Ківш і спосіб обробки розплавленого металу добавками, які випаровуються
Формула / Реферат
1. Ківш для обробки розплавленого металу добавками, які випаровуються, що містить кожух ковша, який містить в цілому трубчасту вогнетривку футерівку ковша, причому ківш виконаний з можливістю повороту між його горизонтальним положенням і вертикальним положенням,
при цьому футерівка ковша має перший кінець і другий кінець з суцільною бічною стінкою між ними, причому між вказаними першим і другим кінцями і суцільною бічною стінкою утворений внутрішній простір,
причому футерівка ковша додатково містить карман для вміщення в ньому обробного засобу, причому карман розташований поруч з першим кінцем і сполучається по текучому середовищу з внутрішнім простором, а також розташований ближче до вершини, ніж до дна внутрішнього простору, коли ківш знаходиться в горизонтальному положенні, і ближче до дна, ніж до вершини внутрішнього простору, коли ківш знаходиться у вертикальному положенні, при цьому жолоб для прийому і заливання розплавленого металу розташований ближче до вершини, ніж до дна внутрішнього простору, коли ківш знаходиться в горизонтальному і у вертикальному положеннях,
причому в горизонтальному положенні нижній об'єм внутрішнього простору, утвореного нижче площини, що знаходиться посередині між верхом і дном внутрішнього простору та між першим кінцем і вертикальною площиною, що знаходиться між першим і другим кінцями, більший верхнього об'єму внутрішнього простору, утвореного вище серединної площини і між першим кінцем і вертикальною площиною.
2. Ківш за п. 1, в якому карман розташований так, що проходить від першого кінця футерівки ковша в напрямку від внутрішнього простору.
3. Ківш за п. 1 або 2, в якому відношення нижнього об'єму до верхнього об'єму складає щонайменше 1,5:1.
4. Ківш за будь-яким з попередніх пунктів, в якому відношення висоти внутрішнього простору при знаходженні ковша у вертикальному положенні до висоти внутрішнього простору при знаходженні ковша в горизонтальному положенні складає щонайменше 2:1.
5. Ківш за будь-яким з попередніх пунктів, в якому відношення висоти внутрішнього простору при знаходженні ковша у вертикальному положенні до висоти внутрішнього простору при знаходженні ковша в горизонтальному положенні складає не більше ніж 6:1.
6. Ківш за будь-яким з попередніх пунктів, в якому карман розташований так, що проходить від першого кінця футерівки ковша в напрямку від внутрішнього простору, при цьому відношення висоти внутрішнього простору при знаходженні ковша у вертикальному положенні до довжини кармана складає щонайменше 2:1.
7. Ківш за будь-яким з попередніх пунктів, в якому суцільна бічна стінка утворена трьома або більше ділянками стіни так, що поперечний переріз суцільної стінки є по суті багатокутним.
8. Ківш за п. 7, в якому суцільна бічна стінка утворена трьома ділянками стіни так, що поперечний переріз суцільної бічної стінки є по суті трикутним.
9. Ківш за п. 7 або 8, в якому кути багатокутника округлені і/або сторони багатокутника вигнуті назовні.
10. Ківш за будь-яким з попередніх пунктів, в якому суцільна бічна стінка задана трьома ділянками стіни так, що поперечний переріз суцільної бічної стінки є по суті трикутним, при цьому відношення висоти внутрішнього простору при знаходженні ковша у вертикальному положенні до довжини щонайменше однієї ділянки бічної стінки складає щонайменше 1,5:1.
11. Ківш за будь-яким з попередніх пунктів, в якому суцільна бічна стінка є суцільною конструкцією.
12. Ківш за будь-яким з попередніх пунктів, в якому кожух ковша і футерівка ковша мають по суті однакову форму.
13. Спосіб обробки розплавленого металу добавками, які випаровуються, що включає етапи:
завантажують ківш за будь-яким з пп. 1-12 шляхом вміщення обробного засобу в його карман,
заповнюють ківш, що знаходиться в горизонтальному положенні, розплавленим металом до рівня нижче кармана, і
повертають ківш у вертикальне положення так, що розплавлений метал тече на обробний засіб в кармані.
14. Спосіб за п. 13, в якому ківш повертають з горизонтального положення більше ніж на 90°, через вертикальне положення в положення випускання, при якому оброблений розплавлений метал випускають через жолоб.
15. Спосіб за п. 13 або 14, в якому обробним засобом є гранулятор.
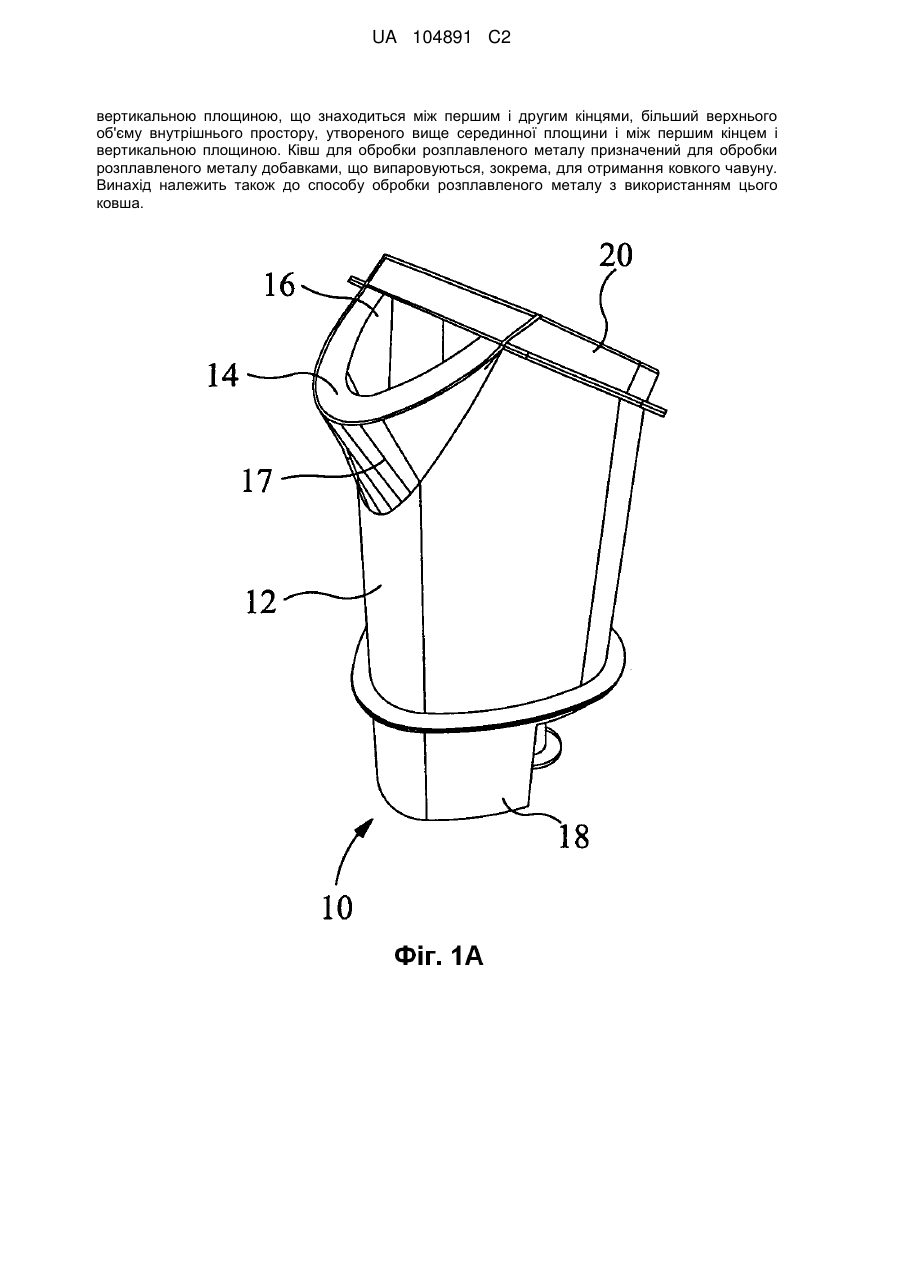
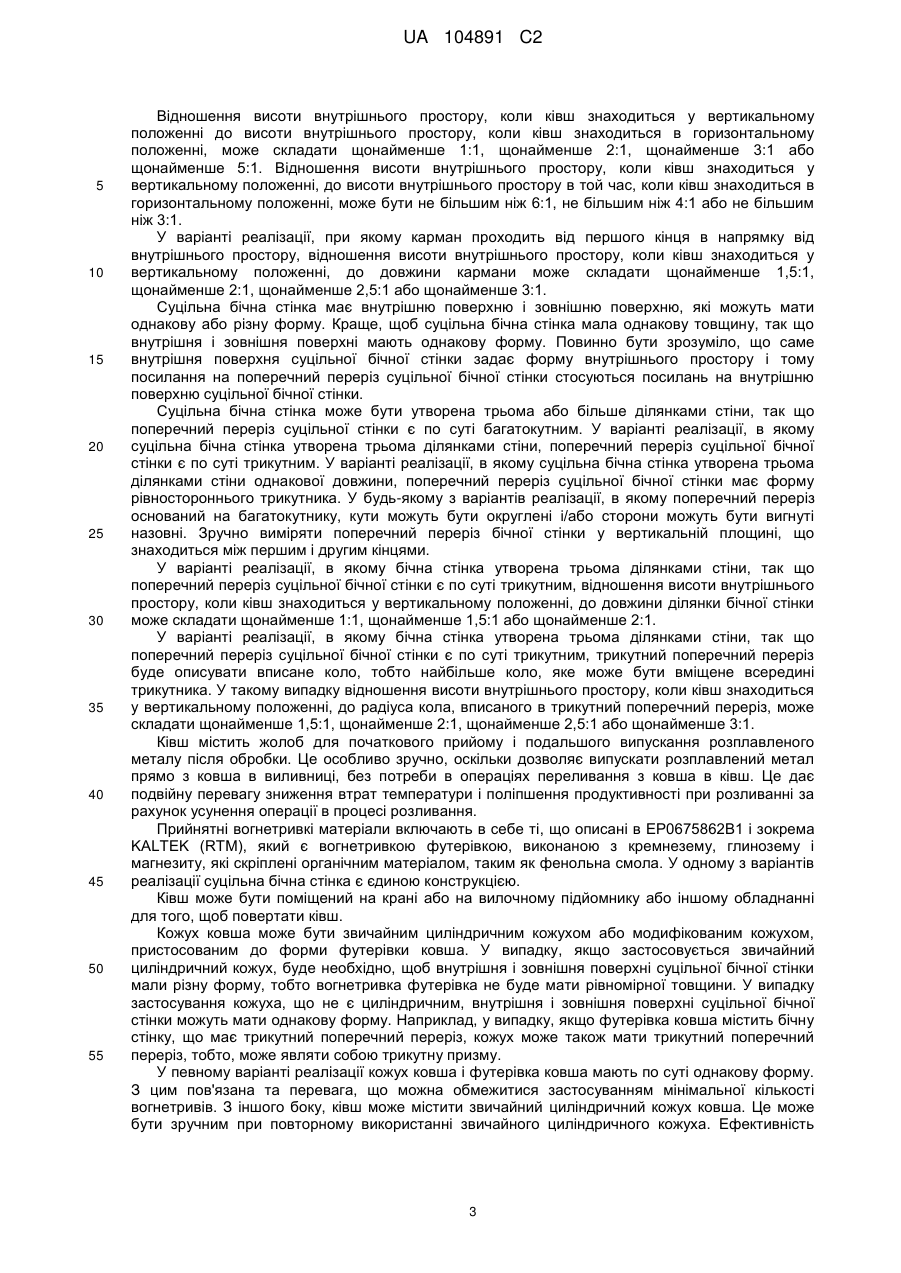
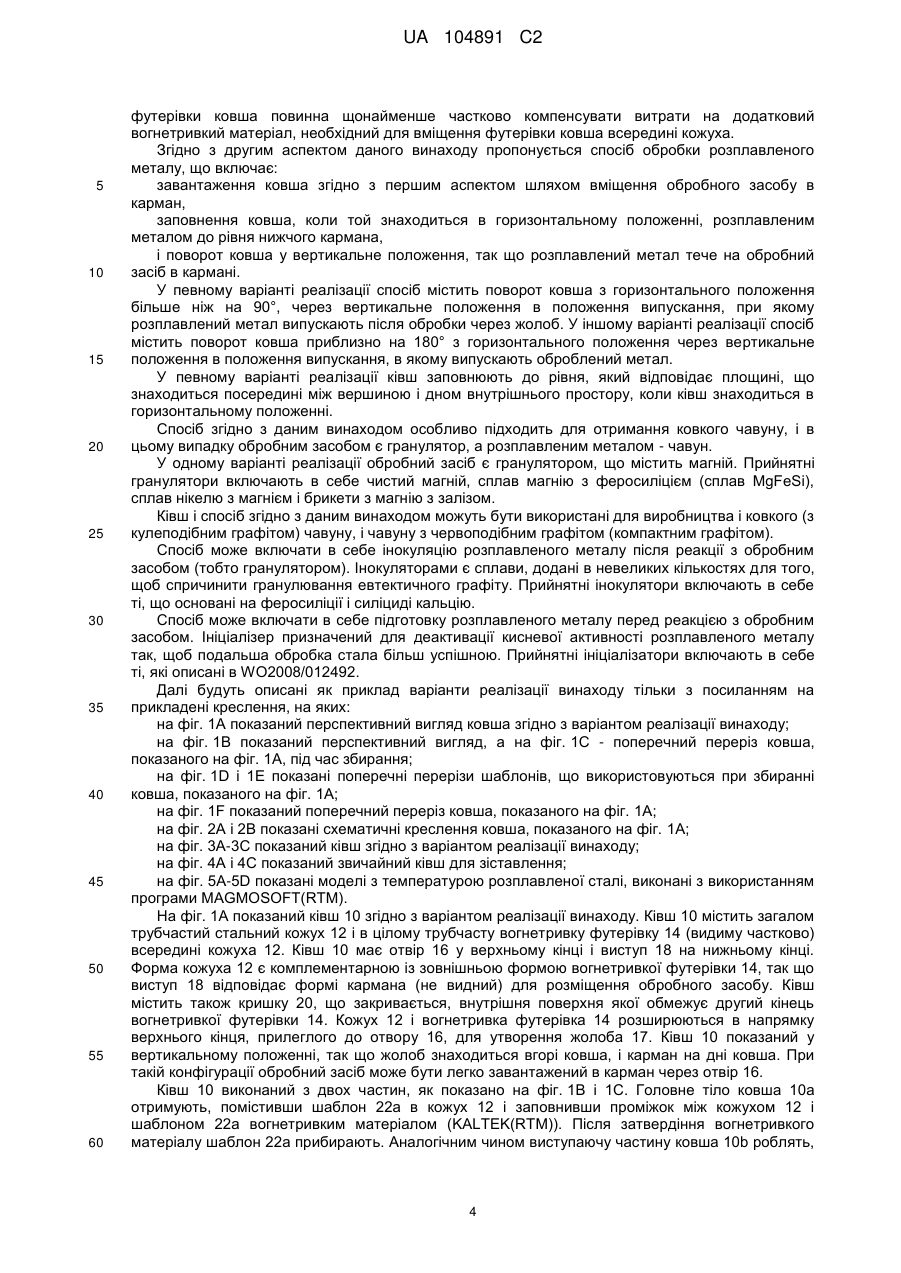
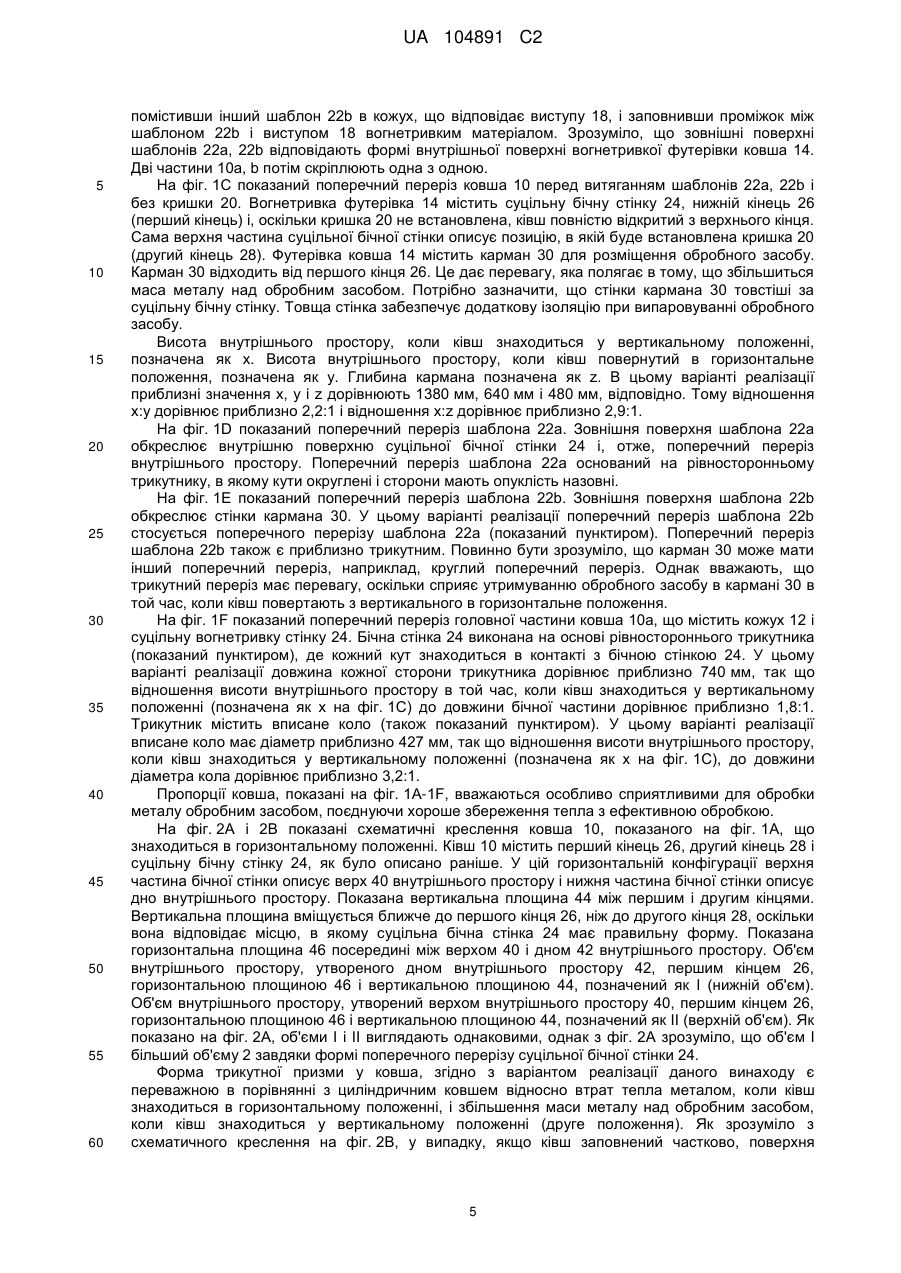
Текст
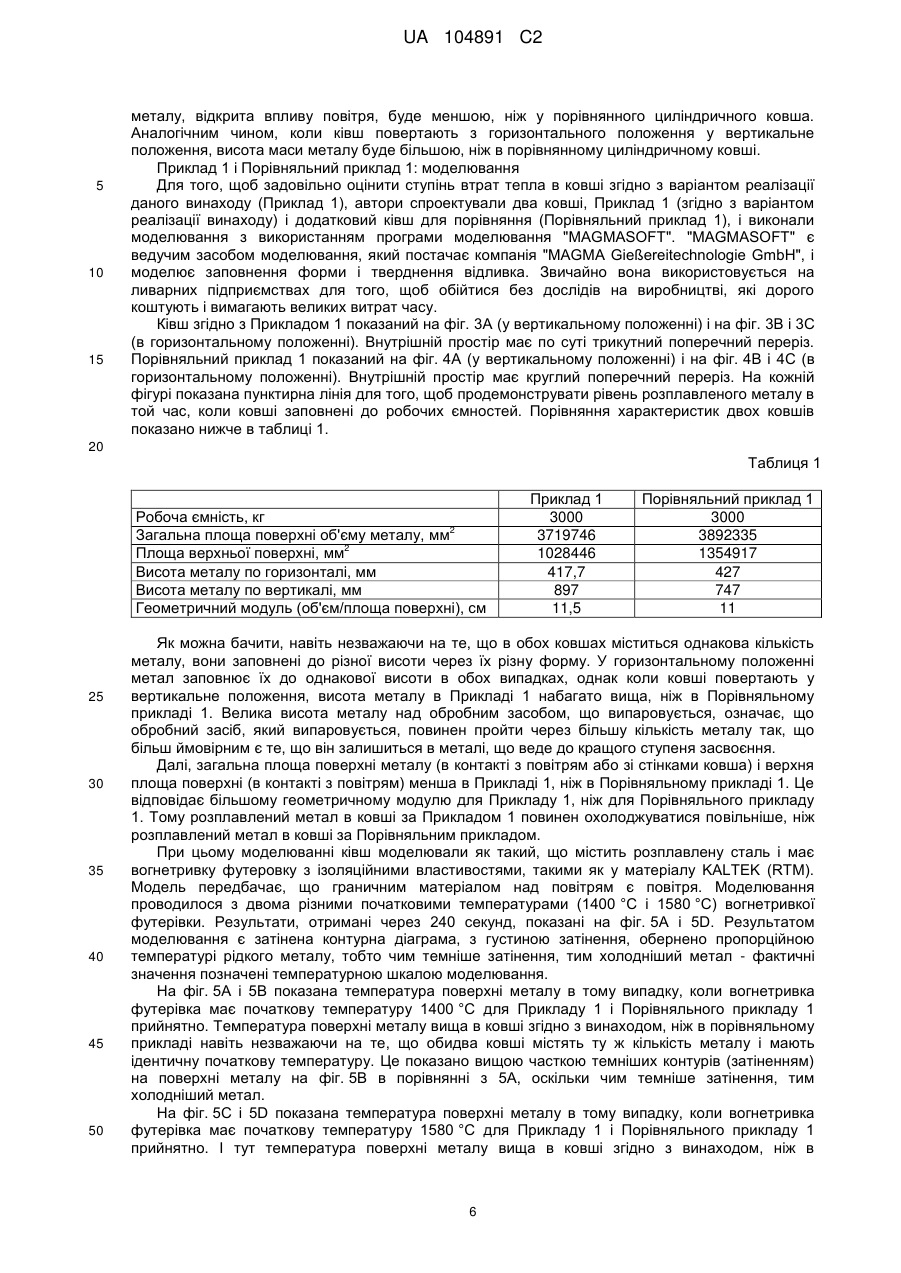
Реферат: Винахід належить до галузі металургії, а саме - до конструкції ковша для обробки розплавленого металу добавками, які випаровуються, який містить кожух ковша, що включає в цілому трубчасту вогнетривку футерівку ковша, причому ківш може повертатися між його горизонтальним положенням і вертикальним положенням, при цьому вказана футерівка ковша має перший кінець і другий кінець з суцільною бічною стінкою між ними, а внутрішній простір утворений першим і другим кінцями і суцільною бічною стінкою, причому вказана футерівка ковша додатково містить карман для вміщення в ньому обробного засобу, причому карман розташований поруч з першим кінцем і сполучається по текучому середовищу з внутрішнім простором, а також розташований ближче до вершини, ніж до дна внутрішнього простору, коли ківш знаходиться в горизонтальному положенні, і ближче до дна, ніж до вершини внутрішнього простору, коли ківш знаходиться у вертикальному положенні, причому жолоб для прийому і заливання розплавленого металу розташований ближче до вершини, ніж до дна внутрішнього простору, коли ківш знаходиться в горизонтальному і у вертикальному положенні, причому в горизонтальному положенні нижній об'єм внутрішнього простору, утворений нижче площини, що знаходиться посередині між верхом і дном внутрішнього простору і між першим кінцем і UA 104891 C2 (12) UA 104891 C2 вертикальною площиною, що знаходиться між першим і другим кінцями, більший верхнього об'єму внутрішнього простору, утвореного вище серединної площини і між першим кінцем і вертикальною площиною. Ківш для обробки розплавленого металу призначений для обробки розплавленого металу добавками, що випаровуються, зокрема, для отримання ковкого чавуну. Винахід належить також до способу обробки розплавленого металу з використанням цього ковша. UA 104891 C2 5 10 15 20 25 30 35 40 45 50 55 60 Даний винахід належить до чорно металургії, а саме - до конструкції ковша, призначеного для обробки розплавленого металу добавками, які випаровуються, зокрема, ковша, призначеного для обробки чавуну магнієм (Mg) для отримання ковкого чавуну. Ковкий чавун, відомий також як чавун з кулеподібним графітом, отримують шляхом обробки рідкого чавуну перед розливанням так званим гранулятором. Гранулятор сприяє виділенню графіту в формі дискретних зерен. На практиці гранулятор буде звичайно містити магній у вигляді чистого магнію або в формі сплаву, такого як магній з феросиліцієм (сплав MgFeSi) або нікель з магнієм (сплав NiMg), які можуть містити рідкісноземельні метали. При типовому процесі магній додають в рідкий чавун для того, щоб довести залишковий вміст магнію до приблизно 0,04 %, коли чавун інокулюється і розливається. Додавання магнію в чавун утруднене, оскільки магній кипить при відносно низькій температурі (1090 °C), так що відбувається активне хвилювання рідкого чавуну зі значною втратою магнію в формі пари. Для отримання ковкого чавуну були розроблені різні способи, які включають в себе: Багатошаровий ківш - оброблюваний сплав міститься у виїмці на дні ковша і покритий стальним брухтом. Ківш може бути покритий, наприклад, кришкою зі зливною лійкою. Потім чавун заливають в ківш, і реакція з оброблюваним сплавом уповільнюється бар'єром зі стального брухту. Цей спосіб простий і знаходить широке застосування, однак швидкість витягання Mg є недостатньою. Крім того, необхідно використовувати більше гранулятора для успішного досягнення потрібного рівня обробки. Занурення - оброблюваний сплав занурюють в ківш з використанням вогнетривкого заглибного ковша. Цей спосіб знаходить практичне застосування тільки при великій кількості металу. Конвертер - гранулятор занурюють в карман в основі циліндричного ковша. Ківш заповнюють рідким чавуном, коли він має горизонтальну орієнтацію, герметично закривають і повертають у вертикальне положення так, що магній занурюється під чавун. Обробка за допомогою дроту з осердям - дріт, що містить гранулятор (наприклад, сплав MgFeSi), механічно подають в чавун з використанням призначеного для цього вбудованого пристрою. Обробка в виливниці - гранулятор (наприклад, сплав MgFeSi) поміщують в камеру, сформовану в ливниковій системі, так що чавун безперервно піддається обробці при проходженні над сплавом. Однією з цілей даного винаходу є пропонування конструкції ковша для обробки металу добавками, що випаровуються. Іншою ціллю даного винаходу є пропонування способу обробки металу добавками, що випаровуються. Згідно з першим аспектом даного винаходу пропонується ківш для обробки, що містить кожух ковша, який містить в цілому трубчасту вогнетривку футерівку ковша, причому ківш виконаний з можливістю повороту між горизонтальним положенням і вертикальним положенням, при цьому футерівка ковша має перший кінець і другий кінці зі суцільною бічною стінкою між ними, а внутрішній простір утворений між першим і другим кінцями і суцільною бічною стінкою, причому футерівка ковша додатково містить карман для вміщення в нього обробного засобу, причому карман розташований поруч з першим кінцем і сполучається по текучому середовищу з його внутрішнім простором, а також розташований ближче до вершини, ніж до дна внутрішнього простору, коли ківш знаходиться в горизонтальному положенні, і ближче до дна, ніж до вершини внутрішнього простору, коли ківш знаходиться у вертикальному положенні, при цьому жолоб для прийому і заливання розплавленого металу розташований ближче до вершини, ніж до дна внутрішнього простору, коли ківш знаходиться в горизонтальному і у вертикальному положеннях, причому в горизонтальному положенні нижній об'єм внутрішнього простору, утвореного нижче площини, що знаходиться посередині між верхом і дном внутрішнього простору, і між першим кінцем і вертикальною площиною, що знаходиться між першим і другим кінцями, більший верхнього об'єму внутрішнього простору, утвореного вище серединної площини і між першим кінцем і вертикальною площиною. Зі сказаного буде зрозуміло, що у вертикальному положенні перший кінець футерівки ковша утворює нижню протяжність внутрішнього простору. У процесі застосування обробний засіб буде вміщений в карман, і ківш буде заповнений розплавленим металом, коли він знаходиться в горизонтальному положенні. Загалом ківш буде заповнений наполовину, так що розплавлений метал заливають до висоти, що відповідає серединній площині. Потім ківш повертають на 90° у вертикальне положення, так що метал затікає в карман, що містить обробний засіб. Обробний засіб випаровується при контакті з розплавленим металом і підіймається у вигляді пухирців через масу металу над карманом. 1 UA 104891 C2 5 10 15 20 25 30 35 40 45 50 55 Потім ківш повертають знову для того, щоб випустити підданий обробці розплавлений метал через жолоб. При конкретному варіанті реалізації ківш повертають більше ніж на 90° з горизонтального положення через вертикальне положення в третє положення, в якому підданий обробці розплавлений метал випускають (положення випускання). Ківш згідно з даним винаходом корисний, оскільки він зводить до мінімуму площу поверхні металу, відкриту впливу повітря, коли ківш знаходиться в горизонтальному положенні. Зменшення площі поверхні пов'язане із зменшенням втрат тепла з металу. При зменшенні втрат тепла метал можна заливати в ківш при нижчій температурі, зменшуючи таким чином знос вогнетривкої футерівки і іншого ливарного обладнання. Нижча температура при заливанні в ківш буде також сприяти нижчому розширенню пари магнію, що зменшує інтенсивність реакції (між магнієм і чавуном). Вважається, що це сприяє поліпшенню засвоєння магнію, оскільки більше парів магнію ефективно утримується в рідкому чавуні і зменшує втрати температури після обробки, оскільки нижча інтенсивність реакції означає зменшення контакту металу з більш холодною атмосферою. Інша перевага ковша згідно з даним винаходом полягає в тому, що він максимізує масу металу, що знаходиться над обробним засобом, коли ківш знаходиться у вертикальному положенні. Збільшення маси металу пов'язане із зменшенням інтенсивності реакції між металом і обробним засобом, і у випадку застосування засобу, що містить магній, поліпшене і більш рівномірне засвоєння магнію. Повинно бути зрозуміло, що переваги винаходу досягаються завдяки формі футерівки ковша, зокрема, формі частин футерівки ковша, що знаходяться в контакті з розплавленим металом, коли ківш заповнюють (в горизонтальному положенні) і коли метал піддають обробці (у вертикальному положенні). Вертикальна площина (що знаходиться між першим і другим кінцями облицювання, коли ківш знаходиться в горизонтальному положенні) вибирається для того, щоб визначити форму футерівки ковша. Вертикальна площина повинна бути вибрана таким чином, щоб вона представляла типовий поперечний переріз футерівки ковша. У випадку, якщо футерівка ковша має правильну форму, так що поперечний переріз суцільної бічної стінки одноманітний по її довжині, вертикальну площину можна вибрати в будь-якій точці між першим і другим кінцями. Зручно, якщо вертикальна площина рівновіддалена від першого і другого кінців футерівки, коли ківш знаходиться в горизонтальному положенні. У окремому варіанті реалізації кармани проходять від першого кінця футерівки ковша в напрямку від внутрішнього простору (тобто проходять нижче першого кінця, коли ківш знаходиться у вертикальному положенні). Це забезпечує додаткове збільшення маси металу над обробним засобом, коли ківш знаходиться у вертикальному положенні, оскільки розплавлений метал може заповнити карман. Як показано вище, збільшення маси металу пов'язане із зменшенням інтенсивності реакції між металом і обробним засобом, і у випадку застосування засобу, що містить магній, - з поліпшеним і більш рівномірним засвоєнням магнію. У варіанті реалізації, при якому кармани проходять від першого кінця, довжина кармана може складати від 50 до 1200 мм, від 200 до 1000 мм або від 400 до 600 мм. У альтернативному варіанті реалізації карман розташований всередині внутрішнього простору. У будь-якому випадку карман повинен або сполучатися по текучому середовищу з внутрішнім простором, або бути здатним знаходитися в сполученні по текучому середовищу з ним через контакт з металом. Наприклад, карман може бути обмежений сіткою або решіткою, що має в достатній мірі невеликі отвори для утримування обробного засобу, але які пропускають через себе розплавлений метал, або ж він може бути виготовлений з матеріалу, який плавиться, такий як метал, забезпечуючи таким чином доступ до вмісту кармана. Повинно бути зрозуміло, що об'єм кармана буде в цілому невеликим в порівнянні з об'ємом внутрішнього простору. Форма кармани не особливо обмежена, але зручно, щоб карман була протяжним для того, щоб забезпечити утримування обробного засобу. Він може мати круглий або трикутний поперечний переріз. Відношення нижнього об'єму до верхнього об'єму може складати щонайменше 1,5:1, щонайменше 2:1 або щонайменше 3:1. Висота внутрішнього простору (відстань між верхом і дном внутрішнього простору, утвореного внутрішньою поверхнею суцільної бічної стінки), коли ківш знаходиться в горизонтальному положенні, може складати від 200 мм до 1500 мм, від 400 мм до 1000 мм або від 600 мм до 800 мм. Висота внутрішнього простору (відстань між верхом і дном внутрішнього простору), коли ківш знаходиться у вертикальному положенні, може складати від 400 мм до 3000 мм, від 800 мм до 2000 мм або від 1000 мм до 1500 мм. 2 UA 104891 C2 5 10 15 20 25 30 35 40 45 50 55 Відношення висоти внутрішнього простору, коли ківш знаходиться у вертикальному положенні до висоти внутрішнього простору, коли ківш знаходиться в горизонтальному положенні, може складати щонайменше 1:1, щонайменше 2:1, щонайменше 3:1 або щонайменше 5:1. Відношення висоти внутрішнього простору, коли ківш знаходиться у вертикальному положенні, до висоти внутрішнього простору в той час, коли ківш знаходиться в горизонтальному положенні, може бути не більшим ніж 6:1, не більшим ніж 4:1 або не більшим ніж 3:1. У варіанті реалізації, при якому карман проходить від першого кінця в напрямку від внутрішнього простору, відношення висоти внутрішнього простору, коли ківш знаходиться у вертикальному положенні, до довжини кармани може складати щонайменше 1,5:1, щонайменше 2:1, щонайменше 2,5:1 або щонайменше 3:1. Суцільна бічна стінка має внутрішню поверхню і зовнішню поверхню, які можуть мати однакову або різну форму. Краще, щоб суцільна бічна стінка мала однакову товщину, так що внутрішня і зовнішня поверхні мають однакову форму. Повинно бути зрозуміло, що саме внутрішня поверхня суцільної бічної стінки задає форму внутрішнього простору і тому посилання на поперечний переріз суцільної бічної стінки стосуються посилань на внутрішню поверхню суцільної бічної стінки. Суцільна бічна стінка може бути утворена трьома або більше ділянками стіни, так що поперечний переріз суцільної стінки є по суті багатокутним. У варіанті реалізації, в якому суцільна бічна стінка утворена трьома ділянками стіни, поперечний переріз суцільної бічної стінки є по суті трикутним. У варіанті реалізації, в якому суцільна бічна стінка утворена трьома ділянками стіни однакової довжини, поперечний переріз суцільної бічної стінки має форму рівностороннього трикутника. У будь-якому з варіантів реалізації, в якому поперечний переріз оснований на багатокутнику, кути можуть бути округлені і/або сторони можуть бути вигнуті назовні. Зручно виміряти поперечний переріз бічної стінки у вертикальній площині, що знаходиться між першим і другим кінцями. У варіанті реалізації, в якому бічна стінка утворена трьома ділянками стіни, так що поперечний переріз суцільної бічної стінки є по суті трикутним, відношення висоти внутрішнього простору, коли ківш знаходиться у вертикальному положенні, до довжини ділянки бічної стінки може складати щонайменше 1:1, щонайменше 1,5:1 або щонайменше 2:1. У варіанті реалізації, в якому бічна стінка утворена трьома ділянками стіни, так що поперечний переріз суцільної бічної стінки є по суті трикутним, трикутний поперечний переріз буде описувати вписане коло, тобто найбільше коло, яке може бути вміщене всередині трикутника. У такому випадку відношення висоти внутрішнього простору, коли ківш знаходиться у вертикальному положенні, до радіуса кола, вписаного в трикутний поперечний переріз, може складати щонайменше 1,5:1, щонайменше 2:1, щонайменше 2,5:1 або щонайменше 3:1. Ківш містить жолоб для початкового прийому і подальшого випускання розплавленого металу після обробки. Це особливо зручно, оскільки дозволяє випускати розплавлений метал прямо з ковша в виливниці, без потреби в операціях переливання з ковша в ківш. Це дає подвійну перевагу зниження втрат температури і поліпшення продуктивності при розливанні за рахунок усунення операції в процесі розливання. Прийнятні вогнетривкі матеріали включають в себе ті, що описані в ЕР0675862В1 і зокрема KALTEK (RTM), який є вогнетривкою футерівкою, виконаною з кремнезему, глинозему і магнезиту, які скріплені органічним матеріалом, таким як фенольна смола. У одному з варіантів реалізації суцільна бічна стінка є єдиною конструкцією. Ківш може бути поміщений на крані або на вилочному підйомнику або іншому обладнанні для того, щоб повертати ківш. Кожух ковша може бути звичайним циліндричним кожухом або модифікованим кожухом, пристосованим до форми футерівки ковша. У випадку, якщо застосовується звичайний циліндричний кожух, буде необхідно, щоб внутрішня і зовнішня поверхні суцільної бічної стінки мали різну форму, тобто вогнетривка футерівка не буде мати рівномірної товщини. У випадку застосування кожуха, що не є циліндричним, внутрішня і зовнішня поверхні суцільної бічної стінки можуть мати однакову форму. Наприклад, у випадку, якщо футерівка ковша містить бічну стінку, що має трикутний поперечний переріз, кожух може також мати трикутний поперечний переріз, тобто, може являти собою трикутну призму. У певному варіанті реалізації кожух ковша і футерівка ковша мають по суті однакову форму. З цим пов'язана та перевага, що можна обмежитися застосуванням мінімальної кількості вогнетривів. З іншого боку, ківш може містити звичайний циліндричний кожух ковша. Це може бути зручним при повторному використанні звичайного циліндричного кожуха. Ефективність 3 UA 104891 C2 5 10 15 20 25 30 35 40 45 50 55 60 футерівки ковша повинна щонайменше частково компенсувати витрати на додатковий вогнетривкий матеріал, необхідний для вміщення футерівки ковша всередині кожуха. Згідно з другим аспектом даного винаходу пропонується спосіб обробки розплавленого металу, що включає: завантаження ковша згідно з першим аспектом шляхом вміщення обробного засобу в карман, заповнення ковша, коли той знаходиться в горизонтальному положенні, розплавленим металом до рівня нижчого кармана, і поворот ковша у вертикальне положення, так що розплавлений метал тече на обробний засіб в кармані. У певному варіанті реалізації спосіб містить поворот ковша з горизонтального положення більше ніж на 90°, через вертикальне положення в положення випускання, при якому розплавлений метал випускають після обробки через жолоб. У іншому варіанті реалізації спосіб містить поворот ковша приблизно на 180° з горизонтального положення через вертикальне положення в положення випускання, в якому випускають оброблений метал. У певному варіанті реалізації ківш заповнюють до рівня, який відповідає площині, що знаходиться посередині між вершиною і дном внутрішнього простору, коли ківш знаходиться в горизонтальному положенні. Спосіб згідно з даним винаходом особливо підходить для отримання ковкого чавуну, і в цьому випадку обробним засобом є гранулятор, а розплавленим металом - чавун. У одному варіанті реалізації обробний засіб є гранулятором, що містить магній. Прийнятні гранулятори включають в себе чистий магній, сплав магнію з феросиліцієм (сплав MgFeSi), сплав нікелю з магнієм і брикети з магнію з залізом. Ківш і спосіб згідно з даним винаходом можуть бути використані для виробництва і ковкого (з кулеподібним графітом) чавуну, і чавуну з червоподібним графітом (компактним графітом). Спосіб може включати в себе інокуляцію розплавленого металу після реакції з обробним засобом (тобто гранулятором). Інокуляторами є сплави, додані в невеликих кількостях для того, щоб спричинити гранулювання евтектичного графіту. Прийнятні інокулятори включають в себе ті, що основані на феросиліції і силіциді кальцію. Спосіб може включати в себе підготовку розплавленого металу перед реакцією з обробним засобом. Ініціалізер призначений для деактивації кисневої активності розплавленого металу так, щоб подальша обробка стала більш успішною. Прийнятні ініціалізатори включають в себе ті, які описані в WO2008/012492. Далі будуть описані як приклад варіанти реалізації винаходу тільки з посиланням на прикладені креслення, на яких: на фіг. 1А показаний перспективний вигляд ковша згідно з варіантом реалізації винаходу; на фіг. 1В показаний перспективний вигляд, а на фіг. 1С - поперечний переріз ковша, показаного на фіг. 1А, під час збирання; на фіг. 1D і 1Е показані поперечні перерізи шаблонів, що використовуються при збиранні ковша, показаного на фіг. 1А; на фіг. 1F показаний поперечний переріз ковша, показаного на фіг. 1А; на фіг. 2А і 2В показані схематичні креслення ковша, показаного на фіг. 1А; на фіг. 3А-3С показаний ківш згідно з варіантом реалізації винаходу; на фіг. 4А і 4С показаний звичайний ківш для зіставлення; на фіг. 5А-5D показані моделі з температурою розплавленої сталі, виконані з використанням програми MAGMOSOFT(RTM). На фіг. 1А показаний ківш 10 згідно з варіантом реалізації винаходу. Ківш 10 містить загалом трубчастий стальний кожух 12 і в цілому трубчасту вогнетривку футерівку 14 (видиму частково) всередині кожуха 12. Ківш 10 має отвір 16 у верхньому кінці і виступ 18 на нижньому кінці. Форма кожуха 12 є комплементарною із зовнішньою формою вогнетривкої футерівки 14, так що виступ 18 відповідає формі кармана (не видний) для розміщення обробного засобу. Ківш містить також кришку 20, що закривається, внутрішня поверхня якої обмежує другий кінець вогнетривкої футерівки 14. Кожух 12 і вогнетривка футерівка 14 розширюються в напрямку верхнього кінця, прилеглого до отвору 16, для утворення жолоба 17. Ківш 10 показаний у вертикальному положенні, так що жолоб знаходиться вгорі ковша, і карман на дні ковша. При такій конфігурації обробний засіб може бути легко завантажений в карман через отвір 16. Ківш 10 виконаний з двох частин, як показано на фіг. 1В і 1С. Головне тіло ковша 10а отримують, помістивши шаблон 22а в кожух 12 і заповнивши проміжок між кожухом 12 і шаблоном 22а вогнетривким матеріалом (KALTEK(RTM)). Після затвердіння вогнетривкого матеріалу шаблон 22а прибирають. Аналогічним чином виступаючу частину ковша 10b роблять, 4 UA 104891 C2 5 10 15 20 25 30 35 40 45 50 55 60 помістивши інший шаблон 22b в кожух, що відповідає виступу 18, і заповнивши проміжок між шаблоном 22b і виступом 18 вогнетривким матеріалом. Зрозуміло, що зовнішні поверхні шаблонів 22а, 22b відповідають формі внутрішньої поверхні вогнетривкої футерівки ковша 14. Дві частини 10а, b потім скріплюють одна з одною. На фіг. 1С показаний поперечний переріз ковша 10 перед витяганням шаблонів 22а, 22b і без кришки 20. Вогнетривка футерівка 14 містить суцільну бічну стінку 24, нижній кінець 26 (перший кінець) і, оскільки кришка 20 не встановлена, ківш повністю відкритий з верхнього кінця. Сама верхня частина суцільної бічної стінки описує позицію, в якій буде встановлена кришка 20 (другий кінець 28). Футерівка ковша 14 містить карман 30 для розміщення обробного засобу. Карман 30 відходить від першого кінця 26. Це дає перевагу, яка полягає в тому, що збільшиться маса металу над обробним засобом. Потрібно зазначити, що стінки кармана 30 товстіші за суцільну бічну стінку. Товща стінка забезпечує додаткову ізоляцію при випаровуванні обробного засобу. Висота внутрішнього простору, коли ківш знаходиться у вертикальному положенні, позначена як х. Висота внутрішнього простору, коли ківш повернутий в горизонтальне положення, позначена як y. Глибина кармана позначена як z. В цьому варіанті реалізації приблизні значення х, у і z дорівнюють 1380 мм, 640 мм і 480 мм, відповідно. Тому відношення х:у дорівнює приблизно 2,2:1 і відношення х:z дорівнює приблизно 2,9:1. На фіг. 1D показаний поперечний переріз шаблона 22а. Зовнішня поверхня шаблона 22а обкреслює внутрішню поверхню суцільної бічної стінки 24 і, отже, поперечний переріз внутрішнього простору. Поперечний переріз шаблона 22а оснований на рівносторонньому трикутнику, в якому кути округлені і сторони мають опуклість назовні. На фіг. 1Е показаний поперечний переріз шаблона 22b. Зовнішня поверхня шаблона 22b обкреслює стінки кармана 30. У цьому варіанті реалізації поперечний переріз шаблона 22b стосується поперечного перерізу шаблона 22а (показаний пунктиром). Поперечний переріз шаблона 22b також є приблизно трикутним. Повинно бути зрозуміло, що карман 30 може мати інший поперечний переріз, наприклад, круглий поперечний переріз. Однак вважають, що трикутний переріз має перевагу, оскільки сприяє утримуванню обробного засобу в кармані 30 в той час, коли ківш повертають з вертикального в горизонтальне положення. На фіг. 1F показаний поперечний переріз головної частини ковша 10а, що містить кожух 12 і суцільну вогнетривку стінку 24. Бічна стінка 24 виконана на основі рівностороннього трикутника (показаний пунктиром), де кожний кут знаходиться в контакті з бічною стінкою 24. У цьому варіанті реалізації довжина кожної сторони трикутника дорівнює приблизно 740 мм, так що відношення висоти внутрішнього простору в той час, коли ківш знаходиться у вертикальному положенні (позначена як х на фіг. 1С) до довжини бічної частини дорівнює приблизно 1,8:1. Трикутник містить вписане коло (також показаний пунктиром). У цьому варіанті реалізації вписане коло має діаметр приблизно 427 мм, так що відношення висоти внутрішнього простору, коли ківш знаходиться у вертикальному положенні (позначена як х на фіг. 1С), до довжини діаметра кола дорівнює приблизно 3,2:1. Пропорції ковша, показані на фіг. 1А-1F, вважаються особливо сприятливими для обробки металу обробним засобом, поєднуючи хороше збереження тепла з ефективною обробкою. На фіг. 2А і 2В показані схематичні креслення ковша 10, показаного на фіг. 1А, що знаходиться в горизонтальному положенні. Ківш 10 містить перший кінець 26, другий кінець 28 і суцільну бічну стінку 24, як було описано раніше. У цій горизонтальній конфігурації верхня частина бічної стінки описує верх 40 внутрішнього простору і нижня частина бічної стінки описує дно внутрішнього простору. Показана вертикальна площина 44 між першим і другим кінцями. Вертикальна площина вміщується ближче до першого кінця 26, ніж до другого кінця 28, оскільки вона відповідає місцю, в якому суцільна бічна стінка 24 має правильну форму. Показана горизонтальна площина 46 посередині між верхом 40 і дном 42 внутрішнього простору. Об'єм внутрішнього простору, утвореного дном внутрішнього простору 42, першим кінцем 26, горизонтальною площиною 46 і вертикальною площиною 44, позначений як I (нижній об'єм). Об'єм внутрішнього простору, утворений верхом внутрішнього простору 40, першим кінцем 26, горизонтальною площиною 46 і вертикальною площиною 44, позначений як II (верхній об'єм). Як показано на фіг. 2А, об'єми I і II виглядають однаковими, однак з фіг. 2А зрозуміло, що об'єм I більший об'єму 2 завдяки формі поперечного перерізу суцільної бічної стінки 24. Форма трикутної призми у ковша, згідно з варіантом реалізації даного винаходу є переважною в порівнянні з циліндричним ковшем відносно втрат тепла металом, коли ківш знаходиться в горизонтальному положенні, і збільшення маси металу над обробним засобом, коли ківш знаходиться у вертикальному положенні (друге положення). Як зрозуміло з схематичного креслення на фіг. 2В, у випадку, якщо ківш заповнений частково, поверхня 5 UA 104891 C2 5 10 15 металу, відкрита впливу повітря, буде меншою, ніж у порівнянного циліндричного ковша. Аналогічним чином, коли ківш повертають з горизонтального положення у вертикальне положення, висота маси металу буде більшою, ніж в порівнянному циліндричному ковші. Приклад 1 і Порівняльний приклад 1: моделювання Для того, щоб задовільно оцінити ступінь втрат тепла в ковші згідно з варіантом реалізації даного винаходу (Приклад 1), автори спроектували два ковші, Приклад 1 (згідно з варіантом реалізації винаходу) і додатковий ківш для порівняння (Порівняльний приклад 1), і виконали моделювання з використанням програми моделювання "MAGMASOFT". "MAGMASOFT" є ведучим засобом моделювання, який постачає компанія "MAGMA Gießereitechnologie GmbH", і моделює заповнення форми і тверднення відливка. Звичайно вона використовується на ливарних підприємствах для того, щоб обійтися без дослідів на виробництві, які дорого коштують і вимагають великих витрат часу. Ківш згідно з Прикладом 1 показаний на фіг. 3А (у вертикальному положенні) і на фіг. 3В і 3С (в горизонтальному положенні). Внутрішній простір має по суті трикутний поперечний переріз. Порівняльний приклад 1 показаний на фіг. 4А (у вертикальному положенні) і на фіг. 4В і 4С (в горизонтальному положенні). Внутрішній простір має круглий поперечний переріз. На кожній фігурі показана пунктирна лінія для того, щоб продемонструвати рівень розплавленого металу в той час, коли ковші заповнені до робочих ємностей. Порівняння характеристик двох ковшів показано нижче в таблиці 1. 20 Таблиця 1 Робоча ємність, кг 2 Загальна площа поверхні об'єму металу, мм 2 Площа верхньої поверхні, мм Висота металу по горизонталі, мм Висота металу по вертикалі, мм Геометричний модуль (об'єм/площа поверхні), см 25 30 35 40 45 50 Приклад 1 3000 3719746 1028446 417,7 897 11,5 Порівняльний приклад 1 3000 3892335 1354917 427 747 11 Як можна бачити, навіть незважаючи на те, що в обох ковшах міститься однакова кількість металу, вони заповнені до різної висоти через їх різну форму. У горизонтальному положенні метал заповнює їх до однакової висоти в обох випадках, однак коли ковші повертають у вертикальне положення, висота металу в Прикладі 1 набагато вища, ніж в Порівняльному прикладі 1. Велика висота металу над обробним засобом, що випаровується, означає, що обробний засіб, який випаровується, повинен пройти через більшу кількість металу так, що більш ймовірним є те, що він залишиться в металі, що веде до кращого ступеня засвоєння. Далі, загальна площа поверхні металу (в контакті з повітрям або зі стінками ковша) і верхня площа поверхні (в контакті з повітрям) менша в Прикладі 1, ніж в Порівняльному прикладі 1. Це відповідає більшому геометричному модулю для Прикладу 1, ніж для Порівняльного прикладу 1. Тому розплавлений метал в ковші за Прикладом 1 повинен охолоджуватися повільніше, ніж розплавлений метал в ковші за Порівняльним прикладом. При цьому моделюванні ківш моделювали як такий, що містить розплавлену сталь і має вогнетривку футеровку з ізоляційними властивостями, такими як у матеріалу KALTEK (RTM). Модель передбачає, що граничним матеріалом над повітрям є повітря. Моделювання проводилося з двома різними початковими температурами (1400 °C і 1580 °C) вогнетривкої футерівки. Результати, отримані через 240 секунд, показані на фіг. 5А і 5D. Результатом моделювання є затінена контурна діаграма, з густиною затінення, обернено пропорційною температурі рідкого металу, тобто чим темніше затінення, тим холодніший метал - фактичні значення позначені температурною шкалою моделювання. На фіг. 5А і 5В показана температура поверхні металу в тому випадку, коли вогнетривка футерівка має початкову температуру 1400 °C для Прикладу 1 і Порівняльного прикладу 1 прийнятно. Температура поверхні металу вища в ковші згідно з винаходом, ніж в порівняльному прикладі навіть незважаючи на те, що обидва ковші містять ту ж кількість металу і мають ідентичну початкову температуру. Це показано вищою часткою темніших контурів (затіненням) на поверхні металу на фіг. 5В в порівнянні з 5А, оскільки чим темніше затінення, тим холодніший метал. На фіг. 5С і 5D показана температура поверхні металу в тому випадку, коли вогнетривка футерівка має початкову температуру 1580 °C для Прикладу 1 і Порівняльного прикладу 1 прийнятно. І тут температура поверхні металу вища в ковші згідно з винаходом, ніж в 6 UA 104891 C2 5 10 15 20 25 порівняльному прикладі, як показано більш світлим затіненням на фіг. 5С в порівнянні з фіг. 5D. Це показує, що ківш згідно з винаходом допускає зберігати метал більш нагрітим протягом тривалішого часу. Приклад 2 і Порівняльний приклад 2 - моделювання Ковкий чавун приготували з використанням ковша згідно з варіантом реалізації винаходу (Приклад 2) і стандартного проміжного розливного ковша (Порівняльний приклад 2). У кожному випадку розплавлений чавун обробляли сплавом магнію з феросиліцієм (FeSiMg). Засвоєння магнію вимірювали через 4 і 9/10 хвилин. Засвоєння магнію розраховували за наступною формулою: Засвоєння магнію мас.% = (0,76 × (S мас.% в металі основи - S мас.% залишкова) + залишковий Mg мас.%) × 100/Mg мас.% доданий. Приклад 2 Ківш 10, показаний на фіг. 1А, був встановлений у вертикальне положення з карманом 18 в найнижчій точці. Потім 20,8 кг сплави магнію з феросиліцієм (5,38 мас.% Mg) були завантажені в карман з використанням лійки з довгим горлечком, вміщеної в отвір. Після завантаження обробного засобу ківш повернули на 90° в горизонтальне положення. Потім в ківш залили 1600 кг розплавленого чавуну при температурі 1480 °C. Ківш потім повернули назад у вертикальне положення, так що розплавлений чавун надійшов в карман. Спостерігалося біле полум'я під час реакції розплавленого чавуну в магнієвим сплавом. Метал був випущений з ковша шляхом його нахилу і випускання через жолоб 17. Отримані результати приведені нижче. Порівняльний приклад 2 Сплав магнію з феросиліцієм в кількості 14,4 кг (5,38 мас.% Mg) помістили у виїмку в стандартному ковші проміжного розливного пристрою і в ківш залили 800 кг розплавленого чавуну при температурі 1500 °C (стандартна практика). Отримані результати приведені нижче в таблиці 2. Таблиця 2 Залишковий Mg, мас.% S перед обробкою, мас.% S після обробки, мас.% Доданий Mg, мас.% Засвоєння Mg, мас.% 30 Приклад 2 4 хвилини 10 хвилин 0,0550 0,0474 0,0140 0,0140 0,0110 0,0104 0,06994 0,06994 82 72 Порівняльний приклад 2 4 хвилини 10 хвилин 0,0450 0,0350 0,0070 0,0070 0,0046 0,0040 0,09684 0,09684 48 38 Засвоєння магнію значно вище в Прикладі 2, ніж в Порівняльному прикладі 2. Тому ківш згідно з варіантом реалізації даного винаходу демонструє набагато вищі коефіцієнти засвоєння, ніж стандартний ківш проміжного розливного пристрою. ФОРМУЛА ВИНАХОДУ 35 40 45 50 1. Ківш для обробки розплавленого металу добавками, які випаровуються, що містить кожух ковша, який містить в цілому трубчасту вогнетривку футерівку ковша, причому ківш виконаний з можливістю повороту між його горизонтальним положенням і вертикальним положенням, при цьому футерівка ковша має перший кінець і другий кінець з суцільною бічною стінкою між ними, причому між вказаними першим і другим кінцями і суцільною бічною стінкою утворений внутрішній простір, причому футерівка ковша додатково містить карман для вміщення в ньому обробного засобу, причому карман розташований поруч з першим кінцем і сполучається по текучому середовищу з внутрішнім простором, а також розташований ближче до вершини, ніж до дна внутрішнього простору, коли ківш знаходиться в горизонтальному положенні, і ближче до дна, ніж до вершини внутрішнього простору, коли ківш знаходиться у вертикальному положенні, при цьому жолоб для прийому і заливання розплавленого металу розташований ближче до вершини, ніж до дна внутрішнього простору, коли ківш знаходиться в горизонтальному і у вертикальному положеннях, причому в горизонтальному положенні нижній об'єм внутрішнього простору, утвореного нижче площини, що знаходиться посередині між верхом і дном внутрішнього простору та між першим кінцем і вертикальною площиною, що знаходиться між першим і другим кінцями, більший 7 UA 104891 C2 5 10 15 20 25 30 35 40 верхнього об'єму внутрішнього простору, утвореного вище серединної площини і між першим кінцем і вертикальною площиною. 2. Ківш за п. 1, в якому карман розташований так, що проходить від першого кінця футерівки ковша в напрямку від внутрішнього простору. 3. Ківш за п. 1 або 2, в якому відношення нижнього об'єму до верхнього об'єму складає щонайменше 1,5:1. 4. Ківш за будь-яким з попередніх пунктів, в якому відношення висоти внутрішнього простору при знаходженні ковша у вертикальному положенні до висоти внутрішнього простору при знаходженні ковша в горизонтальному положенні складає щонайменше 2:1. 5. Ківш за будь-яким з попередніх пунктів, в якому відношення висоти внутрішнього простору при знаходженні ковша у вертикальному положенні до висоти внутрішнього простору при знаходженні ковша в горизонтальному положенні складає не більше ніж 6:1. 6. Ківш за будь-яким з попередніх пунктів, в якому карман розташований так, що проходить від першого кінця футерівки ковша в напрямку від внутрішнього простору, при цьому відношення висоти внутрішнього простору при знаходженні ковша у вертикальному положенні до довжини кармана складає щонайменше 2:1. 7. Ківш за будь-яким з попередніх пунктів, в якому суцільна бічна стінка утворена трьома або більше ділянками стіни так, що поперечний переріз суцільної стінки є по суті багатокутним. 8. Ківш за п. 7, в якому суцільна бічна стінка утворена трьома ділянками стіни так, що поперечний переріз суцільної бічної стінки є по суті трикутним. 9. Ківш за п. 7 або 8, в якому кути багатокутника округлені і/або сторони багатокутника вигнуті назовні. 10. Ківш за будь-яким з попередніх пунктів, в якому суцільна бічна стінка задана трьома ділянками стіни так, що поперечний переріз суцільної бічної стінки є по суті трикутним, при цьому відношення висоти внутрішнього простору при знаходженні ковша у вертикальному положенні до довжини щонайменше однієї ділянки бічної стінки складає щонайменше 1,5:1. 11. Ківш за будь-яким з попередніх пунктів, в якому суцільна бічна стінка є суцільною конструкцією. 12. Ківш за будь-яким з попередніх пунктів, в якому кожух ковша і футерівка ковша мають по суті однакову форму. 13. Спосіб обробки розплавленого металу добавками, які випаровуються, що включає етапи: завантажують ківш за будь-яким з пп. 1-12 шляхом вміщення обробного засобу в його карман, заповнюють ківш, що знаходиться в горизонтальному положенні, розплавленим металом до рівня нижче кармана, і повертають ківш у вертикальне положення так, що розплавлений метал тече на обробний засіб в кармані. 14. Спосіб за п. 13, в якому ківш повертають з горизонтального положення більше ніж на 90°, через вертикальне положення в положення випускання, при якому оброблений розплавлений метал випускають через жолоб. 15. Спосіб за п. 13 або 14, в якому обробним засобом є гранулятор. 8 UA 104891 C2 9 UA 104891 C2 10 UA 104891 C2 11 UA 104891 C2 12 UA 104891 C2 13 UA 104891 C2 14 UA 104891 C2 Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 15
ДивитисяДодаткова інформація
Назва патенту англійськоюTreatment ladle
Автори англійськоюBerthelet, Emmanuel
Автори російськоюБертеле Эмманюель
МПК / Мітки
МПК: C21C 1/06, F27D 3/00, C21C 1/10, B22D 41/12, C22C 33/10
Мітки: металу, спосіб, обробки, добавками, ківш, випаровуються, розплавленого
Код посилання
<a href="https://ua.patents.su/17-104891-kivsh-i-sposib-obrobki-rozplavlenogo-metalu-dobavkami-yaki-viparovuyutsya.html" target="_blank" rel="follow" title="База патентів України">Ківш і спосіб обробки розплавленого металу добавками, які випаровуються</a>
Спосіб і установка для мінімізації місцевого зносу завантажувального конуса під час обробки розплавленого металу у ковші
Номер патенту: 61095
Опубліковано: 17.11.2003
Автори: Штомп Хуберт, Файтлер Алберт, Рот Жан-Люк
МПК: C21C 7/00, C22B 9/10, F27D 23/00
Мітки: спосіб, завантажувального, розплавленого, ковші, металу, мінімізації, установка, конуса, обробки, зносу, місцевого
Формула / Реферат:
1. Спосіб мінімізації місцевого зносу завантажувального конуса під час обробки розплавленого металу у ковші, який відрізняється тим, що завантажувальний конус обертається навколо осі, що розташована по суті перпендикулярно поверхні розплавленого металу.2. Спосіб за п. 1, який відрізняється тим, що швидкість обертання завантажувального конуса складає від 0,5 до 2 обертів за хвилину.3. Установка для здійснення способу за будь-яким...
Стопорний стрижень для регулювання течії розплавленого металу з промковша в кристалізатор в процесі безперервного розливання, пристрій та спосіб для регулювання течії розплавленого металу з промковша з використ
Номер патенту: 100873
Опубліковано: 11.02.2013
Автори: Нітцль Геральд, Роджерс Норман Едвард
МПК: B22D 41/16, B22D 41/18
Мітки: використ, стрижень, кристалізатор, регулювання, стопорний, безперервного, спосіб, пристрій, промковша, металу, розплавленого, розливання, течії, процесі
Формула / Реферат:
1. Стопорний стрижень для регулювання течії розплавленого металу з промковша в кристалізатор в процесі його безперервного розливання, який містить:подовжену трубчасту частину, що має вхід на верхньому першому кінці і вихід на нижньому другому кінці, причому другий кінець подовженої трубчастої частини має носик для введення у вихідний отвір промковша,безперервний осьовий отвір, що проходить через згадану трубчасту частину від...
Установка для віброімпульсівної обробки розплавленого металу
Номер патенту: 4845
Опубліковано: 28.12.1994
Автори: Коритов Володимир Олексійович, Трофимов Глеб Андріанович, Моісеєнко Аркадій Павлович
МПК: B22D 1/00, B22D 27/02, B22D 27/08
Мітки: віброімпульсівної, розплавленого, установка, металу, обробки
Формула / Реферат:
1. Установка для виброимпульсной обработки расплавленного металла, содержащая источник упругих колебаний в виде прокачиваемой рабочей жидкостью разрядной камеры, установленной на упругих опорах планшайбы поворотной стрелы механизма се перемещения, со встроенными в нее положительным и отрицательным электродами, соединенными с генератором импульсов тока, и мембраной, закрепленной против положительного электрода, с центральным выступом, на...
Спосіб обробки розплавленого металу
Номер патенту: 15698
Опубліковано: 30.06.1997
Автори: Шевченко Євген Тімофійович, Ульянов Володимир Андрійович, Грабовий Валерій Михайлович, Бутаков Борис Іванович
МПК: B22D 27/08
Мітки: металу, спосіб, розплавленого, обробки
Формула / Реферат:
(57) Способ обработки расплавленного металла, включающий воздействие на расплав электрогидравлических ударов, вводимых вглубь расплава, отличающийся тем, что обработку осуществляют сериями электрогидравлических ударных импульсов в заданном диапазоне напряжений при скорости изменения напряжения каждой серии в интервале 0,67-0,33кВ/с для массы от 1 до 100т соответственно.
Установка для віброімпульсної обробки розплавленого металу
Номер патенту: 4844
Опубліковано: 28.12.1994
Автор: Коритов Володимир Олексійович
МПК: B22D 27/08
Мітки: розплавленого, металу, віброімпульсної, обробки, установка
Формула / Реферат:
Установка для виброимпульсной обработки расплавленного металла в емкости, содержащая источник упругих колебаний в виде установленной с помощью демпферов на уравновешенной, поворотной в вертикальной плоскости стреле разрядной камеры, заполненной рабочей жидкостью, с встроенными в нее положительным и отрицательным электродами, соединенными с генератором импульсных токов, с мембраной и излучателем, рабочий конец которого опущен и 'мкость для...
Попередній патент: Антитіла проти фактора росту нервів (фрн), що мають підвищену стабільність in vivo
Наступний патент: Спосіб авторизації транзакції із застосуванням мобільного телефону
Випадковий патент: Ортодонтичний імплантат