Прес-форма для порошкових матеріалів
Номер патенту: 35081
Опубліковано: 26.08.2008
Автори: Завражний Олександр Іванович, Сітало Олександр Вікторович
Формула / Реферат
1. Прес-форма для порошкових матеріалів, що містить корпус з вікнами, бокові та торцеві облицювальні пластини, яка відрізняється тим, що між корпусом та боковими і торцевими облицювальними пластинами у кінцях їх довжин встановлені клинові опорні пластинки, за допомогою яких утворюються щілинні порожнини, в яких розміщується епоксидна смола, в котру занурені металеві пластини.
2. Прес-форма за п. 1, яка відрізняється тим, що облицювальні пластини виконані із сталі з дифузійним насиченням, наприклад бором.
3. Прес-форма за п. 1, яка відрізняється тим, що довжини бокових щілинних порожнин дорівнюють довжині виробу, а довжини торцевих порожнин менші за ширину виробу на 10...20 мм.
4. Прес-форма за п. 1, яка відрізняється тим, що металеві пластини по довжині менші за відповідні розміри відповідних щілинних порожнин на 10...15 мм, а товщина металевих пластин менша від товщини клинових опорних пластинок на 1,5...2,0 мм.
Текст
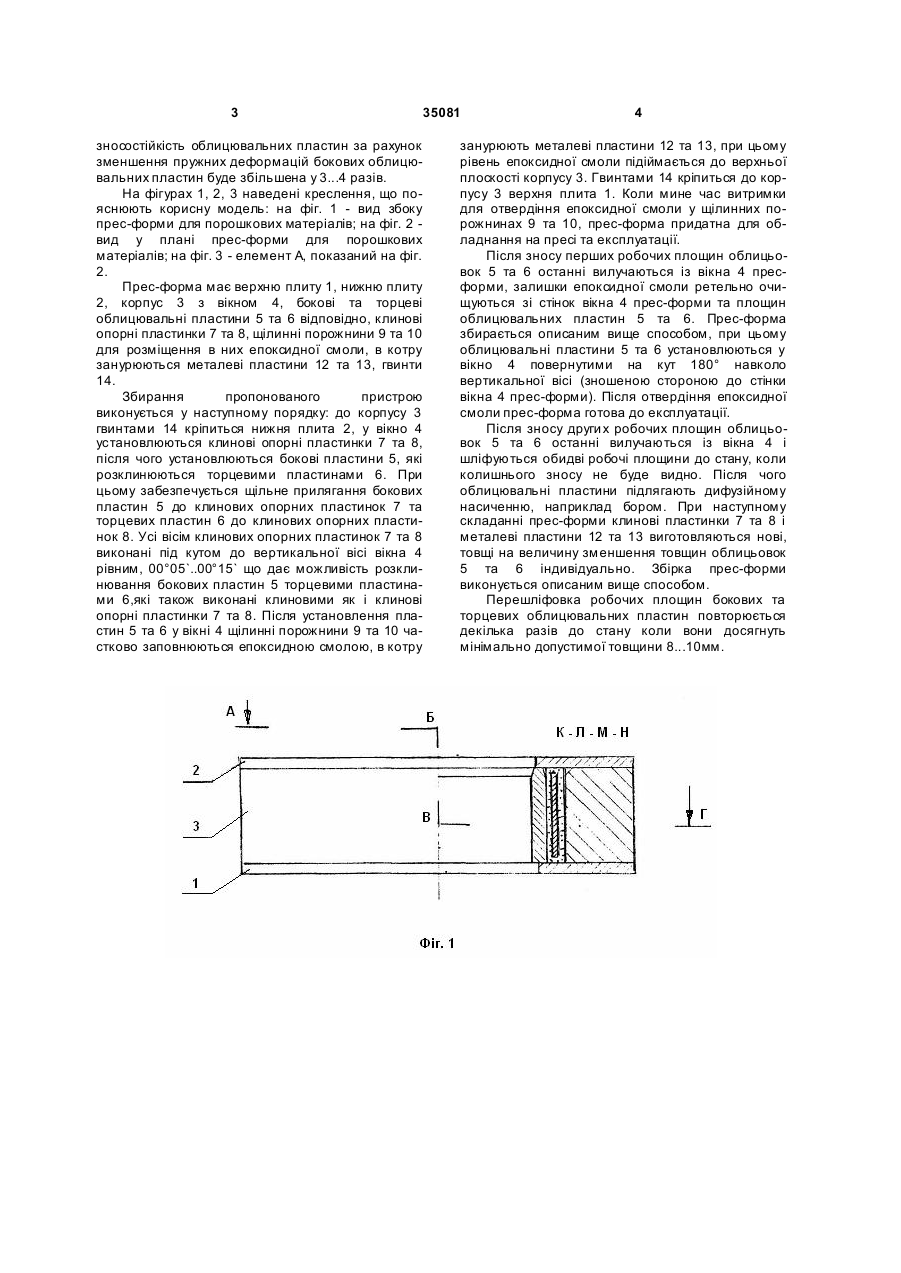
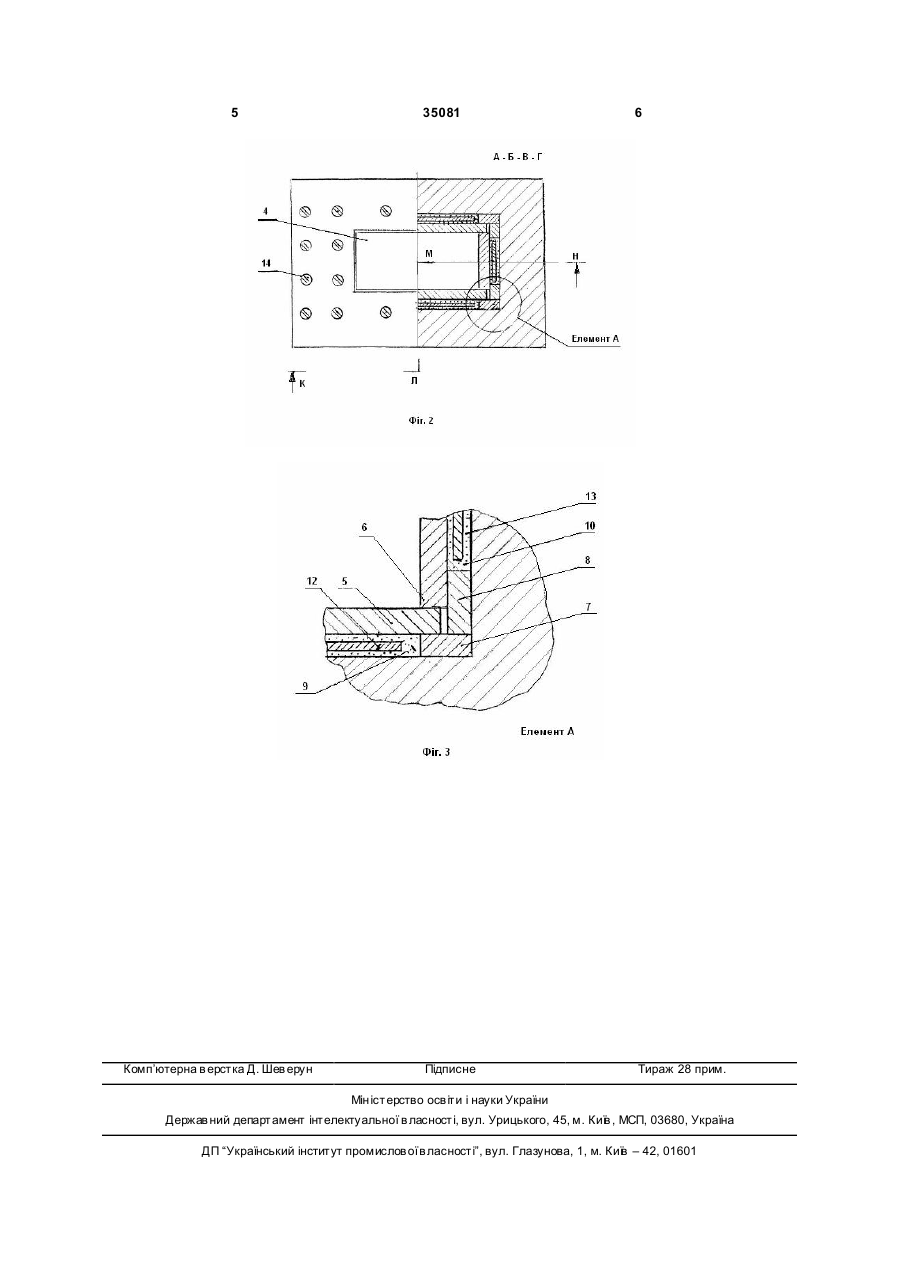
1. Прес-форма для порошкових матеріалів, що містить корпус з вікнами, бокові та торцеві облицювальні пластини, яка відрізняється тим, що між корпусом та боковими і торцевими облицювальними пластинами у кінцях їх довжин встановлені клинові опорні пластинки, за допомогою яких утворюються щілинні порожнини, в яких розміщується 3 35081 зносостійкість облицювальних пластин за рахунок зменшення пружних деформацій бокових облицювальних пластин буде збільшена у 3...4 разів. На фігурах 1, 2, 3 наведені креслення, що пояснюють корисну модель: на фіг. 1 - вид збоку прес-форми для порошкових матеріалів; на фіг. 2 вид у плані прес-форми для порошкових матеріалів; на фіг. 3 - елемент А, показаний на фіг. 2. Прес-форма має верхню плиту 1, нижню плиту 2, корпус 3 з вікном 4, бокові та торцеві облицювальні пластини 5 та 6 відповідно, клинові опорні пластинки 7 та 8, щілинні порожнини 9 та 10 для розміщення в них епоксидної смоли, в котру занурюються металеві пластини 12 та 13, гвинти 14. Збирання пропонованого пристрою виконується у наступному порядку: до корпусу 3 гвинтами 14 кріпиться нижня плита 2, у вікно 4 установлюються клинові опорні пластинки 7 та 8, після чого установлюються бокові пластини 5, які розклинюються торцевими пластинами 6. При цьому забезпечується щільне прилягання бокових пластин 5 до клинових опорних пластинок 7 та торцевих пластин 6 до клинових опорних пластинок 8. Усі вісім клинових опорних пластинок 7 та 8 виконані під кутом до вертикальної вісі вікна 4 рівним, 00°05`..00°15` що дає можливість розклинювання бокових пластин 5 торцевими пластинами 6,які також виконані клиновими як і клинові опорні пластинки 7 та 8. Після установлення пластин 5 та 6 у вікні 4 щілинні порожнини 9 та 10 частково заповнюються епоксидною смолою, в котру 4 занурюють металеві пластини 12 та 13, при цьому рівень епоксидної смоли підіймається до верхньої плоскості корпусу 3. Гвинтами 14 кріпиться до корпусу 3 верхня плита 1. Коли мине час витримки для отвердіння епоксидної смоли у щілинних порожнинах 9 та 10, прес-форма придатна для обладнання на пресі та експлуатації. Після зносу перших робочих площин облицьовок 5 та 6 останні вилучаються із вікна 4 пресформи, залишки епоксидної смоли ретельно очищуються зі стінок вікна 4 прес-форми та площин облицювальних пластин 5 та 6. Прес-форма збирається описаним вище способом, при цьому облицювальні пластини 5 та 6 установлюються у вікно 4 повернутими на кут 180° навколо вертикальної вісі (зношеною стороною до стінки вікна 4 прес-форми). Після отвердіння епоксидної смоли прес-форма готова до експлуатації. Після зносу други х робочих площин облицьовок 5 та 6 останні вилучаються із вікна 4 і шліфуються обидві робочі площини до стану, коли колишнього зносу не буде видно. Після чого облицювальні пластини підлягають дифузійному насиченню, наприклад бором. При наступному складанні прес-форми клинові пластинки 7 та 8 і металеві пластини 12 та 13 виготовляються нові, товщі на величину зменшення товщин облицьовок 5 та 6 індивідуально. Збірка прес-форми виконується описаним вище способом. Перешліфовка робочих площин бокових та торцевих облицювальних пластин повторюється декілька разів до стану коли вони досягнуть мінімально допустимої товщини 8...10мм. 5 Комп’ютерна в ерстка Д. Шев ерун 35081 6 Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMold for powder materials
Автори англійськоюZavrazhnyi Oleksandr Ivanovych, Sitalo Oleksandr Viktorovych
Назва патенту російськоюПресс-форма для порошковых материалов
Автори російськоюЗавражный Александр Иванович, Ситало Александр Викторович
МПК / Мітки
МПК: B28B 3/00
Мітки: прес-форма, матеріалів, порошкових
Код посилання
<a href="https://ua.patents.su/3-35081-pres-forma-dlya-poroshkovikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Прес-форма для порошкових матеріалів</a>
Прес-форма для порошкових матеріалів

Номер патенту: 69826
Опубліковано: 15.09.2004
Автори: Завражний Олександр Іванович, Сітало Олександр Вікторович
МПК: B28B 3/00
Мітки: прес-форма, порошкових, матеріалів
Формула / Реферат:
1. Прес-форма для порошкових матеріалів, що включає корпус з вікнами, бокові та торцеві облицювальні пластини, яка відрізняється тим, що між корпусом та боковими і торцевими облицювальними пластинами виконані щілинні порожнини, у яких розміщена безусадочна епоксидна смола, при цьому довжини щілинних порожнин між боковими облицювальними пластинами та корпусом дорівнюють довжині виробу, що пресується, а довжини щілинних порожнин між торцевими...
Прес-форма для пресування порошкових матеріалів

Номер патенту: 63125
Опубліковано: 15.01.2004
Автори: Блохін Олександр Григорович, Кандиба Валерія Юр'ївна
МПК: B22C 15/00, B30B 15/02
Мітки: матеріалів, пресування, прес-форма, порошкових
Формула / Реферат:
Прес-форма для пресування порошкових матеріалів, що містить еластичну матрицю з осьовим отвором, пуансон, виконаний у вигляді конусного оправлення, обойми, піддон і кришку, яка відрізняється тим, що обойму виконано з пластичного матеріалу, границя текучості та температура плавлення якої нижчі, ніж у пресованого порошкового тіла, а пуансони з обоймою утворюють гідравлічний затвор.
Прес-форма для порошкових матеріалів
Номер патенту: 17809
Опубліковано: 03.06.1997
Автори: Завражний Олександр Іванович, UА
МПК: B28B 3/00
Мітки: порошкових, прес-форма, матеріалів
Формула / Реферат:
Пресс-форма для порошковых материалов, включающая корпус с гнездами, боковые и торцевые облицовочные пластины, отличающаяся тем, что между корпусом и боковой облицовочной пластиной выполнена щелевая полость, в которой размещена безусадочная эпоксидная смола, причем длина щелевой полости меньше рабочего пространства гнезда на величину двух толщин боковой облицовочной пластины.
Спосіб пресування виробів з порошкових матеріалів і прес-форма для його здійснення
Номер патенту: 75885
Опубліковано: 15.06.2006
Автори: Соколов Віталій Міхайловіч, Похолков Юрій Пєтровіч, Хасанов Олєг Леонідовіч, Двіліс Едгар Сєргєєвіч
МПК: B30B 15/02, B22F 3/02, B22F 3/03
Мітки: спосіб, матеріалів, прес-форма, пресування, порошкових, здійснення, виробів
Формула / Реферат:
1. Спосіб пресування виробів з порошкових матеріалів, який полягає в тому, що вміщують порошковий матеріал в формоутворюючу порожнину прес-форми, обмежену активними і пасивними формоутворюючими поверхнями суцільних або складових формоутворюючих елементів прес-форми, здійснюють взаємне переміщення формоутворюючих елементів прес-форми вздовж осі пресування, при цьому здійснюють передачу зусилля пресування від формоутворюючих елементів...
Розбірна прес-форма для виготовлення пресованих будівельних матеріалів
Номер патенту: 30917
Опубліковано: 15.12.2000
Автори: Сороколат Сергій Вікторович, Золотарьов Сергій Михайлович, Бірюков Василь Данилович, Ревенко Віктор Миколайович, Мірошніков Анатолій Стефанович, Пасько Микола Григорович, Приходько Юрій Григорович
МПК: B30B 12/00
Мітки: виготовлення, пресованих, розбірна, будівельних, матеріалів, прес-форма
Текст:
...стінки гнізда базової плити 1 виконані паралельними, а пластини 2 виконані змінної товщини таким чином, що їх товщина меншає в напрямі виходу виробу. Пластини 3, які на фіг. 2 не видно, мають аналогічну форму. Кут між внутрішніми стінками робочої порожнини 4 може досить широко змінюватися (від 0,1° до 1,5° і більш) в залежності від властивостей маси, що пресуються. На малюнках цей кут зображений утрируваний збільшеним виключно для цілей...
Попередній патент: Велосипедна передача
Наступний патент: Будівельний блок “глинобіт”
Випадковий патент: Спосіб вилучення вмісту еластичної тари