Установка для виготовлення пакетів і машина для намотування
Формула / Реферат
1. Машина для намотування для установки для виробництва пакетів, що містить: подавальний вузол захоплення, встановлений між двома подавальними барабанами,
перший шпиндель, розташований за першим вибраним маршрутом руху плівки, у якому плівка, після виходу з подавального вузла захоплення, може рухатись першим вибраним маршрутом руху плівки до першого шпинделя для намотування на перший шпиндель, і
другий шпиндель, розташований за другим вибраним маршрутом руху плівки, у якому плівка, після виходу з подавального вузла захоплення, може рухатись другим вибраним маршрутом руху плівки до другого шпинделя для намотування на другий шпиндель;
вузол захоплення підвищеної швидкості, встановлений між двома барабанами підвищеної швидкості, розташованими за маршрутом руху плівки, у якому плівка рухається від подавального вузла захоплення до вузла захоплення підвищеної швидкості, а потім за першим або другим вибраним маршрутом руху плівки, причому вузол захоплення підвищеної швидкості працює в переривчастому режимі і в режимі формування кожного пакета, та
вузол укладання, розташований так, щоб забезпечувати рух плівки за першим або другим вибраним маршрутом, причому вузол укладання містить множину стрижнів, розташованих таким чином, що вони рухаються по траєкторії, що перетинає маршрут руху плівки щонайменше у двох місцях.
2. Машина для намотування за п. 1, що містить принаймні п'ять стрижнів, і траєкторія є в цілому еліптичною.
3. Машина для намотування за п. 1, у якій вузол укладання містить множину повітряних сопел.
4. Спосіб намотування пакетів з суцільної плівки, що включає:
подачу плівки в машину для намотування;
поперемінне спрямування плівки першим вибраним маршрутом на перший шпиндель і другим вибраним маршрутом руху плівки на другий шпиндель, де зміна маршруту відбувається після намотування деякої кількості пакетів, причому перед зміною напрямку включає відділення кожного пакета від наступного пакета; та
укладання наступних пакетів, у якому укладання включає рух множини стрижнів за траєкторією, що перетинає маршрут руху плівки принаймні у двох місцях.
5. Спосіб за п. 4, у якому траєкторія руху множини стрижнів є в цілому еліптичною.
6. Установка для виробництва пакетів, що містить:
механізм розмотування, розташований так, щоб приймати рулон плівки;
механізм формування, розташований так, щоб приймати плівку з механізму розмотування;
подавальний вузол захоплення, розташований між двома подавальними барабанами, через який плівка проходить від формувального механізму до подавального вузла захоплення;
перший шпиндель, розташований за першим вибраним маршрутом руху плівки, у якому плівка, після того, як вона вийде з вузла захоплення, може рухатись за першим вибраним маршрутом руху плівки до першого шпинделя для намотування на перший шпиндель, і
другий шпиндель, розташований за другим вибраним маршрутом руху плівки, у якому плівка, після того, як вона вийде з вузла захоплення, може рухатись за другим вибраним маршрутом руху плівки до другого шпинделя для намотування на другий шпиндель;
вузол захоплення підвищеної швидкості, встановлений між двома барабанами підвищеної швидкості, розміщеними за маршрутом руху плівки, у якому плівка рухається від подавального вузла захоплення до вузла захоплення підвищеної швидкості, а потім за одним з першого або другого вибраного маршруту руху плівки, при цьому вузол захоплення підвищеної швидкості працює як у переривчастому режимі, так і в режимі формування кожного пакета; та
вузол укладання пакетів, що містить множину стрижнів, розташування яких забезпечує їх рух, у цілому, по еліптичній траєкторії, що перетинає маршрут руху плівки принаймні у двох місцях, і включає множину повітряних сопел, розташування яких забезпечує рух плівки за першим і другим вибраними маршрутами руху плівки.
Текст
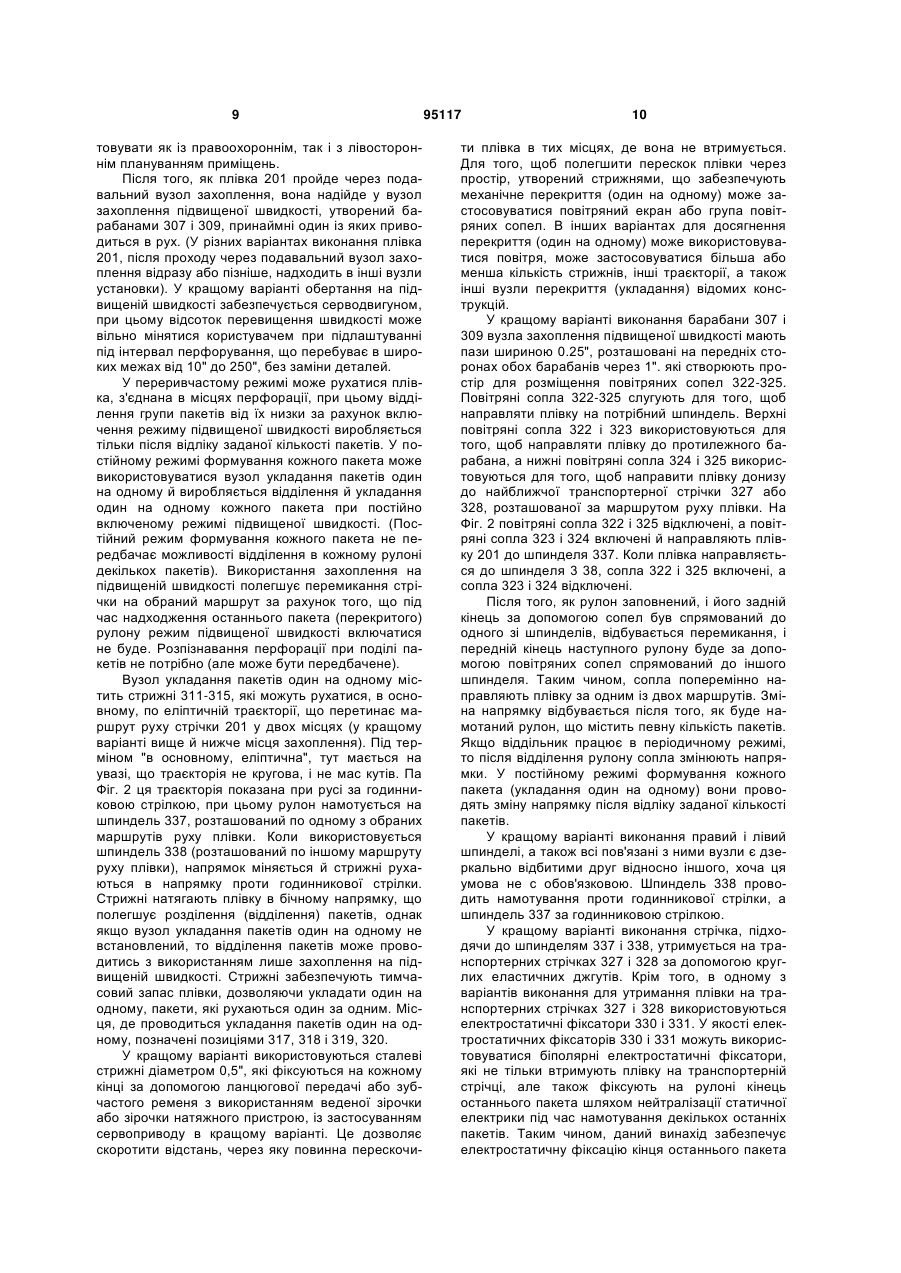
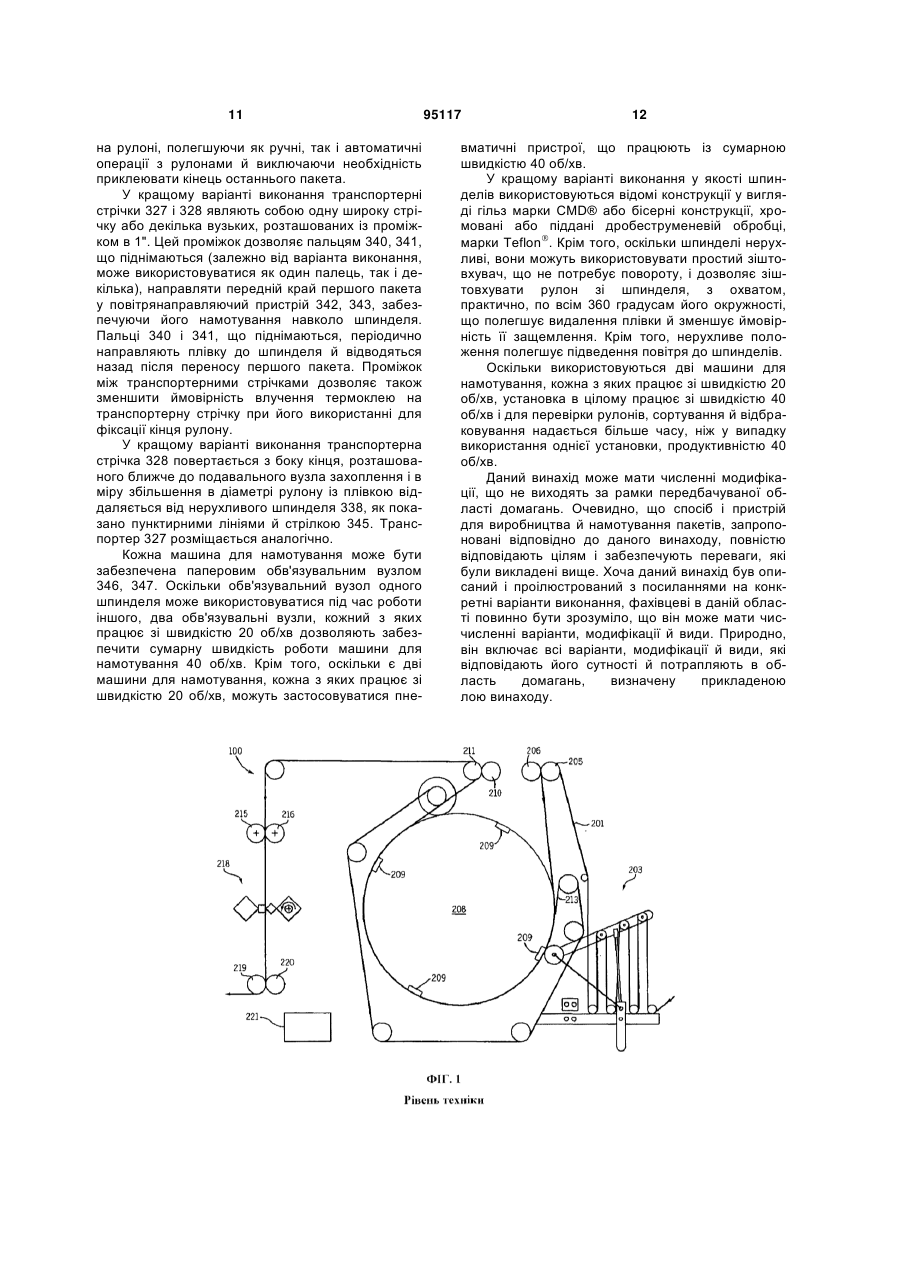
1. Машина для намотування для установки для виробництва пакетів, що містить: подавальний вузол захоплення, встановлений між двома подавальними барабанами, перший шпиндель, розташований за першим вибраним маршрутом руху плівки, у якому плівка, після виходу з подавального вузла захоплення, може рухатись першим вибраним маршрутом руху плівки до першого шпинделя для намотування на перший шпиндель, і другий шпиндель, розташований за другим вибраним маршрутом руху плівки, у якому плівка, після виходу з подавального вузла захоплення, може рухатись другим вибраним маршрутом руху плівки до другого шпинделя для намотування на другий шпиндель; вузол захоплення підвищеної швидкості, встановлений між двома барабанами підвищеної швидкості, розташованими за маршрутом руху плівки, у якому плівка рухається від подавального вузла захоплення до вузла захоплення підвищеної швидкості, а потім за першим або другим вибраним маршрутом руху плівки, причому вузол захоплення підвищеної швидкості працює в переривчастому режимі і в режимі формування кожного пакета, та вузол укладання, розташований так, щоб забезпечувати рух плівки за першим або другим вибраним маршрутом, причому вузол укладання містить множину стрижнів, розташованих таким чином, що вони рухаються по траєкторії, що перетинає маршрут руху плівки щонайменше у двох місцях. 2 (19) 1 3 95117 4 вибраного маршруту руху плівки, при цьому вузол захоплення підвищеної швидкості працює як у переривчастому режимі, так і в режимі формування кожного пакета; та вузол укладання пакетів, що містить множину стрижнів, розташування яких забезпечує їх рух, у цілому, по еліптичній траєкторії, що перетинає маршрут руху плівки принаймні у двох місцях, і включає множину повітряних сопел, розташування яких забезпечує рух плівки за першим і другим вибраними маршрутами руху плівки. Даний винахід відноситься до галузі виробництва пакетів, зокрема до виробництва й намотування пакетів у рулони. Технічні передумови для створення винаходу Відомо велика кількість установок для виробництва пакетів із суцільної плівки, зокрема, з поліоліфенової плівки. До відомих пристроїв комерційного застосування відносяться установки для виробництва пакетів, машини для намотування й фальцювальні (загинальні) машини моделей CMD® серії 3113, 1100, серії 1500, 4013RO, а також інші установки, описані на сайті www.cmdcorp.com. Приклади існуючих установок для виробництва пакетів відомі в патентах США 6117058, 4934993, 5518559, 5587032 і 4642084, а також по публікації заявки США 20060084559 (на кожний із зазначених матеріалів тут є посилання). В основному, ці відомі установки виконують перемотування плівки з рулону. При цьому, використовуватися може одношарова плівка, двошарова плівка, або (плаский) рукав. Пакети формуються шляхом накладення швів на плівку в необхідних місцях. Накладення шва може вироблятися як зверху й знизу, так і з боків пакета. Для позначення країв або верху (низу) суміжних пакетів може використовуватися перфорування. Можуть застосовуватися й інші операції, як, наприклад, поділ пакетів і/або укладення. Установка для виробництва пакетів, описана в патенті США 6117058 і представлена на Фіг. 1 належить тому ж власникові, що й даний винахід. П,я роторна установка для виробництва пакетів 100 виконує безперервну обробку стрічки 201 з використанням вузла натягу 203, двох вхідних барабанів 205 і 206 ( 203-206 с частиною вхідного механізму), барабану 208, що зварює/запаює, двох вихідних барабанів 210 і 211, матеріалу для зварювання/запаювання (накладення шва) 213, двох вхідних ножових барабанів 215 і 216, ножа 218 (у якості якого може використовуватися будь-який пристрій, що застосовується для обробки стрічки, як, наприклад, перфоратор, ніж, вирубний ніж, пристрій, що перфорує або укладає), двох вихідних ножових барабанів 219 і 220 (210-220 відносяться до вихідного механізму) і пристрою керування 221. Вхідний, або перемотувальний механізм, що тут застосовується, містить ту частину установки для виробництва пакетів, яка служить для прийому стрічки, що надходить, зокрема, механізм перемотування й натягу. Вихідний механізм, у даному пристрої, містить вузли, що діють на маршруті стрічки донизу при накладенні швів (запаюванні/зварюванні), такі, як перфоратори, машини для намотування, запаювальних машини й т.п. Стрічка проходить через вузол натягу 203 на барабан 208, що запаює/зварює. Барабан 208 містить групу запаювальних/зварювальних місць 209. Ці місця 209 нагріваються й утворюють шви, формуючи пакети зі стрічки 201. Стрічка 201 утримується на барабані 208 (і на запаювальних/зварних місцях) за допомогою покриття Teflon®. Від одного кінця до іншого відбувається виготовлення пакетів з одним швом від барабана, і а на бічних сторонах за допомогою двох швів. Діаметр барабана може регулюватися, або (і) бути менше, ніж всі запаювальні/зварювальні місця, які визначають відстань між швами, і, отже, розміри пакета. Звичайно в роторних установках встановлюється нижній обертовий ніж, що перфорує стрічку в проміжку між двома швами або поруч із одним швом. У відомому пристрої, представленому на Фіг. 1, стрічка 201 від барабана 208 направляється до обертового ножа 218, що перфорує проміжок між пакетами, або може розділяти суміжні пакети. Коли пакети рухаються безупинно, перфорація відбувається поблизу одного шва, таким чином, що при поділі пакетів перфорація й перфорований кінець виявляється верхом одного пакета, а шов дном сусіднього пакета. Пристрій керування 221 з'єднано з різними частинами пристрою, щоб керувати швидкістю, положенням і т.п. Для розпізнавання факту присипання стрічки при формуванні шва й/або при фіксації перфорації (установки в правильне положення стосовно шва) можуть використовуватися датчики. Датчики також можуть використовуватися для виявлення швів при створенні перфорації в необхідному місці. У багатьох установках для виробництва пакетів слідом за ножем розташовується стрічкопротягувальний механізм. Приклади відомих стрічкопротягувальних механізмів описані в патентах США 4,667,890; 4,695,005; 6186436; і 5899403, на які тут даються посилання. Відомі машини для намотування використовують або обертові револьверні головки з декількома шпинделями, або один нерухливий шпиндель зі стопорним пристосуванням стрічки. Па шпиндель намотується задана кількість пакетів, у результаті чого утвориться рулон. Потім рулон зіштовхується, часто за допомогою зіштовхувального пристрою. Рулон може бути запакований у папір, а дефектні рулони відбраковані. У відомих патентах описуються також різні способи, що дозволяють направляти передній кінець рулону на потрібний шпиндель і керувати процесом намотування. 5 У відомих багатошпиндельних машинах для намотування для переміщення шпинделя у вихідне й робоче положення револьверну головку потрібно повертати. Це збільшує складність установки й утрудняє підведення повітря. Крім того, оскільки револьверна головка повертається, вона використовується з зіштовхувальним пристроєм, який охоплює лише частину поверхні шпинделя. Крім цього, револьверні головки, що обертаються, зіштовхуючи пристрої й повітряні сопла можуть заважати роботі один одного або викликати ушкодження. Стаціонарні машини для намотування мають обмежену швидкість роботи, оскільки для видалення рулону їм потрібен певний час. У відомих машинах для намотування звичайно не можуть використовуватися пневматичні пристрої при швидкості більше 30 об/хв, а при роботі на швидкості 40 об/хв для подібних машин для намотування буде потрібно застосування сервоприводу. Таким чином, існує потреба в створенні машини для намотування з нерухомими шпинделями, що працювала б при більш високих швидкостях у порівнянні з відомими одношпиндельними системами. Бажано, щоб подібна машина для намотування могла б використовуватися із пневматичними пристроями й забезпечувати просте підведення повітря. Короткий опис суті винаходу Відповідно до першого аспекту даного винаходу, машина для намотування установки для виробництва пакетів містить подавальний вузол захоплення й два шпинделі. Кожний із двох шпинделів розташований по одному із двох обраних маршрутів руху плівки. У відповідності із другим аспектом даного винаходу пропонується спосіб намотування пакетів з плівки, що безупинно надходить, який містить у собі подачу плівки в машину для намотування й поперемінну зміну напрямку її руху за обраними маршрутами до одного із двох шпинделів. Зміна напрямку проводиться після намотування певної кількості пакетів, що утворюють рулон. Відповідно до третього аспекту даного винаходу пропонується установка для виробництва пакетів, що містить механізм розмотування, механізм формування й машину для намотування. Машина для намотування містить подавальний вузол захоплення й два шпинделі, кожний з яких розташований за обраним маршрутом руху плівки. В одному з альтернативних варіантів виконання застосовуються нерухливі шпинделі. В інших варіантах виконання обрані маршрути руху плівки краще спрямовані донизу. Між подавальним вузлом захоплення й обраними маршрутами руху плівки може бути встановлений вузол захоплення підвищеної швидкості. У різних варіантах виконання вузол захоплення підвищеної швидкості працює як у переривчастому режимі, так і в постійному режимі формування кожного пакета й при цьому може забезпечувати користувачеві можливість налаштування значення перевищення швидкості. В інших варіантах виконання машина для намотування містить вузол укладання пакетів один на одному, розташований між подавальним вуз 95117 6 лом захоплення й обраними маршрутами руху плівки. Вузол укладання пакетів один на одному може містити групу стрижнів, які переміщуються по траєкторії, що перетинає маршрут руху стрічки не менш, ніж у двох місцях. Траєкторія може бути, краще, еліптичною. В інших варіантах виконання вузол укладання пакетів один на один містить групу повітряних сопел. Вузол захоплення підвищеної швидкості містить одну групу повітряних сопел, які дозволяють направляти плівку за одним з обраних маршрутів руху плівки, і іншу групу повітряних сопел, які направляють плівку за іншим обраним маршрутом руху плівки. В інших варіантах виконання машина для намотування містить транспортерні стрічки, розташовані за обраними маршрутами руху плівки. Транспортерні стрічки можуть повертатися з боку кінця, розташованого ближче до подавального вузла захоплення. У різних варіантах виконання машина для намотування на маршрутах руху плівки містить електростатичний фіксатор, що може бути біполярним. В альтернативних варіантах виконання машина для намотування містить пальці, що піднімаються, розташовані по маршрутах руху плівки. У різних варіантах виконання машина для намотування містить паперові обв'язувальні вузли, розташовані поруч зі шпинделями. В одній з машин для намотування використовується пневмопривід. В альтернативних варіантах виконання машина для намотування містить зіштовхувані рулонів, які охоплюють шпинделі практично по всій окружності 360 градусів. Інші істотні ознаки й переваги даного винаходу будуть зрозумілі фахівцеві при розгляді креслень, що нижче наводяться, /докладного опису й формули винаходу. Короткий опис креслень На Фіг. 1 представлена схема відомої установки для виробництва пакетів; на Фіг. 2 дана схема машини для намотування відповідно до даного винаходу. Перед тим, як приступити до розгляду, хоча б одного з варіантів виконання даного винаходу, необхідно знати, що даний винахід не обмежується тими деталями конструкції й розташуванням елементів, які представлені в наведеному нижче описі й проілюстровані кресленнями. Даний винахід може мати й інші варіанти виконання й реалізовуватися різними способами. Повинно бути зрозуміло також, що використовувана в описі термінологія й фразеологія не повинна розглядатися як обмежуюча. Для позначення однакових компонентів використовуються однакові цифрові позначення. Докладний опис кращих варіантів виконання Хоча даний винахід буде проілюстровано з посиланнями на конкретні установку для виробництва пакетів, спосіб виробництва й відповідна машина для намотування, але повинно бути зрозуміло, що даний винахід може використовуватися й з інтими установками, способами й машинами для намотування, включаючи установки волочильного 7 типу, роторні установки з накладанням один на одному, установки переривчастої дії й інші відомі машини. У цілому, даний винахід описується як машина для намотування, яка може використовуватися разом з відомою установкою для виробництва пакетів, або бути її частиною, що призначена для намотування рулонів з пакетів для зручності їх упакування, переміщення, розподілу й використання. У якості кращого варіанту виконання даний винахід описується з посиланням на установку для виробництва пакетів, що представлена патентом США 6117058, або на промислову установку для виробництва пакетів CMD® 1270 або модульну установку для виробництва пакетів. Метою винаходу є створення машини для намотування, машини для намотування й роздільника пакетів; машини для намотування, роздільника й вузла укладання пакетів один на одному, або установки для виробництва пакетів у цілому. Укладка пакетів один на одному передбачає пристрій або механізм, завдяки якому пакети, що надходять один за одним укладаються один на одного. Перед описом машини для намотування буде описана установка для виробництва пакетів, що може являти собою описаний вище відомий пристрій. Можуть також використовуватися й інші установки для виробництва пакетів. Виготовлені пакети у вигляді плівки надходять на машину для намотування, де проводиться їх поділ шляхом захоплення плівки на підвищеній швидкості. Захоплення на підвищеній швидкості, що використовується у даному винаході, є вузлом захоплення, у якому, принаймні, один обертовий барабан має окружну швидкість, що перевищує швидкість руху плівки до надходження на вузол захоплення. Вузол захоплення може діяти в постійному режимі формування кожного пакета, або в переривчастому режимі, коли поділ пакетів проводиться тільки на початку (кінці) рулону. У розглянутому випадку в постійному режимі формування кожного пакета операції по поділу (відділенню) проводяться для кожного пакета в рулоні. У переривчастому режимі функція відділення для кожного пакета не включається, а діє лише на початку або наприкінці рулону, або для декількох пакетів у рулоні. У постійному режимі формування кожного пакета вони можуть укладатися один на одного. Після того, як відділення пакетів буде виконано, зіштовхувач направляє плівку до одного із двох шпинделів. Намотувальні шпинделі проводять намотування по черзі, що виключає виникнення перешкод і дозволяє працювати на більш високих швидкостях і при більш швидких циклах, а також з меншою кількістю пакетів у рулоні. Зіштовхувач направляє плівку за одним із двох обраних маршрутів руху стрічки до одного із двох шпинделів або намотувальних пристроїв. У цьому випадку кожний обраний маршрут руху стрічки являє собою траєкторію, по якій рухається плівка й/або пакети під час роботи машини для намотування. У кращому варіанті виконання обрані маршрути руху стрічки краще спрямовані донизу, дозволяючи скидати на підлогу в зручне місце плівку, що відкинута або випала. Кращий напрямок у цьому випадку біль 95117 8 шою мірою вертикальний (під дією сили ваги), ніж горизонтальний. У якості шпинделів використовуються нерухливі шпинделі. У цьому випадку нерухливі шпинделі являють собою такі шпинделі, які не переміщаються зі свого положення, тобто по заданій траєкторії, але можуть обертатися. Коли шпиндель, що перебуває в роботі намотає повний рулон, передній край першого пакета наступного рулону буде спрямований до іншого шпинделя за іншим обраним маршрутом руху плівки. У результаті машина для намотування може відразу ж почати намотування на іншому шпинделі без переміщення шпинделів і попереднього видалення рулону. Різні варіанти виконання даного винаходу містять у собі одну або кілька наступних ознак, як самостійно, так і в різноманітних сполученнях. Направлення плівки за необхідним маршрутом може проводитися за допомогою повітря, а для того, щоб почати новий рулон можуть використовуватися пальці, що піднімаються, і/або повітряні сопла. Пакети на шпинделі можуть утримуватися за рахунок електростатичної фіксації, а для втримання на рулоні кінця останнього пакета може використовуватися біполярна електростатична фіксація. Для просування плівки за обраними маршрутами можуть використовуватися транспортери, які, у міру збільшення рулону, можуть повертатися, підбудовуючись під зростаючий діаметр. Може використовуватися паперовий обв'язувальний вузол, а час висихання клею може підбиратися так, щоб клей міг висохнути за той час, коли працює інший шпиндель. Для видалення рулонів може використовуватися зіштовхувач, що зіштовхує рулон зі шпинделя з охватом останнього, практично за усіма 360 градусами його окружності, оскільки шпинделі є нерухливими. Вираження "практично за усіма 360 градусами", що тут використовується, означає повну окружність, за винятком невеликих випадкових переривань. Тепер звернемося до Фіг. 2, на якій представлена схема машини для намотування 200, відповідно до кращого варіанта виконання. Машина для намотування 200 може забезпечувати рух плівки донизу за її маршрутом в установці для виробництва пакетів 100, представленій на Фіг. 1. Як уже говорилося вище, існує багато й інших подібних пристроїв, але усі їх включати в даний опис немає необхідності. Плівка 201 проходить від перфоратора або ножа 218 (Фіг. 1) до подавального вузла захоплення, утвореного барабанами 303 і 305 (Фіг. 2), принаймні, один із яких приводиться в рух. Подавальний вузол захоплення простягає плівку або подає її в машину для намотування 200. (Термін "подавальний вузол захоплення" може відноситися до вузла, що подає плівку, як у саму установку, так і в її машину для намотування). Тут він також відноситися до подачі плівки у вузол машини для намотування. У кращому варіанті виконання застосовується вертикальна подача стрічки через подавальний вузол захоплення. Це забезпечує універсальність обслуговування машини, незалежно від того, з якої сторони перебуває оператор і дозволяє викорис 9 товувати як із правоохороннім, так і з лівостороннім плануванням приміщень. Після того, як плівка 201 пройде через подавальний вузол захоплення, вона надійде у вузол захоплення підвищеної швидкості, утворений барабанами 307 і 309, принаймні один із яких приводиться в рух. (У різних варіантах виконання плівка 201, після проходу через подавальний вузол захоплення відразу або пізніше, надходить в інші вузли установки). У кращому варіанті обертання на підвищеній швидкості забезпечується серводвигуном, при цьому відсоток перевищення швидкості може вільно мінятися користувачем при підлаштуванні під інтервал перфорування, що перебуває в широких межах від 10" до 250", без заміни деталей. У переривчастому режимі може рухатися плівка, з'єднана в місцях перфорації, при цьому відділення групи пакетів від їх низки за рахунок включення режиму підвищеної швидкості виробляється тільки після відліку заданої кількості пакетів. У постійному режимі формування кожного пакета може використовуватися вузол укладання пакетів один на одному й виробляється відділення й укладання один на одному кожного пакета при постійно включеному режимі підвищеної швидкості. (Постійний режим формування кожного пакета не передбачає можливості відділення в кожному рулоні декількох пакетів). Використання захоплення на підвищеній швидкості полегшує перемикання стрічки на обраний маршрут за рахунок того, що під час надходження останнього пакета (перекритого) рулону режим підвищеної швидкості включатися не буде. Розпізнавання перфорації при поділі пакетів не потрібно (але може бути передбачене). Вузол укладання пакетів один на одному містить стрижні 311-315, які можуть рухатися, в основному, по еліптичній траєкторії, що перетинає маршрут руху стрічки 201 у двох місцях (у кращому варіанті вище й нижче місця захоплення). Під терміном "в основному, еліптична", тут мається на увазі, що траєкторія не кругова, і не мас кутів. Па Фіг. 2 ця траєкторія показана при русі за годинниковою стрілкою, при цьому рулон намотується на шпиндель 337, розташований по одному з обраних маршрутів руху плівки. Коли використовується шпиндель 338 (розташований по іншому маршруту руху плівки), напрямок міняється й стрижні рухаються в напрямку проти годинникової стрілки. Стрижні натягають плівку в бічному напрямку, що полегшує розділення (відділення) пакетів, однак якщо вузол укладання пакетів один на одному не встановлений, то відділення пакетів може проводитись з використанням лише захоплення на підвищеній швидкості. Стрижні забезпечують тимчасовий запас плівки, дозволяючи укладати один на одному, пакети, які рухаються один за одним. Місця, де проводиться укладання пакетів один на одному, позначені позиціями 317, 318 і 319, 320. У кращому варіанті використовуються сталеві стрижні діаметром 0,5", які фіксуються на кожному кінці за допомогою ланцюгової передачі або зубчастого ременя з використанням веденої зірочки або зірочки натяжного пристрою, із застосуванням сервоприводу в кращому варіанті. Це дозволяє скоротити відстань, через яку повинна перескочи 95117 10 ти плівка в тих місцях, де вона не втримується. Для того, щоб полегшити перескок плівки через простір, утворений стрижнями, що забезпечують механічне перекриття (один на одному) може застосовуватися повітряний екран або група повітряних сопел. В інших варіантах для досягнення перекриття (один на одному) може використовуватися повітря, може застосовуватися більша або менша кількість стрижнів, інші траєкторії, а також інші вузли перекриття (укладання) відомих конструкцій. У кращому варіанті виконання барабани 307 і 309 вузла захоплення підвищеної швидкості мають пази шириною 0.25", розташовані на передніх сторонах обох барабанів через 1". які створюють простір для розміщення повітряних сопел 322-325. Повітряні сопла 322-325 слугують для того, щоб направляти плівку на потрібний шпиндель. Верхні повітряні сопла 322 і 323 використовуються для того, щоб направляти плівку до протилежного барабана, а нижні повітряні сопла 324 і 325 використовуються для того, щоб направити плівку донизу до найближчої транспортерної стрічки 327 або 328, розташованої за маршрутом руху плівки. На Фіг. 2 повітряні сопла 322 і 325 відключені, а повітряні сопла 323 і 324 включені й направляють плівку 201 до шпинделя 337. Коли плівка направляється до шпинделя 3 38, сопла 322 і 325 включені, а сопла 323 і 324 відключені. Після того, як рулон заповнений, і його задній кінець за допомогою сопел був спрямований до одного зі шпинделів, відбувається перемикання, і передній кінець наступного рулону буде за допомогою повітряних сопел спрямований до іншого шпинделя. Таким чином, сопла поперемінно направляють плівку за одним із двох маршрутів. Зміна напрямку відбувається після того, як буде намотаний рулон, що містить певну кількість пакетів. Якщо віддільник працює в періодичному режимі, то після відділення рулону сопла змінюють напрямки. У постійному режимі формування кожного пакета (укладання один на одному) вони проводять зміну напрямку після відліку заданої кількості пакетів. У кращому варіанті виконання правий і лівий шпинделі, а також всі пов'язані з ними вузли є дзеркально відбитими друг відносно іншого, хоча ця умова не с обов'язковою. Шпиндель 338 проводить намотування проти годинникової стрілки, а шпиндель 337 за годинниковою стрілкою. У кращому варіанті виконання стрічка, підходячи до шпинделям 337 і 338, утримується на транспортерних стрічках 327 і 328 за допомогою круглих еластичних джгутів. Крім того, в одному з варіантів виконання для утримання плівки на транспортерних стрічках 327 і 328 використовуються електростатичні фіксатори 330 і 331. У якості електростатичних фіксаторів 330 і 331 можуть використовуватися біполярні електростатичні фіксатори, які не тільки втримують плівку на транспортерній стрічці, але також фіксують на рулоні кінець останнього пакета шляхом нейтралізації статичної електрики під час намотування декількох останніх пакетів. Таким чином, даний винахід забезпечує електростатичну фіксацію кінця останнього пакета 11 на рулоні, полегшуючи як ручні, так і автоматичні операції з рулонами й виключаючи необхідність приклеювати кінець останнього пакета. У кращому варіанті виконання транспортерні стрічки 327 і 328 являють собою одну широку стрічку або декілька вузьких, розташованих із проміжком в 1". Цей проміжок дозволяє пальцям 340, 341, що піднімаються (залежно від варіанта виконання, може використовуватися як один палець, так і декілька), направляти передній край першого пакета у повітрянаправляючий пристрій 342, 343, забезпечуючи його намотування навколо шпинделя. Пальці 340 і 341, що піднімаються, періодично направляють плівку до шпинделя й відводяться назад після переносу першого пакета. Проміжок між транспортерними стрічками дозволяє також зменшити ймовірність влучення термоклею на транспортерну стрічку при його використанні для фіксації кінця рулону. У кращому варіанті виконання транспортерна стрічка 328 повертається з боку кінця, розташованого ближче до подавального вузла захоплення і в міру збільшення в діаметрі рулону із плівкою віддаляється від нерухливого шпинделя 338, як показано пунктирними лініями й стрілкою 345. Транспортер 327 розміщається аналогічно. Кожна машина для намотування може бути забезпечена паперовим обв'язувальним вузлом 346, 347. Оскільки обв'язувальний вузол одного шпинделя може використовуватися під час роботи іншого, два обв'язувальні вузли, кожний з яких працює зі швидкістю 20 об/хв дозволяють забезпечити сумарну швидкість роботи машини для намотування 40 об/хв. Крім того, оскільки є дві машини для намотування, кожна з яких працює зі швидкістю 20 об/хв, можуть застосовуватися пне 95117 12 вматичні пристрої, що працюють із сумарною швидкістю 40 об/хв. У кращому варіанті виконання у якості шпинделів використовуються відомі конструкції у вигляді гільз марки CMD® або бісерні конструкції, хромовані або піддані дробеструменевій обробці, марки Teflon. Крім того, оскільки шпинделі нерухливі, вони можуть використовувати простий зіштовхувач, що не потребує повороту, і дозволяє зіштовхувати рулон зі шпинделя, з охватом, практично, по всім 360 градусам його окружності, що полегшує видалення плівки й зменшує ймовірність її защемлення. Крім того, нерухливе положення полегшує підведення повітря до шпинделів. Оскільки використовуються дві машини для намотування, кожна з яких працює зі швидкістю 20 об/хв, установка в цілому працює зі швидкістю 40 об/хв і для перевірки рулонів, сортування й відбраковування надається більше часу, ніж у випадку використання однієї установки, продуктивністю 40 об/хв. Даний винахід може мати численні модифікації, що не виходять за рамки передбачуваної області домагань. Очевидно, що спосіб і пристрій для виробництва й намотування пакетів, запропоновані відповідно до даного винаходу, повністю відповідають цілям і забезпечують переваги, які були викладені вище. Хоча даний винахід був описаний і проілюстрований з посиланнями на конкретні варіанти виконання, фахівцеві в даній області повинно бути зрозуміло, що він може мати чисчисленні варіанти, модифікації й види. Природно, він включає всі варіанти, модифікації й види, які відповідають його сутності й потрапляють в область домагань, визначену прикладеною лою винаходу. 13 Комп’ютерна верстка І. Скворцова 95117 Підписне 14 Тираж 24 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюBag machine and winder
Автори англійськоюSelle, Paul A.
Назва патенту російськоюУстановка для производства пакетов и машина для намотки
Автори російськоюСелле Пол А.
МПК / Мітки
МПК: B31B 19/00
Мітки: установка, машина, намотування, виготовлення, пакетів
Код посилання
<a href="https://ua.patents.su/7-95117-ustanovka-dlya-vigotovlennya-paketiv-i-mashina-dlya-namotuvannya.html" target="_blank" rel="follow" title="База патентів України">Установка для виготовлення пакетів і машина для намотування</a>
Установка для формування пакетів з плівки
Номер патенту: 54904
Опубліковано: 25.11.2010
Автори: Крестьянполь Олена Анатоліївна, Шаповал Ольга Михайлівна, Пальчевський Богдан Олексійович, Вараніцький Тарас Любомирович
МПК: B31B 1/00
Мітки: формування, установка, плівки, пакетів
Формула / Реферат:
Установка для формування пакетів з плівки, що містить механізм розмотування плівки, формувальний ворот, рукавоутворювач, губки зварювання повздовжнього і поперечних швів пакета, губки зварювання кутових швів пакета, а також підгиначі бокових складок пакета, підгиначі дна пакета та підгинач нижнього шва пакета, яка відрізняється тим, що підгиначі дна пакета приєднані до корпусу губки зварювання поперечних швів пакета, причому підгиначі...
Пристрій для виготовлення пакетів
Номер патенту: 19117
Опубліковано: 15.12.2006
Автор: ОВДІЙ ВІКТОР МИКИТОВИЧ
МПК: B65B 51/00, B29C 65/02
Мітки: виготовлення, пакетів, пристрій
Формула / Реферат:
1. Пристрій для виготовлення пакетів, що містить основу, механізм подачі плівки з протягувальними і притискувальними валками, площадку укладання плівки, механізм регулювання довжини пакета і періодичної подачі плівки, механізм притиснення і зварювання плівки та механізм утримування плівки, який відрізняється тим, що механізм, регулювання довжини пакета виконаний у вигляді сукупності герконів, розміщених колом з можливістю взаємодії з...
Пристрій для виготовлення, наповнення і запечатування пакетів із термосклейного матеріалу
Номер патенту: 60767
Опубліковано: 15.02.2006
Автори: Мироненко Віталій Олексійович, Голованов Сергій Віталійович
МПК: B65B 9/06
Мітки: термосклейного, пакетів, наповнення, виготовлення, пристрій, матеріалу, запечатування
Формула / Реферат:
Гербіцидна композиція включає римсульфурон, тифенсульфурон-метил, поверхнево-активні речовини та інші допоміжні речовини, причому додатково містить нітрат амонію.
Пристрій для виготовлення пакетів з термозварювальної плівки
Номер патенту: 39433
Опубліковано: 25.02.2009
Автори: Боровик Олег Васильович, Малашин Микола Олександрович
МПК: B65B 9/06
Мітки: термозварювальної, пристрій, плівки, виготовлення, пакетів
Формула / Реферат:
Пристрій для виготовлення пакетів з термозварювальної плівки, що містить рукавоутворювач, трубу для подачі продукту в рукав, пристосування для утворення поздовжнього шва, пристосування для утворення поперечних швів і механізм протягування рукава, який включає змонтовану з можливістю зворотно-поступального переміщення каретку з затискними елементами, який відрізняється тим, що механізм, який протягує, виконаний у вигляді кільцевого сектора, що...
Виконавчий пристрій установки для виготовлення, наповнення і герметизації пакетів з термопластичної плівки
Номер патенту: 44269
Опубліковано: 25.09.2009
Автор: Піддубний Юрій Олександрович
МПК: B65B 9/00
Мітки: виготовлення, пристрій, виконавчий, плівки, герметизації, пакетів, термопластичної, наповнення, установки
Формула / Реферат:
1. Виконавчий пристрій установки для виготовлення, наповнення і герметизації пакетів з термопластичної плівки, що містить принаймні механізм для утворення поперечного шва і відрізання наповнених пакетів, виготовлений у вигляді двох горизонтально розташованих вузлів, які мають контактні поверхні для затискання рукава термостатичної плівки і які встановлені з можливістю примусового переміщення один відносно одного, установлений у підшипниках...
Попередній патент: Система і спосіб управління замовленнями таксі
Наступний патент: Вогнепальна зброя з амортизацією віддачі
Випадковий патент: Вітроелектропристрій для живлення електроогорожі на пасовищах