Пристрій для з’єднання розташованих один під одним кінців сталевої стрічки для обв’язування предметів
Формула / Реферат
1. Устройство для соединения расположенных один под другим концов стальной ленты для обвязки предметов, содержащее корпус, установленный на фундаментной плите с образованием щели для введения расположенных один над другим концов ленты, нижний штамп, жестко установленный на фундаментной плите, верхний штамп с приводом и отрезным ножом, и натяжное приспособление, шарнирно смонтированное на корпусе, отличающееся тем, что оно снабжено валом с эксцентриком, верхний штамп выполнен с отверстием и выступом на его боковой поверхности, а нижний штамп - с пазом, при этом вал с эксцентриком смонтирован в корпусе с возможностью захода эксцентрика в отверстие верхнего штампа для выполнения одной пары прорезов в расположенных один над другим концах ленты до завершения последующей пары прорезов.
2. Устройство по п.1, отличающееся тем, что оси симметрии вала с эксцентриком и паза расположены на одной прямой, проходящей через центр нижнего штампа.
3. Устройство по пп.1 и 2, отличающееся тем, что в пазу нижнего штампа установлен ползун с отверстием, при этом выступ верхнего штампа имеет круглое сечение с возможностью захода в отверстие ползуна.
4. Устройство по п.3, отличающееся тем, что ползун снабжен, по меньшей мере, одной насадкой для захвата находящихся между штампами концов ленты.
Текст
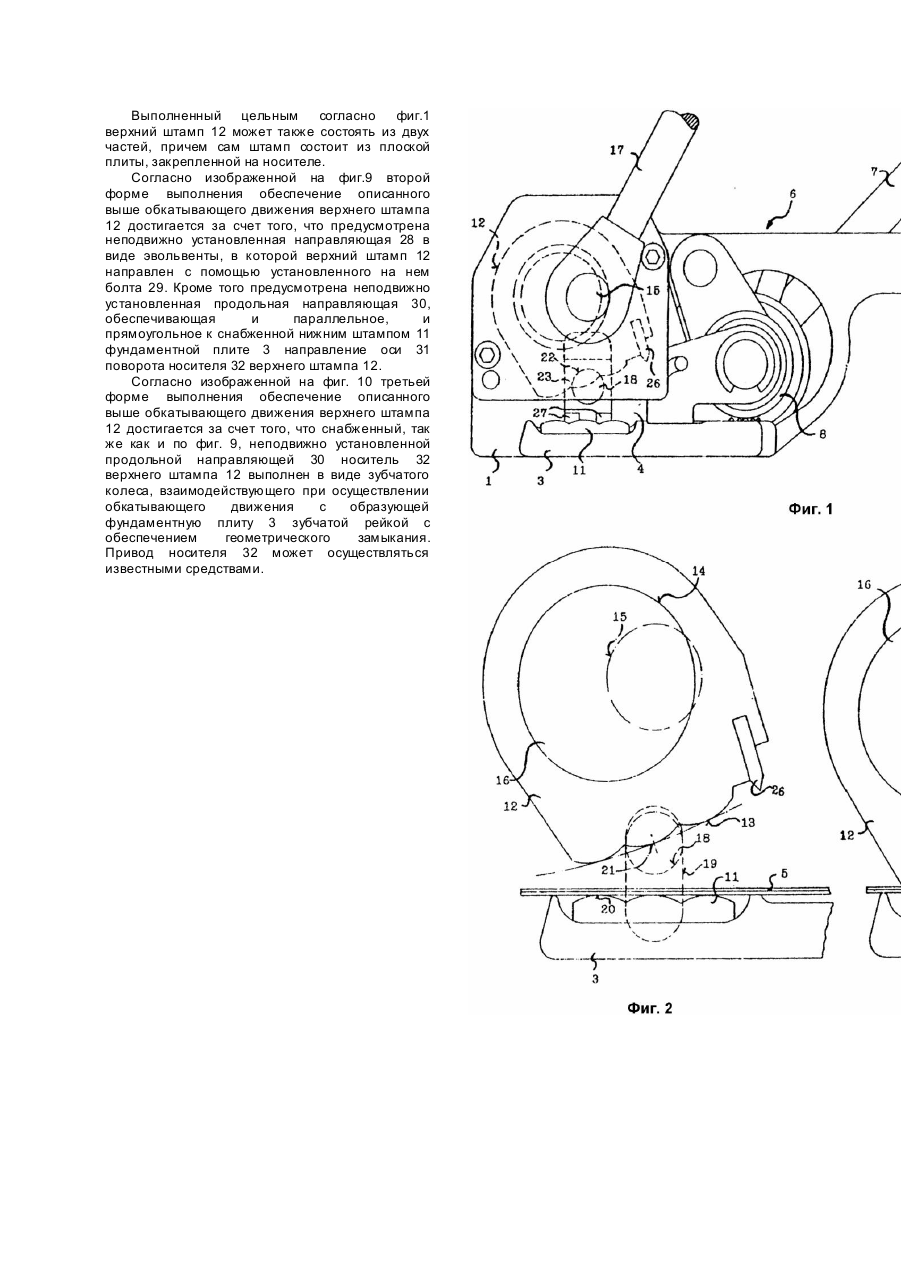
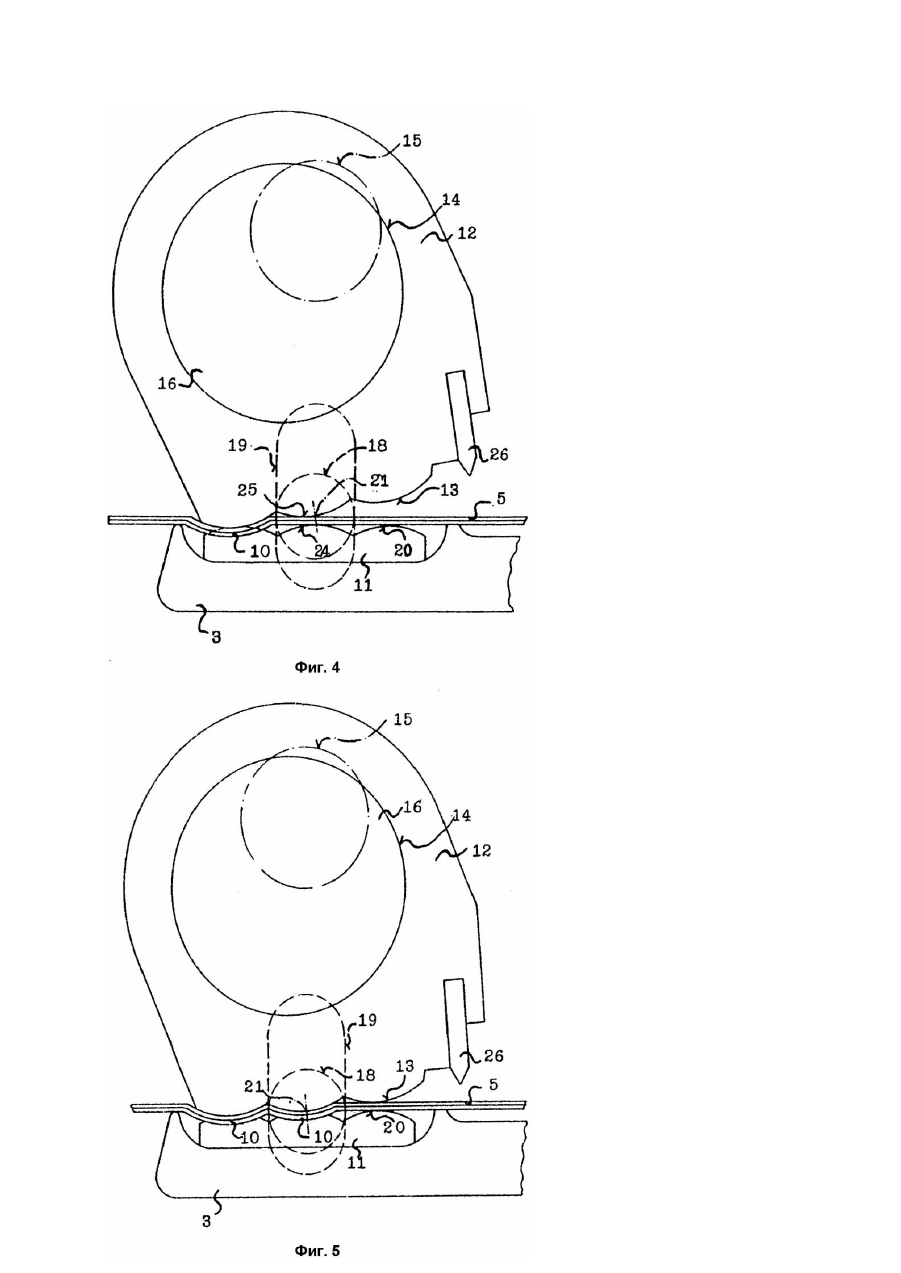
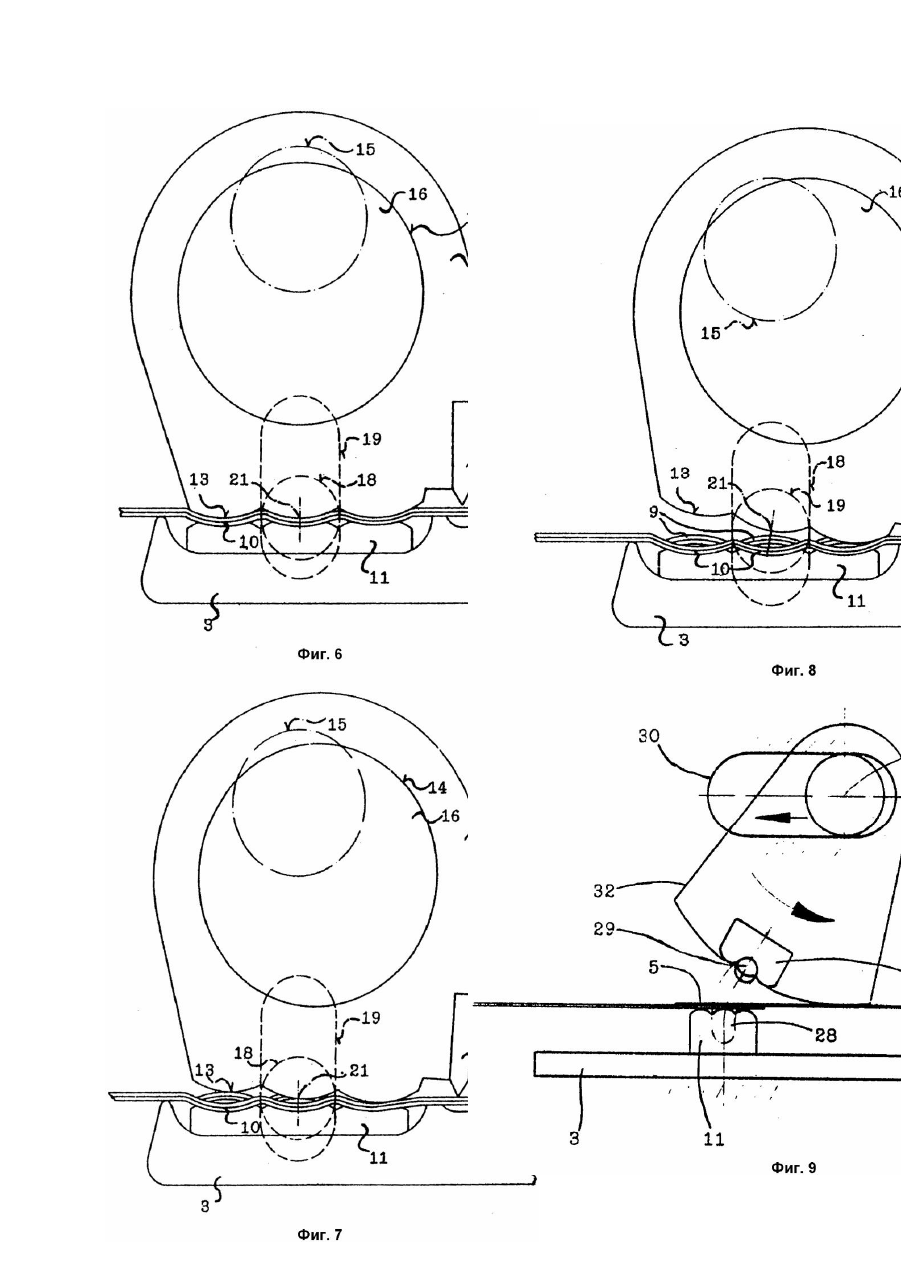
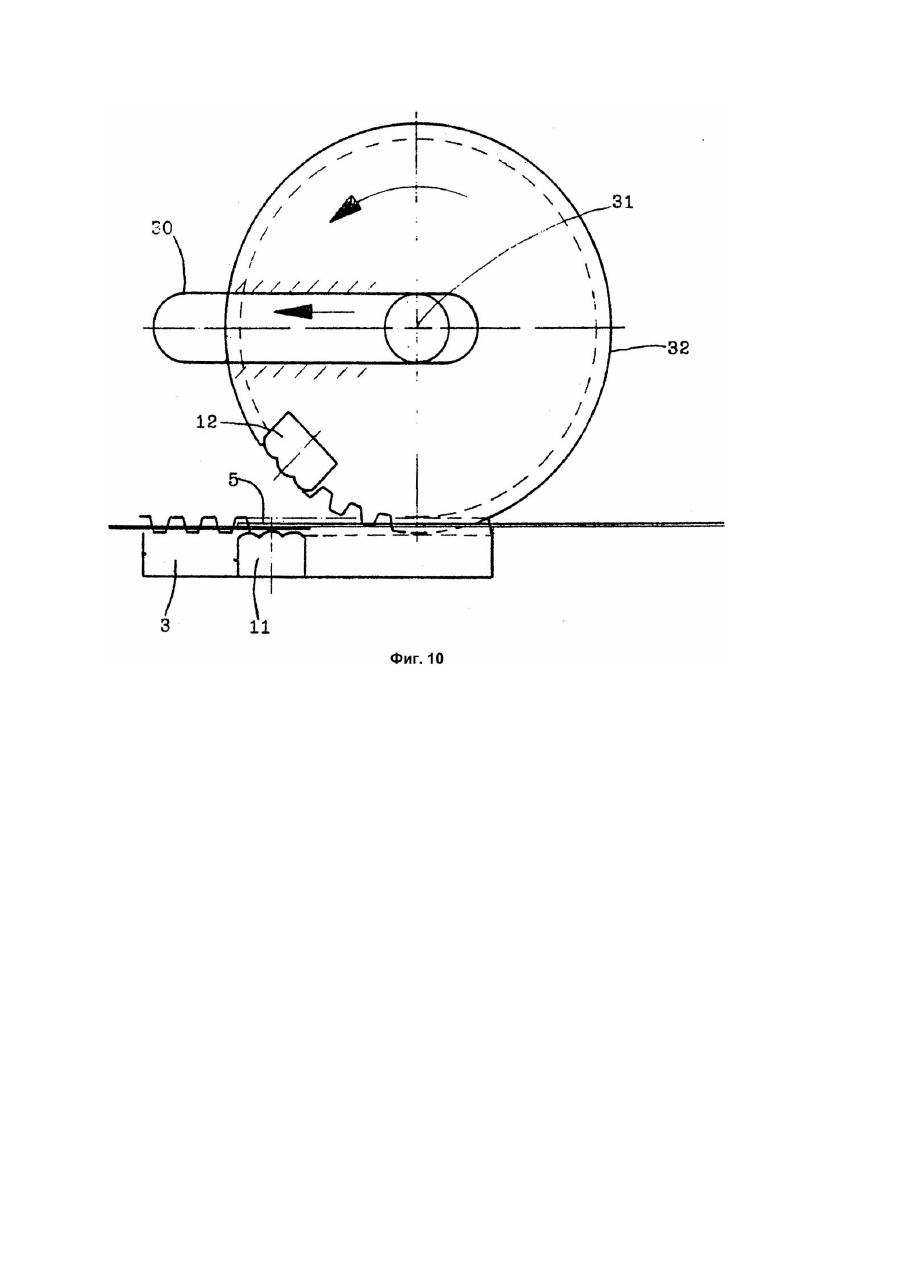
Изобретение относится к упаковочным устройствам, в частности к устройству для соединения расположенных друг над другом концов стальной ленты для обвязки тюков, ящиков и т.п. Известно устройство для соединения расположенных друг над другом концов стальной ленты для обвязки тюков, ящиков и т.п., содержащее корпус, снабженный фундаментной плитой и открытой сбоку щелью для введения расположенных друг над другом концов ленты, выполненной между корпусом и фундаментной плитой, жестко установленный на фундаментной плите нижний штамп, верхний штамп и отрезной нож, установленные на расстоянии на размещенном в корпусе носителе, снабженном отогнутым рычагом, свободный конец которого с возможностью поворота установлен на фундаментной плите, снабженное рукояткой приводное приспособление, соединенное через возвратное приспособление с носителем, установленный с возможностью взаимодействия с рукояткой и регулирования упор и шарнирно соединенное с корпусом натяжное приспособление, причем ось поворота отогнутого рычага проходит в поперечном направлению ленты направлении и по меньшей мере приближенно в рабочей плоскости нижнего штампа (см. ДЕ 3131224 C2, м.кл. B65B13/30, 1986). В известном устройстве, конструкция которого сравнительно сложна, расположенные друг над другом концы ленты снабжают тремя установленными друг за другом в продольном направлении ленты парами угловых прорезов. При этом вступающие во взаимодействие штампы снабжены проходящими дугообразно в рабочем направлении режущими кромками, так что при выполнении пар угловых прорезов расположенные между угловыми прорезями каждой пары средние перемычки выступают из плоскости ленты вверх, а образуемые парами угловы х прорезов боковые перемычки выступают из плоскости ленты вниз. После отрезки избыточной, намотанной на запасной ролик ленты натяжное приспособление отпускают, и расположенные друг над другом концы ленты немного смещаются друг относительно друга так, что образованные угловыми прорезями выступающие углы верхнего и нижнего концов ленты сцепляются. При выполнении пар угловых прорезов начинают с выполнения той пары, расположенной наиболее близко к оси поворота верхнего штампа. После частичного выполнения первой пары угловы х прорезов начинается выполнение второй пары угловы х прорезов, а после частичного выполнения второй пары угловы х прорезов начинается выполнение третьей пары угловых прорезов. Затем до завершения поворотного движения процесс выполнения прорезов продолжается у всех пар, что требует сравнительно больших сил. Однако, наибольшая сила необходима в начале выполнения пары угловы х прорезов, т.к. тогда необходимо разом вводить плоские задние стороны дугообразных, проходящих в направлении прорезов режущих кромок в расположенные друг над другом концы ленты. После этого, при дальнейшем выполнении каждой пары прорезов, осуществляется лишь простая резка, для чего требуется намного меньше сил. Непосредственно до завершения поворотного движения верхнего штампа вступает в действие выполненный на установленном с возможностью поворота верхнем штампе отрезной нож. При этом отрезной нож должен вдавливаться в верхний конец ленты, т.к. расположенный под ним нижний конец ленты опирается о фундаментную плиту, на которой размещены расположенные друг над другом концы ленты. Для этого незадолго до завершения работы штампов еще раз необходима дополнительная большая сила, для создания которой верхний штамп должен иметь сравнительно длинный рычаг управления. Кроме того, само устройство и, в частности, заходящая под ленту фундаментная плита должны быть выполнены сравнительно массивными с тем, чтобы они смогли выдержать создаваемые силы. Установление верхнего штампа на поворотном рычаге, ось поворота которого проходит в поперечном направлению ленты направлении и, по меньшей мере, приближенно в рабочей плоскости инструментов неизбежно приводит к тому недостатку, что рабочее движение верхнего штампа должно ограничиваться упором с тем, чтобы обеспечить равномерное по глубине и длине выполнение пар прорезов, что необходимо для равномерного распределения растягивающей нагрузки по всем прорезам. Однако, это точное ограничение рабочего движения верхнего штампа требует точности размеров и позиционирования отрезного ножа с тем, чтобы при ограниченном рабочем ходе отрезался верхний конец ленты. Целью изобретения является снижение требуемой от верхнего штампа рабочей силы при одновременном упрощении конструкции и обеспечении компактности устройства. Поставленная цель достигается в предлагаемом устройстве для соединения расположенных друг над другом концов стальной ленты для обвязки тюков, ящиков и т.п., содержащем корпус, снабженный фундаментной плитой и открытой сбоку щелью для введения расположенных друг над другом концов ленты, выполненной между корпусом и фундаментной плитой, жестко установленный на фундаментной плите нижний штамп, снабженный отрезным ножом верхний штамп, установленный в корпусе с возможностью подачи в направлении нижнего штампа и соединенный с приводным приспособлением, и шарнирно соединенное с корпусом натяжное приспособление, причем верхний штамп установлен и направлен с обеспечением начала выполнения одной пары прорезов в расположенных друг над другом концах ленты до начала выполнения последующей пары прорезов, за счет того, что верхний штамп установлен и при взаимодействии с нижним штампом направлен с обеспечением завершения процесса выполнения одной пары прорезов в расположенных друг над другом концах ленты до завершения процесса выполнения последующей пары прорезов. Таким образом при выполнении пар прорезов верхний штамп обращенной к нижнему штампу рабочей поверхностью осуществляет комбинированное с подачей в направление нижнего штампа, в основном обкатывающее по рабочей поверхности нижнего штампа движение, вследствие чего процесс выполнения первой пары прорезов завершается до завершения процесса выполнения второй пары. Благодаря этому достигаются не только последовательность начала процессов выполнения отдельных пар прорезов, но и завершение процесса выполнения первой пары прорезов до завершения процесса выполнения последующей пары. Таким образом, требуемые в течение процесса выполнения каждой пары прорезов силы разной величины равномерно распределяются по всему процессу выполнения прорезов, и тем самым избегают временной потребности в больших силах. Тем самым упомянутое обкатывающее движение при. выполнении нескольких последовательных пар прорезов обеспечивает последовательность не только начала процесса выполнения отдельных пар прорезов, но и его завершения. Обращенная к нижнему штампу рабочая поверхность верхнего штампа может быть выполнена дугообразной в соответствии с осуществляемой ею обкатывающим движением, чем обеспечиваются, несмотря на обкатывающее рабочее движение, равный размер выпуклости среднего и боковых перемычек у каждой пары прорезов и равная длина прорезов в каждой паре. Конкретные конструктивные возможности обеспечения завершения процесса выполнения одной пары прорезов в расположенных друг над другом концах ленты до завершения процесса выполнения последующей пары прорезов описаны в нижеследующем. На противоположном рабочей поверхности конце верхнего штампа может быть выполнено отверстие для приема с геометрическим замыканием приводимого при помощи вала эксцентрика, причем на имеющем рабочую поверхность конце верхний штамп снабжен боковым выступом, взаимодействующим с пазом, проходящим перпендикулярно рабочей поверхности нижнего штампа. Образуемая боковым выступом ось поворота расположена примерно в плоскости рабочей поверхности верхнего штампа. Таким образом, осуществляющий рабочее движение верхний штамп выполнен простым образом по образцу кулисно-ползунового механизма и легко может осуществлять необходимые подающее и обкатывающее движения. Так как верхний штамп с геометрическим замыканием в отверстии принимает эксцентрик приводимого вала, с геометрическим замыканием осуществляется не только подающее движение верхнего штампа к нижнему штампу, но и возвратное движение верхнего штампа в исходное положение, в котором верхний штамп установлен на расстоянии к нижнему штампу с тем, чтобы расположенные друг над другом концы ленты могли вводиться между штампы и после выполнения пар угловы х прорезов удаляться из устройства. Снабженный эксцентриком для привода верхнего штампа вал может быть установлен перпендикулярно центру нижнего штампа. Паз, в котором направлен боковой выступ верхнего штампа, также может быть расположен перпендикулярно центру нижнего штампа. Таким образом, выполненный в качестве кулисноползунового механизма верхний штамп установлен центрически к середине состоящего из некоторых пар прорезов затвора. Требуемое для выполнения заданного рабочего движения верхнего штампа поворотное движение выполненного на приводном валу эксцентрика может быть ограничено на определенные участки по обеим сторонам нижнего мертвого положения. Поэтому нет необходимости в том, чтобы при работе предлагаемого устройства снабженный эксцентриком Приводной вал поворачивался на 360°, что, кроме того, также нельзя осуществлять с помощью установленной на валу рукояткой. С тем, чтобы верхний штамп мог осуществлять требуемое рабочее движение, необходимо перемещение эксцентрика с валом лишь на участке его нижнего мертвого положения, а именно по обеим сторонам нижнего мертвого положения. При этом в непосредственной близости нижнего мертвого положения осуществляется, в частности, обкатывающее движение, причем по мере увеличения расстояния к нижнему мертвому положению осуществляются и необходимые движение подачи верхнего штампа к нижнему штампу и его возвратное движение. При осуществлении рабочего процесса штампы могут выполнять сперва ту пару прорезов, которая наиболее отдаленная по окружному направлению от натяжного приспособления, а последней выполняется наиболее близкая по окружному направлению к натяжному приспособлению пара прорезов. В частности в исходном положении натяжное приспособление воздействует на фундаментную плиту, т.к. натяжное колесо сверху давит на расположенные друг над другом концы ленты, опирающиеся о фундаментную плиту. При этом действующая на фундаментную плиту сила зависит от напряжения ленты. Благодаря тому, что процесс выполнения прорезов начинается с той пары прорезов, которая наиболее отдаленная по окружному направлению от натяжного приспособления, оказываемая вследствие этого процесса на фундаментную плиту сила действует на большом расстоянии от создаваемой натяжным колесом нагрузки, так что фундаментная плита может легко воспринимать эти силы. В течение процесса выполнения прорезов оказываемая им нагрузка на фундаментную плиту перемещается все ближе в направлении места воздействия создаваемой натяжным колесом нагрузки. Однако, в ходе дальнейшего процесса выполнения прорезов имеющееся в ленте напряжение уже немного воспринимается прорезами и вступающими а них штампами, так что натяжное приспособление больше не должно воспринимать все напряжение ленты. Вследствие этого снижается создаваемая натяжным приспособлением нагрузка на фундаментную плиту, что приводит к тому, что и при выполнении соседней натяжному приспособлению пары прорезов общая нагрузка на фундаментную плиту не очень велика. Боковой выступ верхнего штампа может иметь круглое сечение и входить в отверстие, выполненное в направленном в пазу ползуне. Входящим в выполненное в ползуне отверстие цилиндрическим выступом и направленным в пазу ползуном достигается простая, надежная и износостойкая направляющая для снабженного рабочей поверхностью конца верхнего штампа. Принимающий цилиндрический боковой выступ верхнего штампа ползун на обращенном к нижнему штампу конце может быть снабжен по меньшей мере одной возвратной насадкой, на краю подхватывающей находящиеся между двумя штампами концы ленты. При возврате верхнего штампа в исходное положение, в котором верхний штамп расположен на расстоянии от нижнего штампа, с помощью предусмотренной на ползуне возвратной насадки легко возможно выводить из нижнего штампа расположенные друг над другом концы ленты после выполнения прорезов. Снабженный эксцентриком для привода верхнего штампа вал может быть выполнен с возможностью поворота с помощью рукоятки. Управлением рукояткой приводного вала верхний штамп можно перемещать из исходного в рабочее положение и назад. Взаимодействующая с нижним штампом рабочая поверхность верхнего штампа может быть выполнена немного удлиненной в окружном направлении, а именно в сторону натяжного приспособления, и снабжена известным отрезным ножом для отрезки натянутой ленты, намотанной на запасной ролик. Таким образом, в результате рабочего движения -верхнего штампа избыточную ленту, намотанную на запасной ролик, можно отрезать от завязанной вокруг тюка, ящика или т.п. ленты. При этом отрезной нож установлен так, что обкатывающим движением рабочей поверхности верхнего штампа по рабочей поверхности нижнего штампа осуществляется сама отрезка ленты после завершения выполнения последней пары прорезов. Вместо направленного в пазу бокового выступа можно предусматривать болт, направленный в неподвижно установленной, выполненной в виде эвольвенты направляющей. В этом случае носитель верхнего штампа снабжен неподвижно установленной продольной направляющей, обеспечивающей и параллельное, и прямоугольное к снабженной нижним штампом фундаментной плите направление оси поворота носителя верхнего штампа. Носитель верхнего штампа может быть выполнен также в виде зубчатого колеса, взаимодействующего с образующей фундаментную плиту, соответственно выполненной зубчатой рейкой, на которой установлен нижний штамп. В этом случае, в котором при упомянутом обкатывающем движении имеет место геометрическое замыкание между зубчатым колесом и зубчатой рейкой, также применяют неподвижно установленную продольную направляющую, обеспечивающую и параллельное, и прямоугольное к зубчатой рейке направление оси поворота зубчатого колеса. Сущность изобретения поясняется чертежом, на котором представлены: на фиг.1 предлагаемое устройство согласно первой форме выполнения; на фиг.2 до 8 - схема нижнего штампа и осуществляющего рабочее движение верхнего штампа в устройстве согласно фиг.1, причем верхний штамп занимает разные положения; на фиг.9 - верхний и нижний штампы согласно второй форме выполнения; на фиг.10 верхний и нижний штампы согласно третьей форме выполнения. Предлагаемое устройство состоит из корпуса 1, содержащего рукоятку 2 и фундаментную плиту 3. При этом между корпусом 1 и фундаментной плитой 3 выполнена открытая сбоку щель 4 для введения расположенных друг над другом концов 4 стальной ленты, Любой, не изображенный на чертеже тюк, ящик или т.п. обвязывают лентой, затем устройство с щелью 4 надвигают на расположенные друг над другом концы 5 ленты. Для надвигания устройства на расположенные друг над другом концы 5 ленты установленное на корпусе 1 с возможностью поворота натяжное приспособление 6 рукояткой 7 приподнимается поворачиванием напротив направлению натяжения, так что натяжное колесо 8 натяжного приспособления 6 выходит из контакта с фундаментной плитой 3, после чего возможно вводить расположенные друг над другом концы 5 ленты в щель 4. После надвигания предлагаемого устройства на расположенные друг над другом концы 5 ленты освобождается рукоятка 7 натяжного приспособления 6, вследствие чего натяжное приспособление 6 под воздействием не изображенного на чертеже источника силы занимает рабочее положение, в котором натяжное колесо 8 натяжного устройства 6 с силовым замыканием прилегается к верхней стороне расположенных друг над другом концов 5 ленты. Затем вращением натяжного колеса 8 с помощью рукоятки 7 натягивают расположенную вокруг не изображенного тюка, ящика или т.п. ленту. После сообщения ленте требуемого натяжения в расположенных друг над другом концах 5 ленты можно выполнять затвор, который может состоять, например, из трех известных (не изображенных па чертеже) пар угловых прорезов, последовательно расположенных в продольном направлении ленты. При выполнении пар угловых прорезов одновременно с выполнением одной пары находящаяся между прорезами одной пары средняя перемычка 9 (см. фиг.8) выдавливается из плоскости ленты вверх, в то время как расположенные по наружным сторонам прорезов боковые перемычки 10 выдавливаются из плоскости ленты вниз. После ослабления натяжного приспособления 6 образуемые угловыми прорезами выступающие углы одной концы ленты могут сцепляться с образуемыми угловыми прорезами выступающими углами другой концы ленты. Выполнение угловых прорезов осуществляется с помощью нижнего штампа 11 и верхнего штампа 12. Нижний штамп 11 неподвижно установлен на фундаментной плите 3, в то время как верхний штамп 12 установлен в корпусе 1 и осуществляет рабочее движение, т.е. движение штамповки. На отвернутом от рабочей поверхности 13 конце верхний штамп 12 снабжен отверстием 14 для приема с геометрическим замыканием приводимого от вала 15 эксцентрика 16. Как в частности видно на фиг. 1, приводящий эксцентрик 16 вал 15 можно вращать при помощи управляющего рычага 17. На снабженном рабочей поверхностью 13 конце верхний штамп 12 с помощью бокового выступа 18 направлен в пазу 19, проходящем перпендикулярно рабочей поверхности 20 нижнего штампа 11, причем образуемая боковым выступом 18 ось поворота 21 расположена примерно в плоскости рабочей поверхности 13 верхнего штампа 12. Снабженный эксцентриком 16 для привода верхнего штампа 12 вал 15 установлен перпендикулярно центру нижнего штампа 11. Паз 19, в котором направлен боковой выступ 18 верхнего штампа 12, также расположен перпендикулярно центру нижнего штампа 11. При этом необходимое для осуществления верхним штампом 12 рабочего процесса поворотное движение предусмотренного на приводном валу 15 эксцентрика 16 ограничено на определенные участки по обеим сторонам нижнего мертвого положения. Таким образом, для выполнения трех упомянуты х пар угловых прорезов верхний штамп 12 снабжен тремя отдельными рабочими поверхностями 13. Следовательно, число рабочих поверхностей зависит от заданного числа пар угловых прорезов. При осуществлении рабочего процесса штампы 11, 12 выполняют сперва ту пару прорезов, которая наиболее отдаленная по окружному направлению от натяжного приспособления 6. Затем выполняется средняя пара прорезов, а наконец выполняется наиболее близкая по окружному направлению к натяжному приспособлению 6 пара прорезов. Вследствие привода верхнего штампа 12 при помощи эксцентрика 16 и размещения бокового выступа 18 в вертикальном пазу 19 верхний штамп 12 осуществляет подобное кулисноползуновому механизму движение. Разные, занимаемые в течение рабочего процесса положения верхнего штампа 12 изображены на фиг.2 - 8. На фиг.2 изображен верхний штамп 12 во своем исходном положении. Рабочая поверхность 13 верхнего штампа 12 при этом расположена на таком расстоянии от рабочей поверхности 20 нижнего штампа 11, позволяющем введение расположенных др уг над др угом концов 5 ленты между штампы 11 и 12 и удаление предлагаемого устройства от ленты после завершения процесса обвязки. При помощи управляющего рычага 17, не изображенного на фиг.2 - 7, вращаются вал 15 и тем самым и эксцентрик 16, вследствие чего верхний штамп 12 перемещается, причем он, однако, боковым выступом 18 направлен в пазу 19, выполненном в корпусе 1. На фиг.2 - 7 боковой выступ 18 изображен в виде цилиндрической цапфы, причем средняя продольная линия цилиндрической цапфы 18 образует ось 21 поворота верхнего штампа 12 при его перемещении. На фиг.1 видно, что цилиндрический боковой выступ 18 верхнего штампа 12 может заходить в отверстие 22, выполненное в направленном в пазу 19 ползуна 23. Этим достигается надежное и износостойкое направление в пазу 19. На фиг.3 верхний штамп 12 изображен в том положении, в котором его рабочая поверхность 13 только что вступила в контакт с верхней поверхностью расположенных друг над другом концов 5 ленты, причем расположенные друг над другом концы 5 ленты лежат на рабочей поверхности 20 нижнего штампа 11. Верхний штамп находится в этом положении непосредственно перед началом самого процесса выполнения прорезов. Однако в этом положении уже видно, что названный процесс начинается с наиболее отдаленной от натяжного приспособления 6 пары прорезов. На фиг.4 верхний штамп 12 изображен в положении, в котором процесс выполнения средней пары прорезов еще не начался. В данном случае соответственные другообразные выступы 24, 25 только что вступили в контакт с верхней и нижней поверхностями расположенных друг над другом концов 5 ленты. Выполнение первой пары прорезов в расположенных друг над другом концах 5 ленты почти уже завершено. На фиг.5 верхний штамп 12 изображен в положении, в котором начинается процесс выполнения третьей, наиболее близкой к натяжному приспособлению б пары прорезов. В данной ситуации выполнение первой пары прорезов уже завершено, а выполнение второй пары прорезов также почти уже завершено. На фиг.6 верхний штамп 12 изображен в положении, в котором третья пара прорезов выполнена только частично. Однако, в данной ситуации выполнение первой и второй пар прорезов уже завершено. На фиг.7 верхний штамп 12 изображен в положении, в котором и процесс выполнения третьей пары прорезов в расположенных друг над другом концах 5 ленты завершен. Таким образом, процессы выполнения первой, второй и третьей пар прорезов начинаются и завершаются последовательно, чем простым образом избегают больших нагрузок. Для достижения последовательного осуществления начала и завершения процессов выполнения отдельных пар прорезов рабочая поверхность 13 верхнего штампа 12 осуществляет в основном обкатывающее по рабочей поверхности 20 нижнего штампа 11 движение. Обращенная к нижнему штампу 11 рабочая поверхность 13 верхнего штампа 12 при этом в соответствии с обкатывающем движением выполнена дугообразной. Взаимодействующая с нижним штампом 12 рабочая поверхность 13 верхнего штампа 12 по окружному направлению выполнена немного удлиненной в сторону натяжного приспособления 6 и снабжена известным отрезным ножом 26 для отрезки избыточной, намотанной на запасной ролик ленты. На фиг.8 видно, что обкатывающее движение верхнего штампа 12 при этом позволяет осуществление отрезки после завершения выполнения пар прорезов. Таким образом процесс отрезки осуществляется не одновременно с выполнением пар прорезов, и благодаря этому пары прорезов можно выполнять с заданными равными длиной и глубиной, что благоприятно влияет на прочность застежки. После завершения выполнения трех пар прорезов в расположенных друг над другом концах 5 ленты и последующей отрезки избыточной ленты соответственным управлением управляющего рычага 17 верхний штамп 12 можно возвращать в исходное положение, изображенное на фиг.2. На фиг.1 видно, что принимающий цилиндрический боковой выступ 18 верхнего штампа 12 ползун 23 может быть снабжен двумя возвратными насадками 27, выполненными на его обращенном к нижнему штампу 11 конце и подхватывающими снизу расположенные между двумя штампами 11, 12 концы 5 ленты. Таким образом при возврате управляющего рычага 17 верхний штамп 12 принудительно возвращается в исходное положение. При этом расположенные друг над другом концы 5 ленты удаляются от нижнего штампа 11. Выполненный цельным согласно фиг.1 верхний штамп 12 может также состоять из двух частей, причем сам штамп состоит из плоской плиты, закрепленной на носителе. Согласно изображенной на фиг.9 второй форме выполнения обеспечение описанного выше обкатывающего движения верхнего штампа 12 достигается за счет того, что предусмотрена неподвижно установленная направляющая 28 в виде эвольвенты, в которой верхний штамп 12 направлен с помощью установленного на нем болта 29. Кроме того предусмотрена неподвижно установленная продольная направляющая 30, обеспечивающая и параллельное, и прямоугольное к снабженной нижним штампом 11 фундаментной плите 3 направление оси 31 поворота носителя 32 верхнего штампа 12. Согласно изображенной на фиг. 10 третьей форме выполнения обеспечение описанного выше обкатывающего движения верхнего штампа 12 достигается за счет того, что снабженный, так же как и по фиг. 9, неподвижно установленной продольной направляющей 30 носитель 32 верхнего штампа 12 выполнен в виде зубчатого колеса, взаимодействующего при осуществлении обкатывающего движения с образующей фундаментную плиту 3 зубчатой рейкой с обеспечением геометрического замыкания. Привод носителя 32 может осуществляться известными средствами.
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for connecting of the ends of the steel tape located one under another for binding of objects
Назва патенту російськоюУстройство для соединения расположенных один под другим концов стальной ленты для обвязки предметов
МПК / Мітки
МПК: B65B 13/18
Мітки: кінців, одним, з'єднання, сталевої, обв'язування, предметів, пристрій, стрічки, розташованих
Код посилання
<a href="https://ua.patents.su/8-18247-pristrijj-dlya-zehdnannya-roztashovanikh-odin-pid-odnim-kinciv-stalevo-strichki-dlya-obvyazuvannya-predmetiv.html" target="_blank" rel="follow" title="База патентів України">Пристрій для з’єднання розташованих один під одним кінців сталевої стрічки для обв’язування предметів</a>
Спосіб з’єднання кінців металевої обв’язувальної стрічки
Номер патенту: 16500
Опубліковано: 29.08.1997
Автори: Зборовський Микола Степанович, Мардан Юрій Митрофанович, Леонов Юрій Григорович, Гончар Олексій Олексійович
МПК: B65B 13/18
Мітки: металевої, обв'язувальної, спосіб, стрічки, кінців, з'єднання
Формула / Реферат:
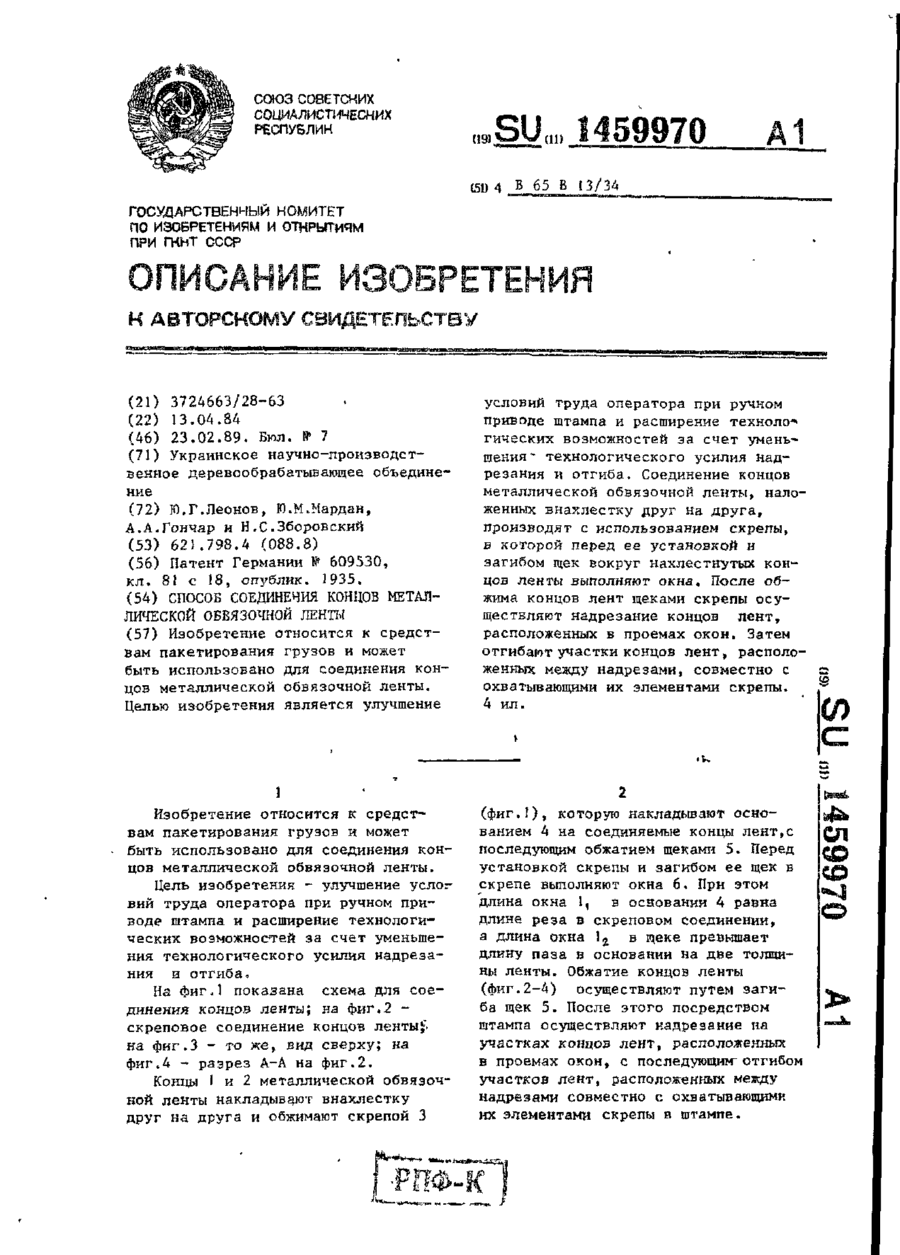
Способ соединения концов металлической обвязочной ленты, при котором концы ленты накладывают друг на друга внахлестку, обжимают скрепой путем загиба ее щек вокруг нахлестнутых концов ленты, надрезают и отгибают участки, расположенные между надрезами, совместно с охватывающими их элементами скрепы в штампе, отличающийся тем, что, с целью улучшения условий труда оператора при ручном приводе штампа и расширения технологических возможностей за...
Накоплююча установка для несення ряду покладених один на одного спіральних витків незкінченної конвеєрної стрічки
Номер патенту: 3586
Опубліковано: 27.12.1994
Автори: Лєннарт Олссон, Джеральд Зебер
МПК: B65G 17/00
Мітки: одного, установка, витків, несення, ряду, накоплююча, незкінченної, спіральних, покладених, конвеєрної, стрічки
Формула / Реферат:
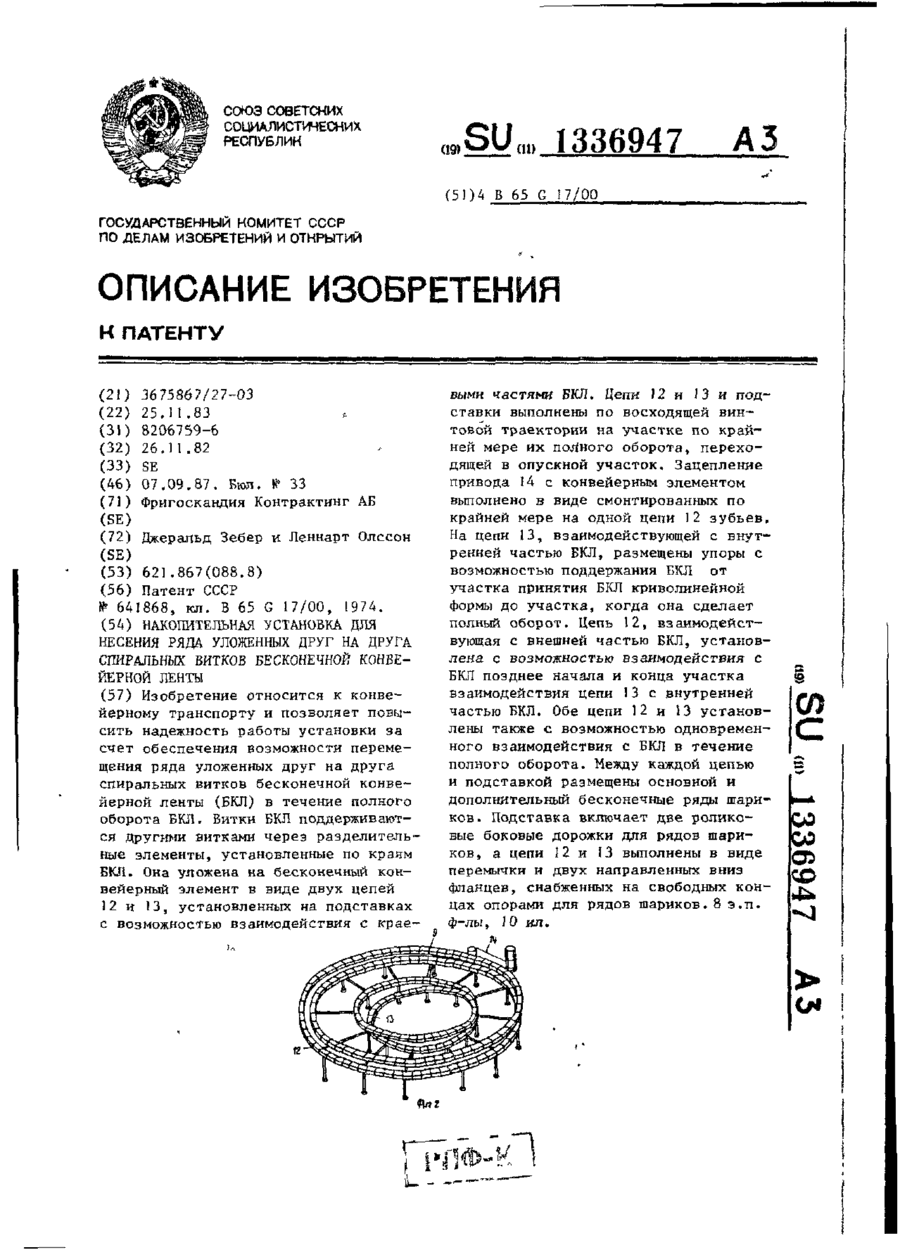
1. Накопительная установка для несения ряда уложенных друг на друга спиральных витков бесконечной конвейерной ленты, включающая бесконечный конвейерный элемент, на который уложена бесконечная конвейерная лента, витки которой поддерживаются другими витками через разделительные элементы, установленные по краям бесконечной конвейерной ленты, и привод, связанный через зацепление с бесконечным конвейерным элементом, который установлен на...
Пристрій для скріплювання обв’язок із гнучкої стрічки

Номер патенту: 18973
Опубліковано: 25.12.1997
Автори: Зборовська Марія Іванівна, Зборовський Микола Степанович
МПК: B65D 63/10
Мітки: скріплювання, стрічки, гнучкої, обв'язок, пристрій
Формула / Реферат:
Устройство для скрепления обвязок из гибкой ленты, содержащее параллельно расположенные и соединенные между собой полосы с отверстием, отличающееся тем, что полосы соединены между собой по меньшей мере тремя поперечинами, две из которых на одном из концов полос смещены по высоте одна относительно другой на величину, равную не менее двум толщинам ленты, а другой конец полос снабжен ^-образным фиксатором, расположенным в смещенных по высоте...
Пристрій для уловлювання стрічки конвейєра при її обриві
Номер патенту: 15659
Опубліковано: 30.06.1997
Автори: Черкаський Фелікс Борисович, Римський Віктор Миколайович, Каратаєвський Валерій Калинович, Ненадкович Юрій Петрович, Наказний Сергій Михайлович, Ратошнюк Олександр Дмитрович
МПК: B65G 43/06
Мітки: уловлювання, конвейєра, стрічки, пристрій, обриві
Формула / Реферат:
(57) Устройство для улавливания ленты конвейєра при ее обрыве, включающее закрепленные на раме с возможностью вращения вокруг вертикальной оси два зажимных барабана, расположенных симметрично с зазором по обе стороны ленты, с возможностью периодического фрикционного взаимодействия с последней, установленный под лентой механизм вращения барабана с роликом, отличающееся тем, что зажимные барабаны выполнены эксцентриковыми, при этом механизм...
Пристрій для контролю цільності стрічки
Номер патенту: 13140
Опубліковано: 28.02.1997
Автори: Бельмас Ганна Іванівна, Бельмас Іван Васильович, Сабурова Інна Тихіновна
МПК: B65G 43/00
Мітки: пристрій, контролю, цільності, стрічки
Формула / Реферат:
(57) 1. Устройство для контроля целостности ленты, включающее расположенный в ленте проводник из петель и соединяющих их перемычек, отличающееся тем, что перемычки петель проводника выполнены в виде волнообразной кривой.2. Устройство по п. 1. отличающееся тем, что перемычки, выполненные в виде волнообразной кривой, имеют пространственное расположение и следующее соотношение параметров:
Попередній патент: Фунгіцидна композиція
Наступний патент: Спосіб одержання препарату для лікування паразитарних захворювань тварин
Випадковий патент: Спосіб регенерації відпрацьованих травильних розчинів