Прес-форма для первинного формоутворення або пластичної деформації деталей з матеріалів, які піддаються термічному впливу
Формула / Реферат
1. Прес-форма для первинного формоутворення або пластичної деформації деталей з матеріалів, які піддаються термічному впливу, переважно із пластмас, насамперед з волокнистих композитних матеріалів, яка має волокнисту композитну структуру й електричний резистивний нагрівальний елемент, при цьому у волокнисту композитну структуру прес-форми в області формоутворюючої поверхні прес-форми у пластмасову матрицю впроваджені вуглецеві волокна або вуглецеві філаменти, яка відрізняється тим, що вуглецеві волокна або вуглецеві філаменти у пластмасовій матриці в області формоутворюючої поверхні визначають, по суті, механічні властивості, насамперед міцність, жорсткість і/або теплове розширення, прес-форми, а електричний резистивний нагрівальний елемент підключений таким чином, що щонайменше окремі ділянки електричного резистивного нагрівального елемента утворюють одна з одною електричне паралельне з'єднання, при цьому утворююча електричний резистивний нагрівальний елемент система виконана у вигляді біаксіальних або мультиаксіальних тканин або укладок із вуглецевих волокон або вуглецевих філаментів.
2. Прес-форма за п. 1, яка відрізняється тим, що утворююча електричний резистивний нагрівальний елемент система вуглецевих волокон або вуглецевих філаментів виконана частково або повністю у вигляді елементів у формі укладок або тканин.
3. Прес-форма за одним із попередніх пунктів, яка відрізняється тим, що вуглецеві волокна або вуглецеві філаменти впроваджені в пластмасову матрицю, безпосередньо примикаючи до поверненої до деталі поверхні прес-форми.
4. Прес-форма за одним із попередніх пунктів, яка відрізняється тим, що утворююча електричний резистивний нагрівальний елемент система вуглецевих волокон або вуглецевих філаментів або утворені з них елементи виконані, по суті, квазіізотропними.
5. Прес-форма за одним із попередніх пунктів, яка відрізняється тим, що між окремими елементами утворюючої електричний резистивний нагрівальний елемент системи вуглецевих волокон або вуглецевих філаментів виконані ділянки, які не проводять електричний струм.
6. Прес-форма за п. 5, яка відрізняється тим, що ділянки, які не проводять електричний струм, розташовані в одній площині або перпендикулярно між розташованими одна над одною площинами.
7. Прес-форма за одним із попередніх пунктів, яка відрізняється тим, що утворююча електричний резистивний нагрівальний елемент система вуглецевих волокон або вуглецевих філаментів або утворені з них елементи визначають у пластмасовій матриці, по суті, механічні властивості й теплове розширення всієї волокнистої композитної структури.
8. Прес-форма за одним із попередніх пунктів, яка відрізняється тим, що утворююча електричний резистивний нагрівальний елемент система вуглецевих волокон або вуглецевих філаментів або утворені з них елементи формують у пластмасовій матриці нагрівальну потужність, яку видають безпосередньо на поверхні, підлягаючій формуванню деталі.
9. Прес-форма за одним із попередніх пунктів, яка відрізняється тим, що повернена до деталі поверхня прес-форми утворена покривним шаром форми, який з боку деталі покриває, переважно тонким шаром, утримуючий електричний резистивний нагрівальний елемент шар.
10. Прес-форма за одним із попередніх пунктів, яка відрізняється тим, що з поверненої від деталі сторони, яка має електричний резистивний нагрівальний елемент шару, нанесений шар, що надає жорсткості.
11. Прес-форма за п. 10, яка відрізняється тим, що шар, що надає жорсткості, має структуру у вигляді міцного шару полегшеної конструкції або сандвіч-конструкції.
12. Прес-форма за одним із попередніх пунктів, яка відрізняється тим, що між утримуючим електричний резистивний нагрівальний елемент волокнистим композитним шаром, покривним шаром форми й/або шаром, що надає жорсткості, розташовані додаткові проміжні шари, краще виконані електрично ізолюючими.
13. Прес-форма за п. 12, яка відрізняється тим, що як додатковий проміжний шар у волокнистій композитній структурі передбачений шар з, переважно, тонкої склотканини.
14. Прес-форма за одним із попередніх пунктів, яка відрізняється тим, що як розташований на поверненому від сторони шарі, що надає жорсткості, інший покривний шар форми передбачена можливість використати шар з вуглецевими волокнами, які впроваджені у пластмасову матрицю.
15. Прес-форма за п. 14, яка відрізняється тим, що вуглецеві волокна поверненого від деталі покривного шару форми електрично ізольовані від вуглецевих волокон поверненого до деталі, що містить електричний резистивний нагрівальний елемент, волокнистого композитного шару.
16. Прес-форма за одним із попередніх пунктів, яка відрізняється тим, що орієнтація вуглецевих волокон або вуглецевих філаментів, або елементів з вуглецевих волокон, або вуглецевих філаментів зміщена й/або повернута відносно інших вуглецевих волокон або вуглецевих філаментів, або елементів того ж самого волокнистого композитного шару.
17. Прес-форма за одним із попередніх пунктів, яка відрізняється тим, що утворююча електричний резистивний нагрівальний елемент система вуглецевих волокон або вуглецевих філаментів або утворені з них елементи мають електричний контакт на кінцях волокон або елементів і утворюють один з одним паралельне з'єднання.
18. Прес-форма за одним із попередніх пунктів, яка відрізняється тим, що електричні нагрівальні елементи є сегментованими у напрямку проходження струму, і окремі сегменти виконані з можливістю повного або часткового перемикання за допомогою додаткових електронних компонентів для надавання впливу на проходження струму й нагрівальну потужність у відповідному сегменті.
19. Прес-форма за одним із попередніх пунктів, яка відрізняється тим, що електричні нагрівальні елементи є сегментованими у напрямку проходження струму, а окремі сегменти нагрівального елемента утворюють послідовне з'єднання.
20. Прес-форма за п. 19, яка відрізняється тим, що за допомогою послідовного з'єднання сегментовані електричні нагрівальні елементи мають можливість експлуатації й при більших розмірах прес-форми у сукупності з малою напругою.
21. Прес-форма за одним із попередніх пунктів, яка відрізняється тим, що окремі струмопровідні й розташовані один над одним шари електричних нагрівальних елементів у напрямку товщини так ізольовані один від одного тонкими ізолюючими шарами, що є досяжним індивідуальний розподіл сегментів за допомогою штабелювання тонкошарових нагрівальних елементів за багатошаровою технікою.
22. Прес-форма за одним із попередніх пунктів, яка відрізняється тим, що за допомогою додаткових тонких і локально обмежено впроваджених нагрівальних елементів проходження струму в прес-формі є локально змінюваним так, що є можливою часткова зміна потужності нагрівання за площею в межах поверхні прес-форми.
23. Прес-форма за одним із попередніх пунктів, яка відрізняється тим, що прес-форма пронизана каналами, по яких проводиться охолодне повітря або інші газоподібні або рідкі охолодні середовища.
Текст
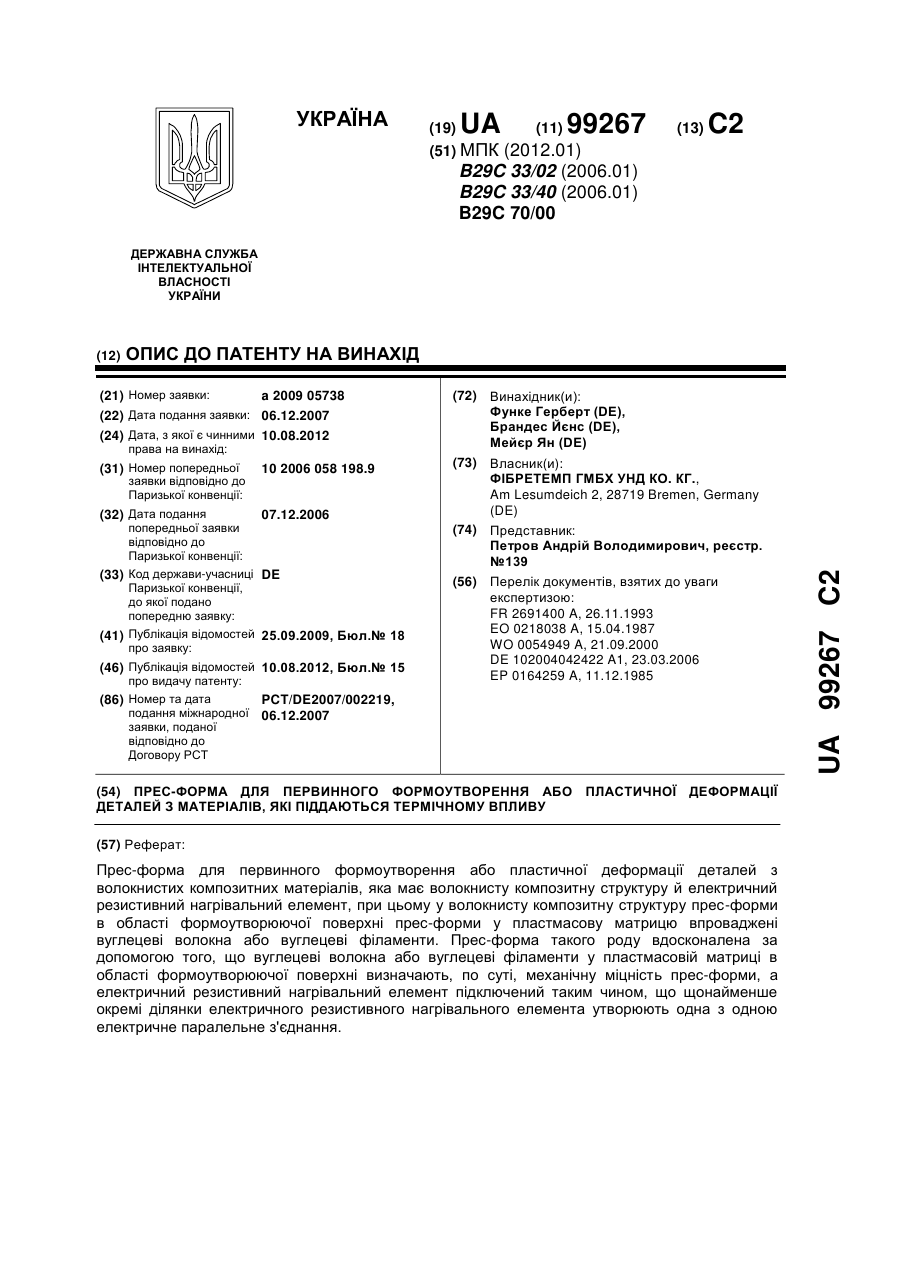
Реферат: Прес-форма для первинного формоутворення або пластичної деформації деталей з волокнистих композитних матеріалів, яка має волокнисту композитну структуру й електричний резистивний нагрівальний елемент, при цьому у волокнисту композитну структуру прес-форми в області формоутворюючої поверхні прес-форми у пластмасову матрицю впроваджені вуглецеві волокна або вуглецеві філаменти. Прес-форма такого роду вдосконалена за допомогою того, що вуглецеві волокна або вуглецеві філаменти у пластмасовій матриці в області формоутворюючої поверхні визначають, по суті, механічну міцність прес-форми, а електричний резистивний нагрівальний елемент підключений таким чином, що щонайменше окремі ділянки електричного резистивного нагрівального елемента утворюють одна з одною електричне паралельне з'єднання. UA 99267 C2 (12) UA 99267 C2 UA 99267 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід відноситься до прес-форми для первинного формоутворення або пластичної деформації деталей з матеріалів, які піддаються термічному впливу, відповідно до відмітної частини пункту 1. Армовані волокнами пластмаси здобувають все більше значення в багатьох галузях транспортної техніки. Типовими прикладами конструкцій з посилених довгими волокнами пластмас є навісні деталі легкових автомобілів (наприклад, спойлер), кузовні елементи рейкових транспортних засобів і вантажних автомобілів, які мають більшу площу, корпуса судів - від маленьких каяків до великих яхт, а також ротори коліс вітросилових установок. Завдяки їх видатним властивостям, які співвіднесені з вагою, у цей час в авіації й автогоночному спорті (наприклад, у формулі 1) конструкції в значній частині складаються з посилених довгими волокнами пластмас. Поряд з гарними механічними властивостями, які співвіднесені до ваги, істотною перевагою армованих волокнами пластмас є майже необмежене вільне формоутворення, а також можливість виготовлення деталей майже будь-якого розміру дрібними й середніми серіями з порівняно невеликими інвестиційними витратами. Тому дотепер армовані волокнами пластмаси застосовуються, переважно, у дрібно- і среднесерійному виробництві, а також у виготовленні прототипів. Насамперед, деталі з волокнистих композитних матеріалів, посилених довгими волокнами, які, переважно, виготовляють із термореактивних пластмас, вимагають у зв'язку з часом отвердівання пластмаси тривалого часу перебування у формі, що приводить до тривалого часу циклу й істотно обмежує придатність таких деталей до крупносерійного виробництва. З метою підвищення економічності, відповідні форми, які саме у випадку з великими деталями також складаються по більшій частині з армованої волокнами пластмаси, нагрівають. Цілеспрямований температурний режим при виготовленні деталі за рахунок зниження в'язкості смоли сприяє просоченню волокон і значно прискорює, насамперед, отвердівання термореактивних пластмас. Крім того, за рахунок підведення температури підвищується ступінь "зшивання" термореактивних пластмас, так що для одержання високоякісних деталей необхідна термообробка. В залежності від застосовуваної системи пластмас, для застосовуваних в авіації деталей ця термообробка навіть запропонована. В інструментальному виробництві нагрівання форм для виготовлення заготовок є звичайною практикою й у випадку з металевими формами, як правило, відбувається у вигляді рідинного нагрівання або у вигляді електричного резистивного нагрівання. В обох випадках висока теплопровідність металевої форми забезпечує рівномірний, однорідний розподіл температури прес-форми. Однак, металеві форми є дуже дорогими. Для дуже великих деталей, особливо якщо вони виготовляються лише невеликими серіями, металеві форми є нерентабельними. Тому, відповідні деталі з волокнистих композитних матеріалів, як зазначено вище, найчастіше виготовляють у пластмасових формах, які набагато дешевше металевих форм і забезпечують достатнє число витягів із форми. Для пластмасових форм звичайним показником є мінімум 100 витягів на форму, при відповідній конструкції форми є досяжним показник більше 1000 витягів на форму. У порівнянні із цим, металеві форми дозволяють багаторазове число витягів без додаткової обробки форми, вимагають, однак, відповідно більше високих інвестиційних витрат. Проблематичним є нагрівання відповідних пластмасових форм, тому що пластмаса має значно більше низьку в порівнянні з металами теплопровідність, і до того ж, насамперед, при нерівномірному розподілі тепла у формі дуже схильна до жолоблення. Це є проблемою для деталей з високими вимогами до точності відповідності формі й дотриманню розмірів. Із цієї причини пластмасові форми, що нагрівають водою, не змогли знайти широкого застосування. Загалом, для підприємств по переробці пластмас, які виготовляють відповідні деталі, потрібне окреме приміщення для термообробки. Після виготовлення, форми з деталями направляються для отвердівання й термообробки в приміщення для термообробки. У відношенні, насамперед, металевих форм відомо, що форми можуть бути нагріті за допомогою рідин. При цьому форми оснащені системою каналів різної конфігурації, по якій подаються рідини, що мають відповідну температуру. При цьому система каналів нагріває форму на певній відстані від властиво підлягаючій нагріванню поверхні. Однак, для матеріалів форми з гарною теплопровідністю це не є проблемою. У випадку з матеріалами форми з низькою теплопровідністю, наприклад пластмасовими формами, низька теплопровідність веде до неоднорідного розподілу температури. Тому, для покращення теплопровідності пластмасові форми, які підлягають нагріванню, частково оснащують теплопровідними наповнювачами, наприклад алюмінієвим порошком. Проте, відносно погане дотримання заданих розмірів, жолоблення форм, нерівномірний розподіл температури й відносно високі виробничі витрати у випадку із пластмасовими 1 UA 99267 C2 5 10 15 20 25 30 35 40 45 50 55 формами, що нагрівають рідиною, являють собою проблеми. У зв'язку з великою масою таких форм у кожному процесі нагрівання потрібні відносно більші витрати енергії. Альтернативою є електричне резистивне нагрівання. При цьому у випадку з металевими формами найчастіше застосовуються нагрівальні патрони. Завдяки високій теплопровідності металевого матеріалу форми, загалом, досягається досить рівномірний розподіл температури. У випадку із пластмасовими формами, у зв'язку з відносно поганою теплопровідністю, перевагою є площинно діюче нагрівання біля поверхні, яка підлягає нагріванню. Її можна реалізувати за рахунок відповідних електронагрівальних тканин, які можуть бути впроваджені в пластмасу поблизу поверхні форми. Розроблені спеціально для цієї мети електронагрівальні тканини складаються частково з реостатного дроту або ж з електропровідного волокнистого матеріалу, наприклад, вуглецевих волокон. При цьому реостатні дроти або ж волокна опору діють як омічні резистивні нагрівальні елементи. Фактично, цей вид нагрівання є лінійно діючим нагріванням, при якому уздовж кожного реостатного дроту або кожного волокна опору виробляється тепло нагрівання й відводиться на навколишню масу форми. Однак, при дуже тонкому й щільному розподілі реостатних дротів або ж волокон опору, при макроскопічному розгляді, це нагрівання діє практично площинно. При цьому реостатному нагріванні, дроти або волокна, що діють як нагрівальні елементи впроваджуються між електроізолюючими шарами. Ці електроізолюючі шари можуть, наприклад, у формах зі склопластику, складатися з епоксидної смоли й скловолокон, які, як відомо, мають дуже гарну електроізоляційну здатність, але відносно погану теплопровідність. При цьому на ізолюючі шари приходиться в цілому значно більша частка поперечного перерізу й маси конструкції форми, чим на нагрівальні дроти або нагрівальні волокна. Це, по-перше, веде до підвищення температури на граничному шарі між нагрівальним дротом або ж нагрівальним волокном, а також до внутрішніх напружень через відмінність механічних і термічних властивостей нагрівальних дротів або волокон. Із цим, насамперед, зв'язана небезпека жолоблення форм. Як уже було згадано вище, в якості електропровідних волокон можуть бути застосовані вуглецеві волокна (названі карбоновими волокнами). У порівнянні з більшістю металів карбонові волокна мають низьку електропровідність у напрямку волокна й, у порівнянні із пластмасами, мають гарну теплопровідність у напрямку волокна. Тому вони особливо підходять в якості омічних резистивних волокон. Ще однією особливістю є низький коефіцієнт теплового розширення вуглецевих волокон, який в залежності від типу волокон має величину α therm ≈ -6 0,1·10 / К. Шаруваті пластики з вуглецевими волокнами (так звані CFK, тобто багатошарові структури з вуглецевих волокон, впроваджених у матрицю, що найчастіше складається із пластмаси) при відповідній орієнтації волокон можуть мати таку структуру, що в широких температурних діапазонах теплове розширення шаруватих пластиків виміряти практично неможливо. Пластмасові деталі або пластмасові форми, які нагрівають вуглецевими волокнами, виконуються дотепер таким чином, що або окремі волокна, волокнисті стрічки або тканини, або тонкий нетканий матеріал з вуглецевих волокон з короткими волокнами впроваджують у пластмасові форми між іншими, електроізолюючими шарами. Загальним для цих деталей або форм є чіткий функціональний розподіл між вуглецевими волокнами, які служать для резистивного нагрівання, й іншими шарами шаруватого пластику, які, по суті, утворюють несучу структуру форми й, крім того, як правило, беруть на себе електричну ізоляцію струмопровідних вуглецевих волокон. З DE 10 2004 042 422 A1 відома прес-форма, що нагрівається, в якій застосовується електричний резистивний нагрівальний елемент у вигляді впроваджених у пластмасову матрицю вуглецевих волокон, однак, у зв'язку з розташуванням резистивного нагрівального елемента відносно далеко від поверхні деталі, яку виготовляють, а також у зв'язку з товщиною шарів волокнистого композитного матеріалу прес-форми, для достатнього нагрівання деталі потрібна висока потужність нагрівання. Крім того, у зв'язку з послідовним з'єднанням окремих елементів з вуглецевих волокон не забезпечується електрична експлуатаційна надійність через можливість коротких замикань і локальної відмови нагрівання. Дотепер, виготовлення нагрівального шару з окремих волокон або волоконних стрічок, загалом, відбувається так, що окремі або кілька паралельних волокон або волоконних стрічок викладають на поверхню, що підлягає нагріванню, у вигляді жил. Потім окремі жили послідовно з'єднують, при цьому кожні дві сусідні жили з'єднуються в 4 послідовні жили. Відповідні розміри й з'єднання було, наприклад, описано фірмою R&G Flussigkunststoffe з Вальденбуха у брошурі "Нагрівальна система для форм із синтетичних смол" ("Heizsystem fur Kunstharzformen"). У 2 UA 99267 C2 5 10 15 20 25 30 35 40 45 50 55 60 цьому фірмовому виданні на прикладі показано, як послідовно з'єднані загалом 8 жил, кожна з яких складається з 4 розташованих поряд один з одним вуглецевих волокон. Істотні недоліки при цьому способі дії, насамперед, проявляються тоді, коли жили з'єднуються послідовно, тому що між двома збіжними жилами волокон виникають відносно більші різниці потенціалів. Це постійно приводить у формі до коротких замикань, які можуть бути викликані окремими вуглецевими філаментами збіжних волоконних жил. Насамперед, ця проблема виникає при розташуванні нагрівальних елементів у формі меандру. Хоча, цього можна уникнути за рахунок досить великої безпечної відстані між збіжними жилами вуглецевих волокон. При цьому тоді одночасно виникають більше широкі "зони, що не обігріваються, …», що знову ж приводить до нерівномірного розподілу температури. Ще один недолік полягає в різних механічних і термічних властивостях інших шарів шаруватих пластиків, які утворюють електричну ізоляцію нагрівального шару й, крім того, по суті є несучою структурою форми. У більшості випадків вони складаються зі склопластику. У зв'язку з різним тепловим розширенням склопластику й армованого вуглецевими волокнами пластику, при відповідних різницях температури виникають значні термічні напруги й деформації. Загалом, їх можна контролювати тільки за допомогою більшої товщини стінок форми, але уникнути їх зовсім не можливо. При цьому також відомим підходом є виконання пластмасових форм у вигляді сандвіча-структури, в якій деформацію хоча й можна зменшити, однак при вищевказаних передумовах повністю запобігти не можна. З FR 2 691 400 A1 і EP 0 218 038 A1 відомі прес-форми, в яких виконані односпрямованими структури тканин з вуглецевих волокон впроваджені як нагрівальні елементи поблизу поверхні в пластмасову матрицю й служать для підігрівання заготовок, які підлягають виготовленню. Тому, завдання даного винаходу полягає в запобіганні вищевказаних проблем при нагріванні прес-форм і в забезпеченні за допомогою підходящої структури шарів прес-форми можливості надійного й енергоефективного нагрівання прес-форм. Рішення зазначеного завдання випливає з відмітних ознак пункту 1 формули винаходу у взаємодії з ознаками обмежувальної частини. Інші кращі варіанти здійснення винаходу випливають із залежних пунктів формули. Винахід відноситься до прес-форми для первинного формоутворення або пластичної деформації деталей з матеріалів, що піддаються термічному впливу, переважно із пластмас, насамперед з волокнистих композитних матеріалів, у якій прес-форма має волокнисту композитну структуру й електричний резистивний нагрівальний елемент, при цьому у волокнисту композитну структуру прес-форми в області формоутворюючої поверхні прес-форми в пластмасову матрицю впроваджені вуглецеві волокна або вуглецеві філаменти. Прес-форма такого типу додатково вдосконалюється за допомогою того, що вуглецеві волокна або вуглецеві філаменти в пластмасовій матриці в області формоутворюючої поверхні визначають, по суті, механічні властивості, насамперед міцність, жорсткість і/або теплове розширення, прес-форми, а електричний резистивний нагрівальний елемент підключений таким чином, що щонайменше окремі ділянки електричного резистивного нагрівального елемента утворюють один з одним електричне паралельне з'єднання. Особливість винаходу полягає в інтеграції нагрівального шару у структурі поверхні форми. При цьому істотним є те, що шар вуглецевих волокон одночасно використовується в якості резистивного нагрівального елемента й утворює істотну частину поперечного перерізу поверхні форми. При цьому вирішальною є не частка товщини шарів вуглецевих волокон у порівнянні з іншими шарами, а той факт, що шари вуглецевих волокон визначають механічні властивості, насамперед, міцність, жорсткість і теплове розширення багатошарової будови волокнистої композитної структури. За допомогою винаходу можна значно зменшити масу відповідних прес-форм, що загалом помітно зменшує теплоємність прес-форм і, тим самим, витрати енергії при нагріванні прес-форм. Завдяки запропонованій структурі й відповідному вибору матеріалів можна в значній мірі уникнути теплової деформації форм у широкому температурному діапазоні. Завдяки винаходу було знайдено недороге рішення, яке забезпечує можливість гомогенного електричного нагрівання прес-форм майже будь-яких розмірів з порівняно низькими витратами енергії. Суть винаходу полягає в інтеграції нагрівального шару й несучого покривного шару, при якому використовується електропровідність вуглецевих волокон для використання несучого покривного шару форми безпосередньо в якості резистивного нагрівання. На відміну від колишніх спроб використання електропровідності вуглецевих волокон для резистивного нагрівання, електричне підключення форм здійснюється у вигляді паралельного з'єднання таким чином, що короткі замикання, як при звичайному послідовному з'єднанні, виключаються через різницю потенціалів збіжних нагрівальних жил. Завдяки цьому можна також у максимальному ступені відмовитися від додаткових ізолюючих шарів, за винятком покривного 3 UA 99267 C2 5 10 15 20 25 30 35 40 45 50 55 шару форми. У результаті паралельного з'єднання електричного резистивного нагрівального елемента опір електричного резистивного нагрівального елемента значно зменшується й, тим самим, стає можливим нагрівання прес-форми вже при малих прикладених напругах. У той час як у колишніх нагрівальних шарах на основі вуглецевих волокон переважно використовувалися моноаксіальні (односпрямовані) тканини або укладання з вуглецевих волокон, тут, переважно, застосовуються біаксіальні (двонаправлені) тканини з вуглецевих волокон. Також можливе використання мультиаксіальних тканин або укладань. У цьому випадку, вуглецеві волокна, які проходять у поперечному напрямку, забезпечують вирівнювання потенціалів в ортогональному напрямку до проходження струму нагрівального шару. Таким чином, можуть бути також ліквідовані дефекти або переривання в окремих вуглецевих волокнах. При цьому вуглецеві волокна, що знаходяться в безпосередньому електричному контакті, можуть проходити, переважно, паралельно у поздовжньому напрямку прес-форми, а додаткові вуглецеві волокна, що проходять поперек або під кутом до зазначеного напрямку брати на себе, опосередковано через шаровий контакт, провідну функцію й, таким чином, з одного боку, здійснювати електричне вирівнювання потенціалів поперек основного напрямку струму, а з іншого боку, уможливлювати багатоосьову, переважно, квазіізотропну ламінатну структуру, яка при використанні вуглецевих волокон дозволяє створювати покривні шари з дуже малим тепловим розширенням. При цьому в іншому варіанті здійснення можливе виконання утворюючої електричний резистивний нагрівальний елемент системи вуглецевих волокон або вуглецевих філаментів частково або повністю, у вигляді окремих волокон або окремих філаментів і/або як елементи у формі укладань, тканин, нетканих матеріалів або у вигляді паралельних одна одній жил. При цьому окремі ділянки поверненої до деталі поверхні прес-форми, повністю або тількиділянками, можуть бути утворені з такими елементами, які потім у сукупності знову підключаються у вигляді паралельного з'єднання. При цьому є перевагою те, що поряд з узгодженням форми й конфігурації таких елементів з відповідною топографією деталі, досягається максимально площинне нагрівання деталі, яке при резистивному нагрівальному елементі, що звичайно має форму меандру з послідовним з'єднанням, є досяжним лише з дуже великими витратами. Особлива перевага полягає в тому, що вуглецеві волокна або вуглецеві філаменти впроваджені в пластмасову матрицю, безпосередньо примикаючи до поверненої до деталі поверхні прес-форми. Інтегроване таким чином нагрівання прес-форми генерує нагрівальну потужність безпосередньо на поверненій до деталі поверхні форми. При цьому нагрівання діє на великій площі безпосередньо там, де потрібно тепло. Це скорочує шляхи теплового потоку, зменшує перегрівання у безпосередньому оточенні вуглецевих волокон і веде до дуже ощадливого перетворення електричної енергії нагрівання. В іншому варіанті є можливим, що утворююча електричний резистивний нагрівальний елемент система вуглецевих волокон або вуглецевих філаментів або утворені з них елементи виконані, по суті, квазіізотропними. За рахунок цього можна домогтися того, що як відносно показників механічної міцності, так і щодо термічної дії вуглецевих волокон або вуглецевих філаментів або утворених з них елементів у всіх областях прес-форми будуть мати місце однакові умови й, тим самим, буде досягатися рівномірне нагрівання деталі у всіх її областях. Ще одна форма здійснення винаходу полягає в тому, що частково, або наносяться додаткові шари вуглецевих волокон, або зменшується кількість і/або товщина шарів вуглецевих волокон. При цьому істотною ознакою є те, що у зв'язку з омічним характером форми частково змінюється потужність нагрівання на одиницю площі. За рахунок цього можуть бути вирівняні нагрівальні потужності на одиницю площі, що розрізняються, які неминуче отримуються, наприклад, при не прямокутних поперечних перерізах форми. Так, наприклад, при довгастій трапецієподібній формі з явним загостренням, загальна товщина шарів вуглецевих волокон повинна була б безупинно збільшуватися у напрямку загостреного кінця, якщо по всій поверхні форми необхідно було б забезпечити постійну нагрівальну потужність на одиницю площі. Також можливий варіант, у якому між окремими елементами утворюючої електричний резистивний нагрівальний елемент системи вуглецевих волокон або вуглецевих філаментів виконані ділянки, які не проводять електричний струм. Такі ділянки, які не проводять електричний струм, можуть служити для цілеспрямованого формування температури в деталі, тому що на таких ділянках не відбувається активного нагрівання деталі, і тому всередині деталі при її отвердіванні можуть бути цілеспрямовано отримані температурні градієнти. При цьому є можливим, що ділянки, які не проводять електричний струм, розташовані в одній площині або перпендикулярно між розташованими одна над одною площинами, щоб відокремити один від 4 UA 99267 C2 5 10 15 20 25 30 35 40 45 50 55 одного сусідні резистивні нагрівальні елементи, розташовані поруч один з одним або один над одним. Відносно механічного характеру прес-форми особливо важливим є те, що утворююча електричний резистивний нагрівальний елемент система вуглецевих волокон або вуглецевих філаментів або утворені з них елементи мають у пластмасовій матриці високу жорсткість. За рахунок цього, оскільки в той же час інші шари виконані з меншою жорсткістю, загальна жорсткість прес-форми більшою мірою визначається шарами вуглецевих волокон. Крім того, у такий спосіб можливе запобігання термічних напруг між різними матеріалами у виконаних із приблизно однаковою жорсткістю шарах прес-форми й, тим самим, вирішальним чином зменшення жолоблення прес-форми при нагріванні, завдяки чому може бути істотно підвищена розмірна точність деталі, яку виготовляють. У відношенні виникаючих при нагріванні прес-форми напруг і деформацій важливим є те, що теплове розширення утримуючого електричний резистивний нагрівальний елемент шару з вуглецевих волокон або вуглецевих філаментів або утворених з них елементів є в пластмасовій матриці дуже малим. Тому, і при відносно більших змінах температури прес-форми відбувається лише незначна зміна розмірів деталі, яку виготовляють, завдяки чому процес виготовлення спрощується й поліпшується. Крім того, тривалості циклів при використанні пресформи можуть бути скорочені за рахунок активного охолодження, якого можна домогтися просто шляхом прокладання каналів у заповнювачі при формуванні прес-форми у сандвічструктури, по яким направляється охолодне повітря або інші газоподібні або рідкі охолодні середовища. При цьому додатково є можливим проходження відповідних середовищ через форму в замкнутому циклі для вирівнювання температурних градієнтів у фазі нагрівання. У самому простому варіанті відповідна форма, здатна до дренажу, може бути виконана, наприклад, з матеріалами основи, що мають прорізи. Додаткове підвищення економічності використання виконаних відповідно до винаходу пресформ досягається тим, що завдяки малій товщині шару утримуючого електричний резистивний нагрівальний елемент матеріалу, витрати енергії для нагрівання прес-форми також є дуже низькими. Завдяки малій товщині шарів, нагрівання й охолодження маси прес-форми може відбуватися значно швидше й з меншими витратами енергії, так що час циклу виготовлення відповідних деталей може бути скорочено. Ще одна перевага полягає в тому, що за рахунок паралельного з'єднання електричний опір з'єднаних паралельно один з одним вуглецевих волокон або вуглецевих філаментів або утворених з них елементів є в сукупності дуже малим. За рахунок цього є досяжним те, що для нагрівання на електричному резистивному нагрівальному елементі можуть бути використані вже малі напруги, насамперед, низьковольтні напруги, у результаті чого забезпечується електрична експлуатаційна безпека, і витрати енергії зводяться до мінімуму. З погляду виконання поверхні деталі, яку виготовляють, є перевагою, якщо повернена до деталі поверхня прес-форми утворена покривним шаром форми, який з боку деталі покривають, переважно, тонким шаром утримуючий електричний резистивний нагрівальний елемент шар. Такий тонкий покривний шар форми забезпечує гладкість поверхонь деталі й запобігає ушкодженню шару, який містить вуглецеві волокна. За рахунок відповідно малої товщини шарів і гарних теплопровідних властивостей цього покривного шару форми надійно запобігають можливі у противному випадку проблеми теплопровідності між шаром з резистивним нагрівальним елементом і деталлю. З погляду механічної міцності прес-форми корисно, якщо з поверненої від деталі сторони, яка має електричний резистивний нагрівальний елемент шару нанесений шар, що надає жорсткості. Такий шар, що надає жорсткості, який може бути виконаний, наприклад, у формі міцної полегшеної конструкції сандвіч-структури, забезпечує додаткове механічне зміцнення конструкції прес-форми без надмірного збільшення ваги прес-форми. Переважно, у випадку сандвіч-структури нагрівальний шар може при цьому одночасно бути одним із двох покривних шарів, які необхідні для створення сандвіч-структури. Можливо також, наприклад, виконання шару, що надає жорсткості, електрично ізолюючим. Відносно структури шарів прес-форми може бути корисним, якщо між утримуючим електричний резистивний нагрівальний елемент волокнистим композитним шаром, покривним шаром форми й/або шаром, що надає жорсткості, розташовані додаткові проміжні шари, які, наприклад, виконані електрично ізолюючими або виконують функцію посилення зчеплення для шарів, що примикають, волокнистої композитної структури. Такі проміжні шари, які можуть бути утворені у волокнистій композитній структурі з, переважно, тонкої склотканини, оптимізують властивості всієї шаруватої структури. 5 UA 99267 C2 5 10 15 20 25 30 35 40 45 50 55 60 Також можливо, що в якості розташованого на поверненому від сторони шару, що надає жорсткості, іншого покривного шару форми передбачена можливість використання шару з вуглецевими волокнами, які впроваджені в пластмасову матрицю. За рахунок цього в ще більшому ступені запобігається жолоблення шарів прес-форми при нагріванні, тому що цей додатковий покривний шар форми може мати механічну структуру, подібну до механічної структури волокнистого композитного шару, що містить електричний резистивний нагрівальний елемент, і, тим самим, розташований між ними шар, що надає жорсткості, по обидва боки є оточеним механічно рівноцінними шарами. При цьому можливий варіант, в якому вуглецеві волокна поверненого від деталі покривного шару форми електрично ізольовані від вуглецевих волокон поверненого до деталі, що містить електричний резистивний нагрівальний елемент волокнистого композитного шару. У силу рівномірних механічних і електричних властивостей волокнистого композитного шару, що містить електричний резистивний нагрівальний елемент, корисно, якщо орієнтація вуглецевих волокон або вуглецевих філаментів або елементів з вуглецевих волокон або вуглецевих філаментів зміщена й/або розгорнута стосовно інших вуглецевих волокон або вуглецевих філаментів або елементів того ж самого волокнистого композитного шару. За рахунок цього, волокна або елементи могли б бути орієнтовані так, що механічні навантаження й нагрівання всередині волокнистого композитного шару, що містить електричний резистивний нагрівальний елемент, відбуваються дуже рівномірно й, тим самим, відповідно рівномірно переносяться на деталь. Також є перевагою, якщо покривний шар форми й проміжні шари мають лише незначну жорсткість і лише трохи впливають на механічні властивості всієї волокнистої композитної структури. У результаті цього, при нагріванні прес-форми між окремими шарами не виникає істотних напруг, тому що перекоси прес-форми зводяться до мінімуму. Відносно утворення електричного контакту резистивного нагрівального елемента є перевагою, якщо утворююча електричний резистивний нагрівальний елемент система вуглецевих волокон або вуглецевих філаментів або утворені з них елементи мають електричний контакт на кінцях волокон або елементів і утворюють один з одним паралельне з'єднання. Завдяки зовнішньому розташуванню контактів може бути забезпечена гарна доступність до резистивного нагрівального елемента й простота проведення робіт по утворенню паралельного з'єднання. Щодо нагрівання деталі, виявилося особливо корисним, насамперед, для необхідної витрати енергії, якщо нагрівання прес-форми для формування деталі, прес-форма щонайменше на окремих ділянках має теплоізоляційну оболонку. Завдяки теплоізоляційній оболонці, вироблюване тепло може бути особливо добре утримане всередині прес-форми й, залежно від наявності теплоізоляційного матеріалу, типу й товщини теплоізоляційного матеріалу, а також його розміщення, теплоізоляційний матеріал може бути використаний для локального керування температурою при нагріванні деталі всередині прес-форми. Так, наприклад, є можливим тільки локальна ізоляція прес-форми й, тим самим, одержання локальних більш високих температур, які впливають на отвердівання деталі інакше, чим на неізольованих або менш ізольованих ділянках. Це дозволяє додатково впливати на процес виготовлення деталі всередині прес-форми. Особливо корисно, якщо утворюючі прес-форму шари волокнистої композитної структури розраховані на температуру при виготовленні деталі до 300 °C, переважно до 140 °C, без шкоди для своїх властивостей міцності. В іншому варіанті відносно температурної стабільності є також можливим, що для утворення волокнистої композитної структури або її частин використовуються керамічні матеріали матриці. Також можливий варіант, у якому електричні нагрівальні елементи є сегментованими в напрямку проходження струму, і окремі сегменти виконані з можливістю повного або часткового перемикання за допомогою додаткових електронних компонентів для надавання впливу на проходження струму й нагрівальну потужність у відповідному сегменті. За рахунок цього, термічна енергія може бути там цілеспрямовано введена в деталі, що обробляють, де потрібна термічна енергія, у той час як в інших областях в електричних нагрівальних елементах термічна енергія не генерується або генерується в малій кількості. При цьому може бути перевагою, якщо електричні нагрівальні елементи є сегментованими в напрямку проходження струму, а окремі сегменти нагрівального елемента утворюють послідовне з'єднання. За рахунок цього можна, насамперед, забезпечити те, що сегментовані електричні нагрівальні елементи завдяки послідовному з'єднанню також і при більших розмірах прес-форми в сукупності можуть експлуатуватися на малій напрузі й, тим самим, може бути досягнуте просте нагрівання пресформи як з погляду електрики, так і з погляду техніки безпеки. 6 UA 99267 C2 5 10 15 20 25 30 35 40 45 50 55 60 Також можливий варіант, у якому окремі струмопровідні й розташовані один над іншим шари електричних нагрівальних елементів у напрямку товщини так ізольовані один від одного тонкими ізолюючими шарами, що є досяжним індивідуальний розподіл сегментів за допомогою штабелювання тонкошарових нагрівальних елементів за багатошаровою технікою. У цьому випадку одержують досяжне при сегментованій конфігурації нагрівальних елементів різне введення термічної енергії за рахунок, по суті, перпендикулярного поверхні прес-форми штабелювання нагрівальних елементів, кожний з яких покладений один над іншим, які будуть електрично розділеними один від іншого тонкими ізолюючими шарами. В іншому варіанті здійснення за допомогою додаткових тонких і локально обмежено впроваджених нагрівальних елементів проходження струму в прес-формі є локально змінюваним так, що є можливим часткова зміна потужності нагрівання на одиницю площі в межах поверхні прес-форми. За допомогою всіх зазначених вище мір можна забезпечити досягнення локально діючої зміни введення термічної енергії в поверхню прес-форми, яке є перевагою, наприклад, для первісного формоутворення або пластичної деформації деталі в цьому локальному місці. Особливо краща форма здійснення прес-форми відповідно до винаходу за пунктом 1 формули винаходу показана на кресленні. Показано на: Фіг.1: структура простої прес-форми, що нагрівається, відповідно до винаходу у формі прямокутника, показана на прикладі представленого у вигляді зламу поперечного розрізу, Фіг.2: струм, потужність нагрівання й потужність нагрівання на одиницю площі форми при заданій напрузі нагрівання прес-форми за Фіг.1, Фіг.3: характер зміни температури при нагріванні прес-форми згідно Фіг.1 з різною ізоляцією 2 при потужності нагрівання на одиницю площі 200 Вт/м . Як приклад на Фіг.1 показана структура простої прес-форми, що нагрівається, у формі прямокутника, в якому прес-форма може бути виготовлена з наступною структурою шарів: 1-шар: покривний шар форми (товщина шару s1 ≈ 0,4 мм) 2 2-ий шар: склотканина 105 г/м (товщина шару s2 ≈ 0,1 мм) 2 3-ій шар: біаксіальна тканина з вуглецевих волокон 193 г/м (товщина шару s3 ≈ 0,27 мм), орієнтація волокон 0°/90° 2 4-ий шар: біаксіальна тканина з вуглецевих волокон 193 г/м (товщина шару s4 ≈ 0,27 мм), орієнтація волокон ± 45° 2 5-ий шар: склотканина 105 г/м (товщина шару s5 ≈ 0,1 мм) 6-ий шар: поліамідний стільниковий заповнювач ЕСА 3,2-48 (товщина шару s6 ≈ 12,7 мм) 2 7-ий шар: біаксіальна тканина з вуглецевих волокон 193 г/м (товщина шару s7 ≈ 0,27 мм), орієнтація волокон ± 45° 2 8-ий шар: біаксіальна тканина з вуглецевих волокон 193 г/м (товщина шару s8 ≈ 0,27 мм), орієнтація волокон 0°/90° Само собою зрозуміло, що наведена структура шарів є лише прикладом з багатьох можливих структур і в рамках винаходу може бути різним чином змінена. При розгляді всього показаного на Фіг.1 поперечного розрізу прес-форми як сандвічструктури, шари 1-5 утворюють перший покривний шар сандвіча, 6-ий шар є заповнювачем сандвіча, а шари 7 і 8 утворюють другий покривний шар сандвіча. Посилені тканиною шари були просочені холодотвердіваючою ламінуючою смолою, яка після відповідної термообробки має теплостійкість до 140 °C. Покривний шар форми товщиною s1 складається, наприклад, зі звичайної смоли покривного шару форми з теплостійкістю 140 °C. У порівнянні з армованими волокнами шарами цей шар відносно товстий. Але через малу жорсткість у порівнянні із шарами тканини з вуглецевих волокон він впливає не істотно на механічні властивості всієї конструкції форми. Покривний шар форми є поліруючим і завдяки поверхні, яка немає пор, забезпечує велику кількість витягань деталі з форми при незначному зношуванні форми. Шар зі склотканини товщиною шару s2 і s5 може знадобитися в силу технологічних причин і повинен забезпечувати гарне зчеплення між покривним шаром форми s 1 і шарами тканини з вуглецевих волокон s3 і s4. І ці шари мають малу жорсткість у порівнянні з наступними шарами тканини з вуглецевих волокон і лише трохи впливають на механічні властивості всієї конструкції форми. Шари тканини з вуглецевих волокон s3 і s4 утворюють як електричний шар резистивного нагрівання, так і істотний структурний компонент першого покривного шару сандвіча. Завдяки їхній високій жорсткості в порівнянні з наступними шарами вони в значній мірі визначають механічні властивості й теплове розширення першого покривного шару сандвіча. 7 UA 99267 C2 5 10 15 20 25 30 35 40 45 50 55 Шар зі склотканини s5, як і s2, може знадобитися в силу технологічних причин і забезпечує гарне зчеплення між шарами тканини з вуглецевих волокон і заповнювачем сандвіча s6. Шари тканини з вуглецевих волокон s7 і s8, у якості квазіізотропної ламінатної структури, утворюють другий покривний шар сандвіча. Тому що теплове розширення обох покривних шарів сандвіча визначається, по суті, вуглецевими волокнами, їх теплове розширення, а тому й можлива теплова деформація при різних температурах дуже незначні. При описаній структурі прес-форми значними, по суті, є наступні міркування й властивості: - Істотною складовою частиною форми є шар тканини з вуглецевих волокон у пластмасовій матриці, яка виконує несучу функцію задньої конструкції форми й безпосередньо служить як нагрівальний шар у вигляді електричного резистивного нагрівання в результаті проходження струму по вуглецевих волокнах. При цьому тканина з вуглецевих волокон у пластмасовій матриці повинна мати як можна більшу квазіізотропну структуру. За допомогою інтеграції нагрівання форми й несучої задньої конструкції форми можна істотно зменшити витрати матеріалів на прес-формі. Одночасно зменшується кількість тепла, необхідного для нагрівання форми. Крім того, у такий спосіб можуть бути відвернені термічні напруги між різними матеріалами. - Максимально однорідна тканина з вуглецевих волокон у пластмасовій матриці утворить окрему нагрівальну жилу, що, переважно, підключається в поздовжньому напрямку форми паралельно. При цьому нагрівальний елемент складається з тонкого ламінатного шару. При включенні в поздовжньому напрямку форми поперечний переріз приблизно відповідає добутку ширини "В" форми й товщини "s" тканини з вуглецевих волокон. У цьому випадку, довжина "L" нагрівального елемента приблизно відповідає загальній довжині прес-форми. - При цьому, загалом, буде потрібен багатий смолою покривний шар форми, який забезпечує вільну від пор поверхню форми й гарну роздільну дію при виготовленні деталей. Цей покривний шар форми, якщо він необхідний, повинен бути як можна більше тонким і лише несуттєво впливати на механічні й термічні властивості шару тканини з вуглецевих волокон у пластмасовій матриці. - Шар тканини, що нагрівається, з вуглецевих волокон у пластмасовій матриці утворить, при необхідності, у сполученні з вищезгаданим покривним шаром форми, загалом поверхню форми, яка у цілому є тонкостінною й, тим самим, відносно гнучкою. З метою додання йому жорсткості, прес-форма може мати сандвіч-конструкцію. При цьому матеріал основи шару, який придає жорсткості, може бути електрично ізолюючим, якщо потрібно блокувати проходження струму до другого покривного шару. Якщо проходження струму до другого покривного шару є бажаним, у шарі, який придає жорсткості, може бути застосований і електропровідний матеріал основи. - Переважно, другий покривний шар форми також складається із квазіізотропної тканини з вуглецевих волокон у пластмасовій матриці. Таким чином, теплове розширення прес-форми визначається, по суті, двома квазіізотропними покривними ламінатами. Оскільки ці ламінатні структури мають, як відомо, лише незначне теплове розширення в широкому температурному діапазоні, то, незважаючи на різницю температур у покривних шарах, теплове розширення й теплова деформація форми дуже незначні. Якщо обоє покривних шари мають лише незначне теплове розширення, залишається дуже незначною й деформація форми на вигин під впливом температури. До того ж, обумовлені температурою малі деформації на вигин можуть бути зменшені шляхом збільшення товщини основи без якого-небудь значного збільшення ваги форми. - Інші шари можуть бути розміщені в проміжному положенні у будь-якому місці, якщо, наприклад, бажана електрична ізоляція окремих шарів, або якщо це представляється доцільним за технологічними причинами для забезпечення достатнього зчеплення між окремими шарами. При цьому необхідно звернути увагу на те, що додаткові шари були виконані так, щоб вони не впливали або лише трохи впливали на механічні властивості й, насамперед, на теплове розширення нагрівального шару. При цьому мова могла б іти, насамперед, про застосування стільникових заповнювачів з алюмінію або з вуглецевих волокон. Щодо розрахунку потужності нагрівання прес-форми згідно Фіг.1, має значення наступне: Дана форма, що нагрівається, є, наприклад, прямокутною з обігріваємою довжиною L=1370 мм і шириною В = 557 мм. У цьому випадку безпосередньо електрично поживлений був тільки шар s3. Для цього по 4 нитки основи з вуглецевих волокон були обтиснуті в кінцевій гільзі жили й спаяні із впровадженою стрічкою заземлення. Ці нитки основи проходять у поздовжньому напрямку форми й, тим самим, утворюють паралельне з'єднання окремих резистивних ниток. Утокові нитки, що проходять поперек до них, цього тканого шару також з вуглецевих волокон, в 8 UA 99267 C2 принципі, не є струмопровідними при такій системі, але можуть служити для вирівнювання потенціалів, наприклад, якщо будуть ушкоджені окремі нитки основи. Таким чином, для електричного опору шару s3 у цьому випадку діє рівняння: 5 10 15 20 25 30 35 40 45 50 55 у якому: R3: електричний опір 3-його шару, Rspez, Faden: питомий опір окремої нитки основи, L: довжина зони нагрівання, n: число паралельно з'єднаних ниток основи. Експерименти показали, що додаткові шари вуглецевих волокон, які наносяться безпосередньо на волоконний шар з електричним контактом, мають майже таку ж провідність, як і безпосередньо підключений шар. При проходженні волокон навскіс необхідно враховувати відповідно, що змінилося число волокон на ширину, а також отриману довжину. У цьому випадку діагонально покладений 4-ий шар має в сукупності таку ж провідність, як і 3-ій шар тканини. У зв'язку з додатковими контактними (перехідними) опорами на формі фіксується трохи більш висока величина, чим величина, отримана теоретичним розрахунком. У даному випадку, виміряний опір був приблизно на 12 % більше раніше розрахованої величини. На Фіг.2 показаний струм, потужність нагрівання й потужність нагрівання на одиницю площі форми, що утворюються при заданій напрузі нагрівання. Оскільки омічний опір нагрівання форми у температурному діапазоні до 100 °C змінюється лише трохи, струм збільшується з напругою нагрівання лінійно, а потужність нагрівання збільшується з напругою у квадраті. Крім того, при цьому є істотним, що омічний опір при відповідній структурі є дуже малим, так що навіть відносно великі форми можуть бути нагріті при малій напрузі. Різні експериментальні структури показали, що теоретично розрахований омічний опір для різних структур нагрівального шару добре погоджується із виміряними величинами. Температура, що досягається при відповідному нагріванні форми на її поверхні, залежить, в основному, від наступних параметрів: - Потужність нагрівання на одиницю площі у Вт/м2 - Температура навколишнього середовища - Тепловий потік у формі - Середовища, що межують із формою, які впливають на перенесення тепла у навколишнє середовище. При цьому було однозначно встановлено, що досяжна температура набагато менше визначається нагрівальною потужністю на одиницю площі, чим ізоляцією. Особливо корисним для експлуатації прес-форми виявилося використання теплової ізоляції прес-форми. У випадку з вищеописаною простою нагрівальною плитою при кімнатній температурі (близько 25 °C) повинна досягатися температура поверхні 82 °C. На Фіг.3 показана зміна температури нагрівальної плити з різними ізоляціями при потужності нагрівання на одиницю 2 площі 200 Вт/м . Показано різницю в порівнянні з температурою навколишнього середовища. На Фіг.3 вплив ізоляції є однозначним. Якщо без ізоляції на поверхні форми було виміряне підвищення температури всього на 12,9 К, то при такій же потужності нагрівання на одиницю площі з накладеним подвійним нетканим матеріалом було виміряне підвищення температури на 33,6 К. У випадку з додатковою теплоізоляційною пластиною на поверхні підвищення температури склало 57, 3 К при тій же самій потужності нагрівання на одиницю площі. Це підвищення температури проявляється ще більш явно, якщо форма повністю ізольована. 2 У ще одному експерименті потужність нагрівання була зменшена у два рази й склала 100 Вт/м , нагрівальна форма з нижньої й верхньої сторони була ізольована ізоляційною плитою товщиною 40 мм. При цьому на поверхні форми були виміряні температури, які на 70 К перевищували температуру навколишнього середовища. Ці виміри показують, що за допомогою простої ізоляції потужність нагрівання, що споживається, може бути значно знижена. У всіх випадках швидкості нагрівання явно 9 UA 99267 C2 5 10 15 20 25 30 перевищували необхідні швидкості нагрівання, які для деталей з армованих волокнами епоксидних смол, загалом, не повинні перевищувати 10 К/год. Ці дослідження показують, що теплоізоляції варто приділяти особливу увагу. Насамперед, представляється можливим при заданій потужності нагрівання шляхом використання або невикористання ізолюючого матеріалу, можна цілеспрямовано, а можливо також частково, впливати на характер зміни температури. Це могло б становити інтерес, наприклад, при складній геометрії форм, при яких постійне площинне нагрівання за всією геометрією форми, при відомих обставинах, реалізуємо лише з великими зусиллями. Щодо можливостей застосування прес-форми відповідно до винаходу можна відзначити наступне. Можливості застосування описаних вище пластмасових форм, що нагрівають, переважно, відносяться до областей, у яких конструктивні деталі оболонки з великою площею поверхні й простою геометрією виготовляють дрібними й середніми серіями й підлягають нагріванню у формі під час або після формоутворення. При цьому форми з дослідженими дотепер волоконно-пластмасовими системами можуть забезпечувати температури приблизно до 100 °C. Температурна стійкість обмежується застосовуваними системами синтетичних смол. З іншими термостійкими смоляними системами можлива теплостійкість набагато вище 200 °C без необхідності в яких-небудь значних змінах процесу виготовлення форм. За допомогою керамічних матеріалів матриці могли б, при відомих умовах, аналогічним чином бути сконструйовані й нагріті форми зі значно більше високою теплостійкістю. До потенційних конструктивних деталей, які у відповідних формах могли б бути виготовлені значно економічніше чим дотепер, відносяться, насамперед, волокнисті композитні деталі, що мають більшу площу, такі як елементи крил, фюзеляжу або хвостового оперення в авіабудуванні, панелі для різних транспортних систем або медичної техніки, корпуса судів або лопаті вітросилових агрегатів. Також, у відповідних пластмасових формах, що нагрівають, в принципі, можуть бути виготовлені й пластмасові деталі без армування волокнами. Так, виготовлені глибоким втягуванням форми більших розмірів могли б бути виконані описаним способом, як, наприклад, форми для ротаційного спікання. Можливі й інші області застосування. Так, використання цієї конструкції не повинно обмежуватися тільки формами. Аналогічним чином є реалізованими також деталі, що нагріваються, наприклад, для усунення зледеніння літаків або експлуатовані з малою напругою ємності, що нагрівають електрично, ванни або таке інше. ФОРМУЛА ВИНАХОДУ 35 40 45 50 55 60 1. Прес-форма для первинного формоутворення або пластичної деформації деталей з матеріалів, які піддаються термічному впливу, переважно із пластмас, насамперед з волокнистих композитних матеріалів, яка має волокнисту композитну структуру й електричний резистивний нагрівальний елемент, при цьому у волокнисту композитну структуру прес-форми в області формоутворюючої поверхні прес-форми у пластмасову матрицю впроваджені вуглецеві волокна або вуглецеві філаменти, яка відрізняється тим, що вуглецеві волокна або вуглецеві філаменти у пластмасовій матриці в області формоутворюючої поверхні визначають, по суті, механічні властивості, насамперед міцність, жорсткість і/або теплове розширення, прес-форми, а електричний резистивний нагрівальний елемент підключений таким чином, що щонайменше окремі ділянки електричного резистивного нагрівального елемента утворюють одна з одною електричне паралельне з'єднання, при цьому утворююча електричний резистивний нагрівальний елемент система виконана у вигляді біаксіальних або мультиаксіальних тканин або укладок із вуглецевих волокон або вуглецевих філаментів. 2. Прес-форма за п. 1, яка відрізняється тим, що утворююча електричний резистивний нагрівальний елемент система вуглецевих волокон або вуглецевих філаментів виконана частково або повністю у вигляді елементів у формі укладок або тканин. 3. Прес-форма за одним із попередніх пунктів, яка відрізняється тим, що вуглецеві волокна або вуглецеві філаменти впроваджені в пластмасову матрицю, безпосередньо примикаючи до поверненої до деталі поверхні прес-форми. 4. Прес-форма за одним із попередніх пунктів, яка відрізняється тим, що утворююча електричний резистивний нагрівальний елемент система вуглецевих волокон або вуглецевих філаментів або утворені з них елементи виконані, по суті, квазіізотропними. 5. Прес-форма за одним із попередніх пунктів, яка відрізняється тим, що між окремими елементами утворюючої електричний резистивний нагрівальний елемент системи вуглецевих волокон або вуглецевих філаментів виконані ділянки, які не проводять електричний струм. 10 UA 99267 C2 5 10 15 20 25 30 35 40 45 50 55 60 6. Прес-форма за п. 5, яка відрізняється тим, що ділянки, які не проводять електричний струм, розташовані в одній площині або перпендикулярно між розташованими одна над одною площинами. 7. Прес-форма за одним із попередніх пунктів, яка відрізняється тим, що утворююча електричний резистивний нагрівальний елемент система вуглецевих волокон або вуглецевих філаментів або утворені з них елементи визначають у пластмасовій матриці, по суті, механічні властивості й теплове розширення всієї волокнистої композитної структури. 8. Прес-форма за одним із попередніх пунктів, яка відрізняється тим, що утворююча електричний резистивний нагрівальний елемент система вуглецевих волокон або вуглецевих філаментів або утворені з них елементи формують у пластмасовій матриці нагрівальну потужність, яку видають безпосередньо на поверхні, підлягаючій формуванню деталі. 9. Прес-форма за одним із попередніх пунктів, яка відрізняється тим, що повернена до деталі поверхня прес-форми утворена покривним шаром форми, який з боку деталі покриває, переважно тонким шаром, утримуючий електричний резистивний нагрівальний елемент шар. 10. Прес-форма за одним із попередніх пунктів, яка відрізняється тим, що з поверненої від деталі сторони, яка має електричний резистивний нагрівальний елемент шару, нанесений шар, що надає жорсткості. 11. Прес-форма за п. 10, яка відрізняється тим, що шар, що надає жорсткості, має структуру у вигляді міцного шару полегшеної конструкції або сандвіч-конструкції. 12. Прес-форма за одним із попередніх пунктів, яка відрізняється тим, що між утримуючим електричний резистивний нагрівальний елемент волокнистим композитним шаром, покривним шаром форми й/або шаром, що надає жорсткості, розташовані додаткові проміжні шари, краще виконані електрично ізолюючими. 13. Прес-форма за п. 12, яка відрізняється тим, що як додатковий проміжний шар у волокнистій композитній структурі передбачений шар з, переважно, тонкої склотканини. 14. Прес-форма за одним із попередніх пунктів, яка відрізняється тим, що як розташований на поверненому від сторони шарі, що надає жорсткості, інший покривний шар форми передбачена можливість використати шар з вуглецевими волокнами, які впроваджені у пластмасову матрицю. 15. Прес-форма за п. 14, яка відрізняється тим, що вуглецеві волокна поверненого від деталі покривного шару форми електрично ізольовані від вуглецевих волокон поверненого до деталі, що містить електричний резистивний нагрівальний елемент, волокнистого композитного шару. 16. Прес-форма за одним із попередніх пунктів, яка відрізняється тим, що орієнтація вуглецевих волокон або вуглецевих філаментів, або елементів з вуглецевих волокон, або вуглецевих філаментів зміщена й/або повернута відносно інших вуглецевих волокон або вуглецевих філаментів, або елементів того ж самого волокнистого композитного шару. 17. Прес-форма за одним із попередніх пунктів, яка відрізняється тим, що утворююча електричний резистивний нагрівальний елемент система вуглецевих волокон або вуглецевих філаментів або утворені з них елементи мають електричний контакт на кінцях волокон або елементів і утворюють один з одним паралельне з'єднання. 18. Прес-форма за одним із попередніх пунктів, яка відрізняється тим, що електричні нагрівальні елементи є сегментованими у напрямку проходження струму, і окремі сегменти виконані з можливістю повного або часткового перемикання за допомогою додаткових електронних компонентів для надавання впливу на проходження струму й нагрівальну потужність у відповідному сегменті. 19. Прес-форма за одним із попередніх пунктів, яка відрізняється тим, що електричні нагрівальні елементи є сегментованими у напрямку проходження струму, а окремі сегменти нагрівального елемента утворюють послідовне з'єднання. 20. Прес-форма за п. 19, яка відрізняється тим, що за допомогою послідовного з'єднання сегментовані електричні нагрівальні елементи мають можливість експлуатації й при більших розмірах прес-форми у сукупності з малою напругою. 21. Прес-форма за одним із попередніх пунктів, яка відрізняється тим, що окремі струмопровідні й розташовані один над одним шари електричних нагрівальних елементів у напрямку товщини так ізольовані один від одного тонкими ізолюючими шарами, що є досяжним індивідуальний розподіл сегментів за допомогою штабелювання тонкошарових нагрівальних елементів за багатошаровою технікою. 22. Прес-форма за одним із попередніх пунктів, яка відрізняється тим, що за допомогою додаткових тонких і локально обмежено впроваджених нагрівальних елементів проходження струму в прес-формі є локально змінюваним так, що є можливою часткова зміна потужності нагрівання за площею в межах поверхні прес-форми. 11 UA 99267 C2 23. Прес-форма за одним із попередніх пунктів, яка відрізняється тим, що прес-форма пронизана каналами, по яких проводиться охолодне повітря або інші газоподібні або рідкі охолодні середовища. 12 UA 99267 C2 13 UA 99267 C2 Комп’ютерна верстка Л. Купенко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 14
ДивитисяДодаткова інформація
Назва патенту англійськоюMould tool for primary moulding or remoulding of components made from thermally influenceable materials
Автори англійськоюFunke, Herbert, Brandes, Jens, Meyer, Jan
Назва патенту російськоюПресс-форма для первичного формообразования или пластической деформации деталей из волокнистых композитных материалов, которые подвержены термическому воздействию
Автори російськоюФунке Герберт, Брандес Йенс, Мейер Ян
МПК / Мітки
МПК: B29C 33/40, B29C 33/02, B29C 70/00
Мітки: пластичної, впливу, первинного, термічному, матеріалів, піддаються, деталей, деформації, формоутворення, прес-форма
Код посилання
<a href="https://ua.patents.su/16-99267-pres-forma-dlya-pervinnogo-formoutvorennya-abo-plastichno-deformaci-detalejj-z-materialiv-yaki-piddayutsya-termichnomu-vplivu.html" target="_blank" rel="follow" title="База патентів України">Прес-форма для первинного формоутворення або пластичної деформації деталей з матеріалів, які піддаються термічному впливу</a>
Прес-форма для порошкових матеріалів
Номер патенту: 35081
Опубліковано: 26.08.2008
Автори: Завражний Олександр Іванович, Сітало Олександр Вікторович
МПК: B28B 3/00
Мітки: матеріалів, порошкових, прес-форма
Формула / Реферат:
1. Прес-форма для порошкових матеріалів, що містить корпус з вікнами, бокові та торцеві облицювальні пластини, яка відрізняється тим, що між корпусом та боковими і торцевими облицювальними пластинами у кінцях їх довжин встановлені клинові опорні пластинки, за допомогою яких утворюються щілинні порожнини, в яких розміщується епоксидна смола, в котру занурені металеві пластини.2. Прес-форма за п. 1, яка відрізняється тим, що облицювальні...
Прес-форма для пресування порошкових матеріалів

Номер патенту: 63125
Опубліковано: 15.01.2004
Автори: Кандиба Валерія Юр'ївна, Блохін Олександр Григорович
МПК: B22C 15/00, B30B 15/02
Мітки: матеріалів, пресування, прес-форма, порошкових
Формула / Реферат:
Прес-форма для пресування порошкових матеріалів, що містить еластичну матрицю з осьовим отвором, пуансон, виконаний у вигляді конусного оправлення, обойми, піддон і кришку, яка відрізняється тим, що обойму виконано з пластичного матеріалу, границя текучості та температура плавлення якої нижчі, ніж у пресованого порошкового тіла, а пуансони з обоймою утворюють гідравлічний затвор.
Прес-форма для порошкових матеріалів

Номер патенту: 69826
Опубліковано: 15.09.2004
Автори: Сітало Олександр Вікторович, Завражний Олександр Іванович
МПК: B28B 3/00
Мітки: прес-форма, порошкових, матеріалів
Формула / Реферат:
1. Прес-форма для порошкових матеріалів, що включає корпус з вікнами, бокові та торцеві облицювальні пластини, яка відрізняється тим, що між корпусом та боковими і торцевими облицювальними пластинами виконані щілинні порожнини, у яких розміщена безусадочна епоксидна смола, при цьому довжини щілинних порожнин між боковими облицювальними пластинами та корпусом дорівнюють довжині виробу, що пресується, а довжини щілинних порожнин між торцевими...
Прес-форма для виготовлення абразивного інструменту з надтвердих матеріалів, переважно відрізних кругів
Номер патенту: 74208
Опубліковано: 15.11.2005
Автор: Ігнатенко Валерій Іванович
МПК: B22F 3/03, B22F 3/14, B30B 15/02, B30B 15/00
Мітки: виготовлення, надтвердих, абразивного, переважно, відрізних, матеріалів, інструменту, прес-форма, кругів
Формула / Реферат:
1. Прес-форма для виготовлення абразивного інструменту з надтвердих матеріалів, переважно відрізних кругів, що містить матрицю, яка охоплює зустрічно встановлені пуансони і розміщені усередині прес-форми та прилеглі до них накладки, що утворюють у зборі пресову камеру, причому кожна з накладок складається з двох елементів: вертикального, який обмежує пресову камеру зсередини, і горизонтального, призначеного для взаємодії з корпусом основи...
Пристрій для інтенсивної пластичної деформації матеріалів крутінням під високим тиском
Номер патенту: 31997
Опубліковано: 25.04.2008
Автори: Касатка Микола Григорович, Білошенко Віктор Олександрович, Чишко В'ячеслав Валерійович, Спусканюк Віктор Захарович, Коваленко Іван Михайлович
Мітки: пластичної, крутінням, матеріалів, пристрій, деформації, тиском, інтенсивної, високим
Формула / Реферат:
1. Пристрій для інтенсивної пластичної деформації матеріалів крутінням під високим тиском, який включає деформуючий вузол, що містить співвісно розташовані ковадла Бріджмена, які безпосередньо контактують із оброблюваним матеріалом, одне з яких жорстко зв'язане зі штоком робочого циліндра гідравлічного преса, а друге розташовано у вузлі, що обертається навколо осі ковадл за допомогою поворотного пристрою від привода, що складається з...