Кондуктор для свердління отворів у деталях циліндричної форми

Формула / Реферат
1. Кондуктор для свердління отворів у деталях циліндричної форми, що містить корпус із щонайменше одним установочним місцем для деталі і кондукторну плиту з щонайменше одним напрямним отвором, який відрізняється тим, що корпус виконаний рознімним і складається з двох планок, установочне місце утворено пазами з посадочними поверхнями під деталь, виконаними симетрично один одному в планках з боку рознімання корпусу, щонайменше в одній з планок над установочним місцем перпендикулярно подовжній осі установочного місця виконаний щонайменше один напрямний отвір, при цьому кондуктор оснащений щонайменше однією парою знімних кондукторних плит, встановлених на корпусі з його протилежних боків, перпендикулярних подовжній осі установочного місця.
2. Кондуктор за п. 1, який відрізняється тим, що довжина установочного місця дорівнює довжині заготівки.
3. Кондуктор за пп. 1, 2, який відрізняється тим, що установочне місце виконане у формі ромба з прямими кутами.
4. Кондуктор за пп. 1-3, який відрізняється тим, що в одній з планок перпендикулярно подовжній осі установочного місця і в одній площині з нею встановлені фіксатори оброблюваної деталі.
Текст
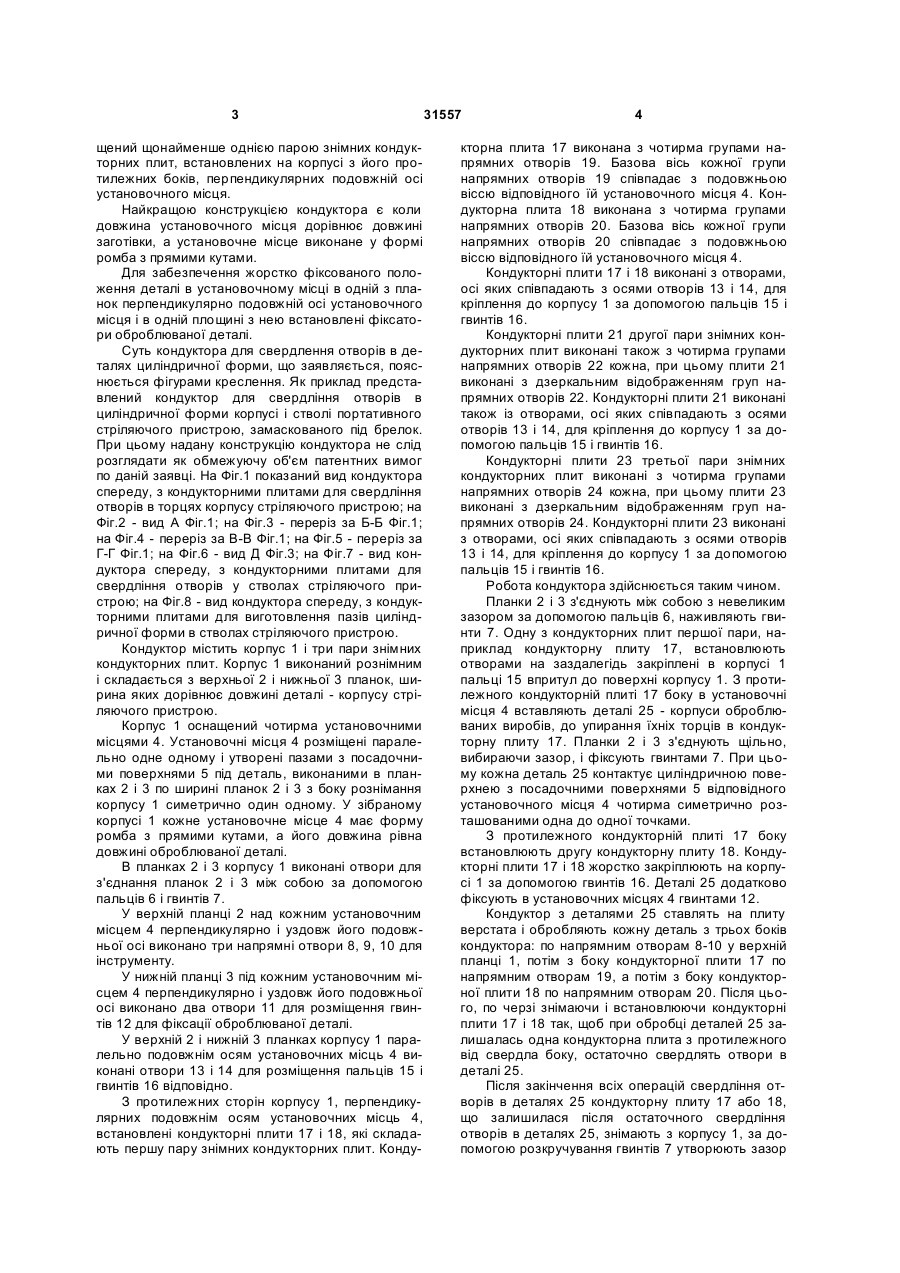
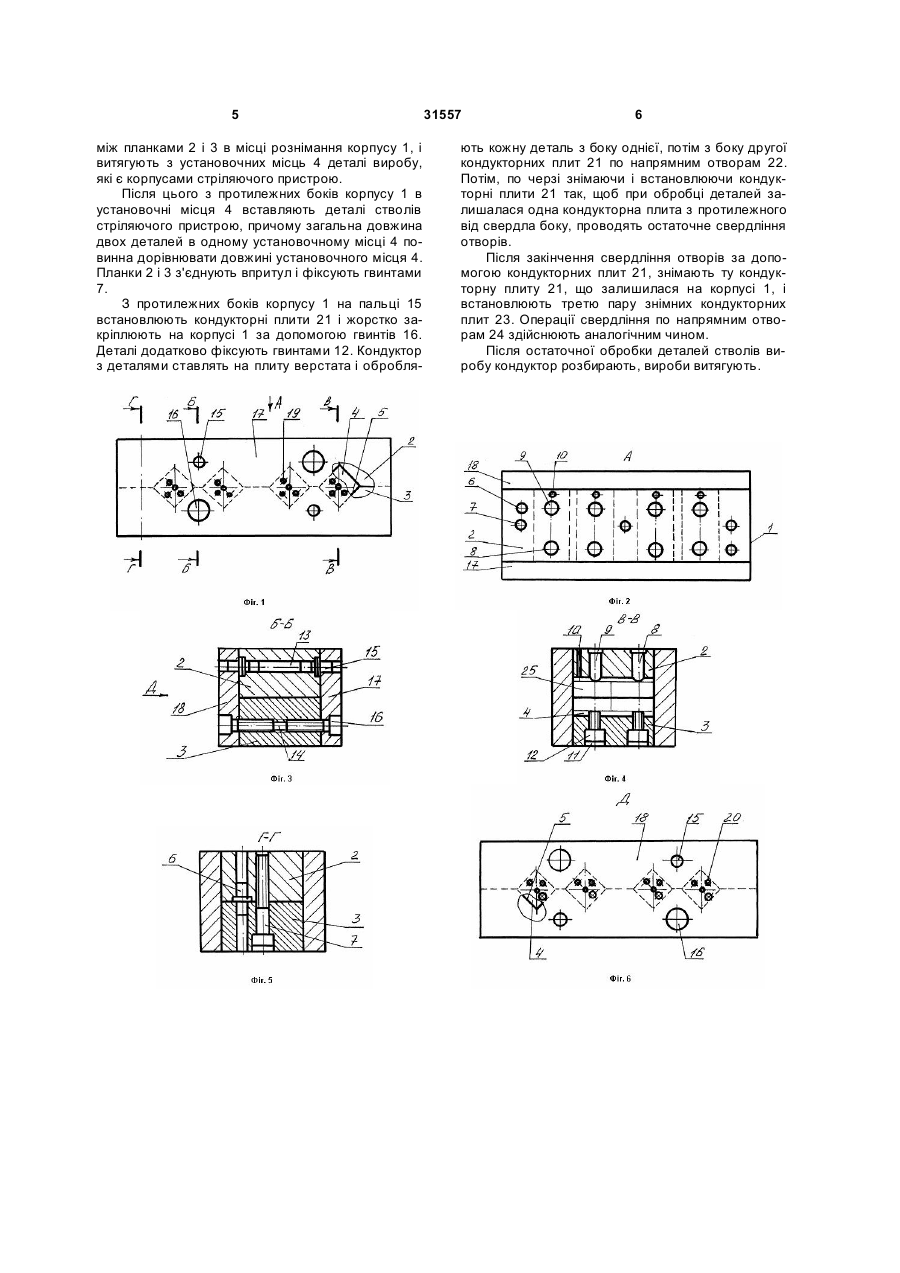
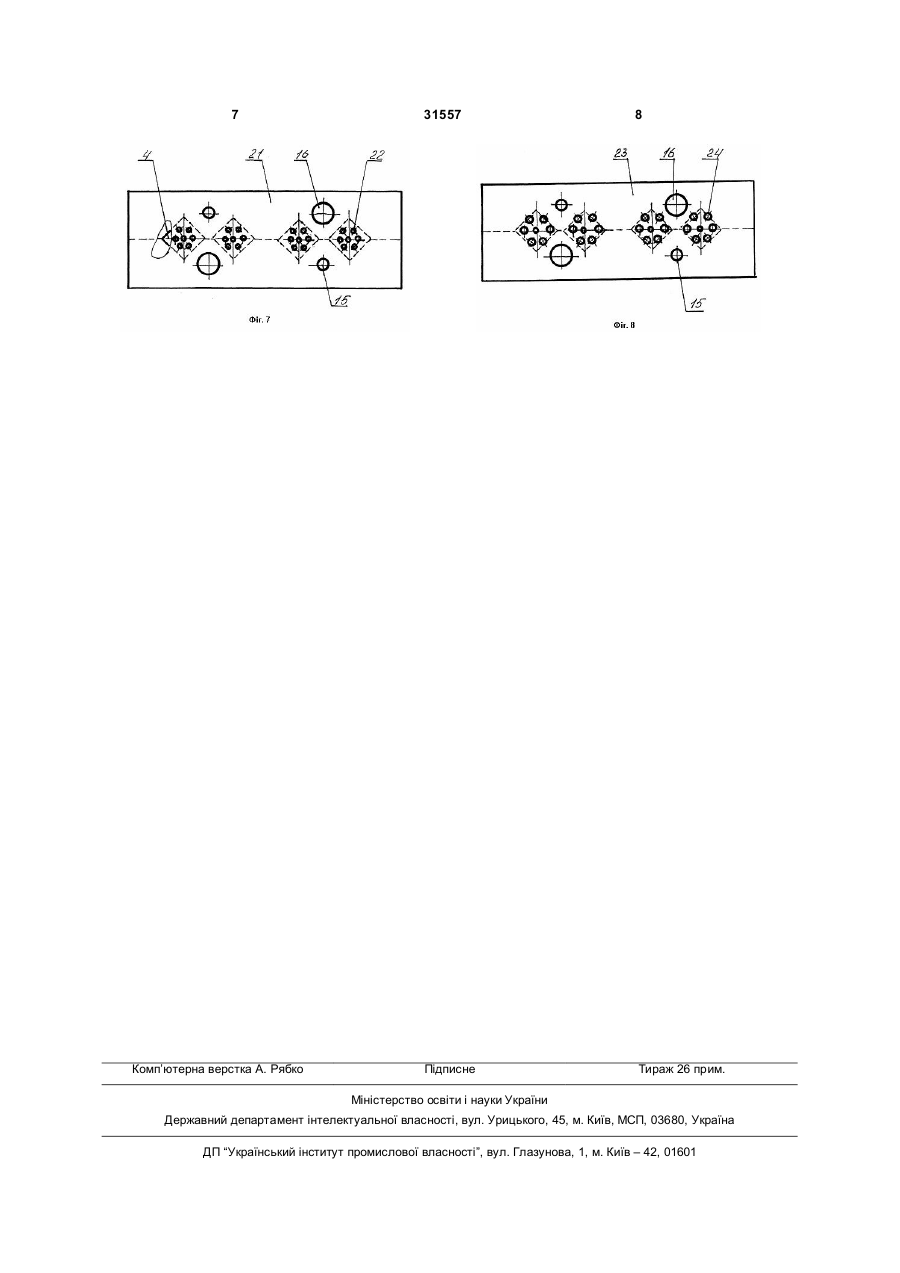
1. Кондуктор для свердління отворів у деталях циліндричної форми, що містить корпус із щонайменше одним установочним місцем для деталі і кондукторну плиту з щонайменше одним напрямним отвором, який відрізняється тим, що корпус виконаний рознімним і складається з двох планок, установочне місце утворено пазами з посадочними поверхнями під деталь, виконаними симетрично один одному в планках з боку рознімання корпусу, щонайменше в одній з планок над 3 щений щонайменше однією парою знімних кондукторних плит, встановлених на корпусі з його протилежних боків, перпендикулярних подовжній осі установочного місця. Найкращою конструкцією кондуктора є коли довжина установочного місця дорівнює довжині заготівки, а установочне місце виконане у формі ромба з прямими кутами. Для забезпечення жорстко фіксованого положення деталі в установочному місці в одній з планок перпендикулярно подовжній осі установочного місця і в одній площині з нею встановлені фіксатори оброблюваної деталі. Суть кондуктора для свердлення отворів в деталях циліндричної форми, що заявляється, пояснюється фігурами креслення. Як приклад представлений кондуктор для свердління отворів в циліндричної форми корпусі і стволі портативного стріляючого пристрою, замаскованого під брелок. При цьому надану конструкцію кондуктора не слід розглядати як обмежуючу об'єм патентних вимог по даній заявці. На Фіг.1 показаний вид кондуктора спереду, з кондукторними плитами для свердління отворів в торцях корпусу стріляючого пристрою; на Фіг.2 - вид А Фіг.1; на Фіг.3 - переріз за Б-Б Фіг.1; на Фіг.4 - переріз за В-В Фіг.1; на Фіг.5 - переріз за Г-Г Фіг.1; на Фіг.6 - вид Д Фіг.3; на Фіг.7 - вид кондуктора спереду, з кондукторними плитами для свердління отворів у стволах стріляючого пристрою; на Фіг.8 - вид кондуктора спереду, з кондукторними плитами для виготовлення пазів циліндричної форми в стволах стріляючого пристрою. Кондуктор містить корпус 1 і три пари знімних кондукторних плит. Корпус 1 виконаний рознімним і складається з верхньої 2 і нижньої 3 планок, ширина яких дорівнює довжині деталі - корпусу стріляючого пристрою. Корпус 1 оснащений чотирма установочними місцями 4. Установочні місця 4 розміщені паралельно одне одному і утворені пазами з посадочними поверхнями 5 під деталь, виконаними в планках 2 і 3 по ширині планок 2 і 3 з боку рознімання корпусу 1 симетрично один одному. У зібраному корпусі 1 кожне установочне місце 4 має форму ромба з прямими кутами, а його довжина рівна довжині оброблюваної деталі. В планках 2 і 3 корпусу 1 виконані отвори для з'єднання планок 2 і 3 між собою за допомогою пальців 6 і гвинтів 7. У верхній планці 2 над кожним установочним місцем 4 перпендикулярно і уздовж його подовжньої осі виконано три напрямні отвори 8, 9, 10 для інструменту. У нижній планці 3 під кожним установочним місцем 4 перпендикулярно і уздовж його подовжньої осі виконано два отвори 11 для розміщення гвинтів 12 для фіксації оброблюваної деталі. У верхній 2 і нижній 3 планках корпусу 1 паралельно подовжнім осям установочних місць 4 виконані отвори 13 і 14 для розміщення пальців 15 і гвинтів 16 відповідно. З протилежних сторін корпусу 1, перпендикулярних подовжнім осям установочних місць 4, встановлені кондукторні плити 17 і 18, які складають першу пару знімних кондукторних плит. Конду 31557 4 кторна плита 17 виконана з чотирма групами напрямних отворів 19. Базова вісь кожної групи напрямних отворів 19 співпадає з подовжньою віссю відповідного їй установочного місця 4. Кондукторна плита 18 виконана з чотирма групами напрямних отворів 20. Базова вісь кожної групи напрямних отворів 20 співпадає з подовжньою віссю відповідного їй установочного місця 4. Кондукторні плити 17 і 18 виконані з отворами, осі яких співпадають з осями отворів 13 і 14, для кріплення до корпусу 1 за допомогою пальців 15 і гвинтів 16. Кондукторні плити 21 другої пари знімних кондукторних плит виконані також з чотирма групами напрямних отворів 22 кожна, при цьому плити 21 виконані з дзеркальним відображенням груп напрямних отворів 22. Кондукторні плити 21 виконані також із отворами, осі яких співпадають з осями отворів 13 і 14, для кріплення до корпусу 1 за допомогою пальців 15 і гвинтів 16. Кондукторні плити 23 третьої пари знімних кондукторних плит виконані з чотирма групами напрямних отворів 24 кожна, при цьому плити 23 виконані з дзеркальним відображенням груп напрямних отворів 24. Кондукторні плити 23 виконані з отворами, осі яких співпадають з осями отворів 13 і 14, для кріплення до корпусу 1 за допомогою пальців 15 і гвинтів 16. Робота кондуктора здійснюється таким чином. Планки 2 і 3 з'єднують між собою з невеликим зазором за допомогою пальців 6, наживляють гвинти 7. Одну з кондукторних плит першої пари, наприклад кондукторну плиту 17, встановлюють отворами на заздалегідь закріплені в корпусі 1 пальці 15 впритул до поверхні корпусу 1. З протилежного кондукторній плиті 17 боку в установочні місця 4 вставляють деталі 25 - корпуси оброблюваних виробів, до упирання їхніх торців в кондукторну плиту 17. Планки 2 і 3 з'єднують щільно, вибираючи зазор, і фіксують гвинтами 7. При цьому кожна деталь 25 контактує циліндричною поверхнею з посадочними поверхнями 5 відповідного установочного місця 4 чотирма симетрично розташованими одна до одної точками. З протилежного кондукторній плиті 17 боку встановлюють другу кондукторну плиту 18. Кондукторні плити 17 і 18 жорстко закріплюють на корпусі 1 за допомогою гвинтів 16. Деталі 25 додатково фіксують в установочних місцях 4 гвинтами 12. Кондуктор з деталями 25 ставлять на плиту верстата і обробляють кожну деталь з трьох боків кондуктора: по напрямним отворам 8-10 у верхній планці 1, потім з боку кондукторної плити 17 по напрямним отворам 19, а потім з боку кондукторної плити 18 по напрямним отворам 20. Після цього, по черзі знімаючи і встановлюючи кондукторні плити 17 і 18 так, щоб при обробці деталей 25 залишалась одна кондукторна плита з протилежного від свердла боку, остаточно свердлять отвори в деталі 25. Після закінчення всіх операцій свердління отворів в деталях 25 кондукторну плиту 17 або 18, що залишилася після остаточного свердління отворів в деталях 25, знімають з корпусу 1, за допомогою розкручування гвинтів 7 утворюють зазор 5 між планками 2 і 3 в місці рознімання корпусу 1, і витягують з установочних місць 4 деталі виробу, які є корпусами стріляючого пристрою. Після цього з протилежних боків корпусу 1 в установочні місця 4 вставляють деталі стволів стріляючого пристрою, причому загальна довжина двох деталей в одному установочному місці 4 повинна дорівнювати довжині установочного місця 4. Планки 2 і 3 з'єднують впритул і фіксують гвинтами 7. З протилежних боків корпусу 1 на пальці 15 встановлюють кондукторні плити 21 і жорстко закріплюють на корпусі 1 за допомогою гвинтів 16. Деталі додатково фіксують гвинтами 12. Кондуктор з деталями ставлять на плиту верстата і обробля 31557 6 ють кожну деталь з боку однієї, потім з боку другої кондукторних плит 21 по напрямним отворам 22. Потім, по черзі знімаючи і встановлюючи кондукторні плити 21 так, щоб при обробці деталей залишалася одна кондукторна плита з протилежного від свердла боку, проводять остаточне свердління отворів. Після закінчення свердління отворів за допомогою кондукторних плит 21, знімають ту кондукторну плиту 21, що залишилася на корпусі 1, і встановлюють третю пару знімних кондукторних плит 23. Операції свердління по напрямним отворам 24 здійснюють аналогічним чином. Після остаточної обробки деталей стволів виробу кондуктор розбирають, вироби витягують. 7 Комп’ютерна верстка А. Рябко 31557 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюConductor for drilling holes in components of cylindrical shape
Автори англійськоюKarpechenko Anatolii Volodymyrovych
Назва патенту російськоюКондуктор для сверления отверстий в деталях цилиндрической формы
Автори російськоюКарпеченко Анатолий Владимирович
МПК / Мітки
МПК: B23B 49/00
Мітки: кондуктор, циліндричної, деталях, форми, отворів, свердління
Код посилання
<a href="https://ua.patents.su/4-31557-konduktor-dlya-sverdlinnya-otvoriv-u-detalyakh-cilindrichno-formi.html" target="_blank" rel="follow" title="База патентів України">Кондуктор для свердління отворів у деталях циліндричної форми</a>
Скальчатий кондуктор для свердління отворів в півмуфтах
Номер патенту: 61352
Опубліковано: 17.11.2003
Автор: Левкович Михайло Геннадійович
МПК: B23B 49/00
Мітки: свердління, отворів, скальчатий, півмуфтах, кондуктор
Формула / Реферат:
Скальчатий кондуктор для свердління отворів в півмуфтах, який виконаний у вигляді корпусу, в якому розміщений пневмопривід, кондукторної плити, установчих, затискних і направляючих елементів, який відрізняється тим, що в центрі кондукторної плити з нижньої сторони співвісно з віссю оброблюваної півмуфти жорстко встановлено конусний центрувальний елемент, верхній діаметр якого є більшим від внутрішнього центрального отвору півмуфти, причому...
Кондуктор для свердління отворів
Номер патенту: 58947
Опубліковано: 15.08.2003
Автори: Левкович Михайло Геннадійович, Гупка Богдан Васильович
МПК: B23B 49/00
Мітки: свердління, отворів, кондуктор
Формула / Реферат:
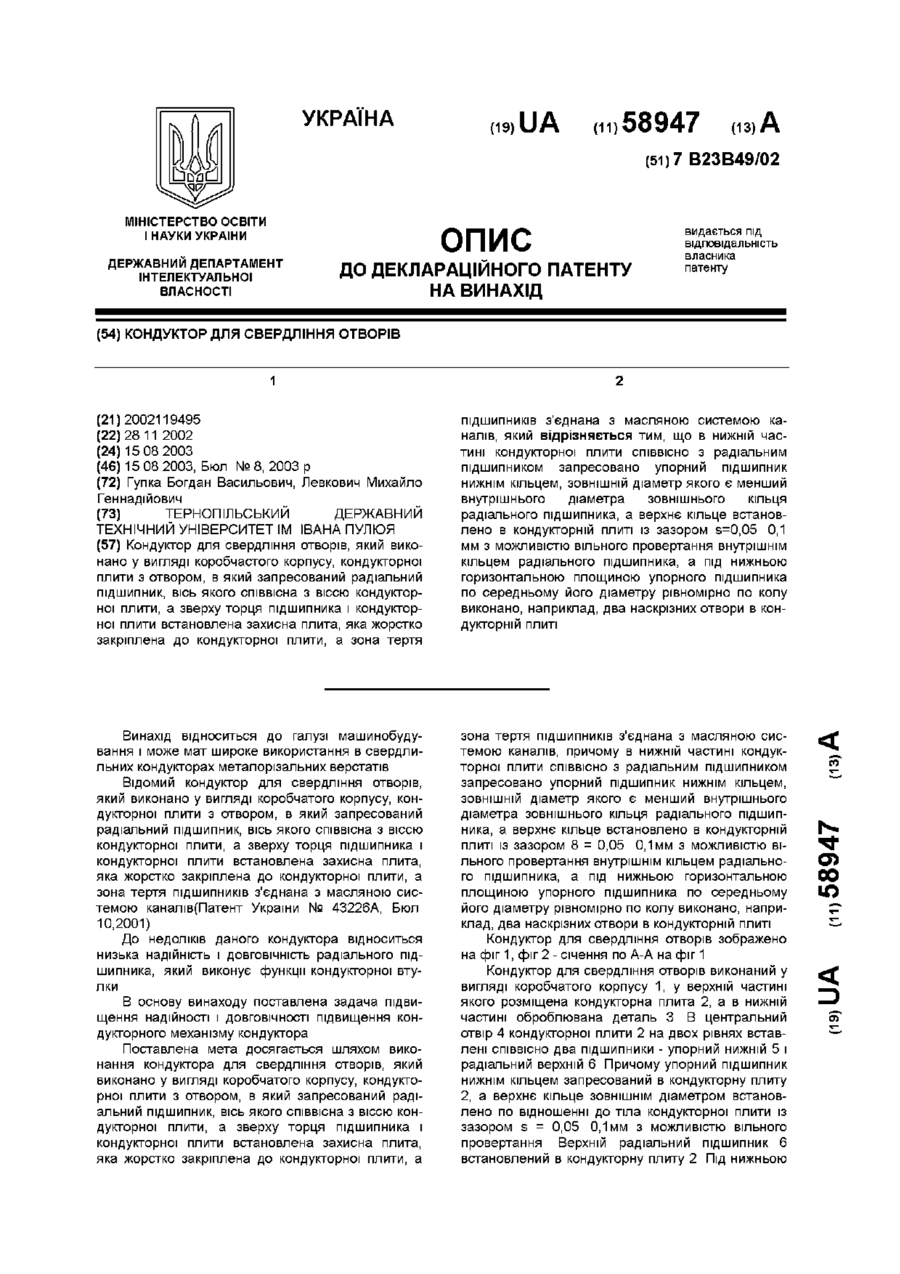
Кондуктор для свердління отворів, який виконано у вигляді коробчастого корпусу, кондукторної плити з отвором, в який запресований радіальний підшипник, вісь якого співвісна з віссю кондукторної плити, а зверху торця підшипника і кондукторної плити встановлена захисна плита, яка жорстко закріплена до кондукторної плити, а зона тертя підшипників з'єднана з масляною системою каналів, який відрізняється тим, що в нижній частині кондукторної плити...
Спосіб свердління отворів на певну глибину і пристрій для його реалізації
Номер патенту: 52285
Опубліковано: 16.12.2002
Автори: Стойко Ігор Васильович, Гупка Богдан Васильович, Гевко Ігор Богданович, Драган Андрій Петрович
МПК: B23B 49/00
Мітки: реалізації, отворів, спосіб, глибину, пристрій, свердління, певну
Формула / Реферат:
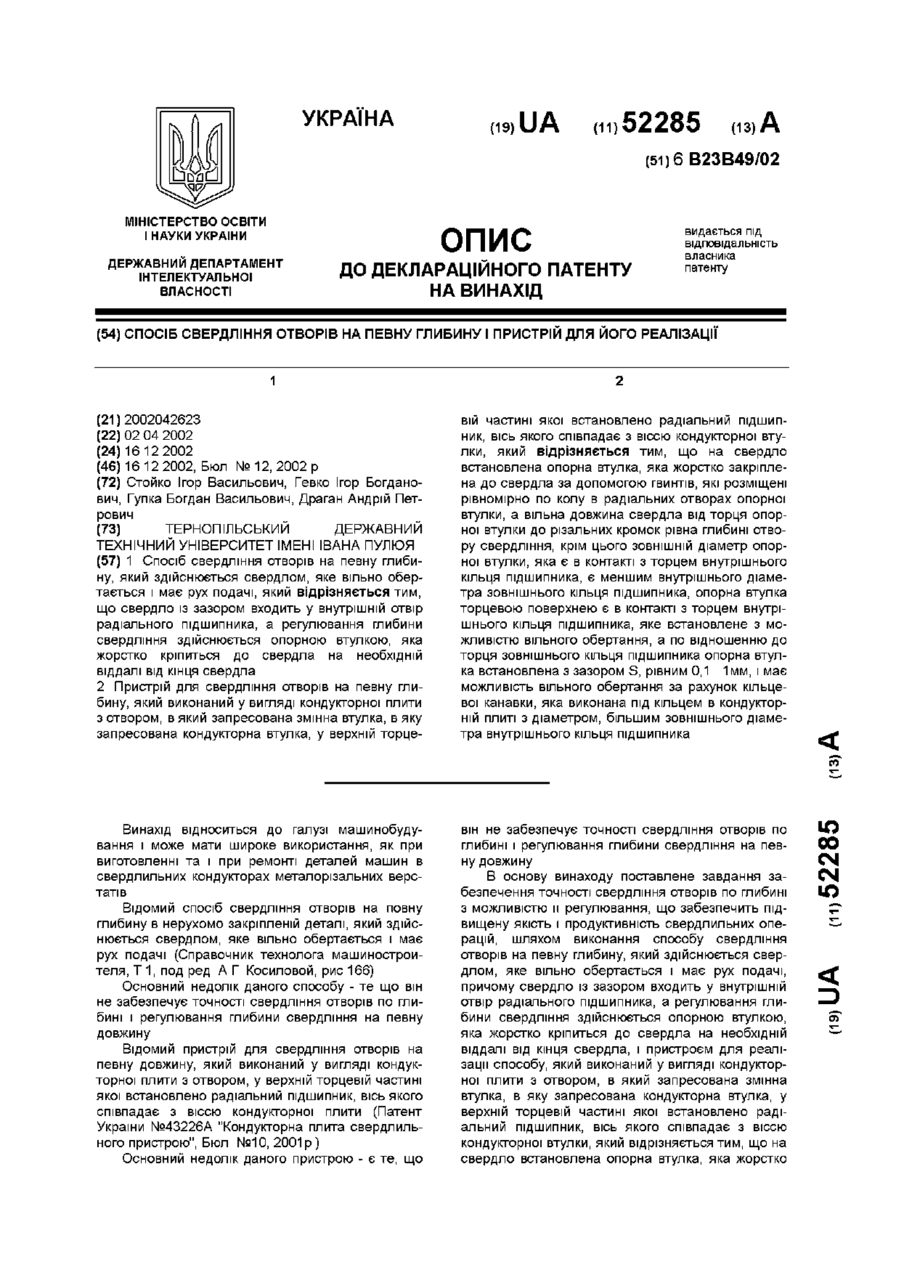
1. Спосіб свердління отворів на певну глибину, який здійснюється свердлом, яке вільно обертається і має рух подачі, який відрізняється тим, що свердло із зазором входить у внутрішній отвір радіального підшипника, а регулювання глибини свердління здійснюється опорною втулкою, яка жорстко кріпиться до свердла на необхідній віддалі від кінця свердла.2. Пристрій для свердління отворів на певну глибину, який виконаний у вигляді кондукторної...
Пристрій для глибокого свердління отворів
Номер патенту: 49469
Опубліковано: 16.09.2002
Автори: Стойко Ігор Іванович, Гупка Богдан Васильович, Гевко Ігор Богданович
МПК: B23B 49/00
Мітки: глибокого, свердління, отворів, пристрій
Формула / Реферат:
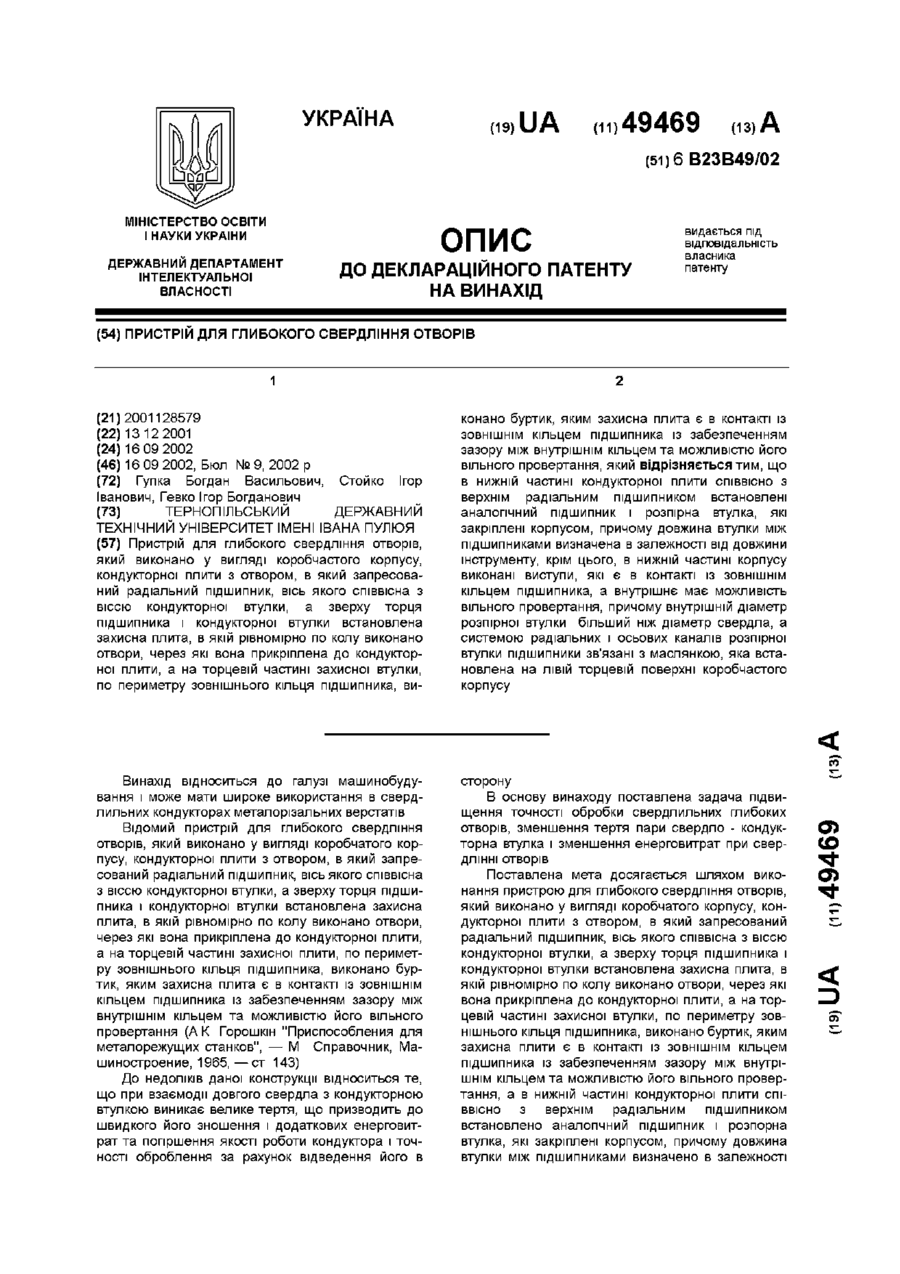
Пристрій для глибокого свердління отворів, який виконано у вигляді коробчастого корпусу, кондукторної плити з отвором, в який запресований радіальний підшипник, вісь якого співвісна з віссю кондукторної втулки, а зверху торця підшипника і кондукторної втулки встановлена захисна плита, в якій рівномірно по колу виконано отвори, через які вона прикріплена до кондукторної плити, а на торцевій частині захисної втулки, по периметру зовнішнього...
Інструмент для свердління глибоких отворів
Номер патенту: 51937
Опубліковано: 16.12.2002
Автори: Луців Ігор Володимирович, Брощак Іван Іванович
МПК: B23B 51/06
Мітки: глибоких, отворів, інструмент, свердління
Формула / Реферат:
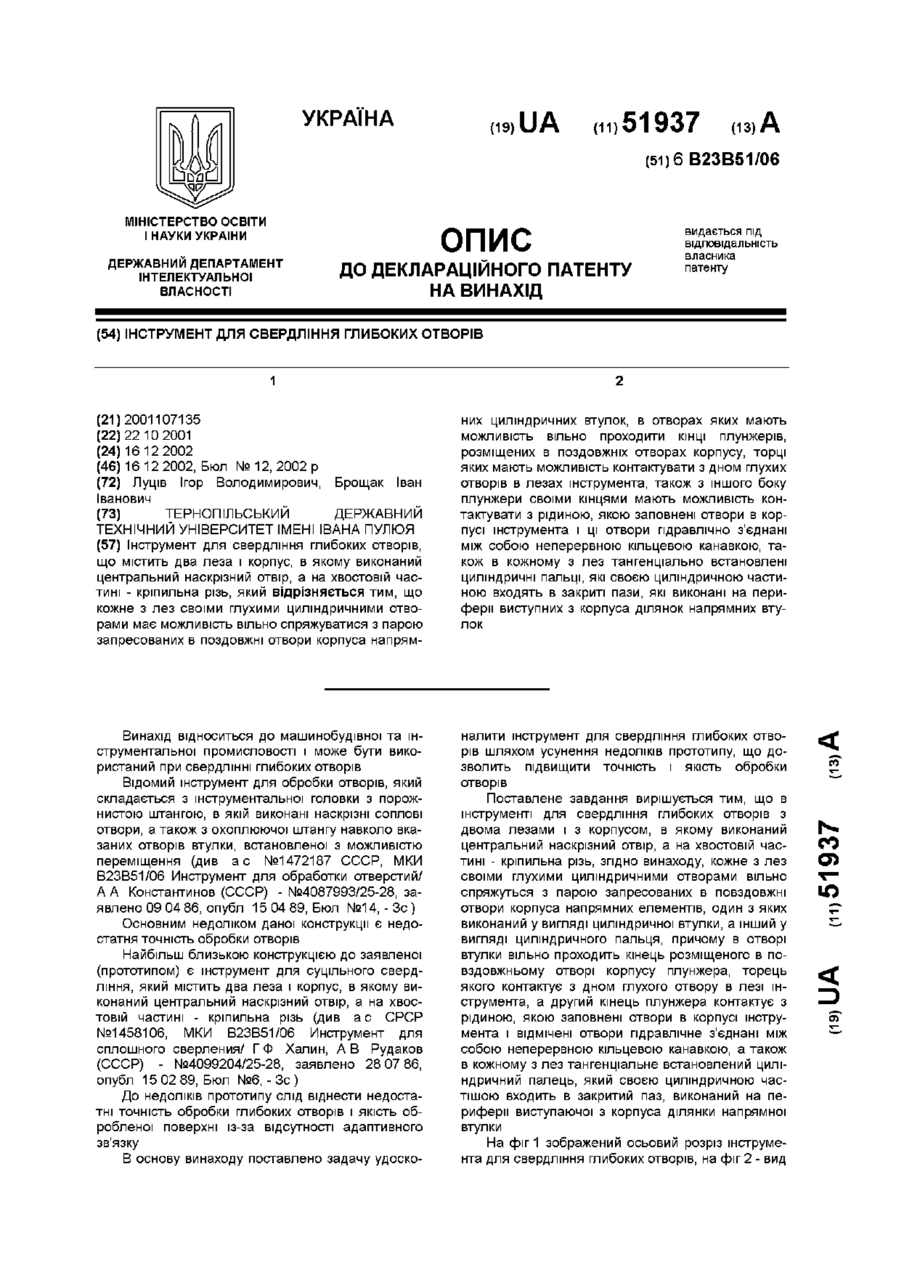
Інструмент для свердління глибоких отворів, що містить два леза і корпус, в якому виконаний центральний наскрізний отвір, а на хвостовій частині - кріпильна різь, який відрізняється тим, що кожне з лез своїми глухими циліндричними отворами має можливість вільно спряжуватися з парою запресованих в поздовжні отвори корпуса напрямних циліндричних втулок, в отворах яких мають можливість вільно проходити кінці плунжерів, розміщених в поздовжніх...
Попередній патент: Рекламно-інформаційний стенд
Наступний патент: Різальний вузол вовчка
Випадковий патент: Спосіб виготовлення складних однопрофільних структур