Спосіб направлення і розвороту сталевої стрічки під час її переміщення крізь установку для безперервної обробки і пристрій для його здійснення
Формула / Реферат
1. Способ направления и разворота стальной ленты при ее перемещении через установку для непрерывной обработки с несколькими позициями обработки, при котором направление прохождения и/или линии прохождения ленты произвольно регулируют, ленту вводят в колонну для разворота, в которой аналогично вертикальному петлевому накопителю пропускают через вертикально расположенные на расстоянии друг от друга верхние и нижние направляющие ролики, и скручивают от ролика к ролику, каждый раз на определенный угол, отличающийся тем, что ленту скручивают в общей сложности на угол 180°, при этом после направления по последнему ролику колонны для разворота ленты нижнюю при входе на первый ролик сторону ленты получают сверху при выходе и наоборот.
2. Способпо п.1, отличающийся тем, что для установки параллельного смещения между двумя потоками ленту разворачивают в колонне для разворота ленты при прохождении ее через первую группу роликов на угол, отличающийся от направления при входе, и после прохождения прямолинейного участка, соответствующего величине бокового смещения, подают на вторую группу направляющих роликов и там снова возвращают в первоначальное направление, имевшееся на входе.
3. Способ по п.1, отличающийся тем, что при развороте ленту скручивают в первой группе направляющих роликов на угол более чем 180°, после чего ее направляют под острым углом к оси входа ленты из последующего нижнего ролика на прямолинейный участок в направлении, противоположном оси выхода ленты, при этом ленту смещают во вторую группу направляющих роликов и там разворачивают обратно на угол относительно оси выходящей ленты, коаксиальной с осью входящей ленты.
4. Способ по п.1, отличающийся тем, что скручивание ленты между двумя соответствующими роликами в колонне для разворота ленты осуществляют с помощью бочкообразных роликов.
5. Способ по п.4, отличающийся тем, что используют ролики с разницей в диаметре, определяющей бочкообразность, соответствующей величине удлинения на кромках, обусловленного растяжением зоны кромок ленты, и возникающем при скручивании ленты на угол скручивания при заданной свободной длине между парой роликов.
6. Способ по п.1, отличающийся тем, что разницу в длине или разницу в напряжениях ленты внутри колонны для разворота ленты компенсируют изменением расстояния между нижними и взаимодействующими с ними верхними роликами.
7. Способ по пп.1 - 7, отличающийся тем, что допустимый угол скручивания ленты между одним верхним и одним нижним роликом определяют соотношением свободной длины ленты между этими роликами к ширине ленты и получающегося при этом напряжения в крае ленты.
8. Устройство для направления и разворота стальной ленты при ее перемещении через установку для непрерывной обработки, включающее колонну для разворота ленты, выполненную по типу вертикального петлевого накопителя, с верхними и нижними направляющими ленту роликами, расположенными на расстоянии друг от друга по вертикали, причем ролики расположены с разворотом от ролика к ролику в направлении перемещения ленты в одном и том же направлении на углы заданной величины относительно оси входящей ленты, отличающееся тем, что ролики установлены с возможностью скручивания и разворота ленты на сумму углов скручивания, равную 180° с поворотом нижней стороны ленты вверх и наоборот при схватывании лентой образующих роликовую, пару нижнего и верхнего ролика.
9. Устройство по п.8, отличающееся тем, что перед и после колонны для разворота ленты расположены узлы для регулирования положения середины ленты.
10. Устройство по пп.8 и 9, отличающееся тем, что верхние направляющие ролики колонны для разворота ленты снабжены средством для регулирования вертикального расстояния и/или для регулирования и поддержания постоянными напряжения в проходящей ленте.
11. Устройство по пп.8 - 10, отличающееся тем, что направляющие ролики выполнены бочкообразными.
12. Устройство по п.11, отличающееся тем, что разность диаметров между серединой и торцом бочкообразного ролика соответствует величине удлинения края ленты, обусловленного скручиванием ленты при неизменном осевом расстоянии роликов.
13. Устройство по пп.8 - 12, отличающееся тем, что колонна для разворота ленты имеет две группы роликовых пар, соединенных между собой прямолинейным участком прохождения ленты на угле в направлении оси входящей ленты, коаксиальной оси выходящей ленты, причем сумма углов разворота роликов от одного к другому обеих групп роликовых пар дополнена до 180°.
14. Устройство по пп.8 - 13, отличающееся тем, что верхние и нижние ролики со стороны вертикальной проекции расположены друг от друга с возможностью пересечения боковых линий двух роликов, имеющих разворот друг относительно друга и ведущих общий участок ленты в точке пересечения осей входящей и выходящей ленты, проходящих через середину ее ширины.
Текст
1. Способ направления и разворота стальной ленты при ее перемещении через установку для непрерывной обработки с несколькими позициями обработки, при котором направление прохождения и/ /или линии прохождения ленты произвольно регулируют, ленту вводят в колонну для разворота, в которой аналогично вертикальному петлевому накопителю пропускают чеоез вертикально расположенные на расстоянии друг от друга верхние и нижние направляющие ролики, и скручивают от ролика к ролику, каждый раз на определенный угол, о т л и ч а ю щ и й с я тем, что ленту скоучивагот в общей сложности на угол 180°, при этом посленаправления по последнему ролику колонны для разворота ленты нижнюю при входе на первый ролик сторону ленты получают сверху при выходе и наоборот. 2. Способ по п.1, о т л и ч а ю щ и йс я тем, что для установки параллельного смещения между двумя потоками ленту разворачивают в колонне для разворота ленты при прохождении ее через первую группу роликов на угол, отличающийся от направления при входе, и после прохождения прямолинейного участка, соответствующего величине бокового смещения, по дают на вторую группу направляющих роликов и там снова возвращают в первоначальное направление, имевшееся на входе. 3. Способ п о п . 1 , о т л и ч а ю щ и й с я тем, что при развороте ленту скручивают в первой группе направляющих роликов на угол более чем 180°, после чего ее направляют под острым углом к оси входа ленты из последующего нижнего ролика на прямолинейный участок в направлении, противоположном оси выхода ленты, при этом ленту смещают во вторую группу направляющих роликов и там разворачивают обратно на угол относительно оси выходящей ленты, коаксиальной с осью входящей ленты. 4. Способ п о п . 1 , о т л и ч а ю щ и й с я тем, что скручивание ленты между двумя соответствующими роликами в колонне для разворота ленты осуществляют с помощью бочкообразных роликов. 5. Способ по п.4, о т л и ч а ю щ и й с я тем, что используют ролики с разницей в диаметре, определяющей бочкообразность, соответствующей величине удлинения на кромках, обусловленного растяжением зоны кромок ленты, и возникающем при скручивании ленты на угол скручивания при заданной свободной длине между парой роликов. 6. Способ по п.1, о т л и ч а ю щ и й с я тем, что разницу в длине или разницу в напряжениях ленты внутри колонны для разворота ленты компенсируют изменением расстояния между нижними и взаимодействующими с ними верхними роликами. 7. Способ по пп. 1-7, о т л и ч а ю щ и й с я тем, что допустимый угол скручивания ленты между одним верхним и одним нижним роликом определяют соот ы о 26340 ношением свободной длины ленты между этими роликами к ширине ленты и получающегося при этом напряжения в крае ленты. 8. Устройство для направления и разворота стальной ленты при ее перемещении через установку для непрерывной обработки, включающее колонну для разворота ленты, выполненную по типу вертикального петлевого накопителя., с верхними и нижними направляющими ленту роликами, расположенными на расстоянии друг от друга по вертикали, причем ролики расположены с разворотом от ролика к ролику в направлении перемещения ленты в одном и том же направлении на углы заданной величины относительно оси входящей ленты, о т л и ч а ю щ е е с я тем, ч^о ролики установлены с возможностью скручивания и разворота ленты на сумму углов скручивания, равную 180° с поворотом нижней стороны ленты вверх и наоборот при охватывании лентой образующих роликовую пару нижнего и верхнего ролика 9. Устройство по п.8, о т л и ч а ю щ е е с я тем, что перед и после колонны для разворота ленты расположены узлы для регулирования положения середины ленты. 10. Устройство по пп 8 и 9, о т л и ч а ю щ е е с я тем, что верхние направляющие ролики колонны для разворота ленты снабжены средством для регулирования вертикального расстояния и/или для регулирования и поддержания постоянными напряжения в проходящей ленте. 11. Устройство по пп. 8-Ю, о т л и ч а ю щ е е с я тем, что направляющие ролики выполнены бочкообразными. 12. Устройство по п. 11, о т л и ч а ю щ е е с я тем, что разность диаметров между серединой и торцом бочкообразного ролика соответствует величине удлинения края ленты, обусловленного скручиванием ленты при неизменном осевом расстоянии роликов. 13. Устройство по пп. 8-12, о т л и ч а ю щ е е с я тем, что колонна для разворота ленты имеет две группы роликовых пар, соединенных между собой прямолинейным участком прохождения ленты на угле в направлении оси входящей ленты, коаксиальной оси выходящей ленты, причем сумма углов разворота роликов от одного к другому обеих групп роликовых пар дополнена до 180°. 14. Устройство по пп. 8-13, о т л и ч а ю щ е е с я тем, что верхние и нижние ролики со стороны вертикальной проекции расположены друг от друга с возможностью пересечения боковых линий двух роликов, имеющих разворот друг относительно друга и ведущих общий участок ленты в точке пересечения осей входящей и выходящей ленты, проходящих через середину ее ширины. Изобретение относится к намотке и при котором направление прохождения и/ размотке ленточного материала, в частили линии прохождения ленты произвольности, к способу и устройству для напно регулируют, ленту вводят в колонну равления стальной ленты при ее перемедля разворота, в которой аналогично верщении через установку для непрерывной 5 тикальному петлевому накопителю прообработки, оборудованной последовательпускают через вертикально расположенно расположенными обрабатывающими ные на расстоянии друг от друга верхние устройствами, причем направление переи нижние направляющие ролики и скрумещения и/или количество рядов лент мочивают от ролика к ролику каждый раз на жет устанавливаться произвольно, причем 10 определенный угол [1]. лента с целью контроля путем визуальной В качестве прототипа заявляемого проверки может разворачиваться таким обизобретения принято также устройство для разом, что ее нижняя сторона располанаправления и разворота стальной ленты гается сверху и/или наоборот. при ее перемещении через установку для За прототип заявляемого изобретения 15 непрерывной обработки, содержащей рапринят способ направления и разворота бочие узлы обезжиривания, отжига, цинстальной ленты при ее перемещении чекования, дрессирования, лакирования, рез установку для непрерывной обработконтроля, намотки, включающее колонну ки с несколькими позициями обработки, для разворота ленты, выполненную по ти 26340 пу вертикального петлевого накопителя, с верхними и нижними направляющими ленту роликами, расположенными на расстоянии друг от друга по вертикали, причем ролики расположены с разворотом от ролика к ролику в направлении перемещения ленты в одном и том же направлении на углы заданной величины относительно оси входящей ленты [1]1. Известна технология обработки стальной ленты, осуществляемая с помощью известной установки, включающая, например, позиции для непрерывного осуществления таких рабочих операций, как обезжиривание, отжиг, оцинковывание, дрессировку, лакирование, контроль, намотку и т.п. На таких условиях для горячего цинкования и лакирования так называемая "лицевая" сторона ленты проворачивается снизу вверх для того, чтобы обеспечить визуальный контроль, причем нижняя сторона ленты, выходящей из ванны цинкования в процессе непрерывного перемещения, сначала остается внизу. При дрессировании, например, посредством придания шероховатости поверхности ленты и в процессе последующей намотки нижняя сторона ленты для осуществления непрерывного визуального контроля должна быть повернута вверх. Для этого ленту подают вверх к стальной конструкции под потолком цеха, затем в продольном направлении над узлами установки в конце цеха пропускают вертикально вниз, а затем направляют на дальнейшую обработку горизонтально, противоположно направлению перемещения ленты в вводящем узле установки. При этом ленту транспортируют близко к потолку цеха, имеющего высоту около 40 м, над выводящей группой с выводящей петлевой колонной и затем пропускают через устройство для лакирования. Это требует наличия длинной, устойчивой и высокой стальной конструкции с несущими роликамиЗдля направления ленты, а также смонтированного внизу крана для управления находящимися под нею узлами установки. Такой высокий цех должен быть соответственно длинным, например, должен иметь длину 150 м. Таким образом, недостатком известного способа является невозможность разворота обрабатываемой стальной ленты таким образом, чтобы ее нижняя сторона на входе в колонну оказалась верхней при выходе без необходимости направления ленты по сложной стальной конструкции, занимающей обширные производственные площади. Кроме того, большая 5 10 15 20 25 30 35 40 45 50 55 длина горизонтального участка для прохождения ленты на высоте может создавать дополнительные проблемы, связанные с направлением и повреждениями ленты на несущих роликах. Недостатком известного устройсгва является его значительная конструктивная высота, вызывающая затруднения при контроле движения ленты, в результате чего движущаяся лента, особенно в момент разворота, часто повреждается. Кроме того, разворачивающаяся лента испытывает повышенные напряжения по краям, -по также провоцирует повреждения. В основу изобретения постатена задача повышения эффективности и снижения стоимости применения способа направления и разворота стальной ленты при ее перемещении через установку непрерывной обработки путем установления оптимального взаиморасположения в колонне для разворота направляющих роликов, воспринимающих движущуюся ленту, а также оптимального угла скручивания ленты, что обеспечивает поэтапное разворачивание ленты с последовательным увеличением угла разворота до достижения величины, равной 180°, на коротких участках колонны, и тем самым исключает необходимость подачи ленты на значительную высоту, а также позволяет сократить свободную длину ленты между верхним и нижним роликами и таким образом предотвратить встречное направление ее перемещения, исключить повреждения и упростить контроль за передвижением ленты. В основу изобретения поставлена также задача снижения конструктивных габаритов устройства и эффективности работы для направления и разворота стальной ленты при ее перемещении через установку для непрерывной обработки путем оснащения его регулируемыми под заданный угол роликами, а также выполнения их бочкообразной формы, что сокращает длину продвижения ленты в вертикальном направлении при одновременном увеличении количества проходов ее сверху вниз, сопровождающихся последовательным разворотом ленты на угол 180° относительно ее положения на входе, а также позволяет компенсировать напряжения, возникающие на краях ленты, и исключить ее повреждения. Поставленная задача достигается тем, что в способе направления и разворота стальной ленты при ее перемещении через установку для непрерывной обработки с несколькими позициями обработки, 26340 при котором направление прохождения и/ /или линии прохождения ленты произвольно регулируют, ленту вводят в колонну для разворота, в которой аналогично вертикальному петлевому накопителю пропускают через вертикально расположенные на расстоянии друг от друга верхние и нижние направляющие ролики, и скручивают от ролика к ролику, каждый раз на определенный угол, согласно изобретению, ленту скручивают в общей сложности, на угол 180°, при этом после направления по последнему ролику колонны для разворота ленты нижнюю при входе на первый ролик сторону ленты получают сверху при выходе, и наоборот. При этом для установки параллельного смещения между двумя потоками ленту разворачивают в колонне для разворота ленты при прохождении ее через первую группу роликов на угол, отличающийся от направления при входе, и после прохождения прямолинейного участка, соответствующего величине бокового смещения, подают на вторую группу направляющих роликов и там снова возвращают в первоначальное направление, имевшееся на входе. При развороте ленту скручивают в первой группе направляющих роликов на угол более чем 180°, после чего ее направляют под острым углом к оси входа ленты из последующего нижнего ролика на прямолинейный участок в направлении, противоположном оси выхода ленты, при этом ленту смещают во вторую группу направляющих роликов и там разворачивают обратно на угол относительно оси выходящей ленты, коаксиальной с осью входящей ленты. Кроме того, скручивание ленты между двумя соответствующими роликами в колонне для разворота ленты осуществляют с помощью бочкообразных роликов, при этом используют ролики с разницей в диаметре, определяющей бочкообразность, соответствующей величине удлинения на кромках, обусловленного растяжением зоны кромок ленты, возникающим при скручивании ленты на угол скручивания при заданной свободной длине между парой роликов. Разницу в длине и разницу в напряжениях ленты внутри колонны для разворота ленты компенсируют изменением расстояния между нижними и взаимодействующими с ними верхними роликами, а допустимый угол скручивания ленты между одним верхним и одним нижним роликом определяют соотношением свобод 5 10 15 20 25 30 35 40 45 50 55 8 ной длины ленты между этими роликами к ширине ленты и получающегося при этом напряжения в крае ленты. Поставленная задача достигается также и тем, что в устройстве для направления и разворота стальной ленты при ее перемещении через установку для непрерывной обработки, содержащем рабочие узлы обезжиривания, отжига, цинкования, дрессирования, лакирования, контроля, намотки, включающем колонну для разворота ленты, выполненную по типу вертикального петлевого накопителя, с верхними и нижними направляющими ленту роликами, расположенными на расстоянии друг от друга по вертикали, причем ролики расположены с разворотом от ролика к ролику в направлении перемещения ленты в одном и том же направлении на углы заданной величины относительно оси входящей ленты, согласно изобретению, ролики расположены с возможностью скручивания и разворота ленты на сумму углов скручивания, равную 180°, с поворотом нижней стороны ленты вверх, и наоборот, при охватывании лентой образующих роликовую пару нижнего и верхнего ролика. Кроме того, в устройстве перед и после колонны для разворота ленты расположены узлы для регулирования положения середины ленты, а верхние направляющие ролики колонны для разворота ленты снабжены средством для регулирования вертикального расстояния и/или для регулирования и поддержания постоянными напряжения в проходящей ленте, причем направляющие ролики выполнены бочкообразными. При этом разность диаметров между серединой и торцом бочкообразного ролика соответствует величине удлинения края ленты, обусловленного скручиванием ленты при неизменном осевом расстоянии роликов. Колонна для разворота ленты имеет две группы роликовых пар, соединенных между собой прямолинейным участком прохождения ленты на угле в направлении оси входящей ленты, коаксиальной оси выходящей ленты, причем сумма углов разворота роликов от одного к другому обеих групп роликовых пар дополнена до 180°. Кроме того, верхние и нижние ролики со стороны вертикальной проекции расположены друг от друга с возможностью пересечения боковых линий двух роликов, имеющих разворот друг относительно друга и ведущих общий участок ленты в точ 9 26340 ке пересечения осей входящей и выходящей ленты, проходящих через середину ее ширины. Согласно изобретению предусматривается, что ленту разворачивают в общей сложности на угол (Phi), равный 180°, таким образом, что на конце поворота на 180° нижняя сторона ленты при входе на первые ролики колонны разворота ленты становится верхней стороной при выходе из последних роликов, и наоборот. Предпочтительным является направление ленты в колонне для разворота ленты на сравнительно коротком горизонтальном участке через направляющие ролики, расположенные внизу и вверху, и при этом развороте от ролика к ролику на угол (Phi), вследствие чего при прохождении через последний нижний ролик лента на выходе оказывается повернутой в общей сложности на 180° относительно ее положения на входе. Благодаря этому можно примените более короткую и более низкую конструкцию цеха, а также упростить контроль за прохождением ленты. В качестве еще одного преимущества можно сохранить неизменным направление перемещения ленты через всю установку, за счет чего достигается лучший обзор ленты и создается возможность контроля ленты на отдельных позициях для непрерывной обработки. Кроме того, можно изменять направление прохождения ленты или пропускать ее через установку рядами с параллельным смещением. Вследствие разворота ленты внутри колонны для разворота в ленте возникают повышенные напряжения по ее краям. Они должны находиться внутри области упругости и компенсироваться соответствующими средствами. Для этого предлагается, чтобы допустимый угол скручивания (Phi) ленты между верхним и нижним роликами определялся отношением свободной длины (L) ленты между обоими роликами к ширине (В) ленты и вытекающего из этого допустимого напряжения (Сигма) на краях ленты. Другим мероприятием, позволяющим уменьшить напряжения по краям ленты при ее развороте между двумя роликами, является согласно изобретению то, что в колонне для разворота ленты применяются бочкообразные ролики. Согласно этому выполнению разница диаметров
ДивитисяДодаткова інформація
Автори англійськоюWangerin Herhard, Richert Witold
Автори російськоюВангерин Герхард, Рихерт Витольд
МПК / Мітки
МПК: B65H 20/00, B21B 41/00
Мітки: здійснення, розвороту, направлення, крізь, стрічки, переміщення, сталевої, безперервної, спосіб, установку, обробки, пристрій
Код посилання
<a href="https://ua.patents.su/18-26340-sposib-napravlennya-i-rozvorotu-stalevo-strichki-pid-chas-peremishhennya-kriz-ustanovku-dlya-bezperervno-obrobki-i-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб направлення і розвороту сталевої стрічки під час її переміщення крізь установку для безперервної обробки і пристрій для його здійснення</a>
Спосіб обробки металу та пристрій для його здійснення
Номер патенту: 6899
Опубліковано: 31.03.1995
Автори: Кравченко Анатолій Петрович, Ісаєв Олег Борисович, Страхов Анатолій Борисович, Носоченко Олег Васильович, Іванов Євгеній Анатольєвич, Кумачов Юрій Миронович, Ніколаєв Геннадій Андрійович, Ленський Валерій Георгієвич, Булянда Олександр Олексійович, Набатніков Володимир Романович, Ревтов Микола Іванович
МПК: B22D 11/10
Мітки: здійснення, пристрій, спосіб, металу, обробки
Формула / Реферат:
(57) 1. Способ обработки металла при непрерывном литье заготовок, включающий подачу металла в кристаллизатор прямоугольного поперечного сечения и ввод в него холодильников в виде металлической ленты, отличающийся тем, что ввод ленты осуществляют под углом 2...4° ее продольной оси к вертикальной оси кристаллизатора и под углом 8... 15° ее большей стороны к широкой стороне кристаллизатора.2. Устройство для обработки металла при...
Спосіб виготовлення стрічки з напівферитної нержавіючої сталі та пристрій для його здійснення
Номер патенту: 24010
Опубліковано: 31.08.1998
Автори: Озер Жан-Мішель, Демарез Філіп
МПК: B22D 11/06
Мітки: спосіб, нержавіючої, напівферитної, пристрій, сталі, здійснення, стрічки, виготовлення
Формула / Реферат:
1. Способ изготовления ленты из полу -ферритной нержавеющей стали, включающий подачу металла в кристаллизатор установки непрерывной разливки в виде двух охлаждаемых валков, вращающихся в противоположных направлениях и установленных с зазором друг относительно друга, и вытягивание из кристаллизатора закристаллизовавшейся ленты, отличающий с я тем, что закристаллизовавшуюся ленту подвергают воздействию закалочной среды путем резкого охлаждения,...
Пристрій для направлення стрічки із закріпленими на ній захоплювачами уткової нитки до безчовникового ткацького станка
Номер патенту: 5936
Опубліковано: 29.12.1994
Автор: Луіджі Пеццолі
МПК: D03D 47/00
Мітки: захоплювачами, нитки, направлення, пристрій, закріпленими, уткової, стрічки, ткацького, безчовникового, станка, ній
Формула / Реферат:
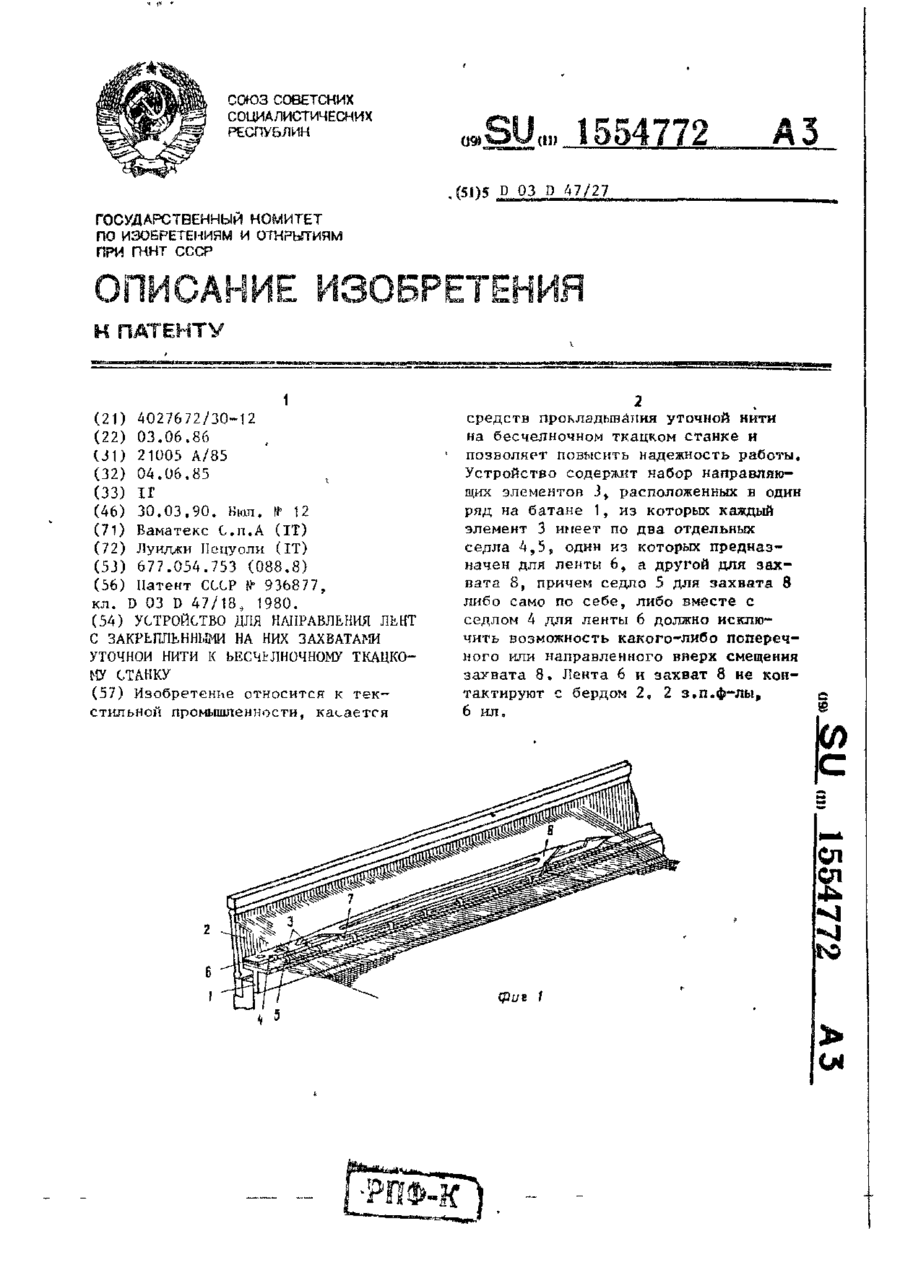
1. Устройство для направлення лент с закрепленными на них захватами уточной нити к бесчелночному ткацкому станку, содержащее множество установленных в один ряд и выровненных с интервалом на батане перед бердом направляющих элементов, каждый из которых имеет два седла, одно из которых контактирует с одной стороной ленты, отличающееся тем, что, с целью повышения надежности работы путем предотвращения перемещения захвата вверх и в...
Пристрій для з’єднання розташованих один під одним кінців сталевої стрічки для обв’язування предметів
Номер патенту: 18247
Опубліковано: 25.12.1997
Автор: Юрген Верк
МПК: B65B 13/18
Мітки: розташованих, предметів, з'єднання, кінців, стрічки, пристрій, одним, обв'язування, сталевої
Формула / Реферат:
1. Устройство для соединения расположенных один под другим концов стальной ленты для обвязки предметов, содержащее корпус, установленный на фундаментной плите с образованием щели для введения расположенных один над другим концов ленты, нижний штамп, жестко установленный на фундаментной плите, верхний штамп с приводом и отрезным ножом, и натяжное приспособление, шарнирно смонтированное на корпусе, отличающееся тем, что оно снабжено валом с...
Спосіб переміщення довгомірних конструкцій /його варіанти/ і пристрій для його здійснення /його варіанти/
Номер патенту: 4312
Опубліковано: 27.12.1994
Автори: Шмульський Ліон Маркусович, Киянов Іван Дмитрович, Бічуч Адольф Ілліч, Лещинський Олександр Аронович
МПК: E04H 12/34
Мітки: конструкцій, спосіб, його, переміщення, пристрій, здійснення, довгомірних
Формула / Реферат:
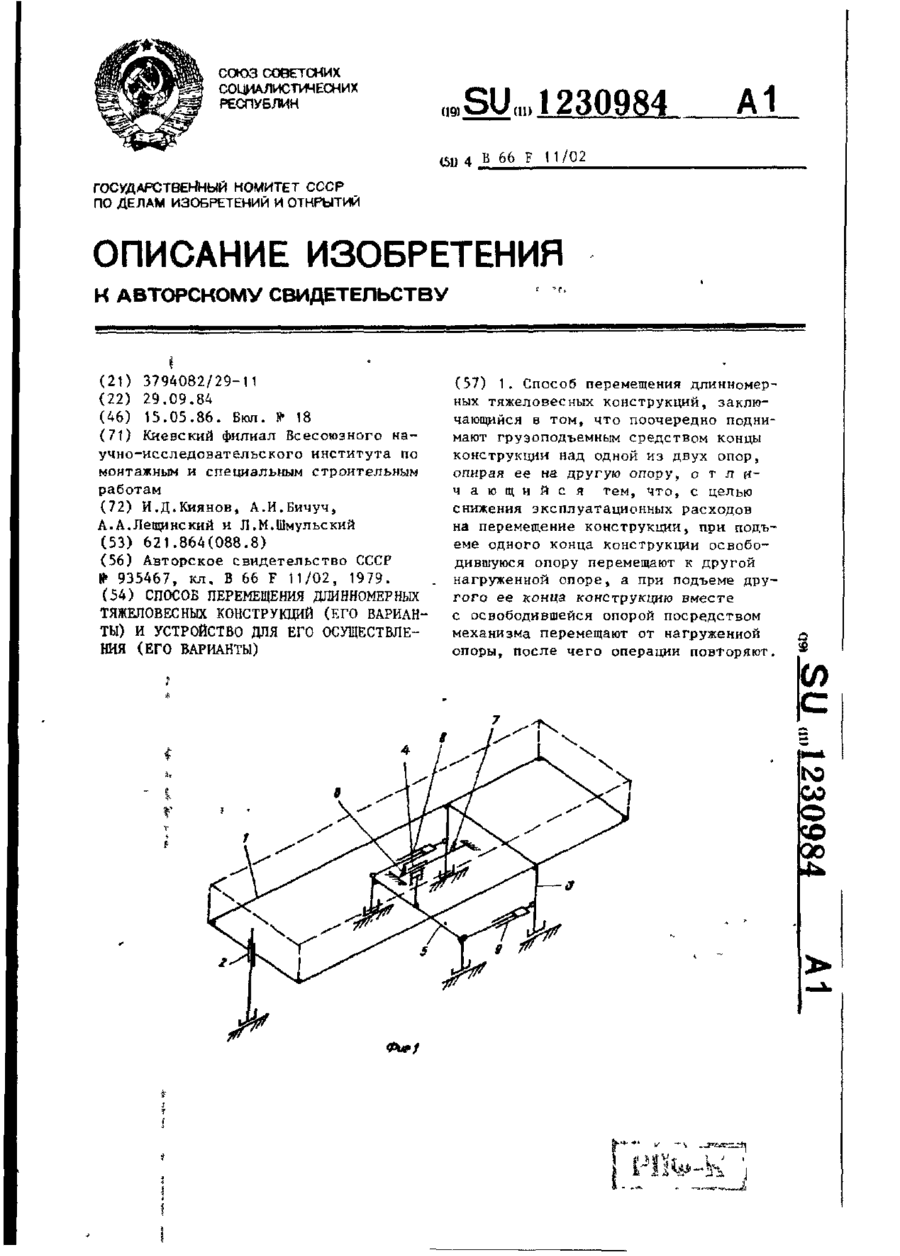
1. Способ перемещения длинномерных тяжеловесных конструкций, заключающийся в том, что поочередно поднимают грузоподъемным средством концы конструкции над одной из двух опор, опирая ее на другую опору, отличающийся тем, что, с целью снижения эксплуатационных расходов на перемещение конструкции, при подъеме одного конца конструкции освободившуюся опору перемещают к другой нагруженной опоре, а при подъеме другого ее конца конструкцию вместе...
Попередній патент: Поршневий двигун сауніна
Наступний патент: Вихровий пальник
Випадковий патент: Спосіб кислотної обробки привибійної зони пласта