Машина для виготовлення пакетів
Номер патенту: 112431
Опубліковано: 12.09.2016
Автори: Кемпбелл Джеймс, Уайт Крістофер, Раймер Тімоті, Селле Пол
Формула / Реферат
1. Машина для виготовлення пакетів або мішків із трубчастої плівки, що включає: подавальну секцію; барабанну секцію, що включає барабан, яка розташована з можливістю приймання плівки від подавальної секції і що включає в себе щонайменше один стрижень для ущільнювального скріплення на цьому барабані, при цьому стрижень для ущільнювального скріплення виконаний з можливістю формування пакетів або мішків за допомогою ущільнювального скріплення зазначеної плівки; випускну секцію, розташовану з можливістю приймання плівки з барабанної секції; і першу і другу бічні несучі конструкції, причому барабанна секція прикріплена до першої і другої бічних несучих конструкцій, перша бічна несуча конструкція виконана у вигляді цільної металевої пластини, і друга бічна несуча конструкція виконана у вигляді цільної металевої пластини, причому перша і друга бічні несучі конструкції виконані у вигляді електропровідної з'єднувальної перемички.
2. Машина для виготовлення пакетів або мішків за п. 1, у якій перша і друга бічні несучі конструкції містять щонайменше одну таку речовину як оцинкована сталь, відпалена і оцинкована сталь, нержавіюча сталь або алюміній.
3. Машина для виготовлення пакетів або мішків за п. 2, у якій випускна секція включає складальний пристрій і намотувальний пристрій.
4. Машина для виготовлення пакетів або мішків за п. 3, у якій випускна секція включає щонайменше перфоратор і/або ніж, що рубає.
5. Машина для виготовлення пакетів або мішків за п. 4, у якій барабанна секція включає барабан з регульованим діаметром, яким забезпечена можливість регулювання довжини пакета або мішка.
6. Машина для виготовлення пакетів або мішків за п. 1, у якій зазначений щонайменше один стрижень для ущільнювального скріплення включає перфоратор.
7. Машина для виготовлення пакетів або мішків за п. 1, у якій випускна секція прикріплена до першої і другої бічних несучих конструкцій.
8. Машина для виготовлення пакетів або мішків за п. 7, у якій подавальна секція прикріплена до першої і другої бічних несучих конструкцій.
9. Машина для виготовлення пакетів або мішків за п. 1, у якій перша бічна несуча конструкція виконана у вигляді цільної електропровідної з'єднувальної перемички і друга бічна несуча конструкція виконана у вигляді цільної електропровідної з'єднувальної перемички, при цьому перша бічна несуча конструкція і друга бічна несуча конструкція з'єднані третім елементом несучої конструкції, виконаним у вигляді електропровідної з'єднувальної перемички.
10. Машина для виготовлення пакетів або мішків за п. 1, у якій перша і друга бічні несучі конструкції з'єднані для заземлення.
Текст
Реферат: Описана машина для виготовлення пакетів або мішків, що включає подавальну, барабанну і випускну секції. Барабанна секція має щонайменше один стрижень для ущільнювального скріплення на барабані. Зазначені секції прикріплені до бічних несучих конструкцій, виконаних у вигляді цільних металевих пластин. Несучі конструкції виконані без покриття після формування і/або містять щонайменше одну таку речовину як оцинкована сталь, відпалена і оцинкована сталь, нержавіюча сталь або алюміній. Барабан виконаний з першої і другої пластин і протилежних третьої і четвертої пластин. Перша пластина виконана з можливістю повороту відносно другої пластини, а третя пластина виконана з можливістю повороту відносно четвертої пластини. Відстань від стрижнів для ущільнювального скріплення до центру барабана залежить від повороту цих пластин. Перша пластина має множину нерадіальних канавок, а друга пластина має множину радіальних пазів з кріпильними пристосуваннями в пазах і канавках. Кріпильні пристосування з'єднані зі стрижнями для ущільнювального скріплення. Нерадіальні канавки виконані криволінійними і/або спіральними. Пластини виконані з оцинкованої сталі і/або виконані у вигляді дисків. Намотувальний пристрій включає револьверну головку, що виконана з можливістю повороту і має положення для центрального і поверхневого намотування та положення тільки для центрального намотування. Коли один вал знаходиться в положенні для центрального і поверхневого намотування, інший вал знаходиться в положенні тільки для центрального намотування. Зіштовхувальна лопать встановлена в положенні для зіштовхування. Вал виконаний з можливістю складання стисканням. UA 112431 C2 (12) UA 112431 C2 UA 112431 C2 5 10 15 20 25 30 35 40 45 50 55 60 ГАЛУЗЬ ТЕХНІКИ [1] Цей винахід відноситься в цілому до виготовлення пакетів або мішків або намотуванню плівки або пакетів або мішків. Більш конкретно, він відноситься до машини і способу для виготовлення пакетів або мішків з використанням поворотного барабана або відноситься до машини і способу для намотування плівки або пакетів або мішків. РІВЕНЬ ТЕХНІКИ [2] Відомо багато машин для виготовлення пакетів або мішків. Одним видом таких машин є машина з поворотним барабаном. Машини з поворотним барабаном добре відомі, і їх докладний опис може бути взятий з патентів США 7445590, 6117058, 4934993, 5518559, 5587032 і 4642084 (кожний з яких включений у цей опис шляхом посилання). [3] Докладний опис роботи машин з поворотним елементом для виготовлення пакетів або мішків може бути взятий із зазначених вище патентів, однак у цілому їхня робота може бути проілюстрована з посиланням на фігури креслень патенту США 6117058. Відома машина з поворотним елементом для виготовлення пакетів або мішків здійснює безперервну обробку плівки/полотнища з використанням вузла регулювання натягу, пари валків для забезпечення подачі в барабан, барабана 208 для ущільнювального скріплення, пари валків для забезпечення випуску з барабана, притискного полотна для ущільнювального скріплення, пари валків для забезпечення подачі до ножа, ножа (який може бути виконаний у вигляді будь-якого іншого пристрою для обробки полотнища, такого як перфоратор, різак, висікальна або вирубна машина, пробивна установка або установка для складання) і пари валків для забезпечення випуску з ножа і керуючого пристрою. "Подавальна секція" у значенні, що використовується в даному документі, включає частину машини для виготовлення пакетів або мішків, таку як розмотувальний пристрій і вузол регулювання натягу, тобто частину машини, у якій відбувається приймання полотнища. "Випускна секція" у значенні, що використовується в даному документі, включає вузли, такі як перфоратори, намотувальні пристрої, складальні пристрої і т. п., що здійснюють вплив на полотнище далі по технологічному ланцюжку після формування ущільнювальних скріплень. [4] Подача полотнища до барабана здійснюється через вузол регулювання натягу. Барабан включає множину стрижнів для ущільнювального скріплення. Стрижні для ущільнювального скріплення нагрівають, і вони створюють ущільнювальне скріплення, що формує з полотнища пакети або мішки. Полотнище втримують з упором у барабан (і стрижні для ущільнювального скріплення) притискним полотном з тефлоновим (Teflon®) покриттям. Відстань між ущільнювальними скріпленнями, що створюються барабаном, співвідноситься з довжиною пакетів або мішків (для пакетів або мішків, сформованих "кінець-до-кінця") або шириною пакетів або мішків (для пакетів або мішків, сформованих виконанням бічного ущільнювальні скріплення). Пакети або мішки, сформовані "кінець-до-кінця", виконуються одним ущільнювальним скріпленням від барабана, а пакети або мішки, сформовані "сторона-досторони", виконуються парою ущільнювальних скріплень. Діаметр барабана може бути відрегульований і/або частина стрижнів для ущільнювального скріплення може бути задіяна для задання відстані між ущільнювальними скріпленнями і, відповідно, розміру пакетів або мішків. Діаметр барабана регулюється з використанням різьбових штоків. Як показано на фіг. 1, у відомому технічному рішенні полотнище після покидання барабана направляють до обертового дискового ножа, який створює перфорацію між пакетами або мішками або міг би робити поділ сусідніх пакетів або мішків. У патенті США 7445590 розкрите виконання перфорації на барабані. [5] Відомі машини звичайно включають у себе роздільну подавальну секцію, секцію для ущільнювального скріплення і випускну секцію. Кожна окрема секція підтримується несучою конструкцією, призначеною для цієї секції. Несучі конструкції звичайно піддавали фарбуванню або на них наносили інше покриття, вони могли являти собою секції, скріплені одна з одною болтами, сталеві труби і т. п. Оздоблювальні покриття містили в собі ґрунтувальний шар, фарбу, нікель, цинк, хром і т. п. Довжина кожної секції могла становити 15-20 футів (4,6 – 6,1 м) або більше. Внаслідок зазначеного розміру кожної секції несучі конструкції звичайно виявлялися занадто великими, щоб забезпечувати можливість занурення для оцинковування. [6] Машини для виготовлення пакетів або мішків часто містять у собі намотувальний пристрій, розташований далі по технологічному ланцюжку. Відомі намотувальні пристрої описані в патентах США 6186436, 5899403 і 7578779 і патентній публікації США 20070045463, кожний/кожна з яких включений/включена в цей опис шляхом посилання. Відомі, намотувальні пристрої часто містять у собі три вали, встановлених на револьверній головці. Одна револьверна головка перебувала в положенні переміщення або початку намотування, у якому плівку спочатку намотують на револьверну головку, положенні для намотування, у якому здійснюється більша частина намотування, і положенні для зштовхування. Положення для 1 UA 112431 C2 5 10 15 20 25 30 35 40 45 50 55 60 намотування використовується для центрального і поверхневого намотування. Револьверна головка здійснює поворот, і вали переміщаються до кожного положення. Для забезпечення потрібної тривалості циклу і швидкості машини необхідно використовувати три вали. Положення для зштовхування перебуває над положеннями для переміщення і намотування, що може приводити до впливу рулону, що видаляється, на намотування наступного рулону, якщо рулон, що видаляється, падає на підлогу. Намотаний рулон пакетів або мішків видаляють з валу. Відомі вали можуть бути виконані такими, що звужуються і/або мають у поверхні наскрізні отвори для проходу повітря, щоб полегшувати процес видалення. [7] Існує потреба у способі і машині для виготовлення пакетів або мішків, що забезпечують просту компактну конструкцію. Зазначена машина краще включає подавальну, барабанну і випускну секцію, розміщені на одній загальній несучій конструкцією. Барабанна секція краще включає регульований барабан, що виконується з можливістю економічного виготовлення. Випускна секція краще включає намотувальний пристрій, який має револьверну головку з декількома валами, включаючи положення для видалення намотаних рулонів, яке забезпечує можливість видалення рулонів без втручання в процес намотування. Намотування краще виконують по центру і поверхні для більшої частини рулону. Вали краще мають конструкцію, яка забезпечує можливість простого видалення намотаних рулонів. СУТЬ ВИНАХОДУ [8] Згідно з першою особливістю винаходу спосіб або машина для виготовлення пакетів або мішків із плівки включає подавальну секцію, барабанну секцію і випускну секцію. Барабанна секція приймає зазначену плівку від подавальної секції і має щонайменше один стрижень для ущільнювального скріплення на цьому барабані. Стрижень для ущільнювального скріплення виконаний з можливістю формування пакетів або мішків за допомогою ущільнювального скріплення зазначеної плівки. Випускна секція розташована з можливістю приймання плівки з барабанної секції. Барабанна секція прикріплена до першої і другої бічних несучих конструкцій. Кожна бічна несуча конструкція виконана у вигляді цільних металевих пластин. [9] У різних варіантах реалізації винаходу перша і друга бічні несучі конструкції виконані без покриття після формування і/або містять щонайменше одну таку речовину як оцинкована сталь, відпалена і оцинкована сталь, нержавіюча сталь або алюміній. [10] У різних варіантах реалізації винаходу випускна секція включає щонайменше один з таких пристроїв, як складальний пристрій, намотувальний пристрій і перфоратор. [11] Барабанна секція включає барабан з регульованим діаметром, і/або стрижні для ущільнювального скріплення містять у собі перфоратор в альтернативних варіантах реалізації винаходу. [12] В інших варіантах реалізації винаходу подавальна і/або випускна секції прикріплені до першої і другої бічних несучих конструкцій. [13] Перша і друга бічні несучі конструкції виконані у вигляді електропровідних з'єднувальних перемичок і/або з можливістю зменшення електростатичного розряду за допомогою забезпечення створення електропровідних шляхів на землю в різних варіантах реалізації винаходу. [14] Згідно з другою особливістю винаходу спосіб або машина для виготовлення пакетів або мішків з плівки включає подавальну секцію, барабанну секцію і випускну секцію. Барабанна секція приймає плівку від подавальної секції, і включає щонайменше один стрижень для ущільнювального скріплення на барабані, при цьому зазначений щонайменше один стрижень для ущільнювального скріплення виконаний з можливістю формування пакетів або мішків за допомогою ущільнювального скріплення зазначеної плівки. Барабан виконаний з першої і другої пластини та протилежних третьої і четвертої пластини. Перша пластина виконана з можливістю повороту відносно другої пластини, а третя пластина виконана з можливістю повороту відносно четвертої пластини. Відстань від стрижнів для ущільнювального скріплення до центру барабана залежить від повороту цих пластин. Випускна секція приймає зазначену плівку від барабанної секції. [15] В одному варіанті реалізації винаходу перша і четверта пластини і/або друга і третя пластини зв'язані таким чином, що поворот першої пластини відносно другої пластини пов'язаний з поворотом четвертої пластини відносно третьої пластини. [16] Ще в одному варіанті реалізації винаходу перша і друга пластини розташовані з однієї сторони траєкторії проходження плівки, а третя і четверта пластини розташовані з протилежної сторони траєкторії проходження плівки. [17] Ще в одному варіанті реалізації винаходу перша пластина має множину нерадіальних канавок, а друга пластина має множину радіальних або нерадіальних пазів з кріпильними пристосуваннями в зазначених пазах і канавках. Зазначені кріпильні пристосування з'єднані зі 2 UA 112431 C2 5 10 15 20 25 30 35 40 45 50 55 стрижнями для ущільнювального скріплення. Таким чином, поворот першої пластини відносно другої пластини викликає переміщення зазначеного кріпильного пристосування в цьому відповідному пазу і цій відповідній канавці, яке тим самим приводить до зміни відстані від зазначеного відповідного стрижня для ущільнювального скріплення до центру барабана. [18] У різних варіантах реалізації винаходу нерадіальні канавки виконані криволінійними або спіральними. [19] У різних варіантах реалізації винаходу пластини виконані з оцинкованої сталі і/або виконані у вигляді дисків. [20] Згідно з третьою особливістю винаходу намотувальний пристрій для намотування пакетів або мішків або спосіб намотування пакетів або мішків включає револьверну головку, що виконана з можливістю повороту і має положення для центрального і поверхневого намотування і положення тільки для центрального намотування. На револьверній головці консольно встановлено два вали. Коли один вал перебуває в положенні для центрального і поверхневого намотування, інший вал перебуває в положенні тільки для центрального намотування. [21] В одному варіанті реалізації винаходу зштовхувальна лопать установлена в положенні для зштовхування, а ще в одному варіанті реалізації винаходу на кожному валу використовується шкребок, що проходить на 360 градусів. [22] У різних варіантах реалізації винаходу револьверний головка здійснює поворот навколо горизонтальної осі, і/або положення для центрального і поверхневого намотування перебуває не нижче положення для зштовхування, і/або положення для центрального і поверхневого намотування і положення тільки для центрального намотування перебувають у горизонтальній площині, і/або положення для зштовхування перебуває в тому ж самому місці, що і положення для центрального намотування. [23] Згідно з третьою особливістю винаходу намотувальний пристрій для намотування пакетів або мішків або спосіб намотування пакетів або мішків включає револьверну головку, виконану з можливістю повороту, що має щонайменше один вал, консольно встановлений на ній. Вал включає першу частину, виконану з можливістю складання стисканням у радіальному напрямку. [24] В одному варіанті реалізації винаходу перша частина виконана із двох протилежних деталей з еластичним балоном, розташованим усередині щонайменше однієї із зазначених деталей, таким чином, що надування еластичного балона приводить до збільшення довжини замкненого контуру першої частини, а випуск газу з еластичного балона приводить до зменшення довжини замкненого контуру першої частини. Друга частина може бути виконана так, що має порожню внутрішню область, з'єднану по рідкому середовищу з еластичним балоном, так що забезпечена можливість подачі текучого середовища до еластичного балона і її видалення з нього через внутрішню область зазначеної другої частини. [25] Ще в одному варіанті реалізації винаходу кожна із зазначених двох протилежних деталей має напівкруглу форму. [26] Ще в одному варіанті реалізації винаходу вал має другу частину, виконану без можливості складання стисканням. [27] Ще в одному варіанті реалізації винаходу перша і/або друга частини мають форму, що звужується. [28] Інші основні ознаки і переваги цього винаходу стануть очевидні для фахівців у цій галузі техніки з наступних фігур креслень, розділу опису "Здійснення винаходу" і прикладеної формули винаходу. КОРОТКИЙ ОПИС КРЕСЛЕНЬ [29] На фіг. 1 показаний перспективний вигляд машини для виготовлення пакетів або мішків відповідно до кращого варіанта реалізації винаходу; [30] на фіг. 2 показана машина для виготовлення пакетів або мішків відповідно до кращого варіанта реалізації винаходу; [31] на фіг. 3 показаний перспективний вигляд барабана відповідно до кращого варіанта реалізації винаходу; [32] на фіг. 4 показаний перспективний вигляд барабана відповідно до кращого варіанта реалізації винаходу; [33] на фіг. 5 показаний перспективний вигляд барабана відповідно до кращого варіанта реалізації винаходу; [34] на фіг. 6 показаний перспективний вигляд намотувального пристрою відповідно до кращого варіанта реалізації винаходу; 3 UA 112431 C2 5 10 15 20 25 30 35 40 45 50 55 60 [35] на фіг. 7 показаний перспективний вигляд машини для виготовлення пакетів або мішків відповідно до кращого варіанта реалізації винаходу; [36] на фіг. 8 показаний вигляд збоку вала відповідно до кращого варіанта реалізації винаходу і [37] на фіг. 9 показаний поперечний переріз вала відповідно до кращого варіанта реалізації винаходу. [38] Перед докладним розкриттям щонайменше одного варіанта реалізації винаходу слід зазначити, що він не обмежується у своєму застосуванні деталями конструкції і розташуванням компонентів, викладеними в наступному описі або проілюстрованими на фігурах креслень. Цей винахід може бути реалізований в інших варіантах або здійснений по-іншому. Також слід розуміти, що формулювання і термінологія, що використовуються в даному документі, застосовуються тільки з метою опису і не повинні розглядатися як обмежуючі. Однакові посилальні номери використовуються в цьому документі для позначення однакових компонентів. ЗДІЙСНЕННЯ ВИНАХОДУ [39] Хоча цей винахід буде проілюстрований з посиланням на конкретні машину і спосіб, насамперед слід розуміти, що цей винахід також може бути реалізований з іншими конструкціями або із застосуванням інших етапів. [40] Винахід забезпечує створення машини для виготовлення пакетів або мішків, яка є компактною і економічною у виготовленні. Машина краще включає загальну несучу конструкцію (або дві загальні бічні пластини) для подавальної, барабанної і випускної секцій. Кожна бічна пластина краще виконана у вигляді цільної деталі, на яку нанесено відпалене цинкове покриття, цинкове покриття і т. п. і яку не потрібно фарбувати або покривати чим-небудь після різання або формування. Компактність цієї конструкції забезпечує можливість занурення і оцинковування. [41] Барабан краще має регульований діаметр для забезпечення зміни довжини пакетів або мішків, а спосіб його виготовлення краще забезпечує можливість економії. Зокрема, у кращому варіанті реалізації винаходу забезпечується використання двох пар протилежних пластин. Одна пластина кожної пари має пази, а інша канавки. Пази і канавки розташовані під кутом відносно один одного. Стрижні для ущільнювального скріплення для барабана прикріплені до кріпильних пристосувань, що здійснюють переміщення в цих пазах і канавках. Таким чином, по мірі повороту пластин відносно одна одної змінюється місце розташування кріпильного пристосування і відстань стрижня для ущільнювального скріплення від центра барабана. [42] Машина для виготовлення пакетів або мішків краще включає намотувальний пристрій, який краще включає револьверну головку з двома валами. Револьверна головка має положення початку намотування, у якому відбувається більша частина намотування і при якому намотування є центральним і поверхневим. Револьверна головка має положення закінчення намотування, у якому відбувається решта намотування і яке являє собою положення тільки для центрального намотування. Таким чином, більша частина намотування є центральним і поверхневим, яке забезпечує щільне намотування, а зовнішня частина являє собою тільки центральне намотування, яке може бути більш вільним. Револьверна головка краще включає положення для зштовхування, яке перебуває не вище положень для намотування. Таким чином, забезпечена можливість падіння рулонів на підлогу без зіткнення з валом для намотування. Вали краще мають конструкцію, що забезпечує можливість складання стисканням для полегшення видалення намотаних рулонів. [43] На фіг. 1 показаний перспективний вигляд машини 100 для виготовлення пакетів або мішків, яка включає дві бічні несучі конструкції 101 і 102, подавальну секцію 104, барабанну секцію 106 і випускну секцію 108. "Подавальна секція" у значенні, що використовується в цьому документі, являє собою секцію машини для виготовлення пакетів або мішків, у якій здійснюється подача плівки, її екструзія, розмотування і т. п. "Барабанна секція" у значенні, що використовується в цьому документі, являє собою секцію машини для виготовлення пакетів або мішків, у якій здійснюють ущільнювальне скріплення плівки для формування пакетів або мішків. "Випускна секція" у значенні, що використовується в цьому документі, являє собою секцію машини для виготовлення пакетів або мішків, у яку плівку направляють після ущільнювального скріплення, і може використовуватися для складання, перфорування, намотування і т. п. В альтернативних варіантах реалізації винаходу використовується більша або менша кількість цих секцій. [44] Кожна бічна несуча конструкція 101 і 102 виконана у вигляді цільної металевої пластини. Ця цільна металева пластина краще виконана з оцинкованої сталі. У різних варіантах реалізації винаходу пластини можуть бути виконані з відпаленої і оцинкованої сталі, нержавіючої сталі, алюмінію або з комбінацій цих та інших матеріалів. "Цільна металева 4 UA 112431 C2 5 10 15 20 25 30 35 40 45 50 55 60 пластина" у значенні, що використовується в цьому документі, являє собою металеву пластину, виконану без утримання разом за допомогою кріпильних елементів, таких як болти, гвинти, заклепки і т. п. [45] Ці різні секції прикріплено до несучих конструкцій 101 і 102 і між ними. Несучі конструкції виконані такого розміру, який забезпечує можливість занурення і оцинковування. Після формування їх не офарблюють і не піддають якому-небудь покриттю. Несучі конструкції формують при різанні пластини, її обробці на верстаті, виконанні в ній отворів і т. п. Оскільки несуча конструкція являє собою цільну пластину і після формування не зазнає фарбування або нанесення покриття, кожна несуча конструкція діє як цільна електропровідна з'єднувальна перемичка, вона забезпечує зменшення електростатичного розряду і не має областей електропровідних сполучних поверхонь, що створюють шкідливі високочастотні перешкоди. Зазначені дві бічні пластини можуть бути з'єднані третім елементом несучої конструкції, який являє собою електропровідну сполучну перемичку, для зменшення електростатичного розряду. "З'єднання електропровідною перемичкою" у значенні, що використовується в цьому документі, являє собою використання незалежного з'єднання між провідниками або між провідником і матеріалом, що розсіює енергію, щоб створити шлях низького повного електричного опору для полегшення міграції заряду там, де це не може бути забезпечено іншим способом. "Електропровідна сполучна перемичка" у значенні, що використовується в цьому документі, являє собою провідник для з'єднання електропровідною перемичкою, щоб забезпечити створення ефективного електропровідного шляху на землю для високочастотних перешкод, таких як у діапазоні 50 кГц - 1 Мгц. "Цільна електропровідна сполучна перемичка" у значенні, що використовується в цьому документі, являє собою електропровідну сполучну перемичку, сформовану із цільної металевої пластини або деталі. [46] Машина 100 для виготовлення пакетів або мішків краще включає верхні розсувні двері, виконані з полікарбонатної термопластичної смоли отвори і мають отвори 110 для доступу величиною шість дюймів (15 см). Бічні пластини 101 і 102 краще виконані з листової сталі типорозміру "8 GA" (0,1644 дюйма (4,18 мм)). Розміри бічних несучих конструкцій 101 і 102 краще становлять у довжину 10 футів (3 м), у висоту 39 дюймів (99 см), а сама машина краще виконана шириною 42 дюйма (107 см). [47] У різних альтернативних варіантах реалізації винаходу подавальну секцію і/або випускну секцію виконують такою, що мають або має власні бічні несучі конструкції. Крім того, барабанна секція може не використовуватися. [48] На фіг. 2 показана траєкторія проходження плівки 201 відносно машини 100 для виготовлення пакетів або мішків, що має подавальну секцію, 104, барабанну секцію 106 і випускну секцію 108. Секція 104 включає розмотувальний пристрій. Машина може бути виконана з однією робочою доріжкою або двома робочими доріжками. В альтернативних варіантах реалізації винаходу плівку подають через вузол регулювання натягу від екструдера. Траєкторія плівки проходить від подавальної секції, 102 до барабанної секції 104. [49] Барабанна секція 106 включає барабан з притискним полотном. Барабан краще виконаний відповідно до нижченаведеного опису і має щонайменше один стрижень для ущільнювального скріплення. Краще використовується множина стрижнів для ущільнювального скріплення, а ще краще чотири стрижні для ущільнювального скріплення і які мають максимальний діаметр 38 дюймів (97 см). У кращому варіанті реалізації винаходу барабан має регульований діаметр. "Барабан з регульованим діаметром" у значенні, що використовується в цьому документі, являє собою барабан, у якому відстань між стрижнями для ущільнювального скріплення і відстань від стрижня для ущільнювального скріплення до центру барабана є регульованою. В альтернативних варіантах реалізації винаходу використовується барабанна секція, виконана відповідно до відомих технічних рішень. Притискне полотно може мати відому конструкцію. В одному варіанті реалізації винаходу барабан не використовується або не має стрижнів для ущільнювального скріплення, або його стрижні для ущільнювального скріплення відключені. У такому альтернативному варіанті реалізації винаходу зазначена машина може бути використана для виконання листів без яких-небудь ущільнювальних скріплень. Стрижні для ущільнювального скріплення можуть бути відомими стрижнями для ущільнювального скріплення або ще новішими відомими стрижнями для ущільнювального скріплення з перфорацією, сформованою на барабані. [50] Траєкторія плівки проходить від барабанної секції 106 до випускної секції 108. У кращому варіанті реалізації винаходу випускна секція 108 включає складальний пристрій 203, затискні засоби 205, ніж або перфоратор 207, пристрій 209 для регулювання натягу, датчик 211 перфорації і намотувальний пристрій 213. Траєкторія проходження плівки 201 проходить через ці компоненти в зазначеному вище порядку. У кращому варіанті реалізації винаходу 5 UA 112431 C2 5 10 15 20 25 30 35 40 45 50 55 використовуються різні компоненти для вирішення різних завдань. При складанні зіркою (starfolded) (поздовжньому фальцюванню (prefolded)) не використовується ні дошка для складання, ні затискні засоби перед перфоратором. Для плоских полотнищ, складених поверх V-подібної дошки краще використовуються затискні засоби до використання перфоратора. "Складальний пристрій " у значенні, що використовується в цьому документі, являє собою пристрій, який є частиною машини для виготовлення пакетів або мішків або використовується з нею і яка здійснює складання плівки або складання пакетів або мішків після формування. "Намотувальний пристрій " у значенні, що використовується в цьому документі, являє собою пристрій, який є частиною машини для виготовлення пакетів або мішків або використовується з нею і яка здійснює намотування плівки, або намотування пакетів або мішків після формування. "Перфоратор" у значенні, що використовується в цьому документі, являє собою пристрій, який є частиною машини для виготовлення пакетів або мішків або використовується з нею і здійснює перфорування плівки. В одному кращому варіанті реалізації винаходу пристрій (накопичувач) 209 для регулювання натягу не використовується. [51] В альтернативних варіантах реалізації винаходу складальний пристрій 203 може бути виконаний відмінним від складального пристрою з V-подібною дошкою або може бутиопущений. У різних варіантах реалізації винаходу перфоратор 205 краще виконаний у вигляді ножа і може являти собою перфоратор, установлений поперек полотнища, перфоратор, що входить до складу потокової лінії, перфоратор синусоїдальної зміни, діагональний перфоратор або інші перфоратори. Перфоратор 205 може бути опущений за умови використання ще новіших стрижнів для ущільнювального скріплення, якими формується перфорація, або якщо в перфорації немає необхідності. У кращому варіанті реалізації винаходу датчик 211 перфорації виконаний оптичним, однак він може бути виконаний таким, що має іншу конструкцію або опущений, якщо в ньому немає необхідності. Намотувальний пристрій 213 докладно описаний нижче, але в кращому варіанті реалізації винаходу включає револьверну головку з двома валами. [52] На фіг. 3, 4 і 5 показані перспективні вигляди барабана 301. Конструкції, показані на фіг. 3, 4 і 5, трохи відрізняються одна від одної, але кожна з них виконана відповідно до кращого варіанта реалізації винаходу. Барабан 301 включає дві пари пластин. Перша пара включає пластини 303 і 304. Друга пара пластин включає пластину 306 і пластину, розташовану за пластиною 306, відповідну до пластини 303. На фіг. 4 і 5 показані пластини 304 і 306. [53] Пластини 304 і 306 мають множину радіальних пазів, виконаних у них. Пластина 303 і відповідна їй пластина мають нерадіальні канавки 313, виконані в них. Нерадіальні канавки також представлено на пластині 304 на фіг. 4 і 5 (хоча пластина 303 навіть не показана), щоб проілюструвати спосіб, яким здійснюють зміну діаметра барабана і довжини пакетів або мішків. Однак у кращому варіанті реалізації винаходу нерадіальні канавки виконані тільки на пластині 303 і відповідній пластині, а не на пластинах 304 і 306. "Нерадіальні канавки" у значенні, що використовується в цьому документі, являють собою канавку, що проходить у нерадіальному напрямку. "Радіальні пази" у значенні, що використовується в цьому документі, являють собою пази, що проходять у радіальному напрямку. В альтернативних варіантах реалізації винаходу зазначені нерадіальні пази виконані прямими, криволінійними, спіральними або іншої форми. Ще в одних альтернативних варіантах реалізації винаходу пази виконані криволінійними, а канавки прямими або канавки виконані під кутом або з кроком, відмінним від пазів, або канавки виконані на пластині 304, а пази на пластині 303. Канавки і пази можуть бути виконані нерадіальними за умови, що вони проходять під кутом або з кроком відносно один одного. [54] Монтажні кріпильні пристосування 315 співвіднесені з кожними канавкою і пазом (з номером показано одне, інші ідентичні). Зокрема, кріпильні пристосування 315 містять у собі напрямний блок 315A (див. фіг. 3), прикріплений до напрямної 315B. Напрямна 315 B перебуває як у пазу 311, так і в канавці 313. Коли пластину 304 повертають відносно пластини 303, напрямна 315B переміщається як у пазу 311, так і канавці 313. Нерадіальна конфігурація канавки 313 змушує напрямні 315 переміщатися до центру пластин 303 і 304 або від нього. [55] Поперечний елемент 315D з'єднує напрямні блоки 315A, зв'язані з пластиною 306, з напрямними блоками 315A, зв'язаними з пластиною 304. Таким чином, у міру повороту пластини 303 відносно пластини 304 і повороту пластини 306 відносно іншої відповідної пластини і у міру переміщення напрямних блоків 315A і напрямних 315B до центру пластин 304 і 306 або від нього, поперечні елементи 315D переміщаються до центру барабана 301 або від нього. Для збільшення міцності напрямна 315C виконана тільки в пазах 311. Стрижні для ущільнювального скріплення встановлені по необхідності на поперечних елементах 315D. Таким чином, стрижні для ущільнювального скріплення також переміщаються в міру зміни 6 UA 112431 C2 5 10 15 20 25 30 35 40 45 50 55 60 діаметра барабана. У кращому варіанті реалізації винаходу використовуються дванадцять поперечних елементів і чотири стрижні для ущільнювального скріплення. [56] У кращому варіанті реалізації винаходу пластини 303 і 304 виконані з можливістю повороту відносно одна одної з використанням кутового колінчатого важеля. Два затискачі 320 запобігають повороту цих пластин при роботі машини. З'єднувач 322 з'єднує дві пари пластин для забезпечення того, що діаметр барабана однаковий з обох боків. Для забезпечення повороту цих пластин відносно одна одної кутовий колінчатий важіль може бути прикріплений до зубчастого колеса біля затискача 320. В альтернативних варіантах реалізації винаходу для здійснення регулювання дисків або пластин використовується двигун, а коли машина зупинена, може бути використана плівка, що рухається, або кутовий колінчатий важіль. Пластини краще виконані з оцинкованої сталі, краще з декапірованої і змазаної ("pickled and oiled") сталі товщиною ¼ дюйма (6,4 мм) з пазами/канавками, прорізаними лазером. [57] На фіг. 6 і 7 показаний намотувальний пристрій відповідно до кращого варіанта реалізації винаходу, який включає вали 601 і 603, установлені на револьверній головці 605. Два вали використовуються тому, що ця конструкція є економічно доцільною. При роботі плівка наближається до вала 601. Транспортер 703 забезпечує підтримку для початку процесу намотування. Для полегшення початку цього процесу може бути використаний відомий пристрій з повітряною горловиною (airhorn). [58] Після початку цього процесу револьверна головка не рухається, і триває намотування рулону в початковому положенні. Якщо перфорація переривається, револьверна головка видає вказівний сигнал і намотування починається на іншому валу. У початковому положенні намотування є центральним і поверхневим, тому це положення є положенням для центрального і поверхневого намотування. "Положення для центрального і поверхневого намотування" у значенні, що використовується в цьому документі, є положенням на револьверній головці, при якому намотування є як центральним, так і поверхневим. Таке намотування в цілому забезпечує більш щільне намотування. Центральне і поверхневе намотування може забезпечувати більш гарний зовнішній вигляд на поверхні рулону, навіть якщо задано великий натяг. [59] Після намотування більшої частини рулону, у кращому варіанті реалізації винаходу 7595 % намотування, здійснюється поворот револьверної головки таким чином, що вал 601 переміщається в положення вала 603. Намотування рулону тут завершується за допомогою тільки центрального намотування. Таким чином, положення, у якому показаний вал 603, є положенням тільки для центрального намотування. Тільки центральне намотування для 5-25 % намотування, що залишилися, сприяє зштовхуванню намотаного рулону і зменшенню необхідності в третьому положенні для вала, воно забезпечує спрощену конструкцію транспортера, і при цьому рулон, що зштовхується, не падає в область намотування. "Положення тільки для центрального намотування" у значенні, що використовується в цьому документі, є положенням на револьверній головці, у якому намотування є центральним і не є поверхневим. Таке намотування в цілому забезпечує більш вільне намотування. Якщо натяг заданий занадто сильним, намотування, що здійснюється тільки центрально, може приводити до утворення ліній напруги і поздовжнім зморшкам. [60] Зштовхувальна лопать 705 робить видалення рулону з вала в положенні, у якому показаний вал 603. Зштовхувальна лопать 705 працює так, як відомо в цій галузі техніки. Оскільки видалення рулону відбувається в місці розташування показаного вала 603, то це положення також є положенням для зштовхування. У кращому варіанті реалізації винаходу положення для зштовхування і тільки для центрального намотування збігаються, хоча вони можуть відрізнятися. "Положення для зштовхування" у значенні, що використовується в цьому документі, є положенням на револьверній головці, у якому відбувається зштовхування рулону з вала, наприклад зштовхувальною лопаттю. В альтернативному варіанті реалізації винаходу на кожному валу замість зштовхувальної лопаті або разом з нею використовується шкребок, що проходить на 360 градусів. [61] Положення для зштовхування є таким, що рулон, що зштовхується, не буде заважати намотуванню, тому що воно перебуває не вище положення для центрального і поверхневого намотування. У результаті цього, коли рулон падає, він не зачіпає інший вал. "Положення перебуває не нижче іншого положення" у значенні, що використовується в цьому документі, означає, що коли проводиться видалення рулону з першого положення, він не вдарить нічого з того, що перебуває в другому положенні. У кращому варіанті реалізації винаходу револьверна головка виконана вертикальною, а вали перебувають у горизонтальній площині. На фігурах креслень показана краща конструкція приводного паса, у якій здійснюється привод обох валів, що перебувають під керуванням одного з двох серводвигунів. 7 UA 112431 C2 5 10 15 20 25 30 35 40 45 50 55 60 [62] В альтернативних реалізаціях винаходу використовуються інші конструкції і варіанти розміщення устаткування, наприклад, не використовуються револьверна головка з одним валом і накопичувач, що перебуває вище по технологічному ланцюжку. Інші варіанти реалізації винаходу містять у собі поворот секції намотувального пристрою так що револьверна головка перебуває в горизонтальній площині або діагональній площині. [63] Показаний на фіг. 8 і 9 вал 601 включає першу частину 801 і другу частину 803. Друга частина 803 краще виконана з можливістю складання стисканням і включає верхню частину 805 і нижню частину 804. Еластичний балон 806 розташований між верхньою і нижньою частинами. Рідке середовище, таке як повітря, подається через повітряний канал 808 у частині 801. Таким чином, еластичний балон 506 з'єднаний по рідкому середовищу з джерелом рідкого середовища. Термін "з'єднаний по рідкому середовищу" у значенні, що використовується в цьому документі, відноситься до з'єднання, яке забезпечує можливість проходження рідкого середовища, включаючи газ, від однієї частини до іншої. Вали можуть бути встановлені на існуючих намотувальних пристроях. [64] При намотуванні забезпечена можливість розширення валу 601 розтисненням (таким чином, як показано на фіг. 9), а при видаленні рулону забезпечена можливістю додавання валу 601 стисканням для спрощення видалення. У відомих валах виконані повітряні канали для направлення повітря до отворів у зазначеній поверхні (для спрощення видалення рулону). Це джерело повітря може бути використане для надування еластичного балона, а також може бути спрямоване до отворів у поверхні валу 601 для спрощення видалення рулону. Для керування повітряним потоком можуть бути використані один або більша кількість клапанів. [65] У кращому варіанті реалізації винаходу вал виконаний з можливістю складання стисканням у радіальному напрямку, а в альтернативних варіантах реалізації винаходу складання стисканням здійснюють по-іншому. У кращому варіанті реалізації винаходу використовуються частини 804 і 805 круглої форми, завдяки чому при розширенні розтисненням поперечний переріз їх зовнішньої периферії являє собою повну окружність. В альтернативних варіантах реалізації винаходу використовуються інші форми. "Виконаний з можливістю складання стисканням у радіальному напрямку" у значенні, що використовується в цьому документі, означає можливість складання стисканням у радіальному напрямку із забезпеченням зменшення довжини замкненого контуру. "Напівкругла форма" у значенні, що використовується в цьому документі, являє собою круглу форму, розрізану навпіл по діаметру. [66] В одному альтернативному варіанті реалізації винаходу використовується частина 803 валу, що має прямокутний, краще квадратний, поперечний переріз, і при надуванні секції 804 і 805 є прямокутними або квадратними. На плівку в міру її намотування наносять адгезив. Рулони з невеликою кількістю пакетів або мішків, наприклад 5-10, є прямокутними або квадратними, забезпечуючи можливість розміщення інформаційних повідомлень на кожній плоскій поверхні. Також забезпечена можливість укладання цих квадратних або прямокутних рулонів у стопу, щоб уникнути необхідності складання пакетів або мішків у квадратну/прямокутну картонну коробку. Навколо квадратного рулону перед його зштовхуванням з квадратного валу може бути обгорнена етикетка. Застосування поліетиленової друкованої етикетки забезпечує можливість спрощення повторної переробки (виробником) відбракованого продукту без необхідного для цього видалення паперової етикетки або стрічки (що звичайно виконується вручну). [67] Еластичний балон 806 краще виконаний у вигляді еластичного балона для повітря, хоча в альтернативних варіантах реалізації винаходу використовуються рідини, такі як гідравлічні текучі середовища. Ще одні варіанти реалізації винаходу містять у собі механічні засоби, такі як важільний механізм, що проходить через середину валу і приводиться в дію з одного кінця валу, або використання клиноподібної конструкції, або використання конструкції важільного механізму з чотирма стрижнями. [68] У кращому варіанті реалізації винаходу частини 804 і 805 виконані такими, що звужуються, і мають менший діаметр біля кінчика при випуску газу. В інших варіантах реалізації винаходу такою, що звужується, може бути виконана тільки одна частина або інша або жодна з них не виконана такою, що звужується. [69] У даному винаході можуть бути виконані численні модифікації, які, проте, охоплюються його обсягом, що заявляється. Таким чином, повинно бути очевидним, що відповідно до цього винаходу розкриті спосіб і пристрій відносно машини для виготовлення пакетів або мішків і або намотувальний пристрій і/або спосіб виготовлення або намотування пакетів або мішків, які повністю відповідають завданням і перевагам, викладеним вище. Хоча цей винахід описаний з посиланням на конкретні варіанти його реалізації, фахівцям у цій галузі техніки буде очевидно, що існують інші численні його альтернативи, модифікації і варіанти. Відповідно, він охоплює всі такі альтернативи, модифікації і варіанти, які охоплюються прикладеною формулою винаходу. 8 UA 112431 C2 ФОРМУЛА ВИНАХОДУ 5 10 15 20 25 30 35 1. Машина для виготовлення пакетів або мішків із трубчастої плівки, що включає: подавальну секцію; барабанну секцію, що включає барабан, яка розташована з можливістю приймання плівки від подавальної секції і що включає в себе щонайменше один стрижень для ущільнювального скріплення на цьому барабані, при цьому стрижень для ущільнювального скріплення виконаний з можливістю формування пакетів або мішків за допомогою ущільнювального скріплення зазначеної плівки; випускну секцію, розташовану з можливістю приймання плівки з барабанної секції; і першу і другу бічні несучі конструкції, причому барабанна секція прикріплена до першої і другої бічних несучих конструкцій, перша бічна несуча конструкція виконана у вигляді цільної металевої пластини, і друга бічна несуча конструкція виконана у вигляді цільної металевої пластини, причому перша і друга бічні несучі конструкції виконані у вигляді електропровідної з'єднувальної перемички. 2. Машина для виготовлення пакетів або мішків за п. 1, у якій перша і друга бічні несучі конструкції містять щонайменше одну таку речовину як оцинкована сталь, відпалена і оцинкована сталь, нержавіюча сталь або алюміній. 3. Машина для виготовлення пакетів або мішків за п. 2, у якій випускна секція включає складальний пристрій і намотувальний пристрій. 4. Машина для виготовлення пакетів або мішків за п. 3, у якій випускна секція включає щонайменше перфоратор і/або ніж, що рубає. 5. Машина для виготовлення пакетів або мішків за п. 4, у якій барабанна секція включає барабан з регульованим діаметром, яким забезпечена можливість регулювання довжини пакета або мішка. 6. Машина для виготовлення пакетів або мішків за п. 1, у якій зазначений щонайменше один стрижень для ущільнювального скріплення включає перфоратор. 7. Машина для виготовлення пакетів або мішків за п. 1, у якій випускна секція прикріплена до першої і другої бічних несучих конструкцій. 8. Машина для виготовлення пакетів або мішків за п. 7, у якій подавальна секція прикріплена до першої і другої бічних несучих конструкцій. 9. Машина для виготовлення пакетів або мішків за п. 1, у якій перша бічна несуча конструкція виконана у вигляді цільної електропровідної з'єднувальної перемички і друга бічна несуча конструкція виконана у вигляді цільної електропровідної з'єднувальної перемички, при цьому перша бічна несуча конструкція і друга бічна несуча конструкція з'єднані третім елементом несучої конструкції, виконаним у вигляді електропровідної з'єднувальної перемички. 10. Машина для виготовлення пакетів або мішків за п. 1, у якій перша і друга бічні несучі конструкції з'єднані для заземлення. 9 UA 112431 C2 10 UA 112431 C2 11 UA 112431 C2 12 UA 112431 C2 13 UA 112431 C2 14 UA 112431 C2 Комп’ютерна верстка О. Гергіль Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 15
ДивитисяДодаткова інформація
Автори англійськоюSelle, Paul, White, Christopher, Campbell, James, Rymer, Timothy
Автори російськоюСелле Пол, Уайт Кристофер, Кэмпбэлл Джэймс, Раймэр Тимоти
МПК / Мітки
МПК: B31B 19/10
Мітки: машина, пакетів, виготовлення
Код посилання
<a href="https://ua.patents.su/17-112431-mashina-dlya-vigotovlennya-paketiv.html" target="_blank" rel="follow" title="База патентів України">Машина для виготовлення пакетів</a>
Роторна машина для виготовлення пакетів (варіанти), спосіб виготовлення пакетів, наконечник для зварювального елемента роторної машини та перфоратор цієї машини
Номер патенту: 102080
Опубліковано: 10.06.2013
Автори: Селле Пол А., Піллуітц Грегорі Т.
МПК: B65B 61/10, B31B 1/16
Мітки: виготовлення, роторна, наконечник, машини, цієї, пакетів, перфоратор, зварювального, роторної, спосіб, варіанти, машина, елемента
Формула / Реферат:
1. Роторна машина для виготовлення пакетів, що включає: секцію введення;обертовий барабан, розташований так, що на нього надходить стрічка із секції введення, при цьому обертовий барабан включає щонайменше одну зварювальну планку;секцію виводу, розташовану так, що на неї надходить стрічка з обертового барабана;у якій принаймні одна зварювальна планка включає зварювальну зону, що формує єдиний зварний шов, і також включає...
Установка для виготовлення пакетів і машина для намотування
Номер патенту: 95117
Опубліковано: 11.07.2011
Автор: Селле Пол А.
МПК: B31B 19/00
Мітки: виготовлення, машина, намотування, установка, пакетів
Формула / Реферат:
1. Машина для намотування для установки для виробництва пакетів, що містить: подавальний вузол захоплення, встановлений між двома подавальними барабанами, перший шпиндель, розташований за першим вибраним маршрутом руху плівки, у якому плівка, після виходу з подавального вузла захоплення, може рухатись першим вибраним маршрутом руху плівки до першого шпинделя для намотування на перший шпиндель, і другий...
Машина для формування і транспортування пакетів дерев
Номер патенту: 70952
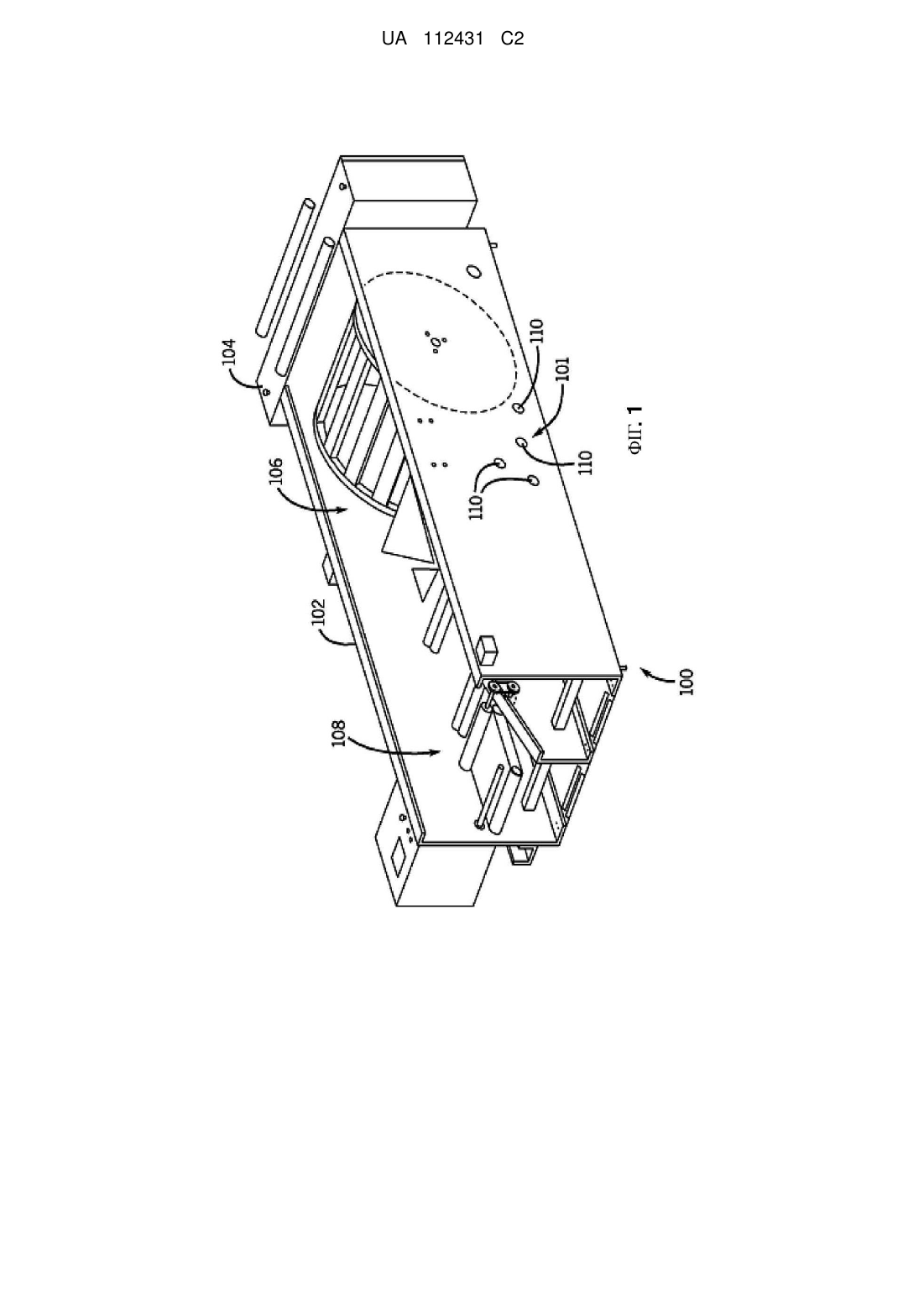
Опубліковано: 25.06.2012
Автори: Мельник Василь Андрійович, ЯСЬКО ВІКТОР АНАТОЛІЙОВИЧ, Божок Аркадій Михайлович
МПК: B60P 3/40
Мітки: формування, пакетів, машина, дерев, транспортування
Формула / Реферат:
Машина для формування і транспортування пакетів дерев, яка включає самохідне шасі з установленими на його рамі поворотною в горизонтальній і вертикальній площинах телескопічною стрілою з гідрозахоплювачем і поворотним в горизонтальній площині пакетувальним пристроєм, яка відрізняється тим, що телескопічна стріла змонтована на повноповоротній в горизонтальній площині колонці і виконана у вигляді зовнішньої та середньої і внутрішньої секцій з...
Пристрій для виготовлення, наповнення і запечатування пакетів із термосклейного матеріалу
Номер патенту: 60767
Опубліковано: 15.02.2006
Автори: Мироненко Віталій Олексійович, Голованов Сергій Віталійович
МПК: B65B 9/06
Мітки: матеріалу, пристрій, виготовлення, запечатування, пакетів, наповнення, термосклейного
Формула / Реферат:
Гербіцидна композиція включає римсульфурон, тифенсульфурон-метил, поверхнево-активні речовини та інші допоміжні речовини, причому додатково містить нітрат амонію.
Пристрій для виготовлення пакетів з термозварювальної плівки
Номер патенту: 39433
Опубліковано: 25.02.2009
Автори: Малашин Микола Олександрович, Боровик Олег Васильович
МПК: B65B 9/06
Мітки: пристрій, пакетів, термозварювальної, плівки, виготовлення
Формула / Реферат:
Пристрій для виготовлення пакетів з термозварювальної плівки, що містить рукавоутворювач, трубу для подачі продукту в рукав, пристосування для утворення поздовжнього шва, пристосування для утворення поперечних швів і механізм протягування рукава, який включає змонтовану з можливістю зворотно-поступального переміщення каретку з затискними елементами, який відрізняється тим, що механізм, який протягує, виконаний у вигляді кільцевого сектора, що...
Попередній патент: Пальник
Наступний патент: Дозатор насіння з різницею тиску повітря
Випадковий патент: Спосіб лапароскопічного ушивання порожнистих органів