або більшої кількості плит з попередньо створеним похилом, які кладуться одна поруч з іншою на плоску поверхню. В документі US 7979927 B2 описується спосіб, наприклад, де попередньо створюється похил підлоги, починаючи з розташування зливника, і де ряд квадратних попередньо виготовлених елементів з'єднуються між собою з'єднанням "виступ-паз", і похил виконується фрезуванням, починаючи з дренажу підлоги. Похил, виконаний фрезуванням в кожній плиті, є так званим похилом у формі конверта, тобто, він є плоским і нахиленим в напрямі до зливника підлоги. Це означає, що між кожною фрезованою плитою створюються краї. Ці краї ускладнюють нанесення клінкерів на підлогу і на них некомфортно стояти. В документі ЕР 12769490 А1 описується інша складана підлога або дах душової кімнати, де ряд плит, виготовлені у формі сектора круга, разом створюють круговий похил, починаючи із зливника. Система базується на ряді сегментів, ідентичних для кожного колового шару сегментів, які укладаються навколо центрального кругового сегмента, покладеного над зливником. Підлогу кладуть, починаючи із зливника, а потім в кімнаті кладуть за раз зовні один шар по колу. На стінках сегменти обрізуються з наданням їм належної форми. Таким чином, різання повинно виконуватися на місці в душовій кімнаті. Це різання є довготривалим і буде надавати велику кількість відходів, які потрібно викидати. Короткий опис винаходу Задачею представленого винаходу є надання системи для покривання поверхонь, яка містить попередньо виготовлені будівельні елементи, за допомогою яких поверхню можна легко і швидко конструювати, маючи достатній дренаж води і рівномірний похил в напрямі до зливника. Ця задача вирішується за допомогою системи для покривання поверхонь, передбаченої для покривання підлоги, даху або іншої по суті плоскої обмеженої поверхні за пунктом 1 формули винаходу, яка містить принаймні одну по суті прямокутну, трикутну, квадратну або, інакше, багатокутну плиту з міткою, яка вказує місце дренажу, і по суті плоску нижню поверхню і верхню поверхню з першим похилом до мітки. Винахід відрізняється тим, що перший похил є круговим і має радіальний нахил, спрямований до мітки від кожної точки на принаймні одній плиті. Таким чином, похил створює порожнину у плиті, яка має форму принаймні частини тупого уявного конусу з вершиною, спрямованою до мітки. За допомогою цього рішення надається система для покривання поверхонь, яка містить принаймні одну попередньо виготовлену плиту, яка має однорідний круговий похил, починаючи з місця/місць дренажу в спеціальній кімнаті. Переваги рівномірного кругового похилу, з одного боку, полягають в тому, що він має точно однакову величину в напрямі до місця дренажу з кожної точки у всій кімнаті, і, з іншого боку, полягає у тому, що поверхня може покриватися, наприклад кам'яними або керамічними плитками, які забезпечують однорідні стики без потреби у різанні плиток, що значно заощаджує час. Рівномірний похил також спрощує покривання поверхні асфальтом, покрівельними латами, картоном або тканиною з повстю, яке виконується, коли поверхня, яка покривається системою, є дахом або внутрішнім двором. Розташування 1 UA 113649 C2 5 10 15 20 25 30 35 40 45 50 55 дренажу, таким чином, визначає форму кожної плити і кожна плита унікальна і передбачена для спеціальної обмеженої поверхні. В центрі мітки для дренажу переважно розташований отвір, який виконує функцію зливника. Одна плита може використовуватися як підлога душової кабінки, передбачена для обмеженої поверхні у ванній кімнаті, наприклад, у душовій кабінці. Згідно з першим варіантом виконання система для покривання поверхонь містить принаймні дві окремі плити, передбачені для розміщення поруч одна з іншою. Принаймні одна з плит має мітку, яка вказує місце дренажу, і обидві принаймні дві плити мають верхню поверхню з першим спільним круговим похилом з радіальним нахилом, спрямованим до мітки, коли плити розташовані поруч одна з іншою. Використовуючи принаймні дві плити, можна виготовляти більшу модульну систему для покривання поверхонь із спільним похилом до дренажу підлоги без труднощів під час транспортування системи і укладанні її на місці. Тим не менше, для спеціальної обмеженої поверхні слід використовувати якомога меншу кількість плит. Згідно з одним варіантом виконання верхня поверхня принаймні одного бічного краю кожної плити скошена, що надає скошену виїмку у стику, одержуваному між плитами, коли вони кладуться одна поруч з іншою. Скошена виїмка може заповнюватися, наприклад, рідким наповнювачем. Якщо рідкий наповнювач вводять у стики між плитами, а також на верхні поверхні плит, то окремі плити об'єднуються в один єдиний блок. Згідно з іншим варіантом виконання локально найближче до місця дренажу розташований другий круговий похил, який має другий нахил, більший за перший нахил першого кругового похилу. Другий похил з цим другим нахилом проходить переважно від мітки до уявного кола, розташованого на відстані від мітки, яка відповідає радіусу, який дорівнює до 500 мм. Маючи більший похил найближче до місця дренажу, навколо цього місця локально досягається кращий дренаж. Локальний швидкий дренаж перешкоджає воді збиратися поблизу місця дренажу, яке може знаходитися, наприклад, біля ступенів особи, яка використовує душ в душовій кімнаті. Згідно з одним варіантом виконання у верхній поверхні і/або у нижній поверхні принаймні однієї плити виконуються канавки. Принаймні дві канавки можуть виконуватися навхрест одна відносно іншої для надання клітчастої структури. Нагрівальний елемент, наприклад для нагрівання підлоги, і/або для підсилення, наприклад арматурні стрижні, можуть встановлюватися у принаймні одну з канавок. Також можна заповнювати канавки рідким наповнювачем. Канавки, виконані у верхній поверхні, можуть використовуватися для нагрівання підлоги, а канавки, виконані у нижній поверхні, можуть використовуватися для видалення вологи, яка може з'являтися між поверхнею під підлогою і системою для покривання поверхонь. Канавки для нагрівання підлоги переважно виконуються з формуванням клітчастої структури, яка повністю відповідає нахилу підлоги. Канавки у верхній поверхні можна також виконувати перед формування похилу. У цьому варіанті виконання клітчаста структура не відповідає нахилу підлоги, але є плоскою. Якщо канавки заповнюються рідким наповнювачем, то тепло від нагрівальних елементів підлоги однорідно розподіляються по підлозі, оскільки рідкий наповнювач проводить тепло набагато краще ніж матеріал плити. Винахід, окрім того, відноситься до способу виготовлення системи для покривання поверхонь, яка містить принаймні одну плиту з похилом до мітки, яка вказує місце дренажу, згідно з будь-яким з вищезгаданих варіантів виконання, який відрізняється тим, що похил на принаймні одній плиті виконують будь-яким з способів, таких як фрезування, гаряче пресування, формування під тиском або лиття. Перевага вищезгаданого способу виготовлення системи для покривання поверхонь полягає в тому, що круговий похил з рівномірним нахилом може одержуватися без будь-якого складного способу виробництва для однієї або більшої кількості попередньо виготовлених плит, які містяться в системі. В одному варіанті виконання спосіб відрізняється тим, що у ньому: - поміщають принаймні одну плиту на робочий стіл, - виконують мітку для принаймні одного місця дренажу на принаймні одній плиті, - визначають бажаний нахил верхньої поверхні принаймні однієї плити в напрямі до мітки на основі інформації про бажаний розмір поверхні, до якої повинна пристосовуватися система, про товщину плит і про розташування дренажу, - виконують механічною обробкою бажаний нахил на верхній поверхні принаймні однієї плити. 2 UA 113649 C2 5 10 15 20 25 30 35 40 45 50 55 60 Згідно з одним варіантом виконання похил виконується механічною обробкою з переміщеннями по колу або лінійними переміщеннями, починаючи від мітки. Якщо похил виконується механічною обробкою з переміщеннями по колу або лінійними переміщеннями, починаючи від мітки, наприклад за допомогою фрезувального станка, то кожна підлога може виготовлятися спеціальним чином згідно з побажаннями клієнта. Фрезувальний станок може переважно бути програмованім 5-осевим фрезувальним станком. Фрезувальний станок переважно програмується інформацією про бажаний розмір поверхні, до якої повинна пристосовуватися система, про товщину плит і про місце дренажу. Використовуючи, наприклад фрезувальний станок, який містить фрезувальний шпиндель, який нахилений на бажаний кут і спрямовує найнижчу точку фрезувальної головки в напрямі до мітки для місця дренажу, процес виробництва може додатково спрощуватися. Якщо використовується програмований 5-осьовий фрезувальний станок, то процес виробництва є швидшим і зменшуються періоди освоєння нової продукції. Переважно до фрезувального станка подається інформація від комп'ютерної платформи, програмованої інформацією про бажаний розмір поверхні, до якої повинна пристосовуватися система, про товщину плит і про передбачене місце дренажу. Комп'ютерна платформа вибирається згідно з передбаченою кількістю місць дренажу системи для покривання поверхонь. В іншому варіанті виконання спосіб відрізняється тим, що у ньому: - вибирають першу форму, яка має внутрішній об'єм, який принаймні частково відповідає об'єму принаймні однієї плити, - подають матеріал до форми в кількості, яка відповідає принаймні одній плиті. Згідно з одним варіантом виконання принаймні одна плита виготовляється будь-яким із способів, вибраного серед гарячого пресування, формування під тиском або лиття. Згідно з одним варіантом виконання вибрана форма є одинарною або подвійною і містить принаймні частину, яка має поверхню, яка має визначений бажаний радіальний від'ємний нахил (α, β) в напрямі від мітки, яка вказує місце дренажу, до зовнішніх країв форми, і де мітка виступає по відношенню до країв форми. Тобто, форма містить виступаючу частину з від'ємним нахилом (уявний конус), який буде створювати круговий похил. Одинарна форма переважно використовується у литті, при цьому перша частина форми використовується як нижня частина, а подвійна форма переважно використовується у формуванні під тиском або гарячому пресуванні. Згідно з другим варіантом виконання у способі додатково вибирають також принаймні одну другу форму, внутрішній об'єм якої відповідає об'єму другої окремої плити, яка має похил, спільний з другою плитою, для подачі матеріалу в другу форму в кількості, яка відповідає другій плиті. Якщо формування під тиском або гаряче пресування використовується як спосіб виготовлення, то принаймні одна з частин форми може використовуватися у попередньому виготовленні/виготовленні декількох плит, які разом формують систему для покривання поверхонь. У випадку більших систем, які, наприклад, містять квадратні плити, одна з яких має в центрі місце дренажу, уся форма, тобто перша і друга частина форми, може використовуватися для виготовлення кількох плит, оскільки тут кілька плит мають однаковий похил. Переважно, принаймні чотири плити мають однаковий похил. Згідно з іншим варіантом виконання зовнішні розміри принаймні однієї форми є такими ж як і зовнішні розміри принаймні однієї другої форми. Згідно з іншим варіантом виконання в будь-якому з вищенаведених способів також виконують отвір для зливника по центру мітки для місця дренажу і/або механічною обробкою виконують канавки у верхній поверхні і/або в нижній поверхні принаймні однієї плити, які проходять по всій такій поверхні. При встановленні системи все, що потрібно зробити на місці, це на етапі виготовлення системи для покривання поверхонь виконати отвори для зливника і можливо також для дренажних труб і подібного, а також виконати канавки механічною обробкою, які можуть використовуватися, наприклад, для підігрівання підлоги і пристосування до зовнішніх розмірів плити. Це зменшує кількість відходів, які, іншим чином, одержуються при виконанні отворів і різанні. Відходи, одержані на фабриці під час виготовлення системи, можуть безпосередньо забиратися і перероблятися або використовуватися в нових плитах. Усі вищенаведені варіанти виконання або частини варіанту виконання можуть вільно поєднуватися за умови, що поєднання не збільшує кількість невідповідностей. Короткий опис креслень Винахід тепер описується у вигляді прикладу з посиланням на супровідні креслення, на яких: 3 UA 113649 C2 5 10 15 20 25 30 35 40 45 50 55 60 Фіг. 1а зображає перший варіант виконання винаходу у виді зверху. Фіг. 1b зображає переріз А-А першого варіанту виконання винаходу з Фіг. 1а. Фіг. 1с зображає вид в перспективі винаходу згідно з першим варіантом виконання. Фіг. 1d зображає вид в перспективі винаходу із збільшеними розмірами. Фіг. 2а зображає другий варіант виконання винаходу у виді зверху. Фіг. 2b зображає переріз А-А другого варіанта виконання винаходу з Фіг. 2а. Фіг. За-Зс зображають деякі можливі форми системи для покривання поверхонь, адаптовані до різних розмірів поверхні, до якої повинна пристосовуватися система. Фіг. 4а і 4b зображають третій варіант виконання з розрізами для підігрівання підлоги і/або вентиляції. Фіг. 5а, 5b і 5с зображають форми, які використовуються у двох різних способах виготовлення. Фіг. 6а-6с зображають альтернативний варіант виконання системи для покривання поверхонь, яка містить квадратні плити. Опис варіантів виконання Далі надається детальний опис варіантів виконання винаходу. Усі приклади слід вважати частинами загального опису і вони, таким чином, загалом можуть поєднуватися. Система для покривання поверхонь буде описуватися нижче як підлогова система для душової кімнати, але зазвичай можна використовувати систему для створення дренажу на інших по суті плоских обмежених поверхнях, наприклад на дахах або у внутрішніх дворах. Фігури 1а-1с зображають перший варіант виконання підлогової системи, яка містить плиту 1 з міткою 2 для місця дренажу у формі дренажу підлоги. Мітка 2 може також бути місцем дренажу/дренажем підлоги, як таким. Мітка 2 у цьому варіанті виконання розташована по центру плити 1, але вона може також знаходитися в іншому придатному місці в стороні від краю плити, наприклад на відстані 450 мм - 600 мм від краю плити. Плита у цьому варіанті виконання є прямокутною, але може також бути по суті прямокутною (наприклад квадратною), трикутною, чотирикутною або мати іншу багатокутну форму. Терміни „по суті прямокутна", „трикутна", „чотирикутна" або „багатокутна" також включають плити, які мають різні форми або з'єднувальні деталі, розташовані на краях плити, для надання можливості стикування або з'єднання між собою кількох плит. В мітці 2 буде виконуватися отвір, де встановлюється дренаж підлоги або інший дренувальний пристрій. Центр отвору для дренажу підлоги повинен знаходитися в центрі мітки. Плита 1 має по суті плоску нижню поверхню 3 і верхню поверхню 4 з похилом в напрямі до мітки 2. Похил є круговим і має радіальний нахил α до мітки від кожної точки на принаймні одній плиті таким чином, що похил створює в плиті 1 порожнину у формі принаймні частини тупого конусу з вершиною, спрямованою до мітки 2. Оскільки плита має багатокутну форму, то порожнина у формі конуса зрізана на своїй периферії, тобто прямі краї плити закінчуються круговим похилом (дивіться Фігуру 1с). На Фігурі 1d товщина плити збільшена для чіткості відображення конічної форми порожнини. Плити можуть виготовлятися, наприклад, з пінополістиролу (EPS) або екструдованого пінополістиролу (XPS) або з поліамідних пластмас (РА), поліпропен/ (РР) або поліуретану (PUR). Матеріалом плити може також бути піноскло або будь-який інший матеріал, придатний для цього. В додаткових варіантах виконання плити з круговим похилом виливаються з бетону або іншого матеріалу, придатного для лиття. Плити також можна виготовляти з інших матеріалів, придатних для цих способів виготовлення, шляхом формування під тиском або гарячим пресуванням. Плити, які використовуються як окремі частини в системі для покривання поверхонь, є по суті плоскими на нижній стороні і, таким чином, передбачені для укладання на плоску основу. Вигідно використовувати EPS плити з розмірами до 1200 мм х 3000 мм або XPS плити з розмірами до 600 мм х 3300 мм, але також, зазвичай, можна використовувати плити з будьякими іншими розмірами. Квадратні плити можуть, наприклад, бути придатними для складання. Плитам, виготовленим з водонепроникного матеріалу, наприклад поліамідних пластмас (РА) або поліпропену (РР), може надаватися перевага, коли вони передбачені для укладання, наприклад в душовій кімнаті або внутрішньому дворі. Плити як такі можуть потім функціонувати як бар'єри для вологи від структури під підлогою, а ущільнення потрібне тільки вздовж стінок або країв і вздовж будь-яких стиків між плитами. Фігури 2а і 2b зображають інший варіант виконання винаходу, у якому підлогова система містить три окремі прямокутні плити 1а, 1b, 1с, покладені поруч одна з іншою для формування разом верхньої поверхні/поверхні 4 підлоги душової кімнати. Може, зазвичай, також використовуватися більше ніж три плити. Плити можуть кріпитися між собою клеєм або іншим 4 UA 113649 C2 5 10 15 20 25 30 35 40 45 50 55 кріпильним засобом або вони можуть кріпитися до підлоги поруч одна з іншою. Стики 5 між плитами можуть герметизуватися деяким видом герметизуючої стрічки. Також на усю підлогу можна класти герметизуючий шар або непроникну для пари тканину. Одна з плит - у цьому випадку середня плита 1b, проте це може, зазвичай, бути будь-яка з інших плит 1а, 1с - має мітку 2, яка, у цьому випадку, вирізана для дренажу підлоги. Отвір може також виконуватися фрезуванням або одержуватися будь-яким іншим способом, коли виготовляється підлогова система, або коли підлога кладеться на місці на ділянці будування. Поверхня 4 підлоги має перший круговий похил з радіальним нахилом а, спрямованим до мітки 2 дренажу підлоги. Локально найближче до мітки зливника підлоги, переважно в радіусі r до 500 мм від центру зливника, знаходиться другий круговий похил, який має нахил β, більший ніж нахил α першого похилу. Для душової кімнати перший радіальний нахил α переважно становить 2-10 мм/м, а другий радіальний нахил β становить 7-20 мм/м. Для інших по суті плоских обмежених поверхонь, таких як дахи і внутрішні двори, нахил в напрямі до зливника може знаходитися в інших інтервалах. Коли поверхня 4 підлоги складається з кількох плит - у цьому випадку трьох- то окремі плити 1а, 1b, 1с мають верхню поверхню 4а, 4b, 4с з частинами, які мають спільний круговий похил. Середня плита 1b має отвір для зливника підлоги, а круговий похил навколо нього формує порожнину у формі конуса з вершиною, спрямованою до центру отвору для зливника підлоги. Дві зовнішні плити 1а, 1с мають похил, який формує порожнину в плитах 1а, 1с у формі частини тупого конусу, оскільки конус є зрізаним на одній або обох сторонах. Фігури За-Зс зображають три різні підлоги ванної кімнати неправильної форми, виконані з використанням підлогової системи згідно з винаходом. Підлогові системи, зображені на Фігурах За-Зс, усі виготовлені з однієї або кількох прямокутних плит 1а, 1b, 1b', 1с, 1d з верхньою поверхнею 4 підлоги, яка має круговий похил, спрямований до зливника підлоги. Зовнішні краї підлоги обрізаються з одержанням бажаної форми. Незалежно від того, як виглядає підлога ванної кімнати, не потрібно виконувати різання на місці. Плити можуть спеціально виготовлятися згідно з формою підлоги навіть на фабриці. Фігури 4а і 4 зображають варіант виконання підлогової системи з виконаними механічною обробкою канавками 6, розташованими на верхній поверхні 4 плит 1. Канавки у цьому варіанті виконання виконані з формуванням клітчастої структури, яка може виходити за межі країв плити (Фіг. 4а) або закінчуватися деяким чином на краї (Фіг. 4b). В канавках може поміщатися кабель або труба (не зображена) для підігрівання підлоги. Елементи для підігрівання підлоги заливаються на місці рідким наповнювачем. Коли канавки перетинають одна іншу і заповнюється рідким наповнювачем, який розсіює тепло, то тепло від елементів для нагрівання підлоги однорідно розподіляється по підлозі. Також можна виконувати канавки 6 у формі клітчастої структури для узгодження з підсилюючим елементом, наприклад попередньо виготовленим підсилювальним покриттям або окремими арматурними стрижнями, укладеними в канавки 6 один поруч з іншим або з'єднаними між собою. Якщо використовується підсилюючий елемент, то уся конструкція стає сильнішою, а окремі плити утримуються разом. Коли підсилююче покриття кладеться в канавки, то вони можуть заповнюватися, наприклад, рідким наповнювачем або бетоном. Ці канавки можуть, зазвичай, також виконуватися механічною обробкою в плиті, зображеній на Фігурах 1a-1d. Підсилюючий елемент потім підсилює плиту як таку. У варіанті виконання, зображеному на Фігурі 4а, краї плити мають фаску 7, яка може одержуватися на фабриці або яка може одержуватися механічною обробкою за допомогою машини, яка створює похил. Коли плити 1а, 1b, 1с кладуться одна поруч з іншою, в стику 6 між плитами з'являється скошена виїмка. Ця виїмка може заповнюватися, наприклад, рідким наповнювачем. Таким чином, у стику 6 між плитами та на верхній поверхні 4 плит може знаходитися рідкий наповнювач. Окремі плити 1а, 1b, 1с потім формуються разом з одержанням єдиного блока 1. Також можна виконувати механічною обробкою/фрезуванням канавки 8 в нижній поверхні 3 плит 1. Ці канавки 8 проходять переважно безпосередньо по усій нижній поверхні 3 підлоги і сприяють протіканню повітря між поверхнею під підлогою і підлоговою системою. Підлога, таким чином, краще вентилюється і знижується ризик ушкодження вологою. Також можна замість цього класти принаймні одну плиту на відстані від поверхні, яку вона буде покривати. Відстань між поверхнею і плитою може використовуватися для вентиляції або електропроводів або водопровідних труб. Підлогова система може виготовлятися різними способами механічної обробки/виготовлення. 5 UA 113649 C2 5 10 15 20 25 30 35 40 45 50 55 60 Наприклад, можна попередньо виготовляти плити з круговим похилом за допомогою лиття окремих плит в одній або білішій кількості форм, за допомогою формування під тиском у формах з визначеним внутрішнім об'ємом або за допомогою пластичної деформації плит з використанням конічного пресувального інструмента з підігрівом (так зване гаряче пресування). Під час виготовлення використовують лиття в одинарній формі 9, переважно виготовленої зі сталі або іншого придатного матеріалу з дзеркально відображеним похилом. Дивіться Фігуру 5а, яка показує центральну плиту з міткою/отвором 2 для дренажу підлоги, розташованою по центру на плиті як виступаючий циліндр. Таким чином, форма 9 обмежується рамкою 9а і нижньою поверхнею 9b рамки, яка має принаймні один визначений бажаний радіальний від'ємний нахил (α, β), спрямований від виступаючої мітки 2, яка вказує місце дренажу, в напрямі до зовнішніх нижніх країв форми. Радіальний нахил відповідає похилу верхньої поверхні 4 плити. В інших формах, передбачених для лиття плит, які будуть встановлюватися навколо центральної плити 1b, відсутня виступаюча частина, яка буде формувати дренаж підлоги, а скоріше нахил починається з усіх точок на поверхні рамки і має бажану форму частини уявного спрямованого вгору конусу, тобто частина нижньої поверхні рамки не повністю плоска. Форму заповнюють бетоном або іншим відповідним тверднучим матеріалом з введенням належним чином можливих підсилюючих добавок. Також можна підсилювати плити армувальною сіткою, арматурними стрижнями або окремими шпицями або волокнами. Коли плита проходить чистову обробку, то верхня формувальна поверхня стає по суті плоскою нижньою поверхнею 3 плити. Також в плитах можна використовувати кілька матеріалів. Наприклад, шар пінопластмаси може укладатися не на повністю затвердлий бетон або приклеюватися до останнього пізніше. У випадку виготовлення за допомогою формування під тиском (дивіться Фігури 5b і 5с), використовують подвійну форму, яка має першу частину 10 і другу частину 11, які формують внутрішній об'єм, який принаймні частково відповідає об'єму принаймні однієї плити 1, 1а, 1b, 1с. Фігура 5b зображає центральну плиту, яка також має мітку/отвір 2 для дренажу підлоги, розташовану по центру плити у формі виступаючого циліндра. Фігура 5с зображає трикутну подвійну форму, яка може також використовуватися для виготовлення плит з круговим похилом. Перша частина 10 форми має принаймні один визначений бажаний радіальний від'ємний нахил (α, β), спрямований від мітки 2, яка вказує місце дренажу, в напрямі до зовнішніх країв форми. Друга частина 11 форми має плоску внутрішню поверхню, яка відповідає по суті плоскій нижній поверхні 3 плити. Переважно, друга частина 11 форми може використовуватися у виготовленні усіх окремих плит 1а – 1g. Інші форми, передбачені для лиття плит, які будуть встановлюватися навколо центральної плити 1Ь, не мають виступаючої частини, яка буде надавати дренаж підлоги, а скоріше нахил починається з усіх точок на поверхні рамки і має бажану форму частини уявного спрямованого вгору конусу, тобто частина нижньої поверхні рамки не є повністю плоскою. Внутрішня поверхня інших форм має похил, який відповідає внутрішній поверхні першої форми, таким чином, що формується спільний похил. Плити виготовляються шляхом подачі матеріалу, який буде формувати плиту, у внутрішній об'єм між першою і другою частиною 10, 11 форми. Коли матеріал стає твердим першу і другу частину форми роз'єднують і виймають кінцеву плиту з частинами, які мають круговий похил. При виготовленні шляхом гарячого пресування, яке не показане, наприклад, попередньо підігріта плита з поліамідної пластмаси (РА) або поліпропену (РР) поміщається в нижню частину формувального інструмента. Після поміщення порції матеріалу, інструмент закривають і матеріал вичавлюють у формувальний пристрій. Коли матеріал затверднув, інструмент відкривають і виймають плиту з кінцевим круговим похилом. Також похил в плоскій плиті можна виконувати фрезуванням, що не зображено. Якщо похил і форма підлоги одержуються фрезуванням, то переважно він виконується механічною обробкою 5-осевим (вісь Χ, Υ, Ζ, А і С) програмованим фрезувальним станком з площею робочої поверхні 3300 мм х 5000 мм. Фрезувальний станок містить фрезувальний шпиндель, який може нахилятися на бажаний кут. Станок має автоматичний пристрій для заміни інструменту і стіл з вакуумним затискачем для утримування плит на місці. Вісь Υ є віссю в поздовжньому напрямі станка, вісь X є віссю, орієнтованою перпендикулярно до поздовжнього напряму станка, а вісь Ζ проходить вертикально до площини, утвореною попередніми двома осями. Переміщення навколо осі А відхиляють фрезувальний шпиндель на бажаний градус, а переміщення навколо осі С повертають шпиндель навколо його власної осі. Під час виготовлення підлоги душової кімнати, наприклад з розмірами 2700 мм х 3500 мм, 2 тобто площею 9,45 м , бажано використовувати три плити з розмірами 1200 мм χ 3000 мм, які кладуться поруч одна з іншою на робочій ділянці фрезувального станка. В комп'ютерній 6 UA 113649 C2 5 10 15 20 25 30 35 40 45 50 програмі зберігається ряд комп'ютерних платформ в залежності від того, скільки буде мати кімната зливників; переважна більшість ванних кімнат мають один зливник. Комп'ютерна платформа програмується інформацією про розмір підлоги і товщину плит, а також про розташування зливника на підлозі. Фреза нахиляється на бажаний кут, а її найнижча точка спрямована до мітки 2, яка визначає центр зливника. Найнижча точка фрези спрямована до мітки 2 під час усього робочого процесу створення похилу. Похил фрезується коловими або лінійними переміщеннями плоскої фрези, а центральна точка зливника є завжди вихідною точкою для переміщень. Коли плити отримали свій похил, то підлога отримує свій розмір фрезуванням плит з обрізанням їх країв. Підлога може на цьому етапі набувати різних форм (дивіться Фігури За - Зс). Для зливника підлоги і, якщо необхідно, для дренувальних труб з туалету і з раковини отвори також виконуються фрезуванням. Плити потім позначаються міткою, яка відповідає доданому кресленню. Одержані відходи переробляються. Якщо підлога буде мати підігрів, то клітчаста структура може виконуватися фрезуванням на верхній поверхні 4 підлоги, яка повністю відповідає нахилу підлоги. Також можна створити плоску клітчасту структуру незалежно від верхнього похилу підлоги, яка, наприклад, робить можливим використовувати попередньо виготовлену армувальну сітку. Вищезгаданий спосіб націлений на кожну підлогову систему, яка спеціально виготовляється на замовлення, у якому присутня інформація про розмір підлоги, її форму і розміщення її дренажу. Однак, також можна виготовляти гнучку підлогову систему, де плити утримуються в комплекті в спеціальних місцях продажу і пізніше пристосовуються до ванної кімнати спеціального клієнта, що може виконуватися наступним чином: - "Підлогова плита із зливником" розробляється у принаймні двох варіантах. В одному з двох варіантів зливник або мітка для зливника розташовується по центру плити, в її середині. В іншому варіанті зливник або мітка для зливника розташована, наприклад, на відстані від одного з її країв, що становить принаймні одну чверть відстані від центра плити до одного з її країв. - Починаючи із зливника, сусідні плити механічно обробляються вищеописаним способом. Також можна виготовляти і складати гнучку підлогову систему, де кожна окрема плита виготовляється у формі, яка має внутрішній об'єм, який принаймні частково відповідає об'єму принаймні однієї плити 1, 1а-1g. Ця кругла мультисистема зображена на Фігурах 6а-6с. Цю систему виготовляють з по суті квадратних плит 1а-1g (таким чином, можливі інші форми плит), де дренаж підлоги або мітка 2 для дренажу підлоги розташований по центру першої плити 1b, а інші плити 1а, 1с-1g кладуть навколо першої плити 1b радіально зовні (дивіться Фігури 6а і 6b). Перша плита 1b зі зливником виготовляється у формі. Оскільки зливник підлоги розташований по центру першої плити 1b, то радіальний нахил похилу на інших плитах є однаковим для принаймні чотирьох інших плит 1а, 1с-1g. Ці принаймні чотири додаткові плити, таким чином, виготовляються у другій формі, яка може повторно використовуватися для виготовлення кількох плит. Це створює гнучку систему дешевим способом виробництва, оскільки потребується тільки обмежена кількість форм. На Фігурах 6а-6с зображена найбільша кількість варіантів плит. Система може, зазвичай, збільшуватися необмеженою кількістю плит, якщо бажано. З системи плит 1а-1g, які, наприклад, зберігаються в комплекті на місці продажу, кінцевий клієнт або підрядник на основі розміру кімнати і розташування зливника підлоги може вибирати кількість плит кожної форми, яка необхідна для формування підлоги. На місці будівництва, на місці продажу або на фабриці зовнішні плити потім ріжуть і пристосовують до стін кімнати (дивіться Фігуру 6с). Представлений винахід надає складану підлогу з однорідним круговим похилом від кожної точки поверхні підлоги. Похил починається з точки, де розташований зливник підлоги, і підлога повинна виготовлятися з найменшою можливою кількістю прямокутних панелей. У вищенаведеному описі описується підлогова система з однією - трьома плитами, але у випадку великих душових кімнат зазвичай можна використовувати більше плит. У виробництві переважно використовують загальні стандартні розміри плит. ФОРМУЛА ВИНАХОДУ 55 60 1. Система для покривання поверхонь, передбачена для покривання підлоги, даху або іншої по суті плоскої обмеженої поверхні, яка містить принаймні одну по суті прямокутну, трикутну, чотирикутну або, інакше, багатокутну плиту (1, 1а, 1b, 1с) з міткою (2), яка показує місце дренажу, і по суті плоскою нижньою поверхнею (3) і верхньою поверхнею (4) з першим похилом в напрямі до мітки (2), яка відрізняється тим, що перший похил є круговим і має радіальний 7 UA 113649 C2 5 10 15 20 25 30 35 40 45 50 55 60 нахил (), спрямований до мітки (2) від кожної точки на принаймні одній плиті (1, 1а, 1b, 1с), таким чином, що похил створює порожнину в плиті (1, 1а, 1b, 1с), яка має форму принаймні частини тупого уявного конуса з вершиною, спрямованою до мітки (2). 2. Система для покривання поверхонь за п. 1, яка відрізняється тим, що містить принаймні дві окремі плити (1а, 1b, 1с), передбачені для укладання поруч одна з іншою, і при цьому одна плита (1а) має мітку (2), яка показує місце дренажу, і при цьому принаймні дві плити (1а, 1b) мають верхню поверхню (4) з першим спільним круговим похилом з радіальним нахилом (), спрямованим до мітки (2), коли плити розташовані поруч одна з іншою. 3. Система для покривання поверхонь за п. 2, яка відрізняється тим, що верхня поверхня (4) принаймні одного бічного краю кожної плити (1а, 1b, 1с) скошена, що надає скошену канавку у стику (6), одержаному між плитами (1а, 1b, 1с), коли плити розташовані поруч одна з іншою. 4. Система для покривання поверхонь за будь-яким із попередніх пунктів, яка відрізняється тим, що локально, найближче до мітки (2) для місця дренажу, розташований другий круговий похил, який має другий нахил (), більший за перший нахил () першого кругового похилу. 5. Система для покривання поверхонь за п. 4, яка відрізняється тим, що другий похил з нахилом () проходить від мітки (2) по радіусу до 500 мм. 6. Система для покривання поверхонь за будь-яким із попередніх пунктів, яка відрізняється тим, що канавки (8) розташовані у верхній поверхні (4) і/або нижній поверхні (3) принаймні однієї плити (1, 1а, 1b, 1с). 7. Система для покривання поверхонь за п. 6, яка відрізняється тим, що принаймні дві канавки (8) перетинають одна одну для надання клітчастої структури. 8. Система для покривання поверхонь за п. 6 або п. 7, яка відрізняється тим, що елемент для нагрівання і/або підсилення передбачений для встановлення у принаймні одну з канавок (8). 9. Система для покривання поверхонь за пп. 6, 7 або 8, яка відрізняється тим, що канавки (8) передбачені для заповнення рідким наповнювачем. 10. Спосіб виготовлення системи для покривання поверхонь за будь-яким із пп. 1-9, яка містить принаймні одну плиту з похилом до мітки, яка позначає місця дренажу, який відрізняється тим, що похил на принаймні одній плиті (1) виконують будь-яким з наступних способів, таких як фрезування, гаряче пресування, формування під тиском або лиття. 11. Спосіб за п. 10, який відрізняється тим, що у ньому - поміщають принаймні одну плиту (1, 1а, 1b, 1с) на робочий стіл, - наносять мітку (2) для принаймні одного місця дренажу на принаймні одній плиті (1, 1а, 1b, 1с), - визначають бажаний нахил (, ) верхньої поверхні (4) принаймні однієї плити (1, 1а, 1b, 1с), спрямований до мітки (2) для місця дренажу, на основі інформації про бажаний розмір поверхні, до якої повинна пристосовуватися система, про товщину плит і місце дренажу, - виконують бажаний нахил (, ) на верхній поверхні (4) принаймні однієї плити (1, 1а, 1b, 1с). 12. Спосіб за п. 11, який відрізняється тим, що бажаний нахил одержують коловими або лінійними переміщеннями, починаючи з мітки (2) для місця дренажу. 13. Спосіб за будь-яким із пп. 10-12, який відрізняється тим, що зовнішні розміри принаймні однієї плити (1, 1а, 1b, 1с) пристосовують до бажаного розміру поверхні, до якої буде пристосовуватися система після виконання похилу. 14. Спосіб за п. 10, який відрізняється тим, що у ньому: - вибирають першу форму, яка має внутрішній об'єм, який принаймні частково відповідає об'єму принаймні однієї плити (1, 1а, 1b, 1с), - подають матеріал до форми в кількості, яка відповідає принаймні одній плиті (1, 1а, 1b, 1с). 15. Спосіб за п. 14, який відрізняється тим, що вибрана форма є одинарною або подвійною і має принаймні одну частину, яка має поверхню з визначеним бажаним радіальним від'ємним нахилом (, ) в напрямі від мітки, яка позначає місце дренажу, до зовнішніх країв форми, і де мітка виступає відносно зовнішніх країв форми. 16. Спосіб за п. 14 або п. 15, який відрізняється тим, що у ньому: - вибирають принаймні одну другу форму, внутрішній об'єм якої відповідає об'єму другої окремої плити (1b, 1с), яка має похил, спільний з другою плитою, - подають матеріал до другої форми в кількості, яка відповідає другій плиті (1, 1а, 1b, 1с). 17. Спосіб за п. 16, який відрізняється тим, що зовнішні розміри принаймні однієї форми співпадають із зовнішніми розмірами принаймні однієї другої форми. 18. Спосіб за будь-яким із пп. 10-17, який відрізняється тим, що у ньому додатково: - виконують отвір для зливника по центру мітки (2) для дренажу. 19. Спосіб за будь-яким із пп. 10-18, який відрізняється тим, що у ньому додатково: - у верхній поверхні (4) і/або нижній поверхні (3) принаймні однієї плити (1, 1а, 1b, 1с) механічною обробкою виконують канавки (8), які проходять по усій плоскій поверхні (3, 4). 8 UA 113649 C2 9 UA 113649 C2 10 UA 113649 C2 11 UA 113649 C2 12 UA 113649 C2 13 UA 113649 C2 Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 14
ДивитисяДодаткова інформація
Автори англійськоюSjoden, Tord, Boart, Ulf, Gustavson, Morten
Автори російськоюШёден Торд, Боарт Ульф, Густавсон Мортен
МПК / Мітки
МПК: E04D 13/04, E04F 15/02, E04D 13/16, E04B 5/02, E04D 3/24
Мітки: поверхонь, виготовлення, спосіб, такої, системі, система, покривання
Код посилання
<a href="https://ua.patents.su/16-113649-sistema-dlya-pokrivannya-poverkhon-i-sposib-vigotovlennya-tako-sistemi.html" target="_blank" rel="follow" title="База патентів України">Система для покривання поверхонь і спосіб виготовлення такої системи</a>
Спосіб обробки даних у приймальному вузлі системи зв’язку з багатьма входами/виходами, сама система такого зв’язку та приймальний вузол такої системи
Номер патенту: 75133
Опубліковано: 15.03.2006
Автори: Волліс Марк, Говард Стівен Дж., Кетчем Джон В., Волтон Джей Р.
МПК: H04L 1/02, H04B 7/06, H04B 7/08
Мітки: такої, система, спосіб, даних, зв'язку, системі, вузлі, приймальному, такого, приймальний, вузол, багатьма, сама, обробки
Формула / Реферат:
1. Спосіб обробки даних у приймальному вузлі системи зв'язку з багатьма входами-виходами (БВВ), який включає:обробку сукупності вхідних сигналів, які включають один або більше потоків символів, що відповідають одному або більше потокам даних, для формування потоку декодованих даних для одного з одного або декількох потоків символів,породження сукупності модифікованих сигналів, базуючись на вхідних сигналах, і отримання...
Транспортна система з напрямними коліями та спосіб керування візками такої транспортної системи
Номер патенту: 84554
Опубліковано: 10.11.2008
Автор: Фішер Вернер
МПК: B61L 23/00
Мітки: коліями, такої, системі, напрямними, транспортна, керування, візками, система, транспортної, спосіб
Формула / Реферат:
1. Транспортна система, насамперед підвісна монорейкова дорога, що складається з мережі напрямних колій, у якій є щонайменше один вузол (164, 178), у якому одна до одної примикають щонайменше дві колійні ділянки (166, 168, 170; 180, 182, 184) мережі напрямних колій, та має множину візків (128), що пересуваються уздовж напрямних колій у їх мережі та кожен з яких оснащений керувальним блоком, яка відрізняється тим, що кожному візку зіставлений...
Система рейкового скріплення й пружна клема для такої системи
Номер патенту: 98808
Опубліковано: 25.06.2012
Автор: Бьостерлінг Вінфрід
МПК: E01B 9/48
Мітки: система, системі, скріплення, клема, пружна, такої, рейкового
Формула / Реферат:
1. Система рейкового скріплення, призначена для прикріплення рейки (2), яка має підошву (7), шийку (31) і головку, що піднімаються від неї, і має підклемну підкладку (5, 6) і закріплену на ній пружну клему (14, 15) із призначеною для її закріплення на підклемній підкладці (5, 6) центральною частиною (16), із щонайменше однією відхідною вбік від центральної частини (16) торсіонною частиною (19, 20) і з примикаючим через вигнуту перехідну...
Система інтерактивної ігрової і/або соціологічної взаємодії (сіісв), здійснюваної під час радіо- і/або телепередачі, і спосіб такої взаємодії з використанням цієї системи (варіанти)
Номер патенту: 48558
Опубліковано: 15.08.2002
Автори: Куліков Дмітрій Євгєньєвіч, Котєльніков Сєргєй Івановіч, Сєргєйцев Тімофєй Ніколаєвіч
МПК: A63F 13/00, A63F 3/08
Мітки: цієї, соціологічної, сіісв, такої, взаємодії, радіо, спосіб, здійснюваної, система, варіанти, системі, використанням, інтерактивної, ігрової, телепередачі
Формула / Реферат:
Спосіб вимірювання вигину артилерійського ствола, в якому формують на початку ствола модульований світловий пучок, направляють його вздовж ствола, відбивають світловий пучок від розміщеного на кінці ствола відбивача і направляють його через об'єктив на фотоприймач фотоприймального датчика, який відрізняється тим, що формують в площині діафрагми, розташованої безпосередньо перед відбивачем, світлову зону з розмірами, більшими за суму розмірів...
Система передоплати за постачання води і газу безпровідною смарт-карткою і лічильник такої системи
Номер патенту: 100272
Опубліковано: 10.12.2012
Автор: Нерібаділло Едурардо Аґустін
МПК: G06Q 50/06, G06Q 20/34, G01D 4/00, G06F 15/00
Мітки: система, такої, смарт-карткою, системі, лічильник, води, постачання, передоплати, безпровідною, газу
Формула / Реферат:
1. Спосіб передоплати за постачання води або газу з використанням і) безпровідної смарт-картки, що навантажена передоплаченою кількістю постачання, і і) лічильника води або газу, який має верхню і нижню захисні кришки, елемент безпровідного зчитування-запису для безпровідних смарт-карток і механізм відкриття/закриття водо- або газопостачання і ііі) мережі, що включає щонайменше одне місце, тобто термінал, продажу з парою модулів безпеки і...
Попередній патент: Еталонна дзвонова дискретно-динамічна установка для точного відтворення та вимірювання об’єму і об’ємної витрати газу
Наступний патент: Гербіцидна композиція та спосіб її одержання
Випадковий патент: Спосіб приготування пряника