Спосіб виготовлення абразивного виробу (варіанти)
Формула / Реферат
1. Спосіб виготовлення абразивного виробу, що включає:
застосування системи швидкого виготовлення технологічного оснащення і касети, причому касета має корпус з першим з'єднуючим матеріалом і першими абразивними частками, при цьому касета працює як частина системи швидкого виготовлення технологічного оснащення, за допомогою якої осаджують перший з'єднуючий матеріал і перші абразивні частки у послідовних фігурних шарах з утворенням абразивної структури.
2. Спосіб за п. 1, в якому додатково використовують підкладку для виготовлення абразивного виробу з покриттям.
3. Спосіб за п. 2, в якому підкладку вибирають із групи, в яку входять папір, плівка, тканина, фольга, спінений матеріал і плівка, що знімається.
4. Спосіб за п. 1, в якому додатково використовують команди комп'ютера, що виконуються системою швидкого виготовлення технологічного оснащення, щоб управляти осадженням першого з'єднуючого матеріалу і перших абразивних часток у послідовних фігурних шарах.
5. Спосіб за п. 1, в якому додатково заправляють касету першим з'єднуючим матеріалом і першими абразивними частками.
6. Спосіб за п. 5, в якому заправлення касети являє собою заправлення через канал заправлення.
7. Спосіб за п. 1, що додатково передбачає заміну зношеної касети новою касетою.
8. Спосіб за п. 1, в якому додатково заправляють касету другим з'єднуючим матеріалом, що відрізняється від першого з'єднуючого матеріалу.
9. Спосіб за п. 8, в якому додатково заправляють касету другими абразивними частками, які відрізняються від перших абразивних часток.
10. Спосіб за п. 1, що передбачає застосування касети в упаковці багаторазового використання.
11. Спосіб за п. 1, в якому касета містить унікальний ідентифікатор, який вводять в веб-сайт, сконфігурований для прийому унікального ідентифікатора і для об'єднання конфігурації з'єднуючого матеріалу і абразиву з унікальним ідентифікатором.
12. Спосіб виготовлення абразивного виробу, що включає:
застосування касети, що має корпус з першим з'єднуючим матеріалом і першими абразивними частками, при цьому касета працює як частина системи швидкого виготовлення технологічного оснащення і осаджує перший з'єднуючий матеріал і перші абразивні частки у послідовних фігурних шарах з утворенням тривимірних абразивних структур.
13. Спосіб за п. 12, в якому додатково використовують підкладку для виготовлення абразивного виробу з покриттям.
14. Спосіб за п. 13, в якому підкладку вибирають із групи, в яку входять папір, плівка, тканина, фольга, спінений матеріал і плівка, що знімається.
15. Спосіб за п. 12, що додатково передбачає заправлення порожньої касети.
16. Спосіб за п. 15, що додатково передбачає заправлення порожньої касети першим з'єднуючим матеріалом.
17. Спосіб за п. 15, що додатково передбачає заправлення порожньої касети другим з'єднуючим матеріалом.
18. Спосіб за п. 17, в якому другий з'єднуючий матеріал відрізняється від першого з'єднуючого матеріалу.
19. Спосіб за п. 17, що додатково передбачає заправлення порожньої касети другими абразивними частками.
20. Спосіб виготовлення абразивного виробу, що включає:
прийом порожньої касети; і
заповнення порожньої касети з'єднуючим матеріалом і абразивними частками, причому касета працює як частина системи виготовлення твердих виробів вільної форми і осаджує з'єднуючий матеріал і абразивні частки в послідовних фігурних шарах з утворенням абразивної структури.
21. Спосіб за п. 20, в якому додатково застосовують систему виготовлення твердих виробів вільної форми і касету, заповнену з'єднуючим матеріалом і абразивними частками.
22. Спосіб за п. 20, в якому система виготовлення твердих виробів вільної форми являє собою систему, вибрану із групи, у яку входять тривимірна система осадження за допомогою друку, система друку з'єднуючого матеріалу, система осадження металу і система осадження розплаву (FDM).
23. Спосіб виготовлення абразивного виробу, що включає:
введення даних, пов'язаних з конструкцією першого абразивного виробу, в систему швидкого виготовлення технологічного оснащення, що містить перший з'єднуючий матеріал і перші абразивні частки; і формування абразивного виробу з першого з'єднуючого матеріалу і перших абразивних часток на підставі набору даних шляхом дозування першого з'єднуючого матеріалу і перших абразивних часток з касети, пов'язаної із системою швидкого виготовлення технологічного оснащення.
24. Спосіб за п. 23, що додатково передбачає:
введення другого набору даних, пов'язаних з конструкцією другого абразивного виробу, у систему швидкого виготовлення технологічного оснащення; і
формування другого абразивного виробу з першого з'єднуючого матеріалу і перших абразивних часток, на підставі другого набору даних.
25. Спосіб за п. 23, що додатково передбачає:
видалення першої касети, що містить перший з'єднуючий матеріал і перші абразивні частки, із системи швидкого виготовлення технологічного оснащення;
введення другої касети, що містить другий з'єднуючий матеріал і другі абразивні частки, у систему швидкого виготовлення технологічного оснащення; і
формування другого абразивного виробу із другого з'єднуючого матеріалу і других абразивних часток.
26. Спосіб за п. 25, в якому другий з'єднуючий матеріал має інші механічні властивості, ніж перший з'єднуючий матеріал.
27. Спосіб за п. 25, в якому формування другого абразивного виробу передбачає отвердження другого з'єднуючого матеріалу, причому другий абразивний виріб має іншу зносостійкість, ніж перший абразивний виріб.
28. Спосіб за п. 25, в якому другі абразивні частки мають інший середній розмір, ніж перші абразивні частки.
Текст
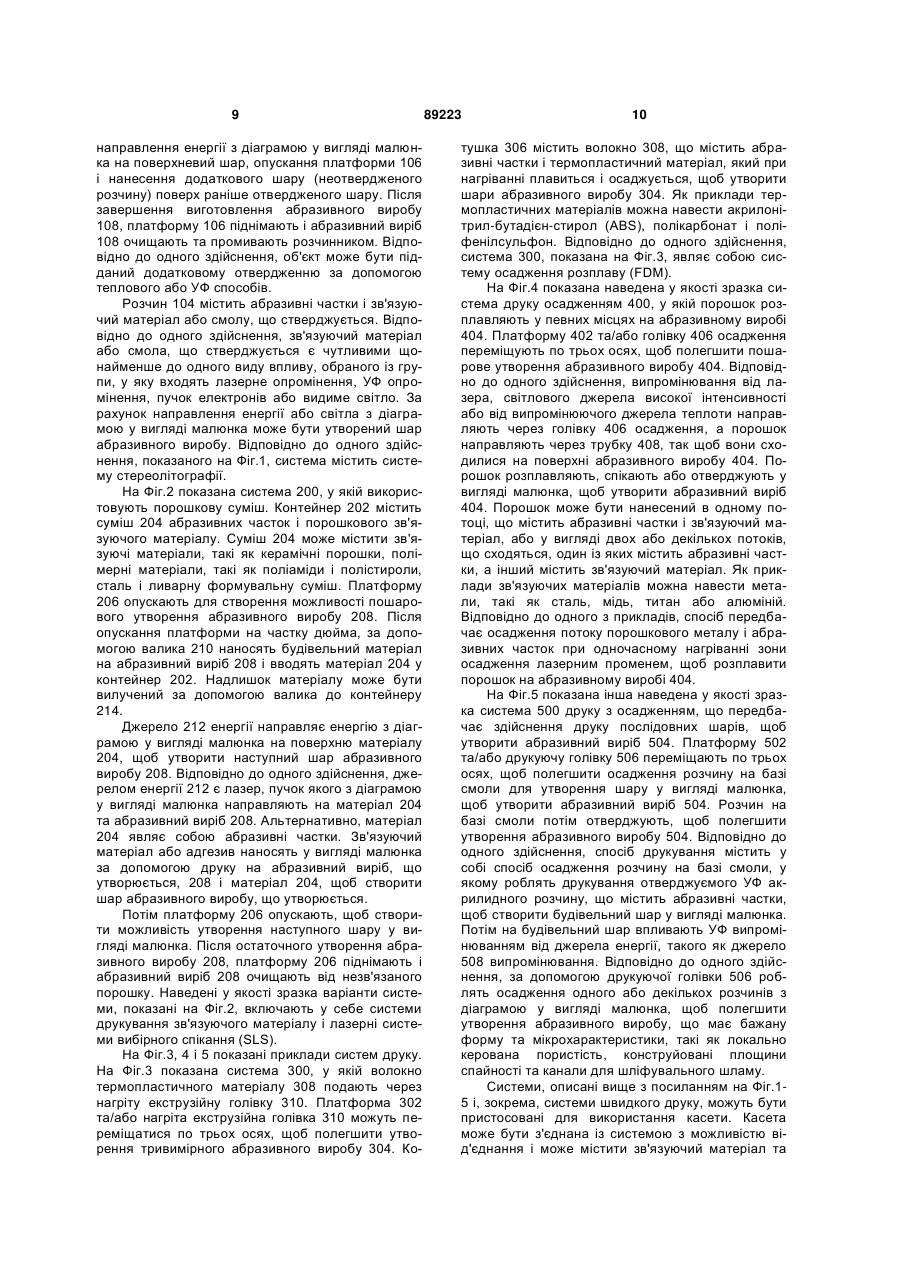
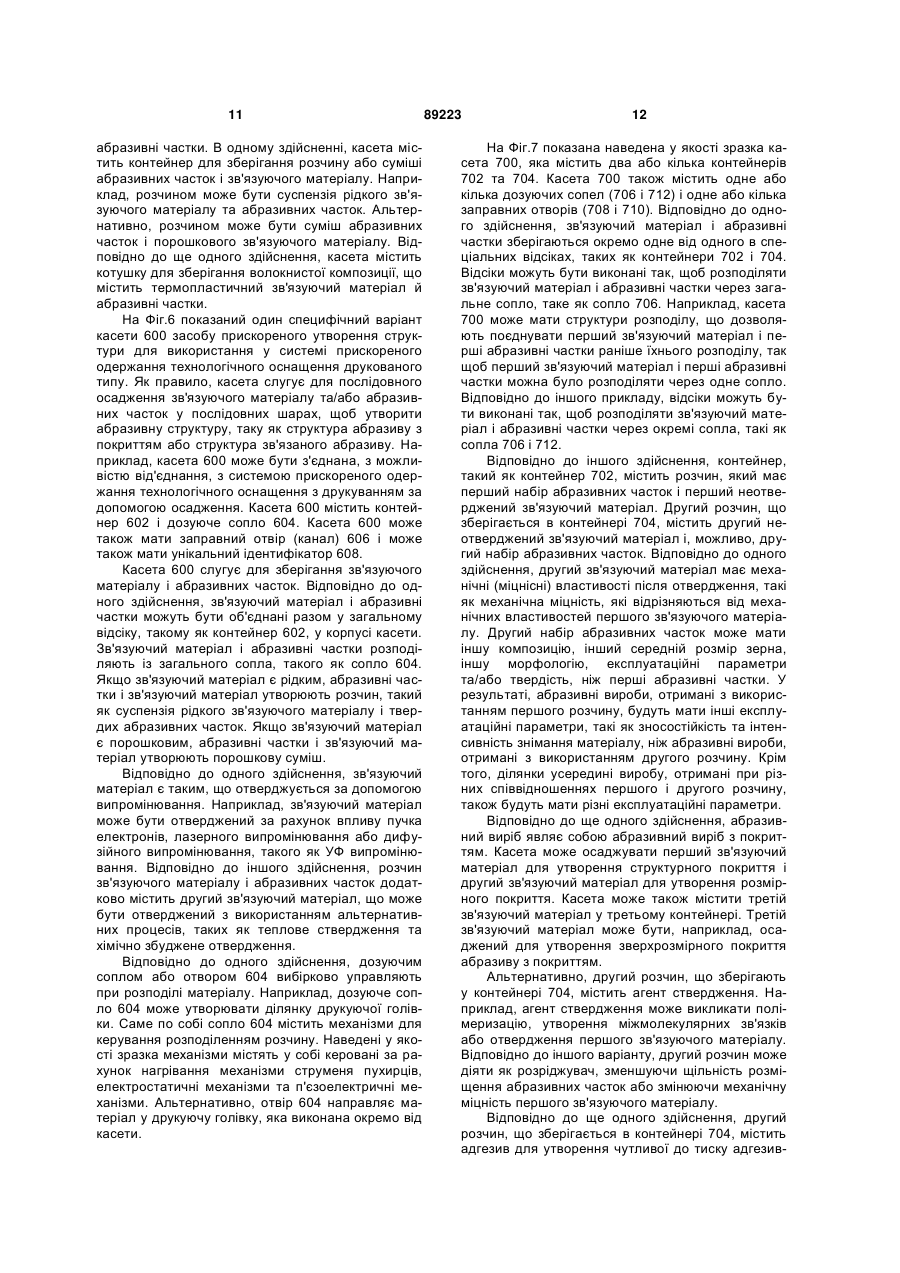
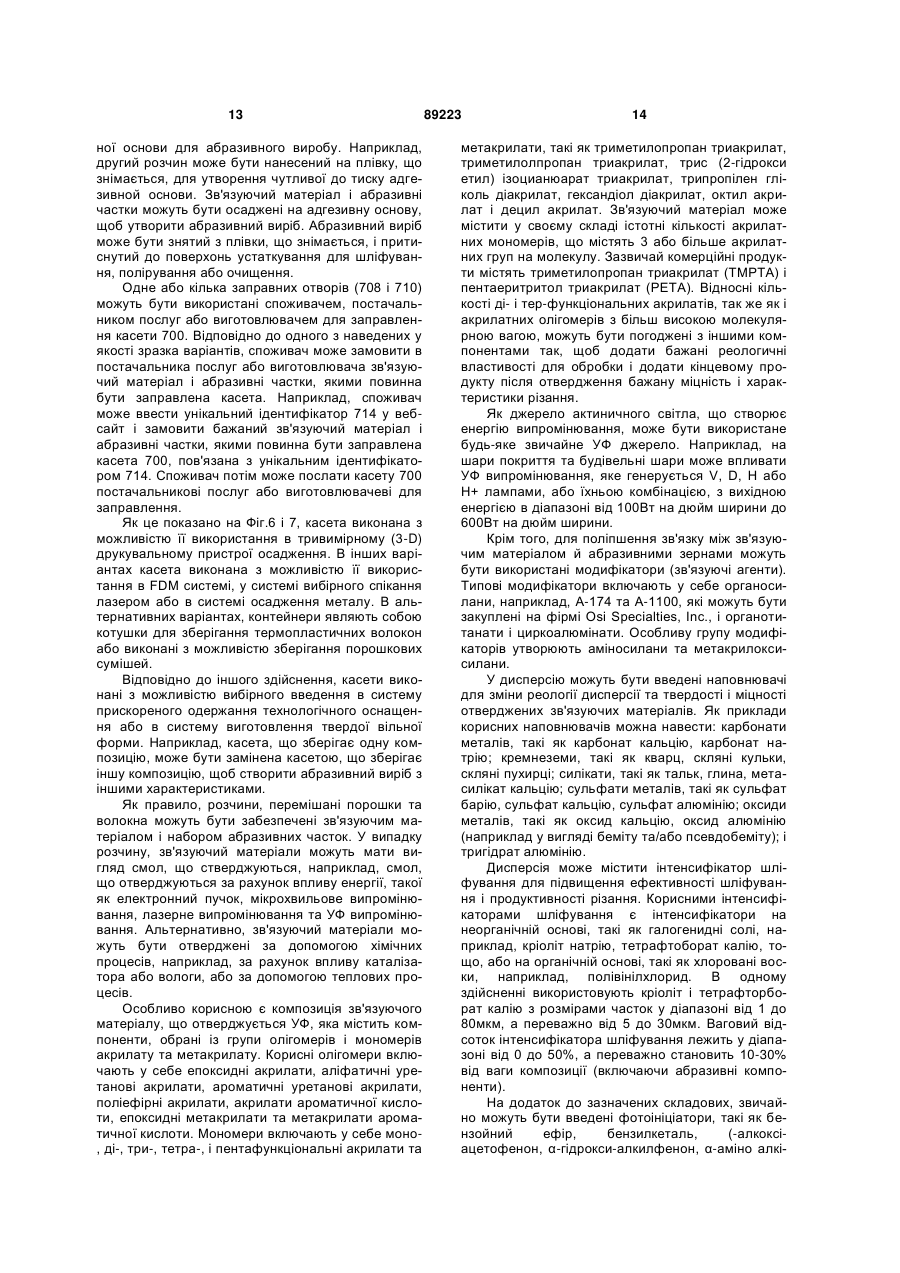
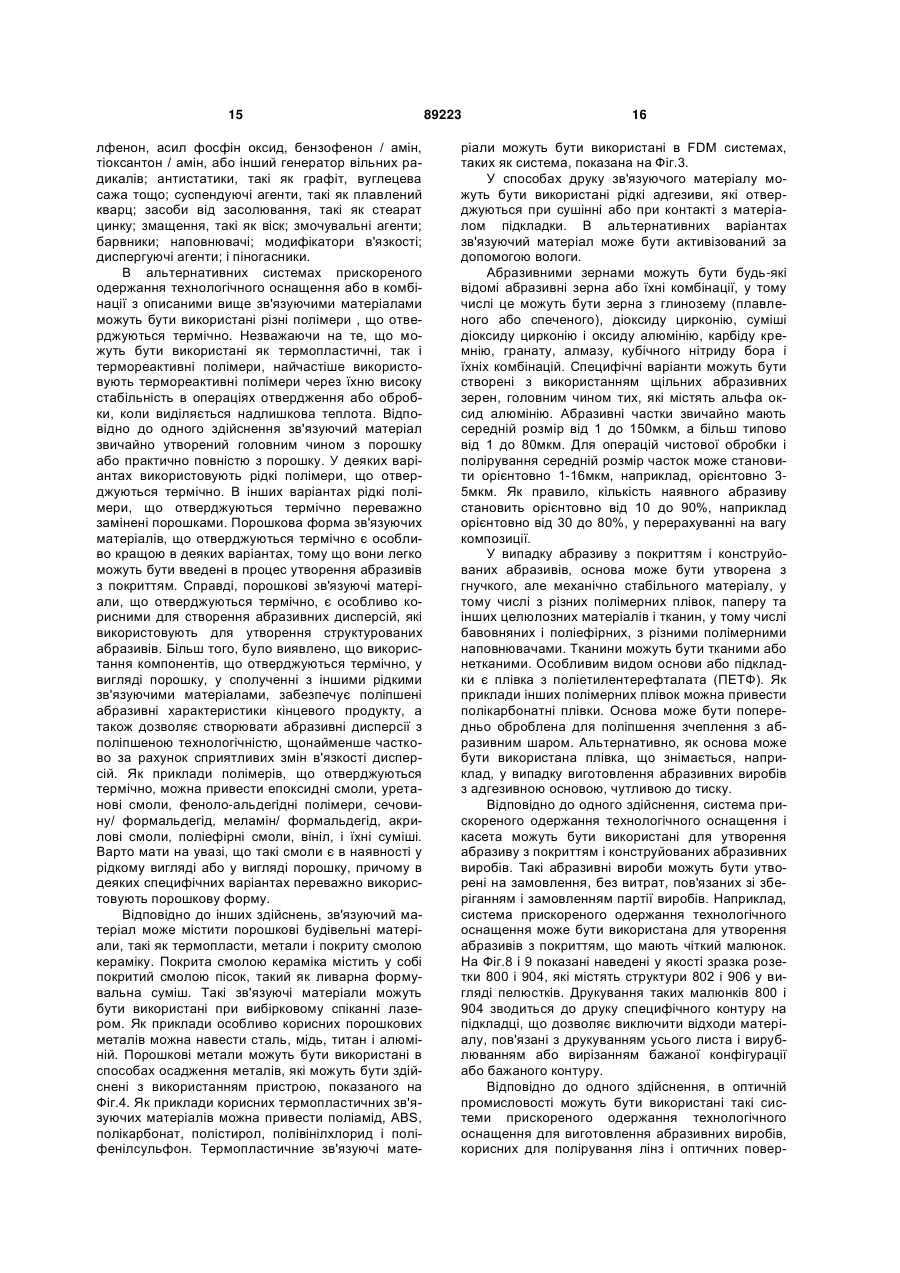
1. Спосіб виготовлення абразивного виробу, що включає: застосування системи швидкого виготовлення технологічного оснащення і касети, причому касета має корпус з першим з'єднуючим матеріалом і першими абразивними частками, при цьому касета працює як частина системи швидкого виготовлення технологічного оснащення, за допомогою якої осаджують перший з'єднуючий матеріал і перші абразивні частки у послідовних фігурних шарах з утворенням абразивної структури. 2. Спосіб за п. 1, в якому додатково використовують підкладку для виготовлення абразивного виробу з покриттям. 3. Спосіб за п. 2, в якому підкладку вибирають із групи, в яку входять папір, плівка, тканина, фольга, спінений матеріал і плівка, що знімається. 4. Спосіб за п. 1, в якому додатково використовують команди комп'ютера, що виконуються системою швидкого виготовлення технологічного оснащення, щоб управляти осадженням першого з'єднуючого матеріалу і перших абразивних часток у послідовних фігурних шарах. 5. Спосіб за п. 1, в якому додатково заправляють касету першим з'єднуючим матеріалом і першими абразивними частками. 6. Спосіб за п. 5, в якому заправлення касети являє собою заправлення через канал заправлення. 7. Спосіб за п. 1, що додатково передбачає заміну зношеної касети новою касетою. 8. Спосіб за п. 1, в якому додатково заправляють касету другим з'єднуючим матеріалом, що відрізняється від першого з'єднуючого матеріалу. 2 (19) 1 3 89223 4 виробів вільної форми і осаджує з'єднуючий матеріал і абразивні частки в послідовних фігурних шарах з утворенням абразивної структури. 21. Спосіб за п. 20, в якому додатково застосовують систему виготовлення твердих виробів вільної форми і касету, заповнену з'єднуючим матеріалом і абразивними частками. 22. Спосіб за п. 20, в якому система виготовлення твердих виробів вільної форми являє собою систему, вибрану із групи, у яку входять тривимірна система осадження за допомогою друку, система друку з'єднуючого матеріалу, система осадження металу і система осадження розплаву (FDM). 23. Спосіб виготовлення абразивного виробу, що включає: введення даних, пов'язаних з конструкцією першого абразивного виробу, в систему швидкого виготовлення технологічного оснащення, що містить перший з'єднуючий матеріал і перші абразивні частки; і формування абразивного виробу з першого з'єднуючого матеріалу і перших абразивних часток на підставі набору даних шляхом дозування першого з'єднуючого матеріалу і перших абразивних часток з касети, пов'язаної із системою швидкого виготовлення технологічного оснащення. 24. Спосіб за п. 23, що додатково передбачає: введення другого набору даних, пов'язаних з конструкцією другого абразивного виробу, у систему швидкого виготовлення технологічного оснащення; і формування другого абразивного виробу з першого з'єднуючого матеріалу і перших абразивних часток, на підставі другого набору даних. 25. Спосіб за п. 23, що додатково передбачає: видалення першої касети, що містить перший з'єднуючий матеріал і перші абразивні частки, із системи швидкого виготовлення технологічного оснащення; введення другої касети, що містить другий з'єднуючий матеріал і другі абразивні частки, у систему швидкого виготовлення технологічного оснащення; і формування другого абразивного виробу із другого з'єднуючого матеріалу і других абразивних часток. 26. Спосіб за п. 25, в якому другий з'єднуючий матеріал має інші механічні властивості, ніж перший з'єднуючий матеріал. 27. Спосіб за п. 25, в якому формування другого абразивного виробу передбачає отвердження другого з'єднуючого матеріалу, причому другий абразивний виріб має іншу зносостійкість, ніж перший абразивний виріб. 28. Спосіб за п. 25, в якому другі абразивні частки мають інший середній розмір, ніж перші абразивні частки. Даний винахід стосується створення систем прискореного одержання технологічного оснащення і способів виготовлення абразивних виробів. Абразивні вироби, такі як абразиви з покриттям і зв'язані абразиви, використовують у різних галузях промисловості для механічної обробки заготовок, таких як притирання, шліфування або полірування. Механічна обробка з використанням абразивних виробів одержала широке поширення в різних галузях промисловості, починаючи від оптичної промисловості й фарбування при ремонті автомобілів і закінчуючи виробництвом металів. У кожному такому виді застосування використовують значні кількості абразивних виробів у ході кожного промислового циклу. У типовому промисловому циклі, споживач абразивного виробу замовляє необхідну кількість абразивних виробів у виготовлювача абразивних виробів. Виготовлювач абразивних виробів випускає партію абразивних виробів з використанням заданого розміру зерна і зв'язуючого матеріалу. Після цього, виготовлювач абразивних виробів може приступити до виготовлення іншої партії абразивних виробів, яка має інший розмір зерна та інший зв'язуючий матеріал. Звичайно досить важко повністю очистити устаткування для виготовлення абразивних виробів, щоб виключити забруднення партії зі специфічним розміром зерна зернами та частками від попередньої партії. Коли великі абразивні частки забруднюють партію із дрібним зерном, використання партії із забрудненим зерном веде до утво рення подряпин або рубців на поверхні, що шліфується чи полірується. Таким чином, виготовлювач абразивних виробів повинен приділяти велику увагу обмеженню перехресного забруднення партій абразивних виробів, що призводить до підвищення вартості виготовлення. Більш того, споживачі здійснюють замовлення абразивних виробів великими партіями. При великих обсягах замовлення партіями призводить до більших витрат оборотного капіталу і до проблем зберігання і транспортування після одержання партії, а також до проблем прогнозування необхідного обсягу абразивних виробів. Якщо обсяг партії абразивних виробів був замовлений з надлишком, споживачеві доводиться викидати непотрібні абразивні вироби, що призводить до зниження продуктивності та втрати доходу. Крім того, традиційні способи виготовлення абразивних виробів створюють багато відходів та обмежують форму і конфігурацію абразивних виробів, які при цьому можуть бути отримані. Наприклад, коли бажано одержати специфічний контур абразиву з покриттям, такий контур вирізають з листа шліфувального матеріалу з покриттям, що призводить до значної кількості невикористаного матеріалу, який відправляється у відходи. При виготовленні зв'язаного абразивного виробу традиційні способи пов'язані з використанням процесу формування, що передбачає (і) приготування партії суспензії, (іі) заливання суспензії у форму, (ііі) пресування та ствердження суспензії, (iv) виймання з форми, і (ν) обробку під остаточний розмір. 5 Для забезпечення того, щоб готовий зв'язаний абразивний виріб не був меншим за заданий розмір, використовують надлишок матеріалу в ході всього процесу виготовлення. Наприклад, використовують надлишок суспензії для гарантованого повного заповнення форми. Крім того, розмір форми звичайно вибирають більшим за остаточний розмір виробу, і зв'язаний абразивний виріб доводять до остаточного розміру в операції обробки. Таким чином, як у процесі виготовлення абразиву з покриттям, так і у процесі виготовлення зв'язаного абразивного виробу, губиться матеріал, який направляється у відходи, і доводиться виконувати додаткові операції, щоб одержати готовий абразивний виріб. На додаток до удосконалень в галузі виготовлення абразивних виробів і відповідних призначених для цього систем, є потреба в нових абразивних виробах, у тому числі у зв'язаних абразивах та в абразивах з покриттям. У якості прикладу необхідно вказати, що існуючі технології виготовлення обмежують архітектуру абразивних виробів, причому в контексті конструйованих абразивів і зв'язаних абразивів абразивні структури звичайно обмежені структурами, які дозволяють легко здійснити виймання з форми, такими як структури конічної або пірамідальної форми. Таким чином, з викладеного вище стає зрозумілим, що у виробництві абразивних виробів необхідні вдосконалені технології виготовлення і нові структури абразивних виробів. Відповідно до одного аспекту, у винаході пропонується спосіб виготовлення абразивного виробу, що передбачає надання системи прискореного одержання технологічного оснащення споживачеві та надання касети споживачеві. Касета має корпус, перший зв'язуючий матеріал і перші абразивні частки. Касета виконана так, щоб працювати як частина системи прискореного одержання технологічного оснащення, і слугує для осадження першого зв'язуючого матеріалу і перших абразивних часток у послідовних фігурних шарах, щоб утворити абразивну структуру. Відповідно до іншого аспекту, у винаході пропонується спосіб виготовлення абразивного виробу, що передбачає надання касети споживачеві. Касета має корпус, перший зв'язуючий матеріал і перші абразивні частки. Касета виконана так, щоб працювати як частина системи прискореного одержання технологічного оснащення, і слугує для осадження першого зв'язуючого матеріалу і перших абразивних часток у послідовних фігурних шарах, щоб утворити абразивну структуру. Відповідно до ще одного аспекту, у винаході пропонується спосіб виготовлення абразивного виробу, що передбачає одержання виготовлювачем від споживача порожньої касети і заповнення порожньої касети зв'язуючим матеріалом і абразивними частками. Касета виконана так, щоб працювати як частина системи виготовлення твердої вільної форми і слугує для осадження зв'язуючого матеріалу і абразивних часток у послідовних фігурних шарах, щоб утворити абразивну структуру. Відповідно до іншого аспекту, у винаході пропонується спосіб виготовлення абразивного виро 89223 6 бу, що передбачає введення набору даних, пов'язаних з конструктивним виконанням абразивного виробу, у систему прискореного одержання технологічного оснащення, що містить перший зв'язуючий матеріал і перші абразивні частки, і утворення абразивного виробу з першого зв'язуючого матеріалу і перших абразивних часток, на підставі зазначеного набору даних. На Фіг.1 та 2 показані наведені у якості зразка імерсійні системи для прискореного одержання абразивних виробів. На Фіг.3, 4 і 5 показані наведені у якості зразка друкувальні системи для виготовлення абразивних виробів. На Фіг.6 і 7 показані наведені у якості зразка касети для використання в системах для прискореного одержання абразивних виробів. На Фіг.8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18 і 19 показані наведені у якості зразка абразивні вироби. На Фіг.20 і 21 показані наведені у якості зразка способи виготовлення абразивних виробів. Слід мати на увазі, що аналогічні або ідентичні елементи на різних кресленнях мають однакові позиційні позначення. Відповідно до одного з варіантів здійснення, даний винахід спрямований на створення системи виготовлення абразивних виробів, таких як система виготовлення твердої вільної форми та система прискореного одержання технологічного оснащення Система включає у себе обчислювальні схеми, касету та робочу (виробничу) поверхню. Касета з'єднана з системою з можливістю від'єднання, причому коли касета з'єднана з системою, абразивні частки і зв'язуючий матеріал можуть бути розподілені з неї. Обчислювальні схеми конфігуровані таким чином, щоб управляти осадженням малюнка, відповідно до якого абразивні частки і зв'язуючий матеріал осаджують на робочій поверхні або підкладці, щоб утворити абразивний виріб. Відповідно до іншого здійснення, даний винахід спрямований на створення касети, у якій утримуються зв'язуючий матеріал і абразивні частки. Касета виконана з можливістю введення, з можливістю від'єднання, у систему прискореного одержання технологічного оснащення, для використання при виготовленні абразивних виробів. Касета додатково виконана з можливістю зберігання другого зв'язуючого матеріалу та другого набору абразивних часток. Даний винахід відноситься також до способу одержання абразивного виробу. Спосіб передбачає введення набору даних про конструктивне виконання абразивного виробу в систему прискореного одержання технологічного оснащення, і створення абразивного виробу на підставі набору даних про його конструктивне виконання. Спосіб додатково передбачає введення набору даних про конструктивне виконання другого абразивного виробу і створення другого абразивного виробу на підставі набору даних про його конструктивне виконання. Даний винахід відноситься також до способу виготовлення абразивного виробу. Спосіб перед 7 бачає використання системи прискореного одержання технологічного оснащення, виконаної з можливістю введення в неї касети, і використання касети для зберігання зв'язуючого матеріалу та абразивних часток. Спосіб може передбачати також прийом використаної касети виготовлювачем, заправлення касети зв'язуючим матеріалом та абразивними частками, і надання заправленої касети споживачеві. Абразивними виробами можуть бути абразиви з покриттям або зв'язані абразиви. Абразиви з покриттям являють собою вироби, у яких шар або шари абразиву зв'язані з підкладкою. Підкладка або основа слугують у якості розмірно стабільного компонента, на якому осаджують шар, який містить абразив. Абразивні зерна абразивного шару зчіплюються з основою за рахунок використання зв'язуючого матеріалу. Конструйовані або структуровані абразиви дозволяють одержати поліпшені характеристики в порівнянні із традиційними абразивами з покриттям. Структуровані абразиви мають основу, на яку осаджують шар абразиву, щоб утворити попередньо обраний малюнок. Такі структуровані абразиви звичайно мають підвищені характеристики шліфування в порівнянні зі звичайними абразивними виробами, такі як висока продуктивність різання, мала шорсткість поверхні та підвищений термін служби. Зв'язані абразиви звичайно мають тривимірні форми, у яких не потрібне використання підкладки або основи для забезпечення конструктивної цілісності. В якості прикладів зв'язаних абразивів можна навести шліфувальні кола та інші тривимірні абразивні вироби. Традиційно, зв'язані абразиви одержують за рахунок формування суміші абразивних часток і розчинів зв'язуючого матеріалу. Відповідно до даного винаходу пропонується виготовляти абразиви з покриттям і зв'язані абразиви за допомогою способів прискореного одержання технологічного оснащення (rapid tooling manufacturing) і способів виготовлення твердої вільної форми. За допомогою способів прискореного одержання технологічного оснащення, наприклад, здійснюють утворення абразивного виробу пошарово, щоб одержати виріб, що має бажані характеристики шліфування, такі як висока продуктивність різання, мала шорсткість поверхні, високий період нормальної експлуатації, необхідна пористість і хороша каналізація мастильноохолоджувальної рідини/шліфувального шламу. Способи прискореного одержання технологічного оснащення включають у себе імерсійні способи та способи друкування. Імерсійні способи звичайно передбачають використання ванни або контейнера, заповнених будівельним матеріалом, таким як смола або порошок. Об'єкт утворюють пошарово на платформі, яку опускають після утворення кожного будівельного шару. Тонкий шар неотвердженого або незв'язаного будівельного матеріалу наносять безпосередньо на останній шар абразивного виробу і частково зв'язують, з утворенням малюнка. У наведених у якості зразків здійсненнях джерело енергії, таке як лазер або джерело УФ випромінювання, направляють з діаграмою випромінювання у вигляді малюнка на шар 89223 8 незв'язаного матеріалу, для того, щоб здійснити отвердження зв'язуючого матеріалу. Відповідно до іншого наведеного у якості зразка здійснення зв'язуючий матеріал наносять за допомогою друку у вигляді малюнка поверх шарів будівельного матеріалу. Потім об'єкт опускають і наступний шар незв'язаного матеріалу осаджують поверх попереднього шару, після чого незв'язаний матеріал знову отверджують у вигляді малюнка, щоб утворити абразивний виріб. Імерсійні способи включають у себе рідинні способи та порошкові способи. Наприклад, рідинні способи включають у себе стреолітографію, коли об'єкт конструюють у ванні рідкої смоли. Порошкові способи передбачають друк зв'язуючого матеріалу та вибірне лазерне спікання. Наприклад, шар керамічного матеріалу може бути зв'язаний у вигляді специфічного малюнка за допомогою друкування зв'язуючого матеріалу поверх шару у вигляді специфічного малюнка. Відповідно до іншого прикладу, порошковий матеріал може бути спечений у вигляді специфічного малюнка за рахунок направлення лазерного пучка з діаграмою у вигляді специфічного малюнка на шар порошкового матеріалу. Способи утворення твердої вільної форми і способи прискореного одержання технологічного оснащення також включають у себе способи швидкого друкування. Способи швидкого друкування звичайно передбачають осадження розчинів у вигляді малюнка поверх підкладки. Відповідно до одного здійснення, абразивний виріб утворюють за рахунок послідовного осадження розчину, що містить абразивні частки та зв'язуючі матеріали. Способи друкування містять у собі способи друкування за рахунок осадження і способи друкування за рахунок екструзії. Способи друкування за рахунок осадження включають у себе способи осадження сухих часток, такі як металічні зв'язані системи, і способи осадження рідини, такі як системи рідкої смоли, що стверджується. Способи друкування за рахунок екструзії включають у себе систему осадження розплаву (FDM), відповідно до якої волокно термопластичного матеріалу розплавляють і осаджують у вигляді бажаного малюнка. На Фіг.1 і 2 показані імерсійні системи, призначені для утворення абразивних виробів. Система 100, показана на Фіг.1, містить ванну 102 неотвердженого розчину 104, що містить неотверджену смолу і абразивні частки. Абразивний виріб 108 утворюють на платформі 106. Джерело енергії 112, таке як лазер або джерело ультрафіолетового (УФ) випромінювання, направляє енергію з діаграмою у вигляді малюнка на поверхневий шар розчину 104, щоб здійснити ствердження розчину (або його зв'язування) і створити отверджений шар у вигляді малюнка. Наприклад, лазер можна сканувати уздовж поверхневого шару, щоб утворити малюнок на поверхні розчину 104. В іншому прикладі, УФ випромінювання направляють через маску, щоб утворити малюнок на поверхні розчину 104. Платформу 106 потім частково опускають і за допомогою щітки 110 наносять наступний шар неотвердженого розчину 10 на утворений абразивний виріб 108. Процес продовжують за рахунок 9 направлення енергії з діаграмою у вигляді малюнка на поверхневий шар, опускання платформи 106 і нанесення додаткового шару (неотвердженого розчину) поверх раніше отвердженого шару. Після завершення виготовлення абразивного виробу 108, платформу 106 піднімають і абразивний виріб 108 очищають та промивають розчинником. Відповідно до одного здійснення, об'єкт може бути підданий додатковому отвердженню за допомогою теплового або УФ способів. Розчин 104 містить абразивні частки і зв'язуючий матеріал або смолу, що стверджується. Відповідно до одного здійснення, зв'язуючий матеріал або смола, що стверджується є чутливими щонайменше до одного виду впливу, обраного із групи, у яку входять лазерне опромінення, УФ опромінення, пучок електронів або видиме світло. За рахунок направлення енергії або світла з діаграмою у вигляді малюнка може бути утворений шар абразивного виробу. Відповідно до одного здійснення, показаного на Фіг.1, система містить систему стереолітографії. На Фіг.2 показана система 200, у якій використовують порошкову суміш. Контейнер 202 містить суміш 204 абразивних часток і порошкового зв'язуючого матеріалу. Суміш 204 може містити зв'язуючі матеріали, такі як керамічні порошки, полімерні матеріали, такі як поліаміди і полістироли, сталь і ливарну формувальну суміш. Платформу 206 опускають для створення можливості пошарового утворення абразивного виробу 208. Після опускання платформи на частку дюйма, за допомогою валика 210 наносять будівельний матеріал на абразивний виріб 208 і вводять матеріал 204 у контейнер 202. Надлишок матеріалу може бути вилучений за допомогою валика до контейнеру 214. Джерело 212 енергії направляє енергію з діаграмою у вигляді малюнка на поверхню матеріалу 204, щоб утворити наступний шар абразивного виробу 208. Відповідно до одного здійснення, джерелом енергії 212 є лазер, пучок якого з діаграмою у вигляді малюнка направляють на матеріал 204 та абразивний виріб 208. Альтернативно, матеріал 204 являє собою абразивні частки. Зв'язуючий матеріал або адгезив наносять у вигляді малюнка за допомогою друку на абразивний виріб, що утворюється, 208 і матеріал 204, щоб створити шар абразивного виробу, що утворюється. Потім платформу 206 опускають, щоб створити можливість утворення наступного шару у вигляді малюнка. Після остаточного утворення абразивного виробу 208, платформу 206 піднімають і абразивний виріб 208 очищають від незв'язаного порошку. Наведені у якості зразка варіанти системи, показані на Фіг.2, включають у себе системи друкування зв'язуючого матеріалу і лазерні системи вибірного спікання (SLS). На Фіг.3, 4 і 5 показані приклади систем друку. На Фіг.3 показана система 300, у якій волокно термопластичного матеріалу 308 подають через нагріту екструзійну голівку 310. Платформа 302 та/або нагріта екструзійна голівка 310 можуть переміщатися по трьох осях, щоб полегшити утворення тривимірного абразивного виробу 304. Ко 89223 10 тушка 306 містить волокно 308, що містить абразивні частки і термопластичний матеріал, який при нагріванні плавиться і осаджується, щоб утворити шари абразивного виробу 304. Як приклади термопластичних матеріалів можна навести акрилонітрил-бутадієн-стирол (ABS), полікарбонат і поліфенілсульфон. Відповідно до одного здійснення, система 300, показана на Фіг.3, являє собою систему осадження розплаву (FDM). На Фіг.4 показана наведена у якості зразка система друку осадженням 400, у якій порошок розплавляють у певних місцях на абразивному виробі 404. Платформу 402 та/або голівку 406 осадження переміщують по трьох осях, щоб полегшити пошарове утворення абразивного виробу 404. Відповідно до одного здійснення, випромінювання від лазера, світлового джерела високої інтенсивності або від випромінюючого джерела теплоти направляють через голівку 406 осадження, а порошок направляють через трубку 408, так щоб вони сходилися на поверхні абразивного виробу 404. Порошок розплавляють, спікають або отверджують у вигляді малюнка, щоб утворити абразивний виріб 404. Порошок може бути нанесений в одному потоці, що містить абразивні частки і зв'язуючий матеріал, або у вигляді двох або декількох потоків, що сходяться, один із яких містить абразивні частки, а інший містить зв'язуючий матеріал. Як приклади зв'язуючих матеріалів можна навести метали, такі як сталь, мідь, титан або алюміній. Відповідно до одного з прикладів, спосіб передбачає осадження потоку порошкового металу і абразивних часток при одночасному нагріванні зони осадження лазерним променем, щоб розплавити порошок на абразивному виробі 404. На Фіг.5 показана інша наведена у якості зразка система 500 друку з осадженням, що передбачає здійснення друку послідовних шарів, щоб утворити абразивний виріб 504. Платформу 502 та/або друкуючу голівку 506 переміщають по трьох осях, щоб полегшити осадження розчину на базі смоли для утворення шару у вигляді малюнка, щоб утворити абразивний виріб 504. Розчин на базі смоли потім отверджують, щоб полегшити утворення абразивного виробу 504. Відповідно до одного здійснення, спосіб друкування містить у собі спосіб осадження розчину на базі смоли, у якому роблять друкування отверджуємого УФ акрилидного розчину, що містить абразивні частки, щоб створити будівельний шар у вигляді малюнка. Потім на будівельний шар впливають УФ випромінюванням від джерела енергії, такого як джерело 508 випромінювання. Відповідно до одного здійснення, за допомогою друкуючої голівки 506 роблять осадження одного або декількох розчинів з діаграмою у вигляді малюнка, щоб полегшити утворення абразивного виробу, що має бажану форму та мікрохарактеристики, такі як локально керована пористість, конструйовані площини спайності та канали для шліфувального шламу. Системи, описані вище з посиланням на Фіг.15 і, зокрема, системи швидкого друку, можуть бути пристосовані для використання касети. Касета може бути з'єднана із системою з можливістю від'єднання і може містити зв'язуючий матеріал та 11 абразивні частки. В одному здійсненні, касета містить контейнер для зберігання розчину або суміші абразивних часток і зв'язуючого матеріалу. Наприклад, розчином може бути суспензія рідкого зв'язуючого матеріалу та абразивних часток. Альтернативно, розчином може бути суміш абразивних часток і порошкового зв'язуючого матеріалу. Відповідно до ще одного здійснення, касета містить котушку для зберігання волокнистої композиції, що містить термопластичний зв'язуючий матеріал й абразивні частки. На Фіг.6 показаний один специфічний варіант касети 600 засобу прискореного утворення структури для використання у системі прискореного одержання технологічного оснащення друкованого типу. Як правило, касета слугує для послідовного осадження зв'язуючого матеріалу та/або абразивних часток у послідовних шарах, щоб утворити абразивну структуру, таку як структура абразиву з покриттям або структура зв'язаного абразиву. Наприклад, касета 600 може бути з'єднана, з можливістю від'єднання, з системою прискореного одержання технологічного оснащення з друкуванням за допомогою осадження. Касета 600 містить контейнер 602 і дозуюче сопло 604. Касета 600 може також мати заправний отвір (канал) 606 і може також мати унікальний ідентифікатор 608. Касета 600 слугує для зберігання зв'язуючого матеріалу і абразивних часток. Відповідно до одного здійснення, зв'язуючий матеріал і абразивні частки можуть бути об'єднані разом у загальному відсіку, такому як контейнер 602, у корпусі касети. Зв'язуючий матеріал і абразивні частки розподіляють із загального сопла, такого як сопло 604. Якщо зв'язуючий матеріал є рідким, абразивні частки і зв'язуючий матеріал утворюють розчин, такий як суспензія рідкого зв'язуючого матеріалу і твердих абразивних часток. Якщо зв'язуючий матеріал є порошковим, абразивні частки і зв'язуючий матеріал утворюють порошкову суміш. Відповідно до одного здійснення, зв'язуючий матеріал є таким, що отверджується за допомогою випромінювання. Наприклад, зв'язуючий матеріал може бути отверджений за рахунок впливу пучка електронів, лазерного випромінювання або дифузійного випромінювання, такого як УФ випромінювання. Відповідно до іншого здійснення, розчин зв'язуючого матеріалу і абразивних часток додатково містить другий зв'язуючий матеріал, що може бути отверджений з використанням альтернативних процесів, таких як теплове ствердження та хімічно збуджене отвердження. Відповідно до одного здійснення, дозуючим соплом або отвором 604 вибірково управляють при розподілі матеріалу. Наприклад, дозуюче сопло 604 може утворювати ділянку друкуючої голівки. Саме по собі сопло 604 містить механізми для керування розподіленням розчину. Наведені у якості зразка механізми містять у собі керовані за рахунок нагрівання механізми струменя пухирців, електростатичні механізми та п'єзоелектричні механізми. Альтернативно, отвір 604 направляє матеріал у друкуючу голівку, яка виконана окремо від касети. 89223 12 На Фіг.7 показана наведена у якості зразка касета 700, яка містить два або кілька контейнерів 702 та 704. Касета 700 також містить одне або кілька дозуючих сопел (706 і 712) і одне або кілька заправних отворів (708 і 710). Відповідно до одного здійснення, зв'язуючий матеріал і абразивні частки зберігаються окремо одне від одного в спеціальних відсіках, таких як контейнери 702 і 704. Відсіки можуть бути виконані так, щоб розподіляти зв'язуючий матеріал і абразивні частки через загальне сопло, таке як сопло 706. Наприклад, касета 700 може мати структури розподілу, що дозволяють поєднувати перший зв'язуючий матеріал і перші абразивні частки раніше їхнього розподілу, так щоб перший зв'язуючий матеріал і перші абразивні частки можна було розподіляти через одне сопло. Відповідно до іншого прикладу, відсіки можуть бути виконані так, щоб розподіляти зв'язуючий матеріал і абразивні частки через окремі сопла, такі як сопла 706 і 712. Відповідно до іншого здійснення, контейнер, такий як контейнер 702, містить розчин, який має перший набір абразивних часток і перший неотверджений зв'язуючий матеріал. Другий розчин, що зберігається в контейнері 704, містить другий неотверджений зв'язуючий матеріал і, можливо, другий набір абразивних часток. Відповідно до одного здійснення, другий зв'язуючий матеріал має механічні (міцнісні) властивості після отвердження, такі як механічна міцність, які відрізняються від механічних властивостей першого зв'язуючого матеріалу. Другий набір абразивних часток може мати іншу композицію, інший середній розмір зерна, іншу морфологію, експлуатаційні параметри та/або твердість, ніж перші абразивні частки. У результаті, абразивні вироби, отримані з використанням першого розчину, будуть мати інші експлуатаційні параметри, такі як зносостійкість та інтенсивність знімання матеріалу, ніж абразивні вироби, отримані з використанням другого розчину. Крім того, ділянки усередині виробу, отримані при різних співвідношеннях першого і другого розчину, також будуть мати різні експлуатаційні параметри. Відповідно до ще одного здійснення, абразивний виріб являє собою абразивний виріб з покриттям. Касета може осаджувати перший зв'язуючий матеріал для утворення структурного покриття і другий зв'язуючий матеріал для утворення розмірного покриття. Касета може також містити третій зв'язуючий матеріал у третьому контейнері. Третій зв'язуючий матеріал може бути, наприклад, осаджений для утворення зверхрозмірного покриття абразиву з покриттям. Альтернативно, другий розчин, що зберігають у контейнері 704, містить агент ствердження. Наприклад, агент ствердження може викликати полімеризацію, утворення міжмолекулярних зв'язків або отвердження першого зв'язуючого матеріалу. Відповідно до іншого варіанту, другий розчин може діяти як розріджувач, зменшуючи щільність розміщення абразивних часток або змінюючи механічну міцність першого зв'язуючого матеріалу. Відповідно до ще одного здійснення, другий розчин, що зберігається в контейнері 704, містить адгезив для утворення чутливої до тиску адгезив 13 ної основи для абразивного виробу. Наприклад, другий розчин може бути нанесений на плівку, що знімається, для утворення чутливої до тиску адгезивной основи. Зв'язуючий матеріал і абразивні частки можуть бути осаджені на адгезивну основу, щоб утворити абразивний виріб. Абразивний виріб може бути знятий з плівки, що знімається, і притиснутий до поверхонь устаткування для шліфування, полірування або очищення. Одне або кілька заправних отворів (708 і 710) можуть бути використані споживачем, постачальником послуг або виготовлювачем для заправлення касети 700. Відповідно до одного з наведених у якості зразка варіантів, споживач може замовити в постачальника послуг або виготовлювача зв'язуючий матеріал і абразивні частки, якими повинна бути заправлена касета. Наприклад, споживач може ввести унікальний ідентифікатор 714 у вебсайт і замовити бажаний зв'язуючий матеріал і абразивні частки, якими повинна бути заправлена касета 700, пов'язана з унікальним ідентифікатором 714. Споживач потім може послати касету 700 постачальникові послуг або виготовлювачеві для заправлення. Як це показано на Фіг.6 і 7, касета виконана з можливістю її використання в тривимірному (3-D) друкувальному пристрої осадження. В інших варіантах касета виконана з можливістю її використання в FDM системі, у системі вибірного спікання лазером або в системі осадження металу. В альтернативних варіантах, контейнери являють собою котушки для зберігання термопластичних волокон або виконані з можливістю зберігання порошкових сумішей. Відповідно до іншого здійснення, касети виконані з можливістю вибірного введення в систему прискореного одержання технологічного оснащення або в систему виготовлення твердої вільної форми. Наприклад, касета, що зберігає одну композицію, може бути замінена касетою, що зберігає іншу композицію, щоб створити абразивний виріб з іншими характеристиками. Як правило, розчини, перемішані порошки та волокна можуть бути забезпечені зв'язуючим матеріалом і набором абразивних часток. У випадку розчину, зв'язуючий матеріали можуть мати вигляд смол, що стверджуються, наприклад, смол, що отверджуються за рахунок впливу енергії, такої як електронний пучок, мікрохвильове випромінювання, лазерне випромінювання та УФ випромінювання. Альтернативно, зв'язуючий матеріали можуть бути отверджені за допомогою хімічних процесів, наприклад, за рахунок впливу каталізатора або вологи, або за допомогою теплових процесів. Особливо корисною є композиція зв'язуючого матеріалу, що отверджується УФ, яка містить компоненти, обрані із групи олігомерів і мономерів акрилату та метакрилату. Корисні олігомери включають у себе епоксидні акрилати, аліфатичні уретанові акрилати, ароматичні уретанові акрилати, поліефірні акрилати, акрилати ароматичної кислоти, епоксидні метакрилати та метакрилати ароматичної кислоти. Мономери включають у себе моно, ді-, три-, тетра-, і пентафункціональні акрилати та 89223 14 метакрилати, такі як триметилопропан триакрилат, триметилолпропан триакрилат, трис (2-гідрокси етил) ізоцианюарат триакрилат, трипропілен гліколь діакрилат, гександіол діакрилат, октил акрилат і децил акрилат. Зв'язуючий матеріал може містити у своєму складі істотні кількості акрилатних мономерів, що містять 3 або більше акрилатних груп на молекулу. Зазвичай комерційні продукти містять триметилопропан триакрилат (ТМРТА) і пентаеритритол триакрилат (РЕТА). Відносні кількості ді- і тер-функціональних акрилатів, так же як і акрилатних олігомерів з більш високою молекулярною вагою, можуть бути погоджені з іншими компонентами так, щоб додати бажані реологичні властивості для обробки і додати кінцевому продукту після отвердження бажану міцність і характеристики різання. Як джерело актиничного світла, що створює енергію випромінювання, може бути використане будь-яке звичайне УФ джерело. Наприклад, на шари покриття та будівельні шари може впливати УФ випромінювання, яке генерується V, D, Η або Н+ лампами, або їхньою комбінацією, з вихідною енергією в діапазоні від 100Вт на дюйм ширини до 600Вт на дюйм ширини. Крім того, для поліпшення зв'язку між зв'язуючим матеріалом й абразивними зернами можуть бути використані модифікатори (зв'язуючі агенти). Типові модифікатори включають у себе органосилани, наприклад, А-174 та А-1100, які можуть бути закуплені на фірмі Osi Specialties, Inc., і органотитанати і циркоалюмінати. Особливу групу модифікаторів утворюють аміносилани та метакрилоксисилани. У дисперсію можуть бути введені наповнювачі для зміни реології дисперсії та твердості і міцності отверджених зв'язуючих матеріалів. Як приклади корисних наповнювачів можна навести: карбонати металів, такі як карбонат кальцію, карбонат натрію; кремнеземи, такі як кварц, скляні кульки, скляні пухирці; силікати, такі як тальк, глина, метасилікат кальцію; сульфати металів, такі як сульфат барію, сульфат кальцію, сульфат алюмінію; оксиди металів, такі як оксид кальцію, оксид алюмінію (наприклад у вигляді беміту та/або псевдобеміту); і тригідрат алюмінію. Дисперсія може містити інтенсифікатор шліфування для підвищення ефективності шліфування і продуктивності різання. Корисними інтенсифікаторами шліфування є інтенсифікатори на неорганічній основі, такі як галогенидні солі, наприклад, кріоліт натрію, тетрафтоборат калію, тощо, або на органічній основі, такі як хлоровані воски, наприклад, полівінілхлорид. В одному здійсненні використовують кріоліт і тетрафторборат калію з розмірами часток у діапазоні від 1 до 80мкм, а переважно від 5 до 30мкм. Ваговий відсоток інтенсифікатора шліфування лежить у діапазоні від 0 до 50%, а переважно становить 10-30% від ваги композиції (включаючи абразивні компоненти). На додаток до зазначених складових, звичайно можуть бути введені фотоініціатори, такі як бензойний ефір, бензилкеталь, (-алкоксіацетофенон, α-гідрокси-алкилфенон, α-аміно алкі 15 лфенон, асил фосфін оксид, бензофенон / амін, тіоксантон / амін, або інший генератор вільних радикалів; антистатики, такі як графіт, вуглецева сажа тощо; суспендуючі агенти, такі як плавлений кварц; засоби від засолювання, такі як стеарат цинку; змащення, такі як віск; змочувальні агенти; барвники; наповнювачі; модифікатори в'язкості; диспергуючі агенти; і піногасники. В альтернативних системах прискореного одержання технологічного оснащення або в комбінації з описаними вище зв'язуючими матеріалами можуть бути використані різні полімери , що отверджуються термічно. Незважаючи на те, що можуть бути використані як термопластичні, так і термореактивні полімери, найчастіше використовують термореактивні полімери через їхню високу стабільність в операціях отвердження або обробки, коли виділяється надлишкова теплота. Відповідно до одного здійснення зв'язуючий матеріал звичайно утворений головним чином з порошку або практично повністю з порошку. У деяких варіантах використовують рідкі полімери, що отверджуються термічно. В інших варіантах рідкі полімери, що отверджуються термічно переважно замінені порошками. Порошкова форма зв'язуючих матеріалів, що отверджуються термічно є особливо кращою в деяких варіантах, тому що вони легко можуть бути введені в процес утворення абразивів з покриттям. Справді, порошкові зв'язуючі матеріали, що отверджуються термічно, є особливо корисними для створення абразивних дисперсій, які використовують для утворення структурованих абразивів. Більш того, було виявлено, що використання компонентів, що отверджуються термічно, у вигляді порошку, у сполученні з іншими рідкими зв'язуючими матеріалами, забезпечує поліпшені абразивні характеристики кінцевого продукту, а також дозволяє створювати абразивні дисперсії з поліпшеною технологічністю, щонайменше частково за рахунок сприятливих змін в'язкості дисперсій. Як приклади полімерів, що отверджуються термічно, можна привести епоксидні смоли, уретанові смоли, феноло-альдегідні полімери, сечовину/ формальдегід, меламін/ формальдегід, акрилові смоли, поліефірні смоли, вініл, і їхні суміші. Варто мати на увазі, що такі смоли є в наявності у рідкому вигляді або у вигляді порошку, причому в деяких специфічних варіантах переважно використовують порошкову форму. Відповідно до інших здійснень, зв'язуючий матеріал може містити порошкові будівельні матеріали, такі як термопласти, метали і покриту смолою кераміку. Покрита смолою кераміка містить у собі покритий смолою пісок, такий як ливарна формувальна суміш. Такі зв'язуючі матеріали можуть бути використані при вибірковому спіканні лазером. Як приклади особливо корисних порошкових металів можна навести сталь, мідь, титан і алюміній. Порошкові метали можуть бути використані в способах осадження металів, які можуть бути здійснені з використанням пристрою, показаного на Фіг.4. Як приклади корисних термопластичних зв'язуючих матеріалів можна привести поліамід, ABS, полікарбонат, полістирол, полівінілхлорид і поліфенілсульфон. Термопластичние зв'язуючі мате 89223 16 ріали можуть бути використані в FDM системах, таких як система, показана на Фіг.3. У способах друку зв'язуючого матеріалу можуть бути використані рідкі адгезиви, які отверджуються при сушінні або при контакті з матеріалом підкладки. В альтернативних варіантах зв'язуючий матеріал може бути активізований за допомогою вологи. Абразивними зернами можуть бути будь-які відомі абразивні зерна або їхні комбінації, у тому числі це можуть бути зерна з глинозему (плавленого або спеченого), діоксиду цирконію, суміші діоксиду цирконію і оксиду алюмінію, карбіду кремнію, гранату, алмазу, кубічного нітриду бора і їхніх комбінацій. Специфічні варіанти можуть бути створені з використанням щільних абразивних зерен, головним чином тих, які містять альфа оксид алюмінію. Абразивні частки звичайно мають середній розмір від 1 до 150мкм, а більш типово від 1 до 80мкм. Для операцій чистової обробки і полірування середній розмір часток може становити орієнтовно 1-16мкм, наприклад, орієнтовно 35мкм. Як правило, кількість наявного абразиву становить орієнтовно від 10 до 90%, наприклад орієнтовно від 30 до 80%, у перерахуванні на вагу композиції. У випадку абразиву з покриттям і конструйованих абразивів, основа може бути утворена з гнучкого, але механічно стабільного матеріалу, у тому числі з різних полімерних плівок, паперу та інших целюлозних матеріалів і тканин, у тому числі бавовняних і поліефірних, з різними полімерними наповнювачами. Тканини можуть бути тканими або нетканими. Особливим видом основи або підкладки є плівка з поліетилентерефталата (ПЕТФ). Як приклади інших полімерних плівок можна привести полікарбонатні плівки. Основа може бути попередньо оброблена для поліпшення зчеплення з абразивним шаром. Альтернативно, як основа може бути використана плівка, що знімається, наприклад, у випадку виготовлення абразивних виробів з адгезивною основою, чутливою до тиску. Відповідно до одного здійснення, система прискореного одержання технологічного оснащення і касета можуть бути використані для утворення абразиву з покриттям і конструйованих абразивних виробів. Такі абразивні вироби можуть бути утворені на замовлення, без витрат, пов'язаних зі зберіганням і замовленням партії виробів. Наприклад, система прискореного одержання технологічного оснащення може бути використана для утворення абразивів з покриттям, що мають чіткий малюнок. На Фіг.8 і 9 показані наведені у якості зразка розетки 800 і 904, які містять структури 802 і 906 у вигляді пелюстків. Друкування таких малюнків 800 і 904 зводиться до друку специфічного контуру на підкладці, що дозволяє виключити відходи матеріалу, пов'язані з друкуванням усього листа і вирублюванням або вирізанням бажаної конфігурації або бажаного контуру. Відповідно до одного здійснення, в оптичній промисловості можуть бути використані такі системи прискореного одержання технологічного оснащення для виготовлення абразивних виробів, корисних для полірування лінз і оптичних повер 17 хонь. Варто мати на увазі, що дотепер в оптичній промисловості звичайно використовують тільки лист з порошковим покриттям. Альтернативно, у таких застосуваннях, як видалення фарби і зачищення шкуркою, бажано мати підвищений термін служби. Для забезпечення підвищеного терміну служби можна використати системи прискореного одержання технологічного оснащення для виготовлення абразивів з покриттям, що мають численні шари або містять більш міцний зв'язуючий матеріал. Експлуатаційними параметрами абразиву можна управляти за рахунок змінювання складу в окремих ділянках абразиву з покриттям. Наприклад, можна змінювати щільність абразивних часток за рахунок зміни швидкості осадження в різних ділянках абразивного виробу. В абразивному виробі, показаному на Фіг.8, можна змінювати розміщення абразиву, щоб забезпечити бажану швидкість знімання матеріалу по викривленій поверхні, наприклад, при чистовій обробці лінз для офтальмології. В абразивному виробі, показаному на Фіг.9, можна змінювати розміщення і щільність абразиву радіально уздовж пелюсткових структур 906 розетки 904, щоб компенсувати зміни швидкості обертання. Щільність можна регулювати за рахунок використання додаткових шарів абразиву в тих місцях, де бажано мати більшу щільність абразиву. Альтернативно, можна змінювати число крапель абразивного розчину на одиницю поверхні, щоб створювати розходження в експлуатаційних параметрах. Різні абразивні розчини, які мають різні експлуатаційні параметри, можуть бути нанесені в різних ділянках малюнка, або в різних кількостях у різних місцях на поверхні абразивного виробу. Інший спосіб регулювання експлуатаційних параметрів передбачає зміну малюнків нанесення розчину. На Фіг.10 показаний наведений у якості зразка малюнок нанесення розчину, який дозволяє регулювати локальну інтенсивність зношування, щоб компенсувати збільшення швидкості обертання уздовж радіуса. На малюнку 1000, відстань між лініями 1002 поблизу від центра більше, ніж відстань між лініями 1004 поблизу від зовнішнього краю. Звернемося тепер до розгляду конструйованих і структурованих абразивів. Варто мати на увазі, що відомі способи утворення конструйованих абразивних виробів звичайно обмежені виробами із зовнішніми поверхнями, які дозволяють забезпечити легке виймання з форми, наприклад, виробами, що мають стінки з позитивним нахилом, такими як вироби пірамідальної та конічної форми. Звичайно неконструйовані абразивні гнучкі інструменти вважають двовимірними, тому що їхня товщина набагато менше інших розмірів. На відміну від цього, конструйовані і структуровані абразиви і зв'язані абразивні матеріали є відносно товстими, що варто додатково враховувати при виготовленні Зокрема, описані тут способи прискореного одержання технологічного оснащення дозволяють створювати абразивні вироби, що мають контури зовнішньої поверхні з поганими характеристиками виймання з форми, такі як стінки з негативним на 89223 18 хилом і вертикальні стінки. Стінка з негативним нахилом має контур з нахилом усередину до центру структури при зменшенні висоти, а стінка з позитивним нахилом має контур з нахилом назовні від центра структури при зменшенні висоти. Наприклад, піраміда має стінку з позитивним нахилом, а перевернута піраміда має стінку з негативним нахилом. Вертикальні стінки також важко одержати з використанням традиційних процесів утворення конструйованих абразивів. Використаний тут термін "у цілому негативний нахил" включає у себе контури з негативним нахилом і вертикальні контури, при цьому абразивні структури мають щонайменше одну стінку з нахилом під куе том α (альфа) у діапазоні від -90 до 0° щодо перпендикулярного напрямку, що йде від зовнішньої поверхні абразивного виробу. На Фіг.11 і 12 показаний конструйований абразивний виріб 1100, що містить малюнок або масив абразивних структур 1102. Абразивні структури 1102 мають стінки 1106 з негативним нахилом. У результаті, абразивні структури 1102 є більш широкими у верхній частині, ніж у ділянці контакту з підкладкою 1108. Такий контур має погану характеристику виймання з форми. Таким чином, стінки або контури, які мають ділянки з негативним нахилом, мають погану характеристику виймання з форми. На Фіг.13 показаний абразивний виріб 1300, що містить фігурні абразивні структури 1304, утворені на підкладці 1302. Абразивні структури 1304 мають стінки, які містять ділянки 1306 з негативним нахилом. Способи прискореного одержання технологічного оснащення дозволяють також утворювати мікрохарактеристики або вбудовані внутрішні характеристики усередині абразивних структур. Наприклад, способи прискореного одержання технологічного оснащення дозволяють утворювати структуровані пори і канали усередині абразивних структур або на них. На Фіг.11 і 12 показано, що в схемі абразивних структур 1102 утворені макроканали 1104 між структурами 1102. Способи прискореного одержання технологічного оснащення дозволяють утворювати такі мікрохарактеристики, як структуровані канали, пори і площини спайності. Звичайно макрохарактеристиками називають характеристики, утворені глобально малюнком структур або між структурами, а мікрохарактеристиками називають характеристики, утворені усередині власне абразивних структур або на них. Наприклад, на Фіг.11 показані такі мікрохарактеристики, як внутрішні структуровані пори 1110, утворені усередині абразивних структур 1102, і макрохарактеристика у вигляді каналу 1104, утвореного малюнком структур або між структурами 1102. Абразивний виріб може містити повторюваний малюнок абразивних структур, що має одну або кілька вбудованих структурованих пор. Аналогічно, на Фіг.13 показані внутрішні структуровані пори 1308 усередині абразивних структур 1304. Внутрішні структуровані пори (наприклад, 1110 і 1308) можуть мати точно контрольовані розміри і форми. Наприклад, внутрішні структуровані пори можуть мати геометричний поперековий переріз, 19 обраний із групи, у яку входять багатокутний, круговий і неправильний поперековий переріз. Багатокутником може бути квадрат, трикутник, прямокутник, ромбоїд, трапеція і п'ятикутник. Неправильні форми включають у себе, наприклад, "D" форму, напівокруглу форму і форму зірки. Внутрішні структуровані пори можуть мати відхилення розмірів орієнтовно не більше за 50мкм, наприклад, орієнтовно не більше 8мкм. Відхилення розмірів відноситься до відхилення розмірів пори усередині набору абразивних структур. Крім того, внутрішні структуровані пори можуть мати відхилення від заданого місця розташування (тобто відхилення від місця розташування пори усередині набору абразивних структур) орієнтовно не більше за 50мкм, наприклад, орієнтовно не більше 8мкм. У цих прикладах утворюючі мікрохарактеристику пори перебувають усередині структур. Альтернативно, утворюючі мікрохарактеристику пори можуть бути утворені на зовнішніх контурах структур. Відповідно до іншого прикладу, за допомогою способів прискореного одержання технологічного оснащення можна створювати абразивні структури з такими мікрохарактеристиками, як конструйовані площини спайності. Наприклад, як це показано на Фіг.14, абразивна структура 1404 може містити конструйовані площини спайності 1406. Можна бачити, що площини спайності 1406 не є горизонтальними або вертикальними і закінчуються усередині структури. Коли абразив 1404 використовують, абразивна структура 1404 періодично розколюється або розшаровується уздовж площини 1406, забезпечуючи поліпшене шліфування і створюючи більш гострі кути. Такі площини спайності 1406 також можуть бути використані для зменшення площі поверхні контакту і підвищення надаваного тиску. У прикладі, показаному на Фіг.14, абразивна структура 1404 може бути утворена поверх підкладки 1402. Альтернативно, абразивна структура 1404 може бути утворена як зв'язана абразивна структура. Відповідно до ще одного здійснення, концентрацію абразивних часток усередині абразивних структур можна змінювати у функції відстані, перпендикулярної до поверхні основи. Наприклад, у пірамідальній структурі, концентрація абразивних часток може бути вище поблизу від основи і нижче на віддаленні від неї. Технології прискореного одержання технологічного оснащення також можуть бути використані для утворення зв'язаних абразивних виробів. У цьому випадку технології прискореного одержання технологічного оснащення можуть бути використані для того, щоб утворювати абразивні вироби, що мають мікрохарактеристики і контури з поганим вийманням з форми. У наведеному у якості зразка варіанті, показаному на Фіг.15, канали 1502 для мастильноохолоджуючої рідини можуть бути утворені в циліндричному або в дисковому зв'язаному абразивному виробі 1500. Відповідно до одного з наведених у якості зразка варіантів, канали 1502 для мастильно-охолоджуючої рідини являють собою гвинтову структуру, що слугує для поліпшення плину мастильно-охолоджуючої рідини через ка 89223 20 нали 1502 до поверхні 1504 шліфування при використанні виробу. В альтернативному варіанті, показаному на Фіг.16, зв'язаний абразивний виріб містить канал 1602 для мастильноохолоджувальної рідини і канали 1604 для шліфувального шламу. Канал 1602 для мастильноохолоджуючої рідини слугує для поліпшення плину мастильно-охолоджуючої рідини до поверхні 1600, а канали 1604 для шліфувального шламу слугують для видалення шліфувального шламу від поверхні 1600, коли використовують абразивний виріб. Канали 1604 для шліфувального шламу мають вигнуті поперекові перерізи, у результаті чого контур абразивного виробу 1600 має погані характеристики виймання з форми. Відповідно до одного здійснення, абразивний виріб містить таку ознаку, як канал 1604 для шліфувального шламу, що йде усередину зв'язаного абразивного виробу із зовнішньої поверхні зв'язаного абразивного виробу. Цей канал має коефіцієнт форми щонайменше близько 1,5, причому в цьому випадку коефіцієнтом форми називають відношення глибини каналу, що йде усередину від зовнішньої поверхні, до мінімального розміру отвору каналу на зовнішній поверхні зв'язаного абразивного виробу. У деяких варіантах, коефіцієнт форми може становити щонайменше близько 2,5, наприклад, щонайменше близько 3,5. Специфічні варіанти абразивних виробів, які містять канали для мастильно-охолоджуючої рідини, дозволяють підводити мастильно-охолоджуючі рідини до поверхонь шліфування. Відзначимо, що в типових відомих системах мастильноохолоджуючі рідини направляють до поверхонь шліфування за допомогою зовнішніх трубок. Це призводить до того, що рідина часто недостатньо змазує або охолоджує поверхню. При цьому поверхня може ставати гарячою і містити надлишок шліфувального шламу, що призводить до зниження інтенсивності знімання матеріалу і погіршення якості поверхні. На відміну від цього, описані тут специфічні варіанти абразивних виробів містять канали для мастильно-охолоджуючої рідини, які дозволяють безпосередньо підводити мастильноохолоджуючі рідини до поверхні шліфування. Більше того, такі канали для мастильноохолоджуючої рідини можуть мати конфігурацію, що дозволяє примусово направляти рідину на поверхню при русі (наприклад, при обертанні) абразивного виробу, і можуть мати конфігурацію, що дозволяє підводити мастильно-охолоджувальну рідину навіть при зношуванні абразивного виробу. Як це показано на Фіг.17, зв'язаний абразивний виріб може мати ділянки з іншими абразивними частками або з іншими концентраціями абразивних часток. Наприклад, циліндричний або дисковий зв'язаний абразивний виріб 1700 може мати такі ділянки, як ділянки 1702, 1704 і 1706, що мають різні абразивні характеристики, такі як щільність часток, пористість, сила зчеплення, модуль пружності і модуль стиску. У цьому прикладі ділянка 1702 може мати одну концентрацію абразивних часток, а ділянка 1704 може мати іншу концентрацію абразивних часток. Різні ділянки (1702, 1704 і 1706) можуть бути утворені з використанням 21 різних абразивних розчинів або за рахунок нанесення абразивних розчинів у різних пропорціях. Альтернативно, характеристики ділянок можуть змінюватися при зміні відстані від центра абразивного виробу, як це показано на Фіг.18. Різні ділянки (наприклад, 1802, 1804, 1806 і 1810) можуть бути утворені з використанням різних абразивних розчинів або за рахунок нанесення абразивних розчинів у різних пропорціях, і можуть мати різні характеристики шліфування і різні міцнісні властивості. Відповідно до одного здійснення, концентрацію абразивних часток можна локально змінювати при зміні відстані від центра виробу або відповідно до бажаного характеру зношування усередині виробу. Такий зв'язаний абразивний виріб може мати фігурні шари, причому, усередині одного шару перша ділянка має першу композицію, а друга ділянка має другу композицію, що відрізняється від першої композиції. Різні характеристики можуть бути об'єднані в абразивному виробі, щоб забезпечити підвищені експлуатаційні параметри абразиву. На Фіг.19 показаний приклад абразивного виробу, що має певні характеристики, такі як площини спайності і варіації композицій. Наприклад, абразивний виріб 1900 містить композиції 1902, 1910, 1912 і 1914, а також містить площини спайності 1906. У міру зношування абразивного виробу, він періодично розшаровується за площинами спайності 1906, відкриваючи абразивну поверхню, таку як абразивна поверхня 1908. Відповідно до одного здійснення, абразивна поверхня 1908 має площу поверхні, орієнтовно рівну початковій площі абразивної поверхні 1904. Відповідно до одного здійснення, абразивна композиція 1902 має високу міцність зв'язку. Інші композиції 1910, 1912 і 1914 матеріалу слугують для підтримки абразивної поверхні, коли сили впливають перпендикулярно до абразивної поверхні. Інші матеріали 1910, 1912 і 1914 можуть мати іншу міцність зв'язку, пружність, якість абразиву та інтенсивність зношування. Як правило, система прискореного одержання технологічного оснащення і касета засобу швидкого структурування можуть бути пристосовані для утворення тривимірних абразивних структур, з характеристиками, обраними із групи, у яку входять мікрохарактеристики, тривимірні абразивні характеристики, схема каналів для мастильноохолоджуючої рідини, схема каналів для шліфувального шламу, малюнок внутрішніх пор та орієнтація площин розламу. Відповідно до одного здійснення, система прискореного одержання технологічного оснащення та змінна касета можуть бути використані для виготовлення абразивних виробів споживачами. Таке виконане на замовлення оснащення дозволяє споживачам зменшити матеріально-виробничі запаси абразивних виробів і забезпечує швидку поставку таких виробів. Відповідно до іншого здійснення, використання системи прискореного одержання технологічного оснащення для виготовлення абразивних виробів дозволяє знизити відходи, пов'язані із традиційними процесами виготовлення. Наприклад, абразивний виріб з покриттям може бути виготовлений за 89223 22 рахунок нанесення покриття на обмежену площу підкладки. У цьому випадку тільки на ділянки, корисні для виготовлення абразивного виробу з покриттям, наносять абразив і зв'язуючий матеріал, у той час як інші ділянки залишають без покриття. За рахунок цього знижується витрата абразиву і зв'язуючого матеріалу. Відповідно до ще одного здійснення, використання прискореного одержання технологічного оснащення і змінних касет для виготовлення абразивних виробів знижує імовірність забруднення абразивного виробу абразивними частками від іншого прогону виготовлення абразивних виробів. Споживач може одержувати касету, що містить розчин, порошок або волокно, що мають тільки ті абразивні частки й абразивні частки тільки тих розмірів, в яких зацікавлений споживач. За рахунок вибору специфічного розчину зв'язуючого матеріалу і бажаних абразивних часток, споживач може робити бажаний абразивний виріб без забруднення і без відходів. Системи прискореного одержання технологічного оснащення особливо добре придатні для того, щоб утворювати абразивні вироби для чистової обробки і полірування. Наприклад, такі системи дозволяють робити на замовлення оброблюючі абразиви разового використання для таких застосувань, як виробництво офтальмологічних лінз та електронних компонентів. Абразивні частки для таких застосувань можуть мати середній розмір близько 3-5мкм і можуть утворювати тонкі шари товщиною близько 16мкм. Такі системи також можуть бути корисними при виготовленні абразивних виробів для полірування в ювелірній промисловості, при виготовленні полірованих шліфів і при видаленні фарби. Виготовлення споживачем абразивних виробів може бути полегшене за рахунок надання споживачеві системи прискореного одержання технологічного оснащення і касет, заповнених абразивними композиціями. Споживачем може бути внутрішній споживач абразивних виробів, що використовує абразивні вироби і робить абразивні вироби для внутрішнього споживання. Альтернативно, споживач може робити абразивні вироби для продажу й розподілу. У наведеному у якості зразка способі, показаному на Фіг.20, споживачеві (замовникові) надають систему прискореного одержання технологічного оснащення в операції 2002. Наприклад, система прискореного одержання технологічного оснащення для виготовлення абразивних виробів може бути здана в оренду або продана споживачеві абразивних матеріалів. Альтернативно, система прискореного одержання технологічного оснащення для виготовлення абразивних виробів може бути здана в оренду або передана можливому споживачеві. Касета, що містить абразивні частки і зв'язуючий матеріал, передається споживачеві в операції 2004. Наприклад, споживач може вибрати специфічний зв'язуючий матеріал і розмір зерна або тип зерна абразиву. Виготовлювач абразивного розчину може поставляти споживачеві, прямо або непрямо, касету з розчином, що має специфічний 23 зв'язуючий матеріал і бажані абразивні частки. Відповідно до одного здійснення, споживач може купувати касету. Відповідно до іншого здійснення, споживач може купувати розчин, порошок або волокно, які використовуються в касеті. Коли передбачене виготовлення абразиву з покриттям і конструйованими абразивними виробами, в операції 2005 використовують підкладку. Наприклад, підкладка може бути обрана із групи, у яку входять папір, плівка, тканина, фольга та спінений матеріал. Система прискореного одержання технологічного оснащення може мати конфігурацію, що дозволяє осаджувати послідовні шари абразивних часток і зв'язуючого матеріалу поверх підкладки, щоб утворити абразивний виріб з використанням касети. Крім того, споживач в операції 2006 може бути забезпечений програмним забезпеченням, що дозволяє системі прискореного одержання технологічного оснащення управляти осадженням першого зв'язуючого матеріалу і перших абразивних часток у послідовних фігурних шарах. Наприклад, споживач може бути забезпечений програмним забезпеченням і даними, що вводять у систему прискореного одержання технологічного оснащення для утворення специфічної абразивної структури. Споживач використовує касету і систему прискореного одержання технологічного оснащення для виготовлення бажаних абразивних виробів. При цьому відбувається витрата розчину, порошку або волокон у касеті. Відповідно до одного з наведених у якості зразка варіантів, в операції 2007 виготовлювач або постачальник послуг прямо або непрямо забирає в споживача використану касету. Альтернативно, споживач може посилати використану касету постачальникові послуг або виготовлювачеві. Відповідно до одного специфічного прикладу, касета може поставлятися споживачеві в упакуванні, що дозволяє посилати використану касету постачальникові послуг або виготовлювачеві. Наприклад, касета в цьому впакуванні може бути послана поштою (US Postal Service®, FedEx® або UPS®). Упакування може мати відповідний поштовий індекс і зворотну адресу. Споживач може вкласти в упакування касету і відіслати її поштою. Крім того, касета може мати унікальний ідентифікатор. Споживач може зайти на веб-сайт, ввести унікальний ідентифікатор і задати тип бажаного зв'язуючого матеріалу і абразивних часток. Відповідно до одного з варіантів, виготовлювач посилає другу касету з бажаним зв'язуючим матеріалом і абразивними частками. Відповідно до іншого варіанту, в операції 2008 виготовлювач або постачальник послуг заповнює касету бажаним 89223 24 зв'язуючим матеріалом і абразивними частками. Однак, якщо касета зношена або її не можна використати, то касета може бути замінена. Потім, в операції 2010, постачальник послуг або виготовлювач, прямо або непрямо передає заправлену касету споживачеві, наприклад, споживачеві, від якого ця касета була отримана, або іншому споживачеві. Наприклад, постачальник послуг або виготовлювач може послати касету поштою у зворотному упакуванні. У випадку можливого споживача, система прискореного одержання технологічного оснащення і змінна касета можуть бути використані для виготовлення однієї або декількох конструкцій абразивних виробів. Наприклад, як це показано на Фіг.21, споживач абразивних виробів в операції 2102 вводить конструктивні дані для конструювання першого абразивного виробу в систему прискореного одержання технологічного оснащення. Потім споживач в операції 2104 створить перший абразивний виріб на підставі конструктивних даних першого абразивного виробу, і за необхідності в операції 2106 може виготовляти додаткові абразивні вироби, такі як другий абразивний виріб, на підставі конструктивних даних першого абразивного виробу. Споживач в операції 2108 може одержувати інший комплект конструктивних даних для виготовлення другого абразивного виробу, і потім в операції 2110 може виготовляти третій абразивний виріб, на підставі конструктивних даних другого абразивного виробу. У міру виготовлення абразивних виробів, вміст касети витрачається. Споживач може замінити касету і продовжувати виготовлення абразивних виробів. Відповідно до одного особливого варіанту, споживач може в системі прискореного одержання технологічного оснащення заміняти касети, що мають різні композиції, щоб робити абразивні вироби, що мають різні експлуатаційні параметри. Наприклад, споживач може вибирати касету на підставі механічної міцності зв'язуючого матеріалу, на підставі розміру часток і зносостійкості абразивних часток, або на підставі зносостійкості отвердженого зв'язуючого матеріалу і розчину абразивних часток. Споживач може вводити обрану касету в систему прискореного одержання технологічного оснащення, щоб робити абразивний виріб, що має бажані експлуатаційні параметри. Порожні касети можуть бути спрямовані постачальникові послуг або виготовлювачеві для заправлення. Незважаючи на те, що був описаний кращий варіант здійснення винаходу, зовсім ясно, що в нього фахівцями в даній галузі можуть бути внесені зміни і доповнення, які не виходять однак за рамки наведеної далі формули винаходу. 25 89223 26 27 89223 28 29 89223 30 31 Комп’ютерна верстка Т. Чепелева 89223 Підписне 32 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing abrasive article (variants)
Автори англійськоюNevoret Damien, Swei Gwo, Zanoli Alain
Назва патенту російськоюСпособ изготовления абразивного изделия (варианты)
Автори російськоюНеворет Дамиен, Свей Гво, Заноли Ален
МПК / Мітки
МПК: B24D 11/00, B24D 18/00
Мітки: виробу, абразивного, варіанти, виготовлення, спосіб
Код посилання
<a href="https://ua.patents.su/16-89223-sposib-vigotovlennya-abrazivnogo-virobu-varianti.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення абразивного виробу (варіанти)</a>
Спосіб виготовлення фільтра курильного виробу з ароматизатором (варіанти), курильний виріб (варіанти) та фільтр курильного виробу (варіанти)
Номер патенту: 88172
Опубліковано: 25.09.2009
Автори: Гонтермен Рікі А., Хікс Дуглас Р.
Мітки: виготовлення, варіанти, спосіб, фільтра, курильний, курильного, виробу, виріб, ароматизатором, фільтр
Формула / Реферат:
1. Спосіб виготовлення фільтра курильного виробу з ароматизатором, який полягає в тому, що з ароматизатором змішують сполучне, вибране із групи, яка включає карбоксиметилцелюлозу, пулулан, гідроксипропілметилцелюлозу, гідроксіетилцелюлозу, гідроксипропілцелюлозу, полівінілпіролідон, полівініловий спирт, альгінат натрію, поліетиленгліколь, ксантанову камедь, трагакантову камедь, гуарову камедь, аравійську камедь, гуміарабік, поліакрилову...
Спосіб виготовлення абразивного інструменту
Номер патенту: 35371
Опубліковано: 15.03.2001
Автори: Бабічєв Анатолій Прокопович, Кравченко Борис Васильович, Пєтухова Олена Володимирівна, Мєльнікова Олена Павлівна
МПК: C08L 25/00, C08J 5/14, B24D 18/00, B24D 17/00
Мітки: виготовлення, абразивного, спосіб, інструменту
Формула / Реферат:
Спосіб виготовлення абразивного інструменту шляхом перемішування абразивного наповнювача з полімерним зв'язуючим при температурі формування інструменту по завданим формі та розмірам, спікання, охолодження та витягання з форми, який відрізняється тим, що спочатку одержують полімерне зв'язуюче, перемішуванням бісеру суспензійного полістиролу з медичним вазеліновим маслом, потім абразивний наповнювач нагрітий до температури 220-250°С змішують із...
Маса для виготовлення абразивного інструменту
Номер патенту: 18507
Опубліковано: 25.12.1997
Автори: Мигалина Юрій Вікентієвич, Мельникович Михайло Миколайович, Сані Арпад Юліусович, Балог Ірина Михайлівна, Кияк Марина Юріївна, Білинець Микола Денисович, Лендел Василь Георгієвич, Драгунцов Вячеслав Васильович
МПК: B24D 3/34
Мітки: виготовлення, інструменту, абразивного, маса
Формула / Реферат:
Масса для изготовления абразивного инструмента, включающая абразив, пульвербакелит, жидкий бакелит, криолит и кислородсодержащее соединение железа, отличающаяся тем, что в качестве кислородсодержащего соединения железа она содержит железный сурик при следующем соотношении компонентов, мас.%:
Спосіб виготовлення абразивного інструменту з відходів металургійної промисловості
Номер патенту: 68669
Опубліковано: 16.08.2004
Автори: Мельникова Олена Павлівна, Манік Олександр Миколайович, Чурносов Андрій Павлович, Пєтухова Олена Володимирівна, Малишко Іван Олександрович
МПК: B24D 3/20
Мітки: інструменту, виготовлення, абразивного, металургійної, спосіб, відходів, промисловості
Формула / Реферат:
1. Спосіб виготовлення абразивного інструменту з відходів металургійної промисловості, при якому змішують 51 мас. % абразиву з в'яжучим - сумішшю бісерного полімеру - 24 мас. % поліметилметакрилату з мономером - 24 мас. % рідкого метилметакрилату, і з отверджувачем - 1 мас. % диметиланіліну, одержану суміш формують з доступом кисню при температурі кімнатній або підвищеній, який відрізняється тим, що перед використанням абразиву з відходів...
Абразивний виріб, способи виготовлення абразивного виробу та зв’язуюча композиція
Номер патенту: 86300
Опубліковано: 10.04.2009
Автори: Гета Ентоні К., Райс Вільям К., Ю Ксяоронг
Мітки: виріб, виготовлення, зв'язуюча, абразивний, композиція, виробу, абразивного, способи
Формула / Реферат:
1. Абразивний виріб, що містить абразивні зерна і колоїдний композиційний зв'язуючий матеріал, причому зазначений колоїдний композиційний зв'язуючий матеріал містить щонайменше приблизно 5 мас. % субмікронного порошкового наповнювача, у перерахуванні на масу композиційного зв'язуючого матеріалу.2. Абразивний виріб за п. 1, який відрізняється тим, що колоїдний композиційний зв'язуючий матеріал містить щонайменше від приблизно 5 мас. %...
Попередній патент: Сполука 4-циклопропіл-1,2,3-тіадіазолу, агент для боротьби з справжньою борошнистою росою насіння зернових культур і спосіб боротьби з хворобами зернових культур
Наступний патент: Абразивний виріб з покриттям, що містить підкладку і фігурний набір абразивних структур
Випадковий патент: Пристрій для вимірювання відхилень форми та розташування формоутворюючих поверхонь антенних дзеркал