Залізничне лите сталеве колесо
Формула / Реферат
1. Залізничне лите сталеве колесо, яке містить:
маточину, що містить осьовий отвір;
обід, концентричний з отвором; і
диск, що проходить радіально від маточини до обода, причому диск містить передню поверхню та задню поверхню, велику кількість спиць, що проходять від маточини до обода, при цьому суміжні спиці характеризуються різними значеннями товщини, обмеженими між передньою поверхнею та задньою поверхнею, при цьому задня поверхня диска не є безперервною й обмежена групою ребер і порожнин, що обмежують відповідні спиці, і причому спиці містять кінці, суміжні з маточиною, і кінці, суміжні з ободом, причому спиці містять у собі групу розташованих по окружності й основних і допоміжних спиць, що чергуються, при цьому значення товщини допоміжних спиць в області кінців, суміжних із маточиною, менше, ніж значення товщини основних спиць в області кінців, суміжних із маточиною, і значення товщини допоміжних спиць в області кінців, суміжних із ободом, дорівнюють значенням товщини основних спиць в області кінців, суміжних із ободом, і значення товщини основних спиць зменшується уздовж радіальної довжини від маточини до обода, а значення товщини допоміжних спиць є в цілому постійним уздовж радіальної довжини від маточини до обода.
2. Залізничне колесо за п. 1, в якому спиці виконані як одне ціле та сформовані під час виливання залізничного колеса так, щоб диск проходив безупинно між маточиною й ободом.
3. Залізничне колесо за п. 1, в якому спиці включають групу розташованих по окружності й основних і допоміжних спиць, що чергуються, при цьому основні спиці є більш товстими, ніж суміжні допоміжні спиці, а допоміжні спиці є більш тонкими, ніж суміжні основні спиці.
4. Залізничне колесо за п. 3, в якому основні спиці містять ребра, які збільшують товщину основних спиць, при цьому допоміжні спиці характеризуються наявністю порожнин, обмежених між ребрами зовні спиць.
5. Залізничне колесо за п. 1, в якому спиці містять бортики, що визначають межі між суміжними спицями.
6. Залізничне колесо за п. 1, в якому різниця значень товщини між суміжними спицями в цілому зменшується у напрямку радіально назовні уздовж спиць.
7. Залізничне лите сталеве колесо, яке містить:
маточину, що містить осьовий отвір;
обід, концентричний з отвором; і
диск, що проходить по суті радіально від маточини до обода, причому диск містить передню поверхню та задню поверхню, і характеризується товщиною, обмеженою між передньою та задньою поверхнями;
при цьому диск на задній поверхні містить групу розташованих по окружності та ребер і порожнин, що чергуються, при цьому товщина диска в області ребер перевищує товщину диска в області суміжних порожнин, і товщина диска в області порожнин менше товщини диска в області суміжних ребер, і при цьому ребра складаються зі спиць, і причому спиці містять у собі кінці, суміжні з маточиною, і кінці, суміжні з ободом, при цьому спиці містять у собі групу розташованих по окружності й основних і допоміжних спиць, що чергуються, при цьому значення товщини допоміжних спиць в області кінців, суміжних із маточиною, менше, ніж значення товщини основних спиць в області кінців, суміжних із маточиною, і значення товщини допоміжних спиць в області кінців, суміжних із ободом, дорівнюють значенням товщини основних спиць в області кінців, суміжних із ободом, і значення товщини основних спиць зменшується уздовж радіальної довжини від маточини до обода, а значення товщини допоміжних спиць є в цілому постійним уздовж радіальної довжини від маточини до обода.
8. Залізничне колесо за п. 7, в якому різниця значень товщини диска уздовж ребер і товщини диска уздовж порожнин у цілому зменшується у напрямку радіально назовні від маточини.
9. Залізничне колесо за п. 7, в якому диск містить бортики, що визначають межі між ребрами і порожнинами.
10. Залізничне колесо за п. 7, в якому ребра займають приблизно половину площі диска, і порожнини займають приблизно половину площі диска.
11. Залізничне колесо за п. 7, в якому диск містить приблизно від чотирьох до восьми ребер із обмеженими між ними порожнинами.
12. Залізничне колесо за п. 7, в якому ребра та порожнини обмежують приблизно рівні зрізані сектори диска.
13. Залізничне колесо за п. 7, в якому диск уздовж ребер є більш товстим поблизу маточини і більш тонким поблизу обода.
14. Залізничне колесо за п. 7, в якому ребра та порожнини виконані як на передній поверхні, так і на задній поверхні, при цьому ребра на передній та задній поверхнях по суті співпадають один із одним, і порожнини на передній та задній поверхнях по суті співпадають одна з одною.
15. Ливарна установка для виготовлення залізничного литого сталевого колеса за будь-яким із пп. 1-14, яка містить:
ківш для втримання розплавленого металу;
ливарну форму для приймання розплавленого металу, що надходить з ковша, при цьому форма містить верхню секцію та нижню секцію, причому між ними обмежена порожнина ливарної форми, яка характеризується належною формою для утворення залізничного колеса, при цьому верхня секція містить першу поверхню, що формує порожнину, яка обмежує частину порожнини ливарної форми, і нижня секція містить другу поверхню, що формує порожнину, яка обмежує частину порожнини ливарної форми, причому щонайменше одна з першої та другої поверхонь, що формують порожнину, містить групу розташованих по окружності та виступів і порожнин, що чергуються, які при виливанні формують відповідні ребра та порожнини на поверхні залізничного колеса.
16. Ливарна установка за п. 15, яка додатково містить ливарний сердечник для формування маточини в зборі, розташований у ливарній формі радіально по центру порожнини ливарної форми, при цьому ливарний сердечник для формування маточини в зборі містить літник маточини, виконаний з можливістю приймання під час виливання надлишкового розплавленого металу, причому літник маточини забезпечує подачу зайвого розплавленого металу в порожнину ливарної форми під час охолодження та затвердіння залізничного колеса, при цьому більший обсяг розплавленого металу протікає у порожнину ливарної форми через область, що відповідає порожнинам, ніж через область, що відповідає виступам.
17. Ливарна установка за п. 15, в якій перша поверхня, що формує порожнину, є по суті плавною та безперервною, і не характеризується наявністю виступів і порожнин, а друга поверхня, що формує порожнину, характеризується наявністю виступів і порожнин.
18. Ливарна установка за п. 15, в якій бортики проходять між виступами і порожнинами, при цьому бортики по суті перпендикулярні відповідній першій або другій поверхні, що формує порожнину.
19. Ливарна установка за п. 15, в якій виступи займають приблизно половину відповідної поверхні, що формує порожнину, і порожнини займають приблизно половину відповідної поверхні, що формує порожнину.
20. Ливарна установка за п. 15, в якій виступи і порожнини обмежують приблизно рівні зрізані сектори відповідної поверхні, що формує порожнину.
21. Ливарна установка за п. 15, в якій порожнина ливарної форми характеризується наявністю по суті постійної товщини між першою та другою поверхнями, що формують порожнину, уздовж зазначених виступів при переміщенні у напрямку радіально назовні уздовж зазначених виступів, і порожнина ливарної форми характеризується наявністю в цілому зменшуваної товщини між першою та другою поверхнями, що формують порожнину, уздовж зазначених порожнин при переміщенні у напрямку радіально назовні уздовж зазначених порожнин.
22. Спосіб виготовлення залізничного литого сталевого колеса за будь-яким із пп. 1-14, який передбачає:
надання ливарної форми, що характеризується наявністю верхньої секції та нижньої секції, при цьому між ними обмежена порожнина ливарної форми, що характеризується належною формою для утворення залізничного колеса;
при цьому верхня секція містить першу поверхню, що формує порожнину, яка обмежує частину порожнини ливарної форми, і нижня секція містить другу поверхню, що формує порожнину, яка обмежує частину порожнини ливарної форми, причому щонайменше одна з першої та другої поверхонь, що формують порожнину, характеризується наявністю групи розташованих по окружності та виступів і порожнин, що чергуються, які формують відповідні ребра та порожнини на поверхні залізничного колеса;
при цьому верхня секція містить розташовану радіально в центрі частину, що формує маточину, і нижня секція містить розташовану радіально в центрі частину, що формує маточину;
заливання розплавленого металу в частини, що формують маточину, нижньої секції та верхньої секції таким чином, щоб розплавлений метал розповсюджувався за порожниною ливарної форми як у верхній секції, так і в нижній секції;
заливання розплавленого металу в літник маточини, розташований на одній осі з частинами, що формують маточину, при цьому розплавлений метал у літнику маточини використовують для подачі розплавленого металу в порожнину ливарної форми після припинення заливання розплавленого металу;
при цьому більший обсяг розплавленого металу протікає у порожнину ливарної форми через області, що відповідають зазначеним порожнинам, ніж через області, що відповідають зазначеним виступам.
23. Спосіб за п. 22, у якому порожнина ливарної форми характеризується товщиною, обмеженою між першою та другою поверхнями, що формують порожнину, при цьому товщина порожнини ливарної форми в областях, що відповідають порожнинам, перевищує товщину порожнини ливарної форми в областях, що відповідають виступам.
24. Спосіб за п. 22, який додатково передбачає заливання самопливом розплавленого металу з літника маточини у порожнину ливарної форми при охолодженні та затвердінні залізничного колеса, при цьому зазначені порожнини забезпечують більшу область у порожнині ливарної форми для потоку розплавленого металу, ніж виступи.
Текст
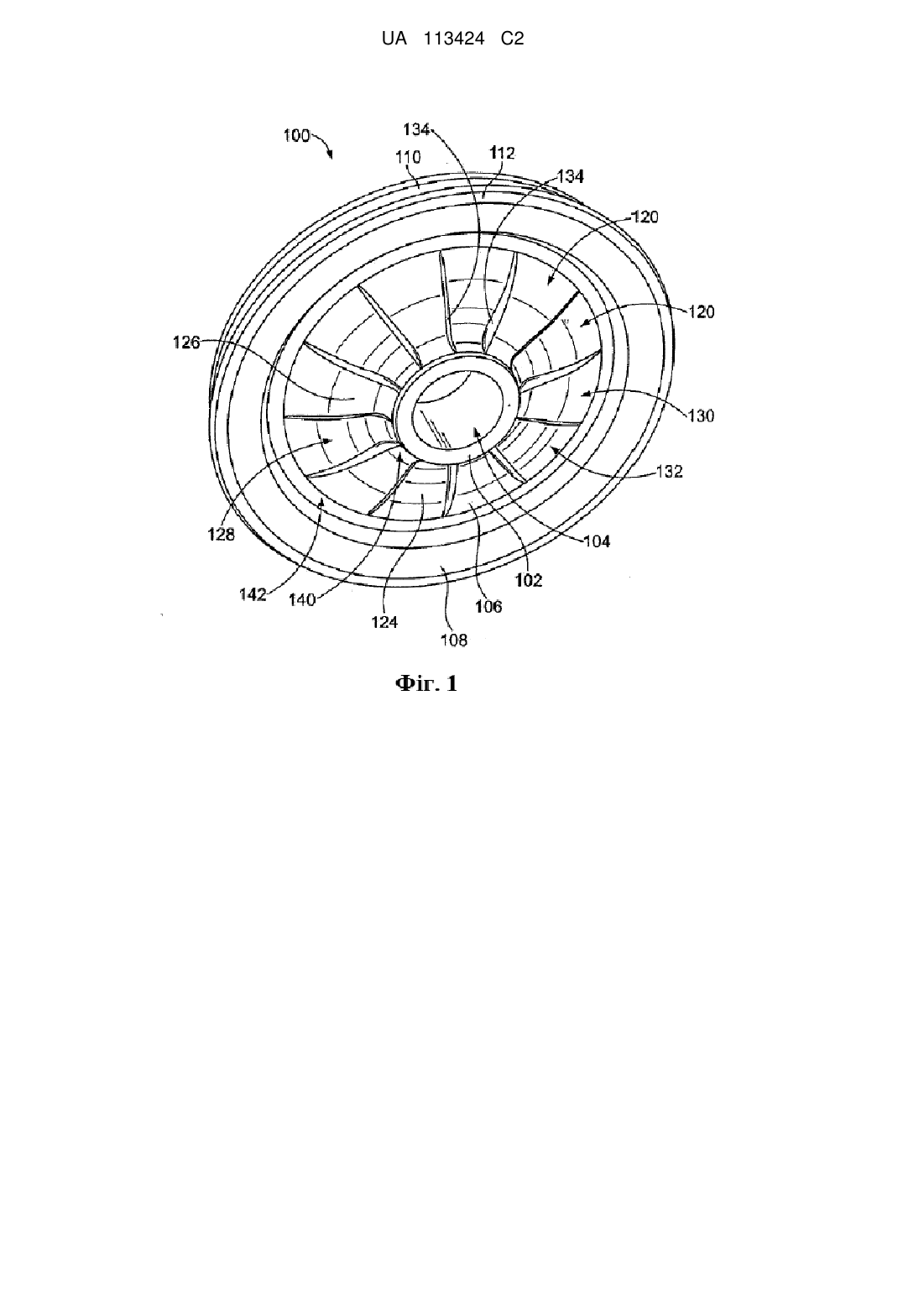
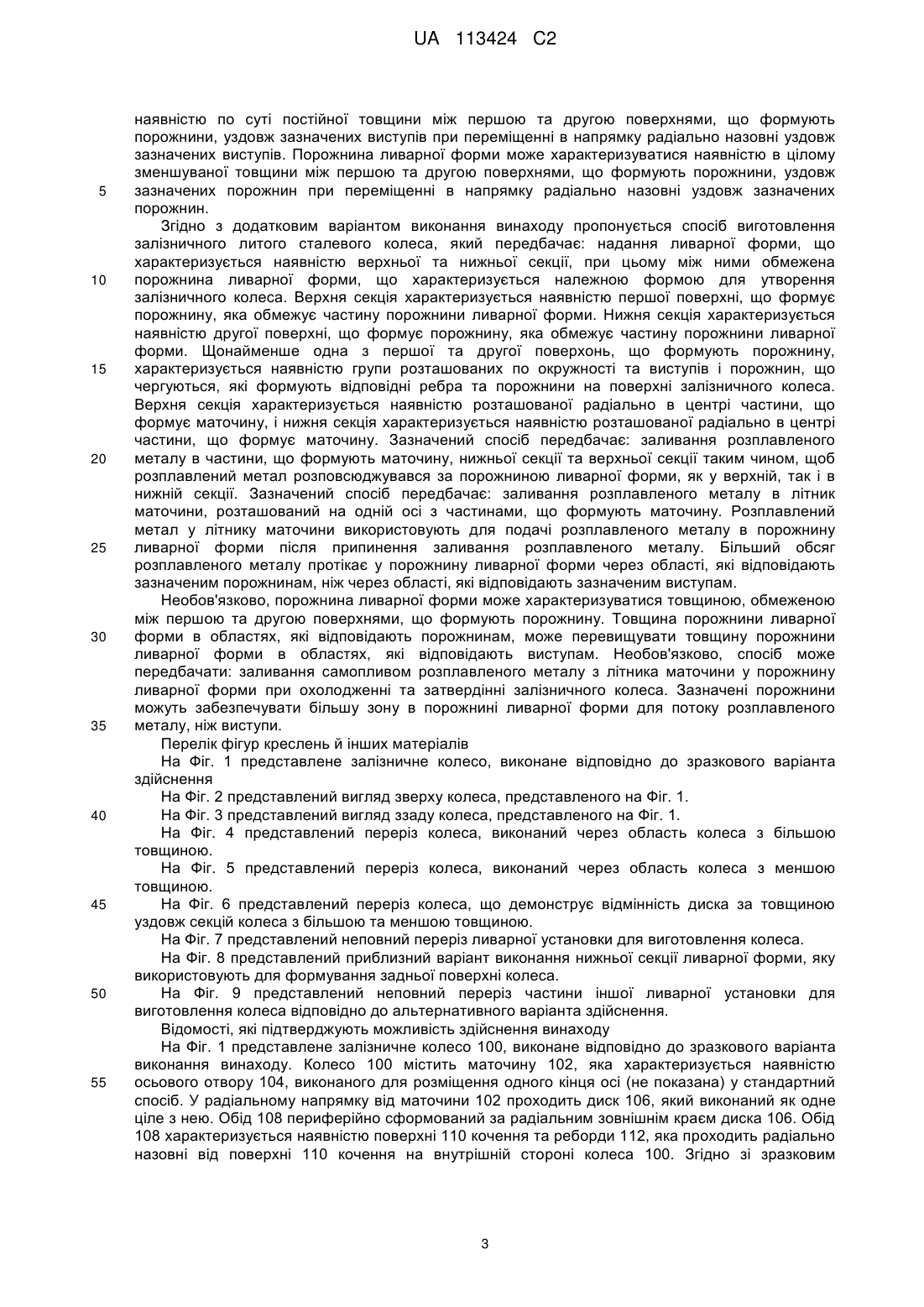
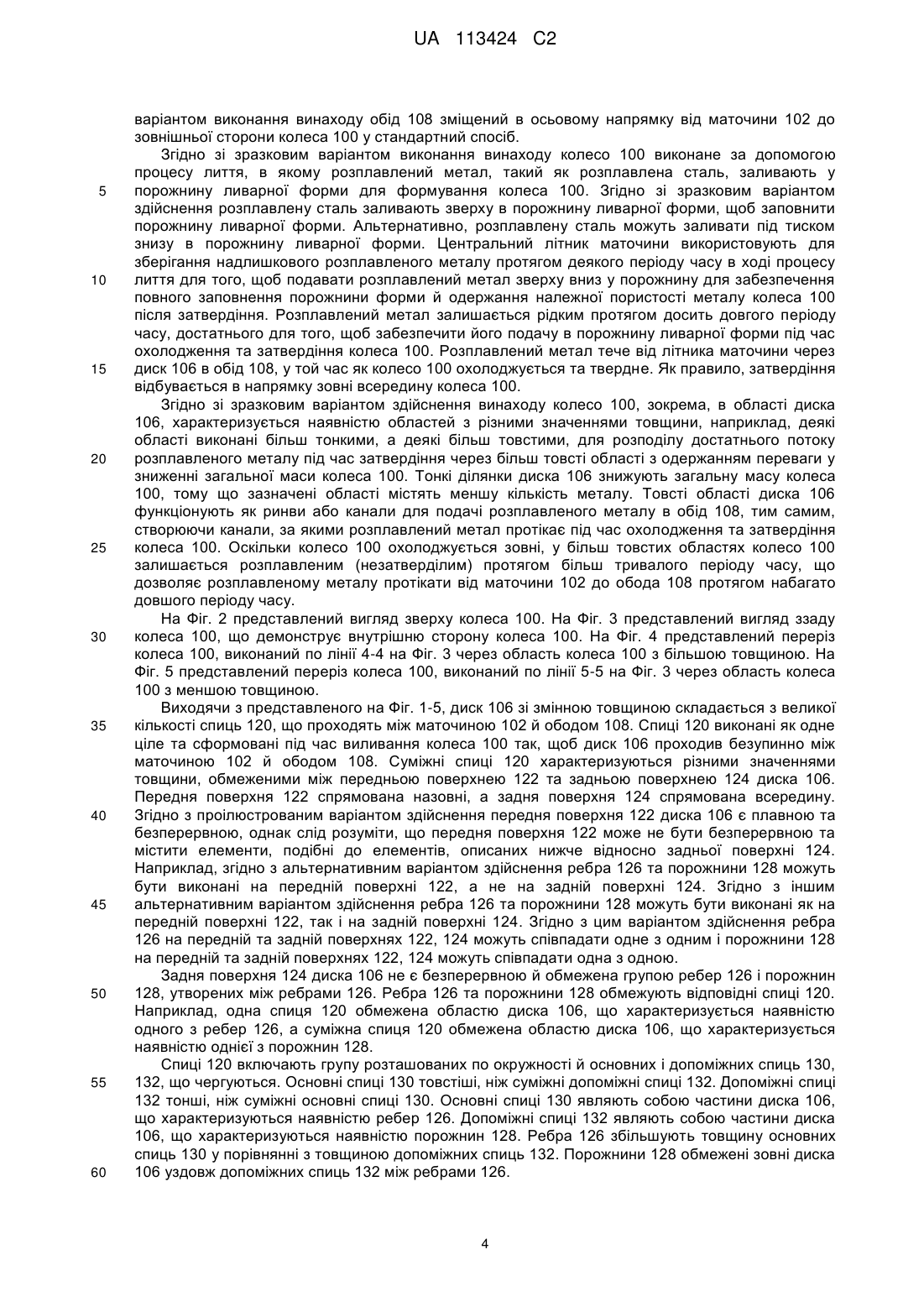
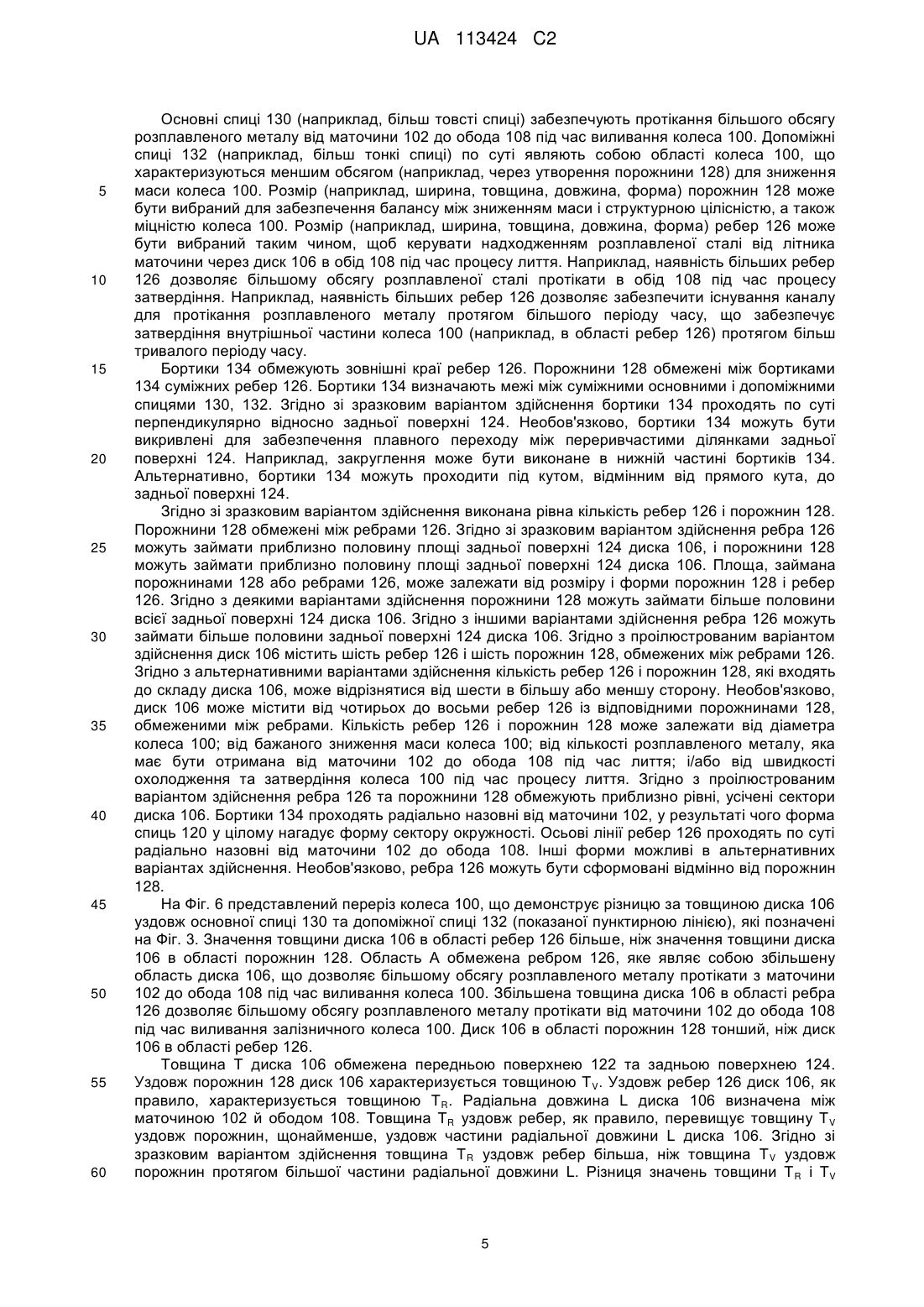
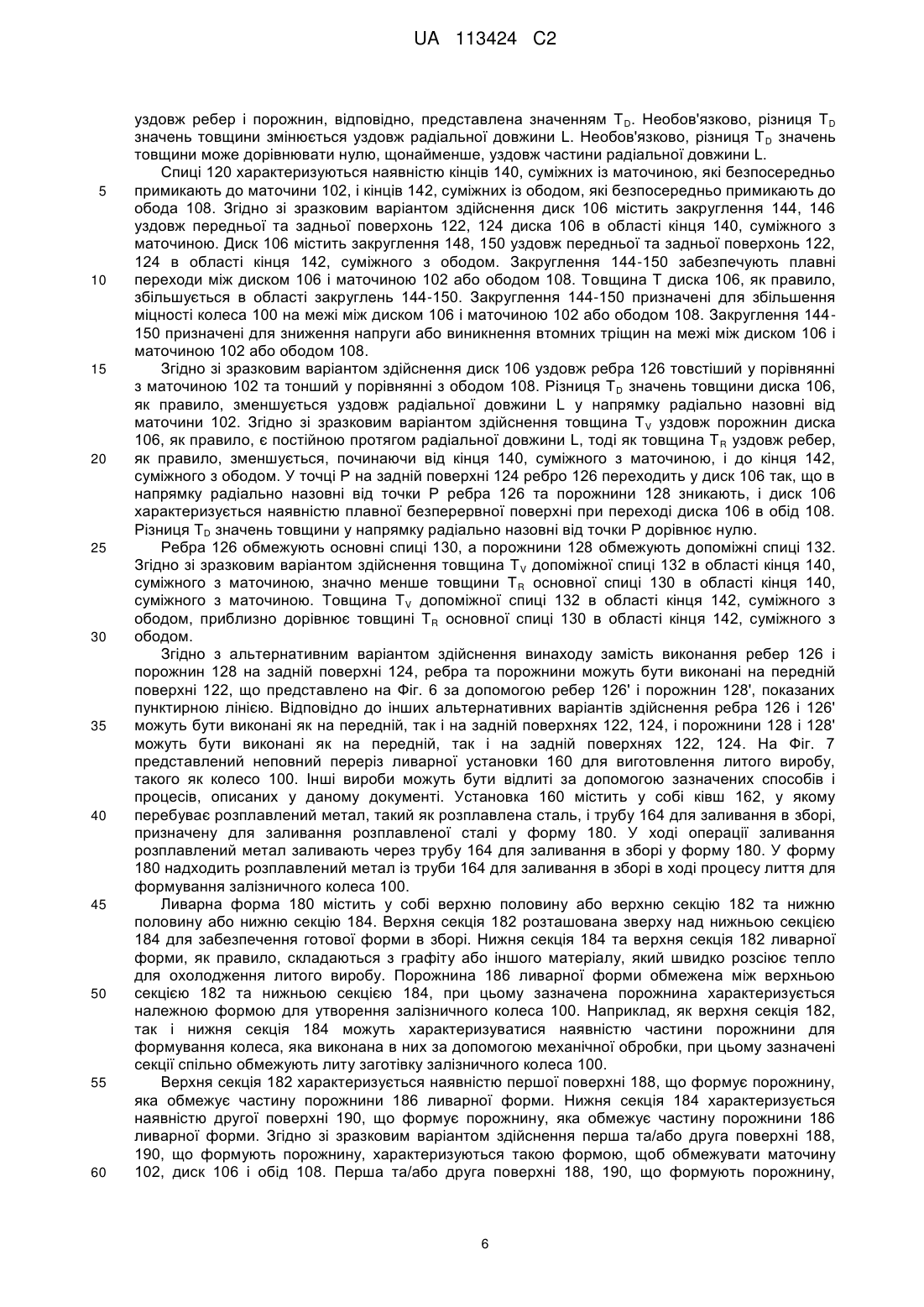
Реферат: Залізничне лите сталеве колесо містить маточину, що містить осьовий отвір, обід, концентричний з отвором, диск, що проходить радіально від маточини до обода, причому диск містить передню поверхню та задню поверхню, множину спиць, що проходять від маточини до обода, при цьому суміжні спиці характеризуються різними значеннями товщини, обмеженими між передньою поверхнею та задньою поверхнею, при цьому задня поверхня диска не є безперервною й обмежена групою ребер і порожнин, що обмежують відповідні спиці, і причому спиці містять кінці, суміжні з маточиною, і кінці, суміжні з ободом, причому спиці містять у собі групу розташованих по окружності й основних і допоміжних спиць, що чергуються, при цьому значення товщини допоміжних спиць в області кінців, суміжних із маточиною, менше, ніж значення товщини основних спиць в області кінців, суміжних із маточиною, і значення товщини допоміжних спиць в області кінців, суміжних із ободом, дорівнюють значенням товщини основних спиць в області кінців, суміжних із ободом, і значення товщини основних спиць зменшується уздовж радіальної довжини від маточини до обода, а значення товщини допоміжних спиць є в цілому постійним уздовж радіальної довжини від маточини до обода. UA 113424 C2 (12) UA 113424 C2 UA 113424 C2 5 10 15 20 25 30 35 40 45 50 55 Об'єкт даного винаходу, у цілому, відноситься до литих виробів, отриманих за допомогою процесу лиття. Попередній рівень техніки Сталеві залізничні колеса виготовляють за допомогою процесу лиття, у ході якого розплавлену сталь відливають у механічно оброблену графітову форму. Як правило, форма містить у собі верхню половину або верхню частину, яка зазвичай являє собою графітовий блок, і нижню половину або нижню частину, яка також у більшості випадків являє собою графітовий блок. Верхню частину або передню поверхню виробу, що відливається, формують за допомогою механічної обробки у верхній частині ливарної форми, а нижню частину або задню поверхню виробу, що відливається, формують за допомогою механічної обробки у нижній частині ливарної форми. Ливарна форма містить у собі секції, які формують маточину, диск і обід залізничного колеса. Після об'єднання верхньої та нижньої секції ливарної форми для одержання готової ливарної форми, зазначену готову форму встановлюють на місці розливання, де розплавлену сталь відливають в отвір ливарної форми для того, щоб сформувати маточину, диск і обід залізничного колеса. У деяких відомих ливарних установках виконаний центральний літник у верхній секції ливарної форми для того, щоб додатковий розплавлений метал міг утримуватися з метою заповнення форми у напрямку зверху вниз під час охолодження та затвердіння залізничного колеса відразу після заливання. Існують прийняті норми, які встановлюють пористість сталевих залізничних коліс, яких потрібно дотримуватись через виконання центрального літника, щоб утримувати належний об'єм металу для заповнення в напрямку зверху вниз у форми під час охолодження та затвердіння колеса. Після заповнення порожнини форми і центрального літника, виливок металу зупиняють та потім графітову форму видаляють з ділянки розливання, надаючи сталі достатньо часу для затвердіння перед поділом верхньої та нижньої секцій ливарної форми. У механічно обробленій графітовій формі графіт поглинає тепло від розплавленої сталі так, що розплавлений метал, який формує колесо, досить швидко остигає та твердне на зовнішній поверхні, яка взаємодіє з графітом. Це дозволяє забезпечити високу швидкість виробництва коліс, тому що верхня частина та нижня частина ливарної форми можуть бути досить швидко розділені незабаром після здійснення заливання, тим самим, забезпечуючи належне охолодження колеса, а також проведення іншої термічної обробки у процесі його виготовлення. У зв'язку зі швидким поглинанням тепла від розплавленої сталі графітовою формою, диск між маточиною й ободом прийнято виконувати досить товстим для того, щоб його центральна частина залишалася розплавленою протягом достатньої кількості часу, з метою забезпечення протікання надлишкового розплавленого металу в центральному літнику з маточини у диск і далі в обід для створення бажаної пористості залізничного колеса. Додаткова товщина диска збільшує загальну масу залізничного колеса. Згодом, надлишковий матеріал диска може бути вилучений шляхом механічної обробки, однак цей процес збільшує час виробничого процесу, а також вартість готового виробу. Існує необхідність у зменшенні кількості матеріалу, з якого формують диск, при цьому диск повинен залишатися розплавленим досить довго для того, щоб забезпечити бажану пористість залізничного литого сталевого колеса. Сутність винаходу Відповідно до одного варіанта здійснення винаходу пропонується залізничне лите сталеве колесо, що характеризується наявністю маточини, яка характеризується наявністю осьового отвору. Обід є концентричним із зазначеним отвором. Диск проходить по суті радіально від маточини до обода. Диск характеризується наявністю передньої поверхні та задньої поверхні. Диск характеризується наявністю великої кількості спиць, що проходять від маточини до обода. Суміжні спиці характеризуються різними значеннями товщини, обмеженими між передньою поверхнею та задньою поверхнею. Необов'язково товстіші спиці можуть забезпечувати протікання більшого обсягу розплавленого металу від маточини до обода під час виливання залізничного колеса. Спиці виконані як одне ціле та сформовані під час виливання залізничного колеса так, щоб диск міг проходити безупинно між маточиною й ободом. Необов'язково, спиці можуть включати групу розташованих по окружності і тих, що чергуються, основних і допоміжних спиць. Основні спиці можуть бути більш товстими, ніж суміжні допоміжні спиці. Допоміжні спиці можуть бути більш тонкими, ніж суміжні основні спиці. Основні спиці можуть включати ребра, які збільшують їх товщину. Допоміжні спиці можуть характеризуватися наявністю порожнин, обмежених між ребрами зовні спиць. 1 UA 113424 C2 5 10 15 20 25 30 35 40 45 50 55 60 Необов'язково, передня поверхня диска може бути плавною та безперервною. Задня поверхня диска може не бути безперервною та може бути обмежена групою ребер і порожнин, що обмежують відповідні спиці. Спиці можуть характеризуватися наявністю бортиків, що визначають межі між суміжними спицями. Різниця значень товщини між суміжними спицями може в цілому зменшуватися у напрямку радіально назовні уздовж спиць. Необов'язково, спиці можуть характеризуватися наявністю кінців, суміжних із маточиною, і кінців, суміжних із ободом. Значення товщини допоміжних спиць в області кінців, суміжних із маточиною, можуть бути значно менше, ніж значення товщини основних спиць в області кінців, суміжних із маточиною. Значення товщини допоміжних спиць в області кінців, суміжних із ободом, можуть приблизно дорівнювати значенням товщини основних спиць в області кінців, суміжних із ободом. Згідно з іншим варіантом виконання пропонується залізничне лите сталеве колесо, що характеризується наявністю маточини, яка характеризується наявністю осьового отвору. Обід є концентричним із зазначеним отвором. Диск проходить по суті радіально від маточини до обода. Диск характеризується наявністю передньої поверхні та задньої поверхні. Диск характеризується товщиною, обмеженою між передньою та задньою поверхнями. Диск щонайменше на одній з передньої поверхні та задньої поверхні характеризується наявністю групи розташованих по окружності та ребер і порожнин, які чергуються. Товщина в області ребер перевищує товщину в області суміжних порожнин, а товщина в області порожнин менша за товщину в області суміжних ребер. Необов'язково, товстіші ребра можуть забезпечити протікання більшого обсягу розплавленого металу з маточини до обода під час виливання залізничного колеса. Різниця значень товщини диска уздовж ребер і товщини диска уздовж порожнин може в цілому зменшуватися у напрямку радіально назовні від маточини. Диск може містити бортики, що визначають межі між ребрами і порожнинами. Необов'язково, ребра можуть займати приблизно половину площі диска, і порожнини можуть займати приблизно половину площі диска. Диск може містити приблизно від чотирьох до восьми ребер із розташованими між ними порожнинами. Ребра та порожнини можуть обмежувати приблизно рівні усічені сектори диска. Ребра можуть бути більш товстими поблизу маточини і більш тонкими поблизу обода. Необов'язково, ребра та порожнини можуть бути виконані як на передній поверхні, так і на задній. Ребра на передній та задній поверхні можуть співпадати у цілому одне з одним. Порожнини на передній та задній поверхні можуть у цілому співпадати одна з одною. Згідно з додатковим варіантом виконання винаходу пропонується ливарна установка для виготовлення залізничного литого сталевого колеса, яка містить ківш, призначений для втримання розплавленого металу. Зазначена установка містить ливарну форму, призначену для отримання розплавленого металу, що надходить з ковша. Зазначена форма характеризується наявністю верхньої та нижньої секції, причому між ними обмежена порожнина ливарної форми, яка характеризується належною формою для створення залізничного колеса. Верхня секція характеризується наявністю першої поверхні, що формує порожнину, обмежуючу частину порожнини ливарної форми. Нижня секція характеризується наявністю другої поверхні, що формує порожнину, обмежуючу частину порожнини ливарної форми. Щонайменше одна з першої та другої формуючих порожнину поверхонь характеризується наявністю групи розташованих по окружності та виступів і порожнин, що чергуються, які при виливанні формують відповідні ребра та порожнини на поверхні залізничного колеса. Необов'язково, зазначена установка може додатково містити ливарний сердечник для формування маточини в зборі, розташований у ливарній формі радіально по центру порожнини ливарної форми. Ливарний сердечник для формування маточини в зборі може характеризуватися наявністю літника маточини, сконфігурованого для отримання під час виливання надлишкового розплавленого металу. Літник маточини забезпечує подачу зайвого розплавленого металу до порожнини ливарної форми під час охолодження та затвердіння залізничного колеса. Більший обсяг розплавленого металу протікає до порожнини ливарної форми через область, що відповідає порожнинам, ніж через область, що відповідає виступам. Необов'язково, перша формуюча порожнину поверхня може бути у цілому плавною та безперервною, і може не характеризуватися наявністю виступів і порожнин, а друга формуюча порожнину поверхня характеризується наявністю виступів і порожнин. Необов'язково, бортики можуть проходити між виступами і порожнинами. Бортики можуть бути у цілому перпендикулярні до відповідної першої або другої поверхні, що формує порожнину. Необов'язково, виступи можуть займати приблизно половину відповідної поверхні, що формує порожнину, і порожнини можуть займати приблизно половину відповідної поверхні, що формує порожнину. Виступи і порожнини можуть обмежувати приблизно рівні усічені сектори відповідної поверхні, що формує порожнину. Порожнина ливарної форми може характеризуватися 2 UA 113424 C2 5 10 15 20 25 30 35 40 45 50 55 наявністю по суті постійної товщини між першою та другою поверхнями, що формують порожнини, уздовж зазначених виступів при переміщенні в напрямку радіально назовні уздовж зазначених виступів. Порожнина ливарної форми може характеризуватися наявністю в цілому зменшуваної товщини між першою та другою поверхнями, що формують порожнини, уздовж зазначених порожнин при переміщенні в напрямку радіально назовні уздовж зазначених порожнин. Згідно з додатковим варіантом виконання винаходу пропонується спосіб виготовлення залізничного литого сталевого колеса, який передбачає: надання ливарної форми, що характеризується наявністю верхньої та нижньої секції, при цьому між ними обмежена порожнина ливарної форми, що характеризується належною формою для утворення залізничного колеса. Верхня секція характеризується наявністю першої поверхні, що формує порожнину, яка обмежує частину порожнини ливарної форми. Нижня секція характеризується наявністю другої поверхні, що формує порожнину, яка обмежує частину порожнини ливарної форми. Щонайменше одна з першої та другої поверхонь, що формують порожнину, характеризується наявністю групи розташованих по окружності та виступів і порожнин, що чергуються, які формують відповідні ребра та порожнини на поверхні залізничного колеса. Верхня секція характеризується наявністю розташованої радіально в центрі частини, що формує маточину, і нижня секція характеризується наявністю розташованої радіально в центрі частини, що формує маточину. Зазначений спосіб передбачає: заливання розплавленого металу в частини, що формують маточину, нижньої секції та верхньої секції таким чином, щоб розплавлений метал розповсюджувався за порожниною ливарної форми, як у верхній, так і в нижній секції. Зазначений спосіб передбачає: заливання розплавленого металу в літник маточини, розташований на одній осі з частинами, що формують маточину. Розплавлений метал у літнику маточини використовують для подачі розплавленого металу в порожнину ливарної форми після припинення заливання розплавленого металу. Більший обсяг розплавленого металу протікає у порожнину ливарної форми через області, які відповідають зазначеним порожнинам, ніж через області, які відповідають зазначеним виступам. Необов'язково, порожнина ливарної форми може характеризуватися товщиною, обмеженою між першою та другою поверхнями, що формують порожнину. Товщина порожнини ливарної форми в областях, які відповідають порожнинам, може перевищувати товщину порожнини ливарної форми в областях, які відповідають виступам. Необов'язково, спосіб може передбачати: заливання самопливом розплавленого металу з літника маточини у порожнину ливарної форми при охолодженні та затвердінні залізничного колеса. Зазначені порожнини можуть забезпечувати більшу зону в порожнині ливарної форми для потоку розплавленого металу, ніж виступи. Перелік фігур креслень й інших матеріалів На Фіг. 1 представлене залізничне колесо, виконане відповідно до зразкового варіанта здійснення На Фіг. 2 представлений вигляд зверху колеса, представленого на Фіг. 1. На Фіг. 3 представлений вигляд ззаду колеса, представленого на Фіг. 1. На Фіг. 4 представлений переріз колеса, виконаний через область колеса з більшою товщиною. На Фіг. 5 представлений переріз колеса, виконаний через область колеса з меншою товщиною. На Фіг. 6 представлений переріз колеса, що демонструє відмінність диска за товщиною уздовж секцій колеса з більшою та меншою товщиною. На Фіг. 7 представлений неповний переріз ливарної установки для виготовлення колеса. На Фіг. 8 представлений приблизний варіант виконання нижньої секції ливарної форми, яку використовують для формування задньої поверхні колеса. На Фіг. 9 представлений неповний переріз частини іншої ливарної установки для виготовлення колеса відповідно до альтернативного варіанта здійснення. Відомості, які підтверджують можливість здійснення винаходу На Фіг. 1 представлене залізничне колесо 100, виконане відповідно до зразкового варіанта виконання винаходу. Колесо 100 містить маточину 102, яка характеризується наявністю осьового отвору 104, виконаного для розміщення одного кінця осі (не показана) у стандартний спосіб. У радіальному напрямку від маточини 102 проходить диск 106, який виконаний як одне ціле з нею. Обід 108 периферійно сформований за радіальним зовнішнім краєм диска 106. Обід 108 характеризується наявністю поверхні 110 кочення та реборди 112, яка проходить радіально назовні від поверхні 110 кочення на внутрішній стороні колеса 100. Згідно зі зразковим 3 UA 113424 C2 5 10 15 20 25 30 35 40 45 50 55 60 варіантом виконання винаходу обід 108 зміщений в осьовому напрямку від маточини 102 до зовнішньої сторони колеса 100 у стандартний спосіб. Згідно зі зразковим варіантом виконання винаходу колесо 100 виконане за допомогою процесу лиття, в якому розплавлений метал, такий як розплавлена сталь, заливають у порожнину ливарної форми для формування колеса 100. Згідно зі зразковим варіантом здійснення розплавлену сталь заливають зверху в порожнину ливарної форми, щоб заповнити порожнину ливарної форми. Альтернативно, розплавлену сталь можуть заливати під тиском знизу в порожнину ливарної форми. Центральний літник маточини використовують для зберігання надлишкового розплавленого металу протягом деякого періоду часу в ході процесу лиття для того, щоб подавати розплавлений метал зверху вниз у порожнину для забезпечення повного заповнення порожнини форми й одержання належної пористості металу колеса 100 після затвердіння. Розплавлений метал залишається рідким протягом досить довгого періоду часу, достатнього для того, щоб забезпечити його подачу в порожнину ливарної форми під час охолодження та затвердіння колеса 100. Розплавлений метал тече від літника маточини через диск 106 в обід 108, у той час як колесо 100 охолоджується та твердне. Як правило, затвердіння відбувається в напрямку зовні всередину колеса 100. Згідно зі зразковим варіантом здійснення винаходу колесо 100, зокрема, в області диска 106, характеризується наявністю областей з різними значеннями товщини, наприклад, деякі області виконані більш тонкими, а деякі більш товстими, для розподілу достатнього потоку розплавленого металу під час затвердіння через більш товсті області з одержанням переваги у зниженні загальної маси колеса 100. Тонкі ділянки диска 106 знижують загальну масу колеса 100, тому що зазначені області містять меншу кількість металу. Товсті області диска 106 функціонують як ринви або канали для подачі розплавленого металу в обід 108, тим самим, створюючи канали, за якими розплавлений метал протікає під час охолодження та затвердіння колеса 100. Оскільки колесо 100 охолоджується зовні, у більш товстих областях колесо 100 залишається розплавленим (незатверділим) протягом більш тривалого періоду часу, що дозволяє розплавленому металу протікати від маточини 102 до обода 108 протягом набагато довшого періоду часу. На Фіг. 2 представлений вигляд зверху колеса 100. На Фіг. 3 представлений вигляд ззаду колеса 100, що демонструє внутрішню сторону колеса 100. На Фіг. 4 представлений переріз колеса 100, виконаний по лінії 4-4 на Фіг. 3 через область колеса 100 з більшою товщиною. На Фіг. 5 представлений переріз колеса 100, виконаний по лінії 5-5 на Фіг. 3 через область колеса 100 з меншою товщиною. Виходячи з представленого на Фіг. 1-5, диск 106 зі змінною товщиною складається з великої кількості спиць 120, що проходять між маточиною 102 й ободом 108. Спиці 120 виконані як одне ціле та сформовані під час виливання колеса 100 так, щоб диск 106 проходив безупинно між маточиною 102 й ободом 108. Суміжні спиці 120 характеризуються різними значеннями товщини, обмеженими між передньою поверхнею 122 та задньою поверхнею 124 диска 106. Передня поверхня 122 спрямована назовні, а задня поверхня 124 спрямована всередину. Згідно з проілюстрованим варіантом здійснення передня поверхня 122 диска 106 є плавною та безперервною, однак слід розуміти, що передня поверхня 122 може не бути безперервною та містити елементи, подібні до елементів, описаних нижче відносно задньої поверхні 124. Наприклад, згідно з альтернативним варіантом здійснення ребра 126 та порожнини 128 можуть бути виконані на передній поверхні 122, а не на задній поверхні 124. Згідно з іншим альтернативним варіантом здійснення ребра 126 та порожнини 128 можуть бути виконані як на передній поверхні 122, так і на задній поверхні 124. Згідно з цим варіантом здійснення ребра 126 на передній та задній поверхнях 122, 124 можуть співпадати одне з одним і порожнини 128 на передній та задній поверхнях 122, 124 можуть співпадати одна з одною. Задня поверхня 124 диска 106 не є безперервною й обмежена групою ребер 126 і порожнин 128, утворених між ребрами 126. Ребра 126 та порожнини 128 обмежують відповідні спиці 120. Наприклад, одна спиця 120 обмежена областю диска 106, що характеризується наявністю одного з ребер 126, а суміжна спиця 120 обмежена областю диска 106, що характеризується наявністю однієї з порожнин 128. Спиці 120 включають групу розташованих по окружності й основних і допоміжних спиць 130, 132, що чергуються. Основні спиці 130 товстіші, ніж суміжні допоміжні спиці 132. Допоміжні спиці 132 тонші, ніж суміжні основні спиці 130. Основні спиці 130 являють собою частини диска 106, що характеризуються наявністю ребер 126. Допоміжні спиці 132 являють собою частини диска 106, що характеризуються наявністю порожнин 128. Ребра 126 збільшують товщину основних спиць 130 у порівнянні з товщиною допоміжних спиць 132. Порожнини 128 обмежені зовні диска 106 уздовж допоміжних спиць 132 між ребрами 126. 4 UA 113424 C2 5 10 15 20 25 30 35 40 45 50 55 60 Основні спиці 130 (наприклад, більш товсті спиці) забезпечують протікання більшого обсягу розплавленого металу від маточини 102 до обода 108 під час виливання колеса 100. Допоміжні спиці 132 (наприклад, більш тонкі спиці) по суті являють собою області колеса 100, що характеризуються меншим обсягом (наприклад, через утворення порожнини 128) для зниження маси колеса 100. Розмір (наприклад, ширина, товщина, довжина, форма) порожнин 128 може бути вибраний для забезпечення балансу між зниженням маси і структурною цілісністю, а також міцністю колеса 100. Розмір (наприклад, ширина, товщина, довжина, форма) ребер 126 може бути вибраний таким чином, щоб керувати надходженням розплавленої сталі від літника маточини через диск 106 в обід 108 під час процесу лиття. Наприклад, наявність більших ребер 126 дозволяє більшому обсягу розплавленої сталі протікати в обід 108 під час процесу затвердіння. Наприклад, наявність більших ребер 126 дозволяє забезпечити існування каналу для протікання розплавленого металу протягом більшого періоду часу, що забезпечує затвердіння внутрішньої частини колеса 100 (наприклад, в області ребер 126) протягом більш тривалого періоду часу. Бортики 134 обмежують зовнішні краї ребер 126. Порожнини 128 обмежені між бортиками 134 суміжних ребер 126. Бортики 134 визначають межі між суміжними основними і допоміжними спицями 130, 132. Згідно зі зразковим варіантом здійснення бортики 134 проходять по суті перпендикулярно відносно задньої поверхні 124. Необов'язково, бортики 134 можуть бути викривлені для забезпечення плавного переходу між переривчастими ділянками задньої поверхні 124. Наприклад, закруглення може бути виконане в нижній частині бортиків 134. Альтернативно, бортики 134 можуть проходити під кутом, відмінним від прямого кута, до задньої поверхні 124. Згідно зі зразковим варіантом здійснення виконана рівна кількість ребер 126 і порожнин 128. Порожнини 128 обмежені між ребрами 126. Згідно зі зразковим варіантом здійснення ребра 126 можуть займати приблизно половину площі задньої поверхні 124 диска 106, і порожнини 128 можуть займати приблизно половину площі задньої поверхні 124 диска 106. Площа, займана порожнинами 128 або ребрами 126, може залежати від розміру і форми порожнин 128 і ребер 126. Згідно з деякими варіантами здійснення порожнини 128 можуть займати більше половини всієї задньої поверхні 124 диска 106. Згідно з іншими варіантами здійснення ребра 126 можуть займати більше половини задньої поверхні 124 диска 106. Згідно з проілюстрованим варіантом здійснення диск 106 містить шість ребер 126 і шість порожнин 128, обмежених між ребрами 126. Згідно з альтернативними варіантами здійснення кількість ребер 126 і порожнин 128, які входять до складу диска 106, може відрізнятися від шести в більшу або меншу сторону. Необов'язково, диск 106 може містити від чотирьох до восьми ребер 126 із відповідними порожнинами 128, обмеженими між ребрами. Кількість ребер 126 і порожнин 128 може залежати від діаметра колеса 100; від бажаного зниження маси колеса 100; від кількості розплавленого металу, яка має бути отримана від маточини 102 до обода 108 під час лиття; і/або від швидкості охолодження та затвердіння колеса 100 під час процесу лиття. Згідно з проілюстрованим варіантом здійснення ребра 126 та порожнини 128 обмежують приблизно рівні, усічені сектори диска 106. Бортики 134 проходять радіально назовні від маточини 102, у результаті чого форма спиць 120 у цілому нагадує форму сектору окружності. Осьові лінії ребер 126 проходять по суті радіально назовні від маточини 102 до обода 108. Інші форми можливі в альтернативних варіантах здійснення. Необов'язково, ребра 126 можуть бути сформовані відмінно від порожнин 128. На Фіг. 6 представлений переріз колеса 100, що демонструє різницю за товщиною диска 106 уздовж основної спиці 130 та допоміжної спиці 132 (показаної пунктирною лінією), які позначені на Фіг. 3. Значення товщини диска 106 в області ребер 126 більше, ніж значення товщини диска 106 в області порожнин 128. Область A обмежена ребром 126, яке являє собою збільшену область диска 106, що дозволяє більшому обсягу розплавленого металу протікати з маточини 102 до обода 108 під час виливання колеса 100. Збільшена товщина диска 106 в області ребра 126 дозволяє більшому обсягу розплавленого металу протікати від маточини 102 до обода 108 під час виливання залізничного колеса 100. Диск 106 в області порожнин 128 тонший, ніж диск 106 в області ребер 126. Товщина T диска 106 обмежена передньою поверхнею 122 та задньою поверхнею 124. Уздовж порожнин 128 диск 106 характеризується товщиною Т V. Уздовж ребер 126 диск 106, як правило, характеризується товщиною T R. Радіальна довжина L диска 106 визначена між маточиною 102 й ободом 108. Товщина TR уздовж ребер, як правило, перевищує товщину T V уздовж порожнин, щонайменше, уздовж частини радіальної довжини L диска 106. Згідно зі зразковим варіантом здійснення товщина T R уздовж ребер більша, ніж товщина T V уздовж порожнин протягом більшої частини радіальної довжини L. Різниця значень товщини T R і TV 5 UA 113424 C2 5 10 15 20 25 30 35 40 45 50 55 60 уздовж ребер і порожнин, відповідно, представлена значенням T D. Необов'язково, різниця TD значень товщини змінюється уздовж радіальної довжини L. Необов'язково, різниця T D значень товщини може дорівнювати нулю, щонайменше, уздовж частини радіальної довжини L. Спиці 120 характеризуються наявністю кінців 140, суміжних із маточиною, які безпосередньо примикають до маточини 102, і кінців 142, суміжних із ободом, які безпосередньо примикають до обода 108. Згідно зі зразковим варіантом здійснення диск 106 містить закруглення 144, 146 уздовж передньої та задньої поверхонь 122, 124 диска 106 в області кінця 140, суміжного з маточиною. Диск 106 містить закруглення 148, 150 уздовж передньої та задньої поверхонь 122, 124 в області кінця 142, суміжного з ободом. Закруглення 144-150 забезпечують плавні переходи між диском 106 і маточиною 102 або ободом 108. Товщина T диска 106, як правило, збільшується в області закруглень 144-150. Закруглення 144-150 призначені для збільшення міцності колеса 100 на межі між диском 106 і маточиною 102 або ободом 108. Закруглення 144150 призначені для зниження напруги або виникнення втомних тріщин на межі між диском 106 і маточиною 102 або ободом 108. Згідно зі зразковим варіантом здійснення диск 106 уздовж ребра 126 товстіший у порівнянні з маточиною 102 та тонший у порівнянні з ободом 108. Різниця T D значень товщини диска 106, як правило, зменшується уздовж радіальної довжини L у напрямку радіально назовні від маточини 102. Згідно зі зразковим варіантом здійснення товщина T V уздовж порожнин диска 106, як правило, є постійною протягом радіальної довжини L, тоді як товщина T R уздовж ребер, як правило, зменшується, починаючи від кінця 140, суміжного з маточиною, і до кінця 142, суміжного з ободом. У точці P на задній поверхні 124 ребро 126 переходить у диск 106 так, що в напрямку радіально назовні від точки P ребра 126 та порожнини 128 зникають, і диск 106 характеризується наявністю плавної безперервної поверхні при переході диска 106 в обід 108. Різниця TD значень товщини у напрямку радіально назовні від точки P дорівнює нулю. Ребра 126 обмежують основні спиці 130, а порожнини 128 обмежують допоміжні спиці 132. Згідно зі зразковим варіантом здійснення товщина T V допоміжної спиці 132 в області кінця 140, суміжного з маточиною, значно менше товщини T R основної спиці 130 в області кінця 140, суміжного з маточиною. Товщина TV допоміжної спиці 132 в області кінця 142, суміжного з ободом, приблизно дорівнює товщині T R основної спиці 130 в області кінця 142, суміжного з ободом. Згідно з альтернативним варіантом здійснення винаходу замість виконання ребер 126 і порожнин 128 на задній поверхні 124, ребра та порожнини можуть бути виконані на передній поверхні 122, що представлено на Фіг. 6 за допомогою ребер 126' і порожнин 128', показаних пунктирною лінією. Відповідно до інших альтернативних варіантів здійснення ребра 126 і 126' можуть бути виконані як на передній, так і на задній поверхнях 122, 124, і порожнини 128 і 128' можуть бути виконані як на передній, так і на задній поверхнях 122, 124. На Фіг. 7 представлений неповний переріз ливарної установки 160 для виготовлення литого виробу, такого як колесо 100. Інші вироби можуть бути відлиті за допомогою зазначених способів і процесів, описаних у даному документі. Установка 160 містить у собі ківш 162, у якому перебуває розплавлений метал, такий як розплавлена сталь, і трубу 164 для заливання в зборі, призначену для заливання розплавленої сталі у форму 180. У ході операції заливання розплавлений метал заливають через трубу 164 для заливання в зборі у форму 180. У форму 180 надходить розплавлений метал із труби 164 для заливання в зборі в ході процесу лиття для формування залізничного колеса 100. Ливарна форма 180 містить у собі верхню половину або верхню секцію 182 та нижню половину або нижню секцію 184. Верхня секція 182 розташована зверху над нижньою секцією 184 для забезпечення готової форми в зборі. Нижня секція 184 та верхня секція 182 ливарної форми, як правило, складаються з графіту або іншого матеріалу, який швидко розсіює тепло для охолодження литого виробу. Порожнина 186 ливарної форми обмежена між верхньою секцією 182 та нижньою секцією 184, при цьому зазначена порожнина характеризується належною формою для утворення залізничного колеса 100. Наприклад, як верхня секція 182, так і нижня секція 184 можуть характеризуватися наявністю частини порожнини для формування колеса, яка виконана в них за допомогою механічної обробки, при цьому зазначені секції спільно обмежують литу заготівку залізничного колеса 100. Верхня секція 182 характеризується наявністю першої поверхні 188, що формує порожнину, яка обмежує частину порожнини 186 ливарної форми. Нижня секція 184 характеризується наявністю другої поверхні 190, що формує порожнину, яка обмежує частину порожнини 186 ливарної форми. Згідно зі зразковим варіантом здійснення перша та/або друга поверхні 188, 190, що формують порожнину, характеризуються такою формою, щоб обмежувати маточину 102, диск 106 і обід 108. Перша та/або друга поверхні 188, 190, що формують порожнину, 6 UA 113424 C2 5 10 15 20 25 30 35 40 45 50 55 60 можуть містити в собі елементи, які обмежують ребра та порожнини 126, 128 на задній поверхні 124 та/або передній поверхні 122 диска 106. Згідно зі зразковим варіантом здійснення форма 180 характеризується наявністю ливарного сердечника 192 для формування маточини в зборі, призначеного для формування маточини 102 колеса 100. Згідно зі зразковим варіантом здійснення ливарний сердечник 192 для формування маточини в зборі містить у собі стрижень 194, який обмежує отвір 104 маточини 102, в якому розташована вісь. Ливарний сердечник 192 для формування маточини в зборі передбачає наявність літника 196 маточини, який приймає надлишковий розплавлений метал під час процесу заливання. Літник 196 маточини забезпечує подачу надлишкового розплавленого металу в порожнину 186 ливарної форми під час охолодження та затвердіння залізничного колеса 100, наприклад, за допомогою процесу заливання самопливом, у якому надлишковий розплавлений метал надходить самопливом із літника 196 маточини у порожнину 186 ливарної форми. Процес заливання самопливом має місце після здійснення процесу заливання під тиском і під час процесу охолодження/затвердіння. Згідно з проілюстрованим варіантом здійснення літник 196 маточини може бути частиною верхньої секції 182 ливарної форми 180. Наприклад, верхня секція 182 може містити механічно оброблену порожнину над порожниною 186 ливарної форми, яка приймає зазначений надлишковий розплавлений метал і втримує його для наступного випуску в порожнину 186 ливарної форми при охолодженні та затвердінні залізничного колеса 100. Згідно з альтернативним варіантом здійснення літник 196 маточини може бути окремим компонентом, таким як циліндричний сердечник, який заміняє стрижень 194 та характеризується наявністю отворів, які дозволяють надлишковому розплавленому металу протікати зі зазначеного сердечника маточини у порожнину 186 ливарної форми при охолодженні та затвердінні залізничного колеса 100. Сердечник маточини може формувати отвір 104 у маточині 102 шляхом заповнення простору, який, в остаточному підсумку, обмежує отвір 104. При охолодженні та затвердінні металу може відбутися його усадка, що вимагає подачі додаткового обсягу матеріалу для повного заповнення порожнини 186 ливарної форми. Надлишковий обсяг розплавленого металу в літнику 196 маточини використовують для заповнення обсягу порожнини 186 ливарної форми. Необов'язково, літник 196 маточини (і/або сердечник маточини) може бути розташований радіально в центрі всередині порожнини 186 ливарної форми. На Фіг. 8 представлена нижня секція 184 ливарної форми 180, яку використовують для формування задньої поверхні 124 колеса 100. Нижня секція 184 характеризується такою формою, щоб утворювати ребра 126 та порожнини 128. Згідно зі зразковим варіантом здійснення друга поверхня 190, що формує порожнину, нижньої секції 184 характеризується наявністю групи розташованих по окружності та виступів 200 і порожнин 202, що чергуються, які формують відповідні порожнини 128 та ребра 126 на задній поверхні 124 залізничного колеса 100. Виступи 200 проходять у порожнину 186 ливарної форми, а порожнини 202 обмежені між виступами 200. Виступи 200 і порожнини 202 можуть характеризуватися будь-яким розміром і/або формою для обмеження відповідних порожнин 128 і ребер 126. Згідно з проілюстрованим варіантом здійснення виступи 200 і порожнини 202 обмежують приблизно рівні усічені сектори на другій поверхні 190, що формує порожнину, уздовж секції 204 для формування диска другої поверхні 190, що формує порожнину. Друга поверхня 190, що формує порожнину, також містить секцію 206 для формування маточини, яку використовують для утворення маточини 102, і секцію 208 для формування обода, яку використовують для утворення обода 108. Секція 204 для формування диска розташована між секціями 206, 208 для формування маточини й обода. Секція 204 для формування диска не є плавною та безперервною, при цьому її переривчаста поверхня обмежена виступами 200 і порожнинами 202. Бортики 210 проходять між виступами 200 і порожнинами 202. Бортики 210 проходять, як правило, перпендикулярно до другої поверхні 190, що формує порожнину. Необов'язково, бортики 210 можуть проходити під кутом, відмінним від прямого кута, щодо другої поверхні 190, що формує порожнину. Бортики 210 можуть бути вигнуті для обмеження плавного переходу між виступами 200 і порожнинами 202. Згідно зі зразковим варіантом здійснення виступи 200 і/або порожнини 202 виконані поступово зменшуваними відносно один одного таким чином, що поблизу секції 208 для формування обода виступи 200 і порожнини 202 по суті співпадають один із одним, а поблизу секції 206 для формування маточини виступи 200 піднімаються над порожнинами 202. Необов'язково, виступи 200 можуть займати приблизно половину площі другої поверхні 190, що формує порожнину, і порожнини 202 можуть займати приблизно половину площі другої 7 UA 113424 C2 5 10 15 20 25 30 35 40 45 50 55 60 поверхні 190, що формує порожнину. Згідно з альтернативними варіантами здійснення винаходу площа, займана виступами 200, може становити більше половини площі другої поверхні 190, що формує порожнину. Згідно з альтернативними варіантами здійснення порожнини 202 можуть займати більше половини площі другої поверхні 190, що формує порожнину. Коли верхня секція 182 та нижня секція 184 лінійної форми перебувають у зібраному стані, порожнина 186 ливарної форми характеризується значеннями товщини уздовж виступів 200, які відрізняються від значень товщини уздовж порожнин 202. Порожнина 186 ливарної форми є більш товстою уздовж порожнин 202, що дозволяє залити більший обсяг розплавленого металу в порожнину 186 ливарної форми через область, що відповідає порожнинам 202, ніж через область, що відповідає виступам 200. В остаточному підсумку, порожнини 202 формують ребра 126 залізничного колеса 100, а виступи 200 формують порожнини 128 залізничного колеса 100. Виступи 200 призначені для заповнення обсягу порожнини 186 ливарної форми, зменшуючи кількість металу, який використовують для формування колеса 100, тим самим, знижуючи загальну масу колеса 100. На Фіг. 9 представлений неповний переріз установки 260 для сифонного розливання під контрольованим тиском відповідно до альтернативного варіанта здійснення винаходу, призначеної для виготовлення литого виробу, такого як колесо 100. Інші вироби також можуть бути відлиті за допомогою способів і процесів, описаних у даному документі. Установка 260 містить у собі ківш 262, поміщений у бак-збірник 264. Кришка 266 бака та труба 268 для заливання в зборі розташовані над верхньою частиною 270 бака-збірника 264 для того, щоб герметично закрити камеру 272. Труба 268 для заливання в зборі містить у собі трубу 274 для заливання, яка проходить від кришки 266 бака в ківш 262 так, щоб розташовуватися поблизу до нижньої частини 276 ковша 262. Розплавлений метал, такий як розплавлена сталь, утримується в ковші 262. Труба 274 для заливання може бути виконана з керамічного матеріалу. Під час операції заливання стиснене повітря або інертний газ нагнітають під тиском у камеру 272, тим самим, витісняючи розплавлений метал нагору через трубу 274 для заливання у форму 280, розташовану над ковшем 262 і баком-збірником 264. У ході процесу лиття у форму 280 надходить розплавлений метал із труби 274 для заливання для того, щоб сформувати залізничне колесо 100. Форма 280 містить у собі верхню половину або верхню секцію 282 та нижню половину або нижню секцію 284. Верхня секція 282 розташована над нижньою секцією 284 для забезпечення готової форми в зборі. При виконанні процесу сифонного розливання під контрольованим тиском нижню секцію 284 та верхню секцію 282, як правило, виготовляють з графіту або іншого матеріалу, який швидко розсіює тепло для охолодження литого виробу. Порожнина 286 ливарної форми обмежена верхньою секцією 282 та нижньою секцією 284, при цьому зазначена порожнина характеризується належною формою для утворення залізничного колеса 100. Наприклад, як верхня секція 282, так і нижня секція 284 можуть характеризуватися наявністю частини порожнини для формування колеса, яка виконана в них за допомогою механічної обробки, при цьому зазначені секції спільно обмежують литу заготівку залізничного колеса 100. Верхня секція 282 характеризується наявністю першої поверхні 288, що формує порожнину, яка обмежує частину порожнини 286 ливарної форми. Нижня секція 284 характеризується наявністю другої поверхні 290, що формує порожнину, яка обмежує частину порожнини 286 ливарної форми. Згідно зі зразковим варіантом здійснення перша та/або друга поверхні 288, 290, що формують порожнину, характеризуються такою формою, щоб обмежувати маточину 102, диск 106 і обід 108. Перша та/або друга поверхні 288, 290, що формують порожнину, можуть містити в собі елементи, які обмежують ребра та порожнини 126, 128 на задній поверхні 124 та/або передній поверхні 122 диска 106. Згідно зі зразковим варіантом здійснення форма 280 характеризується наявністю ливарного сердечника 292 для формування маточини в зборі, призначеного для формування маточини 102 колеса 100. Під час виливання ливарний сердечник 292 для формування маточини у зборі використовують для затримки заливання розплавленого металу, що надходить під тиском через трубу 274 для заливання у порожнину ливарної форми 286, наприклад, при заповненні порожнини 268 ливарної форми 286 розплавленим металом для формування залізничного колеса 100. Згідно зі зразковим варіантом здійснення винаходу ливарний сердечник 292 для формування маточини в зборі містить у собі сердечник 294 маточини, призначений для утворення отвору 104 та маточини 102. Сердечник 294 маточини передбачає наявність порожнини, яка обмежує літник 296 маточини, в який надходить надлишковий розплавлений метал під час процесу сифонного розливання під контрольованим тиском. Літник 296 маточини 8 UA 113424 C2 5 10 15 20 25 30 забезпечує подачу надлишкового розплавленого металу в порожнину 286 ливарної форми під час охолодження та затвердіння залізничного колеса 100, наприклад, за допомогою процесу заливання самопливом, у якому надлишковий розплавлений метал надходить самопливом із літника 296 маточини у порожнину форми 286 ливарної форми. Сердечник 294 маточини являє собою циліндричний сердечник, який виконаний з можливістю переміщення всередині форми 280. Сердечник 294 маточини містить у собі отвори 298, які дозволяють розплавленому металу надходити в літник 296 маточини під час процесу сифонного заливання розплавленого металу з установки для розливання, і які дозволяють надлишковому розплавленому металу надходити з літника 296 маточини у порожнину 286 ливарної форми при охолодженні та затвердінні залізничного колеса 100. Слід розуміти, що наведений вище опис носить ілюстративний, а не обмежуючий характер. Наприклад, описані вище варіанти здійснення (та/або його аспекти) можуть бути використані у сполученні один із одним. Додатково, для адаптації конкретної ситуації або матеріалів до методології даного винаходу можуть бути здійснені численні модифікації, не відхиляючись від його обсягу. Розміри, типи матеріалів, орієнтація різних компонентів, а також кількість та розташування різних компонентів, описаних у даному документі, призначені для визначення параметрів конкретних варіантів здійснення, які є не обмежуючими, а скоріше зразковими варіантами здійснення. Багато інших варіантів здійснення та модифікації, що перебувають у рамках сутності й обсягу формули винаходу, будуть очевидні фахівцям у даній області техніки у процесі читання наведеного вище опису. Таким чином, обсяг даного винаходу буде визначений з посиланнями на прикладені пункти формули винаходу, разом із повним обсягом еквівалентів, на яких зазначені пункти формули винаходу засновані. У прикладеній формулі винаходу терміни "включає" і "в якому" використовують як прямі еквіваленти відповідних термінів "містить" і "де". Більше того, у прикладеній формулі винаходу терміни "перший", "другий", "третій" тощо використовують просто як позначення, при цьому не передбачається, що вони накладають які-небудь чисельні вимоги на об'єкти, що до них відносяться. Крім того, обмеження прикладеної формули винаходу не написані у форматі "засіб плюс функція", а також не призначені для інтерпретації на підставі розділу 35 Зводу законів США, § 112, шостий абзац, доти, поки обмеження формули не будуть спеціально обговорені фразою "засіб для", за якою слідує вказівка функції, позбавлена подальшої структури. ФОРМУЛА ВИНАХОДУ 35 40 45 50 55 1. Залізничне лите сталеве колесо, яке містить: маточину, що містить осьовий отвір; обід, концентричний з отвором; і диск, що проходить радіально від маточини до обода, причому диск містить передню поверхню та задню поверхню, велику кількість спиць, що проходять від маточини до обода, при цьому суміжні спиці характеризуються різними значеннями товщини, обмеженими між передньою поверхнею та задньою поверхнею, при цьому задня поверхня диска не є безперервною й обмежена групою ребер і порожнин, що обмежують відповідні спиці, і причому спиці містять кінці, суміжні з маточиною, і кінці, суміжні з ободом, причому спиці містять у собі групу розташованих по окружності й основних і допоміжних спиць, що чергуються, при цьому значення товщини допоміжних спиць в області кінців, суміжних із маточиною, менше, ніж значення товщини основних спиць в області кінців, суміжних із маточиною, і значення товщини допоміжних спиць в області кінців, суміжних із ободом, дорівнюють значенням товщини основних спиць в області кінців, суміжних із ободом, і значення товщини основних спиць зменшується уздовж радіальної довжини від маточини до обода, а значення товщини допоміжних спиць є в цілому постійним уздовж радіальної довжини від маточини до обода. 2. Залізничне колесо за п. 1, в якому спиці виконані як одне ціле та сформовані під час виливання залізничного колеса так, щоб диск проходив безупинно між маточиною й ободом. 3. Залізничне колесо за п. 1, в якому спиці включають групу розташованих по окружності й основних і допоміжних спиць, що чергуються, при цьому основні спиці є більш товстими, ніж суміжні допоміжні спиці, а допоміжні спиці є більш тонкими, ніж суміжні основні спиці. 4. Залізничне колесо за п. 3, в якому основні спиці містять ребра, які збільшують товщину основних спиць, при цьому допоміжні спиці характеризуються наявністю порожнин, обмежених між ребрами зовні спиць. 5. Залізничне колесо за п. 1, в якому спиці містять бортики, що визначають межі між суміжними спицями. 9 UA 113424 C2 5 10 15 20 25 30 35 40 45 50 55 6. Залізничне колесо за п. 1, в якому різниця значень товщини між суміжними спицями в цілому зменшується у напрямку радіально назовні уздовж спиць. 7. Залізничне лите сталеве колесо, яке містить: маточину, що містить осьовий отвір; обід, концентричний з отвором; і диск, що проходить по суті радіально від маточини до обода, причому диск містить передню поверхню та задню поверхню, і характеризується товщиною, обмеженою між передньою та задньою поверхнями; при цьому диск на задній поверхні містить групу розташованих по окружності та ребер і порожнин, що чергуються, при цьому товщина диска в області ребер перевищує товщину диска в області суміжних порожнин, і товщина диска в області порожнин менше товщини диска в області суміжних ребер, і при цьому ребра складаються зі спиць, і причому спиці містять у собі кінці, суміжні з маточиною, і кінці, суміжні з ободом, при цьому спиці містять у собі групу розташованих по окружності й основних і допоміжних спиць, що чергуються, при цьому значення товщини допоміжних спиць в області кінців, суміжних із маточиною, менше, ніж значення товщини основних спиць в області кінців, суміжних із маточиною, і значення товщини допоміжних спиць в області кінців, суміжних із ободом, дорівнюють значенням товщини основних спиць в області кінців, суміжних із ободом, і значення товщини основних спиць зменшується уздовж радіальної довжини від маточини до обода, а значення товщини допоміжних спиць є в цілому постійним уздовж радіальної довжини від маточини до обода. 8. Залізничне колесо за п. 7, в якому різниця значень товщини диска уздовж ребер і товщини диска уздовж порожнин у цілому зменшується у напрямку радіально назовні від маточини. 9. Залізничне колесо за п. 7, в якому диск містить бортики, що визначають межі між ребрами і порожнинами. 10. Залізничне колесо за п. 7, в якому ребра займають приблизно половину площі диска, і порожнини займають приблизно половину площі диска. 11. Залізничне колесо за п. 7, в якому диск містить приблизно від чотирьох до восьми ребер із обмеженими між ними порожнинами. 12. Залізничне колесо за п. 7, в якому ребра та порожнини обмежують приблизно рівні зрізані сектори диска. 13. Залізничне колесо за п. 7, в якому диск уздовж ребер є більш товстим поблизу маточини і більш тонким поблизу обода. 14. Залізничне колесо за п. 7, в якому ребра та порожнини виконані як на передній поверхні, так і на задній поверхні, при цьому ребра на передній та задній поверхнях по суті співпадають один із одним, і порожнини на передній та задній поверхнях по суті співпадають одна з одною. 15. Ливарна установка для виготовлення залізничного литого сталевого колеса за будь-яким із пп. 1-14, яка містить: ківш для втримання розплавленого металу; ливарну форму для приймання розплавленого металу, що надходить з ковша, при цьому форма містить верхню секцію та нижню секцію, причому між ними обмежена порожнина ливарної форми, яка характеризується належною формою для утворення залізничного колеса, при цьому верхня секція містить першу поверхню, що формує порожнину, яка обмежує частину порожнини ливарної форми, і нижня секція містить другу поверхню, що формує порожнину, яка обмежує частину порожнини ливарної форми, причому щонайменше одна з першої та другої поверхонь, що формують порожнину, містить групу розташованих по окружності та виступів і порожнин, що чергуються, які при виливанні формують відповідні ребра та порожнини на поверхні залізничного колеса. 16. Ливарна установка за п. 15, яка додатково містить ливарний сердечник для формування маточини в зборі, розташований у ливарній формі радіально по центру порожнини ливарної форми, при цьому ливарний сердечник для формування маточини в зборі містить літник маточини, виконаний з можливістю приймання під час виливання надлишкового розплавленого металу, причому літник маточини забезпечує подачу зайвого розплавленого металу в порожнину ливарної форми під час охолодження та затвердіння залізничного колеса, при цьому більший обсяг розплавленого металу протікає у порожнину ливарної форми через область, що відповідає порожнинам, ніж через область, що відповідає виступам. 17. Ливарна установка за п. 15, в якій перша поверхня, що формує порожнину, є по суті плавною та безперервною, і не характеризується наявністю виступів і порожнин, а друга поверхня, що формує порожнину, характеризується наявністю виступів і порожнин. 10 UA 113424 C2 5 10 15 20 25 30 35 40 45 18. Ливарна установка за п. 15, в якій бортики проходять між виступами і порожнинами, при цьому бортики по суті перпендикулярні відповідній першій або другій поверхні, що формує порожнину. 19. Ливарна установка за п. 15, в якій виступи займають приблизно половину відповідної поверхні, що формує порожнину, і порожнини займають приблизно половину відповідної поверхні, що формує порожнину. 20. Ливарна установка за п. 15, в якій виступи і порожнини обмежують приблизно рівні зрізані сектори відповідної поверхні, що формує порожнину. 21. Ливарна установка за п. 15, в якій порожнина ливарної форми характеризується наявністю по суті постійної товщини між першою та другою поверхнями, що формують порожнину, уздовж зазначених виступів при переміщенні у напрямку радіально назовні уздовж зазначених виступів, і порожнина ливарної форми характеризується наявністю в цілому зменшуваної товщини між першою та другою поверхнями, що формують порожнину, уздовж зазначених порожнин при переміщенні у напрямку радіально назовні уздовж зазначених порожнин. 22. Спосіб виготовлення залізничного литого сталевого колеса за будь-яким із пп. 1-14, який передбачає: надання ливарної форми, що характеризується наявністю верхньої секції та нижньої секції, при цьому між ними обмежена порожнина ливарної форми, що характеризується належною формою для утворення залізничного колеса; при цьому верхня секція містить першу поверхню, що формує порожнину, яка обмежує частину порожнини ливарної форми, і нижня секція містить другу поверхню, що формує порожнину, яка обмежує частину порожнини ливарної форми, причому щонайменше одна з першої та другої поверхонь, що формують порожнину, характеризується наявністю групи розташованих по окружності та виступів і порожнин, що чергуються, які формують відповідні ребра та порожнини на поверхні залізничного колеса; при цьому верхня секція містить розташовану радіально в центрі частину, що формує маточину, і нижня секція містить розташовану радіально в центрі частину, що формує маточину; заливання розплавленого металу в частини, що формують маточину, нижньої секції та верхньої секції таким чином, щоб розплавлений метал розповсюджувався за порожниною ливарної форми як у верхній секції, так і в нижній секції; заливання розплавленого металу в літник маточини, розташований на одній осі з частинами, що формують маточину, при цьому розплавлений метал у літнику маточини використовують для подачі розплавленого металу в порожнину ливарної форми після припинення заливання розплавленого металу; при цьому більший обсяг розплавленого металу протікає у порожнину ливарної форми через області, що відповідають зазначеним порожнинам, ніж через області, що відповідають зазначеним виступам. 23. Спосіб за п. 22, у якому порожнина ливарної форми характеризується товщиною, обмеженою між першою та другою поверхнями, що формують порожнину, при цьому товщина порожнини ливарної форми в областях, що відповідають порожнинам, перевищує товщину порожнини ливарної форми в областях, що відповідають виступам. 24. Спосіб за п. 22, який додатково передбачає заливання самопливом розплавленого металу з літника маточини у порожнину ливарної форми при охолодженні та затвердінні залізничного колеса, при цьому зазначені порожнини забезпечують більшу область у порожнині ливарної форми для потоку розплавленого металу, ніж виступи. 11 UA 113424 C2 12 UA 113424 C2 13 UA 113424 C2 14 UA 113424 C2 15 UA 113424 C2 Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 16
ДивитисяДодаткова інформація
Назва патенту англійськоюCast steel railway wheel
Автори англійськоюSchumacher, Jon
Автори російськоюШумахер Джон
МПК / Мітки
МПК: B22D 41/00, B60B 17/00, B60B 3/02, B22C 9/28, B22D 25/02, B60B 1/08
Мітки: залізничне, лите, сталеве, колесо
Код посилання
<a href="https://ua.patents.su/18-113424-zaliznichne-lite-staleve-koleso.html" target="_blank" rel="follow" title="База патентів України">Залізничне лите сталеве колесо</a>
Залізничне колесо
Номер патенту: 111763
Опубліковано: 10.06.2016
Автори: Кєрєнцев Дмітрій Євгєньєвіч, Голишков Роман Анатольєвіч
МПК: B61F 13/00, B60B 17/00, B60B 3/02
Мітки: залізничне, колесо
Формула / Реферат:
Залізничне колесо, що має центральну площину, перпендикулярну осі обертання колеса, яке включає в себе обід, сформований поверхнею катання і гребенем, маточину і диск, утворений зовнішньою і внутрішньою поверхнями, виконаний таким чином, що теоретична середня лінія поперечного профілю диска проходить через першу точку, розташовану в місці з'єднання диска з ободом, центральну точку, де теоретична середня лінія має максимальне від центральної...
Залізничне колесо для рухомого складу та спосіб його виготовлення
Номер патенту: 83987
Опубліковано: 26.08.2008
Автори: Пшінько Олександр Миколайович, Левицький Леонид Аркадійович, Мельничук Василь Олексійович, Горб Євген Васильович, Рейдемейстер Олексій Геннадійович, Ісопенко Іван Васильович, Рейдемейстер Геннадій Валеріанович, Вакуленко Ігор Олексійович, Мямлін Сергій Віталійович, Перков Олег Миколайович
Мітки: залізничне, складу, спосіб, колесо, рухомого, виготовлення
Формула / Реферат:
1. Залізничне колесо для рухомого складу, яке складається з обода, диска та маточини, яке відрізняється тим, що радіуси кривизни в місцях переходу від диска до маточини зі сторони гребеня складають значення 76-84 мм, до обода 42-50 мм, для протилежної поверхні диска радіуси при переході до маточини складають значення 95-103 мм та до обода 152-160 мм.2. Спосіб виготовлення залізничного колеса, за яким при температурах 1200-1250°С...
Суцільнокатане залізничне колесо
Номер патенту: 106933
Опубліковано: 27.10.2014
Автори: Зігура Олександр Олександрович, Польський Георгій Миколайович, Рослік Олександр Вадимович
МПК: B60B 3/00, B60B 17/00
Мітки: колесо, суцільнокатане, залізничне
Формула / Реферат:
Суцільнокатане залізничне колесо, що містить обід (1) з ребордою (гребенем) (2) і поверхнею кочення (3), криволінійний диск (4) хвильової S-подібної форми, утворений радіусними кривими (дугами) радіусами (R1) і (R2), і маточину (5), у якому місце (6) переходу криволінійного диска (4) в обід (1) і місце (7) переходу криволінійного диска (4) в маточину (5) утворені радіусними кривими (дугами) радіусами (R3,R4) і (R5,R6), а лінія (АВ) є...
Суцільнокатане залізничне колесо
Номер патенту: 79226
Опубліковано: 25.05.2007
Автори: Горб Євгеній Васильович, Яровой Володимир Анатолійович, Чуприна Любов Володимирівна, Тесло Андрій Миколайович
МПК: B60B 17/00, B60B 3/00
Мітки: залізничне, суцільнокатане, колесо
Формула / Реферат:
Суцільнокатане залізничне колесо, що містить обід (1), маточину (2) і диск (3), утворений зовнішньою (4) і внутрішньою (5) криволінійними поверхнями, виконаний таким чином, що центральна лінія (6) радіального перерізу ободу (1) зміщена по осі (7) колеса відносно центральної лінії (8) радіального перерізу маточини (2) у бік зовнішньої криволінійної поверхні (5), твірна зовнішньої криволінійної поверхні (5) складається щонайменше з двох...
Суцільнокатане залізничне колесо
Номер патенту: 78956
Опубліковано: 25.04.2007
Автори: Рослік Олександр Вадимович, Ткаченко Володимир Іванович, Чуприна Любов Володимирівна, Яровой Володимир Анатольович, Корж Дмитро Васильович, Копаєв Євген Миколайович
МПК: B60B 3/00, B60B 17/00
Мітки: суцільнокатане, залізничне, колесо
Формула / Реферат:
Суцільнокатане залізничне колесо, що містить обід і маточину, з'єднані криволінійними перехідними ділянками з диском, який утворений зовнішньою і внутрішньою криволінійними поверхнями, виконаними таким чином, що зовнішня криволінійна поверхня диска з боку обода утворена першою зовнішньою радіусною кривою, з боку маточини - другою зовнішньою радіусною кривою з кривизною, що співпадає по напряму з кривизною першої зовнішньої радіусної кривої, і...
Попередній патент: Системи та способи для генерації та декодування коротких кадрів при бездротовому зв’язку
Наступний патент: Двигун тарасевича
Випадковий патент: Абразивний інструмент