Пакети, що складаються щонайменше з двох комплектів одиниць товарів, засіб, спосіб і пристрій для виготовлення пакетів
Номер патенту: 51760
Опубліковано: 16.12.2002
Автори: Коккешвольд Тур, Омдаль Б'ярне, Гундерсен Гейр Віктор, Єнсен Єнс Бейлегор, Естергор Бент
Формула / Реферат
1. Пакет, що містить щонайменше одну пару стосів (А, В) одиниць товарів, охоплених саме навантажувальним стропом, що затискається, який містить центральну петлю підвіски (14), що простирається нагору між стосами (А, В) і крізь центральний отвір у верхній частині стропа, який відрізняється тим, що строп має форму замкнутої петлі стрічки (2), ширина якої, власне кажучи, дорівнює ширині в поперечному напрямку стосів (А, В), а також тим, що центральна петля (14) у зібраному вигляді утворює вушко для підйому (15), причому кінці стрічки перекривають один одного, і постійно і надійно з'єднані між собою швом, клеєм, гарячим розплавом і т.п.
2. Засіб для виготовлення пакета, що складається з пари стосів (А, В) одиниць товарів (13), охоплених саме навантажувальним стропом, що затискається, який містить центральну петлю підвіски (14), що простирається нагору між стосами (А, В) і крізь центральний отвір у верхній частині стропа, який відрізняється тим, що саме навантажувальний строп, що затискається, являє собою попередньо виготовлену стрічку (2), виконану у вигляді петлі, і що містить частину для створення складок, центральна ділянка якої охоплена гільзою, причому є принаймні одна мотузка або ремінь, які утримують складки в положенні, коли вони примикають одна до одної.
3. Спосіб виготовлення пакетів, що містять щонайменше одну пару стосів (А, В) одиниць товарів (13), охоплених навантажувальним стропом, що самозатискається, що має центральну петлю підвіски, що простирається нагору між стопами (А, В) і крізь центральний отвір у верхній частині стропа, який відрізняється тим, що строп у вигляді стрічки (2), що має ширину, яка, власне кажучи, дорівнює поперечній ширині стосів (А В), виконують у вигляді замкнутої петлі, включаючи петлю підвіски (14) для підйому пакета, спочатку відокремлюють задану довжину стрічки (2), що надходить від пристрою для подачі (1) стрічки, а потім укладають на стрічку (2) одиниці товарів, створюючи стоси (А, В), завдяки чому стрічка охоплює стоси (А, В) і простирається нагору між стопами (А, В), створюючи центральну петлю для підйому (14), причому в стрічці (2) виконують отвір для протягування петлі (14) і її формування з утворенням вушка для підйому (15), а два кінці стрічки (2) з'єднують між собою, створюючи стрічку (2) у вигляді замкнутої петлі.
4. Спосіб згідно з п. 3 виготовлення пакетів за допомогою самозатискного навантажувального стропа, причому пакети мають стоси (А, В) одиниць товарів (13), який відрізняється тим, що задану довжину стрічки (2) одержують шляхом протягування стрічки (2) по парі стрижнів (4), розташованих на відстані один від одного, причому між ними є рухомий у вертикальному напрямку стрижень (5); а також навколо стрижня (8в), прикріпленого до рухомої у вертикальному напрямку пластини (8), а потім над другою парою стрижнів (6), між якими є рухомий у вертикальному напрямку стрижень (7), потім кінець стрічки (2) закріплюють у затискному пристрої (3), після чого стрижні (5) і (7) переміщують донизу при зіткненні зі стрічкою (2), а пластину (8) переміщують донизу, при цьому стрижень (8а) притискає стрічку (2) донизу, а вузли з роликами (10а, 10в) переміщуються нагору до зіткнення зі стрічкою (2), поки стрічка (2) не ляже на них, причому пристрій для подачі (1) стрічки блокують, коли відрізок стрічки заданої довжини (2) буде з нього отриманий.
5. Спосіб згідно з п. 3, який відрізняється тим, що відрізок стрічки (2) заданої довжини формують шляхом змотування стрічки (2) із пристрою для подачі (1) стрічки, проводячи її по стрижню (18), який спочатку розміщений біля вузла з роликами (10а), після цього першу стопу (В) поміщають всередині стрічки (2) і на вузлі з роликами (10в), потім утворюють петлю підвіски 15) шляхом переміщення нагору стрижня (23), розташованого між вузлами з роликами (10а, в), а після цього другий стос (А) розміщують на стрічці (2) і на вузлі (10а), потім стоси (А, В) цілком охоплюють стрічкою (2), коли стрижні (35) і (19) простираються поверх двох частин згаданих стосів.
6. Спосіб згідно з п. 3, який відрізняється тим, що клей або гарячий розплав наносять щонайменше на одну з кінцевих частин стрічки (2), яка була оброблена коронним розрядом, після чого два кінці стрічки притискають один до одного.
7. Спосіб згідно з п. 3, який відрізняється тим, що під час утворення петлі підвіски (15) стрічку (2) стискають, утворюють на ній складки й охоплюють гільзою (22).
8. Спосіб згідно з п. 3, який відрізняється тим, що гільзу розміщують навколо частини зі складками (27) петлі (15) стрічки (2) за допомогою закругленого пристрою (33), в якому є матеріал гільзи, що містить клей, який наносять на частину зі складками, причому пристрій, що утворює складки (26в), обтискає пристрій (33) навколо частини зі складками (27), закріплюючи гільзу (22) на петлі підвіски (15).
9. Спосіб згідно з п. 3, який відрізняється тим, що стрічку (2), ширина якої, власне кажучи, дорівнює ширині в поперечному напрямку згаданих стосів (А, В), виконують у вигляді замкнутої петлі шляхом розміщення стрічки (2) на стрижнях (16а-д), розташованих поперек стрічки (2), створюючи центральну петлю підвіски (14), а також розташовують стрічку (2) навколо стрижнів (17а-д) і два кінці стрічки (2) з утворенням замкнутого стропа, причому в стрічці (2) виконують отвір, крізь який протягують петлю підвіски (14), яка у зібраному вигляді утворює вушко для підйому (15), а одиниці товарів (13) укладають у стос всередині стропа після того, як він утворить замкнуту форму.
10. Спосіб виготовлення пакетів, що складаються із пари стосів (А, В) одиниць товарів (13), охоплених навантажувальним стропом, що самозатискається, в якому є центральна петля підвіски (14), що простирається нагору між стосами (А, В), а також через центральний отвір, виконаний у верхній частині стропа, який відрізняється тим, що утворюють строп, виконаний із стрічки (2), ширина якої, власне кажучи, дорівнює ширині стосів (А, В) і в якій є отвір для центральної петлі підвіски (14), стрічку розміщують на стрижнях (16а-д), віддалених від стрижнів (17а-д), завдяки чому петля підвіски (14) розміщується між двома групами стрижнів (16а-д) і (17а-д), причому згадані групи стрижнів розташовані поперек стрічки (2), а вушко для підйому (15) виконано з верхньої частини петлі (14), після одиниці товарів (13) укладають у строп, створюючи стоси (А, В).
11. Пристрій для виготовлення пакета щонайменше із двох стосів (А, В) одиниць товарів (13), охоплених самозатискним стропом, в якому є центральна петля підвіски (14), що простирається нагору між стосами (А, В) і крізь центральний отвір, виконаний у верхній частині стропа, який відрізняється тим, що між пристроєм для подачі матеріалу петлі (1) і затискного пристрою (3), що закріплює зовнішній кінець стрічки (2), яка виконана у вигляді навантажувального стропа, установлені дві групи стрижнів (4) і (6), кожна з яких має рухомі у вертикальному напрямку стрижні (5) і (7), розташовані між групами, причому щонайменше два вузли з роликами (10а і 10в), рухомі у вертикальному напрямку, розташовані між двома парами стрижнів (4) і (6) на такій відстані, що пластина (8) із стрижнями (а, в) може переміщатися вертикально між вузлами роликів (10а і 10в), при цьому пристрій також містить засіб (12) для подачі одиниць товарів (13).
12. Пристрій згідно з п. 11, який відрізняється тим, що містить групу стрижнів (9), розташованих над вузлами з роликами (10а-в), а також між перегородками (11), між якими одиниці товарів (13) розміщені під час укладання в стоси, а стрижні (9) виконані з можливістю витягу з пристрою під час процесу укладання стосів.
13. Пристрій згідно з п. 11, який відрізняється тим, що містить стрижень (23), рухомий у вертикальному напрямку і розташований між вузлами з роликами (10а, в), призначений для утворення петлі підвіски (15), а також містить затискний пристрій (20) для підтримки петлі підвіски (15).
14. Пристрій згідно з п. 11, який відрізняється тим, що містить дві групи напрямних штанг (24) із установленими на них деталями (26а, в), які виконані рухомими в горизонтальному напрямку, торкаючись одна одної, і призначені для утворення складок на стрічці (2), причому штанги (24) розташовані на відстані одна від одної, що відповідає висоті утворених складок (27), при цьому пристрій (33), призначений для утворення гільзи (22) навколо петлі підвіски (15), закріплений на пристрої для створення складок (26в).
Текст
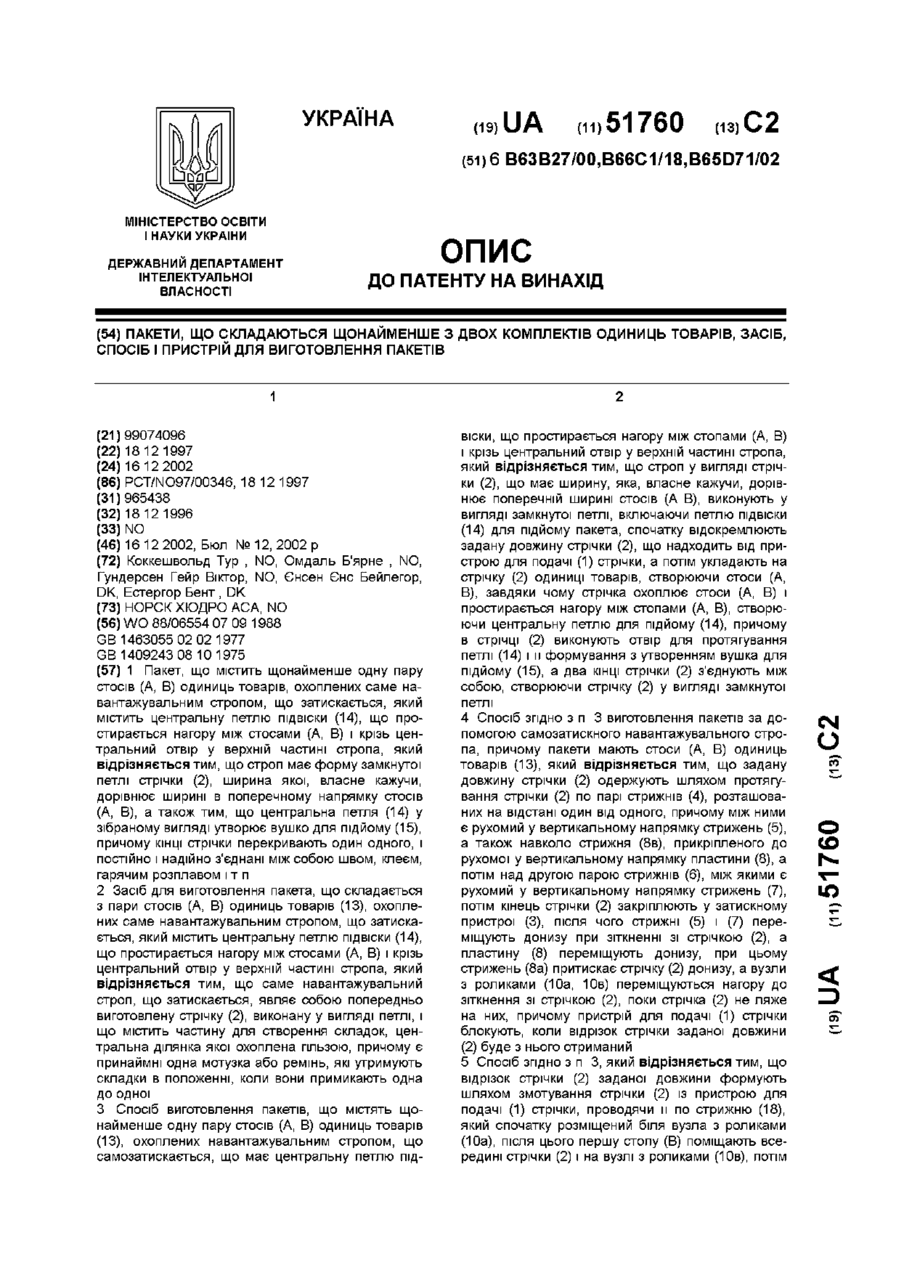
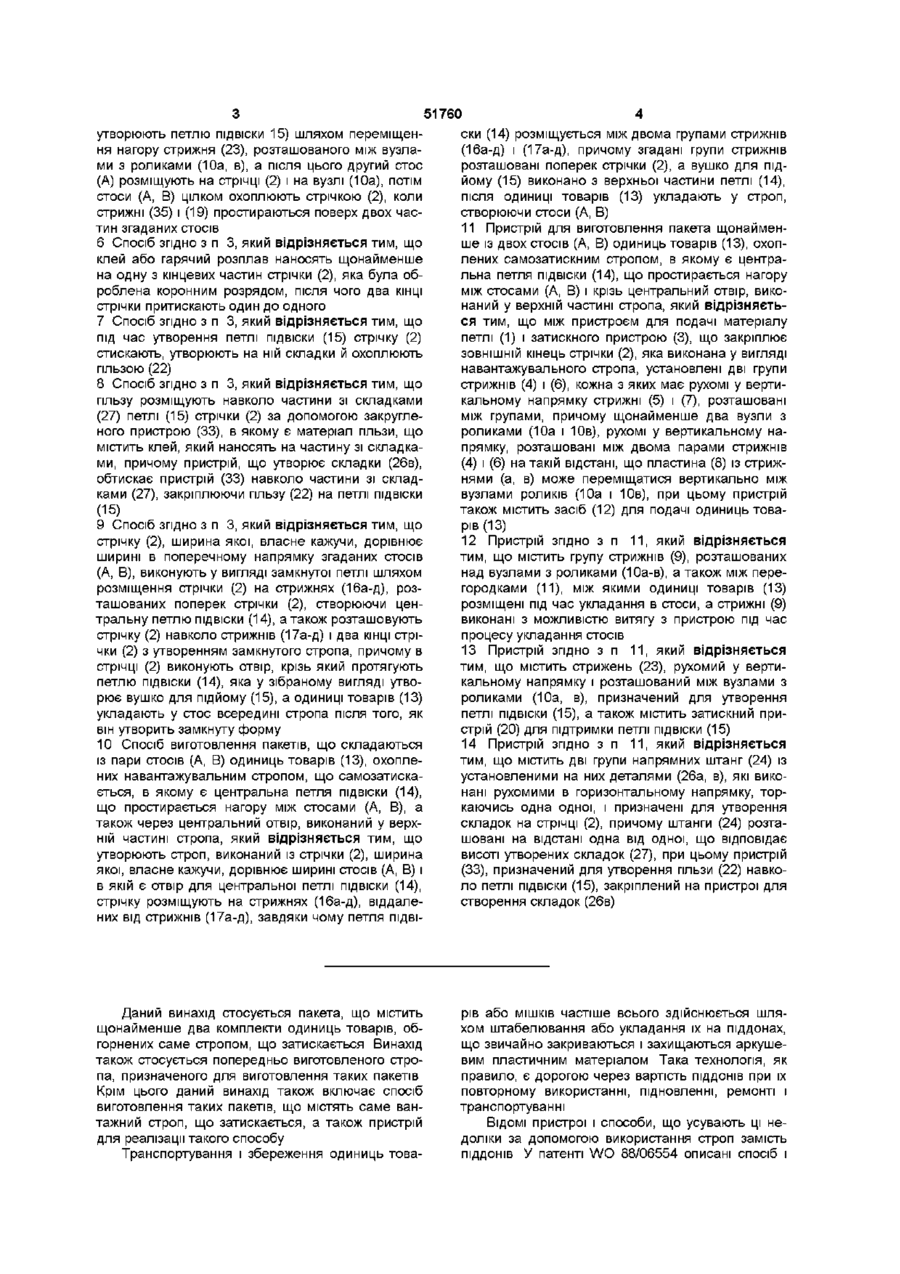
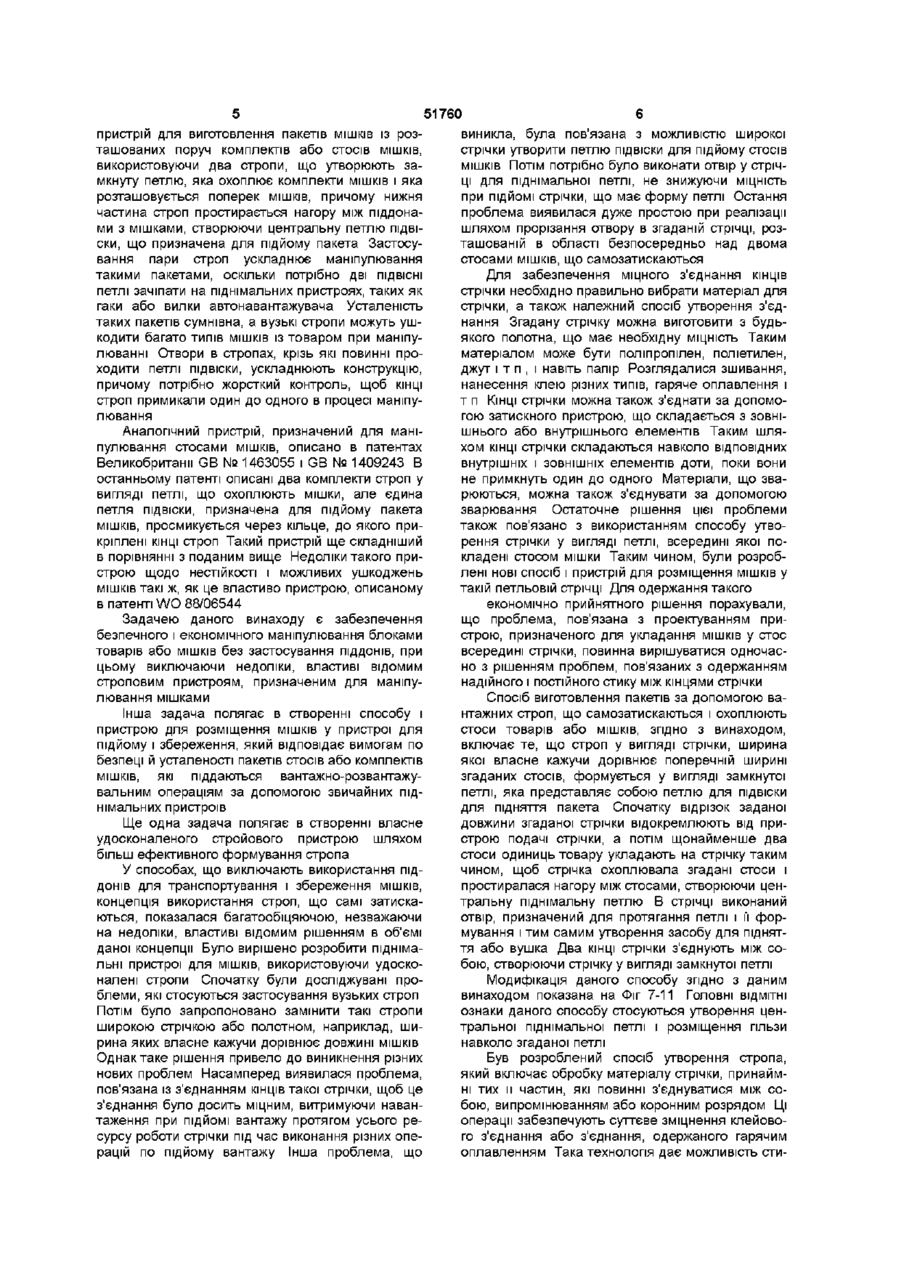
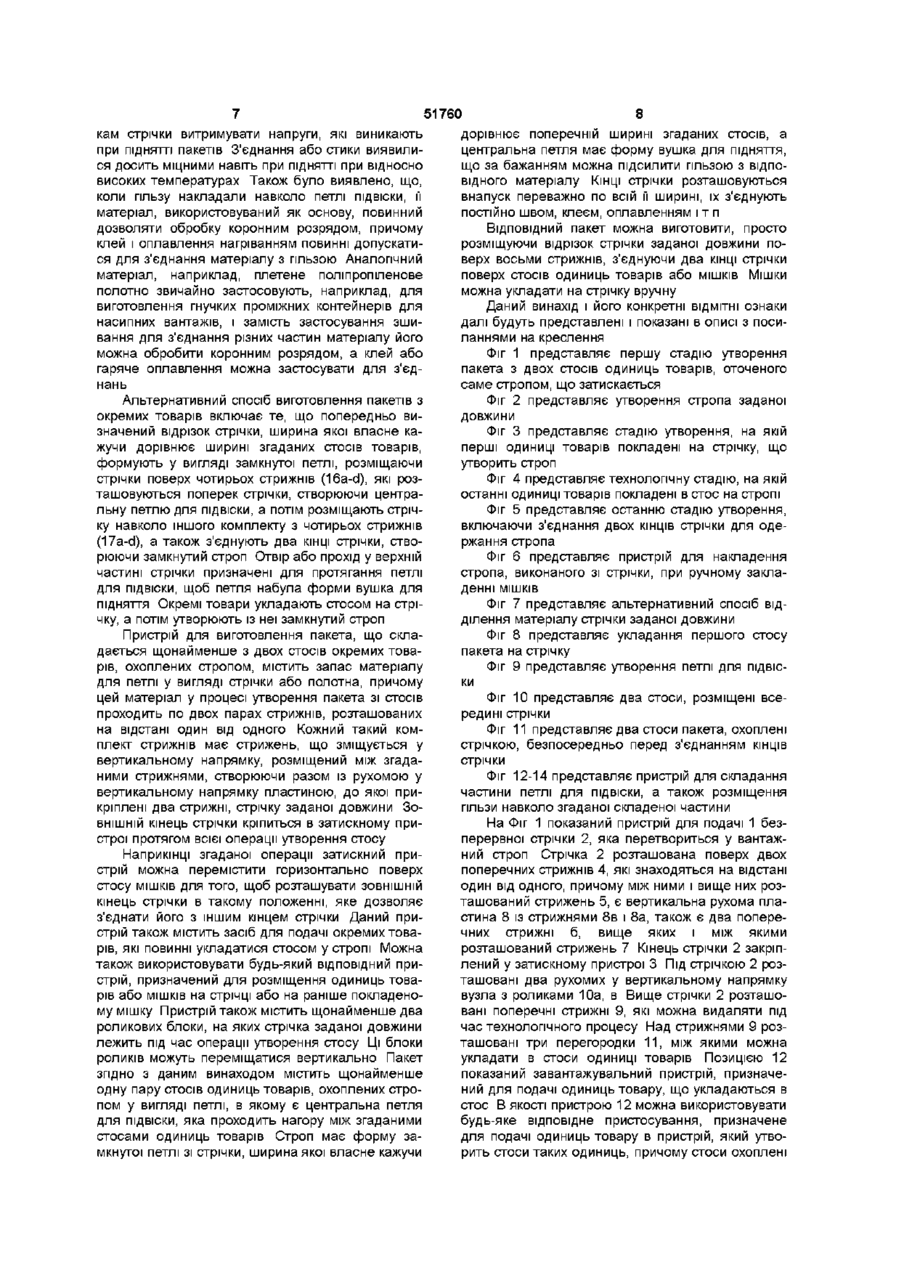
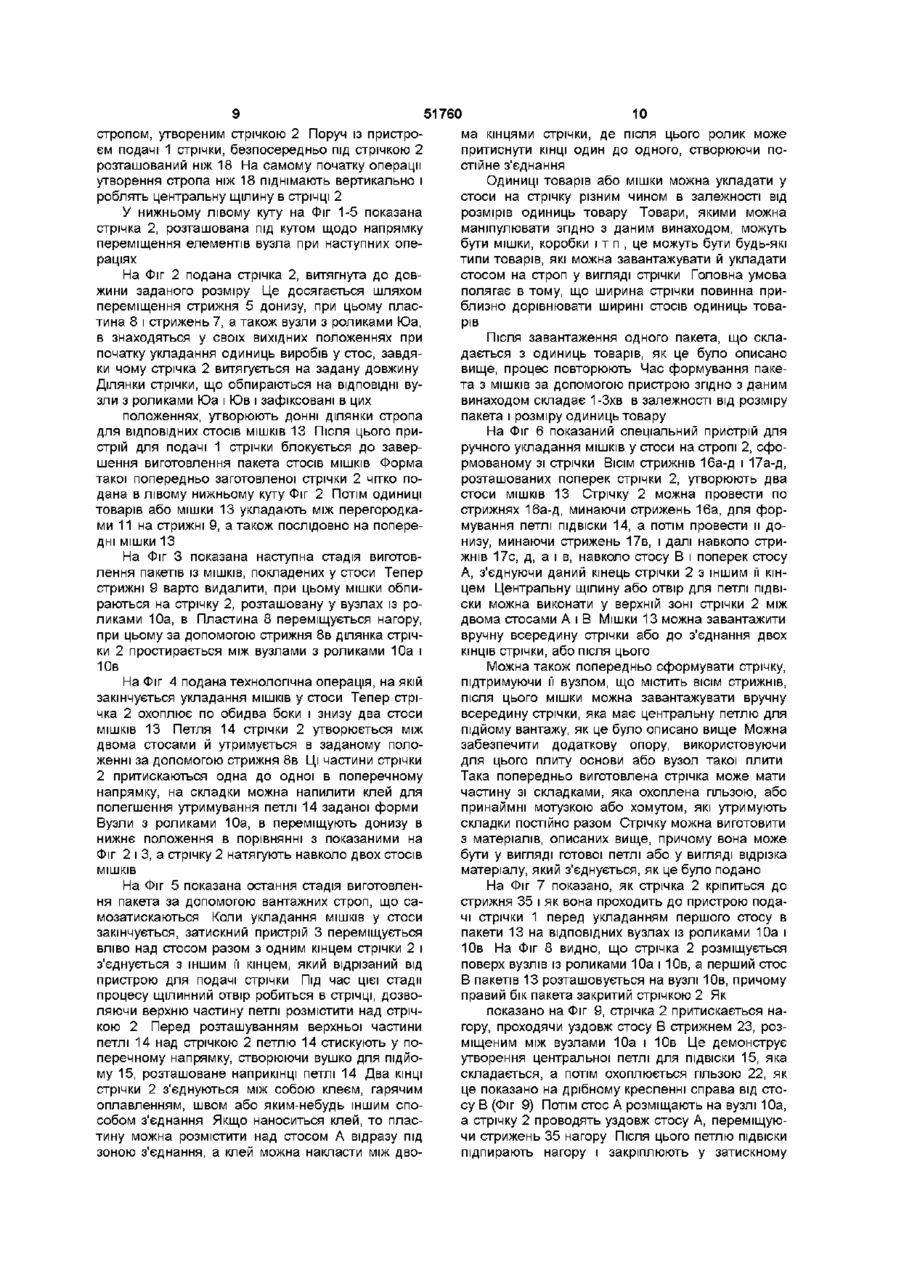
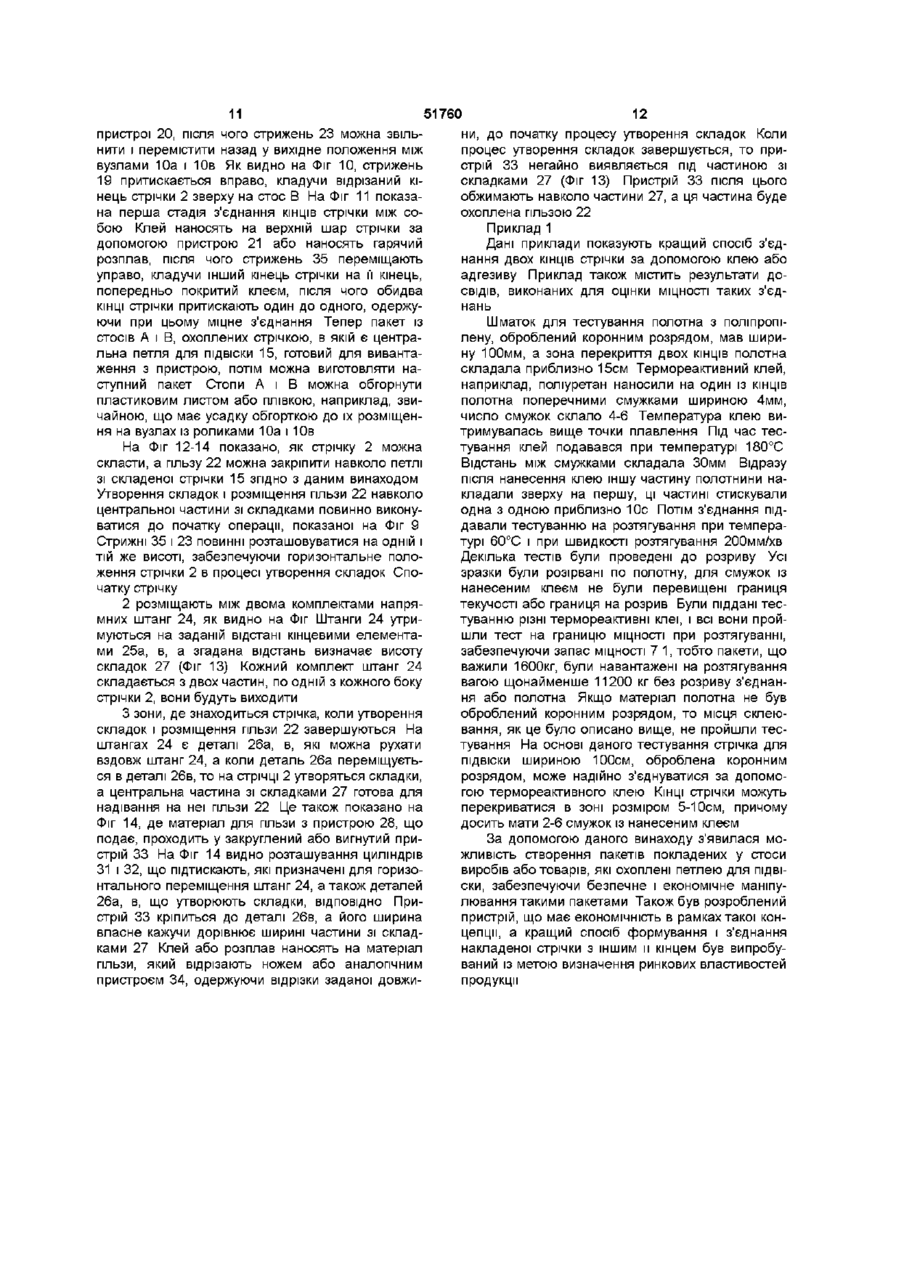
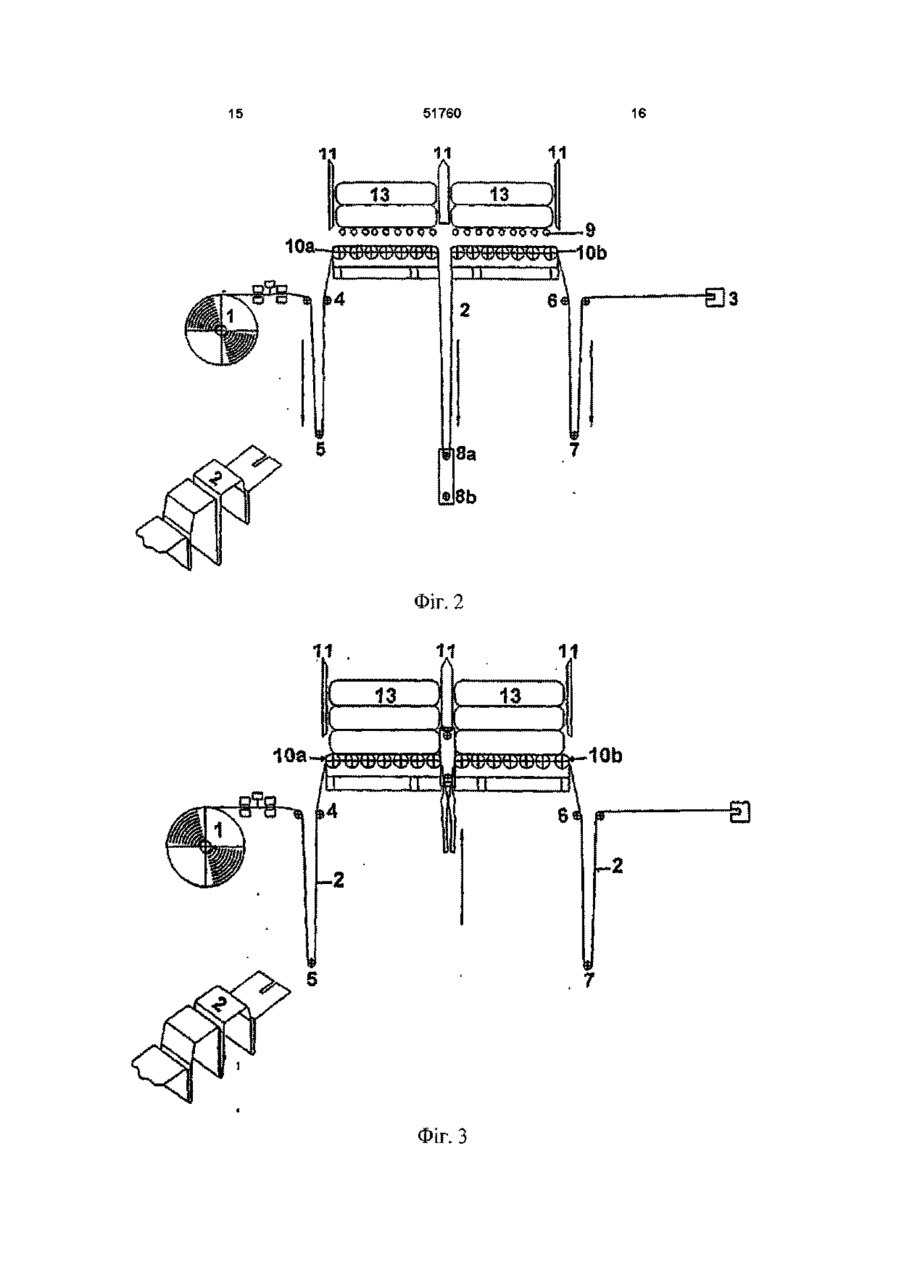
1 Пакет, що містить щонайменше одну пару стосів (А, В) одиниць товарів, охоплених саме навантажувальним стропом, що затискається, який містить центральну петлю ПІДВІСКИ (14), що простирається нагору між стосами (А, В) і крізь центральний отвір у верхній частині стропа, який відрізняється тим, що строп має форму замкнутої петлі стрічки (2), ширина якої, власне кажучи, дорівнює ширині в поперечному напрямку стосів (А, В), а також тим, що центральна петля (14) у зібраному вигляді утворює вушко для підйому (15), причому КІНЦІ стрічки перекривають один одного, і постійно і надійно з'єднані між собою швом, клеєм, гарячим розплавом і т п 2 Засіб для виготовлення пакета, що складається 3 пари стосів (А, В) одиниць товарів (13), охоплених саме навантажувальним стропом, що затискається, який містить центральну петлю ПІДВІСКИ (14), що простирається нагору між стосами (А, В) і крізь центральний отвір у верхній частині стропа, який відрізняється тим, що саме навантажувальний строп, що затискається, являє собою попередньо виготовлену стрічку (2), виконану у вигляді петлі, і що містить частину для створення складок, центральна ділянка якої охоплена гільзою, причому є принаймні одна мотузка або ремінь, які утримують складки в положенні, коли вони примикають одна до одної З Спосіб виготовлення пакетів, що містять щонайменше одну пару стосів (А, В) одиниць товарів (13), охоплених навантажувальним стропом, що самозатискається, що має центральну петлю ПІД ВІСКИ, що простирається нагору між стопами (А, В) і крізь центральний отвір у верхній частині стропа, який відрізняється тим, що строп у вигляді стрічки (2), що має ширину, яка, власне кажучи, дорівнює поперечній ширині стосів (А В), виконують у вигляді замкнутої петлі, включаючи петлю ПІДВІСКИ (14) для підйому пакета, спочатку відокремлюють задану довжину стрічки (2), що надходить від пристрою для подачі (1) стрічки, а потім укладають на стрічку (2) одиниці товарів, створюючи стоси (А, В), завдяки чому стрічка охоплює стоси (А, В) і простирається нагору між стопами (А, В), створюючи центральну петлю для підйому (14), причому в стрічці (2) виконують отвір для протягування петлі (14) і и формування з утворенням вушка для підйому (15), а два КІНЦІ стрічки (2) з'єднують між собою, створюючи стрічку (2) у вигляді замкнутої петлі 4 Спосіб згідно з п 3 виготовлення пакетів за допомогою самозатискного навантажувального стропа, причому пакети мають стоси (А, В) одиниць товарів (13), який відрізняється тим, що задану довжину стрічки (2) одержують шляхом протягування стрічки (2) по парі стрижнів (4), розташованих на відстані один від одного, причому між ними є рухомий у вертикальному напрямку стрижень (5), а також навколо стрижня (8в), прикріпленого до рухомої у вертикальному напрямку пластини (8), а потім над другою парою стрижнів (6), між якими є рухомий у вертикальному напрямку стрижень (7), потім кінець стрічки (2) закріплюють у затискному пристрої (3), після чого стрижні (5) і (7) переміщують донизу при зіткненні зі стрічкою (2), а пластину (8) переміщують донизу, при цьому стрижень (8а) притискає стрічку (2) донизу, а вузли з роликами (10а, 10в) переміщуються нагору до зіткнення зі стрічкою (2), поки стрічка (2) не ляже на них, причому пристрій для подачі (1) стрічки блокують, коли відрізок стрічки заданої довжини (2) буде з нього отриманий 5 Спосіб згідно з п 3, який відрізняється тим, що відрізок стрічки (2) заданої довжини формують шляхом змотування стрічки (2) із пристрою для подачі (1) стрічки, проводячи и по стрижню (18), який спочатку розміщений біля вузла з роликами (10а), після цього першу стопу (В) поміщають всередині стрічки (2) і на вузлі з роликами (10в), потім О О (О ю утворюють петлю ПІДВІСКИ 15) шляхом переміщення нагору стрижня (23), розташованого між вузлами з роликами (10а, в), а після цього другий стос (А) розміщують на стрічці (2) і на вузлі (10а), потім стоси (А, В) цілком охоплюють стрічкою (2), коли стрижні (35) і (19) простираються поверх двох частин згаданих стосів 6 Спосіб згідно з п 3, який відрізняється тим, що клей або гарячий розплав наносять щонайменше на одну з кінцевих частин стрічки (2), яка була оброблена коронним розрядом, після чого два КІНЦІ стрічки притискають один до одного 7 Спосіб згідно з п 3, який відрізняється тим, що під час утворення петлі ПІДВІСКИ (15) стрічку (2) стискають, утворюють на ній складки й охоплюють гільзою (22) 8 Спосіб згідно з п 3, який відрізняється тим, що гільзу розміщують навколо частини зі складками (27) петлі (15) стрічки (2) за допомогою закругленого пристрою (33), в якому є матеріал гільзи, що містить клей, який наносять на частину зі складками, причому пристрій, що утворює складки (26в), обтискає пристрій (33) навколо частини зі складками (27), закріплюючи гільзу (22) на петлі ПІДВІСКИ (15) 9 Спосіб згідно з п 3, який відрізняється тим, що стрічку (2), ширина якої, власне кажучи, дорівнює ширині в поперечному напрямку згаданих стосів (А, В), виконують у вигляді замкнутої петлі шляхом розміщення стрічки (2) на стрижнях (16а-д), розташованих поперек стрічки (2), створюючи центральну петлю ПІДВІСКИ (14), а також розташовують стрічку (2) навколо стрижнів (17а-д) і два КІНЦІ стрічки (2) з утворенням замкнутого стропа, причому в стрічці (2) виконують отвір, крізь який протягують петлю ПІДВІСКИ (14), яка у зібраному вигляді утворює вушко для підйому (15), а одиниці товарів (13) укладають у стос всередині стропа після того, як він утворить замкнуту форму 10 Спосіб виготовлення пакетів, що складаються із пари стосів (А, В) одиниць товарів (13), охоплених навантажувальним стропом, що самозатискається, в якому є центральна петля ПІДВІСКИ (14), що простирається нагору між стосами (А, В), а також через центральний отвір, виконаний у верхній частині стропа, який відрізняється тим, що утворюють строп, виконаний із стрічки (2), ширина якої, власне кажучи, дорівнює ширині стосів (А, В) і в якій є отвір для центральної петлі ПІДВІСКИ (14), стрічку розміщують на стрижнях (16а-д), віддалених від стрижнів (17а-д), завдяки чому петля ПІДВІ Даний винахід стосується пакета, що містить щонайменше два комплекти одиниць товарів, обгорнених саме стропом, що затискається Винахід також стосується попередньо виготовленого стропа, призначеного для виготовлення таких пакетів Крім цього даний винахід також включає спосіб виготовлення таких пакетів, що містять саме вантажний строп, що затискається, а також пристрій для реалізації такого способу Транспортування і збереження одиниць това 51760 СКИ (14) розміщується між двома групами стрижнів (16а-д) і (17а-д), причому згадані групи стрижнів розташовані поперек стрічки (2), а вушко для підйому (15) виконано з верхньої частини петлі (14), після одиниці товарів (13) укладають у строп, створюючи стоси (А, В) 11 Пристрій для виготовлення пакета щонайменше із двох стосів (А, В) одиниць товарів (13), охоплених самозатискним стропом, в якому є центральна петля ПІДВІСКИ (14), що простирається нагору між стосами (А, В) і крізь центральний отвір, виконаний у верхній частині стропа, який відрізняється тим, що між пристроєм для подачі матеріалу петлі (1) і затискного пристрою (3), що закріплює ЗОВНІШНІЙ кінець стрічки (2), яка виконана у вигляді навантажувального стропа, установлені дві групи стрижнів (4) і (6), кожна з яких має рухомі у вертикальному напрямку стрижні (5) і (7), розташовані між групами, причому щонайменше два вузли з роликами (10а і 10в), рухомі у вертикальному напрямку, розташовані між двома парами стрижнів (4) і (6) на такій відстані, що пластина (8) із стрижнями (а, в) може переміщатися вертикально між вузлами роликів (10а і 10в), при цьому пристрій також містить засіб (12) для подачі одиниць товарі в (13) 12 Пристрій згідно з п 11, який відрізняється тим, що містить групу стрижнів (9), розташованих над вузлами з роликами (10а-в), а також між перегородками (11), між якими одиниці товарів (13) розміщені під час укладання в стоси, а стрижні (9) виконані з можливістю витягу з пристрою під час процесу укладання стосів 13 Пристрій згідно з п 11, який відрізняється тим, що містить стрижень (23), рухомий у вертикальному напрямку і розташований між вузлами з роликами (10а, в), призначений для утворення петлі ПІДВІСКИ (15), а також містить затискний пристрій (20) для підтримки петлі ПІДВІСКИ (15) 14 Пристрій згідно з п 11, який відрізняється тим, що містить дві групи напрямних штанг (24) із установленими на них деталями (26а, в), які виконані рухомими в горизонтальному напрямку, торкаючись одна одної, і призначені для утворення складок на стрічці (2), причому штанги (24) розташовані на відстані одна від одної, що відповідає висоті утворених складок (27), при цьому пристрій (33), призначений для утворення гільзи (22) навколо петлі ПІДВІСКИ (15), закріплений на пристрої для створення складок (26в) рів або МІШКІВ частіше всього здійснюється шляхом штабелювання або укладання їх на піддонах, що звичайно закриваються і захищаються аркушевим пластичним матеріалом Така технологія, як правило, є дорогою через вартість ПІДДОНІВ при їх повторному використанні, підновленні, ремонті і транспортуванні ВІДОМІ пристрої і способи, що усувають ці недоліки за допомогою використання строп замість ПІДДОНІВ У патенті WO 88/06554 описані спосіб і 51760 виникла, була пов'язана з можливістю широкої пристрій для виготовлення пакетів МІШКІВ із розстрічки утворити петлю ПІДВІСКИ для підйому стосів ташованих поруч комплектів або стосів МІШКІВ, МІШКІВ Потім потрібно було виконати отвір у стрічвикористовуючи два стропи, що утворюють заці для піднімальної петлі, не знижуючи МІЦНІСТЬ мкнуту петлю, яка охоплює комплекти МІШКІВ І яка при ПІДЙОМІ стрічки, що має форму петлі Остання розташовується поперек МІШКІВ, причому нижня проблема виявилася дуже простою при реалізації частина строп простирається нагору між піддонашляхом прорізання отвору в згаданій стрічці, розми з мішками, створюючи центральну петлю ПІДВІташованій в області безпосередньо над двома СКИ, що призначена для підйому пакета Застосустосами МІШКІВ, що самозати с каються вання пари строп ускладнює маніпулювання такими пакетами, оскільки потрібно дві ПІДВІСНІ Для забезпечення міцного з'єднання КІНЦІВ петлі зачіпати на піднімальних пристроях, таких як стрічки необхідно правильно вибрати матеріал для гаки або вилки автонавантажувача Усталеність стрічки, а також належний спосіб утворення з'єдтаких пакетів сумнівна, а вузькі стропи можуть ушнання Згадану стрічку можна виготовити з будькодити багато типів МІШКІВ ІЗ товаром при маніпуякого полотна, що має необхідну МІЦНІСТЬ Таким люванні Отвори в стропах, крізь які повинні проматеріалом може бути поліпропілен, поліетилен, ходити петлі ПІДВІСКИ, ускладнюють конструкцію, джут і т п , і навіть папір Розглядалися зшивання, причому потрібно жорсткий контроль, щоб КІНЦІ нанесення клею різних типів, гаряче оплавлення і строп примикали один до одного в процесі маніпут п КІНЦІ стрічки можна також з'єднати за допомолювання гою затискного пристрою, що складається з зовнішнього або внутрішнього елементів Таким шляАналогічний пристрій, призначений для маніхом КІНЦІ стрічки складаються навколо ВІДПОВІДНИХ пулювання стосами МІШКІВ, описано в патентах внутрішніх і ЗОВНІШНІХ елементів доти, поки вони Великобританії GB № 1463055 і GB № 1409243 В не примкнуть один до одного Матеріали, що зваостанньому патенті описані два комплекти строп у рюються, можна також з'єднувати за допомогою вигляді петлі, що охоплюють мішки, але єдина зварювання Остаточне рішення цієї проблеми петля ПІДВІСКИ, призначена для підйому пакета також пов'язано з використанням способу утвоМІШКІВ, просмикується через кільце, до якого прирення стрічки у вигляді петлі, всередині якої покріплені КІНЦІ строп Такий пристрій ще складніший кладені стосом мішки Таким чином, були розробв порівнянні з поданим вище Недоліки такого прилені нові спосіб і пристрій для розміщення МІШКІВ у строю щодо нестійкості і можливих ушкоджень такій петльовій стрічці Для одержання такого МІШКІВ такі ж, як це властиво пристрою, описаному в патенті WO 88/06544 економічно прийнятного рішення порахували, Задачею даного винаходу є забезпечення що проблема, пов'язана з проектуванням прибезпечного і економічного маніпулювання блоками строю, призначеного для укладання МІШКІВ у стос товарів або МІШКІВ без застосування ПІДДОНІВ, при всередині стрічки, повинна вирішуватися одночасцьому виключаючи недоліки, властиві відомим но з рішенням проблем, пов'язаних з одержанням строповим пристроям, призначеним для маніпунадійного і постійного стику між кінцями стрічки лювання мішками Спосіб виготовлення пакетів за допомогою вантажних строп, що самозати с каються і охоплюють Інша задача полягає в створенні способу і стоси товарів або МІШКІВ, ЗГІДНО З винаходом, пристрою для розміщення МІШКІВ у пристрої для включає те, що строп у вигляді стрічки, ширина підйому і збереження, який відповідає вимогам по якої власне кажучи дорівнює поперечній ширині безпеці й усталеності пакетів стосів або комплектів згаданих стосів, формується у вигляді замкнутої МІШКІВ, які піддаються вантажно-розвантажупетлі, яка представляє собою петлю для ПІДВІСКИ вальним операціям за допомогою звичайних піддля підняття пакета Спочатку відрізок заданої німальних пристроїв довжини згаданої стрічки відокремлюють від приЩе одна задача полягає в створенні власне строю подачі стрічки, а потім щонайменше два удосконаленого стройового пристрою шляхом стоси одиниць товару укладають на стрічку таким більш ефективного формування стропа чином, щоб стрічка охоплювала згадані стоси і У способах, що виключають використання ПІДпростиралася нагору між стосами, створюючи ценДОНІВ для транспортування і збереження МІШКІВ, тральну піднімальну петлю В стрічці виконаний концепція використання строп, що самі затискаотвір, призначений для протягання петлі і її форються, показалася багатообіцяючою, незважаючи мування і тим самим утворення засобу для піднятна недоліки, властиві відомим рішенням в об'ємі тя або вушка Два КІНЦІ стрічки з'єднують між соданої концепції Було вирішено розробити піднімабою, створюючи стрічку у вигляді замкнутої петлі льні пристрої для МІШКІВ, використовуючи удосконалені стропи Спочатку були досліджувані проМодифікація даного способу згідно з даним блеми, які стосуються застосування вузьких строп винаходом показана на Фіг 7-11 Головні ВІДМІТНІ Потім було запропоновано замінити такі стропи ознаки даного способу стосуються утворення ценширокою стрічкою або полотном, наприклад, шитральної піднімальної петлі і розміщення гільзи рина яких власне кажучи дорівнює довжині МІШКІВ навколо згаданої петлі Однак таке рішення привело до виникнення різних Був розроблений спосіб утворення стропа, нових проблем Насамперед виявилася проблема, який включає обробку матеріалу стрічки, принаймпов'язана із з'єднанням КІНЦІВ такої стрічки, щоб це ні тих и частин, які повинні з'єднуватися між соз'єднання було досить міцним, витримуючи наванбою, випромінюванням або коронним розрядом Ці таження при ПІДЙОМІ вантажу протягом усього реоперації забезпечують суттєве зміцнення клейовосурсу роботи стрічки під час виконання різних опего з'єднання або з'єднання, одержаного гарячим рацій по підйому вантажу Інша проблема, що оплавленням Така технологія дає можливість сти 51760 8 кам стрічки витримувати напруги, які виникають дорівнює поперечній ширині згаданих стосів, а при ПІДНЯТТІ пакетів З'єднання або стики виявилицентральна петля має форму вушка для підняття, ся досить міцними навіть при ПІДНЯТТІ при відносно що за бажанням можна підсилити гільзою з ВІДПОвисоких температурах Також було виявлено, що, ВІДНОГО матеріалу КІНЦІ стрічки розташовуються коли гільзу накладали навколо петлі ПІДВІСКИ, її внапуск переважно по всій її ширині, їх з'єднують матеріал, використовуваний як основу, повинний постійно швом, клеєм, оплавленням і т п дозволяти обробку коронним розрядом, причому ВІДПОВІДНИЙ пакет можна виготовити, просто клей і оплавлення нагріванням повинні допускатирозміщуючи відрізок стрічки заданої довжини пося для з'єднання матеріалу з гільзою Аналогічний верх восьми стрижнів, з'єднуючи два КІНЦІ стрічки матеріал, наприклад, плетене поліпропіленове поверх стосів одиниць товарів або МІШКІВ МІШКИ полотно звичайно застосовують, наприклад, для можна укладати на стрічку вручну виготовлення гнучких проміжних контейнерів для Даний винахід і його конкретні ВІДМІТНІ ознаки насипних вантажів, і замість застосування зшидалі будуть представлені і показані в описі з посивання для з'єднання різних частин матеріалу його ланнями на креслення можна обробити коронним розрядом, а клей або Фіг 1 представляє першу стадію утворення гаряче оплавлення можна застосувати для з'єдпакета з двох стосів одиниць товарів, оточеного нань саме стропом, що затискається Альтернативний спосіб виготовлення пакетів з Фіг 2 представляє утворення стропа заданої окремих товарів включає те, що попередньо видовжини значений відрізок стрічки, ширина якої власне каФіг 3 представляє стадію утворення, на якій жучи дорівнює ширині згаданих стосів товарів, перші одиниці товарів покладені на стрічку, що формують у вигляді замкнутої петлі, розміщаючи утворить строп стрічки поверх чотирьох стрижнів (16a-d), які розФіг 4 представляє технологічну стадію, на якій ташовуються поперек стрічки, створюючи центраостанні одиниці товарів покладені в стос на стропі льну петлю для ПІДВІСКИ, а потім розміщають стрічФіг 5 представляє останню стадію утворення, ку навколо іншого комплекту з чотирьох стрижнів включаючи з'єднання двох КІНЦІВ стрічки для оде(17a-d), а також з'єднують два КІНЦІ стрічки, створжання стропа рюючи замкнутий строп Отвір або прохід у верхній Фіг 6 представляє пристрій для накладення частині стрічки призначені для протягання петлі стропа, виконаного зі стрічки, при ручному закладля ПІДВІСКИ, щоб петля набула форми вушка для денні МІШКІВ підняття Окремі товари укладають стосом на стріФіг 7 представляє альтернативний спосіб відчку, а потім утворюють із неї замкнутий строп ділення матеріалу стрічки заданої довжини Пристрій для виготовлення пакета, що склаФіг 8 представляє укладання першого стосу дається щонайменше з двох стосів окремих товапакета на стрічку рів, охоплених стропом, містить запас матеріалу Фіг 9 представляє утворення петлі для ПІДВІСдля петлі у вигляді стрічки або полотна, причому КИ цей матеріал у процесі утворення пакета зі стосів ФІГ 10 представляє два стоси, розміщені всепроходить по двох парах стрижнів, розташованих редині стрічки на відстані один від одного Кожний такий комФіг 11 представляє два стоси пакета, охоплені плект стрижнів має стрижень, що зміщується у стрічкою, безпосередньо перед з'єднанням КІНЦІВ вертикальному напрямку, розміщений між згадастрічки ними стрижнями, створюючи разом із рухомою у Фіг 12-14 представляє пристрій для складання вертикальному напрямку пластиною, до якої причастини петлі для ПІДВІСКИ, а також розміщення кріплені два стрижні, стрічку заданої довжини ЗОгільзи навколо згаданої складеної частини ВНІШНІЙ кінець стрічки кріпиться в затискному приНа Фіг 1 показаний пристрій для подачі 1 безстрої протягом всієї операції утворення стосу перервної стрічки 2, яка перетвориться у вантажний строп Стрічка 2 розташована поверх двох Наприкінці згаданої операції затискний припоперечних стрижнів 4, які знаходяться на відстані стрій можна перемістити горизонтально поверх один від одного, причому між ними і вище них розстосу МІШКІВ для того, щоб розташувати ЗОВНІШНІЙ ташований стрижень 5, є вертикальна рухома плакінець стрічки в такому положенні, яке дозволяє стина 8 із стрижнями 8в і 8а, також є два поперез'єднати його з іншим кінцем стрічки Даний причних стрижні б, вище яких і між якими стрій також містить засіб для подачі окремих товарозташований стрижень 7 Кінець стрічки 2 закріпрів, які повинні укладатися стосом у стропі Можна лений у затискному пристрої 3 Під стрічкою 2 розтакож використовувати будь-який ВІДПОВІДНИЙ приташовані два рухомих у вертикальному напрямку стрій, призначений для розміщення одиниць товавузла з роликами 10а, в Вище стрічки 2 розташорів або МІШКІВ на стрічці або на раніше покладеновані поперечні стрижні 9, які можна видаляти під му мішку Пристрій також містить щонайменше два час технологічного процесу Над стрижнями 9 розроликових блоки, на яких стрічка заданої довжини ташовані три перегородки 11, між якими можна лежить під час операції утворення стосу Ці блоки укладати в стоси одиниці товарів Позицією 12 роликів можуть переміщатися вертикально Пакет показаний завантажувальний пристрій, призначезгідно з даним винаходом містить щонайменше ний для подачі одиниць товару, що укладаються в одну пару стосів одиниць товарів, охоплених стростос В якості пристрою 12 можна використовувати пом у вигляді петлі, в якому є центральна петля будь-яке відповідне пристосування, призначене для ПІДВІСКИ, яка проходить нагору між згаданими для подачі одиниць товару в пристрій, який утвостосами одиниць товарів Строп має форму зарить стоси таких одиниць, причому стоси охоплені мкнутої петлі зі стрічки, ширина якої власне кажучи 51760 10 стропом, утвореним стрічкою 2 Поруч із пристрома кінцями стрічки, де після цього ролик може єм подачі 1 стрічки, безпосередньо під стрічкою 2 притиснути КІНЦІ один до одного, створюючи порозташований ніж 18 На самому початку операції стійне з'єднання утворення стропа ніж 18 піднімають вертикально і Одиниці товарів або мішки можна укладати у роблять центральну щілину в стрічці 2 стоси на стрічку різним чином в залежності від У нижньому лівому куту на Фіг 1-5 показана розмірів одиниць товару Товари, якими можна стрічка 2, розташована під кутом щодо напрямку маніпулювати згідно з даним винаходом, можуть переміщення елементів вузла при наступних опебути мішки, коробки і т п , це можуть бути будь-які раціях типи товарів, які можна завантажувати й укладати стосом на строп у вигляді стрічки Головна умова На Фіг 2 подана стрічка 2, витягнута до довполягає в тому, що ширина стрічки повинна прижини заданого розміру Це досягається шляхом близно дорівнювати ширині стосів одиниць товапереміщення стрижня 5 донизу, при цьому пласрів тина 8 і стрижень 7, а також вузли з роликами Юа, в знаходяться у своїх вихідних положеннях при Після завантаження одного пакета, що склапочатку укладання одиниць виробів у стос, завдядається з одиниць товарів, як це було описано ки чому стрічка 2 витягується на задану довжину вище, процес повторюють Час формування пакеДілянки стрічки, що обпираються на ВІДПОВІДНІ вута з МІШКІВ за допомогою пристрою згідно з даним зли з роликами Юа і Юв і зафіксовані в цих винаходом складає 1-Зхв в залежності від розміру пакета і розміру одиниць товару положеннях, утворюють донні ділянки стропа для ВІДПОВІДНИХ стосів МІШКІВ 13 Після ЦЬОГО приНа Фіг 6 показаний спеціальний пристрій для стрій для подачі 1 стрічки блокується до заверручного укладання МІШКІВ у стоси на стропі 2, сфошення виготовлення пакета стосів МІШКІВ Форма рмованому зі стрічки ВІСІМ стрижнів 16а-д і 17а-д, такої попередньо заготовленої стрічки 2 чітко порозташованих поперек стрічки 2, утворюють два дана в лівому нижньому куту Фіг 2 Потім одиниці стоси МІШКІВ 13 Стрічку 2 можна провести по товарів або мішки 13 укладають між перегородкастрижнях 16а-д, минаючи стрижень 16а, для форми 11 на стрижні 9, а також послідовно на поперемування петлі ПІДВІСКИ 14, а потім провести и додні мішки 13 низу, минаючи стрижень 17в, і далі навколо стрижнів 17с, д, а і в, навколо стосу В і поперек стосу На Фіг 3 показана наступна стадія виготовА, з'єднуючи даний кінець стрічки 2 з іншим її кінлення пакетів із МІШКІВ, покладених у стоси Тепер цем Центральну щілину або отвір для петлі ПІДВІстрижні 9 варто видалити, при цьому мішки обпиСКИ можна виконати у верхній зоні стрічки 2 між раються на стрічку 2, розташовану у вузлах із родвома стосами А і В Мішки 13 можна завантажити ликами 10а, в Пластина 8 переміщується нагору, вручну всередину стрічки або до з'єднання двох при цьому за допомогою стрижня 8в ділянка стрічКІНЦІВ стрічки, або після цього ки 2 простирається між вузлами з роликами 10а і Юв Можна також попередньо сформувати стрічку, На Фіг 4 подана технологічна операція, на якій підтримуючи її вузлом, що містить ВІСІМ стрижнів, закінчується укладання МІШКІВ у стоси Тепер стріпісля цього мішки можна завантажувати вручну чка 2 охоплює по обидва боки і знизу два стоси всередину стрічки, яка має центральну петлю для МІШКІВ 13 Петля 14 стрічки 2 утворюється між підйому вантажу, як це було описано вище Можна двома стосами й утримується в заданому полозабезпечити додаткову опору, використовуючи женні за допомогою стрижня 8в Ці частини стрічки для цього плиту основи або вузол такої плити 2 притискаються одна до одної в поперечному Така попередньо виготовлена стрічка може мати напрямку, на складки можна напилити клей для частину зі складками, яка охоплена гільзою, або полегшення утримування петлі 14 заданої форми принаймні мотузкою або хомутом, які утримують Вузли з роликами 10а, в переміщують донизу в складки постійно разом Стрічку можна виготовити нижнє положення в порівнянні з показаними на з матеріалів, описаних вище, причому вона може Фіг 2 І 3, а стрічку 2 натягують навколо двох стосів бути у вигляді готової петлі або у вигляді відрізка матеріалу, який з'єднується, як це було подано МІШКІВ На Фіг 5 показана остання стадія виготовленНа Фіг 7 показано, як стрічка 2 кріпиться до ня пакета за допомогою вантажних строп, що састрижня 35 і як вона проходить до пристрою подамозати с каються Коли укладання МІШКІВ у стоси чі стрічки 1 перед укладанням першого стосу в закінчується, затискний пристрій 3 переміщується пакети 13 на ВІДПОВІДНИХ вузлах із роликами 10а і вліво над стосом разом з одним кінцем стрічки 2 і Юв На Фіг 8 видно, що стрічка 2 розміщується з'єднується з іншим її кінцем, який відрізаний від поверх вузлів із роликами Юа і Юв, а перший стос пристрою для подачі стрічки Під час цієї стадії В пакетів 13 розташовується на вузлі Юв, причому процесу щілинний отвір робиться в стрічці, дозвоправий бік пакета закритий стрічкою 2 Як ляючи верхню частину петлі розмістити над стрічпоказано на Фіг 9, стрічка 2 притискається накою 2 Перед розташуванням верхньої частини гору, проходячи уздовж стосу В стрижнем 23, розпетлі 14 над стрічкою 2 петлю 14 стискують у поміщеним між вузлами Юа і Юв Це демонструє перечному напрямку, створюючи вушко для підйоутворення центральної петлі для ПІДВІСКИ 15, яка му 15, розташоване наприкінці петлі 14 Два КІНЦІ складається, а потім охоплюється гільзою 22, як стрічки 2 з'єднуються між собою клеєм, гарячим це показано на дрібному кресленні справа від стооплавленням, швом або яким-небудь іншим спосу В (Фіг 9) Потім СТОС А розміщають на вузлі Юа, собом з'єднання Якщо наноситься клей, то пласа стрічку 2 проводять уздовж стосу А, переміщуютину можна розмістити над стосом А відразу під чи стрижень 35 нагору Після цього петлю ПІДВІСКИ зоною з'єднання, а клей можна накласти між двопідпирають нагору і закріплюють у затискному 12 11 51760 пристрої 20, після чого стрижень 23 можна звільни, до початку процесу утворення складок Коли нити і перемістити назад у вихідне положення між процес утворення складок завершується, то привузлами 10а і 10в Як видно на Фіг 10, стрижень стрій 33 негайно виявляється під частиною зі 19 притискається вправо, кладучи відрізаний кіскладками 27 (Фіг 13) Пристрій 33 після цього нець стрічки 2 зверху на стос В На Фіг 11 показаобжимають навколо частини 27, а ця частина буде на перша стадія з'єднання КІНЦІВ стрічки між соохоплена гільзою 22 бою Клей наносять на верхній шар стрічки за Приклад 1 допомогою пристрою 21 або наносять гарячий Дані приклади показують кращий спосіб з'єдрозплав, після чого стрижень 35 переміщають нання двох КІНЦІВ стрічки за допомогою клею або управо, кладучи інший кінець стрічки на її кінець, адгезиву Приклад також містить результати ДОпопередньо покритий клеєм, після чого обидва СВІДІВ, виконаних для оцінки МІЦНОСТІ таких з'єдКІНЦІ стрічки притискають один до одного, одержунань ючи при цьому міцне з'єднання Тепер пакет із Шматок для тестування полотна з поліпропістосів А і В, охоплених стрічкою, в якій є централену, оброблений коронним розрядом, мав ширильна петля для ПІДВІСКИ 15, готовий для вивантану 100мм, а зона перекриття двох КІНЦІВ полотна ження з пристрою, потім можна виготовляти наскладала приблизно 15см Термореактивний клей, ступний пакет Стопи А і В можна обгорнути наприклад, поліуретан наносили на один із КІНЦІВ пластиковим листом або плівкою, наприклад, звиполотна поперечними смужками шириною 4мм, чайною, що має усадку обгорткою до їх розміщенчисло смужок склало 4-6 Температура клею виня на вузлах із роликами 10а і 10в тримувалась вище точки плавлення Під час тестування клей подавався при температурі 180°С На Фіг 12-14 показано, як стрічку 2 можна Відстань між смужками складала 30мм Відразу скласти, а гільзу 22 можна закріпити навколо петлі після нанесення клею іншу частину полотнини назі складеної стрічки 15 згідно з даним винаходом кладали зверху на першу, ці частині стискували Утворення складок і розміщення гільзи 22 навколо одна з одною приблизно 10с Потім з'єднання підцентральної частини зі складками повинно виконудавали тестуванню на розтягування при темпераватися до початку операції, показаної на Фіг 9 турі 60°С і при швидкості розтягування 200мм/хв Стрижні 35 і 23 повинні розташовуватися на одній і Декілька тестів були проведені до розриву Усі тій же висоті, забезпечуючи горизонтальне полозразки були розірвані по полотну, для смужок із ження стрічки 2 в процесі утворення складок Спонанесеним клеєм не були перевищені границя чатку стрічку текучості або границя на розрив Були піддані тес2 розміщають між двома комплектами напрятуванню різні термореактивні клеї, і всі вони проймних штанг 24, як видно на Фіг Штанги 24 утришли тест на границю МІЦНОСТІ при розтягуванні, муються на заданій відстані кінцевими елементазабезпечуючи запас МІЦНОСТІ 7 1, тобто пакети, що ми 25а, в, а згадана відстань визначає висоту важили 1600кг, були навантажені на розтягування складок 27 (Фіг 13) Кожний комплект штанг 24 вагою щонайменше 11200 кг без розриву з'єднанскладається з двох частин, по одній з кожного боку ня або полотна Якщо матеріал полотна не був стрічки 2, вони будуть виходити оброблений коронним розрядом, то місця склею3 зони, де знаходиться стрічка, коли утворення вання, як це було описано вище, не пройшли тесскладок і розміщення гільзи 22 завершуються На тування На основі даного тестування стрічка для штангах 24 є деталі 26а, в, які можна рухати ПІДВІСКИ шириною 100см, оброблена коронним вздовж штанг 24, а коли деталь 26а переміщуєтьрозрядом, може надійно з'єднуватися за допомося в деталі 26в, то на стрічці 2 утворяться складки, гою термореактивного клею КІНЦІ стрічки можуть а центральна частина зі складками 27 готова для перекриватися в зоні розміром 5-10см, причому надівання на неї гільзи 22 Це також показано на досить мати 2-6 смужок із нанесеним клеєм Фіг 14, де матеріал для гільзи з пристрою 28, що подає, проходить у закруглений або вигнутий приЗа допомогою даного винаходу з'явилася мострій 33 На Фіг 14 видно розташування циліндрів жливість створення пакетів покладених у стоси 31 і 32, що підтискають, які призначені для горизовиробів або товарів, які охоплені петлею для ПІДВІнтального переміщення штанг 24, а також деталей СКИ, забезпечуючи безпечне і економічне маніпу26а, в, що утворюють складки, ВІДПОВІДНО Прилювання такими пакетами Також був розроблений стрій 33 кріпиться до деталі 26в, а його ширина пристрій, що має економічність в рамках такої конвласне кажучи дорівнює ширині частини зі складцепції, а кращий спосіб формування і з'єднання ками 27 Клей або розплав наносять на матеріал накладеної стрічки з іншим и кінцем був випробугільзи, який відрізають ножем або аналогічним ваний із метою визначення ринкових властивостей пристроєм 34, одержуючи відрізки заданої довжипродукції -. і і О є -І о О О» о о о о о о о о оС о о о СО© о о о о ф 1 о О) -А -а. •о. 51760 15 ооооооооо 16 ooflooobo Фіг. 2 11 10Ь Фіг. З 18 51760 17 11 L14 А В 13 13 X L Фіг. 4 19 20 51760 11 11 11 15 В 13 10а • 10а 10b 35 77777777777 Фіг. 7 23 24 51760 РЧЯГІ / 35 I tWAJCyp 1 0 a f I 1 0 b 2 3 У//77/7 dr. 8 25 51760 35 s / s s s s s s s Фіг. 9 26 51760 27 20 і Ю ф 10b а 23 r/ Фіг. 28 29 51760 35 Фіг. 11 ЗО 31 32 51760 25a 23 25b Фіг. 12 26b Фіг. 13 33 34 51760 31 26 26a 33 Фіг. 14 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюParcel having at least two sets of the freight units; means, method and machine for makins such a parcel
Назва патенту російськоюУпаковка, которая содержит по меньшей мере две стопки единиц груза, средства, способ и устройства для изготовления такой упаковки
МПК / Мітки
МПК: B66C 1/12, B65D 71/02, B63B 27/00
Мітки: двох, виготовлення, пристрій, щонайменше, складаються, пакетів, комплектів, одиниць, спосіб, засіб, товарів, пакети
Код посилання
<a href="https://ua.patents.su/17-51760-paketi-shho-skladayutsya-shhonajjmenshe-z-dvokh-komplektiv-odinic-tovariv-zasib-sposib-i-pristrijj-dlya-vigotovlennya-paketiv.html" target="_blank" rel="follow" title="База патентів України">Пакети, що складаються щонайменше з двох комплектів одиниць товарів, засіб, спосіб і пристрій для виготовлення пакетів</a>
Форма для лиття під тиском виробів, що складаються з двох компонентів
Номер патенту: 11091
Опубліковано: 25.12.1996
Автори: Герд Рідель, Готтфрід Лутц, Рудольф Бройєр, Франц Гумплінгер
МПК: B29C 45/03, B29C 45/16, B29C 45/33, B29C 45/26
Мітки: компонентів, виробів, лиття, двох, складаються, форма, тиском
Формула / Реферат:
(57) 1. Форма для литья под давлением со стоящих из двух компонентов изделий, со держащая неподвижную полуформу с сердечником и подвижную полуформу с подвижным в аксиальном направлении сердечником, установленные с образованием между собой выступа, отличающаяся тем, что выступ размещен по периферии торца сердечника неподвижной полуформы и образует уплотнительную планку относительно примыкающего торца подвижного сердечника, разделяющую...
Намотувальний пристрій карусельного типу для намотування певного виробу у вигляді стрічки або смуги на один або на інший із щонайменше двох намотувальних барабанів
Номер патенту: 44747
Опубліковано: 15.03.2002
Автори: Перенон Ремі, Перре Жан, Шеве Мішель
МПК: B65H 19/22, B65H 18/08
Мітки: карусельного, певного, щонайменше, смуги, виробу, вигляді, типу, стрічки, намотування, намотувальній, намотувальних, пристрій, двох, барабанів
Формула / Реферат:
1. Намоточное устройство карусельного типа для намотки некоторого изделия в виде ленты или полосы на один или другой из по меньшей мере двух намоточных барабанов, содержащее вращающуюся станину, установленную на некотором неподвижном основании с возможностью вращения относительно некоторой центральной оси, по меньшей мере два намоточных барабана, каждый из которых консольне закреплен в виде продолжения некоторого вала вращения, установленного...
Кабелепровідний пристрій з щонайменше одною кабелепровідною трубою із термопластичної пластмаси і спосіб виготовлення такого кабелепровідного пристрою
Номер патенту: 41257
Опубліковано: 17.09.2001
Автор: Фогельзанг Хорст
МПК: H02G 9/06
Мітки: одною, такого, пластмаси, спосіб, трубою, щонайменше, виготовлення, кабелепровідний, термопластичної, пристрою, пристрій, кабелепровідною, кабелепровідного
Формула / Реферат:
1. Кабелепроводное устройство, по меньшей мере, с одной кабелепроводной трубой из термопластичной пластмассы, имеющей кабелепроводный канал с круглой в поперечном сечении внутренней стенкой радиуса r, соответствующего внутреннему радиусу кабелепроводной трубы, и выполненные из ее материала ребра скольжения, расположенные на одинаковом расстоянии друг от друга по окружности внутренней стенки кабелепроводного канала и волнообразно расположенные...
Пристрій для виготовлення, наповнення продуктом і запечатування пакетів з термопластичного матеріалу
Номер патенту: 9758
Опубліковано: 15.05.2002
Автори: Гунька Ігор Йосипович, Гончарова Інесса Василівна, Яхимович Сергій Володимирович, Задворняк Степан Карпович, Кобилюх Богдан Пилипович
МПК: B65B 9/06
Мітки: виготовлення, термопластичного, продуктом, запечатування, наповнення, пристрій, пакетів, матеріалу
Формула / Реферат:
Пристрій для виготовлення, наповнення продуктом і запечатування пакетів з термопластичного матеріалу, що містить живильник, об'ємний дозатор з арками, рукавоутворювач з розміщеною в ньому трубою для введення продукту в рукав, яка встановлена під дозатором, механізми для утворення повздовжнього і поперечних швів на рукаві, механізм для протягування рукава, розмотувальний механізм з пристосуванням для нанесення дати і привід з головним...
Пристрій для виготовлення, наповнення та запечатування пакетів з стрічкового термосклеювального матеріалу
Номер патенту: 29678
Опубліковано: 15.07.2002
Автор: Босак Микола Якович
МПК: B65B 9/00
Мітки: пристрій, пакетів, запечатування, наповнення, термосклеювального, виготовлення, матеріалу, стрічкового
Формула / Реферат:
Устройство для изготовления, наполнения, запечатывания пакетов из термосклеивающегося материала, содержащее механизм для образования швов, протяжные ролики и механизм регулирования длины пакета, отличающееся тем, что дополнительно содержит механизм для регулирования толщины пакета, состоящий из салазок с механизмом образования поперечных швов и отрезки пакетов, выполненного в виде валов, соединенных между собой кинематически, и на которых...
Попередній патент: Композиційний матеріал для електричних контактів та спосіб його отримання
Наступний патент: Спосіб виробництва стальної смуги або листа
Випадковий патент: Спосіб нагрівання повітря для локального обігріву робочого місця