Паперова трубка й інгалятор аромату
Номер патенту: 108723
Опубліковано: 25.05.2015
Автори: Сінодзакі Ясухіро, Адзегамі Йосуке, Акіяма Такесі, Тарора Масафумі, Хасегава Такасі, Ямада Манабу

Формула / Реферат
1. Паперова трубка з одношарового товстого паперу, утворена у вигляді циліндричного порожнистого корпусу шляхом згинання товстого паперу, який має прямокутну форму, і з'єднання обох бічних крайових ділянок товстого паперу, причому:
вказаний товстий папір має питому вагу від 100 г/м2 або більше до 300 г/м2 або менше, товщину від 150 мкм або більше до 500 мкм або менше і щільність 0,5 г/м3 або більше, а діаметр циліндричного порожнистого корпусу становить від 5 мм або більше до 8 мм або менше,
на зовнішній або на внутрішній поверхні циліндричного порожнистого корпусу утворена множина канавок, паралельних до осьової лінії циліндричного порожнистого корпусу.
2. Паперова трубка з одношарового товстого паперу, утворена у вигляді циліндричного порожнистого корпусу шляхом згинання товстого паперу, який має прямокутну форму, і з'єднання обох бічних крайових ділянок товстого паперу, причому:
вказаний товстий папір має питому вагу від 100 г/м2 або більше до 300 г/м2 або менше, товщину від 150 мкм або більше до 500 мкм або менше і щільність 0,5 г/м3 або більше, а діаметр циліндричного порожнистого корпусу становить від 5 мм або більше до 8 мм або менше,
на зовнішній або на внутрішній поверхні циліндричного порожнистого корпусу утворена множина канавок, які мають форму сітки відносно осьової лінії циліндричного порожнистого корпусу.
3. Трубка за будь-яким з пп. 1 або 2, в якій накладена ділянка утворена шляхом накладання однієї ділянки бічного краю на іншу і склеювання обох ділянок бічних країв.
4. Трубка за будь-яким з пп. 1 або 2, в якій циліндричний порожнистий корпус утворений шляхом з'єднання торців країв впритул і склеювання ділянок бічних країв із використанням ущільнювального елемента, що перекриває ділянки бічних країв.
5. Трубка за будь-яким з пп. 1-4, в якій кожна канавка містить надрізану ділянку лінійної форми, утворену видаленням частини товстого паперу лінійним способом вздовж осьової лінії циліндричного порожнистого корпусу.
6. Трубка за будь-яким з пп. 1-4, в якій кожна канавка містить втиснуте заглиблення лінійної форми, утворене на поверхні товстого паперу вздовж осьової лінії циліндричного порожнистого корпусу.
7. Трубка за будь-яким з пп. 1-6, в якій канавки розташовані з однаковими інтервалами в обводовому напрямку циліндричного порожнистого корпусу.
8. Трубка за п. 7, в якій
глибина кожної канавки дорівнює від 60 % або більше до 90 % або менше товщини товстого паперу, і
інтервал між парою сусідніх канавок становить від 1 мм і більше до 2 мм і менше.
9. Трубка за будь-яким з пп. 3 або 4, в якій бічні крайові ділянки склеєні харчовим адгезивом, вибраним з групи, яка містить КМЦ-Na, вінілацетат, етиленвінілацетат, пулулан і пектин.
10. Трубка за будь-яким з пп. 1-9, в якій товстий папір виготовлений способом без використання зв'язуючого.
11. Інгалятор аромату, який містить: паперову трубку за будь-яким з пп. 1-10,
джерело нагрівання, яке утримується на одному кінці паперової трубки, і джерело аромату, розташоване в паперовій трубці, яке генерує смак, використовуючи теплоту, яка генерується джерелом нагрівання.
12. Інгалятор за п. 11, в якому:
охолоджувальний елемент, розташований між джерелом нагрівання і джерелом аромату, який охолоджує повітря, нагріте джерелом нагрівання, і рухається до джерела аромату.
13. Інгалятор за п. 11, в якому джерело аромату містить капсулу, яка руйнується, в якій знаходиться смаковий компонент.
14. Інгалятор за будь-яким з пп. 11-13, в якому паперова трубка за будь-яким з пп. 1-10 використовується як посилюючий елемент внутрішньої порожнистої ділянки або як позиціонуючий елемент для елемента конструкції.
Текст
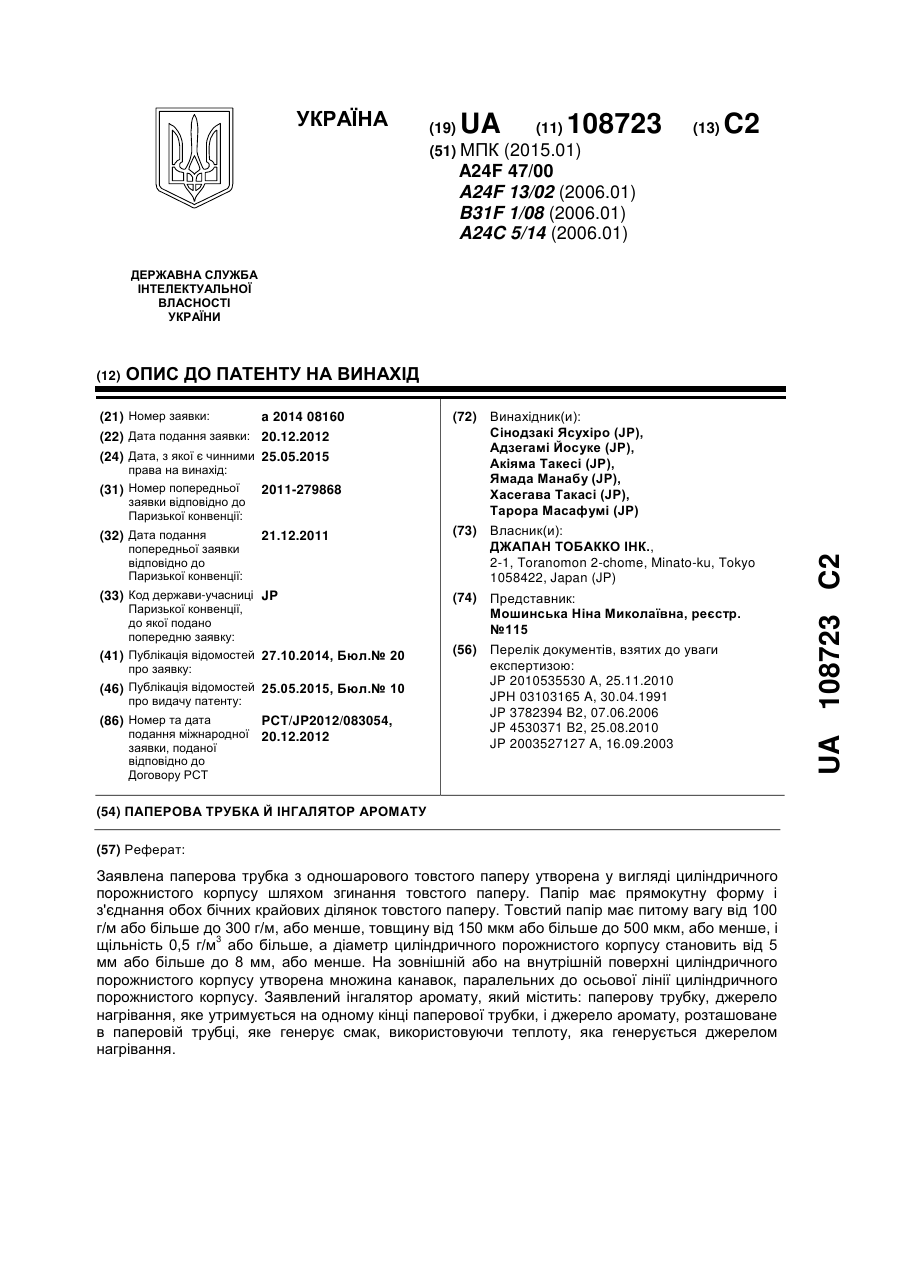
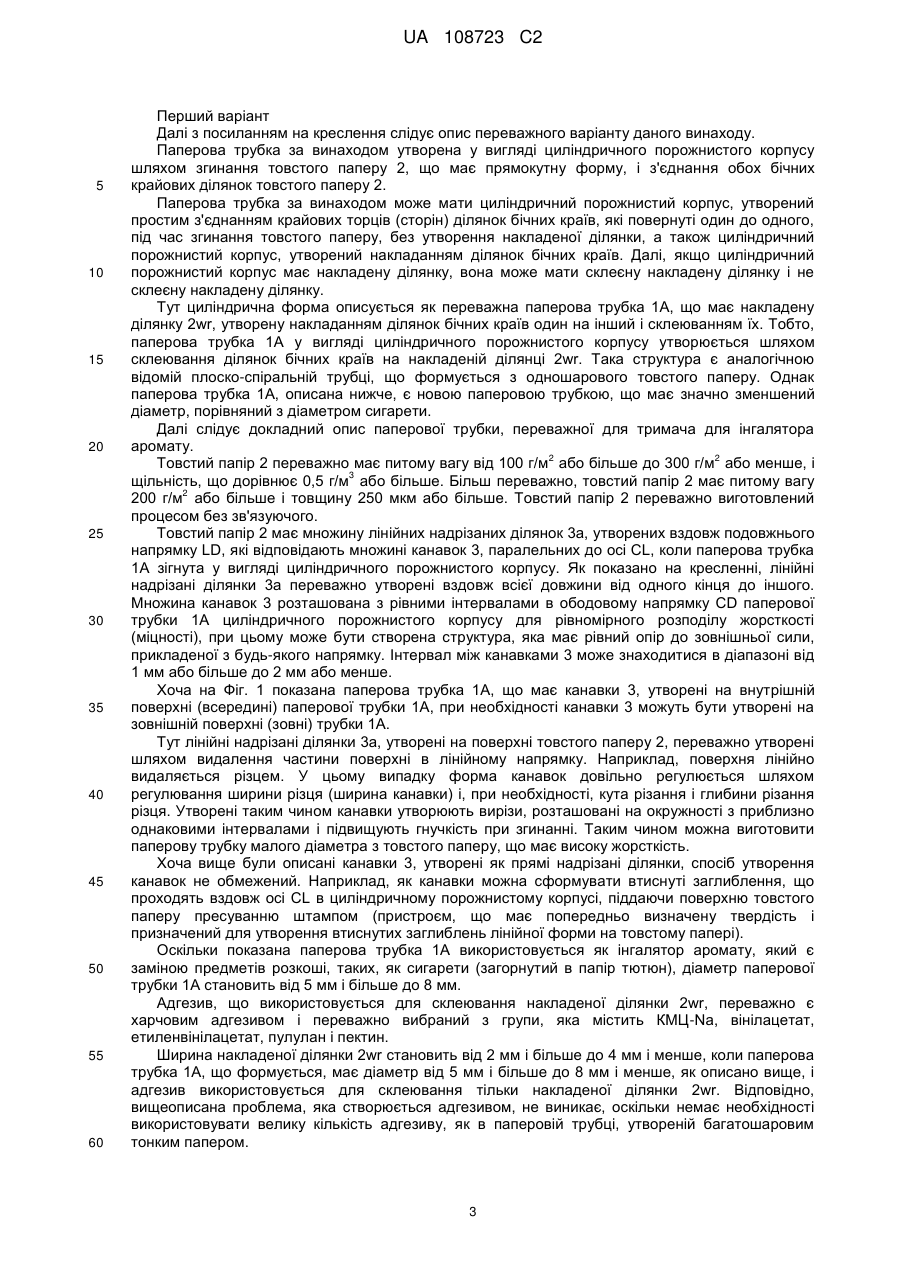
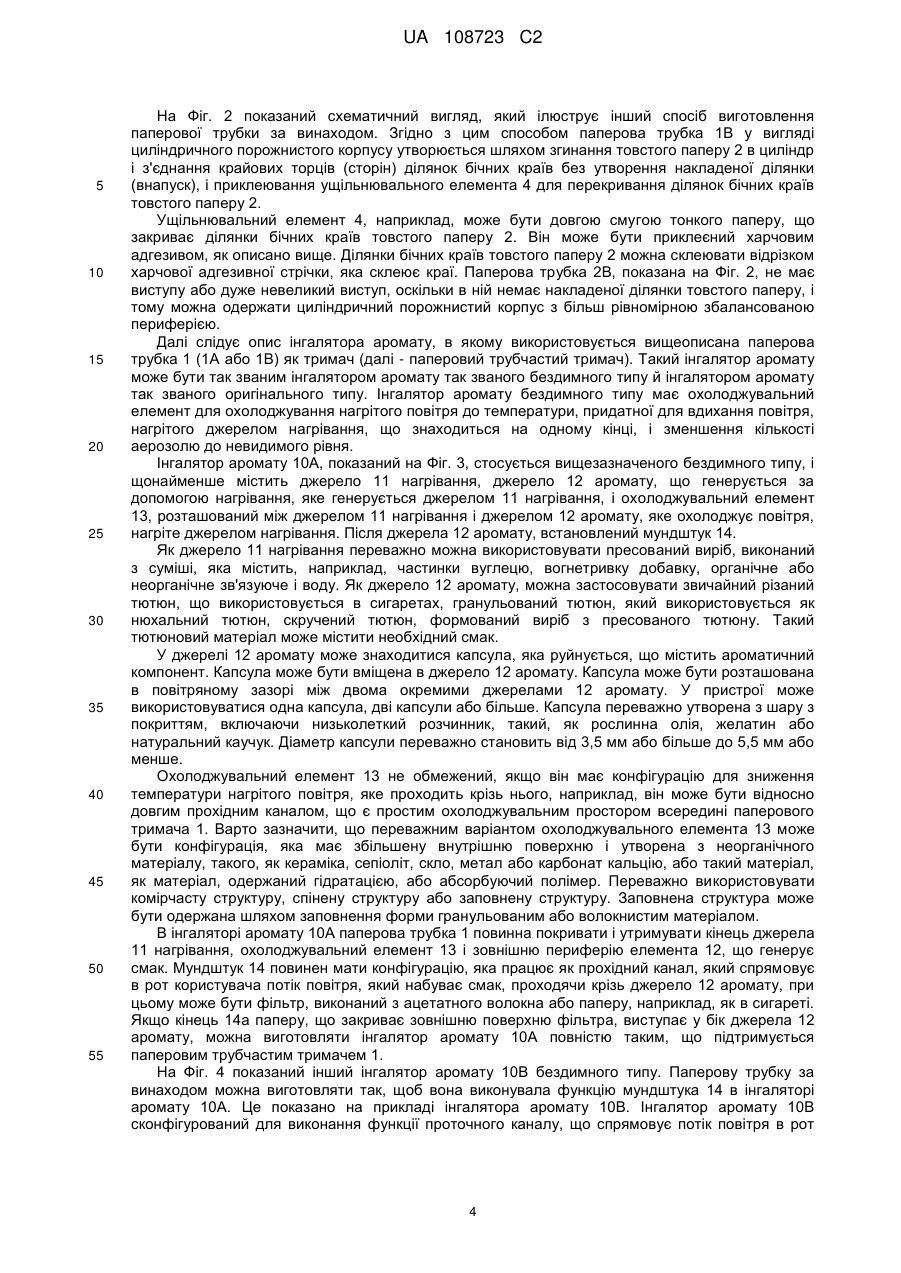
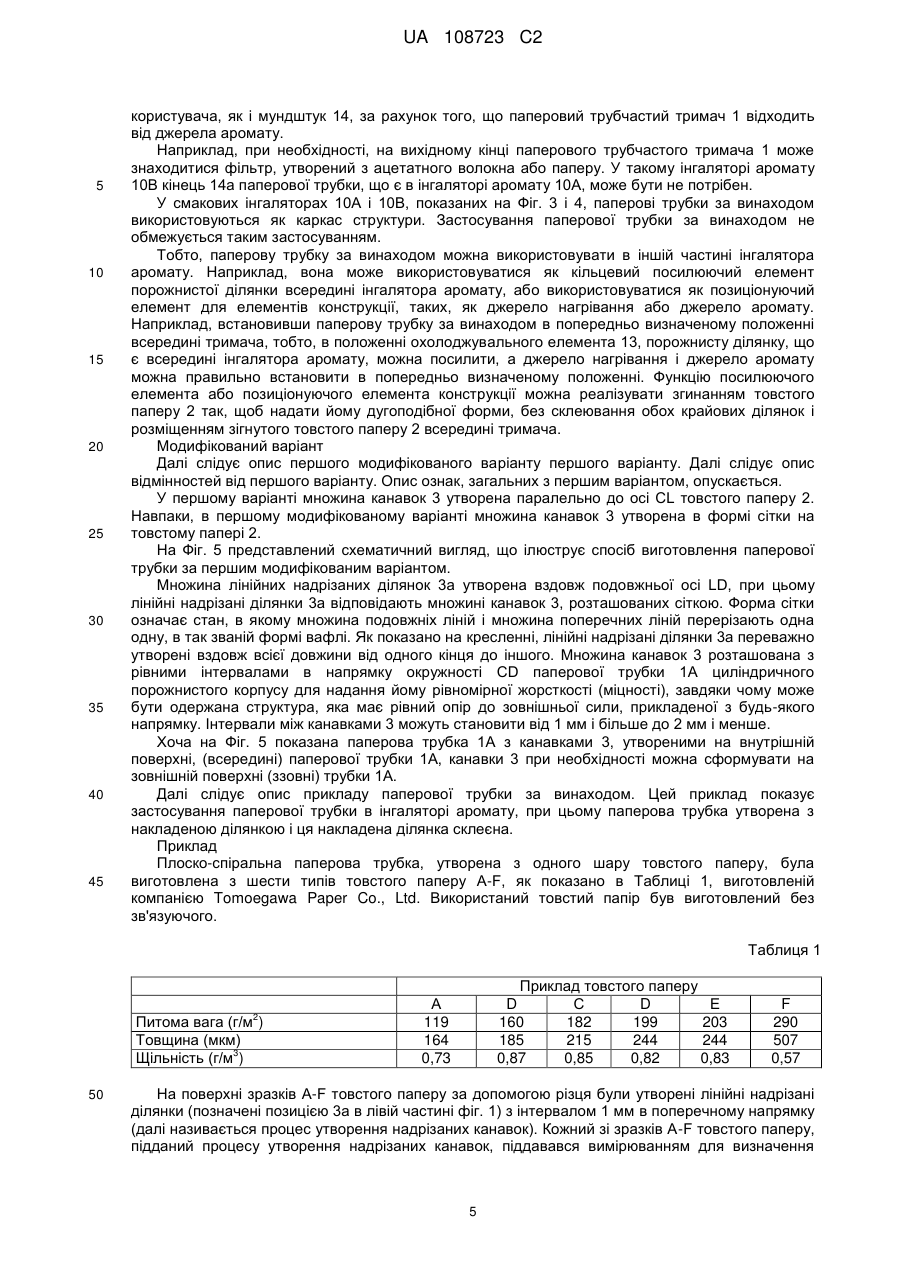
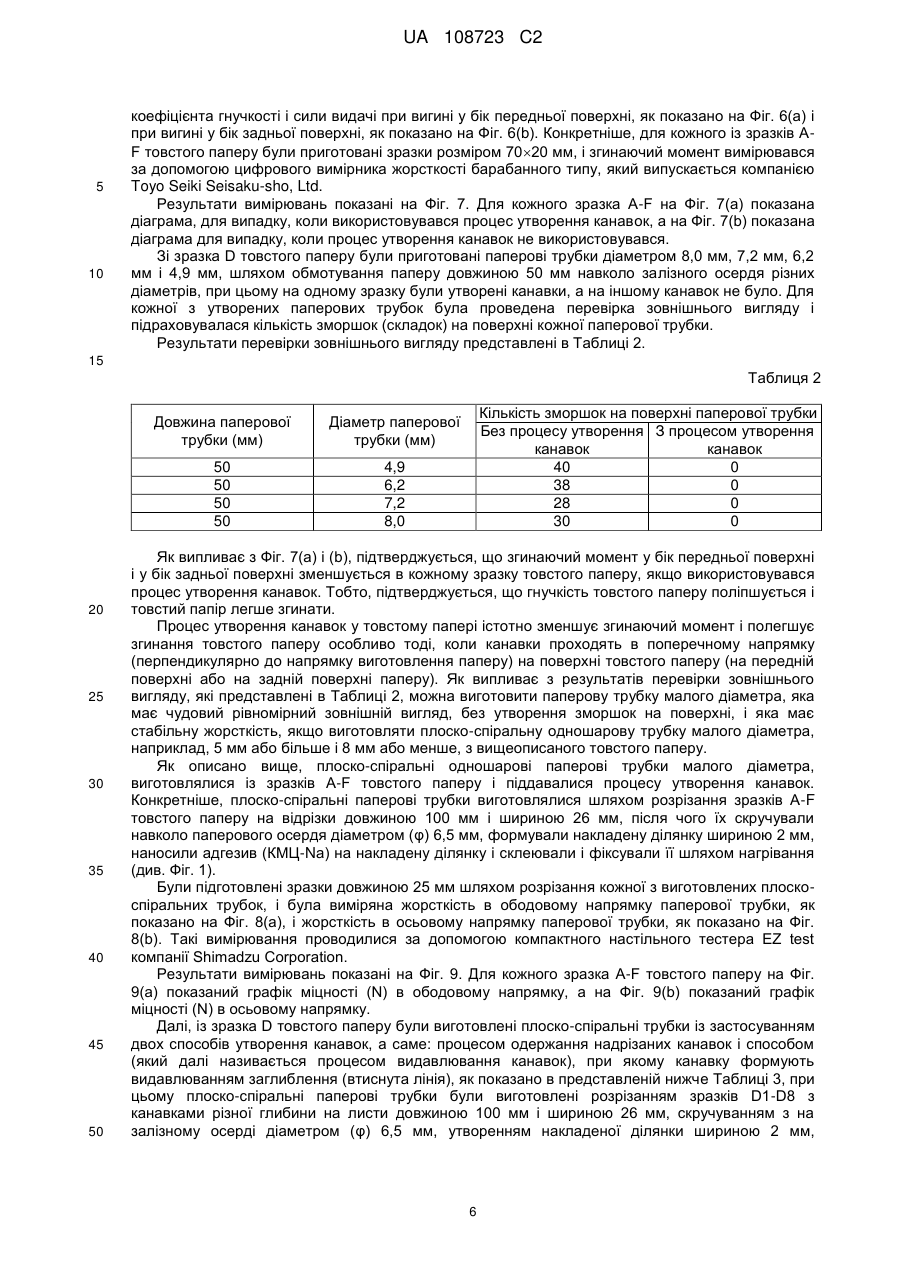
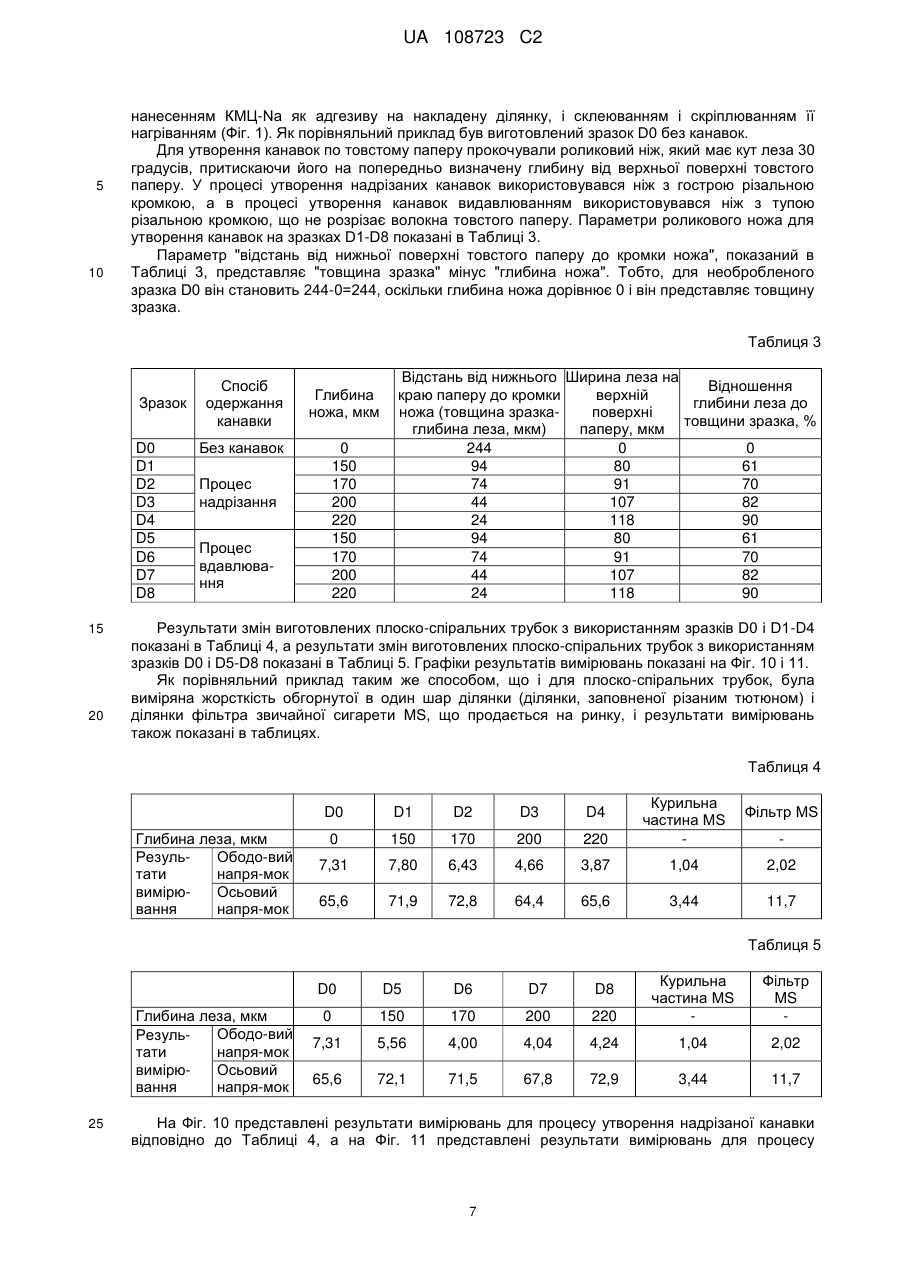
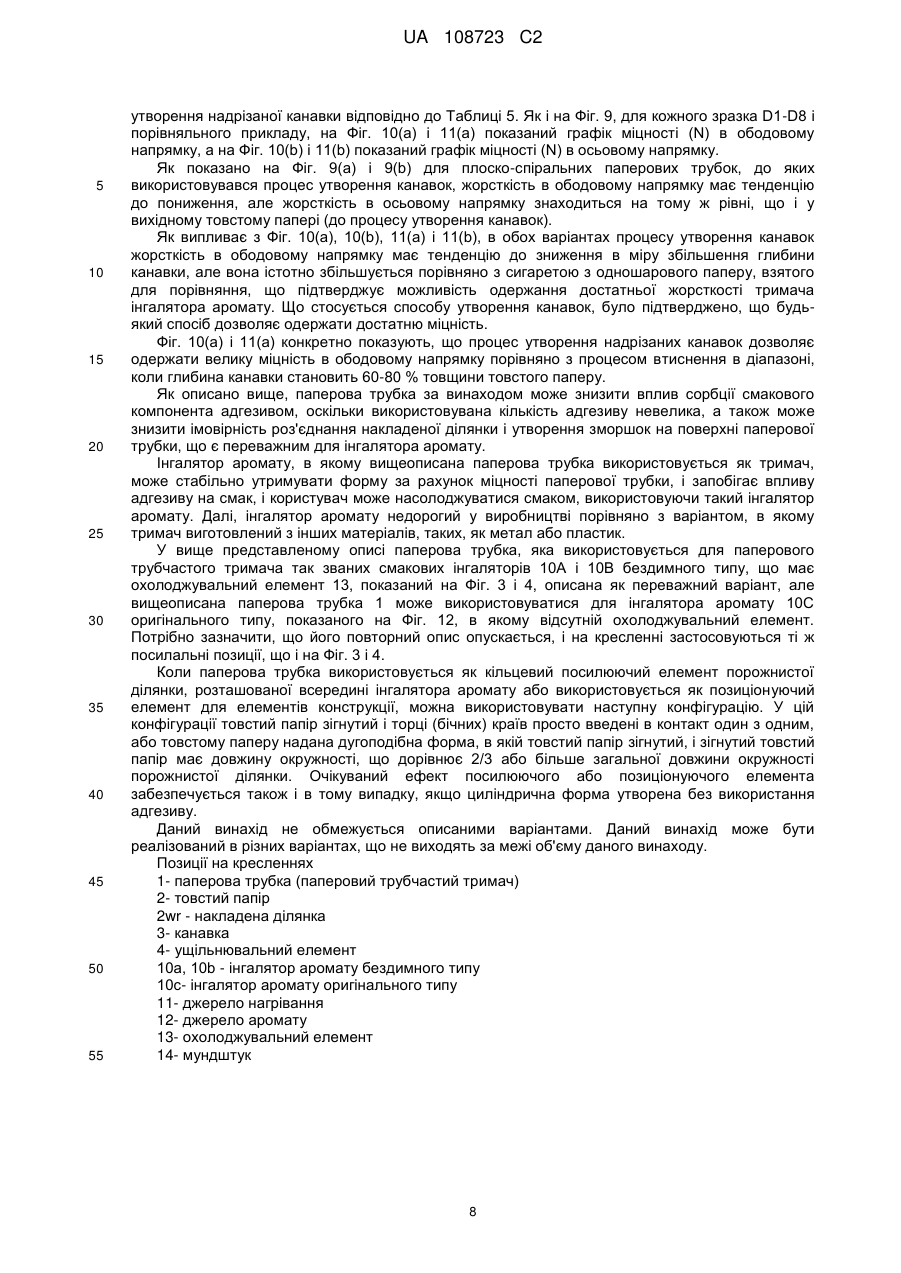
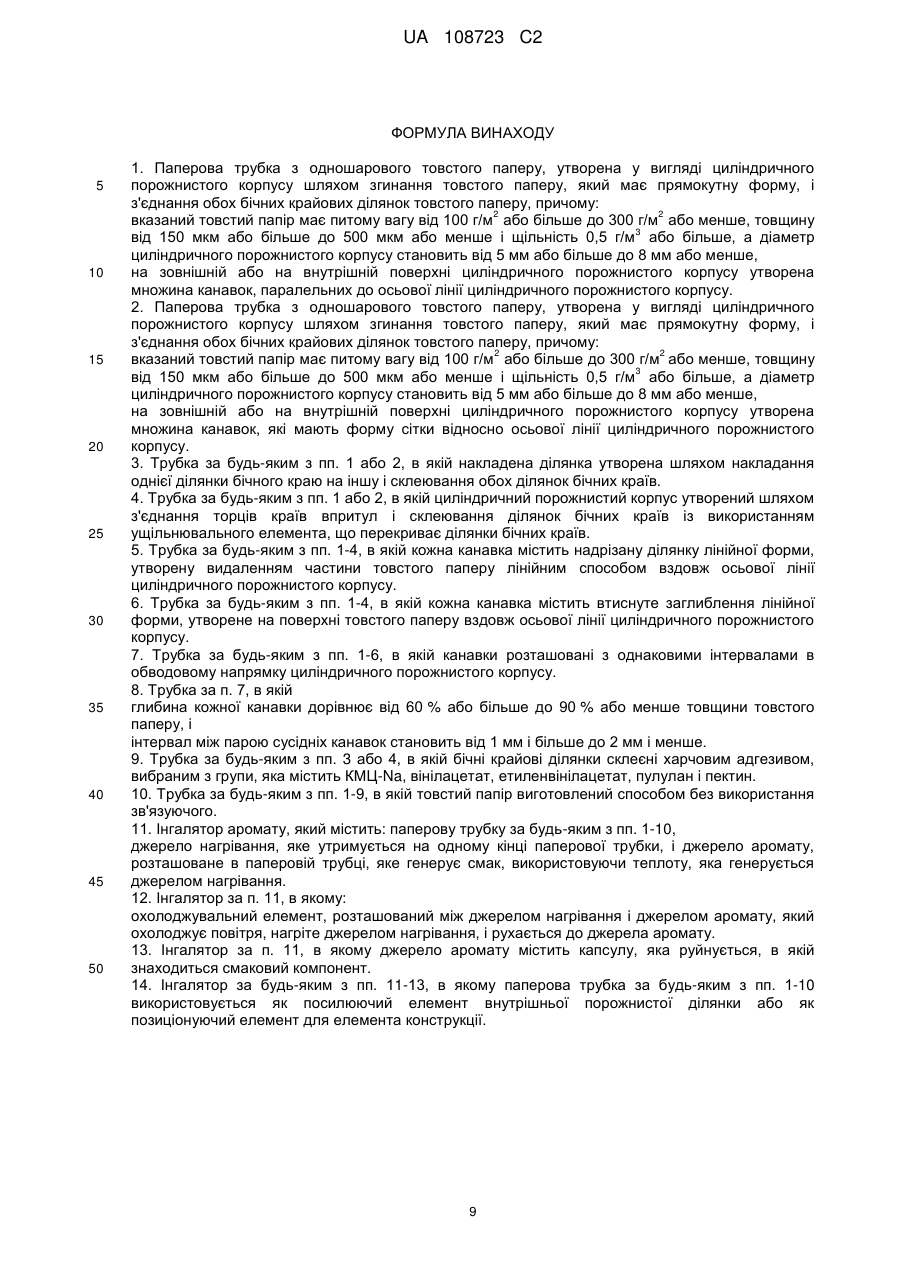
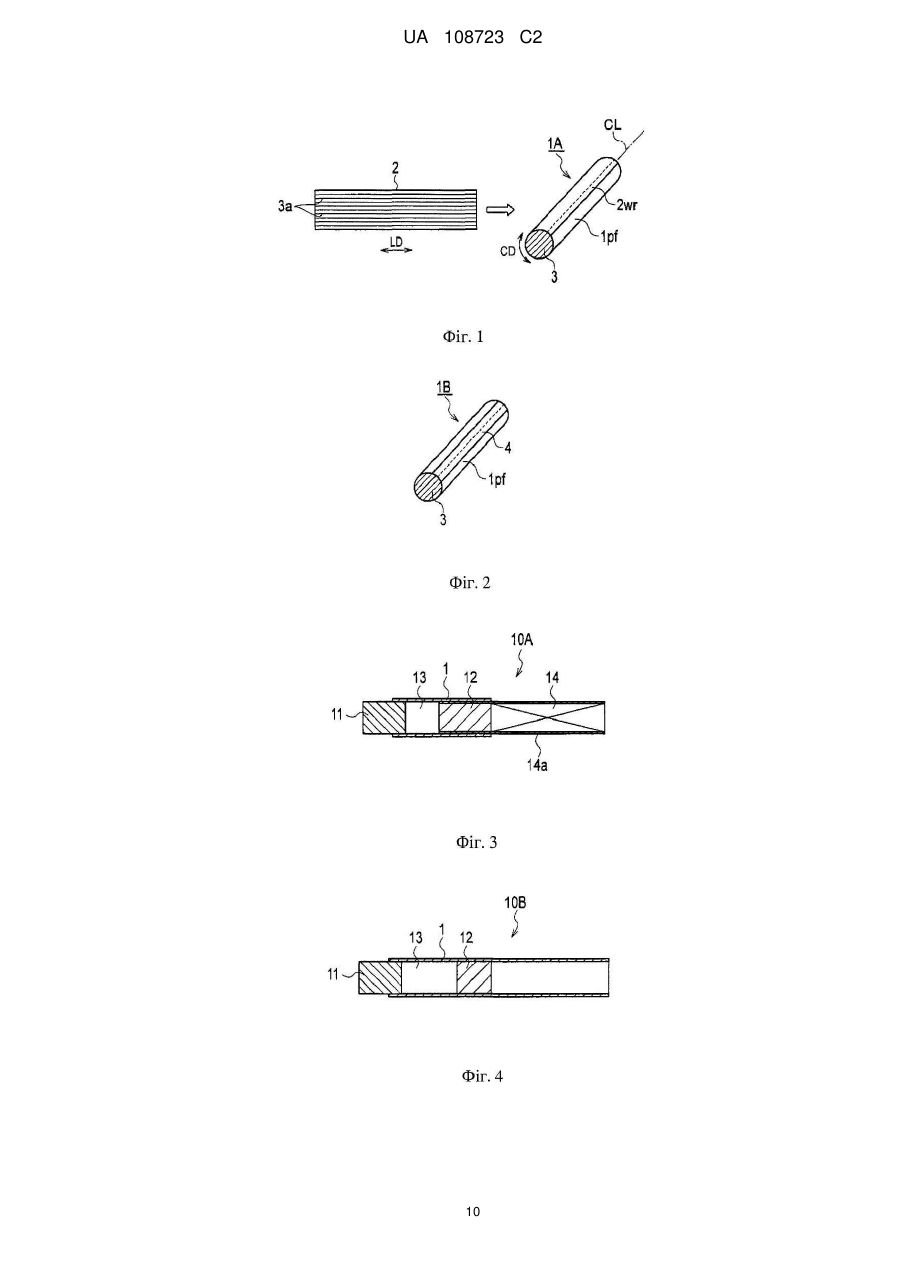
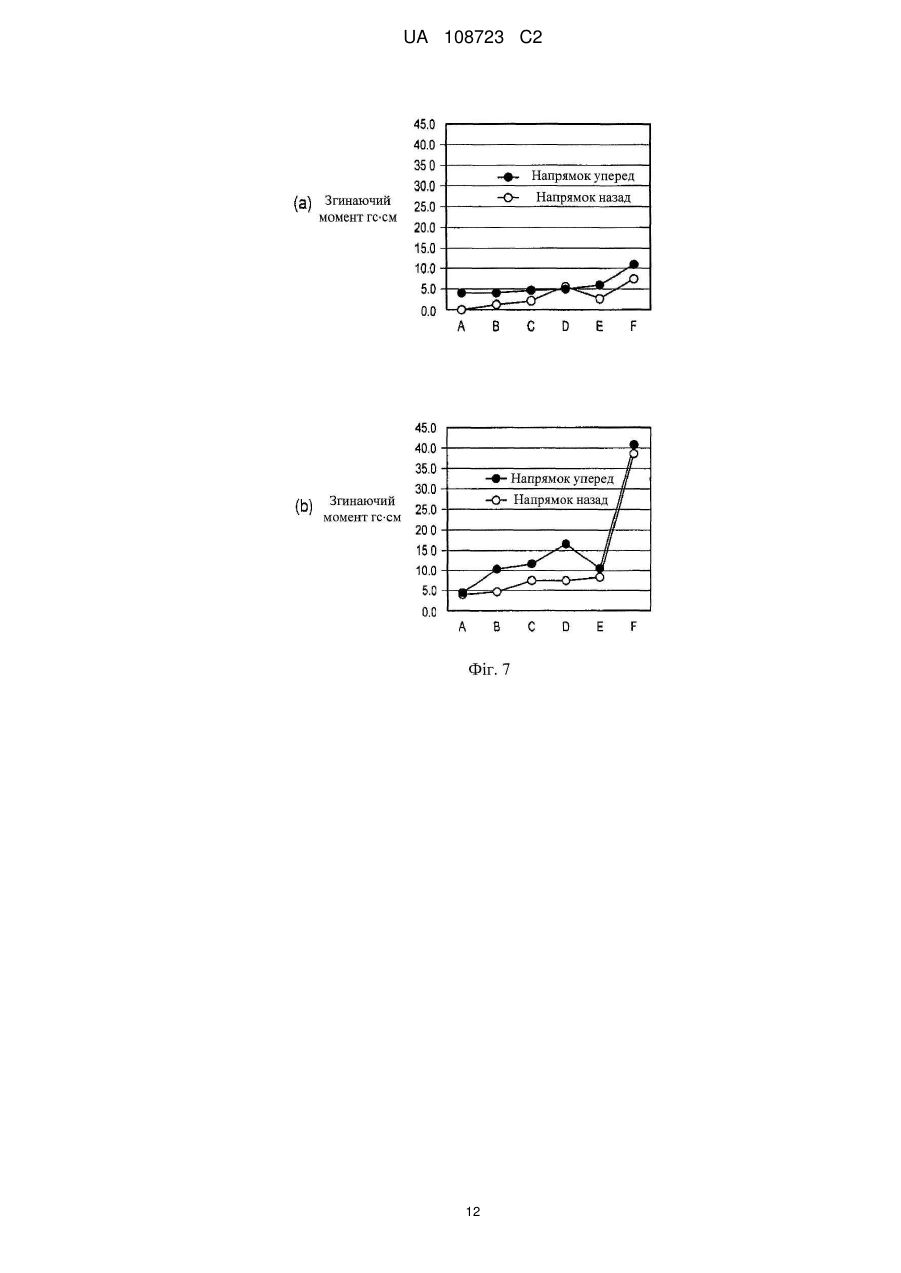
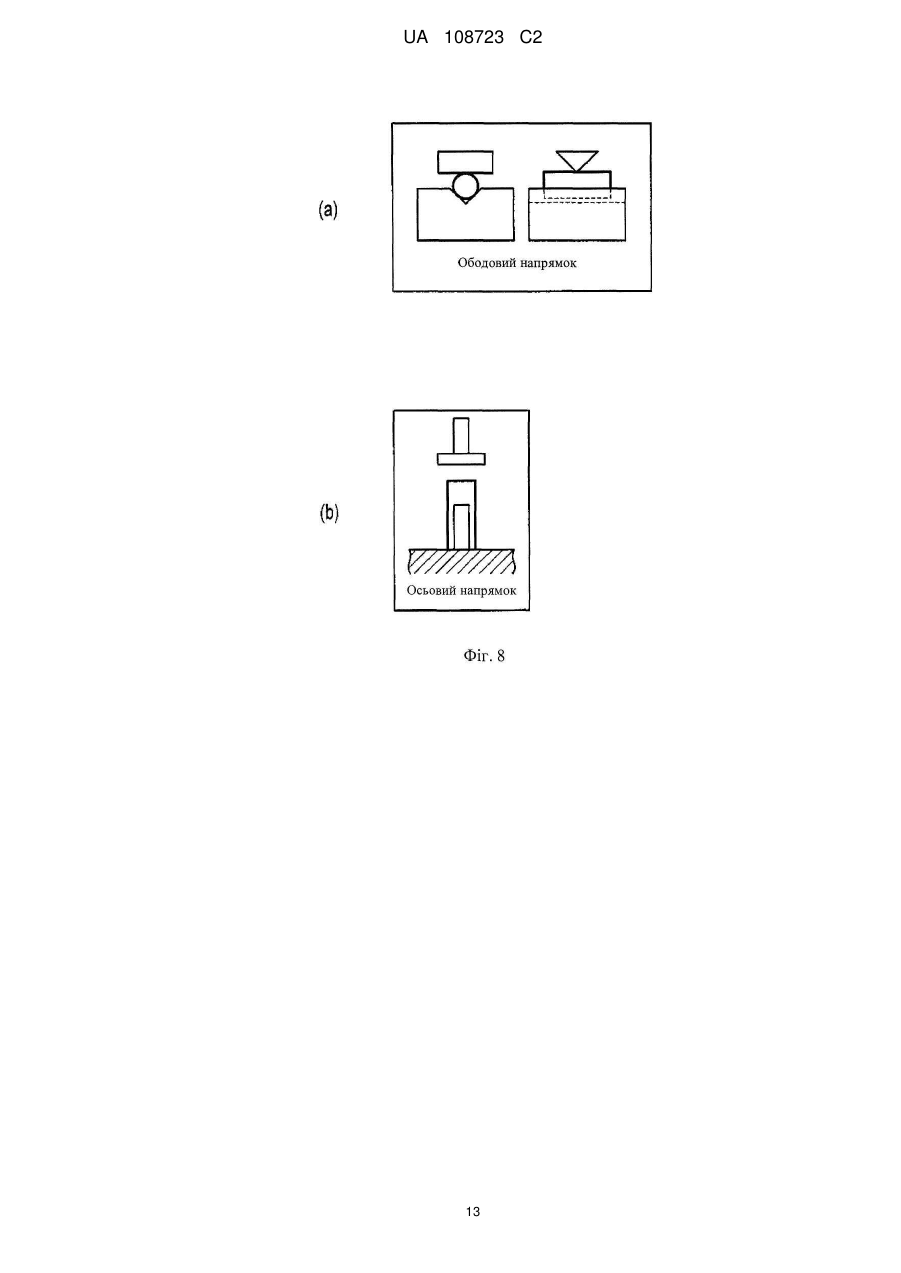
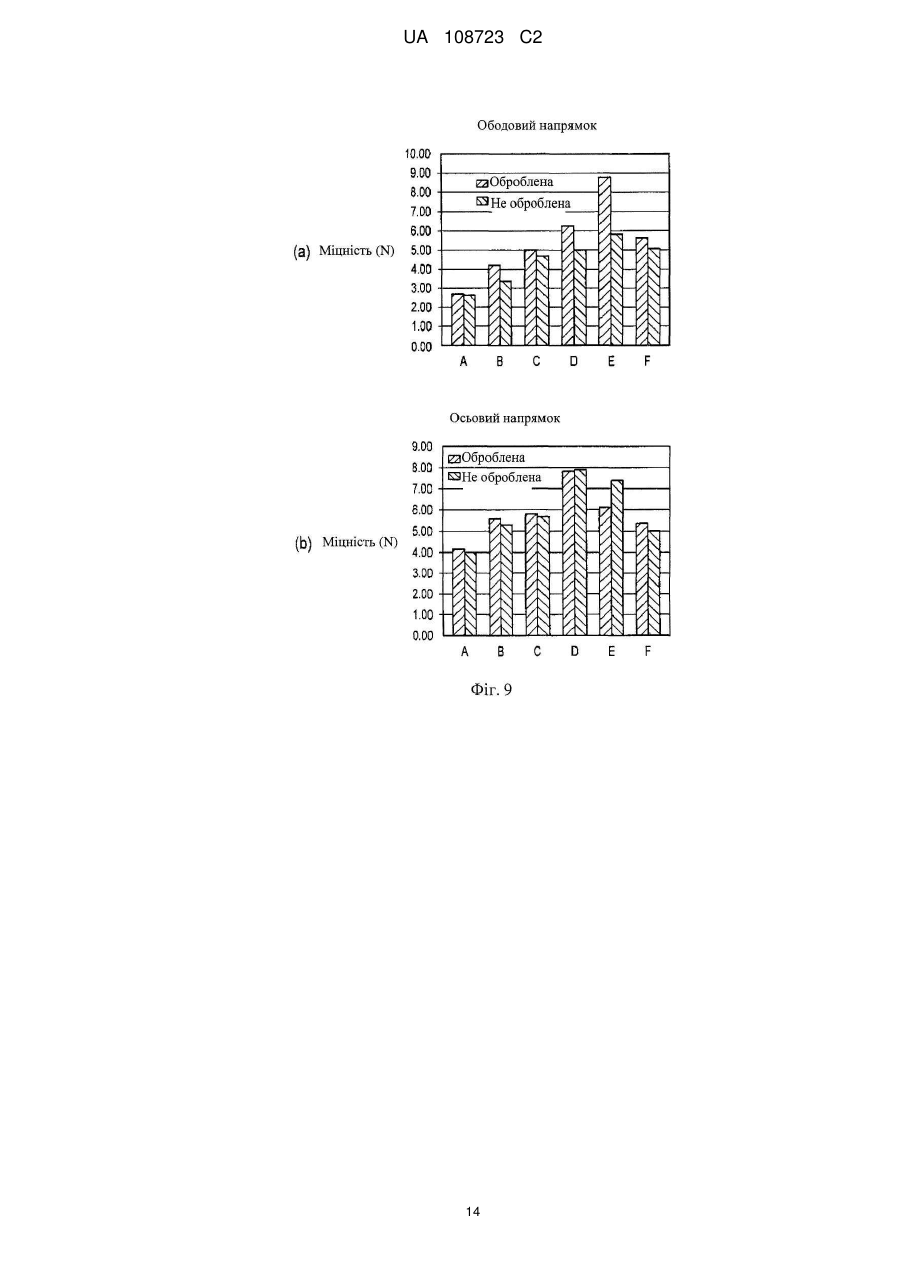
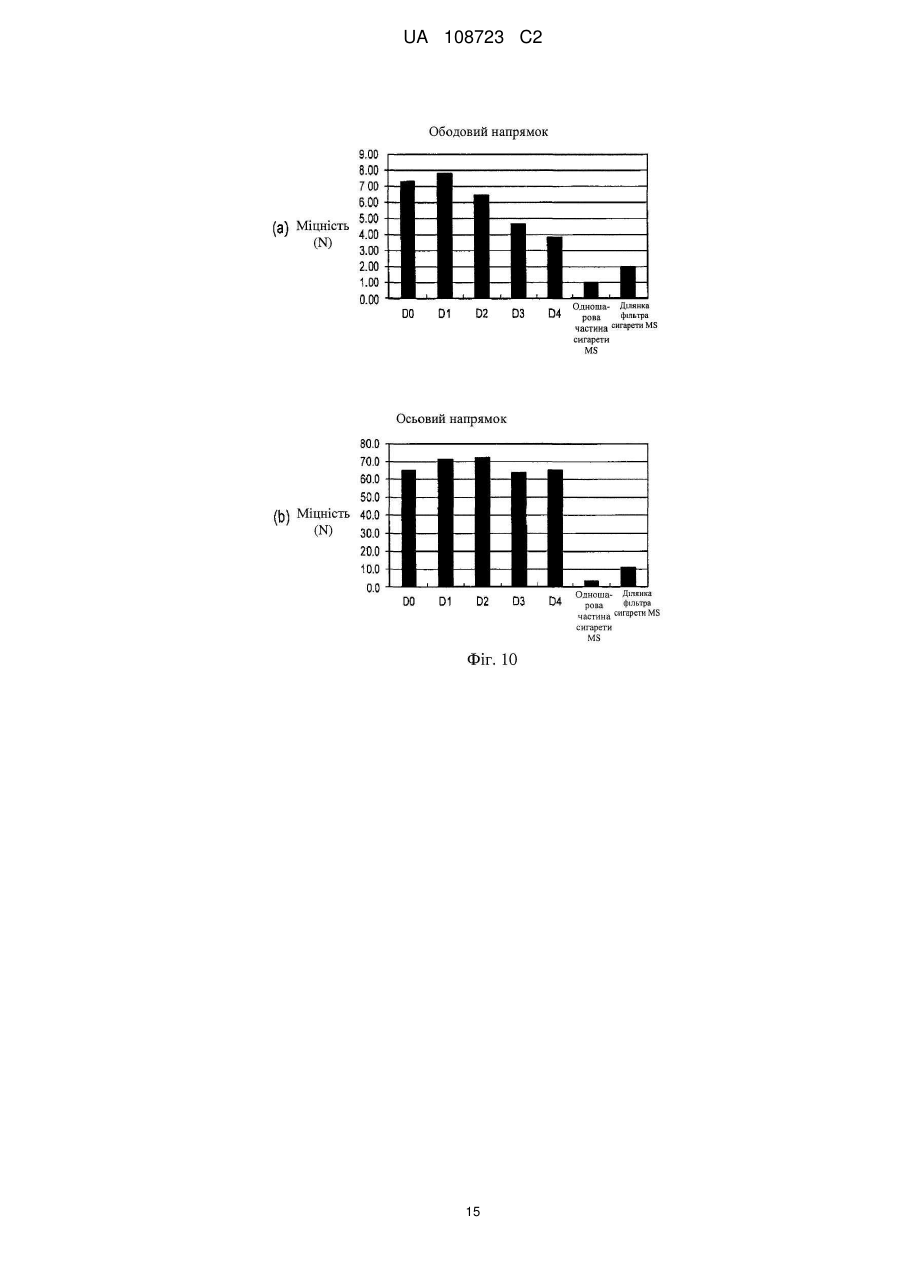
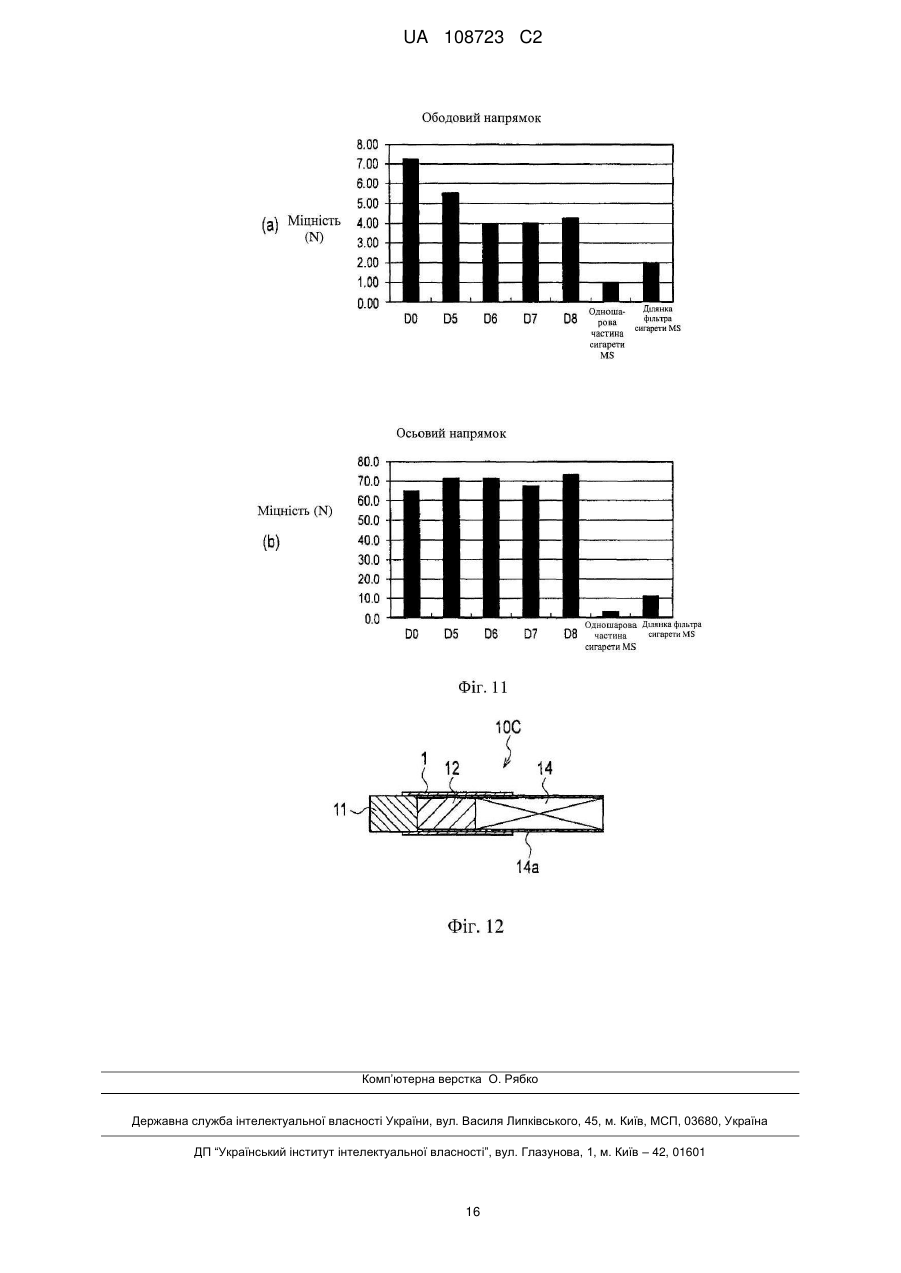
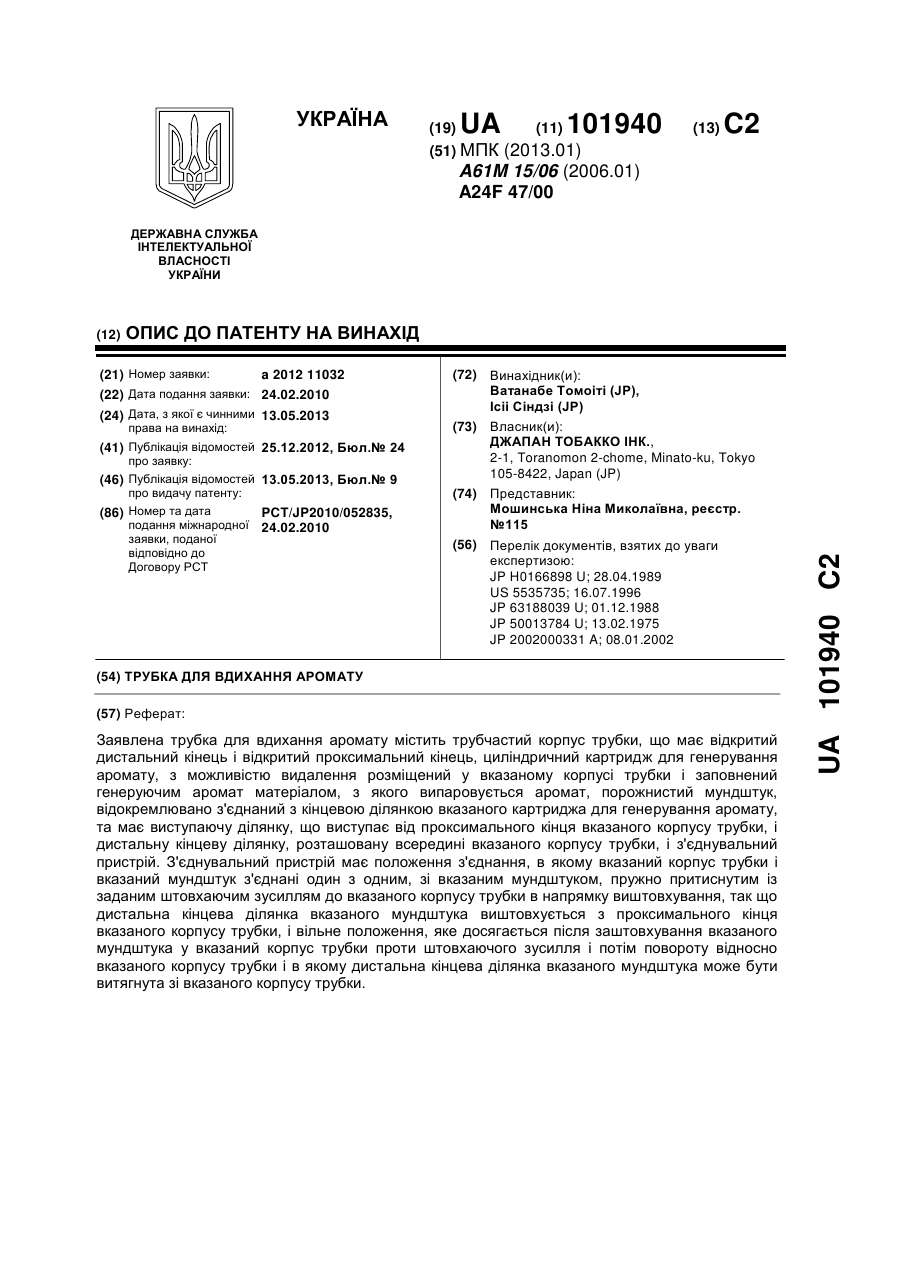
Реферат: Заявлена паперова трубка з одношарового товстого паперу утворена у вигляді циліндричного порожнистого корпусу шляхом згинання товстого паперу. Папір має прямокутну форму і з'єднання обох бічних крайових ділянок товстого паперу. Товстий папір має питому вагу від 100 г/м або більше до 300 г/м, або менше, товщину від 150 мкм або більше до 500 мкм, або менше, і 3 щільність 0,5 г/м або більше, а діаметр циліндричного порожнистого корпусу становить від 5 мм або більше до 8 мм, або менше. На зовнішній або на внутрішній поверхні циліндричного порожнистого корпусу утворена множина канавок, паралельних до осьової лінії циліндричного порожнистого корпусу. Заявлений інгалятор аромату, який містить: паперову трубку, джерело нагрівання, яке утримується на одному кінці паперової трубки, і джерело аромату, розташоване в паперовій трубці, яке генерує смак, використовуючи теплоту, яка генерується джерелом нагрівання. UA 108723 C2 (12) UA 108723 C2 UA 108723 C2 5 10 15 20 25 30 35 40 45 50 55 60 ГАЛУЗЬ ВИНАХОДУ Даний винахід стосується паперової трубки, придатної для утримання інгалятора аромату, що має джерело нагрівання, і смакового інгалятора, в якому використовується така паперова трубка. РІВЕНЬ ТЕХНІКИ Останнім часом були запропоновані різні інгалятори аромату, які на своєму кінці мають джерело нагрівання (вуглецеве джерело нагрівання), що нагріває джерело аромату, з використанням нагрівання, яке генерується цим джерелом. Наприклад, інгалятор аромату за патентним документом 1 має посилену камеру, розташовану після аерозоль-генеруючої основи (джерела аромату), і структуру, яка включає порожнисту товсту паперову трубку (паперову трубку) як посилену камеру. Вищезазначена порожниста товста паперова трубка призначена для регулювання загальної довжини виробу, охолоджування аерозолю, згенерованого шляхом нагрівання, і т. п. В патентному документі 1 не наводиться конкретного опису використовуваної паперової камери. Однак описаний в цьому документі інгалятор аромату використовується користувачем в затиснутому (стиснутому) стані, як і звичайна сигарета (обгорнутий в папір тютюн). Тому можна передбачити, що товста паперова трубка має жорсткість, при якій вона не мнеться під дією сили, прикладеної пальцями, які слабко стискають товсту паперову трубку, і має вогнестійкість і теплостійкість. ПАТЕНТНА ЛІТЕРАТУРА: Патентний документ 1: опублікована заявка на патент Японії № 2010-535530. ПРОБЛЕМА, ЯКА ВИРІШУЄТЬСЯ ВИНАХОДОМ Згідно з даним винаходом паперова трубка є спіральною паперовою трубкою або плоскоспіральною паперовою трубкою. Спіральна паперова трубка-це паперова трубка, в якій тонкий папір намотаний на вал, який називається оправкою, до досягнення певної товщини. Плоскоспіральна трубка може належати до багатошарового типу і виготовлятися шляхом прокатки прямокутного (коробчастого) паперу в напрямку, перпендикулярному до осі оправки, при цьому тонкий папір намотується до попередньо визначеної товщини, як і трубка спірального типу, або до одностадійного типу і виготовлятися шляхом згинання листа товстого паперу для надання йому циліндричної форми, так, що один край листа накладений на інший. Як описано вище, є різні типи паперових трубок, при цьому паперові трубки, одержані багатошаровим намотуванням тонкого паперу, виробляють шляхом нанесення адгезиву на всю поверхню паперу. З іншого боку, інгалятор аромату має таку конфігурацію, що джерело аромату розташоване всередині паперової трубки. Тому, оскільки інгалятор аромату частково включає паперову трубку з великою кількістю адгезиву, велика кількість ароматичного компонента сорбується адгезивом і є побоювання, що користувач не одержує аромат в достатній кількості. Цю проблему можна переважно вирішити за допомогою плоско-спірального паперу одношарового типу, в якому на накладених одна на іншу крайових ділянках використовується лише невелика кількість адгезиву. Однак наявний досвід використання плоско-спірального паперу одношарового типу показує, що він підходить для виробу з відносно великим внутрішнім діаметром, такого, як контейнер (коробка) для капелюха. Причина полягає в тому, що товстий папір має високу жорсткість і не є гнучким. Відповідно, спроби сформувати трубку з малим внутрішнім діаметром залежать від питомої ваги матеріалу і його товщини, і виникають труднощі, пов'язані з тим, що адгезивне з'єднання накладених один на інший країв руйнується через силу відштовхування товстого паперу, або на поверхні паперової трубки виникають зморшки. Тому виготовити плоско-спіральну трубку малого діаметра (близько макс. 10 мм), що дорівнює діаметру звичайної сигарети, з одношарового товстого паперу надзвичайно важко. Задача даного винаходу полягає в створенні паперової трубки, переважно пристосованої для інгалятора аромату, й інгалятора аромату, який включає таку паперову трубку як паперовий трубчастий тримач композиції. Засоби рішення задачі Вищеописана проблема вирішується за допомогою паперової трубки з одношарового товстого паперу, утвореного у вигляді циліндричного порожнистого корпусу шляхом згинання товстого паперу, що має прямокутну форму і з'єднання обох бічних країв товстого паперу, при 2 2 цьому товстий папір має питому вагу від 100 г/м і більше до 300 г/м і менше, товщину від 150 3 мкм або більше до 500 мкм або менше, щільність від 0,5 г/м і більше, а діаметр циліндричного корпусу становить 5 мм або більше і 8 мм або менше, при цьому на зовнішній поверхні або на внутрішній поверхні циліндричного порожнистого корпусу утворена множина канавок, паралельних до осі цього циліндричного порожнистого корпусу. 1 UA 108723 C2 5 10 15 20 25 30 35 40 45 50 55 60 Можна використовувати конфігурацію, в якій ділянка, яка перекривається, може бути утворена шляхом накладання ділянок бічних країв один на інший і склеювання цих ділянок бічних країв. Можна використовувати конфігурацію, в якій циліндричний порожнистий корпус утворений шляхом з'єднання ділянок бічних країв впритул, і шляхом склеювання ділянок бічних країв, використовуючи ущільнювальний елемент, який перекриває ділянки бічних країв. Кожна канавка може містити надрізану частину лінійної форми, утворену шляхом видалення частини товстого паперу в лінійному напрямку вздовж подовжньої осі циліндричного порожнистого корпусу, або втиснене заглиблення лінійної форми, утворене на поверхні товстого паперу вздовж подовжньої осі порожнистого корпусу. Канавки переважно можуть бути розташовані з однаковими інтервалами в ободовому напрямку циліндричного порожнистого корпусу. Глибина кожної канавки може дорівнювати від 60 % і більше до 90 % і менше товщини товстого паперу, а інтервал між парою сусідніх канавок може становити від 1 мм або більше до 2 мм або менше. Ділянки бічних країв переважно можуть бути склеєні харчовим адгезивом, вибраним з групи КМЦ-Na, вінілацетат, етиленвінілацетат, пулулан і пектин. Товстий папір може бути переважно виготовлений способом без використання зв'язуючого. Вищеописана задача вирішується за допомогою інгалятора аромату, що містить: будь-яку з вищеописаних паперових трубок, джерело нагрівання, що утримується на одному кінці паперової трубки, і джерело аромату, розташоване в паперовій трубці, при цьому аромат генерують, використовуючи теплоту від джерела нагрівання. Інгалятор аромату може містити охолоджувальний елемент, розташований між джерелом нагрівання і джерелом аромату, яке охолоджує повітря, що нагріте джерелом нагрівання і рухається до джерела аромату. Інгалятор аромату може містити паперову трубку як посилюючий елемент внутрішньої порожнистої ділянки або як елемент, що позиціонує композицію. ТЕХНІЧНІ РЕЗУЛЬТАТИ ВИНАХОДУ Оскільки паперова трубка за винаходом є одношаровою, в якій одному листу товстого паперу надана циліндрична форма і обидві ділянки бічних країв товстого паперу з'єднані, і трубка містить множину канавок, які проходять паралельно до осі, є можливість створити нову паперову трубку малого діаметра, знизивши кількість використовуваного адгезиву і підвищивши її гнучкість. Оскільки в цій паперовій трубці використовується невелика кількість адгезиву, можна зменшити вплив сорбції ароматичного компонента адгезивом і зменшити від'єднання накладеної ділянки і утворення зморшок на поверхні паперової трубки, при цьому паперова трубка переважно призначена для тримача, що утримує елемент композиції, який є у інгаляторі аромату. Відповідно, інгалятор аромату, в якому використовується така плоско-спіральна паперова трубка малого діаметра з одношарового товстого паперу, може стабільно зберігати свою форму за рахунок жорсткості жорсткого паперу, зменшувати вплив адгезиву на смак, і дозволяє зменшити виробничі витрати порівняно з тримачем, виготовленим з інших матеріалів, наприклад, з металу або пластику. КОРОТКИЙ ОПИС КРЕСЛЕНЬ Фіг. 1 - схематичний вигляд способу виготовлення паперової трубки за винаходом. Фіг. 2 - схематичний вигляд іншого способу виготовлення паперової трубки за винаходом. Фіг. 3 - вигляд інгалятора аромату бездимного типу, в якому використовується паперова трубка, показана на Фіг. 1, як паперовий трубчастий тримач. Фіг. 4 - вигляд іншого інгалятора аромату бездимного типу, в якому використовується паперова трубка, показана на Фіг. 1, як паперовий трубчастий тримач. Фіг. 5 - схема способу виготовлення паперової трубки за першим модифікованим варіантом. Фіг. 6 - вигляд способу вимірювання згинаючих моментів товстого паперу. Фіг. 7 - результати вимірювання згинаючих моментів товстого паперу. Фіг. 8 - спосіб вимірювання жорсткості паперу за Фіг. 1. Фіг. 9 - зведення результатів вимірювань жорсткості паперових трубок. Фіг. 10 - зведення результатів вимірювань жорсткості паперових трубок, з різною глибиною надрізаних лінійних канавок. Фіг. 11 - зведення результатів вимірювань жорсткості паперових трубок, коли канавки утворені втиснутими заглибленими лініями. Фіг. 12 - вигляд інгалятора аромату оригінального типу, в якому як паперовий трубчастий тримач використовується паперова трубка за Фіг. 1. ДОКЛАДНИЙ ОПИС ВАРІАНТІВ ВИКОНАННЯ 2 UA 108723 C2 5 10 15 20 25 30 35 40 45 50 55 60 Перший варіант Далі з посиланням на креслення слідує опис переважного варіанту даного винаходу. Паперова трубка за винаходом утворена у вигляді циліндричного порожнистого корпусу шляхом згинання товстого паперу 2, що має прямокутну форму, і з'єднання обох бічних крайових ділянок товстого паперу 2. Паперова трубка за винаходом може мати циліндричний порожнистий корпус, утворений простим з'єднанням крайових торців (сторін) ділянок бічних країв, які повернуті один до одного, під час згинання товстого паперу, без утворення накладеної ділянки, а також циліндричний порожнистий корпус, утворений накладанням ділянок бічних країв. Далі, якщо циліндричний порожнистий корпус має накладену ділянку, вона може мати склеєну накладену ділянку і не склеєну накладену ділянку. Тут циліндрична форма описується як переважна паперова трубка 1А, що має накладену ділянку 2wr, утворену накладанням ділянок бічних країв один на інший і склеюванням їх. Тобто, паперова трубка 1А у вигляді циліндричного порожнистого корпусу утворюється шляхом склеювання ділянок бічних країв на накладеній ділянці 2wr. Така структура є аналогічною відомій плоско-спіральній трубці, що формується з одношарового товстого паперу. Однак паперова трубка 1А, описана нижче, є новою паперовою трубкою, що має значно зменшений діаметр, порівняний з діаметром сигарети. Далі слідує докладний опис паперової трубки, переважної для тримача для інгалятора аромату. 2 2 Товстий папір 2 переважно має питому вагу від 100 г/м або більше до 300 г/м або менше, і 3 щільність, що дорівнює 0,5 г/м або більше. Більш переважно, товстий папір 2 має питому вагу 2 200 г/м або більше і товщину 250 мкм або більше. Товстий папір 2 переважно виготовлений процесом без зв'язуючого. Товстий папір 2 має множину лінійних надрізаних ділянок 3а, утворених вздовж подовжнього напрямку LD, які відповідають множині канавок 3, паралельних до осі CL, коли паперова трубка 1А зігнута у вигляді циліндричного порожнистого корпусу. Як показано на кресленні, лінійні надрізані ділянки 3а переважно утворені вздовж всієї довжини від одного кінця до іншого. Множина канавок 3 розташована з рівними інтервалами в ободовому напрямку CD паперової трубки 1А циліндричного порожнистого корпусу для рівномірного розподілу жорсткості (міцності), при цьому може бути створена структура, яка має рівний опір до зовнішньої сили, прикладеної з будь-якого напрямку. Інтервал між канавками 3 може знаходитися в діапазоні від 1 мм або більше до 2 мм або менше. Хоча на Фіг. 1 показана паперова трубка 1А, що має канавки 3, утворені на внутрішній поверхні (всередині) паперової трубки 1А, при необхідності канавки 3 можуть бути утворені на зовнішній поверхні (зовні) трубки 1А. Тут лінійні надрізані ділянки 3а, утворені на поверхні товстого паперу 2, переважно утворені шляхом видалення частини поверхні в лінійному напрямку. Наприклад, поверхня лінійно видаляється різцем. У цьому випадку форма канавок довільно регулюється шляхом регулювання ширини різця (ширина канавки) і, при необхідності, кута різання і глибини різання різця. Утворені таким чином канавки утворюють вирізи, розташовані на окружності з приблизно однаковими інтервалами і підвищують гнучкість при згинанні. Таким чином можна виготовити паперову трубку малого діаметра з товстого паперу, що має високу жорсткість. Хоча вище були описані канавки 3, утворені як прямі надрізані ділянки, спосіб утворення канавок не обмежений. Наприклад, як канавки можна сформувати втиснуті заглиблення, що проходять вздовж осі CL в циліндричному порожнистому корпусі, піддаючи поверхню товстого паперу пресуванню штампом (пристроєм, що має попередньо визначену твердість і призначений для утворення втиснутих заглиблень лінійної форми на товстому папері). Оскільки показана паперова трубка 1А використовується як інгалятор аромату, який є заміною предметів розкоші, таких, як сигарети (загорнутий в папір тютюн), діаметр паперової трубки 1А становить від 5 мм і більше до 8 мм. Адгезив, що використовується для склеювання накладеної ділянки 2wr, переважно є харчовим адгезивом і переважно вибраний з групи, яка містить КМЦ-Na, вінілацетат, етиленвінілацетат, пулулан і пектин. Ширина накладеної ділянки 2wr становить від 2 мм і більше до 4 мм і менше, коли паперова трубка 1А, що формується, має діаметр від 5 мм і більше до 8 мм і менше, як описано вище, і адгезив використовується для склеювання тільки накладеної ділянки 2wr. Відповідно, вищеописана проблема, яка створюється адгезивом, не виникає, оскільки немає необхідності використовувати велику кількість адгезиву, як в паперовій трубці, утвореній багатошаровим тонким папером. 3 UA 108723 C2 5 10 15 20 25 30 35 40 45 50 55 На Фіг. 2 показаний схематичний вигляд, який ілюструє інший спосіб виготовлення паперової трубки за винаходом. Згідно з цим способом паперова трубка 1В у вигляді циліндричного порожнистого корпусу утворюється шляхом згинання товстого паперу 2 в циліндр і з'єднання крайових торців (сторін) ділянок бічних країв без утворення накладеної ділянки (внапуск), і приклеювання ущільнювального елемента 4 для перекривання ділянок бічних країв товстого паперу 2. Ущільнювальний елемент 4, наприклад, може бути довгою смугою тонкого паперу, що закриває ділянки бічних країв товстого паперу 2. Він може бути приклеєний харчовим адгезивом, як описано вище. Ділянки бічних країв товстого паперу 2 можна склеювати відрізком харчової адгезивної стрічки, яка склеює краї. Паперова трубка 2В, показана на Фіг. 2, не має виступу або дуже невеликий виступ, оскільки в ній немає накладеної ділянки товстого паперу, і тому можна одержати циліндричний порожнистий корпус з більш рівномірною збалансованою периферією. Далі слідує опис інгалятора аромату, в якому використовується вищеописана паперова трубка 1 (1А або 1В) як тримач (далі - паперовий трубчастий тримач). Такий інгалятор аромату може бути так званим інгалятором аромату так званого бездимного типу й інгалятором аромату так званого оригінального типу. Інгалятор аромату бездимного типу має охолоджувальний елемент для охолоджування нагрітого повітря до температури, придатної для вдихання повітря, нагрітого джерелом нагрівання, що знаходиться на одному кінці, і зменшення кількості аерозолю до невидимого рівня. Інгалятор аромату 10А, показаний на Фіг. 3, стосується вищезазначеного бездимного типу, і щонайменше містить джерело 11 нагрівання, джерело 12 аромату, що генерується за допомогою нагрівання, яке генерується джерелом 11 нагрівання, і охолоджувальний елемент 13, розташований між джерелом 11 нагрівання і джерелом 12 аромату, яке охолоджує повітря, нагріте джерелом нагрівання. Після джерела 12 аромату, встановлений мундштук 14. Як джерело 11 нагрівання переважно можна використовувати пресований виріб, виконаний з суміші, яка містить, наприклад, частинки вуглецю, вогнетривку добавку, органічне або неорганічне зв'язуюче і воду. Як джерело 12 аромату, можна застосовувати звичайний різаний тютюн, що використовується в сигаретах, гранульований тютюн, який використовується як нюхальний тютюн, скручений тютюн, формований виріб з пресованого тютюну. Такий тютюновий матеріал може містити необхідний смак. У джерелі 12 аромату може знаходитися капсула, яка руйнується, що містить ароматичний компонент. Капсула може бути вміщена в джерело 12 аромату. Капсула може бути розташована в повітряному зазорі між двома окремими джерелами 12 аромату. У пристрої може використовуватися одна капсула, дві капсули або більше. Капсула переважно утворена з шару з покриттям, включаючи низьколеткий розчинник, такий, як рослинна олія, желатин або натуральний каучук. Діаметр капсули переважно становить від 3,5 мм або більше до 5,5 мм або менше. Охолоджувальний елемент 13 не обмежений, якщо він має конфігурацію для зниження температури нагрітого повітря, яке проходить крізь нього, наприклад, він може бути відносно довгим прохідним каналом, що є простим охолоджувальним простором всередині паперового тримача 1. Варто зазначити, що переважним варіантом охолоджувального елемента 13 може бути конфігурація, яка має збільшену внутрішню поверхню і утворена з неорганічного матеріалу, такого, як кераміка, сепіоліт, скло, метал або карбонат кальцію, або такий матеріал, як матеріал, одержаний гідратацією, або абсорбуючий полімер. Переважно використовувати комірчасту структуру, спінену структуру або заповнену структуру. Заповнена структура може бути одержана шляхом заповнення форми гранульованим або волокнистим матеріалом. В інгаляторі аромату 10А паперова трубка 1 повинна покривати і утримувати кінець джерела 11 нагрівання, охолоджувальний елемент 13 і зовнішню периферію елемента 12, що генерує смак. Мундштук 14 повинен мати конфігурацію, яка працює як прохідний канал, який спрямовує в рот користувача потік повітря, який набуває смак, проходячи крізь джерело 12 аромату, при цьому може бути фільтр, виконаний з ацетатного волокна або паперу, наприклад, як в сигареті. Якщо кінець 14а паперу, що закриває зовнішню поверхню фільтра, виступає у бік джерела 12 аромату, можна виготовляти інгалятор аромату 10А повністю таким, що підтримується паперовим трубчастим тримачем 1. На Фіг. 4 показаний інший інгалятор аромату 10В бездимного типу. Паперову трубку за винаходом можна виготовляти так, щоб вона виконувала функцію мундштука 14 в інгаляторі аромату 10А. Це показано на прикладі інгалятора аромату 10В. Інгалятор аромату 10В сконфігурований для виконання функції проточного каналу, що спрямовує потік повітря в рот 4 UA 108723 C2 5 10 15 20 25 30 35 40 45 користувача, як і мундштук 14, за рахунок того, що паперовий трубчастий тримач 1 відходить від джерела аромату. Наприклад, при необхідності, на вихідному кінці паперового трубчастого тримача 1 може знаходитися фільтр, утворений з ацетатного волокна або паперу. У такому інгаляторі аромату 10В кінець 14а паперової трубки, що є в інгаляторі аромату 10А, може бути не потрібен. У смакових інгаляторах 10А і 10В, показаних на Фіг. 3 і 4, паперові трубки за винаходом використовуються як каркас структури. Застосування паперової трубки за винаходом не обмежується таким застосуванням. Тобто, паперову трубку за винаходом можна використовувати в іншій частині інгалятора аромату. Наприклад, вона може використовуватися як кільцевий посилюючий елемент порожнистої ділянки всередині інгалятора аромату, або використовуватися як позиціонуючий елемент для елементів конструкції, таких, як джерело нагрівання або джерело аромату. Наприклад, встановивши паперову трубку за винаходом в попередньо визначеному положенні всередині тримача, тобто, в положенні охолоджувального елемента 13, порожнисту ділянку, що є всередині інгалятора аромату, можна посилити, а джерело нагрівання і джерело аромату можна правильно встановити в попередньо визначеному положенні. Функцію посилюючого елемента або позиціонуючого елемента конструкції можна реалізувати згинанням товстого паперу 2 так, щоб надати йому дугоподібної форми, без склеювання обох крайових ділянок і розміщенням зігнутого товстого паперу 2 всередині тримача. Модифікований варіант Далі слідує опис першого модифікованого варіанту першого варіанту. Далі слідує опис відмінностей від першого варіанту. Опис ознак, загальних з першим варіантом, опускається. У першому варіанті множина канавок 3 утворена паралельно до осі CL товстого паперу 2. Навпаки, в першому модифікованому варіанті множина канавок 3 утворена в формі сітки на товстому папері 2. На Фіг. 5 представлений схематичний вигляд, що ілюструє спосіб виготовлення паперової трубки за першим модифікованим варіантом. Множина лінійних надрізаних ділянок 3а утворена вздовж подовжньої осі LD, при цьому лінійні надрізані ділянки 3а відповідають множині канавок 3, розташованих сіткою. Форма сітки означає стан, в якому множина подовжніх ліній і множина поперечних ліній перерізають одна одну, в так званій формі вафлі. Як показано на кресленні, лінійні надрізані ділянки 3а переважно утворені вздовж всієї довжини від одного кінця до іншого. Множина канавок 3 розташована з рівними інтервалами в напрямку окружності CD паперової трубки 1А циліндричного порожнистого корпусу для надання йому рівномірної жорсткості (міцності), завдяки чому може бути одержана структура, яка має рівний опір до зовнішньої сили, прикладеної з будь-якого напрямку. Інтервали між канавками 3 можуть становити від 1 мм і більше до 2 мм і менше. Хоча на Фіг. 5 показана паперова трубка 1А з канавками 3, утвореними на внутрішній поверхні, (всередині) паперової трубки 1А, канавки 3 при необхідності можна сформувати на зовнішній поверхні (ззовні) трубки 1А. Далі слідуєопис прикладу паперової трубки за винаходом. Цей приклад показує застосування паперової трубки в інгаляторі аромату, при цьому паперова трубка утворена з накладеною ділянкою і ця накладена ділянка склеєна. Приклад Плоско-спіральна паперова трубка, утворена з одного шару товстого паперу, була виготовлена з шести типів товстого паперу А-F, як показано в Таблиці 1, виготовленій компанією Tomoegawa Paper Co., Ltd. Використаний товстий папір був виготовлений без зв'язуючого. Таблиця 1 2 Питома вага (г/м ) Товщина (мкм) 3 Щільність (г/м ) 50 Приклад товстого паперу D С D Е 160 182 199 203 185 215 244 244 0,87 0,85 0,82 0,83 А 119 164 0,73 F 290 507 0,57 На поверхні зразків А-F товстого паперу за допомогою різця були утворені лінійні надрізані ділянки (позначені позицією 3а в лівій частині фіг. 1) з інтервалом 1 мм в поперечному напрямку (далі називається процес утворення надрізаних канавок). Кожний зі зразків А-F товстого паперу, підданий процесу утворення надрізаних канавок, піддавався вимірюванням для визначення 5 UA 108723 C2 5 10 коефіцієнта гнучкості і сили видачі при вигині у бік передньої поверхні, як показано на Фіг. 6(а) і при вигині у бік задньої поверхні, як показано на Фіг. 6(b). Конкретніше, для кожного із зразків АF товстого паперу були приготовані зразки розміром 7020 мм, і згинаючий момент вимірювався за допомогою цифрового вимірника жорсткості барабанного типу, який випускається компанією Toyo Seiki Seisaku-sho, Ltd. Результати вимірювань показані на Фіг. 7. Для кожного зразка А-F на Фіг. 7(а) показана діаграма, для випадку, коли використовувався процес утворення канавок, а на Фіг. 7(b) показана діаграма для випадку, коли процес утворення канавок не використовувався. Зі зразка D товстого паперу були приготовані паперові трубки діаметром 8,0 мм, 7,2 мм, 6,2 мм і 4,9 мм, шляхом обмотування паперу довжиною 50 мм навколо залізного осердя різних діаметрів, при цьому на одному зразку були утворені канавки, а на іншому канавок не було. Для кожної з утворених паперових трубок була проведена перевірка зовнішнього вигляду і підраховувалася кількість зморшок (складок) на поверхні кожної паперової трубки. Результати перевірки зовнішнього вигляду представлені в Таблиці 2. 15 Таблиця 2 Довжина паперової трубки (мм) 50 50 50 50 20 25 30 35 40 45 50 Кількість зморшок на поверхні паперової трубки Без процесу утворення З процесом утворення канавок канавок 40 0 38 0 28 0 30 0 Діаметр паперової трубки (мм) 4,9 6,2 7,2 8,0 Як випливає з Фіг. 7(а) і (b), підтверджується, що згинаючий момент у бік передньої поверхні і у бік задньої поверхні зменшується в кожному зразку товстого паперу, якщо використовувався процес утворення канавок. Тобто, підтверджується, що гнучкість товстого паперу поліпшується і товстий папір легше згинати. Процес утворення канавок у товстому папері істотно зменшує згинаючий момент і полегшує згинання товстого паперу особливо тоді, коли канавки проходять в поперечному напрямку (перпендикулярно до напрямку виготовлення паперу) на поверхні товстого паперу (на передній поверхні або на задній поверхні паперу). Як випливає з результатів перевірки зовнішнього вигляду, які представлені в Таблиці 2, можна виготовити паперову трубку малого діаметра, яка має чудовий рівномірний зовнішній вигляд, без утворення зморшок на поверхні, і яка має стабільну жорсткість, якщо виготовляти плоско-спіральну одношарову трубку малого діаметра, наприклад, 5 мм або більше і 8 мм або менше, з вищеописаного товстого паперу. Як описано вище, плоско-спіральні одношарові паперові трубки малого діаметра, виготовлялися із зразків А-F товстого паперу і піддавалися процесу утворення канавок. Конкретніше, плоско-спіральні паперові трубки виготовлялися шляхом розрізання зразків А-F товстого паперу на відрізки довжиною 100 мм і шириною 26 мм, після чого їх скручували навколо паперового осердя діаметром (φ) 6,5 мм, формували накладену ділянку шириною 2 мм, наносили адгезив (КМЦ-Na) на накладену ділянку і склеювали і фіксували її шляхом нагрівання (див. Фіг. 1). Були підготовлені зразки довжиною 25 мм шляхом розрізання кожної з виготовлених плоскоспіральних трубок, і була виміряна жорсткість в ободовому напрямку паперової трубки, як показано на Фіг. 8(а), і жорсткість в осьовому напрямку паперової трубки, як показано на Фіг. 8(b). Такі вимірювання проводилися за допомогою компактного настільного тестера EZ test компанії Shimadzu Corporation. Результати вимірювань показані на Фіг. 9. Для кожного зразка А-F товстого паперу на Фіг. 9(а) показаний графік міцності (N) в ободовому напрямку, а на Фіг. 9(b) показаний графік міцності (N) в осьовому напрямку. Далі, із зразка D товстого паперу були виготовлені плоско-спіральні трубки із застосуванням двох способів утворення канавок, а саме: процесом одержання надрізаних канавок і способом (який далі називається процесом видавлювання канавок), при якому канавку формують видавлюванням заглиблення (втиснута лінія), як показано в представленій нижче Таблиці 3, при цьому плоско-спіральні паперові трубки були виготовлені розрізанням зразків D1-D8 з канавками різної глибини на листи довжиною 100 мм і шириною 26 мм, скручуванням з на залізному осерді діаметром (φ) 6,5 мм, утворенням накладеної ділянки шириною 2 мм, 6 UA 108723 C2 5 10 нанесенням КМЦ-Na як адгезиву на накладену ділянку, і склеюванням і скріплюванням її нагріванням (Фіг. 1). Як порівняльний приклад був виготовлений зразок D0 без канавок. Для утворення канавок по товстому паперу прокочували роликовий ніж, який має кут леза 30 градусів, притискаючи його на попередньо визначену глибину від верхньої поверхні товстого паперу. У процесі утворення надрізаних канавок використовувався ніж з гострою різальною кромкою, а в процесі утворення канавок видавлюванням використовувався ніж з тупою різальною кромкою, що не розрізає волокна товстого паперу. Параметри роликового ножа для утворення канавок на зразках D1-D8 показані в Таблиці 3. Параметр "відстань від нижньої поверхні товстого паперу до кромки ножа", показаний в Таблиці 3, представляє "товщина зразка" мінус "глибина ножа". Тобто, для необробленого зразка D0 він становить 244-0=244, оскільки глибина ножа дорівнює 0 і він представляє товщину зразка. Таблиця 3 Зразок D0 D1 D2 D3 D4 D5 D6 D7 D8 15 20 Спосіб одержання канавки Глибина ножа, мкм Без канавок 0 150 170 200 220 150 170 200 220 Процес надрізання Процес вдавлювання Відстань від нижнього Ширина леза на Відношення краю паперу до кромки верхній глибини леза до ножа (товщина зразкаповерхні товщини зразка, % глибина леза, мкм) паперу, мкм 244 0 0 94 80 61 74 91 70 44 107 82 24 118 90 94 80 61 74 91 70 44 107 82 24 118 90 Результати змін виготовлених плоско-спіральних трубок з використанням зразків D0 і D1-D4 показані в Таблиці 4, а результати змін виготовлених плоско-спіральних трубок з використанням зразків D0 і D5-D8 показані в Таблиці 5. Графіки результатів вимірювань показані на Фіг. 10 і 11. Як порівняльний приклад таким же способом, що і для плоско-спіральних трубок, була виміряна жорсткість обгорнутої в один шар ділянки (ділянки, заповненої різаним тютюном) і ділянки фільтра звичайної сигарети MS, що продається на ринку, і результати вимірювань також показані в таблицях. Таблиця 4 D0 Глибина леза, мкм Ободо-вий Резульнапря-мок тати вимірюОсьовий вання напря-мок D1 D2 D3 D4 0 150 170 200 220 Курильна частина MS 7,31 7,80 6,43 4,66 3,87 1,04 2,02 65,6 71,9 72,8 64,4 65,6 3,44 11,7 Фільтр MS Таблиця 5 220 Курильна частина MS Фільтр MS 4,04 4,24 1,04 2,02 67,8 72,9 3,44 11,7 D0 Глибина леза, мкм Ободо-вий Резульнапря-мок тати вимірюОсьовий вання напря-мок 25 D5 D6 D7 D8 0 150 170 200 7,31 5,56 4,00 65,6 72,1 71,5 На Фіг. 10 представлені результати вимірювань для процесу утворення надрізаної канавки відповідно до Таблиці 4, а на Фіг. 11 представлені результати вимірювань для процесу 7 UA 108723 C2 5 10 15 20 25 30 35 40 45 50 55 утворення надрізаної канавки відповідно до Таблиці 5. Як і на Фіг. 9, для кожного зразка D1-D8 і порівняльного прикладу, на Фіг. 10(а) і 11(а) показаний графік міцності (N) в ободовому напрямку, а на Фіг. 10(b) і 11(b) показаний графік міцності (N) в осьовому напрямку. Як показано на Фіг. 9(а) і 9(b) для плоско-спіральних паперових трубок, до яких використовувався процес утворення канавок, жорсткість в ободовому напрямку має тенденцію до пониження, але жорсткість в осьовому напрямку знаходиться на тому ж рівні, що і у вихідному товстому папері (до процесу утворення канавок). Як випливає з Фіг. 10(а), 10(b), 11(а) і 11(b), в обох варіантах процесу утворення канавок жорсткість в ободовому напрямку має тенденцію до зниження в міру збільшення глибини канавки, але вона істотно збільшується порівняно з сигаретою з одношарового паперу, взятого для порівняння, що підтверджує можливість одержання достатньої жорсткості тримача інгалятора аромату. Що стосується способу утворення канавок, було підтверджено, що будьякий спосіб дозволяє одержати достатню міцність. Фіг. 10(а) і 11(а) конкретно показують, що процес утворення надрізаних канавок дозволяє одержати велику міцність в ободовому напрямку порівняно з процесом втиснення в діапазоні, коли глибина канавки становить 60-80 % товщини товстого паперу. Як описано вище, паперова трубка за винаходом може знизити вплив сорбції смакового компонента адгезивом, оскільки використовувана кількість адгезиву невелика, а також може знизити імовірність роз'єднання накладеної ділянки і утворення зморшок на поверхні паперової трубки, що є переважним для інгалятора аромату. Інгалятор аромату, в якому вищеописана паперова трубка використовується як тримач, може стабільно утримувати форму за рахунок міцності паперової трубки, і запобігає впливу адгезиву на смак, і користувач може насолоджуватися смаком, використовуючи такий інгалятор аромату. Далі, інгалятор аромату недорогий у виробництві порівняно з варіантом, в якому тримач виготовлений з інших матеріалів, таких, як метал або пластик. У вище представленому описі паперова трубка, яка використовується для паперового трубчастого тримача так званих смакових інгаляторів 10А і 10В бездимного типу, що має охолоджувальний елемент 13, показаний на Фіг. 3 і 4, описана як переважний варіант, але вищеописана паперова трубка 1 може використовуватися для інгалятора аромату 10С оригінального типу, показаного на Фіг. 12, в якому відсутній охолоджувальний елемент. Потрібно зазначити, що його повторний опис опускається, і на кресленні застосовуються ті ж посилальні позиції, що і на Фіг. 3 і 4. Коли паперова трубка використовується як кільцевий посилюючий елемент порожнистої ділянки, розташованої всередині інгалятора аромату або використовується як позиціонуючий елемент для елементів конструкції, можна використовувати наступну конфігурацію. У цій конфігурації товстий папір зігнутий і торці (бічних) країв просто введені в контакт один з одним, або товстому паперу надана дугоподібна форма, в якій товстий папір зігнутий, і зігнутий товстий папір має довжину окружності, що дорівнює 2/3 або більше загальної довжини окружності порожнистої ділянки. Очікуваний ефект посилюючого або позиціонуючого елемента забезпечується також і в тому випадку, якщо циліндрична форма утворена без використання адгезиву. Даний винахід не обмежується описаними варіантами. Даний винахід може бути реалізований в різних варіантах, що не виходять за межі об'єму даного винаходу. Позиції на кресленнях 1- паперова трубка (паперовий трубчастий тримач) 2- товстий папір 2wr - накладена ділянка 3- канавка 4- ущільнювальний елемент 10а, 10b - інгалятор аромату бездимного типу 10с- інгалятор аромату оригінального типу 11- джерело нагрівання 12- джерело аромату 13- охолоджувальний елемент 14- мундштук 8 UA 108723 C2 ФОРМУЛА ВИНАХОДУ 5 10 15 20 25 30 35 40 45 50 1. Паперова трубка з одношарового товстого паперу, утворена у вигляді циліндричного порожнистого корпусу шляхом згинання товстого паперу, який має прямокутну форму, і з'єднання обох бічних крайових ділянок товстого паперу, причому: 2 2 вказаний товстий папір має питому вагу від 100 г/м або більше до 300 г/м або менше, товщину 3 від 150 мкм або більше до 500 мкм або менше і щільність 0,5 г/м або більше, а діаметр циліндричного порожнистого корпусу становить від 5 мм або більше до 8 мм або менше, на зовнішній або на внутрішній поверхні циліндричного порожнистого корпусу утворена множина канавок, паралельних до осьової лінії циліндричного порожнистого корпусу. 2. Паперова трубка з одношарового товстого паперу, утворена у вигляді циліндричного порожнистого корпусу шляхом згинання товстого паперу, який має прямокутну форму, і з'єднання обох бічних крайових ділянок товстого паперу, причому: 2 2 вказаний товстий папір має питому вагу від 100 г/м або більше до 300 г/м або менше, товщину 3 від 150 мкм або більше до 500 мкм або менше і щільність 0,5 г/м або більше, а діаметр циліндричного порожнистого корпусу становить від 5 мм або більше до 8 мм або менше, на зовнішній або на внутрішній поверхні циліндричного порожнистого корпусу утворена множина канавок, які мають форму сітки відносно осьової лінії циліндричного порожнистого корпусу. 3. Трубка за будь-яким з пп. 1 або 2, в якій накладена ділянка утворена шляхом накладання однієї ділянки бічного краю на іншу і склеювання обох ділянок бічних країв. 4. Трубка за будь-яким з пп. 1 або 2, в якій циліндричний порожнистий корпус утворений шляхом з'єднання торців країв впритул і склеювання ділянок бічних країв із використанням ущільнювального елемента, що перекриває ділянки бічних країв. 5. Трубка за будь-яким з пп. 1-4, в якій кожна канавка містить надрізану ділянку лінійної форми, утворену видаленням частини товстого паперу лінійним способом вздовж осьової лінії циліндричного порожнистого корпусу. 6. Трубка за будь-яким з пп. 1-4, в якій кожна канавка містить втиснуте заглиблення лінійної форми, утворене на поверхні товстого паперу вздовж осьової лінії циліндричного порожнистого корпусу. 7. Трубка за будь-яким з пп. 1-6, в якій канавки розташовані з однаковими інтервалами в обводовому напрямку циліндричного порожнистого корпусу. 8. Трубка за п. 7, в якій глибина кожної канавки дорівнює від 60 % або більше до 90 % або менше товщини товстого паперу, і інтервал між парою сусідніх канавок становить від 1 мм і більше до 2 мм і менше. 9. Трубка за будь-яким з пп. 3 або 4, в якій бічні крайові ділянки склеєні харчовим адгезивом, вибраним з групи, яка містить КМЦ-Na, вінілацетат, етиленвінілацетат, пулулан і пектин. 10. Трубка за будь-яким з пп. 1-9, в якій товстий папір виготовлений способом без використання зв'язуючого. 11. Інгалятор аромату, який містить: паперову трубку за будь-яким з пп. 1-10, джерело нагрівання, яке утримується на одному кінці паперової трубки, і джерело аромату, розташоване в паперовій трубці, яке генерує смак, використовуючи теплоту, яка генерується джерелом нагрівання. 12. Інгалятор за п. 11, в якому: охолоджувальний елемент, розташований між джерелом нагрівання і джерелом аромату, який охолоджує повітря, нагріте джерелом нагрівання, і рухається до джерела аромату. 13. Інгалятор за п. 11, в якому джерело аромату містить капсулу, яка руйнується, в якій знаходиться смаковий компонент. 14. Інгалятор за будь-яким з пп. 11-13, в якому паперова трубка за будь-яким з пп. 1-10 використовується як посилюючий елемент внутрішньої порожнистої ділянки або як позиціонуючий елемент для елемента конструкції. 9 UA 108723 C2 10 UA 108723 C2 11 UA 108723 C2 12 UA 108723 C2 13 UA 108723 C2 14 UA 108723 C2 15 UA 108723 C2 Комп’ютерна верстка О. Рябко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 16
ДивитисяДодаткова інформація
Назва патенту англійськоюPaper tube and flavor-suctioning tool using same
Автори англійськоюShinozaki, Yasuhiro, Azegami, Yosuke, Akiyama, Takeshi, Yamada, Manabu, Hasegawa, Takashi, Tarora, Masafumi
Автори російськоюСинодзаки Ясухиро, Адзегами Йосуке, Акияма Такеси, Ямада Манабу, Хасегава Такаси, Тарора Масафуми
МПК / Мітки
МПК: A24F 13/02, A24C 5/14, A24F 47/00, B31F 1/08
Мітки: інгалятор, аромату, паперова, трубка
Код посилання
<a href="https://ua.patents.su/18-108723-paperova-trubka-jj-ingalyator-aromatu.html" target="_blank" rel="follow" title="База патентів України">Паперова трубка й інгалятор аромату</a>
Трубка для вдихання аромату
Номер патенту: 101940
Опубліковано: 13.05.2013
Автори: Ісіі Сіндзі, Ватанабе Томоіті
МПК: A24F 47/00, A61M 15/06
Мітки: трубка, вдихання, аромату
Формула / Реферат:
1. Трубка для вдихання аромату, що містить:трубчастий корпус трубки, що має відкритий дистальний кінець і відкритий проксимальний кінець;циліндричний картридж для генерування аромату, з можливістю видалення розміщений у вказаному корпусі трубки і заповнений генеруючим аромат матеріалом, з якого випаровується аромат, причому вказаний картридж для генерування аромату дозволяє повітрю протікати від дистального кінця до...
Інгалятор аромату ненагрівального типу і спосіб виготовлення ароматичного картриджа для інгалятора аромату ненагрівального типу
Номер патенту: 104557
Опубліковано: 10.02.2014
Автори: Ямада Манабу, Мацумото Хірофумі, Ямада Ацуро, Ватанабе Томоіті, Катаяма Кадзухіко, Сінкава Такесі
МПК: A61M 15/06, A24F 47/00
Мітки: інгалятор, аромату, інгалятора, виготовлення, типу, ароматичного, картриджа, ненагрівального, спосіб
Формула / Реферат:
1. Інгалятор аромату ненагрівального типу, що містить:порожнистий тримач, що має вісь, при цьому тримач містить передній кінець, задній кінець, який виконує функцію мундштукового кінця, отвір припливу атмосферного повітря, і проточний канал, обмежений в тримачі і виконаний з можливістю спрямування атмосферного повітря, яке впускається з отвору припливу атмосферного повітря, до мундштукового кінця; іароматичний картридж, що має...
Матеріал, що вивільняє тютюновий аромат, і інгалятор тютюнового аромату ненагрівального типу, який його містить
Номер патенту: 107388
Опубліковано: 25.12.2014
Автори: Накагава Ясухіро, Татемацу Тадасі, Тіда Масахіро
МПК: A24F 47/00, A61M 15/06, A24B 13/00, A24B 15/32, A24B 15/42
Мітки: тютюнового, тютюновій, ненагрівального, аромату, матеріал, інгалятор, вивільняє, містить, аромат, типу
Формула / Реферат:
1. Матеріал, що вивільняє тютюновий аромат, що містить гранули, які містять(a) подрібнений тютюновий матеріал,(b) воду,(c) зволожувальний агент, що містить багатоатомний спирт,(d) щонайменше один рН-регулюючий агент, вибраний з групи, що складається з карбонату калію і гідрокарбонату натрію, і(e) щонайменше одне зв'язуюче, вибране з групи, що складається з пулулану і гідроксипропілцелюлози.2. Матеріал...
Паперова форма для випічки і упаковки пасок

Номер патенту: 43834
Опубліковано: 25.08.2009
Автор: Другова Наталя Володимирівна
МПК: A21B 5/00
Мітки: паперова, випічки, форма, пасок, упаковки
Формула / Реферат:
1. Паперова форма для випічки пасок, що містить циліндричну бічну поверхню, сполучену з дном форми, яка відрізняється тим, що забезпечена принаймні однією етикеткою, розташованою на зовнішній циліндричній бічній поверхні форми, при цьому площа поверхні етикетки складає не менше 1/32 від площі циліндричної бічної поверхні форми, а дно форми має круглу форму, на якому виконані мікроперфорації, причому об'єм форми більше 50 мм3.2....
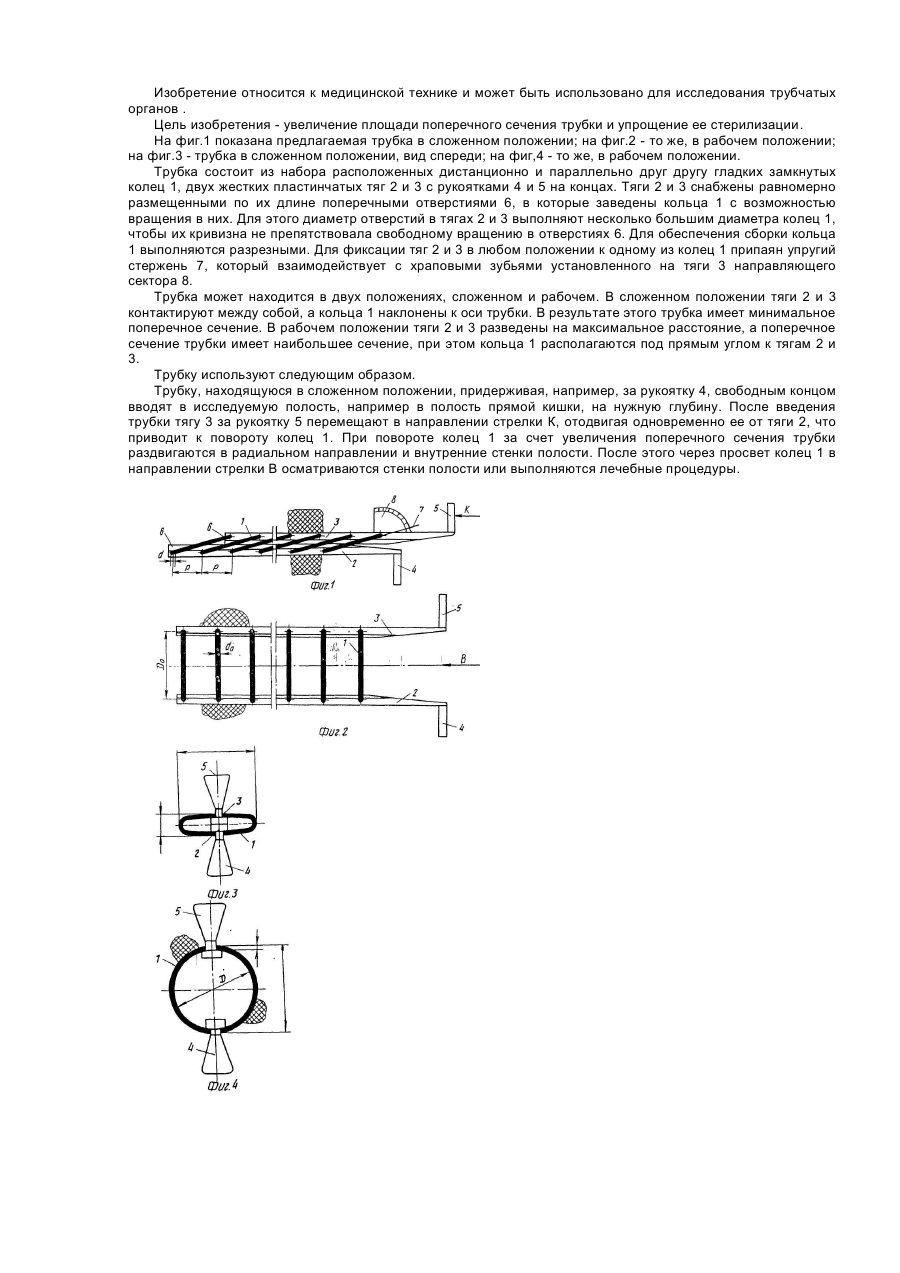
Трубка для ендоскопії
Номер патенту: 66425
Опубліковано: 17.05.2004
Автори: Ковальчук Олександр Іванович, Юрьєв Леонід Парфирович, Тривайло Михайло Семенович, Тривайло Меланія Матвіївна, Юрьєв Константин Леонідович
МПК: A61B 1/00
Мітки: трубка, ендоскопії
Формула / Реферат:
Трубка для эндоскопии, содержащая корпус переменного поперечного сечения, состоящий из двух жестких пластинчатых тяг с поперечными отверстиями, в которых размещены жесткие скобы, отличающаяся тем, что, с целью увеличения площади поперечного сечения трубки и упрощения ее стерилизации, пластинчатые тяги установлены с возможностью перемещения вдоль жестких скоб, выполненных в виде гладких замкнутых колец.
Попередній патент: Спосіб прогнозування ефективності променевої терапії у хворих на рак прямої кишки
Наступний патент: Пристрій для визначення розміщення та контролю протикорозійного захисту підземних трубопроводів
Випадковий патент: Спосіб одержання тетрахлориду титану