Форма для лиття під тиском виробів, що складаються з двох компонентів
Номер патенту: 11091
Опубліковано: 25.12.1996
Автори: Герд Рідель, Франц Гумплінгер, Готтфрід Лутц, Рудольф Бройєр

Формула / Реферат
(57) 1. Форма для литья под давлением со стоящих из двух компонентов изделий, со держащая неподвижную полуформу с сердечником и подвижную полуформу с подвижным в аксиальном направлении сердечником, установленные с образованием между собой выступа, отличающаяся тем, что выступ размещен по периферии торца сердечника неподвижной полуформы и образует уплотнительную планку относительно примыкающего торца подвижного сердечника, разделяющую формующую полость на первую и вторую полые камеры, а сердечник подвижной полуформы установлен с возможностью перекрытия одним торцем формующей полости для одного из компонентов и перемещения на расстояние, не превышающее половины общей толщины образуемых обоими компонентами слоев с обеспечением расширения предусмотренной для другого компонента камеры на участок перекрытия первой и второй камер.
2. Форма по п. 1, отличающаяся тем, что подвижная полуформа снабжена перемещаемым в радиальном направлении клином, а подвижный сердечник на втором торце имеет наклонную поверхность для взаимодействия с наклонной поверхностью клина.
3. Форма по пп.1 и 2, отличающаяся тем, что подвижная полуформа снабжена неподвижным стержнем, размещенным в подвижном сердечнике.
Текст
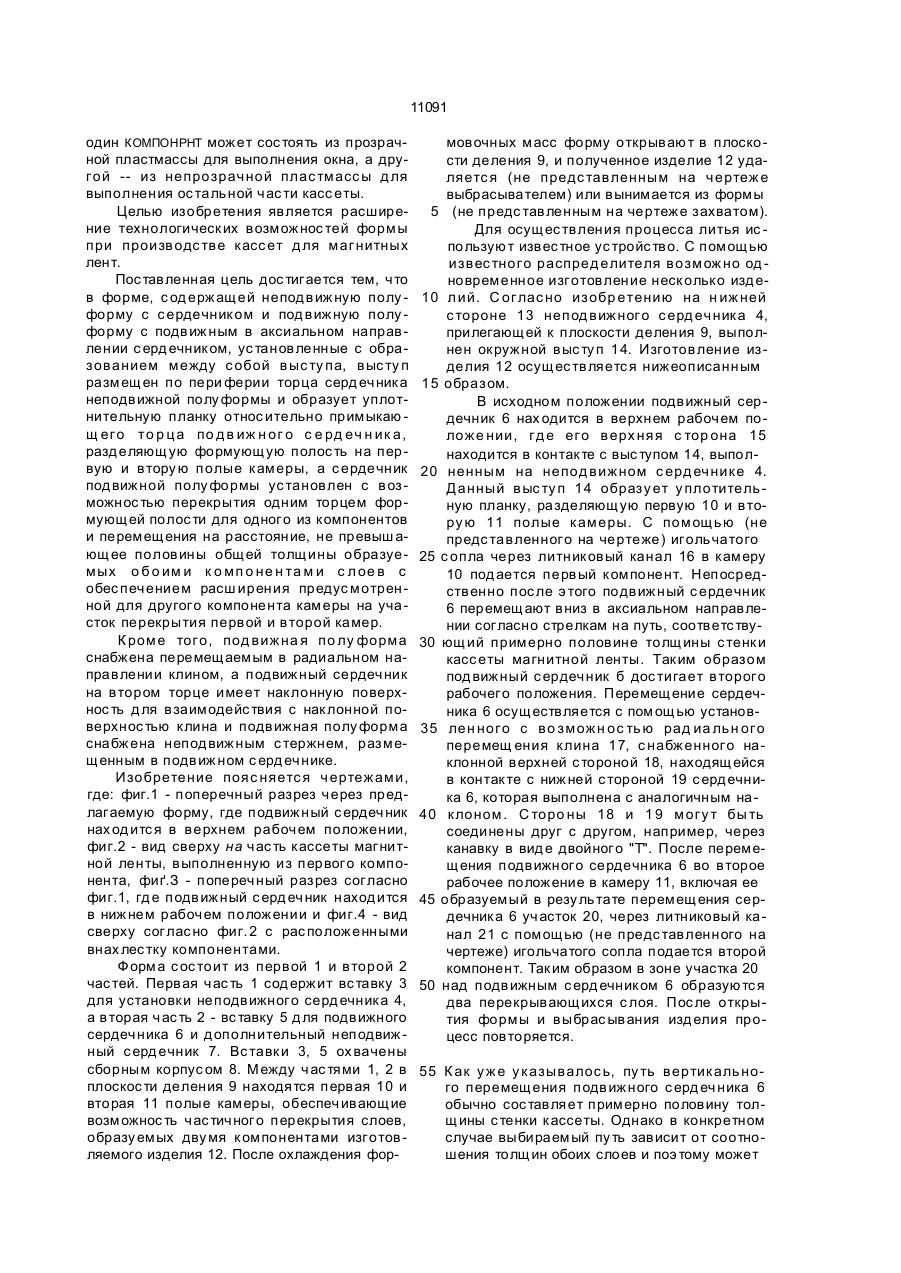
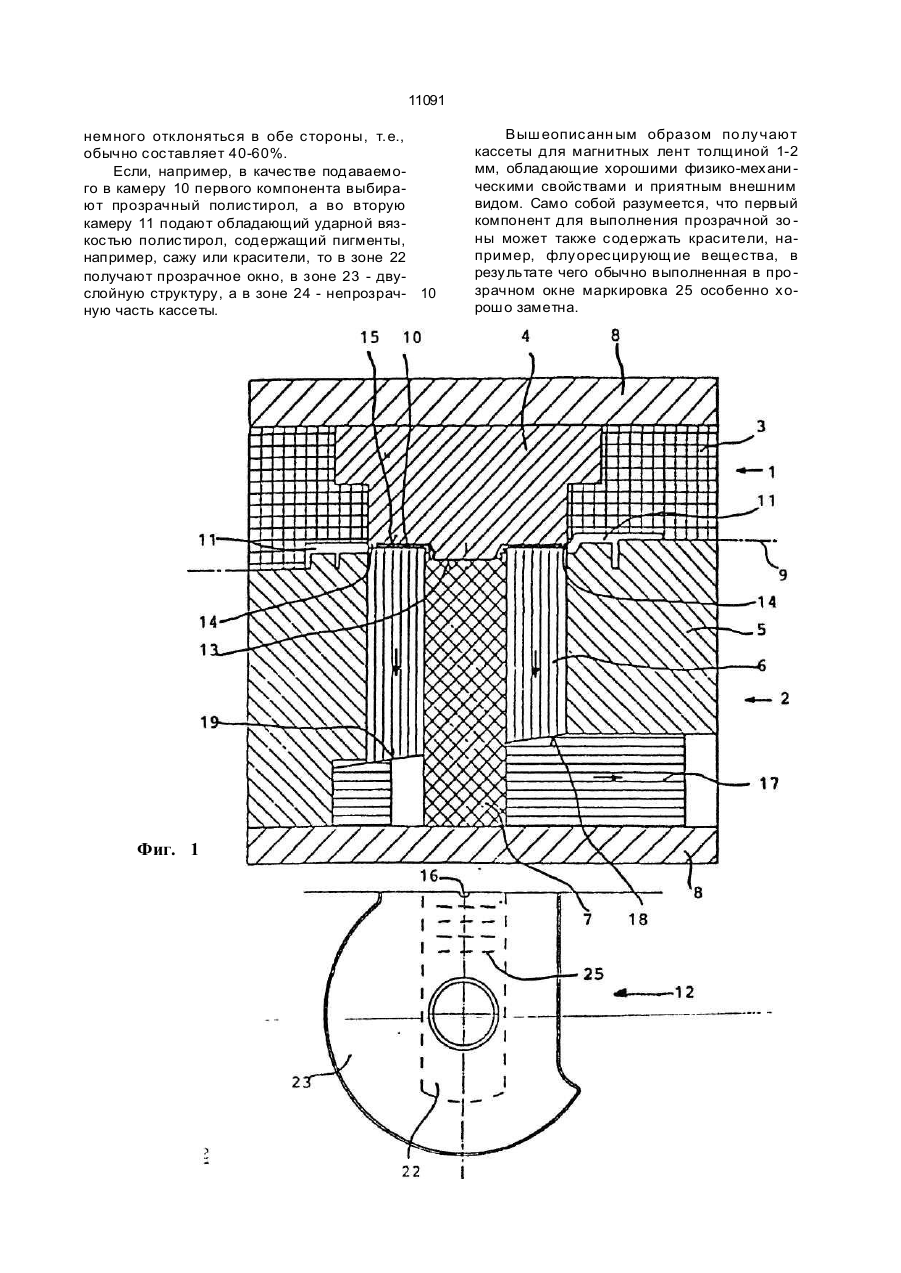
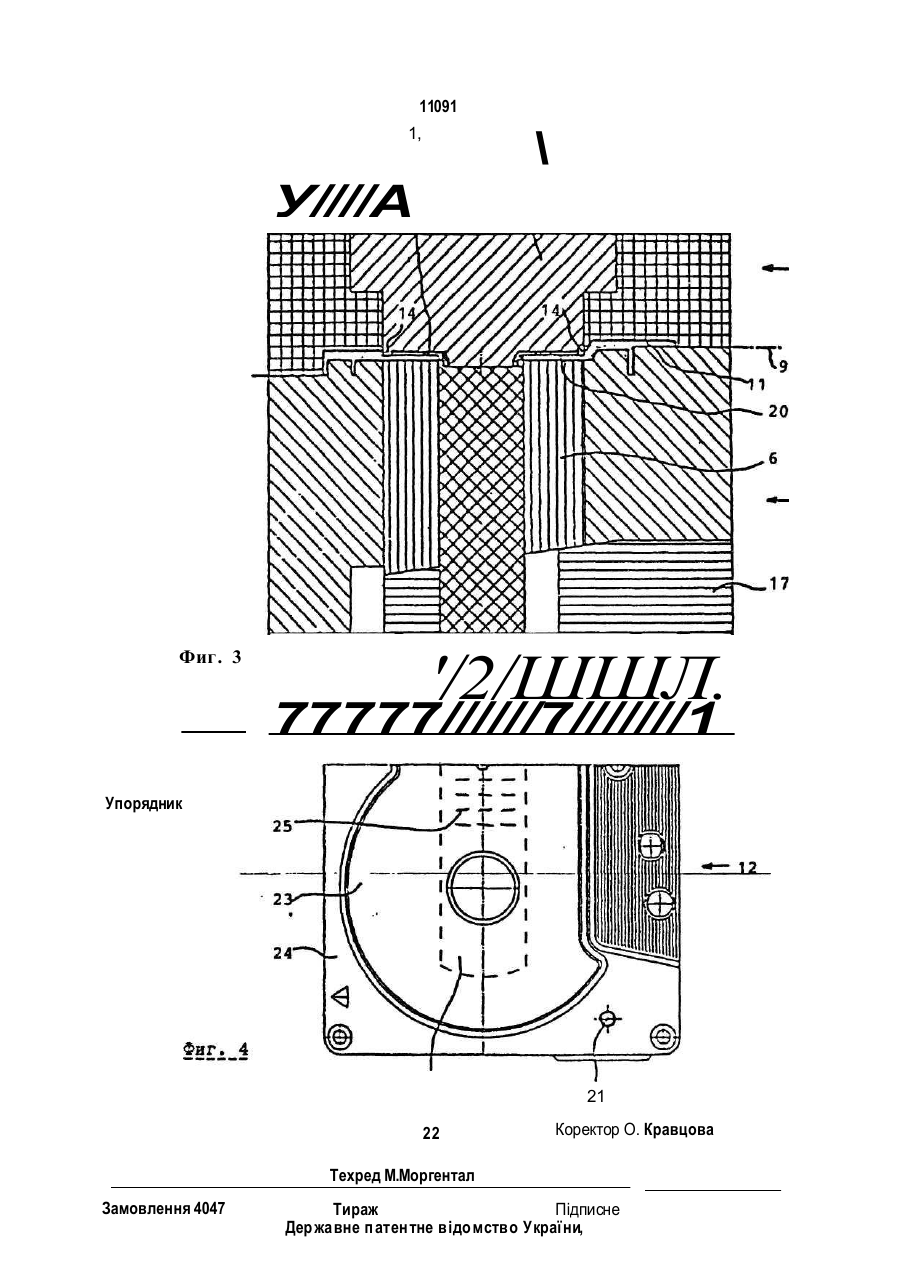
1. Форма для литья под давлением со стоящих из двух компонентов изделий, со держащая неподвижную полуформу с сердечником и подвижную полуформу с по движным в аксиальном направлении сер дечником, установленные с образованием между собой выступа, о т л и ч а ю щ а я с я тем, что выступ размещен по периферии торца сердечника неподвижной полуформы и образует уплотнительную планку относи тельно примыкающего торца подвижного сердечника, разделяющую формующую полость на первую и вторую полые камеры, а сердечник подвижной полуформы установлен с возможностью перекрытия одним торцем формующей полости для одного из компонентов и перемещения на расстояние, не превышающее половины общей толщины образуемых обоими компонентами слоев с обеспечением расширения предусмотренной для другого компонента камеры на участок перекрытия первой и второй камер. 2. Форма по п.1, о т л и ч а ю щ а я с я тем, что подвижная полуформа снабжена перемещаемым в радиальном направлении клином, а подвижный сердечник на втором торце имеет наклонную поверхность для взаимодействия с наклонной поверхностью клина. 3. Форма по л п.1 и 2, отличающая* с я тем, что подвижная полуформа снабже на неподвижным стержнем, размещенным в подвижном сердечнике. Изобретение относится к оборудованию для изготовления формованных изделий, в частности к форме для литья под давлением состоящих из двух компонентов изделий, преимущественно кассет для магнитных лент. Известна форма для литья под давлением состоящих из двух компонентов изделий, преимущественно кассет для магнитных лент, содержащая неподвижную полуформу с сердечником и подвижную полуформу с подвижным в аксиальном направлении сер дечником, установленные с образованием между собой выступа [1]. Недостаток известной формы заключается в том, что физико-механические свойства изготовляемых изделий являются не вполне удовлетворительными. Повышение физико-механических свойств, например, путем снижения склонности к вибрации и хорошей связи компонентов кассеты достигается в частности за счет частичного перекрытия образуемых из различных компонентов слоев. При этом (21)4831055/SU (22)25.09.90 с > о О 11091 один КОМПОНРНТ может сос тоять из прозрачной пластмассы для выполнения окна, а другой -- из непрозрачной плас тмасс ы д ля выполнения ос тальной час ти касс еты. Целью изобретения является расширение технологических возможнос тей формы при производс тве касс ет д ля магнитных лент. Пос тавленная цель дос тигается тем, что в форме, с од ержащей непод вижную полу форму с с ердечником и под вижную полу форму с подвижным в аксиальном направлении с ерд ечником, ус тановленные с образованием между с обой выс ту па, выс ту п размещен по пери ферии торца серд ечник а неподвижной полу формы и образует уплотнительную планку относ ительно примыкаю щ его то р ц а по д в иж н ог о с е рд еч н ик а, разд еляющую формующую полос ть на первую и втору ю полые камеры, а с ердечник под вижной полу формы ус тановлен с возможнос тью перекрытия одним торцем формующей полос ти для одного из компонентов и перемещения на расстояние, не превыш ающее половины общей толщины образуемых о б о им и к о мп о не н та м и с л ое в с обес печением расш ирения предус мотренной для другого компонента камеры на участок перекрытия первой и второй камер. К роме того, под вижна я по лу форма снабжена перемещаемым в радиальном направлении клином, а подвижный сердечник на втором торце имеет наклонную поверхнос ть д ля взаимодейс твия с нак лонной поверхнос тью клина и подвижная полу форма снабжена непод вижным с тержнем, размещенным в подвижном с ерд ечнике. Изобретение пояс няетс я чертежами, где: фиг.1 - поперечный разрез через предлагаемую форму, где подвижный с ердечник нах од итс я в верхнем рабочем положении, фиг.2 - вид сверху на час ть кассеты магнитной ленты, выполненную из первого компонента, фиґ.З - поперечный разрез согласно фиг.1, гд е подвижный с ерд ечник наход ится в ниж нем рабочем положении и фиг.4 - вид сверху соглас но фиг. 2 с рас положенными внах лес тку компонентами. Форма с ос тоит из первой 1 и второй 2 час тей. Первая час ть 1 сод ержит вс тавку 3 для установки неподвижного серд ечника 4, а вторая час ть 2 - вс тавку 5 д ля подвижного сердечника 6 и д ополнительный неподвиж ный с ерд ечник 7. Вс тавки 3, 5 ох вачены сборным корпус ом 8. Между час тями 1, 2 в плоскос ти деления 9 находятся первая 10 и вторая 11 полые камеры, обеспеч ивающие возможнос ть час тичного перекрытия слоев, образу емых дву мя компонентами изготов ляемого изделия 12. После охлаждения фор мовочных масс форму открывают в плоскости деления 9, и полученное изделие 12 удаляетс я (не предс тавленным на чертеже выбрасывателем) или вынимается из формы 5 (не предс тавленным на чертеже захватом). Для осущес твления процесса литья ис пользуют извес тное ус тройс тво. С помощью извес тного распред елителя возможно од новременное изготовление несколько изд е10 л ий. С оглас но изобр етению на н ижней с тороне 13 непод вижного с ерд ечника 4, прилегающей к плоскости деления 9, выполнен окружной выс ту п 14. Изготовление изделия 12 осущес твляетс я нижеописанным 15 образом. В исходном полож ении подвижный сердечник 6 нах одится в верхнем рабочем положе нии, гд е его верх няя с тор она 15 находится в контакте с выс тупом 14, выпол20 ненным на непод вижном с ерд ечнике 4. Данный выс ту п 14 образу ет у плотительную планку, разделяющую первую 10 и втору ю 11 полые камеры. С помощью (не предс тавленного на чертеже) игольчатого 25 с опла через литниковый канал 16 в камеру 10 под ается первый компонент. Непосредственно пос ле э того подвижный с ердечник 6 перемещают вниз в аксиальном направлении согласно стрелкам на путь, соответс тву30 ющий примерно половине толщины с тенк и касс еты магнитной ленты. Таким образом под вижный с ердечник б дос тигает второго рабочего положения. Перемещение сердечника 6 осуществляется с помощью установ35 лен ного с во зможн ос тью рад иа льн ого перемещ ения клина 17, с набженного наклонной верхней с тороной 18, находящ ейся в контакте с ниж ней с тороной 19 с ерд ечника 6, которая выполнена с аналогичным на40 клоном. С торо ны 18 и 1 9 могу т бы ть соединены друг с другом, например, через канавку в вид е двойного "Т". После перемещения подвижного сердечника 6 во второе рабочее положение в камеру 11, включая ее 45 образуемый в резу льтате перемещения сердечник а 6 участок 20, через литниковый канал 21 с помощью (не предс тавленного на чертеже) игольчатого сопла подается второй компонент. Таким образом в зоне участка 20 50 над подвижным с ерд ечником 6 образуютс я два перекрывающихся с лоя. Пос ле открытия формы и выбрас ывания изд елия процесс повторяется. 55 К ак у же у казывалос ь, пу ть вертикального перемещения подвижного с ерд ечника 6 обычно сос тавляет примерно половину толщины с тенки кассеты. Однако в конкретном случае выбираемый пу ть зависит от соотношения толщин обоих слоев и поэ тому может 11091 немного отклоняться в обе стороны, т.е., обычно составляет 40-60%. Если, например, в качестве подаваемого в камеру 10 первого компонента выбирают прозрачный полистирол, а во вторую камеру 11 подают обладающий ударной вязкостью полистирол, содержащий пигменты, например, сажу или красители, то в зоне 22 получают прозрачное окно, в зоне 23 - двуслойную структуру, а в зоне 24 - непрозрач- 10 ную часть кассеты. Фиг. 1 Вышеописанн ым образом по лучают кассеты для магнитных лент толщиной 1-2 мм, обладающие хорошими физико-механи ческими свойствами и приятным внешним видом. Само собой разумеется, что первый компонент для выполнения прозрачной зо ны может также содержать красители, например, флуоресцирующ ие вещества, в результате чего обычно выполненная в про зрачном окне маркировка 25 особенно хорошо заметна. 11091 \ 1, У////А Фиг. 3 '/2/ШШЛ. 77777//////7///////1 Упорядник 21 22 Коректор О. Кравцова Техред М.Моргентал Замовлення 4047 Тираж Підписне Дер жавне п атен тне в ідо мство Украї ни, 254655, ГСП, КиГв-53, Львівська п п.,8 відкри те акц іонерне товари ство "Патент", м. Ужгород, вул.Гагаріна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюInjection blow mold for casting of articles consisting of two components
Назва патенту російськоюФорма для литья под давлением состоящих из двух компонентов изделий
МПК / Мітки
МПК: B29C 45/16, B29C 45/33, B29C 45/03, B29C 45/26
Мітки: складаються, виробів, лиття, компонентів, форма, тиском, двох
Код посилання
<a href="https://ua.patents.su/5-11091-forma-dlya-littya-pid-tiskom-virobiv-shho-skladayutsya-z-dvokh-komponentiv.html" target="_blank" rel="follow" title="База патентів України">Форма для лиття під тиском виробів, що складаються з двох компонентів</a>
Пристрій для лиття під низьким тиском
Номер патенту: 12358
Опубліковано: 02.12.1996
Автори: Бєлік Валентин Іванович, Котлярський Франко Мар'янович, Борисов Георгій Павлович
МПК: B22D 18/04
Мітки: пристрій, низьким, лиття, тиском
Формула / Реферат:
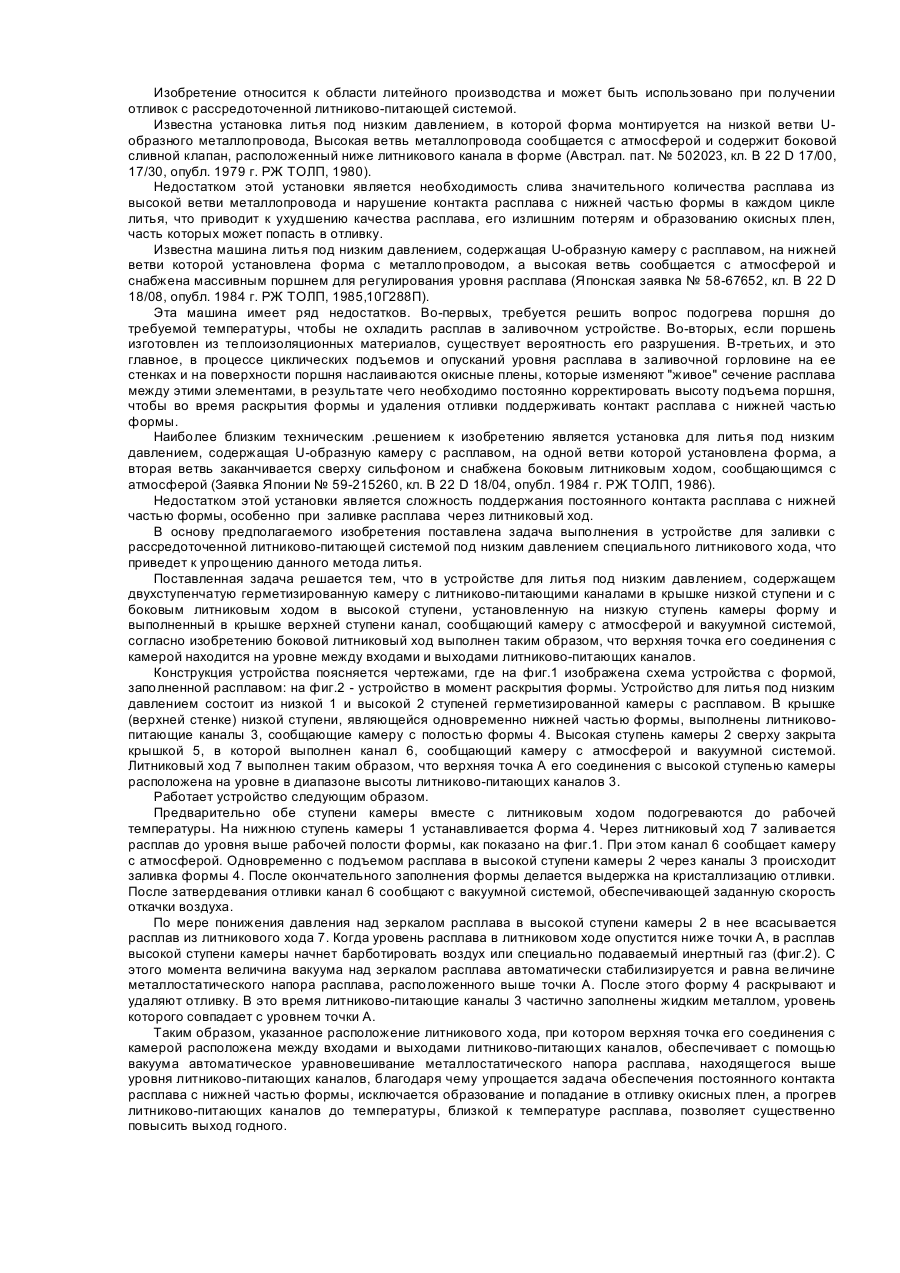
Устройство для литья под низким давлением, содержащее двухступенчатую герметизированную камеру с литниково-питающими каналами в крышке низкой ступени и с боковым литниковым ходом в высокой ступени, установленную на низкую ступень форму и выполненный в крышке высокой ступени канал, сообщающий камеру с атмосферой и вакуумной системой, отличающееся тем, что боковой литниковый ход выполнен таким образом, что верхняя точка его соединения с...
Устаткування для лиття вижиманням з кристалізацією під тиском
Номер патенту: 722
Опубліковано: 15.12.1993
Автори: Шинський Олег Йосипович, Мінін Леонід Дмитрович, Лопаткін Сергій Сергійович, Каранік Юрій Аполінарійович, Парафієнко Олексій Олексійович, Лозенко Віктор Іванович, Ліповецький Юрій Євсійович
Мітки: лиття, тиском, кристалізацією, вижиманням, устаткування
Текст:
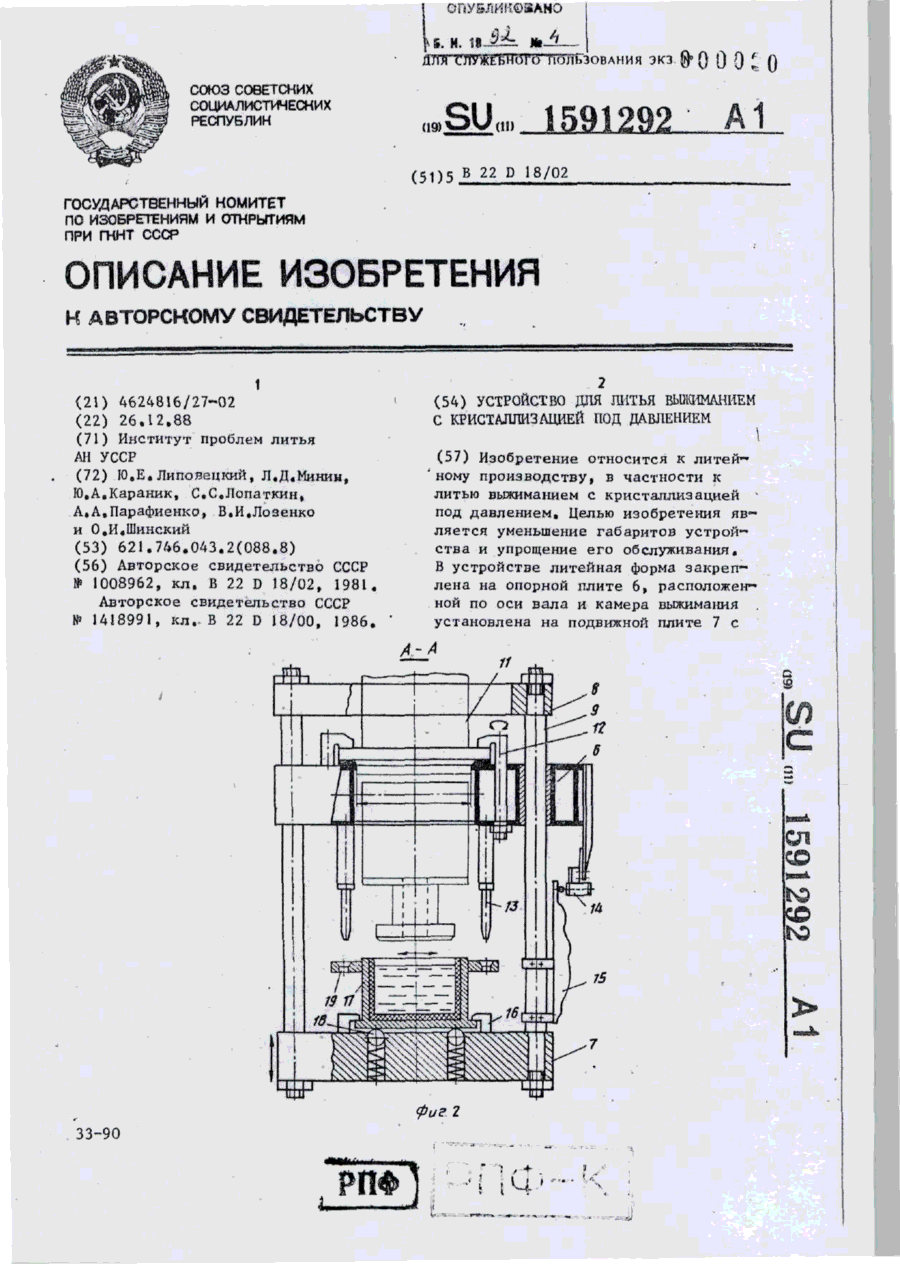
...этом предварительно сориентированная относительно штырей 13 камера выжимания размещается на шариках 18, Затем включаются в работу закрепленные на опорной плите 6 гидроцилиндры 10, которые воздействуют через траверсу 8, колонки 9 на подвижную плиту 7, при подъеме которой штыри 13, взаимодействуя с установочными отверстиями 19 в камере выжимания 17, точно центрируют последнюю с формой» Затем происходит взаимодействие пуансона формы (пуансоновой...
Форма для виготовлення ніздрюватобетонних виробів
Номер патенту: 2382
Опубліковано: 26.12.1994
Автори: Анкудевич Надія Йосипівна, Філатов Анатолій Миколайович, Ващенко Юрій Григорович, Кулаківський Олександр Володимирович, Кравченко Юрій Павлович
МПК: B23B 7/00
Мітки: виготовлення, виробів, форма, ніздрюватобетонних
Формула / Реферат:
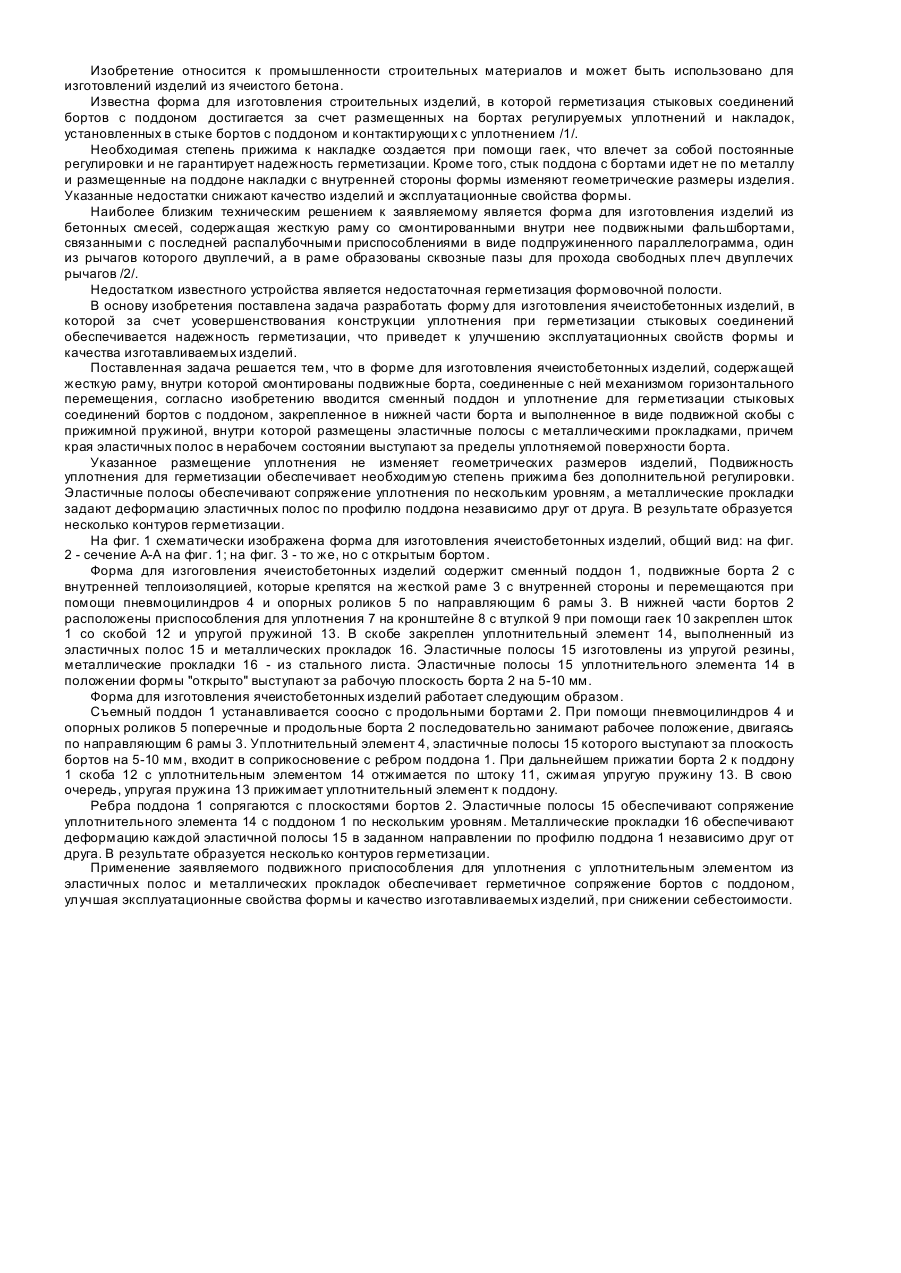
Форма для изготовления ячеистобетонных изделий, содержащая жесткую раму, внутри которой смонтированы подвижные борта, соединенные с ней механизмом горизонтального перемещения, отличающаяся тем, что форма снабжена сменным поддоном и уплотнением для герметизации стыковых соединений бортов с поддоном, закрепленным в нижней части борта и выполненным в виде подвижной скобы с прижимной пружиной, внутри которой размещены эластичные полосы с...
Форма жердева в.в. для вулканізації нескінченних гумових виробів
Номер патенту: 515
Опубліковано: 30.04.1993
Автор: Жердев Володимир Васильович
МПК: B29C 35/04, B29K 19/00, B29L 29/00, B29C 33/48
Мітки: нескінченних, форма, виробів, гумових, вулканізації, жердева, в.в
Формула / Реферат:
(57) Форма для вулканизации бесконечных резиновых изделий, содержащая две пары диаметрально противоположно расположенных больших и малых сегментов с наклонными плоскостями разъема, на которых выполнены выступы и впадины с поперечным трапецеидальным сечением, фиксирующие сегменты в аксиальном направлении, и элементы для фиксации сегментов в радиальном направлении, отличающаяся тем, что, с целью повышения надежности работы формы и качества...
Форма для виготовлення полімерних виробів
Номер патенту: 11653
Опубліковано: 25.12.1996
Автори: Подольський Юзеф Ківович, Кавин Евгений Васильевич, Ратнер Ісаак Срулевич, Лобжанидзе Виталий Антонович, Дергачев Евгений Александрович
МПК: B29C 45/27
Мітки: форма, виробів, полімерних, виготовлення
Формула / Реферат:
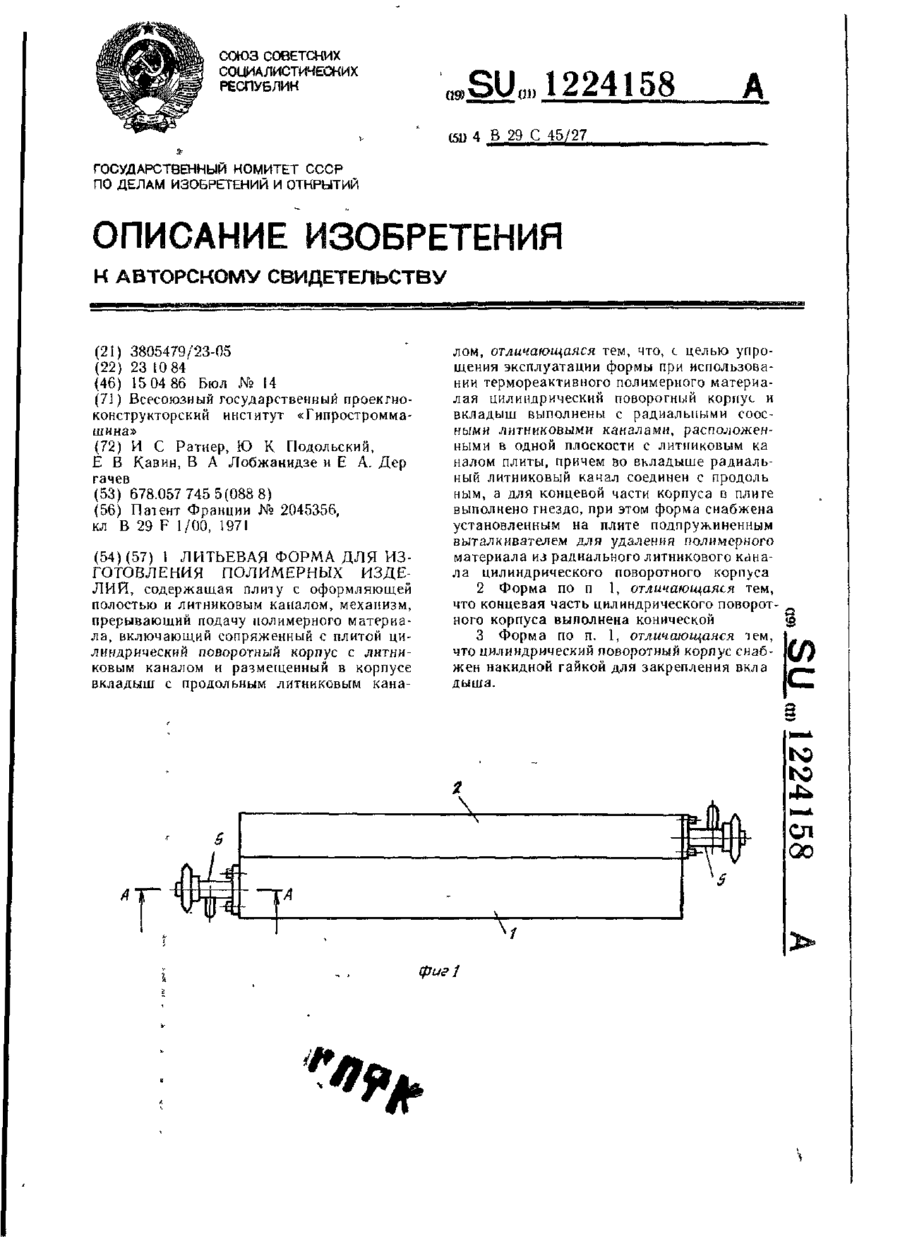
1. Литьевая форма для изготовления полимерных изделий, содержащая плиту с оформляющей полостью и литпиковым каналом, механизм, прерывающий подачу полимерного материала, включающий сопряженный с плитой цилиндрический поворотный корпус с литниковым каналом и размещенный в корпусе вкладыш с продольным линиковым каналом, отличающаяся тем, что, с целью упрощения эксплуатации формы при использовании термореактивного полимерного материала...
Попередній патент: Пристрій для охолодження прокатного профіля
Наступний патент: Гідравлічний клапан
Випадковий патент: Композиція рослинних інгредієнтів для ароматизованого напою вермут "церковний - 31"