Прес-форма для порошкових матеріалів
Номер патенту: 69826
Опубліковано: 15.09.2004
Автори: Завражний Олександр Іванович, Сітало Олександр Вікторович

Формула / Реферат
1. Прес-форма для порошкових матеріалів, що включає корпус з вікнами, бокові та торцеві облицювальні пластини, яка відрізняється тим, що між корпусом та боковими і торцевими облицювальними пластинами виконані щілинні порожнини, у яких розміщена безусадочна епоксидна смола, при цьому довжини щілинних порожнин між боковими облицювальними пластинами та корпусом дорівнюють довжині виробу, що пресується, а довжини щілинних порожнин між торцевими облицювальними пластинами та корпусом менші за ширину виробу, що пресується, на 10...20 мм.
2. Прес-форма за п. 1, яка відрізняється тим, що облицювальні пластини виконані із керамічного матеріалу, наприклад із карбіду кремнію.
Текст
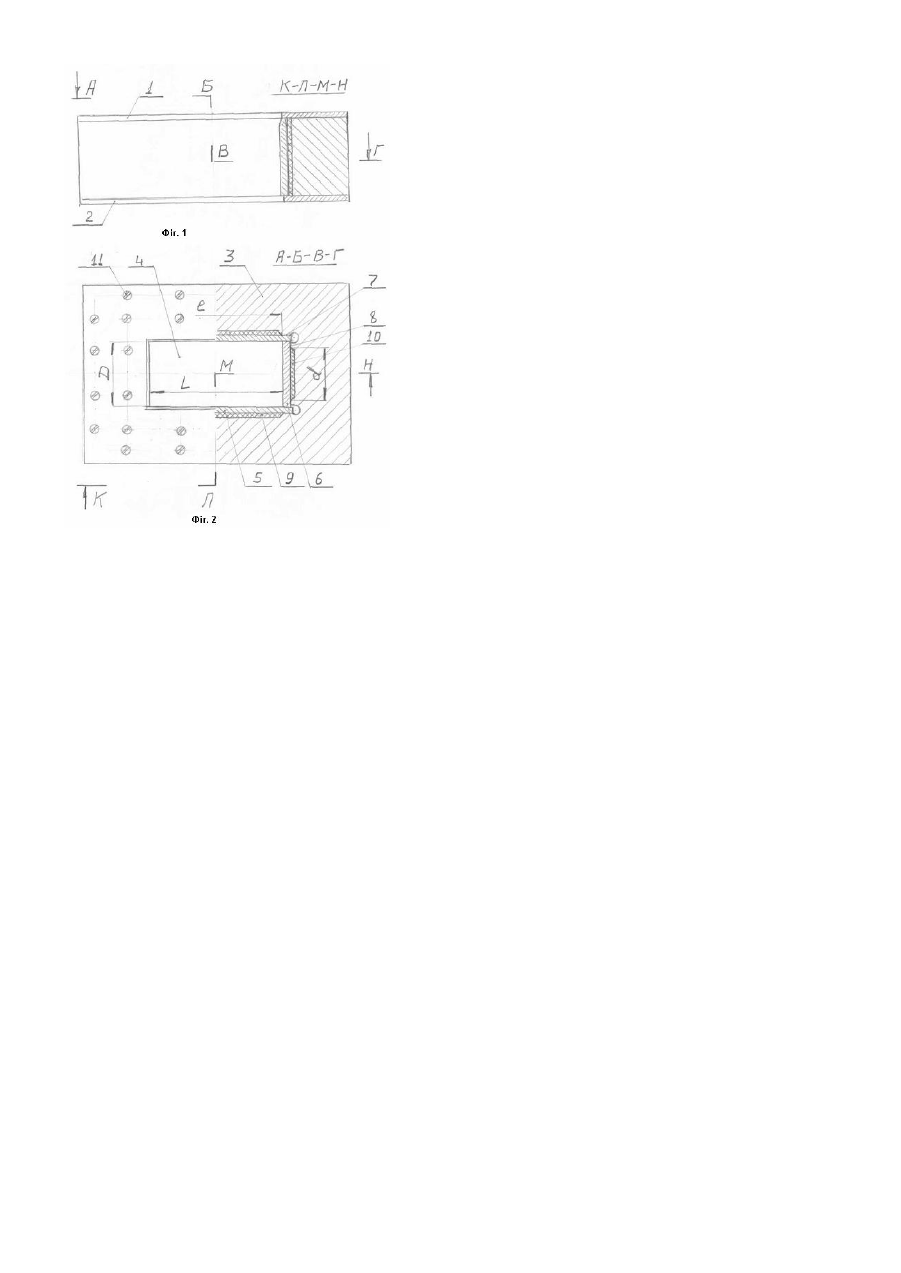
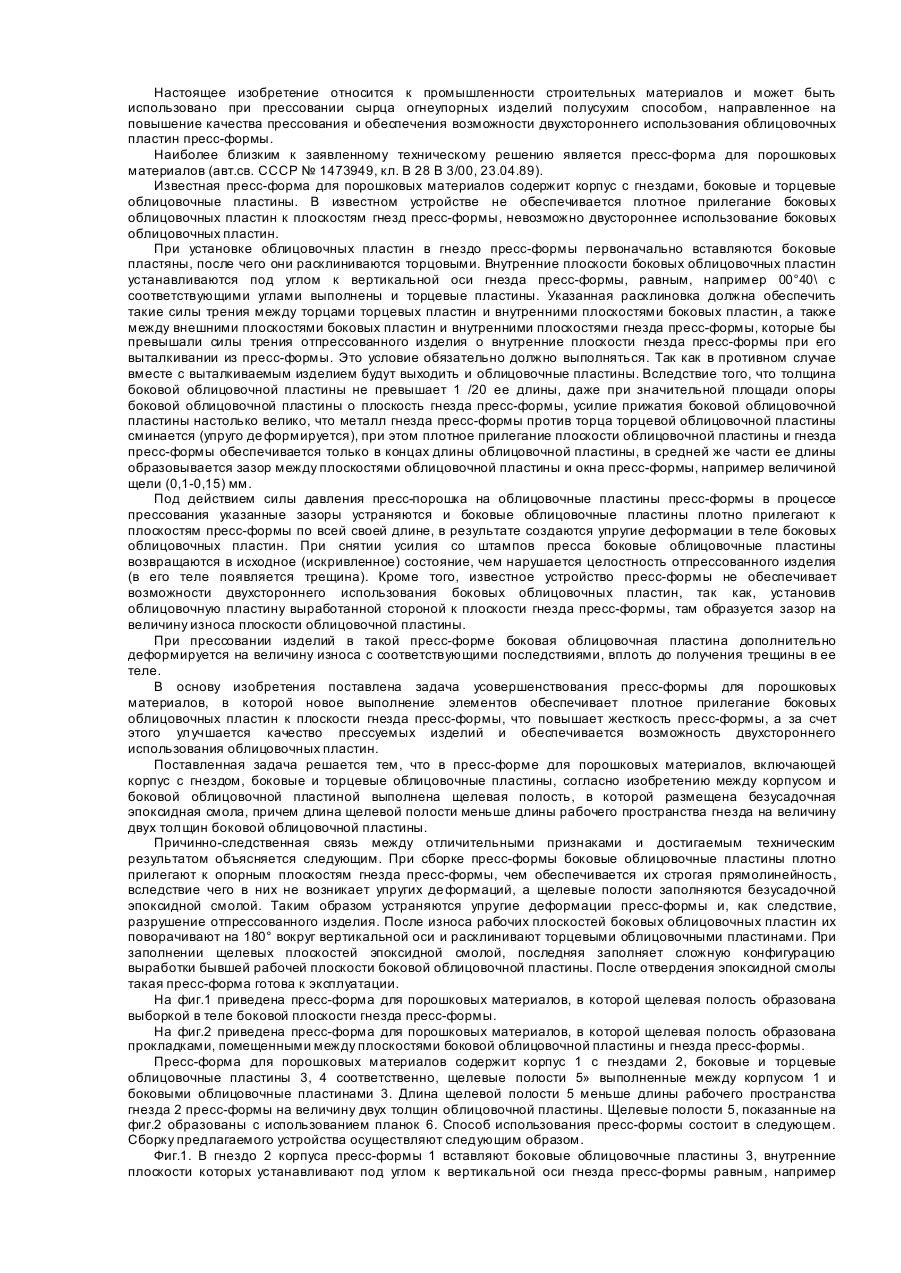
Винахід належить до промисловості будівельних матеріалів, і може бути використаним при пресуванні будівельної цегли та вогнетривких виробів напівсухим способом. Найбільш близьким до заявленого технічного рішення є прес-форма для порошкових матеріалів (патент України №17809 А. М. кл7 В28 В 3/00). Відома прес-форма для порошкових матеріалів містить корпус з вікнами, бокові та торцеві облицювальні пластини. У відомому пристрої торцевими пластинами розклинюються бокові з великим зусиллям, що забезпечує їх утримання на місці установки під час виштовхування спресованого виробу з прес-форми за рахунок сил тертя, що може призвести до відколів на бокових та торцевих облицювальних пластинах. Для надання пластичності облицювальним пластинам у відомій прес-формі виконують їх загартування після цементування при температурі 1075-1080°С. При цьому твердість знижується з HV 803-837 до HV 534-551, яку одержують при температурі загартування 975°С. Зниження твердості обумовлено структурними змінами сталі X12, що позитивно впливає на зносостійкість. До основи винаходу поставлено завдання удосконалення прес-форми, в якій нове виконання елементів забезпечує збереження бокових та торцевих облицювальних пластин від відколів шляхом утримання їх в вікні прес-форми за рахунок клейких властивостей епоксидної смоли. Поставлене завдання вирішується тим, що в прес-формі для порошкових матеріалів, яка містить корпус з вікнами, бокові та торцеві облицювальні пластини, між корпусом та боковими і торцевими облицювальними пластинами виконані щілинні порожнини, в яких розміщена безусадочна епоксидна смола, при чому довжини щілинних порожнин між боковими облицювальними пластинами та корпусом дорівнюють довжині спресованого виробу l=L, а довжини щілинних порожнини між торцевими облицювальними пластинами та корпусом менші ширини спресованого виробу на 10..20мм d=D-(10..20мм). Новим є також те, що облицювальні пластини виконані з керамічного матеріалу. Причинно-наслідковий зв'язок між сукупністю суттєви х ознак та технічним наслідком , що досягається, пояснюється наступним. Виконання прес-форми заявленим способом, де бокові та торцеві облицювальні пластини щільно прилягають до опорних площин вікна прес-форми, а між облицювальними пластинами та стінками вікна виконані щілинні порожнини, заповнення цих щілинних порожнин безусадочною епоксидною смолою забезпечує фіксацію бокових та торцевих облицювальних пластин на місці їх установки, та міцне утримання за рахунок клейких властивостей епоксидної смоли, крім того забезпечується значне зменшення пружних деформацій бокових облицювальних пластин, таким чином забезпечується можливість використання у прес-формі облицювальних пластин дуже високої твердості, однак володіючих підвищеною хрупкістю. Застосування облицювальних пластин, зроблених із карбіду кремнію з твердістю HV 3200 замість застосованих у теперішній час пластин із легованої сталі X12 з твердістю HV 534-551 веде до збільшення строку служби пресформ. Крім того, дослідженнями виявлено, що зносостійкість облицювальних пластин тим вище, чим більше утримується в матеріалі облицювальних пластин карбідної фази. Пластини виконані із карбіду кремнію (SiC) містять 93% карбідної фази (у складі прес-порошку при їх виготуванні додається 7% зв'язуючого компоненту), а у пластинах виготовлених із сталі X12, міститься тільки 12% карбідної фази (Сr2С3), що майже у 8 разів менше. Крім того, дослідженнями виявлено, що знос облицювальних пластин може бути допущений більшим на розмір зменшення пружних деформацій бокових облицювальних пластин без негативного впливу на якість пресованих виробів. Із цього витікає, що сумарна зносостійкість облицювальних пластин за рахунок використання для їх виготовлення матеріалу з високою твердістю і високим утриманням карбідної фази, та за рахунок зменшення пружних деформацій бокових облицювальних пластин може бути збільшена майже у 20-40 разів. На Фіг.1 - вид збоку, та Фіг.2 - вид у плані, приведена прес-форма для порошкових матеріалів. Прес-форма має плиту 1 верхню, плиту 2 нижню, корпус 3 з вікнами 4, бокові та торцеві облицювальні пластини 5, 6 відповідно, опорні площі 7 для бокових облицювальних пластин 5 та опорні площі 8 для торцевих облицювальних пластин 6, щілинні порожнини 9 та 10 для розміщення у них епоксидної смоли, гвинти 11. Збирання пропонованого устрою виконується у наступний спосіб: до корпусу 3 гвинтами 11 кріпиться нижня плита 2, у вікно 4 установлюються бокові пластини 5, які розклинюються торцевими пластинами 6. При цьому забезпечується щільне прилягання бокових пластин 5 до опорних площин 7, та торцевих пластин 6 до опорних площин 8. Неприпустимо створення зусиль розклиновкою пластин 5 торцевими пластинами 6, здатних викликати відколи у місцях контактів пластин 5 та 6. Усі вісім опорні площі 7 та 8 виконані під кутом до вертикальної вісі вікна 4 рівним, наприклад 00°05'-00°15', що забезпечить зниження зусиль при виштовхуванні пресовок із пресформи та зниження зносу пластин 5 та 6. Після установлення пластин 5 та 6 у вікні 4 щілинні порожнини 9 та 10 заповнюються епоксидною смолою ЕД-5, гвинтами 11 до корпусу 3 кріпиться верхня плита 1. Коли мине час витримки для отвердіння епоксидної смоли у щілинних порожнинах 9 та 10, прес-форма придатна для обладнання на пресі та експлуатації. Після зносу перших робочих площин облицьовок 5 та 6 уся прес-форма підігрівається до температури розм'якшення епоксидної смоли, при цьому настане можливість вилучити облицювальні пластини 5 та 6 із вікна 4 прес-форми без їх пошкоджень. Залишки епоксидної смоли ретельно очищують зі стінок вікна 4 прес-форми та площин облицювальних пластин 5 та 6. Прес-форма збирається описаним вище способом, при цьому облицювальні пластини 5 та 6 установлюються у вікно 4 прес-форми повернутими на кут 180° навколо вертикальної вісі (зношеною стороною до стінки вікна 4 прес-форми). При заповненні щілинних порожнин 9 та 10 епоксидною смолою, остання заповнює складні конфігурації виробки колишніх робочих площин облицювальних пластин 5 та 6. Після отвердіння епоксидної смоли прес-форма готова до експлуатації.
ДивитисяДодаткова інформація
Назва патенту англійськоюMould for powdered material
Автори англійськоюZavrazhnyi Oleksandr Ivanovych, Sitalo Oleksandr Viktorovych
Назва патенту російськоюПресс-форма для порошковых материалов
Автори російськоюЗавражный Александр Иванович, Ситало Александр Викторович
МПК / Мітки
МПК: B28B 3/00
Мітки: порошкових, матеріалів, прес-форма
Код посилання
<a href="https://ua.patents.su/2-69826-pres-forma-dlya-poroshkovikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Прес-форма для порошкових матеріалів</a>
Прес-форма для пресування порошкових матеріалів

Номер патенту: 63125
Опубліковано: 15.01.2004
Автори: Кандиба Валерія Юр'ївна, Блохін Олександр Григорович
МПК: B30B 15/02, B22C 15/00
Мітки: прес-форма, матеріалів, порошкових, пресування
Формула / Реферат:
Прес-форма для пресування порошкових матеріалів, що містить еластичну матрицю з осьовим отвором, пуансон, виконаний у вигляді конусного оправлення, обойми, піддон і кришку, яка відрізняється тим, що обойму виконано з пластичного матеріалу, границя текучості та температура плавлення якої нижчі, ніж у пресованого порошкового тіла, а пуансони з обоймою утворюють гідравлічний затвор.
Прес-форма для порошкових матеріалів
Номер патенту: 17809
Опубліковано: 03.06.1997
Автори: Завражний Олександр Іванович, UА
МПК: B28B 3/00
Мітки: прес-форма, порошкових, матеріалів
Формула / Реферат:
Пресс-форма для порошковых материалов, включающая корпус с гнездами, боковые и торцевые облицовочные пластины, отличающаяся тем, что между корпусом и боковой облицовочной пластиной выполнена щелевая полость, в которой размещена безусадочная эпоксидная смола, причем длина щелевой полости меньше рабочего пространства гнезда на величину двух толщин боковой облицовочной пластины.
Розбірна прес-форма для виготовлення пресованих будівельних матеріалів
Номер патенту: 30917
Опубліковано: 15.12.2000
Автори: Сороколат Сергій Вікторович, Бірюков Василь Данилович, Золотарьов Сергій Михайлович, Ревенко Віктор Миколайович, Приходько Юрій Григорович, Пасько Микола Григорович, Мірошніков Анатолій Стефанович
МПК: B30B 12/00
Мітки: прес-форма, пресованих, будівельних, виготовлення, розбірна, матеріалів
Текст:
...стінки гнізда базової плити 1 виконані паралельними, а пластини 2 виконані змінної товщини таким чином, що їх товщина меншає в напрямі виходу виробу. Пластини 3, які на фіг. 2 не видно, мають аналогічну форму. Кут між внутрішніми стінками робочої порожнини 4 може досить широко змінюватися (від 0,1° до 1,5° і більш) в залежності від властивостей маси, що пресуються. На малюнках цей кут зображений утрируваний збільшеним виключно для цілей...
Прес-форма для вулканізації товстостінних гумових виробів
Номер патенту: 31680
Опубліковано: 15.12.2000
Автори: Бабанко Василь Климентійович, Топчій Людмила Миколаївна, Мельник Людмила Олексіївна, Сузанський Віктор Григорович, Савельєва Ніна Василівна, Віхірєва Наталія Павлівна, Косогін Володимир Олексійович, Алемасова Лариса Олексіївна
МПК: B29C 35/00
Мітки: товстостінних, виробів, гумових, прес-форма, вулканізації
Текст:
...стержнів більша,ніж І на 300 civr площі, то готовий вирій має- дуже багато отворів і низьку каркасність, а коли кількість менша ніж І на 200 СІУГ ПЛОЩІ, ТО рівномірність нагрівання заготовки недостатня. При висоті стержнів h менше ЗО % висоти формуючої порожнини Н не забезпечується рівномірність нагрівання заготовки» а якщо їх висота більша, ніж 70 % висоти порожнини, то на поверхні виробу в мїсцйх контакту гуми із стержнями будуть...
Прес-форма для литва під тиском коробчастих глибоких закритих відливків, зокрема форм для випічки хліба

Номер патенту: 24909
Опубліковано: 15.02.2002
Автор: Титаренко Григорій Володимирович
МПК: B22D 17/22
Мітки: прес-форма, зокрема, тиском, глибоких, форм, литва, коробчастих, закритих, відливків, хліба, випічки
Формула / Реферат:
Прес-форма для литва під тиском коробчастих глибоких закритих відливків, зокрема форм для випічки хліба, що повторює контури відливка і має лінію розмикання по площині відкритої частини відливка, яка відрізняється тим, що її ливники розташовані не ближче 1/2 відстані від середини відливка до його краю.
Попередній патент: Обладнання для групового проходу кабелів
Наступний патент: Пристрій для електроконтактного зварювання
Випадковий патент: Поршень гідромашини