Універсальний меблевий кондуктор

Формула / Реферат
1. Кондуктор, що містить корпус та з'єднану з ним планку, які мають робочі отвори, та кондукторні втулки, який відрізняється тим, що корпус містить щонайменше два поздовжні ряди, а планка - щонайменше один поздовжній ряд робочих отворів, виконаних з однаковим фіксованим кроком, а кондукторні втулки встановлені в визначені робочі отвори з можливістю безпосереднього свердлення крізь них, причому кондуктор оснащений насадкою, яка з'єднана з корпусом, при цьому кондуктор містить щонайменше один штифт, розміщений в регулювальному отворі корпусу або насадки, для позиціонування кондуктора біля краю деталі, або містить щонайменше одну кнопку, яка вставлена в робочий отвір корпуса кондуктора, для позиціонування кондуктора біля краю деталі.
2. Кондуктор за п. 1, який відрізняється тим, що крок робочих отворів рівний 16 мм.
3. Кондуктор за п. 1, який відрізняється тим, що крок регулювальних отворів рівний 1 мм.
4. Кондуктор за п. 1, який відрізняється тим, що кнопка виготовлена з конструкційного пластика - поліацеталі (РОМ).
5. Кондуктор за п. 1, який відрізняється тим, що він виготовлений з конструкційного пластика, зокрема полікарбонату.
6. Кондуктор за п. 1, який відрізняється тим, що кондукторні втулки виготовлені з металу.
7. Кондуктор за п. 1, який відрізняється тим, що планка кондуктора має вибірку завглибшки 1 мм.
8. Кондуктор за п. 1, який відрізняється тим, що на самому кондукторі є покажчики осей робочих отворів.
Текст
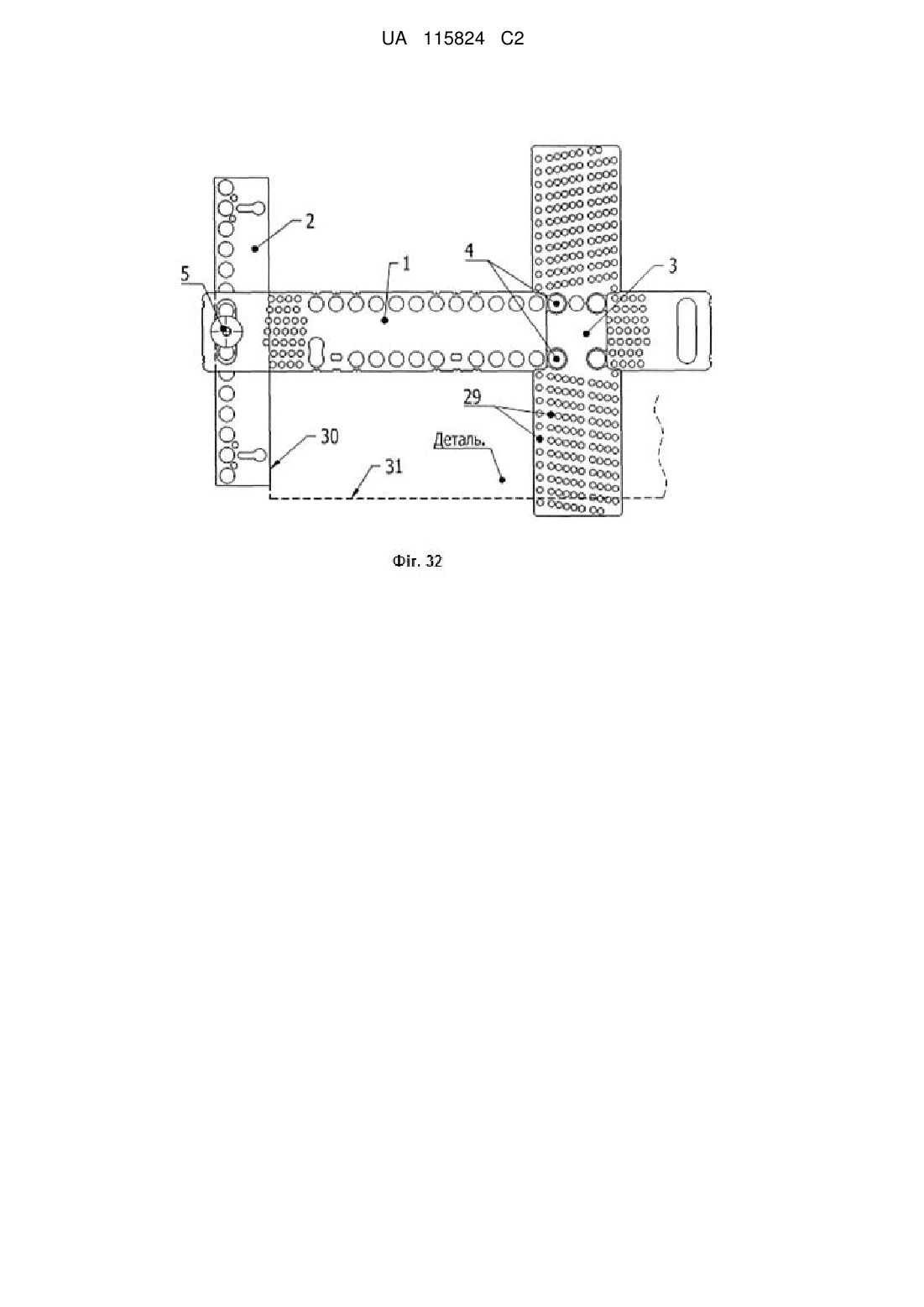
Реферат: Винахід належить до пристосувань для свердлення в оброблюваних виробах отворів і може бути використаний в меблевому виробництві. Кондуктор містить корпус та з'єднану з ним планку, які мають робочі отвори, та кондукторні втулки. Згідно з винаходом, корпус містить щонайменше два поздовжні ряди, а планка - щонайменше один поздовжній ряд робочих отворів, виконаних з однаковим фіксованим кроком. Кондукторні втулки встановлені в визначені робочі отвори. Кондуктор оснащений насадкою, яка з'єднана з корпусом. При цьому кондуктор містить щонайменше один штифт, розміщений в регулювальному отворі корпусу або насадки, для позиціонування кондуктора біля краю деталі, або містить щонайменше одну кнопку, яка вставлена в робочий отвір корпуса кондуктора, для позиціонування кондуктора біля краю деталі. Конструкція кондуктора забезпечує його універсальність, швидку і точну наладку, міцність конструкції, зручність використання. UA 115824 C2 (12) UA 115824 C2 UA 115824 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід належить до пристосувань для свердлення в оброблюваних виробах отворів, зокрема в меблевому виробництві для свердлення отворів в деталях корпусних меблів з метою їх подальшої точної збірки, зокрема до оснащення для свердлення отворів без розмітки. Відомий універсально-збірний кондуктор, що містить корпус, встановлені на нім переставні планки з кондукторними втулками [Переналаживаемая технологическая оснастка /Под общ. ред. Д.И. Полякова. - М.: Машиностроение, 1988. – С. 256. - Рис. 3.8., стр. 148.]. Його недоліками є громіздкість конструкції, строго певне розташування отворів по колу, великий час на переналадку. Відомий пристрій для кріплення деталей, що має корпус прямокутної форми, розташовані в нім кільця і натискну планку, сполучену з приводом поступального переміщення [Авторське свідоцтво СРСР № 510350, МПК B23Q 3/06, 1976. Пристосування для кріплення корпусних деталей]. Він відрізняється простотою, швидкістю переналадки на кріплення іншої деталі, але не придатний для виконання свердлильних операцій. Найбільш близьким до винаходу, що заявляється, за технічною суттю, призначенням і результатом, що досягається, є пристосування для свердлення отворів без розмітки. Воно має корпус у вигляді плоскої планки, паралелограми шарнірно-важелів з кондукторними втулками, встановленими в подовжньому пазу пластини, і пристрій їх фіксації [Авторське свідоцтво СРСР № 1168349, Мпкb23b 49/02, 1976. Пристосування для свердлення отворів]. Пристосування дозволяє швидко змінювати відстань між кондукторними втулками. Його недоліками є складність і невисока жорсткість, строго певне розташування втулок - тільки по прямій лінії. Це обмежує область застосування пристосування. Дане пристосування прийняте за прототип. У основу винаходу, що заявляється, поставлена задача забезпечення широкоуніверсального застосування, а саме: швидка і точна наладка (настройка), міцність конструкції, зручність використання, можливість виконувати свердлення отворів як "в площину" деталі, так і "в торець", свердлення відбувається звичайними (спіральними) свердлами через втулки. Поставлена задача вирішується тим, що кондуктор містить корпус у вигляді плоскої планки. Згідно з винаходом, кондуктор додатково забезпечений насадкою, виконаною з можливістю позиціонувати кондуктор біля торців заготівки, причому в насадці виконані регулювальні отвори, а в плоскій планці виконані робочі отвори, в яких нарізано різьблення, причому робочі отвори розташовані принаймні в один ряд з можливістю виставляння будь-якої відстані до виконуваного отвору. Згідно з одним з варіантів виконання пристрою, крок робочих отворів - 16 мм. Згідно з ще одним з варіантів реалізації винаходу, крок регулювальних отворів рівний 1 мм. Згідно з ще одним з варіантів реалізації винаходу, кондуктор додатково забезпечений кнопкою, з можливістю позиціонування кондуктора відносно заготівки. Згідно з ще одним з варіантів реалізації винаходу, кнопка виготовлена з конструкційного пластика - поліацеталі (РОМ). Згідно з ще одним з варіантів реалізації винаходу, він виготовлений з конструкційного пластика, зокрема полікарбанату. Згідно з ще одним з варіантів реалізації винаходу, що він додатково забезпечений втулками для свердлення, з можливістю їх розміщення в робочих отворах. Згідно з ще одним з варіантів реалізації винаходу, втулки виготовлені з металу. Згідно з ще одним з варіантів реалізації винаходу, планка кондуктора має вибірку завглибшки 1 мм. Згідно з ще одним з варіантів реалізації винаходу, на самому кондукторові є покажчики осей робочих отворів. Досягнення указаного технічного результату забезпечується таким чином. За рахунок того, що кондуктор складається з декількох складових частин, вони доповнюють один одного. Корпус кондуктора має ряд, або декілька рядів, робочих отворів, що мають різьблення для укручування втулок, через які відбувається свердлення "в площину" деталі. А так само корпус кондуктора має ряд регулювальних отворів, що дозволяє позиціонувати кондуктор на необхідну відстань по відношенню до краю деталі. Планка кондуктора має ряд, або декілька рядів, робочих отворів, що мають різьблення для укручування втулок, через які відбувається свердлення "в торець" деталі. Так само, планка кондуктора має регулювальні отвори для настройки відстані до центру свердлення, при свердленні кондуктором "в торець" деталі. 1 UA 115824 C2 5 10 15 20 25 30 35 40 45 50 55 Насадка кондуктора і кнопка кондуктора використовуються для точного позиціонування кондуктора як уздовж, так і упоперек краю деталі. Робочі отвори кондуктора розташовані принаймні в один ряд. Крок отворів рівний 16 мм, що відповідає меблевим стандартам. У конструкцію кондуктора закладена можливість виставити будь-яку необхідну відстань, при цьому стандартно швидко виставляється відстань, рівна 37 мм, що так само продиктовано меблевим стандартом. Зручність використання кондуктора також пояснюється тим, що за допомогою планки кондуктора можна проводити свердлення в торець. Також ця планка допомагає провести свердлення: - біля торця; - по площині. Точність і зручність позиціонування досягається тим, що насадка кондуктора дозволяє швидко і точно позиціонувати кондуктор біля торців заготівки. Крок регулювальних отворів рівний 1 мм. Кнопка кондуктора дозволяє швидко і точно позиціонувати кондуктор відносно заготівки. Тобто, можна виставити розмір 37 мм уздовж осі робочих отворів. Також кнопкою можна позиціонувати кондуктор на заготівці, вставивши кнопку в глухий отвір діаметром 5мм. Кнопка виготовлена з конструкційного пластика - поліацеталі (РОМ). Пластикова кнопка легка і приємна у використанні порівняно із кнопкою, виготовленою з металу. Міцність кондуктора забезпечується тим, що матеріал кондуктора - конструкційний пластик, зокрема полікарбанат (але може застосовуватися і будь-який інший). При використанні металу кондуктор може погнутися. Пластик же більш пружний. Свердлення проводитися не через корпус самого кондуктора, а через спеціальні втулки, що дозволяє не зношувати сам шаблон. Це, крім того, забезпечує величезну універсальність. Оскільки ці втулки можна зробити під будь-який діаметр свердла. Конструкція втулок має просту форму, що дозволяє їх зробити порівняно не дорогими у виготовленні. Втулки для свердлення виготовлені з металу. На кондуктор можна прикріпити швидкозатискну струбцину, завдяки чому можна швидко і міцно фіксувати кондуктор на заготівці. При свердленні в торець можна регулювати відстань від верхньої площини до центру свердлення, в межах від 5 мм до 23 мм, що дає можливість працювати з великим діапазоном матеріалу і фурнітури. При свердленні глухих отворів потрібно використовувати обмежувач на свердло. Планка кондуктора має вибірку завглибшки 1 мм. Це дає можливість позиціонувати сам кондуктор біля торця заготівки на відстані, від торця заготівки до осі ряду робочих отворів, рівним 8 мм. При цьому, вісь ряду робочих отворів знаходитися від краю кондуктора на відстані 9 мм. Це зручно при використанні матеріалу товщиною 16 мм. На самому кондукторові є покажчики осей робочих отворів. Це дає можливість позиціонувати кондуктор на заготівці в потрібному місці. Заздалегідь необхідно зробити позначку на заготівці. Таким чином, кондуктор відповідно до винаходу дозволяє: 1) позиціонувати кондуктор в будь-якому місці заготовки, з кроком 1 мм. 2) свердлити звичайним свердлом. Максимальний діаметр свердла = 10 мм. Винахід пояснюється наступними кресленнями, де: на Фіг. 1 - загальний вигляд кондуктора; на Фіг. 2 - загальний вигляд планки кондуктора; на Фіг. 3 - загальний вигляд насадки кондуктора; на Фіг. 4 - загальний вигляд втулки для свердлення; на Фіг. 5 - загальний вигляд притискної втулки; на Фіг. 6 - загальний вигляд кнопки кондуктора; на Фіг. 7 - штифт або стандартне меблеве міжсекційне стягування під діаметр 5 мм; на Фіг. 8. - корпуси кондуктора; на Фіг. 9. - кнопка кондуктора; на Фіг. 10 - поперечний розріз корпусу кондуктора і кнопки, вставленої в деталь; 2 UA 115824 C2 5 10 15 20 25 30 35 40 45 50 55 на Фіг. 11 - поперечний розріз корпусу кондуктора і кнопки, виступаючої в ролі упору, діаметром 12; на Фіг. 12 - поперечний розріз корпусу кондуктора і кнопки, виступаючої в ролі упору, діаметром 13; на Фіг. 13 - поздовжній розріз корпусу кондуктора і кнопки, виступаючої в ролі упору, діаметром 12; на Фіг. 14 - подовжній розріз корпусу кондуктора і кнопки, виступаючої в ролі упору, діаметром 13; на Фіг. 15 - розріз корпусу кондуктора А-А, Варіант "А". Корпус кондуктора; на Фіг. 16 - розріз корпусу кондуктора А-А, Варіант "Б". Корпус кондуктора і штифт; на Фіг. 17 - розріз корпусу кондуктора А-А, Варіант "В". Корпус кондуктора і планка кондуктора; на Фіг. 18 - розріз корпусу кондуктора Б-Б, основного вигляду; на Фіг. 19 - планка кондуктора; на Фіг. 20 - розріз планки кондуктора А-А, основного вигляду; на Фіг. 21 - розріз планки кондуктора Б-Б, основного вигляду; на Фіг. 22 - отвір на планці кондуктора; на Фіг. 23 - кондуктор в зборі. Для свердлення в торець; на Фіг. 24 - кондуктор в зборі. Для свердлення в торець. Вигляд А; на Фіг. 25 - розріз кондуктора А-А, Варіант "А", вигляд в зборі; на Фіг. 26 - розріз кондуктора А-А, Варіант "Б", вигляд в зборі; на Фіг. 27 - розріз кондуктора Б-Б. Вузол стиковки корпусу кондуктора з планкою кондуктора; на Фіг. 28 - насадка кондуктора; на Фіг. 29 - розріз насадки А-А; на Фіг. 30 - фіксація насадки на корпусі кондуктора втулками для свердлення; на Фіг. 31 - кондуктор в зборі. Для свердлення в площину деталі. Т-подібна конструкція; на Фіг. 32 - кондуктор в зборі. Для свердлення в площину деталі, з насадкою; на Фіг. 33 - кондуктор в зборі. Для свердлення в площину деталі, з двома насадками; на Фіг. 34 - кондуктор в зборі. Для свердлення в площину деталі. П-подібна конструкція; на Фіг. 35 - Кондуктор в зборі. Для свердлення в площину деталі, з двома насадками, без планки. Кондуктор складається з наступних елементів: корпус кондуктора 1 згідно з Фіг. 1, планка кондуктора 2 згідно з Фіг. 2, насадка кондуктора 3 згідно з Фіг. 3, втулка для свердлення 4 згідно з Фіг. 4, притискна втулка 5 згідно з Фіг. 5 і кнопка кондуктора 6 згідно з Фіг. 6. Упором кондуктора виступає штифт 7 згідно з Фіг. 7, в ролі якого може застосовуватися стандартне меблеве міжсекційне стягування під діаметр 5 мм. або будь-який штифт з схожими геометричними параметрами. Корпус кондуктора 1 згідно з Фіг. 8 має робочі отвори з різьбленням 8, які розташовані в ряд з певним кроком (крок рівний 16 мм. і може мати будь-який інший необхідний крок). Відстань між осями двох рядів складає необхідне значення (переважна відстань складає 43 мм) Також в корпусі кондуктора 1 присутні здвоєні робочі отвори, які мають іншу міжосьову відстань з сусіднім поряд. В даному випадку це здвоєний робочий отвір 9. (переважно, відстань складає 32 мм) При установки кнопки кондуктора 6 в робочий отвір кондуктора 8 і використанні кнопки у вигляді упору кондуктора, згідно з Фіг. 11, 12, 13 і 14, можна позиціонувати кондуктор відносно краю деталі на певну відстань. Існує можливість виставити відстань, рівну 37 мм. як в поперечному розрізі, так і в подовжньому. Кнопка кондуктора 6 згідно з Фіг. 9 є тілом обертання, маючи декілька робочих діаметрів, які використовуються для різних цілей. Діаметр 10 рівний діаметру раніше просвердленого отвору в деталі і призначений для позиціонуванні кондуктора 1 на деталі відносно раніше просвердленого отвору, як представлено на поперечному розрізі, Фіг. 10. При цьому вісь раніше просвердленого отвору і вісь робочого отвору 8 в яке була вставлена кнопка 6, співпадатимуть. Діаметр 11 і 12 рівний крізному діаметру робочого отвору з різьбленням, щоб була можливість щільно, без вертикального зсуву осі, вставити кнопку 6 в робочий отвір 8, але не без закручування в різьблення. При різьбленні робочих отворів Μ 14×2 даний діаметр складає 12 мм. 3 UA 115824 C2 5 10 15 20 25 30 35 40 45 50 55 60 Діаметр 13 задає зсув кондуктора по відношенню краю деталі до осі свердлення у розмірі половини свого діаметра. Діаметри 12 і 13 служать, в ролі упору, для позиціонування корпусу кондуктора 1 відносно краю деталі до осі свердлення. Фіг. 11 і 12 - є поперечним розрізом, де "Розмір А" рівний різниці міжосьової відстані використовуваних робочих отворів 8 і половини діаметру 12, а "Розмір Б" рівний різниці міжосьової відстані використовуваних робочих отворів 8 і половини діаметра 13. Фіг. 13 і 14 - є подовжнім розрізом, де "Розмір В" рівний різниці міжосьової відстані використовуваних робочих отворів 8 і половини діаметру 12, а "Розмір Г" рівний різниці міжосьової відстані використовуваних робочих отворів 8 і половини діаметру 13. Корпус кондуктора 1 має покажчики подовжніх осей 14 ряду робочих отворів 8, а так само покажчики поперечних осей 15 робочих отворів 8, згідно з Фіг. 8. Корпус кондуктора 1 має паз 16, ширина якого рівна відстані 17, який у свою чергу рівний ширині планки кондуктора 2, згідно з Фіг. 15, 17 і 19. У корпусі кондуктора 1 є отвір 18 для фіксації планки кондуктора 2 за допомогою притискної втулки 5, при вставлянні планки кондуктора 2 в паз 16 корпусів кондуктора 1, що видно з Фіг. 17. Корпус кондуктора 1 містить регулювальні отвори 19 розташовані з кроком 1 мм, вставивши в які штифт 7 і використовуючи цей штифт як упор, згідно з Фіг. 16, можна задати необхідну відстань від краю деталі до осі використовуваного робочого отвору 8. Корпус кондуктора 1 має отвір 20 для фіксації гайки 21, а так само отвір 22 під гвинт 23, згідно з Фіг. 8 і 18. Притискна втулка 5 має таке ж різьблення як в робочих отворах 24 планки кондуктора 2. Втулка для свердлення 4 має таке ж різьблення як в робочих отворах 8 корпусів кондуктора 1. Планка кондуктора 2 має робочі отвори з різьбленням 24, які розташовані в ряд з певним кроком, згідно з Фіг. 19. А так само отвори 25 для швидкого з'єднання з корпусом кондуктора 1, згідно з Фіг. 23, 24 і 27. Також на планці кондуктора 2 є отвори 26 для швидкого регулювання відстані від площини деталі до осі робочих отворів 24, при свердленні "в торець", згідно з Фіг. 19 і Фіг. 22. Планка кондуктора 2, з одного боку, має вибірку 27, згідно з Фіг. 20, для зміни відстані від краю деталі до осі використовуваних робочих отворів 8 корпусів кондуктора 1, при свердленні "біля торця" деталі, згідно з Фіг. 25 і 26. Глибина вибірки 27 задає зсув осі використовуваних робочих отворів 8 корпусів кондуктора 1 відносно краю деталі, яке рівне різниці "Розмір Д" до "Розмір Е", згідно з Фіг. 25 і 26. Насадка кондуктора 3 має сполучні отвори 28 через яких, за допомогою втулок для свердлення 4, вона фіксується на корпусі кондуктора 1 в робочих отворах 8 і на планці кондуктора 2 в робочих отворах 24. Отвори 28 мають з одного боку "Діаметр А", який більше габаритного діаметра втулки для свердлення 4, а з другого боку отвору 28 мають "Діаметр Би" рівний зовнішньому діаметру різьблення втулки 4, що у свою чергу дає можливість використовувати втулки без подовженого різьблення. Насадка кондуктора 3 має регулювальні отвори 29, які розташовані з кроком 1 мм від осі сполучних отворів 28, які у свою чергу співпадають з осями робочих отворів 8 корпусів кондуктора 1, а так само з осями робочих отворів 24 планки кондуктора 2. Кондуктор використовується таким чином. Кондуктор може використовуватися для свердлення: "у торець", "біля торця" і "в площину" деталі. 1. Збірка кондуктора для свердлення "в торець" і "біля торця". Сполучаємо корпус кондуктора 1 з планкою кондуктора 2 за допомогою гвинтів 23 і гайок 21 через отвір 25 в планці кондуктора 2 згідно Фіг. 23, 24 і 27. На Фіг. 25 показана схема з'єднання корпусу кондуктора 1 і планки кондуктора 2 плоскою стороною, вибірка 27 знаходиться зовні, при цьому "Размер Д" рівний стандартній відстані застосованому в конструкції корпусу кондуктора 1. Якщо нам необхідно досягти "Розмір Е" згідно з Фіг. 26, тобто зменшити цю відстань на глибину вибірки 27, треба переставити планку кондуктора 2, щоб вибірка 27 була направлена на торець корпусу кондуктора 1. Виставивши необхідну відстань від площини деталі до осі свердлення, а саме "Розмір Е" згідно з Фіг. 27, фіксуємо планку кондуктора 2 остаточним затягуванням гвинтів 23. Зібраний кондуктор представлений на Фіг. 23 і 24. Залишилося укрутити втулки для свердлення 4 в робочі отвори 8 і 24. 4 UA 115824 C2 5 10 15 20 25 30 35 Задати відстань від торця заготівки до осі робочих отворів можна за допомогою кнопки кондуктора 6 згідно з Фіг. 13 і 14 або за допомогою штифта 7 згідно з Фіг. 16. Свердлення "в торець" відбувається за рахунок втулок для свердлення 4, які укручені в робочі отвори 24 планки кондуктора 2. Свердлення "біля торця" відбувається за рахунок втулок для свердлення 4, які укручені в робочі отвори 8 корпусів кондуктора 1. 2. Збірка кондуктора для свердлення "біля торця", із застосуванням кнопок кондуктора 6. Для поперечного позиціонування корпусу кондуктора 1 по відношенню до торця деталі ми в корпус кондуктора 1 через робочі отвори 8 вставляємо кнопки кондуктора 6 одним з варіантів, згідно з Фіг. 11 і 12. Для подовжнього позиціонування корпусу кондуктора 1 по відношенню до торця деталі ми можемо використовувати так само кнопки кондуктора 6 згідно з Фіг. 13 і 14 або використовувати штифт 7 згідно з Фіг. 16. 3. Збирання кондуктора для свердлення "в площину", із застосуванням планки кондуктора 2 і насадки кондуктора 3. Вставляємо планку кондуктора 2 в паз 16 корпусу кондуктора 1 і фіксуємо притискною втулкою 5 через отвір 18, згідно з Фіг. 17. Отримуємо Т-подібну конструкцію згідно з Фіг. 31, залишилося тільки укрутити втулки для свердлення 4 в робочі отвори 8 корпусів кондуктора 1. Відстань від базового торця деталі 30 і до осей робочих отворів 8 відповідають стандартним відстаням закладеними в конструкцію корпусу кондуктора 1. Відстань від другої кромки деталі 31, перпендикулярної відносно базового торця деталі, що є, 30 виставляється будь-яким зручним способом. Якщо потрібно швидко і точно виставити поперечний розмір від осі робочих отворів 8 до кромки деталі 31 можемо застосувати насадку кондуктора 3, що кріпиться на корпусі кондуктора 1 за допомогою втулок для свердлення 4 згідно з Фіг. 30 і 32, позиціонувати таку конструкцію будемо за рахунок регульованих отворів 29 в насадці кондуктора 3 згідно з Фіг. 32. Так само можемо регулювати відстані від базового торця деталі 30 до поперечних осей робочих отворів 8 корпусів кондуктора 1 одним з двох способів, згідно з Фіг. 33 за рахунок регульованих отворів 29 в насадці кондуктора 3 або Фіг. 34 за рахунок регульованих отворів 19 корпусу кондуктора 1. Позиціонувати кондуктор від торців деталі можемо за допомогою корпусу кондуктора 1 і двох насадок кондуктора 3 згідно з Фіг. 35. Регулювання відстані від торців деталі до осей робочих отворів 8 корпусів кондуктора 1 буде проводиться за рахунок регулювальних отворів 19 корпусів кондуктора 1, а так само регулювальних отворів 29 насадок кондуктора 3. Таким чином, в винаході досягається забезпечення універсального застосування: швидка і точна наладка, міцність конструкції, зручність використання, можливість свердлення отворів як "в площину" деталі, так і "в торець" за допомогою звичайних (спіральних) свердел через втулки. 40 ФОРМУЛА ВИНАХОДУ 45 50 55 60 1. Кондуктор, що містить корпус та з'єднану з ним планку, які мають робочі отвори, та кондукторні втулки, який відрізняється тим, що корпус містить щонайменше два поздовжні ряди, а планка - щонайменше один поздовжній ряд робочих отворів, виконаних з однаковим фіксованим кроком, а кондукторні втулки встановлені в визначені робочі отвори з можливістю безпосереднього свердлення крізь них, причому кондуктор оснащений насадкою, яка з'єднана з корпусом, при цьому кондуктор містить щонайменше один штифт, розміщений в регулювальному отворі корпусу або насадки, для позиціонування кондуктора біля краю деталі, або містить щонайменше одну кнопку, яка вставлена в робочий отвір корпуса кондуктора, для позиціонування кондуктора біля краю деталі. 2. Кондуктор за п. 1, який відрізняється тим, що крок робочих отворів рівний 16 мм. 3. Кондуктор за п. 1, який відрізняється тим, що крок регулювальних отворів рівний 1 мм. 4. Кондуктор за п. 1, який відрізняється тим, що кнопка виготовлена з конструкційного пластика - поліацеталі (РОМ). 5. Кондуктор за п. 1, який відрізняється тим, що він виготовлений з конструкційного пластика, зокрема полікарбонату. 6. Кондуктор за п. 1, який відрізняється тим, що кондукторні втулки виготовлені з металу. 7. Кондуктор за п. 1, який відрізняється тим, що планка кондуктора має вибірку завглибшки 1 мм. 5 UA 115824 C2 8. Кондуктор за п. 1, який відрізняється тим, що на самому кондукторі є покажчики осей робочих отворів. 6 UA 115824 C2 7 UA 115824 C2 8 UA 115824 C2 9 UA 115824 C2 10 UA 115824 C2 11 UA 115824 C2 12 UA 115824 C2 13 UA 115824 C2 14 UA 115824 C2 15 UA 115824 C2 Комп’ютерна верстка А. Крижанівський Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 16
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23B 49/02, B23B 47/28
Мітки: кондуктор, меблевий, універсальний
Код посилання
<a href="https://ua.patents.su/18-115824-universalnijj-meblevijj-konduktor.html" target="_blank" rel="follow" title="База патентів України">Універсальний меблевий кондуктор</a>
Універсальний меблевий кондуктор
Номер патенту: 108383
Опубліковано: 11.07.2016
Автор: Шенгур Юрій Володимирович
МПК: B23B 47/28
Мітки: універсальний, кондуктор, меблевий
Формула / Реферат:
1. Універсальний меблевий кондуктор, що містить корпус у вигляді плоскої планки, який відрізняється тим, що кондуктор додатково забезпечений насадкою, виконаною з можливістю позиціонувати кондуктор біля торців заготівки, причому в насадці виконані регулювальні отвори, а в плоскій планці виконані робочі отвори, в яких нарізана різьба, причому робочі отвори розташовані принаймні в один ряд з можливістю виставляння будь-якої відстані до...
Універсальний переналагоджувальний свердлильний кондуктор

Номер патенту: 111633
Опубліковано: 25.11.2016
Автори: Кознарський Ярослав Петрович, Кіт Любомира Миколаївна, Торський Адріан Романович
МПК: B23B 49/00
Мітки: переналагоджувальний, свердлильний, кондуктор, універсальний
Формула / Реферат:
Універсальний переналагоджувальний свердлильний кондуктор, що містить кондукторну плиту, в якій виконано один або декілька отворів для встановлення змінних кондукторних втулок з наскрізним осьовим отвором кожна, діаметр якого співпадає з діаметром висвердлюваного отвору заготовки, та засоби лінійного і кутового зміщення положення змінних кондукторних втулок з можливістю фіксування їх кріпильними елементами, який відрізняється тим, що містить...
Кондуктор на повітряній подушці для свердління радіальних отворів
Номер патенту: 101128
Опубліковано: 25.08.2015
Автор: Хода Зоя Федорівна
Мітки: радіальних, свердління, повітряній, подушці, кондуктор, отворів
Формула / Реферат:
Кондуктор для свердління радіальних отворів, який складається з корпусу, механізму затиску і плити з кондукторними втулками, який відрізняється тим, що кондуктор містить верхню і нижню частини, які з'єднані між собою верстатними напрямними на повітряній подушці, причому верхня частина кондуктора містить сам кондуктор і пневматичну систему, а нижня частина містить плиту з упорами: верхня і нижня частини кондуктора мають можливість руху по...
Кондуктор для свердлення отворів у трубі
Номер патенту: 48673
Опубліковано: 25.03.2010
Автори: Хабрат Микола Іванович, Менасанова Саадат Енверівна, Козяр Олександр Анатолийович, Халілов Вадім
МПК: B23B 49/00
Мітки: свердлення, трубі, кондуктор, отворів
Формула / Реферат:
Кондуктор для свердлення отворів у трубі, що включає підставу й з'єднаний з нею з можливістю вертикального переміщення притискач, на яких утворені опозитно розташовані кутові пази для фіксації труби, а на притискачі симетрично зазначеним пазам закріплена кондукторна втулка для входу свердла, який відрізняється тим, що на підставі по осі кондукторної втулки встановлений підпружинений конусний уловлювач з можливістю входу в раніше...
Кондуктор для свердління отворів у деталях циліндричної форми

Номер патенту: 31557
Опубліковано: 10.04.2008
Автор: Карпеченко Анатолій Володимирович
МПК: B23B 49/00
Мітки: свердління, циліндричної, кондуктор, деталях, форми, отворів
Формула / Реферат:
1. Кондуктор для свердління отворів у деталях циліндричної форми, що містить корпус із щонайменше одним установочним місцем для деталі і кондукторну плиту з щонайменше одним напрямним отвором, який відрізняється тим, що корпус виконаний рознімним і складається з двох планок, установочне місце утворено пазами з посадочними поверхнями під деталь, виконаними симетрично один одному в планках з боку рознімання корпусу, щонайменше в одній з планок...
Попередній патент: Асинхронний двигун
Наступний патент: Спосіб визначення концентрації прополісу в спиртовому розчині
Випадковий патент: Система нарахування бонусів для дисконтної програми в туристичному бізнесі