Роторна машина для виготовлення пакетів (варіанти), спосіб виготовлення пакетів, наконечник для зварювального елемента роторної машини та перфоратор цієї машини
Формула / Реферат
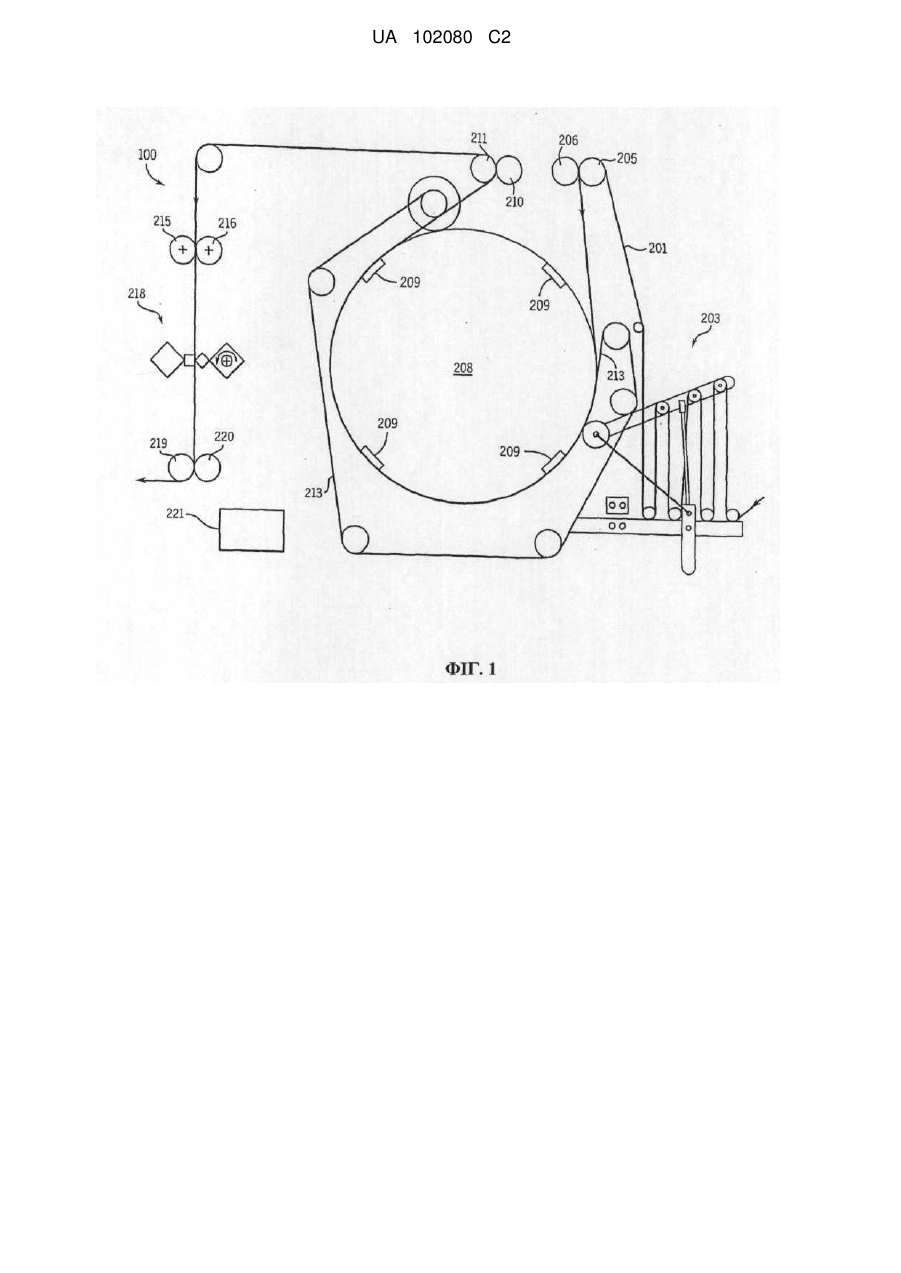
1. Роторна машина для виготовлення пакетів, що включає: секцію введення;
обертовий барабан, розташований так, що на нього надходить стрічка із секції введення, при цьому обертовий барабан включає щонайменше одну зварювальну планку;
секцію виводу, розташовану так, що на неї надходить стрічка з обертового барабана;
у якій принаймні одна зварювальна планка включає зварювальну зону, що формує єдиний зварний шов, і також включає нитку розжарення, що являє собою зону знеміцнення всередині зварювальної зони, котра формує знеміцнену зону всередині єдиного зварного шва; і
розділяючий шар на принаймні частині принаймні однієї зварювальної зони.
2. Роторна машина для виготовлення пакетів за п. 1, у якій нитка розжарення піднята відносно зварювальної зони, і в якій нитка розжарення прокладена стібками у зварювальній зоні.
3. Роторна машина для виготовлення пакетів за п. 2, у якій поверхня зварювальної зони, що стикається із плівкою, має дугоподібну форму.
4. Роторна машина для виготовлення пакетів за п. 3, у якій перший матеріал розташований під ниткою розжарення.
5. Роторна машина для виготовлення пакетів за п. 4, у якій перший матеріал складається зі стрічки Kapton®, а розділяючий шар складається зі стрічки Teflon®.
6. Роторна машина для виготовлення пакетів за п. 5, у якій нитка розжарення являє собою дріт з NiCr.
7. Роторна машина для виготовлення пакетів за п. 1, у якій зварювальна зона включає наконечник, а розділяючий шар і нитка розжарення розташовані на наконечнику.
8. Роторна машина для виготовлення пакетів за п. 3, що також включає джерело імпульсного живлення, приєднане до нитки розжарення.
9. Роторна машина для виготовлення пакетів за п. 3, що також включає регульоване джерело живлення, приєднане до нитки розжарення.
10. Роторна машина для виготовлення пакетів за п. 1, у якій зварювальна зона включає алюмінієвий нагрівальний блок.
11. Роторна машина для виготовлення пакетів за п. 10, у якій зона знеміцнення включає велику кількість отворів в алюмінієвому нагрівальному блоці.
12. Роторна машина для виготовлення пакетів за п. 11, у якій нитка розжарення розміщена всередині і між великою кількістю отворів.
13. Роторна машина для виготовлення пакетів за п. 12, у якій нитка розжарення складається приблизно на 80 % з нікелю і 20 % із хрому і має опір приблизно 4 Ом/фут.
14. Спосіб виготовлення пакетів, що включає: приймання стрічки;
формування єдиного шва на стрічці з використанням зварювальної планки на обертовому барабані шляхом приведення стрічки в стикання зі зварювальною планкою, що має розділяючий шар над принаймні частиною зварювальної поверхні;
формування перфорації всередині єдиного зварного шва протягом принаймні частини часу формування першого зварного шва шляхом приведення стрічки в стикання з ниткою розжарення; і
відведення плівки від зварювальної планки.
15. Спосіб за п. 14, у якому приведення стрічки в стикання з розділяючим шаром включає приведення стрічки в стикання з першим матеріалом, і також включає приведення стрічки в стикання із другим матеріалом під ниткою розжарення, де формується перфорація.
16. Спосіб за п. 14, у якому приведення стрічки в стикання зі зварювальною планкою включає приведення стрічки в стикання з дугоподібною поверхнею наконечника на зварювальній планці.
17. Спосіб за п. 15, у якому приведення стрічки в стикання зі зварювальною планкою включає прикладення більшого тиску в області шва під тасьму, що затягує, ніж в області, що не належить до тасьми, що затягує.
18. Спосіб за п. 14, що також включає керування нагріванням у нитці розжарення за сигналом зворотного зв'язку.
19. Спосіб за п. 18, що також включає імпульсне живлення нитки розжарення.
20. Спосіб за п. 14, що також включає регулювання потужності живлення, що подається на нитку розжарення.
21. Спосіб за п. 15, у якому приведення стрічки в стикання зі зварювальною планкою включає приведення стрічки в стикання з алюмінієвим нагрівальним блоком, що має розділяючий шар.
22. Спосіб за п. 21, що також включає спостереження за сигналом, що показує нагрівання нитки розжарення, і керування живленням, що підводиться до нитки розжарення, залежно від сигналу.
23. Роторна машина для виготовлення пакетів, що включає: засоби для приймання стрічки;
зварювальні засоби для розплавлювання стрічки і створення на стрічці єдиного зварного шва та знеміцненої зони всередині єдиного зварного шва при проходженні стрічки по обертовому барабану;
розділяючі засоби для полегшення відділення розплавленої стрічки від зварювальних засобів.
24. Роторна машина для виготовлення пакетів за п. 23, у якій розділяючі засоби включають перший матеріал там, де стрічка знеміцнена, і другий матеріал там, де інша частина стрічки зварена, і в якій зварювальні засоби включають нитку розжарення, стібки якої проходять у зварювальній зоні і проходять у першому матеріалі.
25. Роторна машина для виготовлення пакетів за п. 23, у якій зварювальна зона має наконечник, поверхня якого, що має дугоподібну форму, стикається із плівкою.
26. Роторна машина для виготовлення пакетів за п. 23, у якій розділяючі засоби складаються із принаймні однієї зі стрічок - стрічки Kapton® і стрічки Teflon®.
27. Роторна машина для виготовлення пакетів за п. 24, у якій нитка розжарення являє собою дріт з NiCr.
28. Роторна машина для виготовлення пакетів за п. 23, у якій зварювальні засоби включають перші засоби для зварювання частини стрічки під тасьму, що затягує, і другі засоби для зварювання частини стрічки, що не належить до тасьми, що затягує.
29. Роторна машина для виготовлення пакетів за п. 28, що також включає засоби для регулювання нагрівання нитки розжарення за сигналом зворотного зв'язку.
30. Роторна машина для виготовлення пакетів за п. 29, що також включає засоби для підведення живлення до нитки розжарення.
31. Роторна машина для виготовлення пакетів за п. 27, у якій зварювальні засоби включають алюмінієвий нагрівальний блок.
32. Роторна машина для виготовлення пакетів за п. 31, у якій в алюмінієвому нагрівальному блоці є велика кількість отворів.
33. Роторна машина для виготовлення пакетів за п. 32, у якій нитка розжарення розміщена всередині і між великою кількістю отворів.
34. Наконечник для зварювального елемента роторної машини для виготовлення пакетів, що включає розділяючий шар для розміщення над наконечником і нитку розжарення, стібками введену в розділяючий шар і в наконечник, який включає зварювальну область і область перфорації.
35. Наконечник за п. 34, у якому розділяючий шар складається з першого матеріалу, що примикає до нитки розжарення, і другого матеріалу у всіх інших місцях на поверхні наконечника.
36. Наконечник за п. 35, у якому нитка розжарення являє собою дріт з NiCr.
37. Наконечник за п. 36, у якому нитка розжарення піднята в області шва під тасьму, що затягує, відносно іншої частини зварювальної області.
38. Наконечник за п. 37, у якому є велика кількість отворів у наконечнику, і нитка розжарення розміщена всередині і між великою кількістю отворів.
39. Наконечник за п. 36, у якому є велика кількість отворів у наконечнику, і нитка розжарення розміщена всередині і великою кількістю отворів.
40. Перфоратор роторної машини для виготовлення пакетів, що включає розділяючий шар для розміщення над нагрівачем і нитку розжарення, стібками введену в розділяючий шар і в нагрівач.
41. Перфоратор за п. 40, у якому розділяючий шар складається з першого матеріалу, що примикає до нитки розжарення, і другого матеріалу у всіх інших місцях на поверхні нагрівача.
42. Перфоратор за п. 41, у якому нитка розжарення являє собою дріт з NiCr.
43. Перфоратор за п. 42, у якому нитка розжарення піднята в області шва під тасьму, що затягує, відносно іншої частини зварювальної області.
44. Перфоратор за п. 43, у якому є велика кількість отворів у нагрівачі, і нитка розжарення розміщена всередині і між великою кількістю отворів.
Текст
Реферат: Описана машина для виготовлення пакетів і спосіб виготовлення пакетів, які включають стрічку, що проходить від секції введення до обертового барабана і до секції виводу. Обертовий барабан включає принаймні одну зварювальну планку, що має єдину зварювальну зону, і зону знеміцнення, розташовану всередині єдиної зварювальної зони. Єдина зварювальна зона може являти собою нагрітий перфоратор і може включати нитку розжарення. Нитка розжарення може являти собою дріт з NiCr, стібками прошитий в нагрівачі, і може бути розташована на наконечнику або на зварювальній планці. Зона знеміцнення може створити лінію зниження міцності, що може бути однорідною, або може мати міцність, що змінюється. Зварювальна зона може включати температурні зони, патронні нагрівачі, охолоджувальне повітря або нагріте повітря, або джерело ультразвукової, мікрохвильової або радіаційної енергії. UA 102080 C2 (12) UA 102080 C2 UA 102080 C2 5 10 15 20 25 30 35 40 45 50 55 60 Споріднені заявки Дана заявка є частковим продовженням і претендує на пріоритет патентної заявки US 12/159979, поданої 2 липня 2008 р. за назвою "Спосіб і пристрій для виготовлення пакетів", що претендує на перевагу та пріоритет заявки РСТ/US 07/00981, поданої 12 січня 2007 р. за назвою "Спосіб і пристрій для виготовлення пакетів", і яка є частковим продовженням і патентною заявкою, що претендує на пріоритет, US 12/145913, поданої 25 червня 2008 р. за назвою "Спосіб і пристрій для створення зварених швів без облямування", що претендує на пріоритет заявки 11/937870, поданої 9 листопада 2007 р. за назвою "Спосіб і пристрій для створення зварених швів без облямування", і яка є частковим продовженням і патентною заявкою, що претендує на пріоритет, 11/331466, опублікованої 11 листопада 2008 р. як патент US 7445590. Технічна галузь винаходу Даний винахід, у цілому, відноситься до галузі виробництва пакетів. Зокрема, винахід відноситься до машин для виготовлення пакетів і способу виготовлення пакетів, за допомогою яких пакети виготовляються із плівки або стрічки, і формуються зварені шви та перфорації або лінії зниженої міцності, що розділяють сусідні пакети, виконані зі стрічки. Рівень техніки Відомо багато типів машин для виготовлення пакетів. До одного з них відноситься роторна барабанна машина. Роторні барабанні машини добре відомі і докладно описані в патентах US 6117058, 4934993, 5518559, 5587032 і 4642984 (кожний з яких введений у даний опис за допомогою посилання). З докладним описом роботи роторних машин для виготовлення пакетів можна ознайомитися у згаданих патентах, а загалом їх робота показана на Фіг. 1. Відома роторна машина для виготовлення пакетів 100 безупинно переробляє плівку/стрічку 201, використовуючи вузол 203 із плаваючими валиками, пару валиків 205 і 206 подачі на барабан (елементи 203-206 становлять частину секції введення), зварювальний барабан 208, пару валиків 210 і 211 відводу від барабана, що підтримує смугу 213, пару валиків 215 і 216 подачі в різак, різак 218 (це може бути будь-який пристрій обробки стрічки, наприклад, перфоратор, різак, вирубний ніж, що перфорує пристрій, фальцевальний пристрій), пару валиків 219 і 220 відводу від різака (елементи 210-220 становлять частину секції виводу) і контролер 221. Секція введення, у даному прикладі, включає частину машини для виготовлення пакетів, куди надходить стрічка, наприклад, вузол розмотування рулону і вузол із плаваючими валиками. Секція виводу, у даному прикладі, включає вузли обробки стрічки після нанесення на нього зварених швів, наприклад, перфоратори, намотувальні пристрої, фальцевальні пристрої та ін. Стрічка подається на барабан 208 через вузол 203 із плаваючими валиками. На барабані 208 є кілька зварювальних планок 209. Зварювальні планки нагріті і створюють зварені шви, що формують пакети зі стрічки 201. Стрічка 201 притискається до барабана 208 (і зварювальним ® планкам) підтримуючою смугою з покриттям Teflon . Відстань між звареними швами, формованими барабаном, залежить від довжини пакета (для пакетів, формованих один за одним) або ширини пакета (для пакетів, формованих бічними звареними швами). Пакети, що виготовляються послідовно один за одним, формуються одним звареним швом на барабані, а пакети, що розташовуються при виготовленні поперек, формуються двома звареними швами. Діаметр барабана може бути змінений і/або не всі зварювальні планки можуть бути включені для задання відстані між звареними швами, а виходить, і розміру пакета. У відомій машині, показаній на Фіг. 1, після того, як стрічка 201 сходить із барабану 208, вона направляється до дискового ножа 218, котрий створює перфорацію між пакетами, або розділяє сусідні пакети. Коли пакети, що виготовляються, розташовані один за одним, перфорація розміщається поблизу єдиного звареного шва таким чином, що коли пакети розділяються, перфорація і перфорований кінець виявляються верхом одного пакета, а зварений шов виявляється днищем сусіднього пакета при кінцевому зварному шві, або бічними сторонами сусідніх пакетів при бічних швах. В ідеальному випадку, розташування перфорації поблизу звареного шва дозволяє зменшити відходи, хоча практично досягти цього непросто. Якщо пакети при формуванні розташовані поруч поперек, перфорація виконується між парою зварених швів. Зварений шов повинен бути по обидва боки перфорації, оскільки з боків обидва пакети повинні бути заварені. Стрічка між парою зварених швів іде у відходи. Таким чином, два зварених шви повинні бути розташовані поблизу один до одного для зведення відходів до мінімуму, хоча на практиці це також виконати важко. Контролер 221 пов'язаний з різними вузлами для керування швидкістю, положенням і т.д. Можуть бути використані датчики, що розрізняють друк на поверхні стрічки при формуванні зварених швів і/або сполученні перфорації (нанесенні перфорації в потрібному місці) зі звареним швом. Крім того, датчики можуть виявляти зварені шви для нанесення перфорації в 1 UA 102080 C2 5 10 15 20 25 30 35 40 45 50 55 60 потрібному місці. Виявлення звареного шва викликає труднощі. Відомий приклад системи, де виявляються зварені шви, описаний у патенті US 6792807, включеному в даний опис за допомогою посилання. Якщо перфорація виявляється розташованою занадто близько до одного зі зварених швів, зварений шов може прорватися, а пакет стає негідним. Через складність виявлення звареного шва, при виготовленні пакетів виходить багато відходів, або псуються пакети. Вартість стрічки, що пішла у відходи (тобто, матеріалу між звареним швом і суміжною з ним перфорацією), або стрічки, витраченої на виготовлення зіпсованого пакета, може бути досить великою, особливо у випадку високопродуктивних машин для виготовлення пакетів, де за годину виготовляється величезна кількість пакетів. Іншим недоліком відомих машин є те, що перфорація може бути перекошена відносно зварених швів, оскільки перфорування виконується внизу за ходом стрічки, а стрічка може зміщуватися або розтягуватися. Крім того, перфораційний інструмент вимагає регулювання кожні кілька днів для забезпечення нормальної роботи. Як правило, гострі механічні леза не допускають регулювання з метою зміни сили перфорації, і вони відрізняються дорожнечею, складністю конструкції та експлуатації. У машин для виготовлення пакетів іншого типу, наприклад, машинах з переривчастим рухом (не роторні барабанні машини) використовується оплавлення шва і відрізання або перфорування одночасно, однак швидкість не перевищує приблизно 300 фут/хв через зворотно-поступальний рух і час витримки, і виникають складності з укладанням вільно висячих пакетів. В інших машинах з переривчастим рухом, наприклад, CMD Icon™, використовуються зварювальні планки з вбудованим зубчастим лезом. У машині CMD CM300™ використовується коливальний рух зварювальних планок з вбудованим зубчастим лезом. Зазвичай машини з переривчастим рухом не мають таку продуктивність, як машини з обертовим барабаном безперервної дії, і тому виготовляють менше пакетів за годину роботи. У деяких відомих роторних машин для виготовлення пакетів створюється два паралельних зварених шви і перфорація між ними, у міру того як плівка рухається з барабаном. Прикладом можуть слугувати патент US 6635139, виданий Bohn і ін., і більш рання пов'язана з ним заявка US 2007-0167304 Selle та ін., опублікована як патент US 7445590 4 листопада 2008 р., які включені в даний опис шляхом посилання. Відповідно, існує потреба в створенні способу виготовлення пакетів, і відповідного пристрою, з поліпшеною здатністю розміщення перфорації поблизу зварених швів. У кращому варіанті, це може бути виконане без використання розташованого внизу за ходом руху стрічки леза, що дозволить уникнути пов'язаних з таким розташуванням проблем. Крім того, бажано вирішити завдання з використанням машини з безперервним рухом, для того, щоб уникнути невисокої швидкості і складностей, властивих машинам з переривчастим рухом. Короткий виклад суті винаходу Відповідно до першої особливості винаходу, машина для виготовлення пакетів включає секцію введення, обертовий барабан і секцію виводу, причому стрічка рухається від секції введення до обертового барабана і до секції виводу. Обертовий барабан включає принаймні одну зварювальну планку, котра має єдину зварювальну зону, що формує один зварений шов, і також включає зону знеміцнення в межах першої зварювальної зони, чим формується знеміцнена зона всередині єдиного звареного шва. Відповідно до другої особливості винаходу, пакет виготовляється за допомогою прийому стрічки, формування на стрічці єдиного звареного шва з використанням зварювальної планки на обертовому барабані, і формування знеміцненої області всередині єдиного звареного шва. Знеміцнена область формується протягом принаймні частини часу формування першого зварювального шва. Відповідно до третьої особливості винаходу, перфоратор для роторної машини для виготовлення пакетів являє собою вставку для обертового барабана, що включає єдину зварювальну зону і зону знеміцнення всередині єдиної зварювальної зони. Він може бути вбудований, або не вбудований в існуючі машини. Відповідно до іншої особливості винаходу, машина для виготовлення пакетів включає секцію введення, обертовий барабан і секцію виводу, призначену для одержання стрічки від обертового барабана. Обертовий барабан має принаймні одну зварювальну планку, що включає зварювальну зону, яка формує єдиний зварений шов, і нитку розжарення, що виконує роль зони знеміцнення всередині зварювальної зони, котра формує знеміцнену зону всередині єдиного звареного шва. На принаймні частини принаймні однієї зварювальної зони є розділяючий шар. Зона знеміцнення являє собою нагрітий перфоратор і/або включає нитку розжарення і/або тонкоплівковий нагрівач, відповідно до різних варіантів виконання. 2 UA 102080 C2 5 10 15 20 25 30 35 40 45 50 55 60 До нитки розжарення приєднане джерело живлення, що має регульовані напругу або потужність, і/або в інших варіантах виконання використовується імпульсне живлення і/або зворотний зв'язок. Нитка розжарення, у різних варіантах виконання, являє собою нікель-хромовий провід з високим опором, що містить, у кращому варіанті, приблизно 80 % нікелю і 20 % хрому, і/або тонкоплівковий нагрівач, і/або резистивний нагрівач, і/або розташовуваний так, щоб мати переривчастий контакт зі стрічкою, і/або має опір приблизно 4 Ом/фут, і/або розташований у вставці і/або патроні на зварювальній планці. ®, ® ® Вставка складається зі слюди Muscovite слюди Phlogopite , композита Glastherm , або аналогічного електроізоляційного матеріалу, і/або, в інших варіантах виконання, має велику кількість отворів, розташованих за лінією в поперечному напрямку. Єдиний зварений шов проходить, у різних варіантах виконання, максимум 0,125, 025 або, якнайбільше, 075 дюйма у напрямку руху стрічки в машині. Зона знеміцнення, у різних варіантах виконання, розташована так, щоб створити лінію зниженої міцності зі змінним зниженням міцності, і/або є розділовою зоною, і/або включає нагрівальну плівку, і/або включає зубчасте лезо, і/або включає ряд голок, і/або включає джерело спрямованого на стрічку повітря, і/або включає джерело вакууму. Відповідно до іншого варіанту виконання винаходу, зубчасте лезо зроблено таким, що відводиться. У різних варіантах виконання, перша зварювальна зона включає кілька температурних зон з незалежним керуванням температурою, які дозволяють виконувати бічні зварені шви і зварені шви під тасьму, що затягує, і/або включають принаймні дві паралельні зварювальні підзони, що проходять поперек напрямку руху стрічки, і зону перфорації, розташовану між принаймні двома паралельними зварювальними підзонами. У різних варіантах виконання, єдина зварювальна зона включає кілька температурних зон з незалежним керуванням температурою, які дозволяють виконувати бічні зварені шви і зварені шви під тасьму, що затягує, і/або включають нагрівальні патрони з декількома зонами нагрівання, і/або включають джерело повітря, призначене для охолодження принаймні частини єдиної зварювальної зони, і/або включають принаймні один отвір, що направляє нагріте повітря на стрічку, і/або включають принаймні одне джерело ультразвукової енергії, мікрохвильової енергії, і/або теплового випромінювання. В інших варіантах виконання, підтримуюча смуга призначена для притиснення стрічки до обертового барабана і може бути виконана з поліефірного матеріалу з кремнійорганічним шаром, котрий стикається зі стрічкою. В іншому варіанті виконання, обертовий барабан має регульований діаметр. Формування знеміцненої галузі займає менше часу, ніж формування першого звареного шва, і в різних варіантах виконання займає приблизно половину часу формування першого звареного шва. В інших варіантах виконання, формування знеміцненої галузі включає формування лінії з повсюдно зниженою міцністю, і/або формування перфорації, і/або формування лінії зі зниженою міцністю зі змінною міцністю, і/або поділ сусідніх пакетів, і/або прикладення вакууму до стрічки, і/або подачу повітря на стрічку. У різних варіантах виконання, формування перфорації включає нагрівання дроту, і/або використання резистивного нагрівача, і/або використання нагрівальної плівки, і/або зіткнення стрічки із зубчастим лезом, котре може відводитися, або не відводитися після виконання перфорації; і/або зіткнення стрічки з рядом голок, і/або формування допоміжного звареного шва, що прилягає до перфорації. В інших варіантах виконання, до нитки розжарення підводить живлення від джерела з регульованою напругою, і/або імпульсною напругою. У різних варіантах виконання, відслідковується сигнал, що показує розігрів нитки розжарення, і потужність, що підводиться, регулюється залежно від цього сигналу. Єдиний зварений шов займає, у різних варіантах виконання, максимум 0,125, 0,25 або, якнайбільше, 0,75 дюйма у напрямку руху стрічки в машині. В іншому варіанті виконання, при формуванні єдиного звареного шва принаймні дві паралельні зварювальні підзони приводяться в тепловий контакт зі стрічкою, а при формуванні знеміцненої галузі зона знеміцнення, що розташовується між паралельними зварювальними підзонами, приводиться в тепловий контакт зі стрічкою. У різних варіантах виконання, єдиний зварений шов має кілька температурних зон з незалежним регулюванням температури, і/або з охолодженням, і/або що формуються з використанням енергії ультразвуку, мікрохвильової енергії, і/або теплового випромінювання. 3 UA 102080 C2 5 10 15 20 25 30 35 40 45 50 55 60 Відповідно до інших варіантів виконання, зварювальна зона складається з нитки розжарення, електроізолюючого шару/розділяючого шару, шару матеріалу Glastherm або слюдяного шару, і алюмінієвого блоку (у такому порядку), де нитка розжарення і електроізолюючий шар/розділяючий шар стикуються з плівкою. У різних варіантах виконання, розділяючий шар може бути виконаний зі стрічкового ® ® матеріалу, наприклад, Kapton і/або Teflon , а стібки нитки розжарення вшиті у зварювальну зону і/або матеріал розташований під ниткою розжарення. В інших варіантах виконання, поверхня зварювальної зони, що стикається із плівкою, може бути у формі наконечника або дуги. В одному варіанті виконання, зварювальна зона і/або зона знеміцнення включають область шва під тасьму, що затягує, де розділяючий шар в області шва під тасьму, що затягує, піднятий відносно іншої частини зварювальної зони. В одному варіанті виконання, зварювальна зона може являти собою нагрівач із алюмінієвого блоку. В одному варіанті виконання, нитка розжарення розташована всередині і між великої кількості отворів у нагрівачі з алюмінієвого блоку. Відповідно до інших варіантів виконання, зварювальна зона складається із двосторонньої стрічки, нагрівача, теплопровідного шару, нитки розжарення та розділяючого шару (у такому порядку), де розділяючий шар входить у стикання із плівкою. Інші важливі ознаки та переваги винаходу будуть очевидні для фахівця при ознайомленні з наведеними кресленнями, докладним описом і прикладеною формулою. Короткий опис креслень На Фіг. 1 представлена відома машина для виготовлення пакетів; На Фіг. 2 представлений обертовий барабан, відповідно до даного винаходу; На Фіг. 3 представлений вид з торця зварювальної планки, відповідно до даного винаходу; На Фіг. 4 представлений вид збоку зварювальної планки, відповідно до даного винаходу; На Фіг. 5 представлений вид зверху сегмента зварювальної планки, показаної на Фіг. 3; На Фіг. 6 представлений вид зверху вставки/наконечника, відповідно до даного винаходу; На Фіг. 7 представлений вид збоку вставки, показаної на Фіг. 6; На Фіг. 8 представлений зварений шов зі знеміцненою зоною, відповідно до даного винаходу; На Фіг. 9 представлений вид з торця зварювальної планки, відповідно до даного винаходу; На Фіг. 10 представлений вид з торця зварювальної планки, відповідно до даного винаходу; На Фіг. 11 представлений вид з торця зварювальної планки, відповідно до даного винаходу; На Фіг. 12 представлений вид з торця зварювальної планки, відповідно до даного винаходу; На Фіг. 13 представлений вид з торця зварювального вузла/перфоратора, відповідно до даного винаходу; На Фіг. 14 представлений зварений шов зі знеміцненою зоною, відповідно до даного винаходу; На Фіг. 15 представлений перспективний вид сегмента зварювальної планки, відповідно до даного винаходу; На Фіг. 16 представлений перспективний вид сегменту зварювальної планки, відповідно до даного винаходу; На Фіг. 17 представлений вид зверху частини сегмента зварювальної планки, показаної на Фіг. 16; і На Фіг. 18 представлений вид з торця наконечника, що може бути використаний зі зварювальною планкою, показаною на Фіг. 16 і 17. Докладно розглядаючи принаймні один варіант виконання винаходу, варто мати на увазі, що виконання винаходу не обмежено деталями конструкції і розташуванням компонентів, представлених у наведеному описі або на кресленнях. Винахід може мати інші варіанти виконання, або може використовуватися або здійснюватися різними способами. Крім того, необхідно розуміти, що використовувані тут вирази та терміни відповідають завданням опису і не можуть розглядатися як обмежувальні. Однакові позначення використовуються для тих самих компонентів. Докладний опис кращих варіантів виконання Хоча даний винахід буде описано на прикладі конкретної машини для виготовлення пакетів, із самого початку варто розуміти, що винахід може бути виконаний також і з іншими машинами, і з використанням інших компонентів. У даному описі, машина для виготовлення пакетів включає машину, що використовується для виготовлення пакетів, наприклад, пакетів з тасьмою, що затягує, пакетів без тасьми, що затягує, та інших пакетів. У даному винаході можуть бути 4 UA 102080 C2 5 10 15 20 25 30 35 40 45 50 55 використані будь-які секції введення (наприклад, вузли розмотування і вузли із плаваючими валиками) і будь-які секції виводу (наприклад, намотувальні пристрої, фальцевальні пристрої). Пакети можуть складатися із традиційних полімерних матеріалів, інших матеріалів, наприклад, крохмалю, поліактової кислоти (PLA), целюлози, поліоксиалконатів (PHA) і лігніну, і/або можуть бути такими, що біологічно розкладаються, що піддаються біохімічному розпаду та ін., ® ® ® ® наприклад, Mater-Bi , Ecoflex , Ecovio , Bioplast GF106 . У цілому, даним винаходом передбачається роторна машина для виготовлення пакетів, що має секцію введення, секцію барабана і секцію виводу. При русі плівки разом з обертовим барабаном, формується єдиний зварений шов, і всередині цього єдиного звареного шва формується перфорація або лінія знеміцнення. Таким чином, єдиний зварений шов, всередині якого зроблена перфорація, формує шви для двох суміжних пакетів. У кращому варіанті, єдиний зварений шов створюється в єдиній зварювальній зоні. В альтернативному варіанті, єдина зварювальна зона може бути створена з використанням двох зварених швів, котрі сплавляються, утворюючи єдиний зварений шов, або єдину зварювальну зону. У кожному разі, єдиний зварений шов складається із двох паралельних зварювальних підзон, при цьому перфорація або знеміцнена область перебувають всередині єдиного звареного шва. Можуть бути використані й інші технології закупорювання. Єдиний зварений шов може сполучатися з іншими варіантами виконання, наприклад, звареними швами з підгинанням або під тасьму, що затягує, або швами зі змінною міцністю і перфорацією, та ін. Зварені шви і перфорація можуть формуватися за ще коротший час, ніж час проходження плівки по барабану. Наприклад, стрічка на роторній машині для виготовлення пакетів може перебувати в контакті з барабаном менше половини оберту барабану, а перфорація може формуватися за чверть оберту барабану. Зварювальна планка включає зварювальну зону і впливає теплом при обертанні барабану, формуючи при цьому єдиний зварений шов. Використовувані в даному варіанті виконання зварювальні планки включають вузол, наприклад, що перебуває на обертовому барабані, котрий впливає теплом на стрічку і зварює його, і напрямні механізми, перфоратори та ін. Зварювальна зона, у даному варіанті, включає частину зварювальної планки, котра створює зварений шов. У даному варіанті, "всередині зварювальної зони" мається на увазі "всередині меж єдиної зварювальної зони". У даному варіанті, "всередині єдиного зварного шва" мається на увазі "всередині меж єдиного зварного шва". Єдиний зварний шов, у даному варіанті, включає область плівки, котра розплавлена для утворення зварного шва без незварних частин, котра має значну довжину у напрямку, поперечному напрямку руху стрічки в машині. Єдиний зварний шов може мати невеликі проміжки у зварному шві, зроблені навмисно або ненавмисно, і може мати одну або більше підзон. Зварювальні планки можуть мати незалежно керовані температурні зони в напрямку, поперек напрямку руху стрічки, наприклад, для підведення більшої кількості тепла до частини стрічки з підгинанням, або частини бічного зварного шва під тасьму, що затягує. Незалежно керовані температурні зони, у даному варіанті, включають температурні зони вздовж зварювальної зони, температурою яких можна управляти або встановлювати різної величини. Перфоратор або зона знеміцнення встановлюється всередині єдиної зварювальної області і може бути частиною наконечника або вставки. При формуванні зварного шва, зона знеміцнення створює перфорацію або знеміцнену область. Перфорація може бути створена нагріванням, випромінюванням або механічним контактом. Зона знеміцнення, у даному варіанті, включає частину зварювальної планки, котра створює знеміцнену область. Знеміцнена область, у даному варіанті, включає область на стрічці зі зниженою міцністю, наприклад, перфорацією, або частина стрічки розплавляється або випалюється. В альтернативному варіанті, наконечник може включати розділову зону для поділу суміжних пакетів. Для цього звичайно потрібно більше тепла, ніж для знеміцнення або перфорування. Розділова зона, у даному варіанті, включає частину зварювальної планки, котра розділяє суміжні пакети. В одному варіанті виконання, для модернізації існуючих машин на наявну зварювальну планку поміщується наконечник або вставка, або виготовляється заміна зварювальних планок зварювальними планками, конструкція яких включає зони знеміцнення, наприклад, вставки. Таким чином, перфорація перебуває постійно і точно в межах єдиного зварного шва, котрий формує краї суміжних пакетів. Використовується менше плівки, оскільки відстань між парою бічних швів менше. У той час як звичайні відомі машини для виготовлення пакетів мали відстань між бічними зварними швами, рівну дюйму, у кращому варіанті створюється єдиний шов шириною приблизно 0,65 дюйма, без зазору між зварним швом і крайкою пакета. 5 UA 102080 C2 5 10 15 20 25 30 35 40 45 50 55 60 "Приблизно", у даному варіанті, включає величину, досить близьку до заданої величини, щоб сприйматися як задана величина. Можуть бути використані найрізноманітніші перфоратори, наприклад, нитка розжарення, нагріваюча плівка, зубчасті леза та ін. Нагріваюча плівка у даному варіанті, включає плівку, що використовується для впливу теплом на певну область. Сила перфорації може регулюватися управлінням кількості тепла (або тиску), прикладеного в перфораторі. Перфорація може бути чітко виражена, як лінія найменшої міцності, або як лінія зниженої міцності зі змінною міцністю. Лінія зниженої міцності зі змінною міцністю, у даному варіанті, включає змінну міцність стрічки по лінії або кривій, наприклад, перфорацію або, наприклад, лінію, по якій стрічка не вилучена, але чергуються області низької і високої міцності. Перфоратор, що нагрівається, може включати дріт, що має переривчастий контакт зі стрічкою для створення послідовності, що перфорує. Переривчастий контакт між стрічкою і елементом, що зварює, або, у даному варіанті, що перфорує, включає контакт стрічки із цим елементом у деяких місцях і відсутність контакту в інших місцях, наприклад, чергування наявності і відсутності контакту вздовж лінії, спрямованої поперек напрямку руху стрічки в машині. Перфоратор, що нагрівається, у даному варіанті, включає пристрій, у якому для перфорації використовується теплова енергія за посередництвом контакту, конвекції, кондуктивного або радіаційного нагрівання. Нитка розжарення, у даному варіанті, являє собою дріт, що використовується для нагрівання, наприклад, пропущенням через неї електричного струму. Радіаційне нагрівання, у даному варіанті, включає тепло у формі електромагнітного випромінювання, ультразвукового випромінювання, теплового випромінювання та ін. Як підтримуюча смуга можуть використовуватися підтримуючі смуги, відомі в рівні техніки, хоча кращий варіант виконання включає підтримуючу смугу, що представляє собою нескінченну смугу двошарового поліефірного матеріалу, покритого зверху шліфованим шаром ® кремнійорганічного матеріалу Silam K (55 одиниць твердості за дюрометром) товщиною 1/32 дюйма. У різних варіантах виконання, можливі використання та інші підтримуючі смуги, які, у кращому варіанті, здатні витримувати високі переривчасті температури (600-800 ºF), що досягаються при пропалюванні перфорації, і які мають гарні поділяючі характеристики, що не дозволяє плівці прилипати до стрічки, наприклад, Teflon®, кремнійорганічні матеріали, гібридні матеріали та ін. В іншому варіанті використовується тиснення тонкої тканої сітки в поверхні кремнійорганічного матеріалу підтримуючої стрічки. У результаті на плівці з'являється відбиток, що може сприяти зварюванню або перфоруванню, і також поліпшує характеристики поділу. В одному варіанті використовується підтримуюча смуга, верхній шар якої являє собою кремнійорганічну гуму товщиною 0, 03-0,012 дюйма з матовою поверхнею, твердістю 50-90 одиниць за шкалою А Шора, оброблену порошком тальку. В іншому варіанті виконання використовується підтримуюча смуга з тисненням тонкої тканини (горбистої або текстурованої), ® наприклад, підтримуюча смуга із кремнійорганічної гуми Habasit WVT-136, у результаті чого в місцях тиску "бугрів" пропалюється пластик, утворюючи знеміцнену зону. На Фіг. 2 представлений барабан 200, відповідно до даного винаходу. Барабан 200 включає чотири зварювальні планки 229 і підтримуючу стрічку 230, що притискає стрічку або плівку до барабану 200 і зварювальним планкам 229. Барабан 200 функціонує в основному так само, як і відомий барабан, однак зварювальні планки 229 тепер включають перфоратор. У кращому варіанті барабан 200 аналогічний барабану з машини CMD 1270GDS Global ® Drawtape System і має час витримки зварювання, рівний приблизно 0,5 с при швидкості протягнення 600 фут/хв, при цьому діаметр барабану може змінюватися, що дозволяє просто змінювати повторювану на барабані довжину виробу. На барабані є чотири зварювальні планки, рівномірно розміщені по окружності, і перекривають 50 дюймів ширини стрічки. Такий барабан може бути використаний для виготовлення, наприклад, вкладишів для урн або мішків для сміття. На інших барабанах може бути більше або менше зварювальних планок, вони можуть мати діаметр більше або менше, або більшу або меншу ширину стрічки. На Фіг. 3 показаний вид з торця зварювальної планки 300, відповідно до кращого варіанту виконання. Зварювальна планка 300 включає наконечник 301 і частини 303 і 305. У кращому варіанті, нагрівальний патрон 307 розташований у рознімних частинах 303 і 305 планки, що полегшує заміну патрона 307. У кращому варіанті, наконечник 301 має ширину 0,65 дюйма для формування єдиного зварного шва такої ширини. Два шматки поліамідної стрічки 310 і 311 (кожна товщиною 0,003 дюйма) приклеєні до наконечника 301, посередині відносно напрямку руху стрічки. Перфоруюча нитка 312 розжарення розташована на наконечнику 301 (у кращому варіанті, вводиться стібками в наконечник 301), поверх стрічок 310 і 311. Стрічки 310 і 311 призначені для установки 6 UA 102080 C2 5 10 15 20 25 30 35 40 45 50 55 60 перфоруючої нитки розжарення на необхідній висоті для одержання необхідного тиску (на плівку між ниткою 312 розжарення і підтримуючою смугою) для створення перфорації. Стрічки 310 і 311 мають різну ширину для забезпечення більш поступового переходу по висоті від наконечника до нитки розжарення. Цим забезпечується однорідність і цілісність єдиного зварного шва, що створюється зварювальною планкою 300. У кращому варіанті, стрічка 311 має поперечний розмір 0,25 дюйма, а стрічка 310-0,38 дюйма. У кращому варіанті, стрічки 310 і 311 виконані з поліаміду, для забезпечення компромісу між гарним поділом і зносостійкістю (часто доводиться вибирати між кращим відділенням плівки і кращою зносостійкістю стрічки). На поверхні наконечника 301 поверх стрічок 310 і 311 поміщені дві тефлонові стрічки 314 і 315, для поліпшення відділення плівки і для створення однорідного єдиного зварного шва. У кращому варіанті, стрічки 314 і 315 мають товщину 0,002 дюйма. У кращому варіанті, зварювальна планка 300 має рівномірну температуру на заданій ширині стрічки, з незалежно керованою температурою в зоні на краю для створення бічного зварного шва одночасно зі створенням зварного шва під тасьму, що затягує, за допомогою планки 401. У кращому варіанті, нитка 312 розжарення виконана зі сплаву NiCr, може приєднуватися до джерела живлення постійного або змінного струму, і може складатися з великої кількості дротів, наприклад, для подачі більшої кількості тепла до області шва під тасьму, що затягує. Ці дроти можуть являти собою окремі дроти зі своїми окремими джерелами живлення, паралельні дроти, або послідовно з'єднані відрізки дротів. Енергія до нитки розжарення може подаватися постійно, включатися імпульсами, або рівень потужності живлення може змінюватися по-іншому. При належній тривалості циклів включення імпульсів забезпечується охолодження зварених швів до моменту сходу стрічки з барабану, що полегшує відділення стрічки від зварювальної планки. Нитка 312 розжарення з NiCr вшивається стібками в наконечник 301 таким чином, що дріт 312 має переривчастий контакт зі стрічкою (наприклад, області контакту, де плівка випалюється, і області відсутності контакту, де плівка не випалюється, для створення перемичок перфорації). У кращому варіанті, у нитку 312 розжарення з NiCr подається імпульс живлення протягом першої половини час витримки (час, коли стрічка притиснута до зварювальної планки), і нитка холоне протягом другої половини часу витримки для того, щоб перфорація не була розплавлена при відділенні стрічки від перфоратора. Цим забезпечується більша міцність стрічки, послабляється присипання плівки до дроту і усувається можливість заплавлення перфорації. У кращому варіанті виконання, нагрівальний патрон 307 являє собою намотаний на ® замовлення джерело нагрівання, наприклад, за типом джерел, що поставляються Watlow або Thermal Corp. Розподілом температури для конкретних або різних комбінацій установки температури (особливо необхідно у випадку тонких плівок) можна управляти, використовуючи стиснене повітря, що охолоджує гарячі зони, як це описано нижче. У різних варіантах виконання, повітряне охолодження також використовується для поділу різних температурних зон, розташованих поруч один з одним, але в які встановлені температури, що сильно відрізняються, наприклад, 300 °F (планка 304) для бічних зварених швів, і 450 °F (планка 401) для швів під тасьму, що затягує. На Фіг. 4 представлений вид збоку зварювальної планки 300. У кращому варіанті виконання, зварювальна планка 300 включає першу температурну зону 401 для шва по тасьму, що затягує (або для підгинання), і другу температурну зону 402 для створення бічного зварного шва. Температурна зона 402 може включати кілька температурних зон 403, 404, 405. На Фіг. 5 представлений вид зверху наконечника 301 зварювальної планки 300, показаної на Фіг. 3, що створює єдиний зварний шов, з перфорацією або знеміцненою областю всередині нього. Зварювальна планка 300 може являти собою широко відому зварювальну планку, у яку внесені описані тут зміни. Зварювальна планка 300, у кращому варіанті, представляє алюмінієву планку із установленим всередині нагрівальним патроном FIREROD, і включає зварний наконечник 301, що формує єдиний шов. Стрічки 314 і 315 являють собою розділяючі шари, розташовані поверх наконечника 301, необхідні для відділення плівки після формування зварного шва. Показана частина наконечника 301 формує єдиний зварний шов в області плівки або стрічки, де розташовується тасьма, що затягує. Аналогічна частина наконечника формує зварний шов в області, що не відноситься до тасьми, що затягує. Створений єдиний зварний шов може мати неоднорідну щільність, але достатню міцність для єдиного шва, з достатньою надійністю для передбачуваної функції пакета. У кращому ® варіанті, розділяючи шари 314 і 315 являють собою стрічку Teflon , однак в альтернативних ® ® ® варіантах можуть використовуватися стрічка Rulon , стрічка Kapton , стрічка Mica , фарба ® ® Resbond , фарба Rescore , і/або запечена полита на поверхню армована поліімідна смола (випускається Unitech, шт. Вірджинія). В одному варіанті розділяючі шари не використовуються. 7 UA 102080 C2 5 10 15 20 25 30 35 40 45 50 55 60 Розділяючі шари 314 і 315 проходять над бічними областями, що прилягають (і перебувають зовні) до зварювальної зони в одному варіанті виконання (Фіг. 3), і не проходять в іншому варіанті виконання. Розділяючі шари 314 і 315 проходять майже до нитки 312 розжарення в одному варіанті виконання (як показано суцільними лініями 314А, 315А), і не проходять поблизу нитки 312 розжарення в інших варіантах виконання. Єдина зварювальна зона (верх наконечника 301) проходить під розділяючими шарами 314 і 315, і під ниткою 312 розжарення. Стрічка 310 поміщується на наконечник 301 і, таким чином, перебуває під стрічками 314 і 315, за винятком області поблизу нитки 312 розжарення. Оскільки стрічку 310 не видно на виді зверху на Фіг. 5, краї стрічки/розділяючого шару 310 показані пунктирною лінією. Стрічка 311 міститься поверх стрічки 310, і перебуває під стрічками 314 і 315, за винятком області поблизу нитки 312 розжарення. Таким чином, стрічка 311 може виконувати функцію розділяючого шару, особливо, поблизу нитки 312 розжарення. Краї 311А стрічки/розділяючого шару 311 показані пунктирною лінією, оскільки вони не видні на виді ® зверху на Фіг. 5. У кращому варіанті, як стрічки 310 і 311 використовуються стрічка Rulon , ® ® ® ® стрічка Kapton , стрічка Mica , фарба Resbond , фарба Rescore , і/або запечена полита на поверхню армована поліімідна смола (випускається Unitech, шт. Вірджинія), і/або інші нелипкі матеріали. У різних варіантах виконання, стрічки 310 і 311 можуть не використовуватися, або можуть використовуватися додаткові стрічки, залежно від необхідної висоти нитки 312 розжарення для передбачуваного застосування. Нитка 312 розжарення розташовується на потрібній висоті з використанням інших, ніж стрічка, засобів, наприклад, піднятого і скругленого наконечника 301, тонкої металевої пластини та ін. У тому випадку, якщо зварювальна планка 300 і/або наконечник 301 виконані з алюмінію, бажано використовувати електроізолююче покриття, щоб запобігти короткому замиканню нитки 312 розжарення. Якщо використовується вставка (описана нижче), котра має провідність, ізолююче покриття використовується із вставкою. В альтернативному варіанті, вставка може бути виконана з непровідного матеріалу. Нитка 312 розжарення, виконана, бажано, з NiCr, розташовується всередині області шва під тасьму, що затягує. Нитка 312 розжарення вшита стібками в єдину зварювальну зону/наконечник 301, і також прошита крізь стрічки 310 і 311. В іншому варіанті, нитка 312 розжарення може бути вшита у вставку, наприклад, як описано вище. У кращому варіанті, наконечник 301 використовується для полегшення заміни. Замість того щоб заміняти весь нагрівач, або заново наносити розділяючий шар і прошивати дріт нитки розжарення, у нагрівач повинен бути встановлений новий наконечник з розділяючими шарами і ниткою розжарення. Використаний наконечник може бути відремонтований. "Вшита стібками у зварювальну зону" у даному описі означає, що нитка розжарення поміщена в отвори в матеріалі, де вона встановлюється, у результаті чого утворюється область, у якій стрічка не розплавляється, наприклад, суцільні частини між отворами в перфорації. Відношення висоти нитки 312 перфоратора до ширини області зварного шва (ширина наконечника 301) вибирається для одержання в даному застосуванні хорошої перфорації і хороших зварених швів одночасно, і може відрізнятися для області шва під тасьму, що затягує, у порівнянні з іншим швом. При ширині єдиного зварного шва, рівній 0,65 дюйма, нитка 312 розжарення може на 0,015-0,025 дюйма виступати над наконечником 301 у деяких застосуваннях. Нитка 312 розжарення має на кінці срібний або посріблений штир (у кращому варіанті, діаметром 0,125 дюйма і довжиною 0,75 дюйма). Мідний провід від джерела живлення обтиском прикріплюється до срібного штиря, приєднуючи тим самим нитку 312 розжарення до джерела живлення. Аналогічна схема використовується і для галузі, що не відноситься до тасьми, що затягається, яка включає наконечник 301, стрічки 310, 311, 314 і 315, і нитку 312 розжарення. Наконечник може бути безперервним, або поперек стрічки може проходити більше одного наконечника. Область формування шва під тасьму, що затягається, включає нитку 312 розжарення, а зварювальна зона піднята так, що прикладається додатковий тиск і, тому, в області шва під тасьму, що затягує, відбувається ще сильніше розплавлювання. В альтернативному варіанті, може бути піднята тільки одна з, або жодна із зони перфорації і зварювальної зони. Область шва під тасьму, що затягує, піднята відносно іншої зварювальної зони, коли область шва під тасьму, що затягує, виступає ближче до підтримуючої смуги, у результаті чого до області шва під тасьму, що затягує, прикладається більший тиск. В альтернативному випадку, на зворотну поверхню підтримуючої смуги можуть тиснути гумовий ролик або допоміжний ремінь для збільшення тиску в області шва під тасьму, що затягує. У кращому варіанті, нитка 312 розжарення складається на 80 % з нікелю і приблизно на 20 % із хрому, і/або являє собою тонкоплівковий нагрівач, і/або резистивний нагрівач, і/або 8 UA 102080 C2 5 10 15 20 25 30 35 40 45 50 55 60 розташована для одержання переривчастого контакту зі стрічкою, і/або має опір приблизно 4 Ом/фут, і/або розташована у вставці і/або патроні на зварювальній планці, у різних варіантах виконання. Прошивання може виконуватися так, як описано стосовно інших варіантів виконання. Поверхня наконечника 301 може мати форму дуги для того, щоб сприяти створенню більшого тиску по області шва під тасьму, що затягує, і передачі, завдяки цьому, більшого нагрівання, і створенню кращого зварного шва за рахунок додаткових шарів плівки в підгинанні шва під тасьму, що затягує. У цьому випадку, дугоподібна форма означає скоріше скривлену поверхню, ніж пряму, у результаті чого зварювальна поверхня дугоподібної форми має розподіл тиску, що відрізняється від розподілу тиску прямої зварювальної поверхні. В альтернативних варіантах, дугоподібна форма використовується по всій області зварювання, або використовуються поверхні з іншими профілями, включаючи плоский. В одному альтернативному варіанті використовуються зварювальні планки, які формують тільки бічні зварені шви, без зони зварного шва під тасьму, що затягує. В іншому варіанті виконання, нагрівальний патрон 307 замінений гнучким нагрівачем із кремнійорганічної гуми. Нагрівачі можуть прикріплюватися по краях алюмінієвої планки з використанням контактного ® клею (поставляється Watlow ). Інший варіант виконання винаходу включає вставку 2600, або, в іншому варіанті виконання, наконечник 2600, показаний на Фіг. 5, а також окрему зону 2601 нагрівання, наприклад, для нагрівання підгинання або області шва під тасьму, що затягує. Наконечник/вставка 2600 встановлюються на зварювальну планку. Вставка, відповідно до зварювальної планки в даному описі, включає вузол, встановлений на зварювальній планці або разом зі зварювальною планкою, що є додатковою до зварювальної зони, яка створює зварний шов або зварені шви. Наконечник, відповідно до зварювальної планки в даному описі, включає вузол, що утворює верхню частину зварювальної планки, що нагрівається для формування зварного шва або зварених швів. У різних варіантах виконання, область 2601 використовується з перфорацією або без перфорації, що проходить поперек плівки (наприклад, перфорація може перетинати тасьму, що затягує, і зварний шов може проходити по ширині плівки). Всередині області 2601, ® використовується шар слюди (або шар Glastherm HT ) 2603 товщиною 0,020 дюйма. Нитка розжарення з NiCr міститься в ряді гнізд або отворів (див. Фіг. 16). Отвори розташовуються кожні 0,312 дюйма і в області 2601 мають діаметр 0,030 дюйма. Ширина вставки становить 0,25 дюйма, а зварені шви (між якими зроблена перфорація) рознесені на 0,25 дюйма. На виді збоку вставки 2600, представленому на Фіг. 7, показана нитка 2701 розжарення з NiCr, поміщена в отворах в області 2601. У кращому варіанті, діаметр нитки в області 2601 становить 0,0089 дюйма. Нитка 2701 розжарення послідовно з'єднана з ниткою 2703 розжарення з NiCr діаметром 0,0126 дюйма (за допомогою обтиску 2705). Для ще товстішого дроту потрібні отвори більшого розміру (у кращому варіанті, 0,062 дюйма). Розміри дроту можуть вибиратися виходячи з опору нитки розжарення, і тепла, що виділяється. У кращому варіанті, нитці 2703 розжарення припаяні і/або прикріплені намотуванням до срібного штиря для обтискного з'єднання із дротом 2707, що має високу температуру. Розділяючий шар може бути поміщений поверх нитки розжарення, або між ниткою розжарення і основою вставки. Розділяючі ® ® ® ® матеріали можуть включати: стрічку Teflon , стрічку Rulon , стрічку Kapton , стрічку Mica , ® ® фарбу Resbond , і фарбу Rescore . У даному варіанті, розділяючий шар включає поверхню зварювальної планки або перфоратора, що має покриття або шар матеріалу, властивості якого запобігають присипанню розплавленої плівки до поверхні, і перебуває на або поблизу поверхні, що стикається із плівкою, коли створюється зварний шов або перфорація. Нитка розжарення з NiCr може бути включена або виключена (струм, що протікає) для керування температурою нитки/зварювання. Наприклад, нитка розжарення може бути включена відразу ж після стикання із плівкою (або підтримуючою смугою), і виключена відразу ж після завершення контакту із плівкою (або підтримуючою смугою). В альтернативних варіантах можуть використовуватися й інші, крім послідовного, з'єднання між нитками 2701 і 2703 розжарення, більше число зон нагрівання (і з'єднань/типів ниток розжарення), керування нагріванням зовнішніми опорами/потенціометрами або величиною струму, наприклад, широтноімпульсною модуляцією (ШІМ). Якщо використовується потенціометр, користувач може встановлювати відповідну температуру регулюванням потенціометра. В інших варіантах виконання, використовується комбінація цих ознак, або інші схеми увімкнення/вимикання. Ці та інші варіанти виконання можуть бути використані для будь-якого іншого пакета, де необхідно розмістити перфорацію поблизу зварного шва, наприклад, пакетах-майках, включаючи посилені пакети-майки, пакетах з тасьмою, що затягує, пакетах з бічним швом та ін. Нитка розжарення 9 UA 102080 C2 5 10 15 20 25 30 35 40 45 50 55 60 може бути виключена частина часу формування зварного шва, і включена протягом щонайменше частину часу формування першого зварного шва. В одному варіанті потрібно попереднє нагрівання нитки розжарення, коли вона не стикається із плівкою для того, щоб вона була відключена при контакті із плівкою, використовуючи запасене в дроті тепло для пропалювання перфорації. Нитка розжарення може втримуватися в отворах за допомогою високотемпературного клею ®, Resbond що вводиться в отвори шприцом. Можуть використовуватися тверді або еластичні клеї, або і ті й інші, (наприклад, із чергуванням). Еластичні клеї допускають деформацію дроту, що відбуває при його нагріванні і охолодженні. Вставка може закріплюватися п'ятьома стопорними гвинтами 2605 з конічними кінцями, або стопорними гвинтами із плоскими кінцями. В інших варіантах, нитка 1502 розжарення може бути круглою, може бути стрічкою прямокутного перетину, прямою або крученою з постійним або змінним кроком, постійної товщини або непостійної товщини вздовж довжини (для створення гарячих/холодних точок), дротом Toss®, що звужується, або фігурним, що дозволяє зробити два бічних зварених шви між пропаленим розрізом. Фігурна нитка розжарення може мати переривчасте мідне покриття для виконання перфорації замість суцільного прорізу. Крок, що змінюється, для плетеного проводу або різна відстань між отворами створює знеміцнену область змінної міцності, що дозволяє простіше відірвати пакет вручну скраю, ніж у середині стрічки. В інших конструкціях передбачається використовувати еластичні нагрівачі із кремнійорганічної гуми, технології товстоплівкових нагрівачів, спеченої кераміки і т.п., наявні в Watlow Electric Manufacturing Co. Інші альтернативні варіанти включають використання технології тонкоплівкових нагрівачів, розміщених на надувній діафрагмі з PNEUSEAL™ гуми, що може залишатися постійно нагрітою, але при цьому фізично зміщаючись із періодичним торканням плівки при надуванні і здуванні діафрагми. У кращому варіанті виконання, керування нагріванням нитки розжарення перфоратора, що пропалює, проводиться регулюванням напруги змінного струму. Змінний струм використовується за міркуваннями вартості, хоча керування напругою постійного струму виявляється більш точним. У кращому варіанті, використовується мінімальна напруга, що забезпечує одержання прийнятної перфорації. Наприклад, 80 %Ni/20 %Cr дріт діаметром 0,013 дюйма, навитий через слюду так, що поперемінно 0,25 дюйма його довжини стикаються зі стрічкою, а 0,12 дюйма проходять під слюдою, вимагає приблизно 20 Ватт на дюйм по ширині стрічки для пропалювання перфорацій у двошаровій плівці лінійного поліетилену низької щільності товщиною 0,00075 дюйма зі швидкістю 600 фут/хв. Таким чином, перфоратор довжиною 2 дюйми буде використовувати 10-Вольтове живлення, що включається імпульсами тривалістю 0,25 с, коли плівка затиснута між перфоратором і підтримуючою стрічкою. При часі витримки, рівному 0,5 с, для остигання перфорації приділяється приблизно 0,25 с. У кращому варіанті виконання, забезпечується швидкий розігрів і охолодження перфорації. В одному варіанті виконання, регульована напруга подається від контролера із двигуном постійного струму. В інших варіантах виконання використовуються механічний реостат, потенціометр або регульований резистор. У кращому варіанті може бути використана напруга змінного струму. Контролер може бути використаний для компенсації зміни опору на терміні служби нитки ® розжарення. Наприклад, контролер Toss має чутливий до величини струму зворотний зв'язок, і відповідно регулює напругу для підтримки ще постійнішої температури. Керування нагрівальними патронами може виконуватися за допомогою зворотного зв'язку з термопарою з використанням пропорційно-інтегрально-диференціального керування температурою, добре відомого у промисловості. Інші варіанти використовуються для виготовлення мішка з отворами, наприклад, мішка для листів. Для мішка для листів з отворами можуть знадобитися шви 3401 навколо кожної перфорації 3403, без безперервного шва, як це показано на Фіг. 14. Єдиний зварний шов/перфорація може бути сформований з використанням фігурної зварювальної планки, і/або попередніх варіантів виконання, у яких температура регулюється так, щоб пропалювати в потрібних місцях. Єдиний зварний шов також може бути створений з використанням однієї зварювальної планки, або двох планок, розташованих так, щоб два шви зливалися, утворюючи єдиний зварний шов (тобто, між ними не залишалося б незвареної стрічки), що складається із двох сегментів швів. Сегменти швів звичайно в цілому паралельні і проходять поперек стрічки або плівки в напрямку поперек напрямку руху стрічки в машині, і знеміцнена область формується між у цілому паралельними сегментами шва. Перфорація може бути виконана з використанням кожного зі способів, описаних вище. В іншому варіанті виконання, використовується один з описаних вище варіантів, але температура на бічному зварному шві встановлюється дуже 10 UA 102080 C2 5 10 15 20 25 30 35 40 45 50 55 60 низькою, настільки, що зварені шви не формуються. Після цього перфоратор робить перфорацію, і зварені шви являють собою шви, що супроводжують перфорації. На Фіг. 9 представлений варіант виконання зварювальної планки 2900, що включає єдину зварювальну зону і зону знеміцнення, розташовану всередині єдиної зварювальної зони. У кращому варіанті, єдиний зварний шов, зі сформованою всередині перфорацією, має довжину в напрямку руху стрічки принаймні 0,25 дюйма, краще принаймні 0,125 дюйма в напрямку руху на плівці 2912, після того як були сформовані зварний шов і перфорація. Довжина в напрямку руху стрічки в машині, у цьому випадку, включає середню відстань через частину зварного шва вздовж ліній, що проходять паралельно краю плівки. Зварювальна планка 2900 формує єдиний зварний шов на стрічці або плівці 2912. Нагрівальний патрон 2901, розташований всередині алюмінієвого блоку 2903, подає постійне нагрівання на зварювальну планку 2900. Нитка розжарення або резистивний нагрівач 2911 забезпечує додаткове нагрівання, що створює зварний шов і знеміцнену зону. У кращому варіанті, нитка 2911 розжарення являє собою NiCr дріт діаметром 0,009-0,013 дюйма. Різні джерела нагрівання об'єднані таким чином, що обидва забезпечують подачу тепла у зварювальну зону і зону знеміцнення, хоча в даному варіанті виконання нитка 2911 розжарення в основному забезпечує нагрівання в зоні знеміцнення, а нагрівач 2901 в основному призначений для підігріву вузла. В альтернативних варіантах використовується плоский дріт з високим опором, або дріт іншої форми. Плоска нитка розжарення може мати піднятий виступ, або може бути скривлена для формування зони знеміцнення, з перериваннями в місцях, де містяться суцільні ділянки між отворами перфорації. Повітря, що перебуває під вигином, може слугувати ізолятором, що впливає на характер розподілу нагрівання стрічки. Для забезпечення більш щільного торкання нитки 2911 розжарення зі стрічкою 2912 може використовуватися прокладка 2905, особливо у випадку доробки пристрою. В інших варіантах виконання, потрібні ще товстіші прокладки в області підгинання або в області шва під тасьму, що затягує (приблизно, на 0,020 дюйма в одному варіанті виконання) для того, щоб стрічка в цій області зазнавала більшого тиску, ніж на іншій частині плівки, чим поліпшується теплопередача в цій області, або там, де прокладка відсутня зовсім. В іншому варіанті використовується підтримувальний ролик за підтримуючою смугою в області підгинання або шва під тасьму, що затягує, що притискає підтримуючу смугу до плівки і забезпечує в цьому місці більший тиск. У кращому варіанті, вставка 2907 складається з, або покрита електрично- або теплоізоляційним матеріалом для ізоляції нитки 2911 розжарення. У різних варіантах виконання, вставка 2907, або електроізоляційний матеріал, складається зі слюди, матеріалу Glastherm, фенолоальдегідної смоли, армованої скловолокном, пластиків, полімерів, алюмінію (з електроізоляційним покриттям) або інших матеріалів. Використовуваний тут Glastherm® включає композиційний матеріал зі скловолокна і теплотривких термореактивних полімерів. Поверх вставки 2907 поміщений розділяючий шар 2909, що складається, у кращому ® ® ® варіанті, зі стрічки Teflon , Rulon , Kapton . Матеріал для розділяючого шару вибирається таким, щоб до нього не прилипала розплавлена плівка, але щоб він міг витримувати температури, необхідні для зварювання і перфорування плівки. Розділяючий шар на зварювальній планці або вставці, у цьому випадку, включає шар, що, у порівнянні з іншими матеріалами зварювальної планки або вставки, скорочує наростання розплавленої плівки на зварювальній планці або вставці. У даному варіанті виконання, плівка стикається тільки з ниткою розжарення і стрічкою (над вставкою), хоча в інших варіантах виконання плівка безпосередньо торкається вставки, і/або торкається алюмінієвого нагрівального блоку. В альтернативних варіантах використовується нанесення на нитку розжарення розділяючого покриття разом або в комбінації з розділяючим шаром. Розділяючим покриттям може бути ® ® ® висихаюче покриття рідких фарб Resbond , Rescore , Teflon , кремнійорганічної фарби та ін. Єдиний зварний шов може простиратися по всій ширині плівки, або частини плівки, де в одній області є два зварених шви, наприклад, для підгинання або під тасьму, що затягує. Два зварених шви можуть бути сформовані так, як це було описано вище. В іншому варіанті, використовується два сегменти шва тільки в області шва під тасьму, що затягує, а у всіх інших областях використовується єдиний шов без сегментів швів, або навпаки. Вибір різних матеріалів, наприклад, для розділяючого шару, ізолюючого шару, нагрівача, нитки розжарення та ін., повинен робитися з урахуванням товщини плівки, температури, що вимагається для перфорації (до 600 °F і більше, в одному варіанті виконання) і зварювання основної частини плівки, і областей підгинання і тасьми, що затягує, а також здатності поверхні, що зварює, відділятися від розплавленої плівки. Неправильний вибір матеріалу приведе до передчасного зношування матеріалу, або передчасному наростанню розплавленої плівки на 11 UA 102080 C2 5 10 15 20 25 30 35 40 45 50 55 60 поверхні, що зварює. В альтернативних варіантах, використовується більш раннє увімкнення нитки розжарення для її підігріву для того, щоб її можна було раніше виключити, видалення наросту плівки в проміжку між контактами зі зварювальною планкою, наприклад, механічним шляхом, нагріванням, щіткою або обдуванням повітрям та ін. Інші питання конструкції включають типи і товщини плівки, котра повинна використовуватися з машиною для виробництва пакетів, поширення тепла між підгинанням та іншими областями, перфорація і зварний шов, матеріал підтримуючого покриття, час витримування, вплив зморшок на плівку і їх видалення, нагромадження на поверхні, що зварює, фарби зі стрічки, створення зон з різним тиском. На Фіг. 11 представлено інший варіант виконання зварювальної планки 3000, що включає єдину зварювальну зону і зону знеміцнення, розташовану всередині єдиної зварювальної зони. Загальний опис зварного шва і наведений вище розгляд конструкції відноситься до цього та іншого варіантів виконання. Нитка розжарення або резистивний нагрівач 3003, встановлений на алюмінієвому нагрівачі 3001, формує зварний шов і знеміцнену область. У цьому випадку, термін "встановлений" включає наявність безпосереднього контакту з алюмінієвим нагрівачем або іншими шарами або елементам, що перебувають між ними. Нагрівач 3001 може являти собою опорну планку, замість нагрівача. Нитка 3003 розжарення може бути такою, як описана вище, а розділяючий елемент може бути поміщений під ниткою 3003 розжарення, поверх нитки 3003 розжарення, або нитка 3003 розжарення може, при необхідності, мати покриття. У кращому варіанті, нитка 3003 розжарення являє собою дріт з NiCr, прошитий стібками в алюмінієвій планці з електроізоляційним покриттям, і/або дріт, покритий електроізоляційним матеріалом. У кращому варіанті, нитка розжарення покрита поділяючим матеріалом (який може бути одночасно й ізолятором). На Фіг. 11 показано інший варіант виконання зварювальної планки 3100, аналогічний зварювальній планці 3000, у якій джерелом тепла для створення зварного шва і знеміцненої зони на стрічці 2912 слугує тонкоплівковий нагрівач 3103, крім нитки 3105 розжарення і опорної планки або нагрівача 3101. На Фіг. 12 представлено інший варіант виконання зварювальної планки 3200, аналогічний зварювальній планці 3100, у якому встановлений ізолятор 3202 між тонкоплівковим нагрівачем 3203, на додаток до нитки 3207 розжарення і опорній планці або нагрівачу 3201, для формування зварного шва і знеміцненої області на стрічці 2912. На Фіг. 13 схематично показаний зварювальний елемент для створення єдиного шва/перфоратор 3300, що містить смугу, котра може бути прикріплена до зварювальної планки або вставки зварювальної планки. Зварювальний елемент 3300 може бути легко замінений і тому підходить у випадках, коли відбувається наростання плівки на зварювальному елементі. Зварювальний елемент 3300 включає нитку 3301 розжарення з NiCr (яка може бути аналогічна ниткам розжарення, описаним вище), розділяючий елемент 3303, котрий також є, у кращому варіанті, електричним ізолятором і може бути аналогічний описаним вище розділяючим елементам, теплопровідний шар 3305, що у кращому варіанті складається з алюмінію для передачі тепла, яке виділяється резистивним мережним нагрівачем 3307, котрі всі закріплені на двосторонній стрічці 3309. При цьому стрічка 3309 може бути закріплена поверх вставки для використання на опорній планці або зварювальній планці, або приклеєна безпосередньо до зварювальної планки. В одній модифікації цього варіанта виконання використовується розділяючий елемент у вигляді стрічки, що поміщається поверх нитки розжарення, у якому можуть бути, а можуть і не бути, зроблені отвори або прорізи в розділяючому елементі, що сполучаються з місцями формування отворів перфорації для того, щоб нитка розжарення стикалася із плівкою в цих місцях. На Фіг. 15 представлений перспективний вид вставки 3500 зварювальної планки, що включає алюмінієвий блок 3501, що нагрівається, з нагрівальним патроном 3502. Кілька штирів 3503 проходять крізь зварювальну планку і створюють мікроперфорацію. Штирі 3503 розташовані в отворах у блоці 3501, котрі проходять під кутом, щоб не торкатися нагрівального патрона 3502. Штирі 3503, можуть бути провідними і можуть з'єднуватися із проводом 3504 для нагрівання штирів 3503 для поліпшення перфорації і/або зварювання. Цей варіант виконання, також як й інші, може бути комбінованим, при необхідності. Наприклад, штирі 3503 можуть бути використані разом з вакуумним відсмоктувачем крізь отвори, у яких перебувають штирі 3503, і/або можуть бути використані в комбінації з одним з багатьох способів створення зварного шва і перфорацій, описаних вище для єдиної зварювальної планки, коли мікроперфорації допомагають у створенні знеміцненої зони, або штирі 3503 можуть бути єдиним засобом формування перфорації. 12 UA 102080 C2 5 10 15 20 25 30 35 40 45 50 55 60 В іншому альтернативному варіанті, ряд штирів або голок розташований у зварювальній планці, що не нагрівається або нагрівається, і тисне на підтримуючу смугу з матеріалу Kevlar®, ушкодження якого в результаті проникнення в нього гострих штирів малоймовірно. Ряди штирів або голок можуть бути розташовані в підтримуючій смузі, і їх переміщення для створення перфорації може відбуватися у фазі зі зварювальними планками на барабані. Аналогічно, тонкоплівкові нагрівачі і/або штирі на ремені або підтримуючій смузі можуть надавлювати на просту поверхню барабану. Барабан взагалі не буде потрібний, якщо тиск прикладається ременями один до одного, наприклад, у тракті еліптичної форми для обох ременів. В іншому варіанті виконання, зварний шов і перфорація формуються магнітними полями або індукційним нагріванням. Магніт (постійний або електромагніт) на зварювальній планці з металом на підтримуючому покритті створює додатковий тиск в області перфорації для розплавлювання отворів у потрібних місцях, і забезпечує зниження тиску в області зварного шва. В іншому варіанті виконання, зварний шов і перфорація формуються разом на некруговому контурі, наприклад, овальному або подовженому, або в машині зі зворотно-поступальним рухом. У цілому, винахід, використаний у цих варіантах виконання, призначено для створення зварного шва тоді і там, де формується перфорація. Даний винахід також охоплює й інші способи виконання перфорації одночасно зі зварними швами на обертовому барабані, у кращому варіанті, створення перфорації по середині одного вузького зварного шва. Наприклад, може бути використано три ряди переставних стібків дроту NiCr, де два зовнішніх ряди створюють зварені шви, а внутрішній ряд створює перфорацію. "Внутрішній" означає внутрішній ряд у напрямку руху стрічки в машині. Один зварний шов може бути виконаний однією округленою зварювальною насадкою, коли плівка розтягнута так, що тоншає/знеміцнюється/перфорується в середині зварного шва в процесі зварювання. Зварювальна планка може мати горбисту поверхню на гребені для створення перфорації. Зварювальна планка може включати резистивне покриття, нанесене на фігурному електрично непровідному матеріалі, для того, щоб тепло виділялося точно на зварювальній поверхні, де воно і необхідно, і могла бути отримана складна форма з різною висотою зварювальних поверхонь. Це може бути досягнуто використанням технологій тонкоплівкових нагрівачів. В іншому варіанті використовується збільшений тиск підтримуючої смуги, наприклад, в 5, 10 або 20 разів, переважно, в 10 разів, для того, щоб температури перфорації, що пропалює, могли бути знижені з 550 ºF – 650 ºF до ще нижчих температур, де є більша розмаїтість покриттів і матеріалів (багато матеріалів мають максимальну робочу температуру не більше 500 ºF). У ще одному варіанті виконання, використовується зварювальна планка, що включає дві паралельні нагріті смуги, що розсовуються в процесі зварювання від 0,03 дюйма до 0,06 дюйма, для розтягування плівки по лінії зниженої міцності або перфорації між двох смуг. Плівка може бути втиснена в поглиблення у зварювальній планці барабану глибиною 1/8 дюйма так, що перфорація може бути прорізана або пропалена нижче поверхні барабану без ушкодження підтримуючої смуги. Вдавлення може виконуватися механічно або з використанням вакууму. Можуть бути використані інші способи створення зварного шва і перфорації, наприклад, з використанням радіаційного нагрівання, мікрохвильового випромінювання або світлового випромінювання, параметри якого обрані для нагрівання і перфорування стрічки. Може наноситися гарячий клей, або рідина з боку барабану для того, щоб її тепло зварювало дві полімерних стрічки. При цьомуможе виконуватися і перфорація, якщо гаряча рідина одночасно пропалює отвори перфорації. Розігрітий твердий матеріал, наприклад, пісок або полімерні гранули, або гаряча рідина, наприклад, олія, можуть продавлюватися крізь стрічку таким чином, що відбувається перфорація стрічки з одночасним формуванням зварного шва. Або стрічка може піддаватися хімічній обробці для проведення реакції з добавкою, у результаті чого плівка сплавляється, і проплавляються перфораційні отвори в тих місцях, де наноситься більше хімічного реагенту. В іншому альтернативному варіанті, на барабан наноситься кислота, що активується через якийсь час, у результаті чого стрічка (незварена і неперфорована) намотується і поміщається в упаковку, а після проходження проміжку часу кислота створює сплавлений зварний шов, у результаті чого стрічка пізніше перетворюється у зварені/розділені пакети. Стрічка може бути зварена за допомогою кондуктивного нагрівання, і перед закінченням часу витримки стрічка може бути піддана криогенному охолодженню в точках перфорування 13 UA 102080 C2 5 10 15 20 25 30 35 40 для того, щоб відбулося розтріскування плівки в цих точках під час її деформації при русі в машинному напрямку. На Фіг. 16, Фіг. 17 і Фіг. 18 представлені, відповідно, перспективне зображення зварювальної планки, вид зверху і вид з торця наконечника для варіанта виконання винаходу, де формується єдиний зварний шов з перфорацією або знеміцненою областю всередині зварного шва. Зварювальна планка 3600 може являти собою відому зварювальну планку, з описаними тут змінами. У кращому варіанті, зварювальна планка 3600 являє собою алюмінієву планку із установленим всередині патронним нагрівачем FIREROD, і включає єдину зварювальну область 3602 під розділяючим шаром 3603, що формує єдиний зварний шов в області стрічки під тасьму, що затягує. Інша одиночна зварювальна область 3612 під розділяючим шаром 3613 формує одиночний зварний шов по іншій частині стрічки (область, що не відноситься до області стрічки під тасьму, що затягається). Отриманий єдиний зварний шов може мати неоднорідну товщину, але мати по всій своїй поверхні достатню міцність для того, щоб бути одиночним швом з необхідною надійністю. У кращому варіанті, розділяючи шари 3603 і 3613 являють собою стрічку з матеріалу Teflon®. Єдина зварювальна зона 3602 проходить під розділяючими шарами 3603 і під поділяючим шаром 3605. Розділяючий шар 3605 використовується, разом із перфоруючою/нагріваючою ниткою 3607 розжарення, для створення перфорації або знеміцненої зони в області стрічки під тасьму, що затягує. У кращому варіанті, розділяючий шар 3605 виконаний зі стрічки Kapton®. У даному варіанті виконання можуть також використовуватися і описані вище альтернативні матеріали. Нитка 3607 розжарення, виконана, у кращому варіанті, з NiCr, поміщена всередині області формування шва під тасьму, що затягує. Стібки нитки 3607 розжарення проходять у єдиній зварювальній зоні 3602, і також через розділяючий шар 3605. В альтернативному варіанті, стібки нитки 3607 розжарення можуть бути прокладені в наконечнику 3801 (Фіг. 18), виконаному з алюмінію або матеріалу іншого типу. На Фіг. 18 показаний вид з торця наконечника 3801, з поміщеними на ньому розділяючими шарами 3603 і 3605, і ниткою 3607 розжарення, стібки якої прокладені в наконечнику 3801 і розділяючому шарі 3605. Наконечник 3801 охоплює менше, ніж розмір повної зварювальної зони 3603 в іншому варіанті виконання. Нитка 3607 розжарення поміщена поверх наконечника 3801. При бажанні різні альтернативні варіанти можуть бути скомбіновані для створення машини для виготовлення пакетів для конкретних завдань. У даному винаході можуть бути зроблені численні модифікації, котрі охоплюються його формулою винаходу. При цьому повинно бути очевидно, що представлені, відповідно до даного винаходу, спосіб і пристрій для виготовлення пакетів повністю задовольняють поставленим завданням і заявленим перевагам. Незважаючи на те, що винахід був описаний на прикладі конкретних варіантів його виконання, зрозуміло, що фахівцям будуть очевидні його різні альтернативні варіанти, модифікації і зміни. Відповідно, передбачається, що винахід охоплює всі такі альтернативи, модифікації та зміни, що попадають під суту та область домагань прикладеної формули. ФОРМУЛА ВИНАХОДУ 45 50 55 60 1. Роторна машина для виготовлення пакетів, що включає: секцію введення; обертовий барабан, розташований так, що на нього надходить стрічка із секції введення, при цьому обертовий барабан включає щонайменше одну зварювальну планку; секцію виводу, розташовану так, що нанеї надходить стрічка з обертового барабана; у якій принаймні одна зварювальна планка включає зварювальну зону, що формує єдиний зварний шов, і також включає нитку розжарення, що являє собою зону знеміцнення всередині зварювальної зони, котра формує знеміцнену зону всередині єдиного зварного шва; і розділяючий шар на принаймні частині принаймні однієї зварювальної зони. 2. Роторна машина для виготовлення пакетів за п. 1, у якій нитка розжарення піднята відносно зварювальної зони, і в якій нитка розжарення прокладена стібками у зварювальній зоні. 3. Роторна машина для виготовлення пакетів за п. 2, у якій поверхня зварювальної зони, що стикається із плівкою, має дугоподібну форму. 4. Роторна машина для виготовлення пакетів за п. 3, у якій перший матеріал розташований під ниткою розжарення. 5. Роторна машина для виготовлення пакетів за п. 4, у якій перший матеріал складається зі стрічки Kapton®, а розділяючий шар складається зі стрічки Teflon®. 14 UA 102080 C2 5 10 15 20 25 30 35 40 45 50 55 6. Роторна машина для виготовлення пакетів за п. 5, у якій нитка розжарення являє собою дріт з NiCr. 7. Роторна машина для виготовлення пакетів за п. 1, у якій зварювальна зона включає наконечник, а розділяючий шар і нитка розжарення розташовані на наконечнику. 8. Роторна машина для виготовлення пакетів за п. 3, що також включає джерело імпульсного живлення, приєднане до нитки розжарення. 9. Роторна машина для виготовлення пакетів за п. 3, що також включає регульоване джерело живлення, приєднане до нитки розжарення. 10. Роторна машина для виготовлення пакетів за п. 1, у якій зварювальна зона включає алюмінієвий нагрівальний блок. 11. Роторна машина для виготовлення пакетів за п. 10, у якій зона знеміцнення включає велику кількість отворів в алюмінієвому нагрівальному блоці. 12. Роторна машина для виготовлення пакетів за п. 11, у якій нитка розжарення розміщена всередині і між великою кількістю отворів. 13. Роторна машина для виготовлення пакетів за п. 12, у якій нитка розжарення складається приблизно на 80 % з нікелю і 20 % із хрому і має опір приблизно 4 Ом/фут. 14. Спосіб виготовлення пакетів, що включає: приймання стрічки; формування єдиного шва на стрічці з використанням зварювальної планки на обертовому барабані шляхом приведення стрічки в стикання зі зварювальною планкою, що має розділяючий шар над принаймні частиною зварювальної поверхні; формування перфорації всередині єдиного зварного шва протягом принаймні частини часу формування першого зварного шва шляхом приведення стрічки в стикання з ниткою розжарення; і відведення плівки від зварювальної планки. 15. Спосіб за п. 14, у якому приведення стрічки в стикання з розділяючим шаром включає приведення стрічки в стикання з першим матеріалом, і також включає приведення стрічки в стикання із другим матеріалом під ниткою розжарення, де формується перфорація. 16. Спосіб за п. 14, у якому приведення стрічки в стикання зі зварювальною планкою включає приведення стрічки в стикання з дугоподібною поверхнею наконечника на зварювальній планці. 17. Спосіб за п. 15, у якому приведення стрічки в стикання зі зварювальною планкою включає прикладення більшого тиску в області шва під тасьму, що затягує, ніж в області, що не належить до тасьми, що затягує. 18. Спосіб за п. 14, що також включає керування нагріванням у нитці розжарення за сигналом зворотного зв'язку. 19. Спосіб за п. 18, що також включає імпульсне живлення нитки розжарення. 20. Спосіб за п. 14, що також включає регулювання потужності живлення, що подається на нитку розжарення. 21. Спосіб за п. 15, у якому приведення стрічки в стикання зі зварювальною планкою включає приведення стрічки в стикання з алюмінієвим нагрівальним блоком, що має розділяючий шар. 22. Спосіб за п. 21, що також включає спостереження за сигналом, що показує нагрівання нитки розжарення, і керування живленням, що підводиться до нитки розжарення, залежно від сигналу. 23. Роторна машина для виготовлення пакетів, що включає: засоби для приймання стрічки; зварювальні засоби для розплавлювання стрічки і створення на стрічці єдиного зварного шва та знеміцненої зони всередині єдиного зварного шва при проходженні стрічки по обертовому барабану; розділяючі засоби для полегшення відділення розплавленої стрічки від зварювальних засобів. 24. Роторна машина для виготовлення пакетів за п. 23, у якій розділяючі засоби включають перший матеріал там, де стрічка знеміцнена, і другий матеріал там, де інша частина стрічки зварена, і в якій зварювальні засоби включають нитку розжарення, стібки якої проходять у зварювальній зоні і проходять у першому матеріалі. 25. Роторна машина для виготовлення пакетів за п. 23, у якій зварювальна зона має наконечник, поверхня якого, що має дугоподібну форму, стикається із плівкою. 26. Роторна машина для виготовлення пакетів за п. 23, у якій розділяючі засоби складаються із принаймні однієї зі стрічок - стрічки Kapton® і стрічки Teflon®. 27. Роторна машина для виготовлення пакетів за п. 24, у якій нитка розжарення являє собою дріт з NiCr. 28. Роторна машина для виготовлення пакетів за п. 23, у якій зварювальні засоби включають перші засоби для зварювання частини стрічки під тасьму, що затягує, і другі засоби для зварювання частини стрічки, що не належить до тасьми, що затягує. 15 UA 102080 C2 5 10 15 20 25 30 29. Роторна машина для виготовлення пакетів за п. 28, що також включає засоби для регулювання нагрівання нитки розжарення за сигналом зворотного зв'язку. 30. Роторна машина для виготовлення пакетів за п. 29, що також включає засоби для підведення живлення до нитки розжарення. 31. Роторна машина для виготовлення пакетів за п. 27, у якій зварювальні засоби включають алюмінієвий нагрівальний блок. 32. Роторна машина для виготовлення пакетів за п. 31, у якій в алюмінієвому нагрівальному блоці є велика кількість отворів. 33. Роторна машина для виготовлення пакетів за п. 32, у якій нитка розжарення розміщена всередині і між великою кількістю отворів. 34. Наконечник для зварювального елемента роторної машини для виготовлення пакетів, що включає розділяючий шар для розміщення над наконечником і нитку розжарення, стібками введену в розділяючий шар і в наконечник, який включає зварювальну область і область перфорації. 35. Наконечник за п. 34, у якому розділяючий шар складається з першого матеріалу, що примикає до нитки розжарення, і другого матеріалу у всіх інших місцях на поверхні наконечника. 36. Наконечник за п. 35, у якому нитка розжарення являє собою дріт з NiCr. 37. Наконечник за п. 36, у якому нитка розжарення піднята в області шва під тасьму, що затягує, відносно іншої частини зварювальної області. 38. Наконечник за п. 37, у якому є велика кількість отворів у наконечнику, і нитка розжарення розміщена всередині і між великою кількістю отворів. 39. Наконечник за п. 36, у якому є велика кількість отворів у наконечнику, і нитка розжарення розміщена всередині і між великою кількістю отворів. 40. Перфоратор роторної машини для виготовлення пакетів, що включає розділяючий шар для розміщення над нагрівачем і нитку розжарення, стібками введену в розділяючий шар і в нагрівач. 41. Перфоратор за п. 40, у якому розділяючий шар складається з першого матеріалу, що примикає до нитки розжарення, і другого матеріалу у всіх інших місцях на поверхні нагрівача. 42. Перфоратор за п. 41, у якому нитка розжарення являє собою дріт з NiCr. 43. Перфоратор за п. 42, у якому нитка розжарення піднята в області шва під тасьму, що затягує, відносно іншої частини зварювальної області. 44. Перфоратор за п. 43, у якому є велика кількість отворів у нагрівачі, і нитка розжарення розміщена всередині і між великою кількістю отворів. 16 UA 102080 C2 17 UA 102080 C2 18 UA 102080 C2 19 UA 102080 C2 20 UA 102080 C2 21 UA 102080 C2 22 UA 102080 C2 23 UA 102080 C2 Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 24
ДивитисяДодаткова інформація
Назва патенту англійськоюRotary machine for making bags (embodiments), method for making bags, tip for welding element of rotary machine and perforator of such machine
Автори англійськоюSelle, Paul A., Pellwitz, Gregory, T.
Назва патенту російськоюРоторная машина для изготовления пакетов (варианты), способ изготовления пакетов, наконечник для сварочного элемента роторной машины и перфоратор этой машины
Автори російськоюСелле Пол А., Пиллуитц Грегори Т.
МПК / Мітки
МПК: B31B 1/16, B65B 61/10
Мітки: машини, роторна, виготовлення, машина, перфоратор, роторної, елемента, спосіб, пакетів, варіанти, цієї, наконечник, зварювального
Код посилання
<a href="https://ua.patents.su/26-102080-rotorna-mashina-dlya-vigotovlennya-paketiv-varianti-sposib-vigotovlennya-paketiv-nakonechnik-dlya-zvaryuvalnogo-elementa-rotorno-mashini-ta-perforator-cieh-mashini.html" target="_blank" rel="follow" title="База патентів України">Роторна машина для виготовлення пакетів (варіанти), спосіб виготовлення пакетів, наконечник для зварювального елемента роторної машини та перфоратор цієї машини</a>
Ущільнювальний елемент для роторної машини та роторна машина
Номер патенту: 88439
Опубліковано: 26.10.2009
Автор: Гелденгуіс Зігфрід
МПК: F01C 19/00
Мітки: машина, роторна, машини, роторної, елемент, ущільнювальний
Формула / Реферат:
1. Ущільнювальний елемент, призначений для ущільнення між компонентами роторної машини на межі кільцевого ущільнення, де протилежні поверхні компонентів утворюють замкнутий або незамкнутий об'єм ущільнення між зонами відносно високого тиску і низького тиску в межах якого розташований ущільнювальний елемент, причому ущільнювальний елемент має форму ущільнювального кільця з пластичного матеріалу і має порожнини, призначені для прийому...
Установка для виготовлення пакетів і машина для намотування
Номер патенту: 95117
Опубліковано: 11.07.2011
Автор: Селле Пол А.
МПК: B31B 19/00
Мітки: виготовлення, установка, намотування, пакетів, машина
Формула / Реферат:
1. Машина для намотування для установки для виробництва пакетів, що містить: подавальний вузол захоплення, встановлений між двома подавальними барабанами, перший шпиндель, розташований за першим вибраним маршрутом руху плівки, у якому плівка, після виходу з подавального вузла захоплення, може рухатись першим вибраним маршрутом руху плівки до першого шпинделя для намотування на перший шпиндель, і другий...
Роторна машина (варіанти)

Номер патенту: 76146
Опубліковано: 17.07.2006
Автори: Скрипець Григорій Зеновійович, Скрипець Зеновій Іванович
МПК: F04B 1/00
Мітки: роторна, варіанти, машина
Формула / Реферат:
1. Роторна машина з циліндром, ексцентричним ротором у його порожнині, поршнями, які разом з циліндром і ротором утворюють робочі камери, кількість яких в двічі перевищує кількість поршнів, та торцевими кришками з отворами для впуску робочого тіла і його випуску, яка відрізняється тим, що кожен поршень виконано із двох розміщених одна в одній шарнірно зв’язаних деталей, одна з яких має направляючу поверхню для нерівномірного руху по...
Роторна машина для виготовлення заклепок
Номер патенту: 25028
Опубліковано: 25.07.2007
Автори: Михайлов Олександр Миколайович, Фенік Леонід Миколайович, Чернишев Євген Олександрович, Мишов Максим Сергійович
МПК: B21K 1/00
Мітки: машина, роторна, виготовлення, заклепок
Формула / Реферат:
Роторна машина для виготовлення заклепок, що містить похилу планшайбу з рівномірно розташованими і жорстко закріпленими по її початковій окружності інструментами, яка відрізняється тим, що похила планшайба виконана у вигляді диска з конічною поверхнею, на якій жорстко закріплені інструменти, причому гострий кут між твірною конічної поверхні і торцем планшайби дорівнює куту нахилу планшайби.
Роторна машина (варіанти)
Номер патенту: 75366
Опубліковано: 17.04.2006
Автори: Скрипець Григорій Зеновійович, Скрипець Зеновій Іванович
МПК: F04B 1/00
Мітки: варіанти, роторна, машина
Формула / Реферат:
1. Роторна машиназ циліндром та у його порожнині ексцентричним ротором, між якими утворена ламана порожнина, яка утворена плоскими відрізками внутрішньої поверхні циліндра і зовнішньої поверхні ротора з однаковою конфігуральною формою, порожнина розділена на робочі камери елементами, можливість руху яких визначають їх контактні поверхні з контактними поверхнями циліндра і ротора при їх синхронному обертанні, яка відрізняється тим, що половина...