Пристрій для застосування при виготовленні пакетованого тютюнового виробу
Номер патенту: 107218
Опубліковано: 10.12.2014
Автори: Белькастро Марк Д., Вільямс Дуайт Д., Райнгарт Стівен Р.
Формула / Реферат
1. Пристрій для застосування при виготовленні та наповнюванні пакетованого ароматизованого виробу, який включає в себе:
(a) видовжений зовнішній трубчастий елемент, й згаданий видовжений зовнішній трубчастий елемент має перший кінець, другий кінець та зовнішню поверхню;
(b) видовжений внутрішній трубчастий елемент, й згаданий видовжений внутрішній трубчастий елемент розташований коаксіально всередині згаданого видовженого зовнішнього трубчастого елемента так, щоб утворити кільцеву постачальну камеру, яка має перший кінець та другий кінець, при цьому згаданий видовжений внутрішній трубчастий елемент має перший кінець та другий кінець, згаданий перший кінець - для прийому продукту, що має бути пакетований, згаданий другий кінець має множину розташованих по колу з певними проміжками вихідних отворів, що гідравлічно зв'язані зі згаданою кільцевою постачальною камерою і направлені радіально всередину, згаданий другий кінець - для внесення продукту всередину пакетика, що формують, і
(c) вхідну втулку, прилеглу до згаданого першого кінця згаданого видовженого зовнішнього трубчастого елемента та згаданого першого кінця згаданого видовженого внутрішнього трубчастого елемента, й згадана вхідна втулка має перший вхідний отвір, зв'язаний зі згаданим першим кінцем згаданого видовженого внутрішнього трубчастого елемента, та другий вхідний отвір, гідравлічно зв'язаний зі згаданою кільцевою постачальною камерою;
причому згадана зовнішня поверхня згаданого видовженого зовнішнього трубчастого елемента є поверхнею для формування пакетованого виробу, про який йдеться, та згаданий другий кінець згаданої кільцевої постачальної камери є щільно закритим.
2. Пристрій за п. 1, який відрізняється тим, що згаданий перший вхідний отвір зорієнтований у осьовому напрямку згаданого внутрішнього трубчастого елемента та згаданий другий вхідний отвір є тангенціальним.
3. Пристрій за п. 2, який відрізняється тим, що згаданий видовжений внутрішній трубчастий елемент має зовнішній діаметр від приблизно 5 мм до приблизно 7 мм і товщину стінок приблизно 1 мм і згаданий видовжений зовнішній трубчастий елемент має внутрішній діаметр, достатній щоб утворити кільцевий простір від приблизно 0,1 мм до приблизно 0,2 мм.
4. Пристрій за п. 1, який відрізняється тим, що згаданий видовжений зовнішній трубчастий елемент має зовнішній діаметр від приблизно 7 мм до приблизно 9 мм і товщину стінок приблизно 1 мм.
5. Пристрій за п. 1, який відрізняється тим, що згаданий другий кінець згаданого видовженого внутрішнього трубчастого елемента має щонайменше чотири рівновіддалені вихідні отвори.
6. Пристрій за п. 1, який відрізняється тим, що згаданий другий кінець згаданого видовженого внутрішнього трубчастого елемента має щонайменше шість рівновіддалених вихідних отворів.
7. Пристрій за п. 1, який відрізняється тим, що згаданий другий кінець згаданого видовженого внутрішнього трубчастого елемента має щонайменше вісім рівновіддалених вихідних отворів.
8. Пристрій за п. 1, який відрізняється тим, що згаданий другий кінець згаданого видовженого внутрішнього трубчастого елемента має чотири вихідні отвори, кожний з яких має діаметр приблизно 0,2 мм.
9. Пристрій за п. 1, який відрізняється тим, що згаданий видовжений зовнішній трубчастий елемент та згаданий видовжений внутрішній трубчастий елемент виготовлені обидва з нержавіючої сталі.
10. Пристрій за п. 1, який відрізняється тим, що згаданий видовжений зовнішній трубчастий елемент та згаданий видовжений внутрішній трубчастий елемент мають обидва довжину від приблизно 23 см до приблизно 30 см (від приблизно 9 дюймів до приблизно 12 дюймів).
11. Пристрій за п. 1, який відрізняється тим, що згаданий перший кінець кільцевої постачальної камери є щільно закритим.
12. Пристрій за п. 11, який відрізняється тим, що згаданий перший кінець кільцевої постачальної камери щільно закритий першим затворним кільцем й згаданий другий кінець кільцевої постачальної камери щільно закритий другим затворним кільцем.
13. Система для виготовлення ароматизованого пакетованого виробу, яка включає в себе:
(a) засіб, призначений для подавання полотна для формування пакетика;
(b) пристрій за будь-яким із пп. 1-12 для застосування при виготовленні та наповнюванні пакетованого виробу;
(c) формувальний засіб, призначений для приймання полотна від згаданого засобу для подавання полотна й для обгортання цього полотна навколо згаданого пристрою, для формування пакетика з поздовжніми крайніми частинами; та
(d) ущільнювальний засіб, призначений для ущільнювання вказаних поздовжніх крайніх частин згаданого полотна і формування шва, коли полотно протягується вздовж згаданого пристрою.
14. Система за п. 13, яка відрізняється тим, що рідину, яка містить один або декілька ароматизаторів, подають до згаданої кільцевої постачальної камери і дозують крізь згадану множину розташованих по колу з певними проміжками вихідних отворів, й у такий спосіб забезпечують принаймні часткове покриття одним або кількома ароматизаторами внутрішньої поверхні пакетика.
15. Система за п. 14, яка відрізняється тим, що включає в себе шприц і перистальтичний насос для подачі рідини до згаданої кільцевої постачальної камери.
16. Система за п. 13, яка відрізняється тим, що включає в себе приводний засіб для протягування полотна крізь згаданий пристрій.
17. Система за п. 16, яка відрізняється тим, що включає в себе розташовані одна навпроти одної верхню пару елементів для теплового зварювання і нижню пару елементів для теплового зварювання, які, разом із ножем, з періодичним повторюванням запечатують та відрізують пакетований виріб.
18. Система за п. 17, яка відрізняється тим, що окремі порції тютюну подаються через згаданий видовжений внутрішній трубчастий елемент згаданого пристрою синхронізовано з роботою згаданих елементів для теплового зварювання.
19. Система за п. 18, яка відрізняється тим, що згадані елементи для теплового зварювання та ніж виконують цикл рухів, в якому згадані елементи для теплового зварювання стискаються, після чого тютюн подається у згаданий видовжений внутрішній трубчастий елемент згаданого пристрою.
20. Система за п. 19, яка відрізняється тим, що після стискання згаданих верхніх елементів для зварювання, порції тютюну вдуваються за допомогою повітря у видовжений внутрішній трубчастий елемент згаданого пристрою.
21. Спосіб формування пакетованого ароматизованого виробу, який включає такі етапи:
(а) надання полотна для використання при виготовленні пакетованого ароматизованого виробу;
(b) надання рідини, яка містить один або декілька ароматизаторів, у пристрій для застосування при виготовленні та наповнюванні пакетованого ароматизованого виробу, згаданий пристрій включає в себе (і) видовжений зовнішній трубчастий елемент, й згаданий видовжений зовнішній трубчастий елемент має перший кінець, другий кінець та зовнішню поверхню; (іі) видовжений внутрішній трубчастий елемент, й згаданий видовжений внутрішній трубчастий елемент розташований коаксіально всередині згаданого видовженого зовнішнього трубчастого елемента так, щоб утворити кільцеву постачальну камеру, та має перший кінець та другий кінець, при цьому згаданий перший кінець - для приймання згаданого продукту, що має бути пакетований, згаданий другий кінець має множину розташованих по колу з певними проміжками вихідних отворів, що гідравлічно зв'язані з кільцевою постачальною камерою і направлені радіально всередину, при цьому згаданий другий кінець - для розміщення продукту всередині пакетика, що формують; (ііі) вхідну втулку, прилеглу до першого кінця видовженого зовнішнього трубчастого елемента та до першого кінця видовженого внутрішнього трубчастого елемента, при цьому згадана вхідна втулка має перший вхідний отвір, зв'язаний з першим кінцем видовженого внутрішнього трубчастого елемента, та другий вхідний отвір, гідравлічно зв'язаний з кільцевою постачальною камерою; причому зовнішня поверхня видовженого зовнішнього трубчастого елемента є поверхнею для формування пакетованого ароматизованого виробу, про який йдеться; та згадану рідину, що містить один або декілька ароматизаторів, подають у кільцеву постачальну камеру і дозують крізь множину розташованих по колу з певними проміжками вихідних отворів, тим самим забезпечуючи принаймні часткове покриття одним або кількома ароматизаторами внутрішньої поверхні пакетика, і
(c) вкладання продукту у згадане полотно.
22. Спосіб за п. 21, який відрізняється тим, що включає етап ущільнення крайніх частин полотна, що перекриваються.
23. Спосіб за п. 22, який відрізняється тим, що ущільнюють поздовжні крайні частини полотна, що перекриваються.
24. Спосіб за п. 23, який відрізняється тим, що ущільнюють поперечні ділянки полотна.
25. Спосіб за п. 24, який відрізняється тим, що включає етап відрізання пакетованого ароматизованого виробу від полотна.
26. Спосіб за п. 21, який відрізняється тим, що перший вхідний отвір зорієнтований в осьовому напрямку відносно внутрішнього трубчастого елемента, а другий вхідний отвір є тангенціальним.
Текст
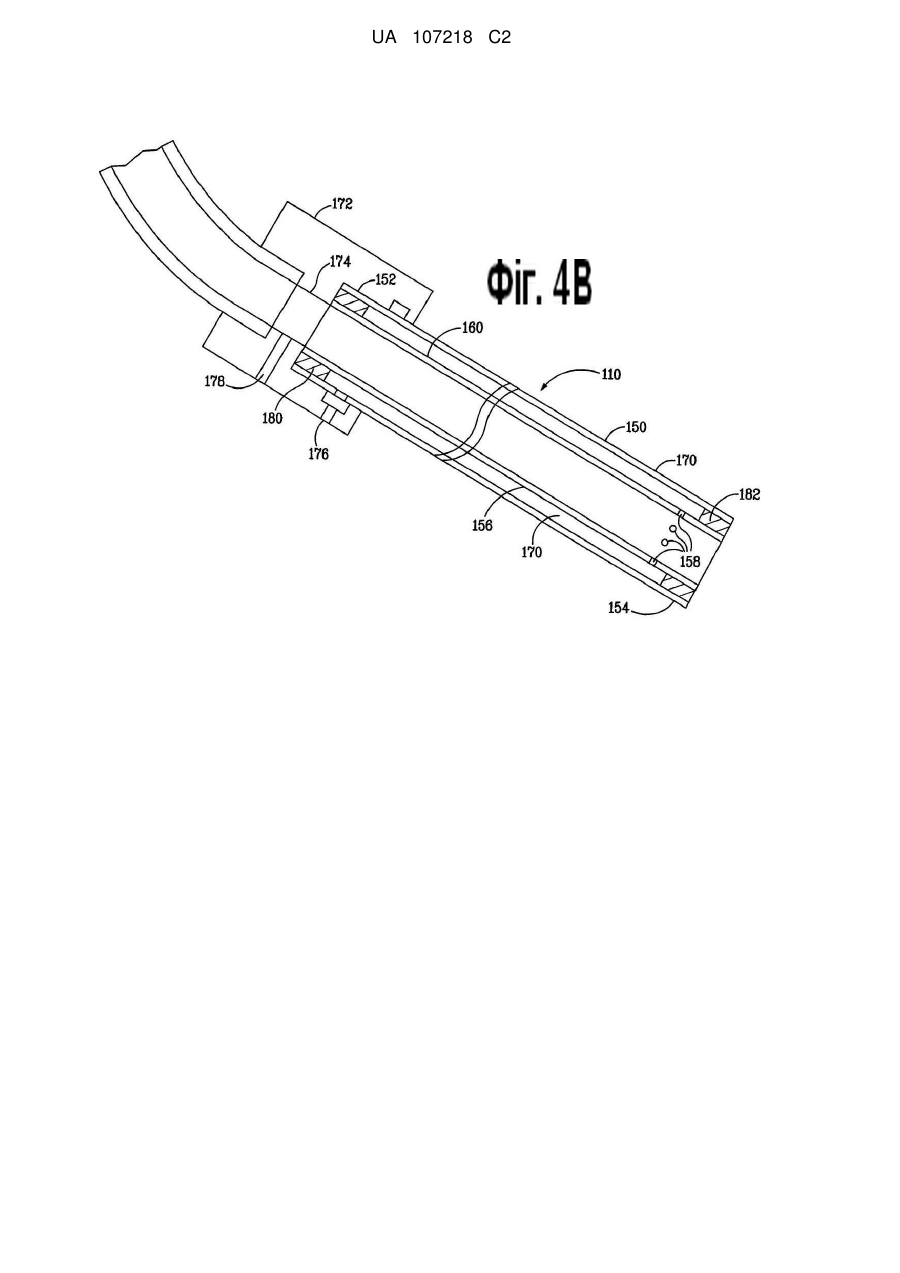
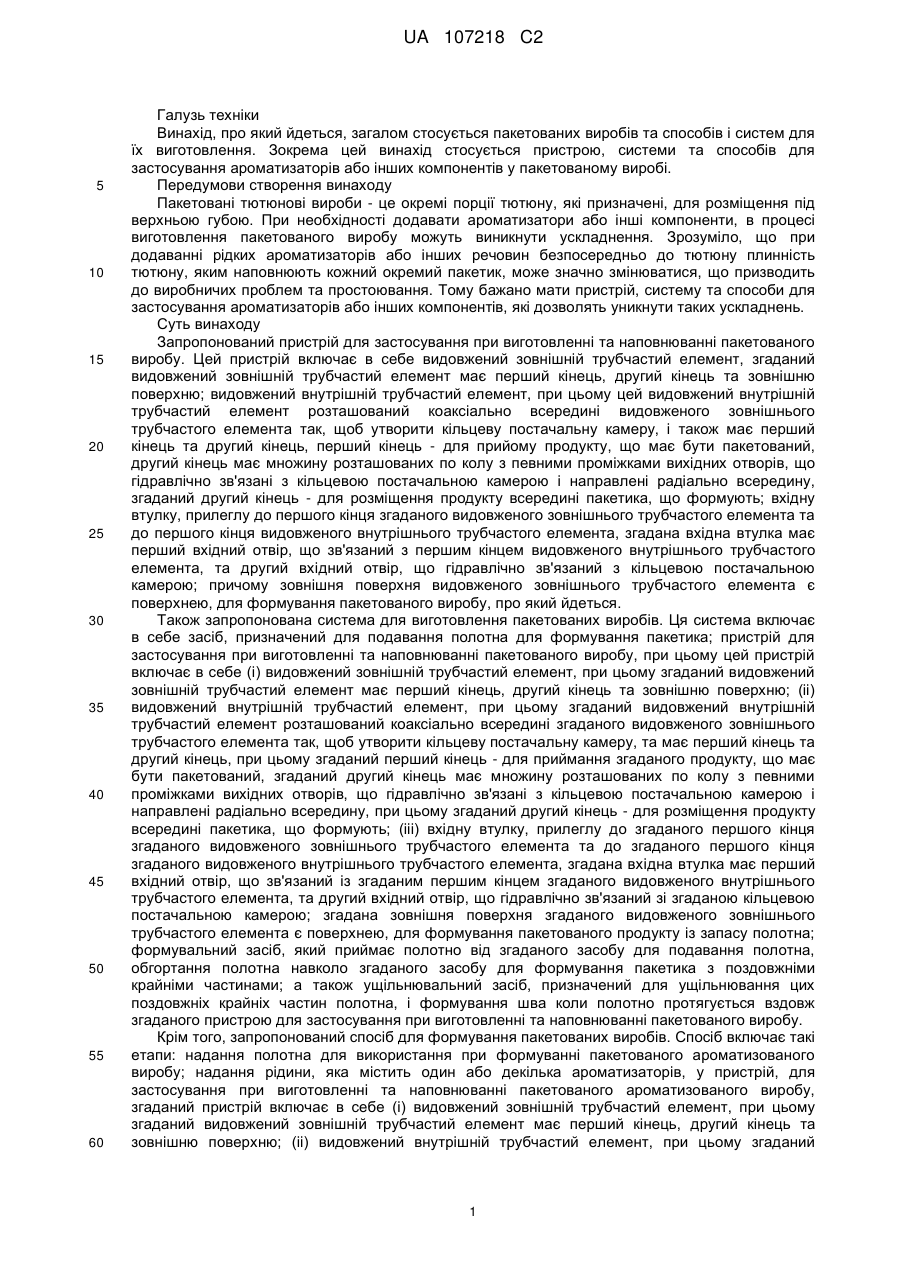
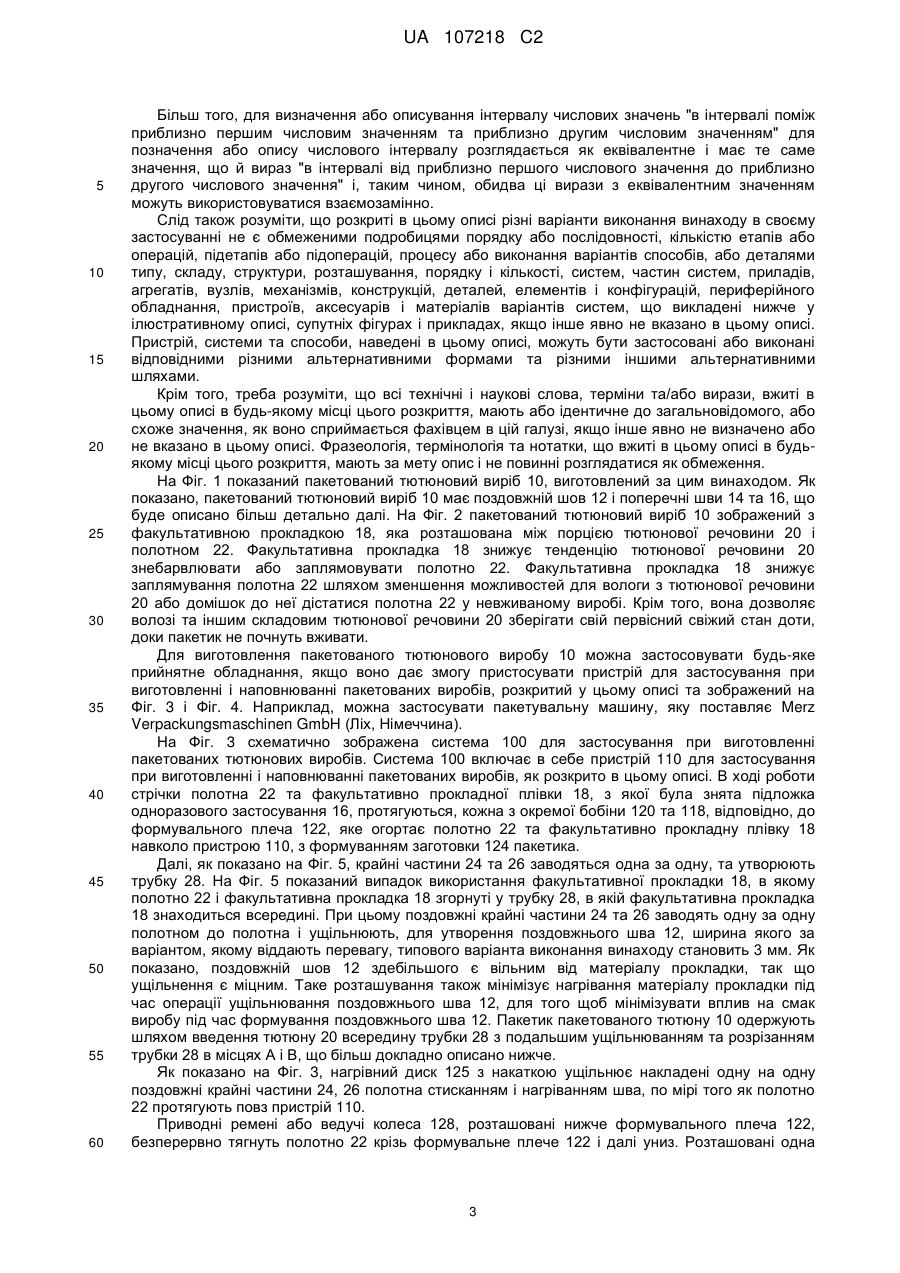
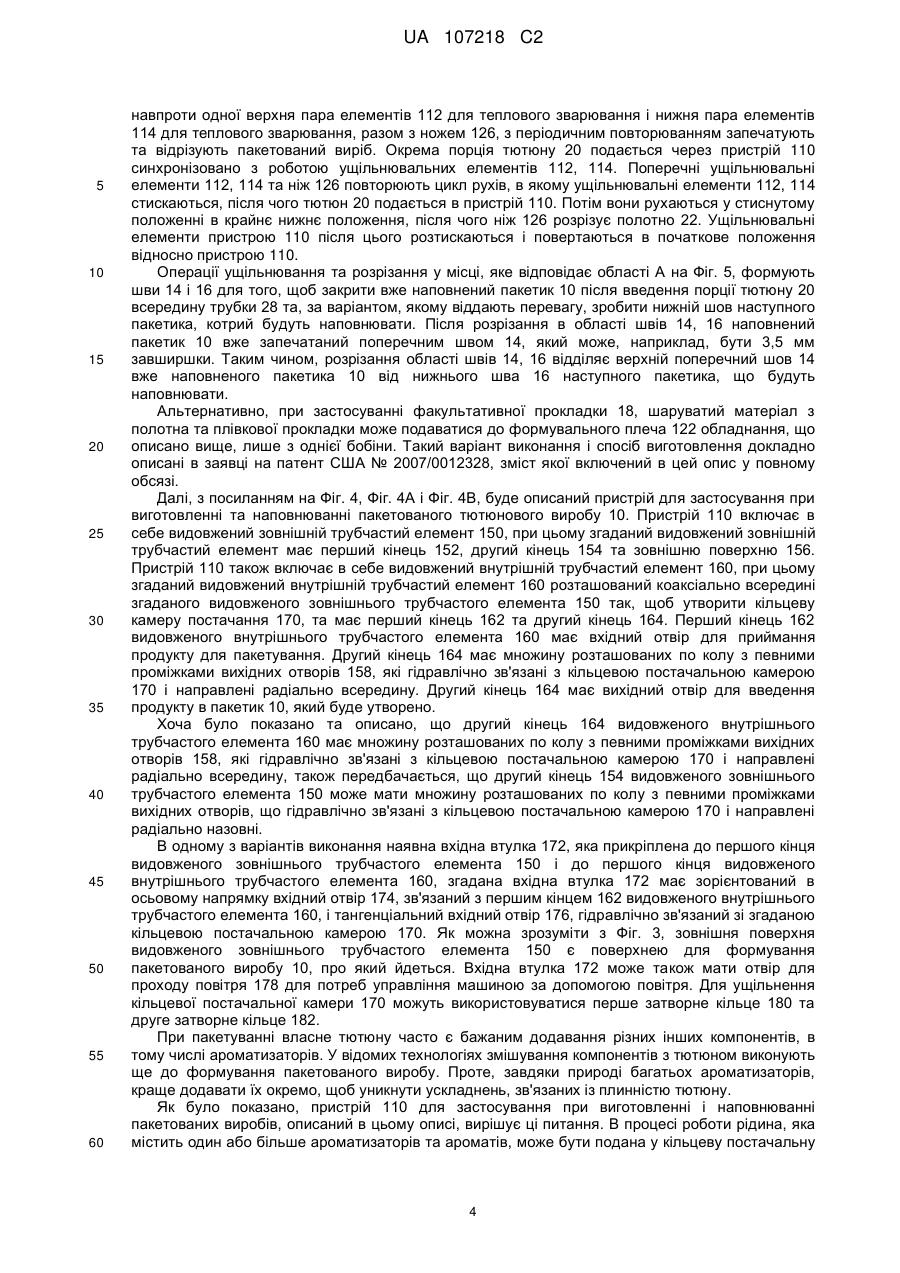
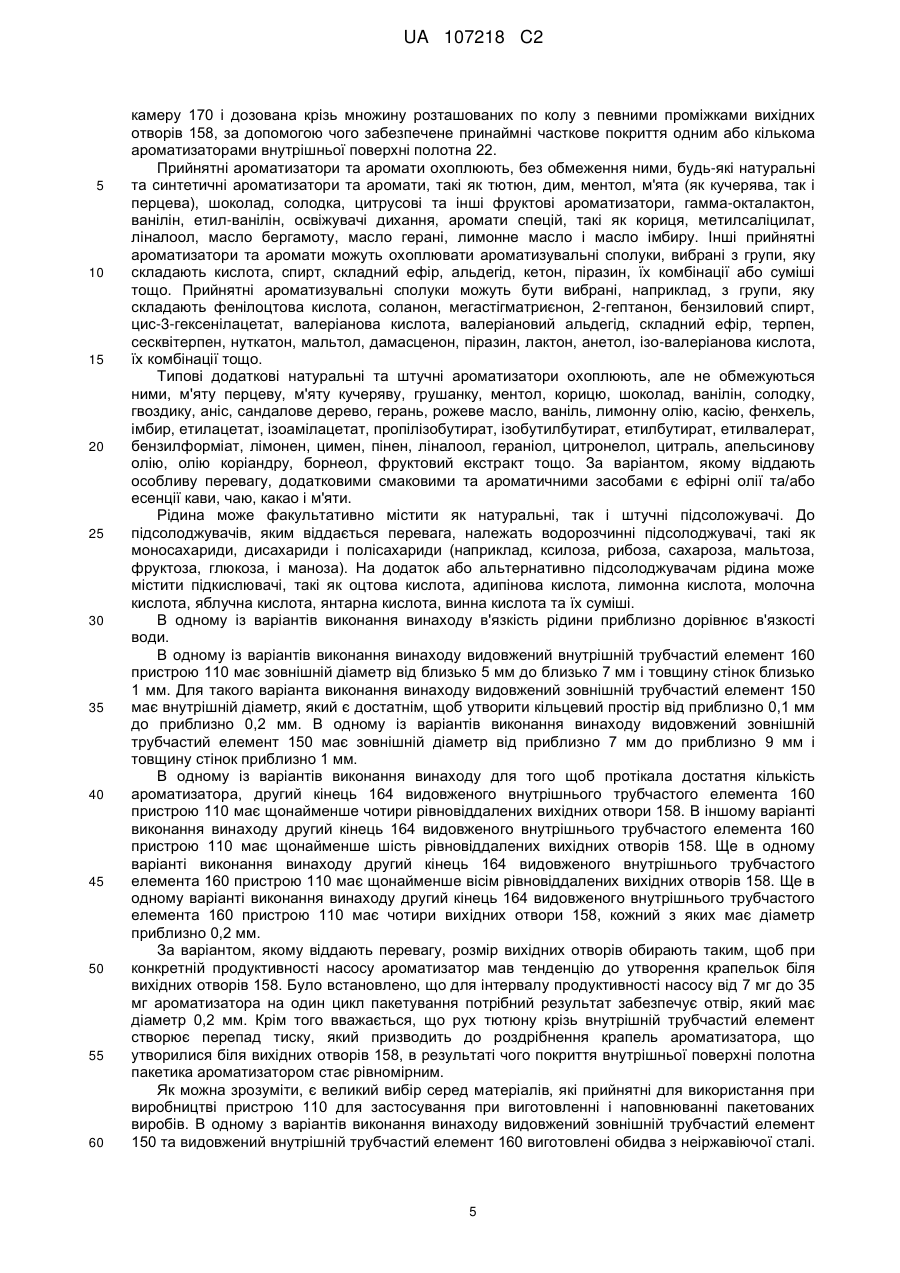
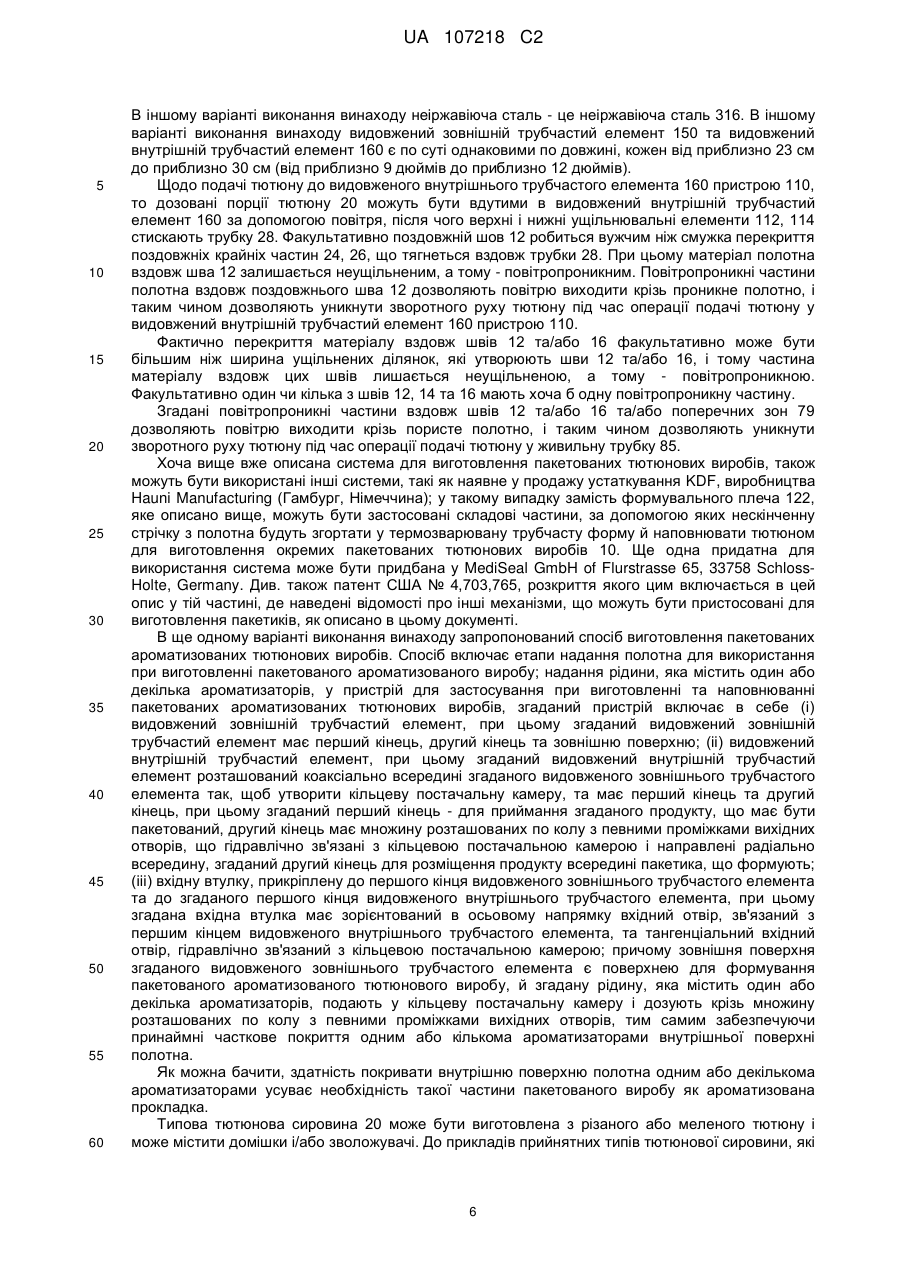
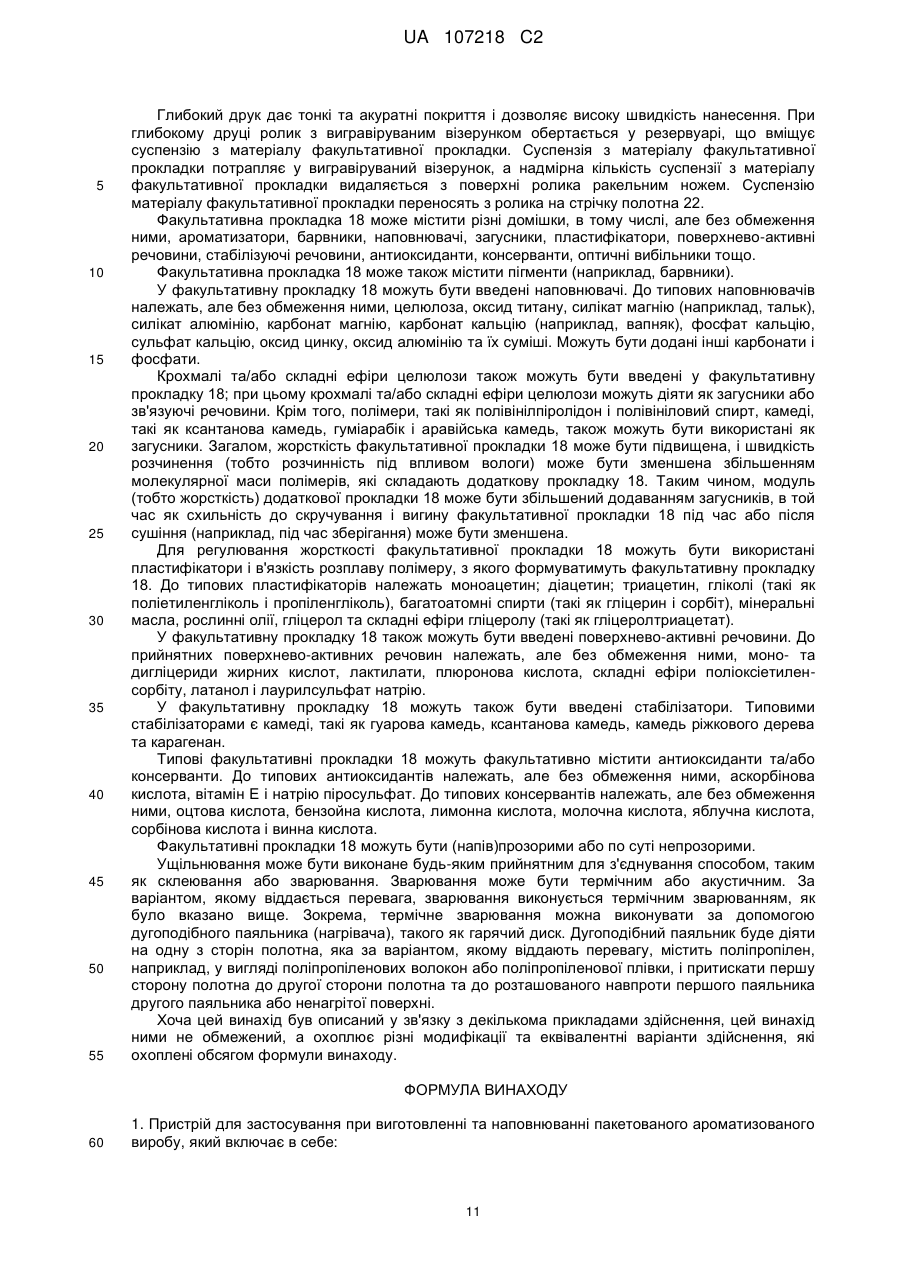
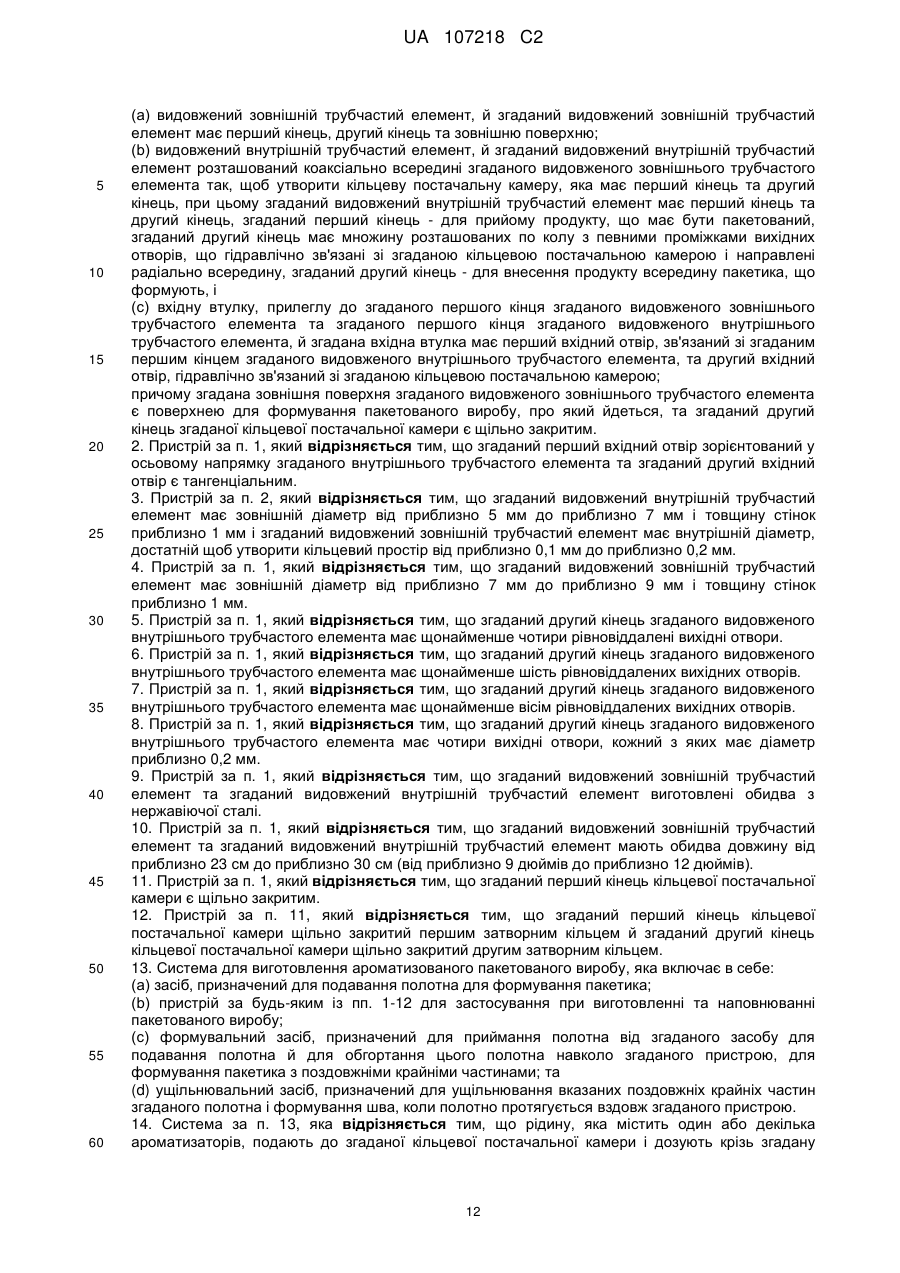
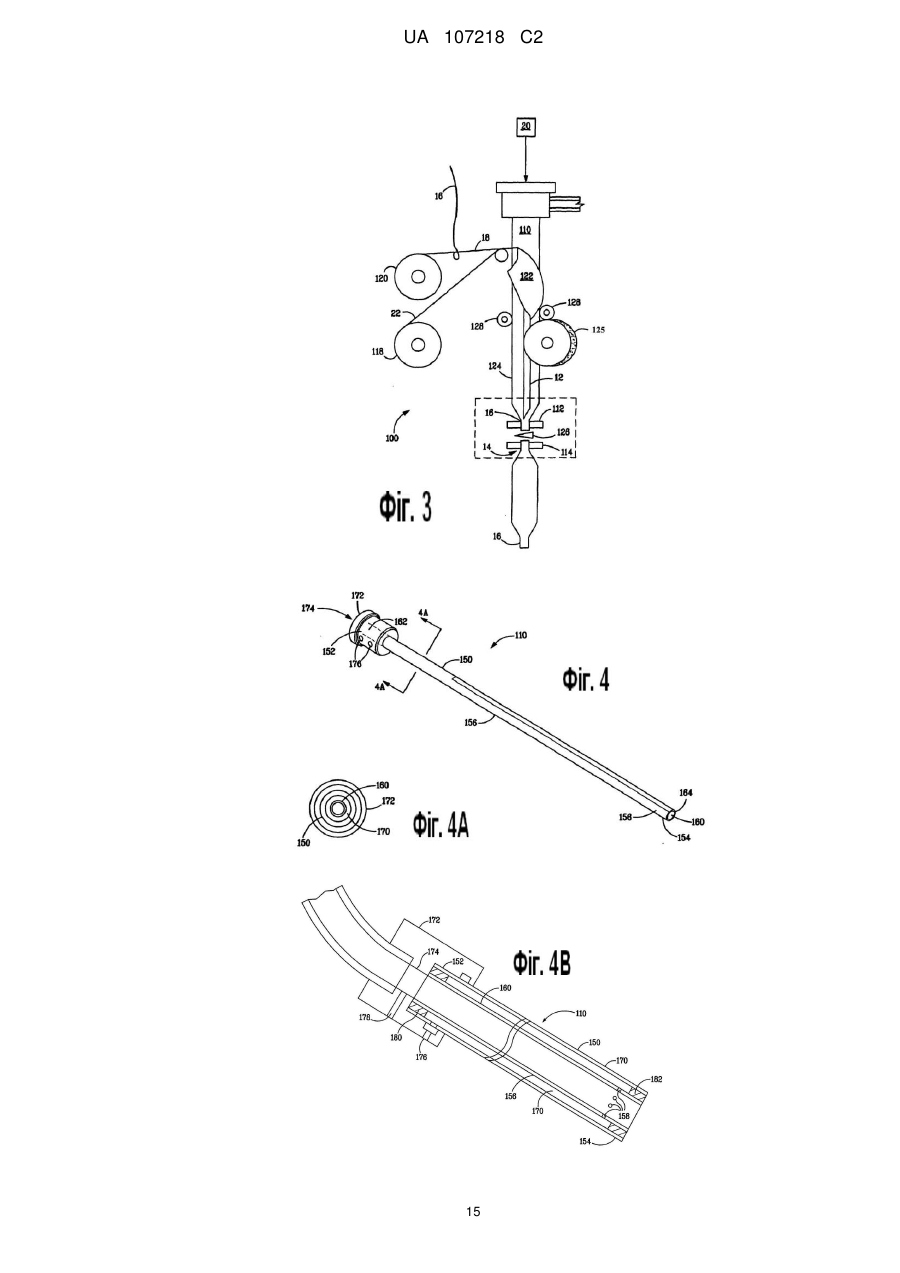
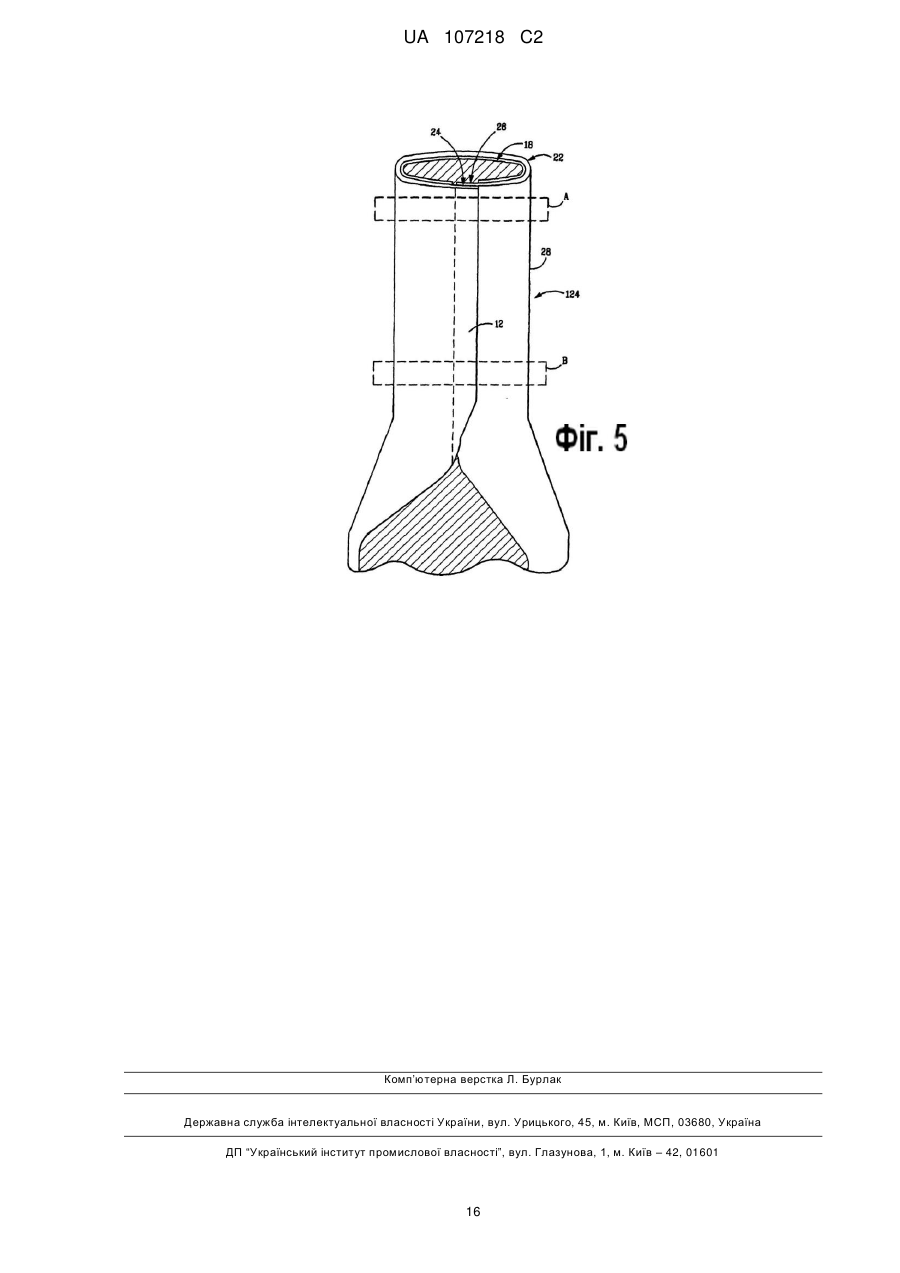
Реферат: Пристрій (110) для застосування при виготовленні та наповнюванні пакетованого тютюнового виробу (10). Пристрій (110) включає в себе: видовжений зовнішній трубчастий елемент (150), згаданий видовжений зовнішній трубчастий елемент (150) має перший кінець (152), другий кінець (154) та зовнішню поверхню (156); видовжений внутрішній трубчастий елемент (160), згаданий видовжений внутрішній трубчастий елемент (160) розташований коаксіально всередині видовженого зовнішнього трубчастого елемента (150) так, щоб утворити кільцеву постачальну камеру (170), він також має перший кінець (162) та другий кінець (164), перший кінець (162) - для прийому продукту, що має бути пакетований, другий кінець (164) має множину розташованих по колу з певними проміжками вихідних отворів (158), що гідравлічно зв'язані з кільцевою постачальною камерою (170) і направлені радіально всередину, згаданий другий кінець - для внесення продукту всередину пакетика, що формують; вхідна втулка (172), прилегла до першого кінця (152) видовженого зовнішнього трубчастого елемента (150) та до першого кінця (162) видовженого внутрішнього трубчастого елемента (160), згадана вхідна втулка (172) має перший вхідний отвір (174), що зв'язаний з першим кінцем (162) видовженого внутрішнього трубчастого елемента (160), та другий вхідний отвір (176), гідравлічно зв'язаний з кільцевою постачальною камерою (170); причому зовнішня поверхня (156) видовженого зовнішнього трубчастого елемента (150) згаданого пристрою є поверхнею для формування пакетованого виробу (10), про який йдеться. UA 107218 C2 (12) UA 107218 C2 UA 107218 C2 5 10 15 20 25 30 35 40 45 50 55 60 Галузь техніки Винахід, про який йдеться, загалом стосується пакетованих виробів та способів і систем для їх виготовлення. Зокрема цей винахід стосується пристрою, системи та способів для застосування ароматизаторів або інших компонентів у пакетованому виробі. Передумови створення винаходу Пакетовані тютюнові вироби - це окремі порції тютюну, які призначені, для розміщення під верхньою губою. При необхідності додавати ароматизатори або інші компоненти, в процесі виготовлення пакетованого виробу можуть виникнути ускладнення. Зрозуміло, що при додаванні рідких ароматизаторів або інших речовин безпосередньо до тютюну плинність тютюну, яким наповнюють кожний окремий пакетик, може значно змінюватися, що призводить до виробничих проблем та простоювання. Тому бажано мати пристрій, систему та способи для застосування ароматизаторів або інших компонентів, які дозволять уникнути таких ускладнень. Суть винаходу Запропонований пристрій для застосування при виготовленні та наповнюванні пакетованого виробу. Цей пристрій включає в себе видовжений зовнішній трубчастий елемент, згаданий видовжений зовнішній трубчастий елемент має перший кінець, другий кінець та зовнішню поверхню; видовжений внутрішній трубчастий елемент, при цьому цей видовжений внутрішній трубчастий елемент розташований коаксіально всередині видовженого зовнішнього трубчастого елемента так, щоб утворити кільцеву постачальну камеру, і також має перший кінець та другий кінець, перший кінець - для прийому продукту, що має бути пакетований, другий кінець має множину розташованих по колу з певними проміжками вихідних отворів, що гідравлічно зв'язані з кільцевою постачальною камерою і направлені радіально всередину, згаданий другий кінець - для розміщення продукту всередині пакетика, що формують; вхідну втулку, прилеглу до першого кінця згаданого видовженого зовнішнього трубчастого елемента та до першого кінця видовженого внутрішнього трубчастого елемента, згадана вхідна втулка має перший вхідний отвір, що зв'язаний з першим кінцем видовженого внутрішнього трубчастого елемента, та другий вхідний отвір, що гідравлічно зв'язаний з кільцевою постачальною камерою; причому зовнішня поверхня видовженого зовнішнього трубчастого елемента є поверхнею, для формування пакетованого виробу, про який йдеться. Також запропонована система для виготовлення пакетованих виробів. Ця система включає в себе засіб, призначений для подавання полотна для формування пакетика; пристрій для застосування при виготовленні та наповнюванні пакетованого виробу, при цьому цей пристрій включає в себе (і) видовжений зовнішній трубчастий елемент, при цьому згаданий видовжений зовнішній трубчастий елемент має перший кінець, другий кінець та зовнішню поверхню; (іі) видовжений внутрішній трубчастий елемент, при цьому згаданий видовжений внутрішній трубчастий елемент розташований коаксіально всередині згаданого видовженого зовнішнього трубчастого елемента так, щоб утворити кільцеву постачальну камеру, та має перший кінець та другий кінець, при цьому згаданий перший кінець - для приймання згаданого продукту, що має бути пакетований, згаданий другий кінець має множину розташованих по колу з певними проміжками вихідних отворів, що гідравлічно зв'язані з кільцевою постачальною камерою і направлені радіально всередину, при цьому згаданий другий кінець - для розміщення продукту всередині пакетика, що формують; (ііі) вхідну втулку, прилеглу до згаданого першого кінця згаданого видовженого зовнішнього трубчастого елемента та до згаданого першого кінця згаданого видовженого внутрішнього трубчастого елемента, згадана вхідна втулка має перший вхідний отвір, що зв'язаний із згаданим першим кінцем згаданого видовженого внутрішнього трубчастого елемента, та другий вхідний отвір, що гідравлічно зв'язаний зі згаданою кільцевою постачальною камерою; згадана зовнішня поверхня згаданого видовженого зовнішнього трубчастого елемента є поверхнею, для формування пакетованого продукту із запасу полотна; формувальний засіб, який приймає полотно від згаданого засобу для подавання полотна, обгортання полотна навколо згаданого засобу для формування пакетика з поздовжніми крайніми частинами; а також ущільнювальний засіб, призначений для ущільнювання цих поздовжніх крайніх частин полотна, і формування шва коли полотно протягується вздовж згаданого пристрою для застосування при виготовленні та наповнюванні пакетованого виробу. Крім того, запропонований спосіб для формування пакетованих виробів. Спосіб включає такі етапи: надання полотна для використання при формуванні пакетованого ароматизованого виробу; надання рідини, яка містить один або декілька ароматизаторів, у пристрій, для застосування при виготовленні та наповнюванні пакетованого ароматизованого виробу, згаданий пристрій включає в себе (і) видовжений зовнішній трубчастий елемент, при цьому згаданий видовжений зовнішній трубчастий елемент має перший кінець, другий кінець та зовнішню поверхню; (іі) видовжений внутрішній трубчастий елемент, при цьому згаданий 1 UA 107218 C2 5 10 15 20 25 30 35 40 45 50 55 60 видовжений внутрішній трубчастий елемент розташований коаксіально всередині згаданого видовженого зовнішнього трубчастого елемента так, щоб утворити кільцеву постачальну камеру, та має перший кінець та другий кінець, при цьому згаданий перший кінець - для приймання згаданого продукту, що має бути пакетований, згаданий другий кінець має множину розташованих по колу з певними проміжками вихідних отворів, що гідравлічно зв'язані з кільцевою постачальною камерою і направлені радіально всередину, при цьому згаданий другий кінець - для розміщення продукту всередині пакетика, що формують; (ііі) вхідну втулку, прикріплену до першого кінця видовженого зовнішнього трубчастого елемента та до згаданого першого кінця видовженого внутрішнього трубчастого елемента, при цьому згадана вхідна втулка має зорієнтований в осьовому напрямку вхідний отвір, зв'язаний з першим кінцем видовженого внутрішнього трубчастого елемента, та тангенціальний вхідний отвір, гідравлічно зв'язаний з кільцевою постачальною камерою; причому зовнішня поверхня видовженого зовнішнього трубчастого елемента є поверхнею для формування пакетованого ароматизованого виробу, про який йдеться; та подавання згаданої рідини, що містить один або декілька ароматизаторів, у кільцеву постачальну камеру і дозування її крізь множину розташованих по колу з певними проміжками вихідних отворів, тим самим забезпечуючи принаймні часткове покриття одним або кількома ароматизаторами внутрішньої поверхні пакетика; та вкладання продукту в згадане полотно. Стислий опис фігур Розкриті в цьому описі варіанти здійснення винаходу проілюстровані необмежувальними прикладами та супроводжувальними фігурами, на яких однакові номери позицій вказують на ті самі елементи, і на яких: На Фіг. 1 показаний один із варіантів виконання пакетованого тютюнового виробу, виготовленого за цим винаходом; На Фіг. 2 показаний поперечний переріз одного із варіантів виконання пакетованого тютюнового виробу (в тому числі факультативного вкладишу), виготовленого за цим винаходом; На Фіг. 3 показаний приклад устаткування для виготовлення пакетованого тютюнового виробу за цим винаходом; На Фіг. 4 показаний пристрій для застосування при виготовленні та наповнюванні пакетованих виробів за цим винаходом; На Фіг. 4А показаний вид пристрою для застосування при виготовленні і наповнюванні пакетованих виробів за цим винаходом у розрізі, який виконаний вздовж лінії 4-4; На Фіг. 4В показаний вид у поперечному розрізі пристрою для застосування при виготовленні і наповнюванні пакетованих виробів за цим винаходом; і Фіг. 5 являє собою об'ємне зображення матеріалу пакетиків, зображеного в стані, коли він вже згорнутий у формі трубки. Детальний опис винаходу Далі будуть описані різні аспекти винаходу, з посиланнями на конкретні варіанти виконання винаходу, обрані для пояснення. Слід розуміти, що суть та обсяг пристрою, системи і способів, розкритих в цьому описі, не обмежуються обраними варіантами виконання винаходу. Крім того, слід підкреслити, що надані в описі фігури не відображають будь-яких конкретних пропорцій чи масштабу, і що пояснені варіанти виконання винаходу можуть мати багато змін. Далі розглядаються Фіг. 1-5, в яких всюди однакові номери використовуються для позначення однакових елементів. Кожен з наведених далі термінів, записаних в формі граматичної однини, при вживанні в цьому документі може також стосуватися або охоплювати множину вказаних сутностей або об'єктів, за виключенням випадків, коли протилежне конкретно визначено або сформульовано в цьому описі або однозначно витікає з його контексту. Наприклад, терміни "пристрій", "вузол", "механізм", "компонент" і "елемент", вжиті в цьому документі, можуть також стосуватися або охоплювати відповідно множину пристроїв, множину вузлів, множину механізмів, множину компонентів та множину елементів. Кожен з термінів "включає в себе", "в тому числі", "має", "містить" тощо та їх лінгвістичні або граматичні варіанти, похідні та/або відмінки, вжиті в цьому описі, мають значення "в тому числі, але без обмеження". Всюди на ілюстраціях, в прикладах і формулі винаходу, що додана, числові значення параметрів, характеристик, об'єктів або вимірів можуть бути наведені або описані в термінах формату числових інтервалів. Треба повністю розуміти, що вказані числові інтервали наведені для пояснення описаних в цьому документі варіантів виконання винаходу і вони не повинні сприйматися або тлумачитися як жорстке обмеження обсягу варіантів виконання винаходу, що зібрані в цьому описі. 2 UA 107218 C2 5 10 15 20 25 30 35 40 45 50 55 60 Більш того, для визначення або описування інтервалу числових значень "в інтервалі поміж приблизно першим числовим значенням та приблизно другим числовим значенням" для позначення або опису числового інтервалу розглядається як еквівалентне і має те саме значення, що й вираз "в інтервалі від приблизно першого числового значення до приблизно другого числового значення" і, таким чином, обидва ці вирази з еквівалентним значенням можуть використовуватися взаємозамінно. Слід також розуміти, що розкриті в цьому описі різні варіанти виконання винаходу в своєму застосуванні не є обмеженими подробицями порядку або послідовності, кількістю етапів або операцій, підетапів або підоперацій, процесу або виконання варіантів способів, або деталями типу, складу, структури, розташування, порядку і кількості, систем, частин систем, приладів, агрегатів, вузлів, механізмів, конструкцій, деталей, елементів і конфігурацій, периферійного обладнання, пристроїв, аксесуарів і матеріалів варіантів систем, що викладені нижче у ілюстративному описі, супутніх фігурах і прикладах, якщо інше явно не вказано в цьому описі. Пристрій, системи та способи, наведені в цьому описі, можуть бути застосовані або виконані відповідними різними альтернативними формами та різними іншими альтернативними шляхами. Крім того, треба розуміти, що всі технічні і наукові слова, терміни та/або вирази, вжиті в цьому описі в будь-якому місці цього розкриття, мають або ідентичне до загальновідомого, або схоже значення, як воно сприймається фахівцем в цій галузі, якщо інше явно не визначено або не вказано в цьому описі. Фразеологія, термінологія та нотатки, що вжиті в цьому описі в будьякому місці цього розкриття, мають за мету опис і не повинні розглядатися як обмеження. На Фіг. 1 показаний пакетований тютюновий виріб 10, виготовлений за цим винаходом. Як показано, пакетований тютюновий виріб 10 має поздовжній шов 12 і поперечні шви 14 та 16, що буде описано більш детально далі. На Фіг. 2 пакетований тютюновий виріб 10 зображений з факультативною прокладкою 18, яка розташована між порцією тютюнової речовини 20 і полотном 22. Факультативна прокладка 18 знижує тенденцію тютюнової речовини 20 знебарвлювати або заплямовувати полотно 22. Факультативна прокладка 18 знижуєзаплямування полотна 22 шляхом зменшення можливостей для вологи з тютюнової речовини 20 або домішок до неї дістатися полотна 22 у невживаному виробі. Крім того, вона дозволяє волозі та іншим складовим тютюнової речовини 20 зберігати свій первісний свіжий стан доти, доки пакетик не почнуть вживати. Для виготовлення пакетованого тютюнового виробу 10 можна застосовувати будь-яке прийнятне обладнання, якщо воно дає змогу пристосувати пристрій для застосування при виготовленні і наповнюванні пакетованих виробів, розкритий у цьому описі та зображений на Фіг. 3 і Фіг. 4. Наприклад, можна застосувати пакетувальну машину, яку поставляє Merz Verpackungsmaschinen GmbH (Ліх, Німеччина). На Фіг. 3 схематично зображена система 100 для застосування при виготовленні пакетованих тютюнових виробів. Система 100 включає в себе пристрій 110 для застосування при виготовленні і наповнюванні пакетованих виробів, як розкрито в цьому описі. В ході роботи стрічки полотна 22 та факультативно прокладної плівки 18, з якої була знята підложка одноразового застосування 16, протягуються, кожна з окремої бобіни 120 та 118, відповідно, до формувального плеча 122, яке огортає полотно 22 та факультативно прокладну плівку 18 навколо пристрою 110, з формуванням заготовки 124 пакетика. Далі, як показано на Фіг. 5, крайні частини 24 та 26 заводяться одна за одну, та утворюють трубку 28. На Фіг. 5 показаний випадок використання факультативної прокладки 18, в якому полотно 22 і факультативна прокладка 18 згорнуті у трубку 28, в якій факультативна прокладка 18 знаходиться всередині. При цьому поздовжні крайні частини 24 та 26 заводять одну за одну полотном до полотна і ущільнюють, для утворення поздовжнього шва 12, ширина якого за варіантом, якому віддають перевагу, типового варіанта виконання винаходу становить 3 мм. Як показано, поздовжній шов 12 здебільшого є вільним від матеріалу прокладки, так що ущільнення є міцним. Таке розташування також мінімізує нагрівання матеріалу прокладки під час операції ущільнювання поздовжнього шва 12, для того щоб мінімізувати вплив на смак виробу під час формування поздовжнього шва 12. Пакетик пакетованого тютюну 10 одержують шляхом введення тютюну 20 всередину трубки 28 з подальшим ущільнюванням та розрізанням трубки 28 в місцях А і В, що більш докладно описано нижче. Як показано на Фіг. 3, нагрівний диск 125 з накаткою ущільнює накладені одну на одну поздовжні крайні частини 24, 26 полотна стисканням і нагріванням шва, по мірі того як полотно 22 протягують повз пристрій 110. Приводні ремені або ведучі колеса 128, розташовані нижче формувального плеча 122, безперервно тягнуть полотно 22 крізь формувальне плече 122 і далі униз. Розташовані одна 3 UA 107218 C2 5 10 15 20 25 30 35 40 45 50 55 60 навпроти одної верхня пара елементів 112 для теплового зварювання і нижня пара елементів 114 для теплового зварювання, разом з ножем 126, з періодичним повторюванням запечатують та відрізують пакетований виріб. Окрема порція тютюну 20 подається через пристрій 110 синхронізовано з роботою ущільнювальних елементів 112, 114. Поперечні ущільнювальні елементи 112, 114 та ніж 126 повторюють цикл рухів, в якому ущільнювальні елементи 112, 114 стискаються, після чого тютюн 20 подається в пристрій 110. Потім вони рухаються у стиснутому положенні в крайнє нижнє положення, після чого ніж 126 розрізує полотно 22. Ущільнювальні елементи пристрою 110 після цього розтискаються і повертаються в початкове положення відносно пристрою 110. Операції ущільнювання та розрізання у місці, яке відповідає області А на Фіг. 5, формують шви 14 і 16 для того, щоб закрити вже наповнений пакетик 10 після введення порції тютюну 20 всередину трубки 28 та, за варіантом, якому віддають перевагу, зробити нижній шов наступного пакетика, котрий будуть наповнювати. Після розрізання в області швів 14, 16 наповнений пакетик 10 вже запечатаний поперечним швом 14, який може, наприклад, бути 3,5 мм завширшки. Таким чином, розрізання області швів 14, 16 відділяє верхній поперечний шов 14 вже наповненого пакетика 10 від нижнього шва 16 наступного пакетика, що будуть наповнювати. Альтернативно, при застосуванні факультативної прокладки 18, шаруватий матеріал з полотна та плівкової прокладки може подаватися до формувального плеча 122 обладнання, що описано вище, лише з однієї бобіни. Такий варіант виконання і спосіб виготовлення докладно описані в заявці на патент США № 2007/0012328, зміст якої включений в цей опис у повному обсязі. Далі, з посиланням на Фіг. 4, Фіг. 4А і Фіг. 4В, буде описаний пристрій для застосування при виготовленні та наповнюванні пакетованого тютюнового виробу 10. Пристрій 110 включає в себе видовжений зовнішній трубчастий елемент 150, при цьому згаданий видовжений зовнішній трубчастий елемент має перший кінець 152, другий кінець 154 та зовнішню поверхню 156. Пристрій 110 також включає в себе видовжений внутрішній трубчастий елемент 160, при цьому згаданий видовжений внутрішній трубчастий елемент 160 розташований коаксіально всередині згаданого видовженого зовнішнього трубчастого елемента 150 так, щоб утворити кільцеву камеру постачання 170, та має перший кінець 162 та другий кінець 164. Перший кінець 162 видовженого внутрішнього трубчастого елемента 160 має вхідний отвір для приймання продукту для пакетування. Другий кінець 164 має множину розташованих по колу з певними проміжками вихідних отворів 158, які гідравлічно зв'язані з кільцевою постачальною камерою 170 і направлені радіально всередину. Другий кінець 164 має вихідний отвір для введення продукту в пакетик 10, який буде утворено. Хоча було показано та описано, що другий кінець 164 видовженого внутрішнього трубчастого елемента 160 має множину розташованих по колу з певними проміжками вихідних отворів 158, які гідравлічно зв'язані з кільцевою постачальною камерою 170 і направлені радіально всередину, також передбачається, що другий кінець 154 видовженого зовнішнього трубчастого елемента 150 може мати множину розташованих по колу з певними проміжками вихідних отворів, що гідравлічно зв'язані з кільцевою постачальною камерою 170 і направлені радіально назовні. В одному з варіантів виконання наявна вхідна втулка 172, яка прикріплена до першого кінця видовженого зовнішнього трубчастого елемента 150 і до першого кінця видовженого внутрішнього трубчастого елемента 160, згадана вхідна втулка 172 має зорієнтований в осьовому напрямку вхідний отвір 174, зв'язаний з першим кінцем 162 видовженого внутрішнього трубчастого елемента 160, і тангенціальний вхідний отвір 176, гідравлічно зв'язаний зі згаданою кільцевою постачальною камерою 170. Як можна зрозуміти з Фіг. 3, зовнішня поверхня видовженого зовнішнього трубчастого елемента 150 є поверхнею для формування пакетованого виробу 10, про який йдеться. Вхідна втулка 172 може також мати отвір для проходу повітря 178 для потреб управління машиною за допомогою повітря. Для ущільнення кільцевої постачальної камери 170 можуть використовуватися перше затворне кільце 180 та друге затворне кільце 182. При пакетуванні власне тютюну часто є бажаним додавання різних інших компонентів, в тому числі ароматизаторів. У відомих технологіях змішування компонентів з тютюном виконують ще до формування пакетованого виробу. Проте, завдяки природі багатьох ароматизаторів, краще додавати їх окремо, щоб уникнути ускладнень, зв'язаних із плинністю тютюну. Як було показано, пристрій 110 для застосування при виготовленні і наповнюванні пакетованих виробів, описаний в цьому описі, вирішує ці питання. В процесі роботи рідина, яка містить один або більше ароматизаторів та ароматів, може бути подана у кільцеву постачальну 4 UA 107218 C2 5 10 15 20 25 30 35 40 45 50 55 60 камеру 170 і дозована крізь множину розташованих по колу з певними проміжками вихідних отворів 158, за допомогою чого забезпечене принаймні часткове покриття одним або кількома ароматизаторами внутрішньої поверхні полотна 22. Прийнятні ароматизатори та аромати охоплюють, без обмеження ними, будь-які натуральні та синтетичні ароматизатори та аромати, такі як тютюн, дим, ментол, м'ята (як кучерява, так і перцева), шоколад, солодка, цитрусові та інші фруктові ароматизатори, гамма-окталактон, ванілін, етил-ванілін, освіжувачі дихання, аромати спецій, такі як кориця, метилсаліцилат, ліналоол, масло бергамоту, масло герані, лимонне масло і масло імбиру. Інші прийнятні ароматизатори та аромати можуть охоплювати ароматизувальні сполуки, вибрані з групи, яку складають кислота, спирт, складний ефір, альдегід, кетон, піразин, їх комбінації або суміші тощо. Прийнятні ароматизувальні сполуки можуть бути вибрані, наприклад, з групи, яку складають фенілоцтова кислота, соланон, мегастігматриєнон, 2-гептанон, бензиловий спирт, цис-3-гексенілацетат, валеріанова кислота, валеріановий альдегід, складний ефір, терпен, сесквітерпен, нуткатон, мальтол, дамасценон, піразин, лактон, анетол, ізо-валеріанова кислота, їх комбінації тощо. Типові додаткові натуральні та штучні ароматизатори охоплюють, але не обмежуються ними, м'яту перцеву, м'яту кучеряву, грушанку, ментол, корицю, шоколад, ванілін, солодку, гвоздику, аніс, сандалове дерево, герань, рожеве масло, ваніль, лимонну олію, касію, фенхель, імбир, етилацетат, ізоамілацетат, пропілізобутират, ізобутилбутират, етилбутират, етилвалерат, бензилформіат, лімонен, цимен, пінен, ліналоол, гераніол, цитронелол, цитраль, апельсинову олію, олію коріандру, борнеол, фруктовий екстракт тощо. За варіантом, якому віддають особливу перевагу, додатковими смаковими та ароматичними засобами є ефірні олії та/або есенції кави, чаю, какао і м'яти. Рідина може факультативно містити як натуральні, так і штучні підсоложувачі. До підсолоджувачів, яким віддається перевага, належать водорозчинні підсолоджувачі, такі як моносахариди, дисахариди і полісахариди (наприклад, ксилоза, рибоза, сахароза, мальтоза, фруктоза, глюкоза, і маноза). На додаток або альтернативно підсолоджувачам рідина може містити підкислювачі, такі як оцтова кислота, адипінова кислота, лимонна кислота, молочна кислота, яблучна кислота, янтарна кислота, винна кислота та їх суміші. В одному із варіантів виконання винаходу в'язкість рідини приблизно дорівнює в'язкості води. В одному із варіантів виконання винаходу видовжений внутрішній трубчастий елемент 160 пристрою 110 має зовнішній діаметр від близько 5 мм до близько 7 мм і товщину стінок близько 1 мм. Для такого варіанта виконання винаходу видовжений зовнішній трубчастий елемент 150 має внутрішній діаметр, який є достатнім, щоб утворити кільцевий простір від приблизно 0,1 мм до приблизно 0,2 мм. В одному із варіантів виконання винаходу видовжений зовнішній трубчастий елемент 150 має зовнішній діаметр від приблизно 7 мм до приблизно 9 мм і товщину стінок приблизно 1 мм. В одному із варіантів виконання винаходу для того щоб протікала достатня кількість ароматизатора, другий кінець 164 видовженого внутрішнього трубчастого елемента 160 пристрою 110 має щонайменше чотири рівновіддалених вихідних отвори 158. В іншому варіанті виконання винаходу другий кінець 164 видовженого внутрішнього трубчастого елемента 160 пристрою 110 має щонайменше шість рівновіддалених вихідних отворів 158. Ще в одному варіанті виконання винаходу другий кінець 164 видовженого внутрішнього трубчастого елемента 160 пристрою 110 має щонайменше вісім рівновіддалених вихідних отворів 158. Ще в одному варіанті виконання винаходу другий кінець 164 видовженого внутрішнього трубчастого елемента 160 пристрою 110 має чотири вихідних отвори 158, кожний з яких має діаметр приблизно 0,2 мм. За варіантом, якому віддають перевагу, розмір вихідних отворів обирають таким, щоб при конкретній продуктивності насосу ароматизатор мав тенденцію до утворення крапельок біля вихідних отворів 158. Було встановлено, що для інтервалу продуктивності насосу від 7 мг до 35 мг ароматизатора на один цикл пакетування потрібний результат забезпечує отвір, який має діаметр 0,2 мм. Крім того вважається, що рух тютюну крізь внутрішній трубчастий елемент створює перепад тиску, який призводить до роздрібнення крапель ароматизатора, що утворилися біля вихідних отворів 158, в результаті чого покриття внутрішньої поверхні полотна пакетика ароматизатором стає рівномірним. Як можна зрозуміти, є великий вибір серед матеріалів, які прийнятні для використання при виробництві пристрою 110 для застосування при виготовленні і наповнюванні пакетованих виробів. В одному з варіантів виконання винаходу видовжений зовнішній трубчастий елемент 150 та видовжений внутрішній трубчастий елемент 160 виготовлені обидва з неіржавіючої сталі. 5 UA 107218 C2 5 10 15 20 25 30 35 40 45 50 55 60 В іншому варіанті виконання винаходу неіржавіюча сталь - це неіржавіюча сталь 316. В іншому варіанті виконання винаходу видовжений зовнішній трубчастий елемент 150 та видовжений внутрішній трубчастий елемент 160 є по суті однаковими по довжині, кожен від приблизно 23 см до приблизно 30 см (від приблизно 9 дюймів до приблизно 12 дюймів). Щодо подачі тютюну до видовженого внутрішнього трубчастого елемента 160 пристрою 110, то дозовані порції тютюну 20 можуть бути вдутими в видовжений внутрішній трубчастий елемент 160 за допомогою повітря, після чого верхні і нижні ущільнювальні елементи 112, 114 стискають трубку 28. Факультативно поздовжній шов 12 робиться вужчим ніж смужка перекриття поздовжніх крайніх частин 24, 26, що тягнеться вздовж трубки 28. При цьому матеріал полотна вздовж шва 12 залишається неущільненим, а тому - повітропроникним. Повітропроникні частини полотна вздовж поздовжнього шва 12 дозволяють повітрю виходити крізь проникне полотно, і таким чином дозволяють уникнути зворотного руху тютюну під час операції подачі тютюну у видовжений внутрішній трубчастий елемент 160 пристрою 110. Фактично перекриття матеріалу вздовж швів 12 та/або 16 факультативно може бути більшим ніж ширина ущільнених ділянок, які утворюють шви 12 та/або 16, і тому частина матеріалу вздовж цих швів лишається неущільненою, а тому - повітропроникною. Факультативно один чи кілька з швів 12, 14 та 16 мають хоча б одну повітропроникну частину. Згадані повітропроникні частини вздовж швів 12 та/або 16 та/або поперечних зон 79 дозволяють повітрю виходити крізь пористе полотно, і таким чином дозволяють уникнути зворотного руху тютюну під час операції подачі тютюну у живильну трубку 85. Хоча вище вже описана система для виготовлення пакетованих тютюнових виробів, також можуть бути використані інші системи, такі як наявне у продажу устаткування KDF, виробництва Hauni Manufacturing (Гамбург, Німеччина); у такому випадку замість формувального плеча 122, яке описано вище, можуть бути застосовані складові частини, за допомогою яких нескінченну стрічку з полотна будуть згортати у термозварювану трубчасту форму й наповнювати тютюном для виготовлення окремих пакетованих тютюнових виробів 10. Ще одна придатна для використання система може бути придбана у MediSeal GmbH of Flurstrasse 65, 33758 SchlossHolte, Germany. Див. також патент США № 4,703,765, розкриття якого цим включається в цей опис у тій частині, де наведені відомості про інші механізми, що можуть бути пристосовані для виготовлення пакетиків, як описано в цьому документі. В ще одному варіанті виконання винаходу запропонований спосіб виготовлення пакетованих ароматизованих тютюнових виробів. Спосіб включає етапи надання полотна для використання при виготовленні пакетованого ароматизованого виробу; надання рідини, яка містить один або декілька ароматизаторів, у пристрій для застосування при виготовленні та наповнюванні пакетованих ароматизованих тютюнових виробів, згаданий пристрій включає в себе (і) видовжений зовнішній трубчастий елемент, при цьому згаданий видовжений зовнішній трубчастий елемент має перший кінець, другий кінець та зовнішню поверхню; (іі) видовжений внутрішній трубчастий елемент, при цьому згаданий видовжений внутрішній трубчастий елемент розташований коаксіально всередині згаданого видовженого зовнішнього трубчастого елемента так, щоб утворити кільцеву постачальну камеру, та має перший кінець та другий кінець, при цьому згаданий перший кінець - для приймання згаданого продукту, що має бути пакетований, другий кінець має множину розташованих по колу з певними проміжками вихідних отворів, що гідравлічно зв'язані з кільцевою постачальною камерою і направлені радіально всередину, згаданий другий кінець для розміщення продукту всередині пакетика, що формують; (ііі) вхідну втулку, прикріплену до першого кінця видовженого зовнішнього трубчастого елемента та до згаданого першого кінця видовженого внутрішнього трубчастого елемента, при цьому згадана вхідна втулка має зорієнтований в осьовому напрямку вхідний отвір, зв'язаний з першим кінцем видовженого внутрішнього трубчастого елемента, та тангенціальний вхідний отвір, гідравлічно зв'язаний з кільцевою постачальною камерою; причому зовнішня поверхня згаданого видовженого зовнішнього трубчастого елемента є поверхнею для формування пакетованого ароматизованого тютюнового виробу, й згадану рідину, яка містить один або декілька ароматизаторів, подають у кільцеву постачальну камеру і дозують крізь множину розташованих по колу з певними проміжками вихідних отворів, тим самим забезпечуючи принаймні часткове покриття одним або кількома ароматизаторами внутрішньої поверхні полотна. Як можна бачити, здатність покривати внутрішню поверхню полотна одним або декількома ароматизаторами усуває необхідність такої частини пакетованого виробу як ароматизована прокладка. Типова тютюнова сировина 20 може бути виготовлена з різаного або меленого тютюну і може містити домішки і/або зволожувачі. До прикладів прийнятних типів тютюнової сировини, які 6 UA 107218 C2 5 10 15 20 25 30 35 40 45 50 55 60 можуть використовуватися, належать, але не обмежуються ними, тютюн трубовогневого сушіння, тютюн Берлей, тютюн типу Мериленд, тютюни східного типу, рідкісні сорти тютюну, тютюн спеціальних сортів, відновлений тютюн, суміші вищепереліченого тощо. Здебільшого, тютюнову сировину 20 пастеризують. Як альтернатива тютюнова сировина 20 може бути ферментована. Тютюнова сировина 20 може бути надана у будь-якому прийнятному вигляді, в тому числі у вигляді волокон та/або частинок тютюнових пластинок, обробленої тютюнової сировини, такої як об'ємно-розширений або розпушений тютюн, мелений тютюн, оброблені середні жилки тютюнового листя, такі як різано-катані або різано-розпушені жилки тютюнового листя, відновлену тютюнову сировину, їх суміші тощо. Також може бути використаний генетично модифікований тютюн. Крім того тютюнова сировина може містити додаткову кількість овочевих або рослинних волокон або частинок, таких як частинки або волокна латуку, бавовни, льону, волокно буряку, целюлозні волокна та їх суміші тощо. Для підтримки рівня вологості у пакетованому тютюновому виробі до тютюнової сировини 20 можуть також бути додані зволожувачі. До прикладів зволожувачів, що можуть бути використані у складі тютюнової сировини, належать гліцерин та пропіленгліколь. Слід відмітити, що зволожувачі можуть бути додані також для забезпечення консервувальної дії, оскільки водна активність продукту може бути знижена введенням зволожувача із зменшенням тим самим можливості росту мікроорганізмів. Крім того, зволожувачі можуть застосовуватися для підвищення відчуття вологості від більш сухих тютюнових компонентів. Як зображено на Фіг. 2, пакетований тютюновий виріб 10 факультативно може включати в себе личкований пакетований матеріал, що включає в себе полотно 22 і факультативну прокладку 18. За варіантом, якому віддається перевага, полотно 22 виготовляють з целюлозного волокна того ж типу, що й матеріал чайних пакетиків. Альтернативні полотна також можуть бути бажаними для застосування з факультативною прокладкою 18. Альтернативні полотна за варіантом, якому віддають перевагу, мають нейтральний або приємний смак чи аромат. За варіантом, якому віддають перевагу, полотно обирають таким, щоб воно мало бажані властивості стійкості до забарвлення, водопроникності та/або пористості та/або нерозчинності у воді. Щоб піддаватися тепловому зварюванню, полотно має включати в себе волокна або покриття з поліпропілену або іншого термозварюваного матеріалу. Крім того, матеріали, що використовуються для згаданих полотен, можуть мати заздалегідь визначені рівні питомої маси та/або міцності у вологому стані, щоб знизити можливість розриву полотна під час виготовлення виробів, їх зберігання та вживання. Наприклад, полотна можуть мати питому масу від приблизно 5 г/м2 до приблизно 25 г/м2, наприклад, 5-10 г/м2, 10-15 г/м2, 1520 г/м2 або 20-25 г/м2 (грамів на метр квадратний) - в залежності від кінцевих потреб вживання, та/або міцність у вологому стані при поперечному розтягуванні (CD) від приблизно 15 Н/м до приблизно 75 Н/м, наприклад, 15-30 Н/м, 30-45 Н/м, 45-60 Н/м або 60-75 Н/м (ньютонів/метр) - в залежності від кінцевих потреб вживання, які можуть бути достатніми для зберігання полотна під час вживання. Одним з типових прикладів полотна є матеріал чайних пакетиків з питомою 2 масою приблизно 16,5 г/м та міцністю в вологому стані при поперечному розтягуванні у 68 Н/м. В одному з варіантів виконання винаходу, щоб дозволити смаку проникати крізь полотно 22, як матеріал для цього полотна може бути застосована водопроникна, нерозчинна у воді, пориста, стійка до забарвлення полімерна мембрана. Слід також відмітити, що товщина полотна 22 може бути різною для досягнення бажаних рівнів розчинності крізь полотно 22. Аналогічно, товщина факультативної прокладки 18 може бути різною для досягнення бажаних рівнів розчинності крізь факультативну прокладку 18. Як зображено знов-таки на Фіг. 2 і Фіг. 5, у пакетованому тютюновому виробі 10 поміж тютюновою сировиною 20 та полотном 22 може бути розташована факультативна прокладка 18. Вжиті в цьому описі терміни "прокладка" і "прокладний матеріал" охоплюють один або кілька листів, шарів або покриттів, які можуть бути застосовані для зменшення швидкості передачі вологи від тютюнового компоненту 20 до полотна 22. В одному із варіантів виконання винаходу факультативна прокладка 18 введена як окремий лист, шар або покриття на внутрішній стороні полотна 22 з боку тютюнової сировини 20. Факультативна прокладка 18 як така може бути листом тонкої плівки, шаром або покриттям завтовшки у декілька мікронів, а може бути більш товстим листом, шаром чи покриттям до приблизно 1 сантиметру у товщину. За варіантом, якому віддають перевагу, факультативна прокладка 18 розчинюється після потрапляння пакетованого тютюнового виробу 10 до рота, хоча у певних варіантах виконання винаходу факультативна прокладка 18 розчинюється лише частково. За варіантом, якому 7 UA 107218 C2 5 10 15 20 25 30 35 40 45 50 55 60 віддається перевага, пакетований тютюновий виріб 10 надає споживачеві пакетованого тютюнового виробу 10 негайне і безперервне відчуття задоволення від тютюну в ротовій порожнині. За варіантом, якому віддається перевага, факультативна прокладка 18 не є розчинною у домішках до тютюнової сировини 20, і тому згадані домішки можуть бути додані до тютюнової сировини без спричинення розчинення факультативної прокладки 18. Завдяки такому устрою підтримується ефективність факультативної прокладки 18 при захисті полотна від забарвлення. За бажанням факультативна прокладка 18 може бути виготовлена напіврозчинною у воді, щоб забезпечити повільне розчинення факультативної прокладки 18, коли вона розміщена у роті. Наприклад, сама факультативна прокладка 18 може бути застосована як носій ароматизатора або підсилювача смаку, причому факультативна прокладка 18 може забезпечувати швидке вивільнення ароматизатора (тобто мати високу розчинність у воді) або тривале вивільнення ароматизатора (тобто мати низьку розчинність у воді у порівнянні до прокладки зі швидким вивільненням смаку). Також факультативна прокладка 18 може, за бажанням, містити додаткові смакові інгредієнти. Таким чином, використанням факультативної прокладки 18 із заздалегідь визначеним рівнем розчинності у воді пакетований тютюновий виріб може бути виготовлений зі швидким або тривалим вивільненням смакової речовини та мінімальним забарвленням полотна. Хоча факультативна прокладка 18 може бути застосована у стані, в якому не має смаку, у факультативну прокладку 18 можуть бути введені додаткові ароматизатори, як це було описано вище. Якщо у факультативну прокладку 18 вводять ароматизатор, то може бути обрана така факультативна прокладка 18, яка забезпечує швидке вивільнення ароматизатора (тобто негайне або за декілька секунд), або довготривале, розтягнуте у часі, вивільнення ароматизатора (тобто подовжене до кількох хвилин, з властивістю уповільненого або поступового розчинення у воді для стійкого ефекту), або обидві властивості. Для забезпечення швидкого вивільнення ароматизатора може бути застосована швидкорозчинна у воді факультативна прокладка. За рахунок використання у пакетованому тютюновому виробі 10 матеріалу, що швидко розчиняється у воді, слина може швидко розчиняти факультативну прокладку 18 і швидко вивільнювати ароматизатор, який там міститься, із забезпеченням таким чином при низьких рівнях вологості таких самих смаку та інших відчуттів у роті, як ті, що викликаються пакетованими тютюновими виробами з більш високим вмістом вологості. Крім того, для затримання швидкого розчинення факультативної прокладки 18 можуть бути використані інші матеріали. Наприклад, домішки, такі як зернові білки, можуть бути додані до глюканової прокладки, щоб відрегулювати (тобто зменшити) водорозчинність глюкану і таким чином затримати або уповільнити розчинення глюкану у воді. Хоча можуть бути застосовані будь-які водорозчинні матеріали, такі як целюлозні матеріали, смоли, полімери, крохмалі, білки та їх комбінації, за варіантом, якому віддається перевага, факультативну прокладку 18 виготовляють з глюканів через їхню високу розчинність у воді, швидке розчинення, і приємні відчуття у роті. Приклади прийнятних глюканів охоплюють, але не обмежуються ними, пулулан та елсинан. До прикладів целюлозних матеріалів належать, але без обмеження ними, карбоксиметилцелюлоза, метилцелюлоза, етилцелюлоза, гідроксіметилцелюлоза, гідроксіетилцелюлоза, гідроксипропілцелюлоза, гідроксипропілметилцелюлоза, гідроксиметилпропілцелюлоза та їх суміші. До прикладів водорозчинних смол належать, але без обмеження ними, гуміарабік, ксантанова камедь, трагакант, аравійська камедь, карагенан, гуарова камедь, камедь ріжкового дерева, пектин, альгінати та їх суміші. До прикладів інших полімерів належать, але без обмеження ними, полівініловий спирт, поліакрилова кислота, полівінілпіролідон, полі(мет)акрилат, полі(мет)співполімери, декстрин, декстран, хітин, хітозин, полідекстроза, фруктоза та їх суміші. До прикладів крохмалів належать, але без обмеження ними, крохмалі тапіоки, рису, кукурудзи, картоплі, пшениці та їх суміші. До прикладів протеїнів належать желатин, зеїн, клейковина, соєвий білок, ізолят соєвого білка, білок молочної сироватки, ізолят білка молочної сироватки, казеїн, левін, колаген та їх суміші. Якщо потрібна факультативна прокладка 18, з якої ароматизатор вивільнятиметься довше, то може бути обрана не така швидкорозчинна факультативна прокладка, як обговорені вище. Або, як альтернатива, для подовження часу повного розчинення факультативної прокладки і пов'язаного з цим вивільнення ароматизаторів можна використати більш товстий шар факультативної прокладки 18. Або, як інша альтернатива, для зменшення розчинності у вище 8 UA 107218 C2 5 10 15 20 25 30 35 40 45 50 55 60 швидкорозчинні факультативні прокладки, які обговорені вище, можуть бути додані речовини з більш довгими органічними ланцюжками або інші домішки. Таким чином, розчинність у воді факультативної прокладки 18 може бути підвищена, або зменшена, що дозволяє забезпечити контроль над вмістом вологи у тютюновій речовині 20 у пакетованих тютюнових виробах 10 шляхом зменшення кількості витрат вологи або випаровування з тютюнової сировини 20, порівняно з пакетованим тютюновим виробом без факультативної прокладки. Альтернативно поміж тютюновою сировиною 20 і полотном 22 може бути розташована багатошарова факультативна прокладка. Використання багатошарової факультативної прокладки дозволяє поліпшити функціональність факультативної прокладки у порівнянні з одношаровою факультативною прокладкою. Наприклад, при бажанні, різні шари багатошарової факультативної прокладки можуть мати різні рівні водорозчинності. В багатошаровій факультативній прокладці може бути два, три, чотири і більше шарів, в залежності від бажаних властивостей факультативної прокладки. Наприклад, поміж тютюновою сировиною 20 і полотном 22 може бути розташована факультативна прокладка 18 з двох шарів, тобто зовнішня факультативна прокладка та внутрішня факультативна прокладка. Зовнішня факультативна прокладка (прилегла до полотна 22) може бути надана такою, що дає негайне відчуття початкового смаку (тобто з високим рівнем водорозчинності), тоді як внутрішня факультативна прокладка (прилегла до тютюнової сировини 20) може бути вологостійкою (тобто мати рівень водорозчинності нижчій, ніж у зовнішньої додаткової прокладки). Зовнішня факультативна прокладка може включати в себе додаткові шари з високою розчинністю у воді, щоб слина могла розчинити зовнішню факультативну прокладку, аналогічну звичайній єдиній факультативній прокладці 18 з наведених вище прикладів. Тому в певних варіантах виконання матеріал зовнішньої факультативної прокладки містить полісахариди такі, як пектин. З іншого боку, внутрішня факультативна прокладка може містити вологостійкий матеріал, який може бути і проникним для води та/або повітря, і нерозчинним у воді, щоб зберегти водостійкість навіть під час вживання. До прикладів матеріалів, які можуть бути використані для внутрішніх факультативних прокладок, належать будь-які пористі матеріали, нерозчинні у воді полотна, листи або факультативні прокладки, які можуть бути виготовлені з перфорованих шарів волокон або слабко зв'язаних волокон, або нетканих листів, виготовлених із восків, полімерів, шелаку, зернових білків, матеріалів з целюлози та/або їх комбінацій. Типові воски охоплюють карнаубський віск, канделільский віск, віск з рисових висівок, воски з парафіну та/або поліетилену; причому воскові покриття можуть забезпечити факультативні прокладки з дуже доброю вологостійкістю. До типових полімерів належать полівінілацетат (ПВА) та/або полісахариди, такі як карамелізований цукор, який має властивості нерозчинності у воді, або затримки вивільнення у часі, або повільного розчинення у воді (тобто мають властивість затриманого або поступового розчинення у воді для одержання тривалої дії). При застосуванні комбінації факультативних прокладок вміст вологи самої тютюнової сировини можна регулювати за допомогою внутрішньої факультативної прокладки, що перешкоджатиме вивільненню вологи з тютюнової сировини 20, у той час як ароматизатор буде вивільнятися з зовнішньої факультативної прокладки. Крім того, внутрішня факультативна прокладка також може бути розчинною та ароматизованою, щоб забезпечити двостадійне вивільнення ароматизатора; при цьому зовнішня факультативна прокладка може вивільняти ароматизатор на першій стадії, перед тим як внутрішня факультативна прокладка розчиниться на другій стадії, з вивільненням ароматизатора у свою чергу; таким чином, при бажанні, можна досягнути вивільнення ароматизатора у дві або більше стадій. Факультативна прокладка може бути розміщена вздовж полотна із застосуванням будь-якої прийнятної техніки. Наприклад, стрічка матеріалу факультативної прокладки може бути подана разом зі стрічкою полотна, і ці стрічки можуть факультативно бути зчеплені одна з одною простим стисканням, або клеєм, або за рахунок липкості матеріалу факультативної прокладки. Альтернативно факультативна прокладка може бути нанесена на полотно. У разі багатьох покриттів кожний шар покриття (який може бути такою самою або іншою факультативною прокладкою) багатошарової факультативної прокладки за варіантом, якому віддають перевагу, висушують перед нанесенням наступного шару покриття. Наприклад, багатошарове покриття (наприклад, 5 шарів покриття) може бути нанесено способом глибокого друку (див. опис далі), щоб забезпечити загальну масу покриття, придатну для досягнення цілей захисту від забарвлення та/або постачання ароматизатора, таку як від 10 мг до 200 мг, від 20 мг до 100 мг, наприклад, 45 мг/пакетик тютюнового виробу. Кожний шар покриття бажано висушувати перед 9 UA 107218 C2 5 10 15 20 25 30 35 40 45 50 55 60 нанесенням наступного шару покриття. З метою додання гнучкості і збереження та захисту рівнів вологості у пакетованому тютюновому виробі, до матеріалу факультативної прокладки полотна з покриттям можуть бути введені один або більше зволожувачів, таких як, наприклад, пропіленгліколь. За варіантом, якому віддають перевагу, висушування покриття, що утворює факультативну прокладку, виконується м'яким сушінням, наприклад, сушінням за допомогою повітря невисокої температури (наприклад, трохи вище навколишнього середовища, за варіантом, якому віддають перевагу, не вище приблизно 65 °C (приблизно 150 °F), за варіантом, якому віддають більшу перевагу, - 40-65 °C (100-150 °F)), і з пониженою швидкістю та більш довгим часом витримки, ніж той, який би з застосовувався при більш високій температурі сушіння (наприклад, 50-175 °C (300-350 °F)). В іншому варіанті здійснення винаходу для забезпечення бажаного рівня вологості пакетованого тютюнового виробу 10 стійкість до вологи (тобто водорозчинність) факультативної прокладки 18 може бути підібрана в залежності від вмісту вологи у тютюновій сировині 20. Наприклад, факультативна прокладка 18 може містити зволожувачі, для того щоб надати можливість підтримування у тютюновій сировині пакетованого тютюнового виробу заздалегідь визначений вміст вологи тютюну від приблизно 5 % до приблизно 65 %. В іншому варіанті виконання винаходу водна активність компонентів тютюнової сировини 20 може бути підібрана, причому водна активність - це відношення тиску водяних парів компоненту до тиску водяних парів чистої води при однакових умовах, і вона позначається у вигляді (простого) дробу. Таким чином, підбором потрібних значень водної активності полотна 22, ароматизувальних компонентів і тютюнової сировини 20 можна обмежити перенос вологи між полотном 22, ароматизувальними компонентами та тютюновою сировиною 20. Тому, шляхом підбирання або регулювання водних активностей, факультативна прокладка 18 може бути застосована для забезпечення вивільнення виключно ароматизатора, причому забарвлення полотна буде зменшене без додаткових заходів. Типові факультативні прокладки 18 містять матеріали харчового гатунку, такі як полісахариди, в тому числі пулулан, білкові плівки або синтетичні полімери, в тому числі перелічені вище. Проте слід відмітити, що можна застосовувати будь-які факультативні прокладки, які є біосумісними та знижують забарвлення полотна. До переліку плівок, що можуть застосовуватися як факультативні прокладки, належать плівки, що виготовляються виробником MonoSol, LLC, Portage, Indiana, як це зазначено в міжнародних заявках WO 2004/009445 і WO 2004/052335, що включені у цей опис шляхом посилання в повному обсязі. Для полегшення нанесення факультативної прокладки на полотно матеріал факультативної прокладки може бути у вигляді суспензії. Альтернативно або додатково, матеріал факультативної прокладки (наприклад, суспензія з матеріалу, що має утворити факультативну прокладку) може бути нанесений на полотно ще під час виготовлення полотна. Для подовження вивільнення ароматизатора з факультативної прокладки у факультативну прокладку можуть бути введені інкапсульовані ароматизатори. В одному із варіантів виконання винаходу факультативна прокладка 18 наноситься на полотно 22 до складання пакетованого тютюнового виробу 10 із застосуванням прийнятного процесу нанесення покриття, такого як, наприклад, контактний спосіб, щілинний спосіб, розпиленням або способом глибокого друку. Покриття полотна 22 шаром факультативної прокладки 18 дозволяє покращати регулювання і підтримку бажаного рівня прозорості полотна. Альтернативно можна регулювати колір пакетованого тютюнового виробу із застосуванням домішок потрібного кольору у факультативній прокладці 18, таких як вибільники або подібних до них. Таким чином, шляхом вибору домішок до факультативної прокладки 18 можна регулювати непрозорість,чистоту та/або колір пакетованого тютюнового виробу. Контактний спосіб передбачає нанесення покриття на поверхню із застосуванням роликів, що обертаються. Витрата плинного середовища в місці захвата поміж сусідніми роликами та відносна швидкість роликів регулює товщину покриття. При нанесенні покриття реверсноконтактним способом ролик-аплікатор за варіантом, якому віддається перевага, обертається назустріч стрічці полотна 22, і суспензію матеріалу факультативної прокладки за варіантом, якому віддається перевага, наносять в місці захвата між двома роликами. Щільовий спосіб можна застосовувати для субстанцій з широким діапазоном в'язкості. При застосуванні щільового способу суспензія з матеріалу факультативної прокладки подається крізь щільову фільєру для утворення одного шару покриття на стрічці полотна 22, що рухається відносно фільєри. Суспензія матеріалу факультативної прокладки подається у фільєру дозувальним засобом, таким як, наприклад, толоковий нагнітач. Товщина покриття залежить від швидкості руху полотна та швидкості потоку суспензії. 10 UA 107218 C2 5 10 15 20 25 30 35 40 45 50 55 Глибокий друк дає тонкі та акуратні покриття і дозволяє високу швидкість нанесення. При глибокому друці ролик з вигравіруваним візерунком обертається у резервуарі, що вміщує суспензію з матеріалу факультативної прокладки. Суспензія з матеріалу факультативної прокладки потрапляє у вигравіруваний візерунок, а надмірна кількість суспензії з матеріалу факультативної прокладки видаляється з поверхні ролика ракельним ножем. Суспензію матеріалу факультативної прокладки переносять з ролика на стрічку полотна 22. Факультативна прокладка 18 може містити різні домішки, в тому числі, але без обмеження ними, ароматизатори, барвники, наповнювачі, загусники, пластифікатори, поверхнево-активні речовини, стабілізуючі речовини, антиоксиданти, консерванти, оптичні вибільники тощо. Факультативна прокладка 18 може також містити пігменти (наприклад, барвники). У факультативну прокладку 18 можуть бути введені наповнювачі. До типових наповнювачів належать, але без обмеження ними, целюлоза, оксид титану, силікат магнію (наприклад, тальк), силікат алюмінію, карбонат магнію, карбонат кальцію (наприклад, вапняк), фосфат кальцію, сульфат кальцію, оксид цинку, оксид алюмінію та їх суміші. Можуть бути додані інші карбонати і фосфати. Крохмалі та/або складні ефіри целюлози також можуть бути введені у факультативну прокладку 18; при цьому крохмалі та/або складні ефіри целюлози можуть діяти як загусники або зв'язуючі речовини. Крім того, полімери, такі як полівінілпіролідон і полівініловий спирт, камеді, такі як ксантанова камедь, гуміарабік і аравійська камедь, також можуть бути використані як загусники. Загалом, жорсткість факультативної прокладки 18 може бути підвищена, і швидкість розчинення (тобто розчинність під впливом вологи) може бути зменшена збільшенням молекулярної маси полімерів, які складають додаткову прокладку 18. Таким чином, модуль (тобто жорсткість) додаткової прокладки 18 може бути збільшений додаванням загусників, в той час як схильність до скручування і вигину факультативної прокладки 18 під час або після сушіння (наприклад, під час зберігання) може бути зменшена. Для регулювання жорсткості факультативної прокладки 18 можуть бути використані пластифікатори і в'язкість розплаву полімеру, з якого формуватимуть факультативну прокладку 18. До типових пластифікаторів належать моноацетин; діацетин; триацетин, гліколі (такі як поліетиленгліколь і пропіленгліколь), багатоатомні спирти (такі як гліцерин і сорбіт), мінеральні масла, рослинні олії, гліцерол та складні ефіри гліцеролу (такі як гліцеролтриацетат). У факультативну прокладку 18 також можуть бути введені поверхнево-активні речовини. До прийнятних поверхнево-активних речовин належать, але без обмеження ними, моно- та дигліцериди жирних кислот, лактилати, плюронова кислота, складні ефіри поліоксіетиленсорбіту, латанол і лаурилсульфат натрію. У факультативну прокладку 18 можуть також бути введені стабілізатори. Типовими стабілізаторами є камеді, такі як гуарова камедь, ксантанова камедь, камедь ріжкового дерева та карагенан. Типові факультативні прокладки 18 можуть факультативно містити антиоксиданти та/або консерванти. До типових антиоксидантів належать, але без обмеження ними, аскорбінова кислота, вітамін Ε і натрію піросульфат. До типових консервантів належать, але без обмеження ними, оцтова кислота, бензойна кислота, лимонна кислота, молочна кислота, яблучна кислота, сорбінова кислота і винна кислота. Факультативні прокладки 18 можуть бути (напів)прозорими або по суті непрозорими. Ущільнювання може бути виконане будь-яким прийнятним для з'єднування способом, таким як склеювання або зварювання. Зварювання може бути термічним або акустичним. За варіантом, якому віддається перевага, зварювання виконується термічним зварюванням, як було вказано вище. Зокрема, термічне зварювання можна виконувати за допомогою дугоподібного паяльника (нагрівача), такого як гарячий диск. Дугоподібний паяльник буде діяти на одну з сторін полотна, яка за варіантом, якому віддають перевагу, містить поліпропілен, наприклад, у вигляді поліпропіленових волокон або поліпропіленової плівки, і притискати першу сторону полотна до другої сторони полотна та до розташованого навпроти першого паяльника другого паяльника або ненагрітої поверхні. Хоча цей винахід був описаний у зв'язку з декількома прикладами здійснення, цей винахід ними не обмежений, а охоплює різні модифікації та еквівалентні варіанти здійснення, які охоплені обсягом формули винаходу. ФОРМУЛА ВИНАХОДУ 60 1. Пристрій для застосування при виготовленні та наповнюванні пакетованого ароматизованого виробу, який включає в себе: 11 UA 107218 C2 5 10 15 20 25 30 35 40 45 50 55 60 (a) видовжений зовнішній трубчастий елемент, й згаданий видовжений зовнішній трубчастий елемент має перший кінець, другий кінець та зовнішню поверхню; (b) видовжений внутрішній трубчастий елемент, й згаданий видовжений внутрішній трубчастий елемент розташований коаксіально всередині згаданого видовженого зовнішнього трубчастого елемента так, щоб утворити кільцеву постачальну камеру, яка має перший кінець та другий кінець, при цьому згаданий видовжений внутрішній трубчастий елемент має перший кінець та другий кінець, згаданий перший кінець - для прийому продукту, що має бути пакетований, згаданий другий кінець має множину розташованих по колу з певними проміжками вихідних отворів, що гідравлічно зв'язані зі згаданою кільцевою постачальною камерою і направлені радіально всередину, згаданий другий кінець - для внесення продукту всередину пакетика, що формують, і (c) вхідну втулку, прилеглу до згаданого першого кінця згаданого видовженого зовнішнього трубчастого елемента та згаданого першого кінця згаданого видовженого внутрішнього трубчастого елемента, й згадана вхідна втулка має перший вхідний отвір, зв'язаний зі згаданим першим кінцем згаданого видовженого внутрішнього трубчастого елемента, та другий вхідний отвір, гідравлічно зв'язаний зі згаданою кільцевою постачальною камерою; причому згадана зовнішня поверхня згаданого видовженого зовнішнього трубчастого елемента є поверхнею для формування пакетованого виробу, про який йдеться, та згаданий другий кінець згаданої кільцевої постачальної камери є щільно закритим. 2. Пристрій за п. 1, який відрізняється тим, що згаданий перший вхідний отвір зорієнтований у осьовому напрямку згаданого внутрішнього трубчастого елемента та згаданий другий вхідний отвір є тангенціальним. 3. Пристрій за п. 2, який відрізняється тим, що згаданий видовжений внутрішній трубчастий елемент має зовнішній діаметр від приблизно 5 мм до приблизно 7 мм і товщину стінок приблизно 1 мм і згаданий видовжений зовнішній трубчастий елемент має внутрішній діаметр, достатній щоб утворити кільцевий простір від приблизно 0,1 мм до приблизно 0,2 мм. 4. Пристрій за п. 1, який відрізняється тим, що згаданий видовжений зовнішній трубчастий елемент має зовнішній діаметр від приблизно 7 мм до приблизно 9 мм і товщину стінок приблизно 1 мм. 5. Пристрій за п. 1, який відрізняється тим, що згаданий другий кінець згаданого видовженого внутрішнього трубчастого елемента має щонайменше чотири рівновіддалені вихідні отвори. 6. Пристрій за п. 1, який відрізняється тим, що згаданий другий кінець згаданого видовженого внутрішнього трубчастого елемента має щонайменше шість рівновіддалених вихідних отворів. 7. Пристрій за п. 1, який відрізняється тим, що згаданий другий кінець згаданого видовженого внутрішнього трубчастого елемента має щонайменше вісім рівновіддалених вихідних отворів. 8. Пристрій за п. 1, який відрізняється тим, що згаданий другий кінець згаданого видовженого внутрішнього трубчастого елемента має чотири вихідні отвори, кожний з яких має діаметр приблизно 0,2 мм. 9. Пристрій за п. 1, який відрізняється тим, що згаданий видовжений зовнішній трубчастий елемент та згаданий видовжений внутрішній трубчастий елемент виготовлені обидва з нержавіючої сталі. 10. Пристрій за п. 1, який відрізняється тим, що згаданий видовжений зовнішній трубчастий елемент та згаданий видовжений внутрішній трубчастий елемент мають обидва довжину від приблизно 23 см до приблизно 30 см (від приблизно 9 дюймів до приблизно 12 дюймів). 11. Пристрій за п. 1, який відрізняється тим, що згаданий перший кінець кільцевої постачальної камери є щільно закритим. 12. Пристрій за п. 11, який відрізняється тим, що згаданий перший кінець кільцевої постачальної камери щільно закритий першим затворним кільцем й згаданий другий кінець кільцевої постачальної камери щільно закритий другим затворним кільцем. 13. Система для виготовлення ароматизованого пакетованого виробу, яка включає в себе: (a) засіб, призначений для подавання полотна для формування пакетика; (b) пристрій за будь-яким із пп. 1-12 для застосування при виготовленні та наповнюванні пакетованого виробу; (c) формувальний засіб, призначений для приймання полотна від згаданого засобу для подавання полотна й для обгортання цього полотна навколо згаданого пристрою, для формування пакетика з поздовжніми крайніми частинами; та (d) ущільнювальний засіб, призначений для ущільнювання вказаних поздовжніх крайніх частин згаданого полотна і формування шва, коли полотно протягується вздовж згаданого пристрою. 14. Система за п. 13, яка відрізняється тим, що рідину, яка містить один або декілька ароматизаторів, подають до згаданої кільцевої постачальної камери і дозують крізь згадану 12 UA 107218 C2 5 10 15 20 25 30 35 40 45 50 55 множину розташованих по колу з певними проміжками вихідних отворів, й у такий спосіб забезпечують принаймні часткове покриття одним або кількома ароматизаторами внутрішньої поверхні пакетика. 15. Система за п. 14, яка відрізняється тим, що включає в себе шприц і перистальтичний насос для подачі рідини до згаданої кільцевої постачальної камери. 16. Система за п. 13, яка відрізняється тим, що включає в себе приводний засіб для протягування полотна крізь згаданий пристрій. 17. Система за п. 16, яка відрізняється тим, що включає в себе розташовані одна навпроти одної верхню пару елементів для теплового зварювання і нижню пару елементів для теплового зварювання, які, разом із ножем, з періодичним повторюванням запечатують та відрізують пакетований виріб. 18. Система за п. 17, яка відрізняється тим, що окремі порції тютюну подаються через згаданий видовжений внутрішній трубчастий елемент згаданого пристрою синхронізовано з роботою згаданих елементів для теплового зварювання. 19. Система за п. 18, яка відрізняється тим, що згадані елементи для теплового зварювання та ніж виконують цикл рухів, в якому згадані елементи для теплового зварювання стискаються, після чого тютюн подається у згаданий видовжений внутрішній трубчастий елемент згаданого пристрою. 20. Система за п. 19, яка відрізняється тим, що після стискання згаданих верхніх елементів для зварювання, порції тютюну вдуваються за допомогою повітря у видовжений внутрішній трубчастий елемент згаданого пристрою. 21. Спосіб формування пакетованого ароматизованого виробу, який включає такі етапи: (а) надання полотна для використання при виготовленні пакетованого ароматизованого виробу; (b) надання рідини, яка містить один або декілька ароматизаторів, у пристрій для застосування при виготовленні та наповнюванні пакетованого ароматизованого виробу, згаданий пристрій включає в себе (і) видовжений зовнішній трубчастий елемент, й згаданий видовжений зовнішній трубчастий елемент має перший кінець, другий кінець та зовнішню поверхню; (іі) видовжений внутрішній трубчастий елемент, й згаданий видовжений внутрішній трубчастий елемент розташований коаксіально всередині згаданого видовженого зовнішнього трубчастого елемента так, щоб утворити кільцеву постачальну камеру, та має перший кінець та другий кінець, при цьому згаданий перший кінець - для приймання згаданого продукту, що має бути пакетований, згаданий другий кінець має множину розташованих по колу з певними проміжками вихідних отворів, що гідравлічно зв'язані з кільцевою постачальною камерою і направлені радіально всередину, при цьому згаданий другий кінець - для розміщення продукту всередині пакетика, що формують; (ііі) вхідну втулку, прилеглу до першого кінця видовженого зовнішнього трубчастого елемента та до першого кінця видовженого внутрішнього трубчастого елемента, при цьому згадана вхідна втулка має перший вхідний отвір, зв'язаний з першим кінцем видовженого внутрішнього трубчастого елемента, та другий вхідний отвір, гідравлічно зв'язаний з кільцевою постачальною камерою; причому зовнішня поверхня видовженого зовнішнього трубчастого елемента є поверхнею для формування пакетованого ароматизованого виробу, про який йдеться; та згадану рідину, що містить один або декілька ароматизаторів, подають у кільцеву постачальну камеру і дозують крізь множину розташованих по колу з певними проміжками вихідних отворів, тим самим забезпечуючи принаймні часткове покриття одним або кількома ароматизаторами внутрішньої поверхні пакетика, і (c) вкладання продукту у згадане полотно. 22. Спосіб за п. 21, який відрізняється тим, що включає етап ущільнення крайніх частин полотна, що перекриваються. 23. Спосіб за п. 22, який відрізняється тим, що ущільнюють поздовжні крайні частини полотна, що перекриваються. 24. Спосіб за п. 23, який відрізняється тим, що ущільнюють поперечні ділянки полотна. 25. Спосіб за п. 24, який відрізняється тим, що включає етап відрізання пакетованого ароматизованого виробу від полотна. 26. Спосіб за п. 21, який відрізняється тим, що перший вхідний отвір зорієнтований в осьовому напрямку відносно внутрішнього трубчастого елемента, а другий вхідний отвір є тангенціальним. 13 UA 107218 C2 14 UA 107218 C2 15 UA 107218 C2 Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 16
ДивитисяДодаткова інформація
Назва патенту англійськоюApparatus for use in the formation of a tobacco pouch product
Автори англійськоюRinehart, Steven, R., Belcastro, Marc, D., Williams, Dwight, D.
Автори російськоюРайнгарт Стивен Р., Белькастро Марк Д., Вильямс Дуайт Д.
МПК / Мітки
МПК: A24B 13/00, B65B 9/20, A23L 1/22
Мітки: тютюнового, виробу, пристрій, застосування, пакетованого, виготовленні
Код посилання
<a href="https://ua.patents.su/18-107218-pristrijj-dlya-zastosuvannya-pri-vigotovlenni-paketovanogo-tyutyunovogo-virobu.html" target="_blank" rel="follow" title="База патентів України">Пристрій для застосування при виготовленні пакетованого тютюнового виробу</a>
Фільтр, тютюновий виріб, що його містить, заготовка фільтра і спосіб та пристрій для виготовлення фільтра та тютюнового виробу (варіанти)
Номер патенту: 77475
Опубліковано: 15.12.2006
Автори: Лауенштайн Міхаель, Бойдо Данте М., Ешліманн Рейнальд М.
МПК: A24D 3/02
Мітки: тютюновій, виготовлення, виробу, виріб, спосіб, пристрій, тютюнового, заготовка, варіанти, фільтра, містить, фільтр
Формула / Реферат:
1. Фільтр (10) для тютюнового виробу, що має перший кінцевий фільтрувальний елемент (12), другий кінцевий фільтрувальний елемент (14), середній фільтрувальний елемент (16), який розташований між першим кінцевим фільтрувальним елементом (12) та другим кінцевим фільтрувальним елементом (14) і містить гранульований фільтрувальний матеріал, і сорочку (20), який відрізняється тим, що один із кінцевих фільтрувальних елементів розділений на дві або...
Індукційний зварювальний пристрій з автоматичним конфігуруванням для застосування у виготовленні упаковок з розливними харчовими продуктами
Номер патенту: 97992
Опубліковано: 10.04.2012
Автори: Сігінольфі Фабріціо, Меландрі Антоніо, Донаті Андреа, Маджаров Ніколай
МПК: H05B 6/02, B29C 65/32, H03H 7/40, B29C 65/02, H05B 6/14
Мітки: застосування, зварювальний, конфігуруванням, пристрій, виготовленні, продуктами, упаковок, автоматичним, індукційний, харчовими, розливними
Формула / Реферат:
1. Індукційний зварювальний пристрій (10) для застосування у виготовленні упаковок з розливними харчовими продуктами з труби (2) термозварюваного листового пакувального матеріалу (3), при цьому згаданий індукційний зварювальний пристрій (10) має:• джерело (12) сигналів, сконфігуроване для генерування змінного електричного сигналу (S(ω));• індуктор (13), з'єднаний із згаданим джерелом (12) сигналів для приймання згаданого...
Спосіб виготовлення бездимного розчинного пресованого тютюнового виробу
Номер патенту: 100473
Опубліковано: 25.12.2012
Автор: Бівехед Хокан
МПК: A24B 13/00, A24B 15/18
Мітки: тютюнового, виробу, пресованого, розчинного, бездимного, спосіб, виготовлення
Формула / Реферат:
1. Спосіб виготовлення бездимного розчинного пресованого тютюнового виробу, який включає:пастеризування тютюнового складника для зменшення у ньому загальної кількості аеробних мікроорганізмів до рівня нижче ніж 2 log КУО/г, якщо вимірювати за методикою Комітету скандинавських країн з контролю харчових продуктів (NMKL) № 86 (4. Ed., 2006), і загальної кількості дріжджів та плісені до рівня нижче ніж 2 log КУО/г, якщо вимірювати за...
Спосіб приготування подрібненого тютюнового матеріалу, пристрій для його здійснення, курильний виріб та застосування екструдера з набивним шнеком
Номер патенту: 89806
Опубліковано: 10.03.2010
Автори: Лінк Маттіас, Шмекель Геральд, Елінг Уве, Франке Дітмар
Мітки: тютюнового, спосіб, подрібненого, набивним, шнеком, курильний, приготування, виріб, здійснення, матеріалу, пристрій, екструдера, застосування
Формула / Реферат:
1. Спосіб приготування подрібненого тютюнового матеріалу, при якому вихідний тютюновий матеріал нагрівають і поміщують під тиск, і нагрітий матеріал, що знаходиться під тиском, з експандуванням пропускають через різальну щілину (9), зі стінками, що мають шорстку або профільовану поверхню, і подрібнюють, зокрема розщеплюють на волокна.2. Спосіб за п. 1, при якому вихідний тютюновий матеріал переважно містить грубий тютюновий матеріал,...
Бездимний тютюновий виріб, неводна придатна для екструдування композиція та спосіб виготовлення тютюнового виробу
Номер патенту: 101959
Опубліковано: 27.05.2013
Автор: Фуіс Річард
МПК: A24F 47/00
Мітки: спосіб, виробу, композиція, бездимний, придатна, виріб, тютюновій, тютюнового, екструдування, виготовлення, неводна
Формула / Реферат:
1. Бездимний тютюновий виріб, який містить лист, виготовлений шляхом екструдування або формування з розплаву неводної композиції, яка містить тютюн і щонайменше один термопластичний полімер, при цьому вміст тютюну становить менше 100 мг на разову дозу виробу, так що максимальна вимірювана концентрація нікотину у плазмі споживача перевищує 4 нг/мл, причому згаданий лист включає в себе матрицю, яка містить щонайменше один термопластичний...
Попередній патент: Пристрій для вкривання субстратів із застосуванням способу електронно-променевого нанесення за допомогою осадження з парової фази
Наступний патент: Спосіб формування зони горіння і газифікації та газогенератор для його здійснення
Випадковий патент: Колосниковий пакет