Замкнутий скручений джгут та спосіб його виготовлення
Номер патенту: 35640
Опубліковано: 16.04.2001
Автори: Смоляков Олександр Андрійович, Гришин Микола Савелійович



Формула / Реферат
І. Замкнутий свитой жгут, содержащий незамкнутые элементы, выполненный из непрерывной нити гибкого материала с первым и вторым заделанными концами, причем второй конец нити закреплен к жгуту, отличающийся тем, что он содержит замкнутый и свитые элементы, соединенные с нитью незамкнутых элементов.
2. Жгут по п. 1, отличающийся тем, что замкнутый элемент образован первым концом нити.
3. Жгут по п. 1, отличающийся тем, что замкнутый элемент является двухвитковым.
4. Жгут по п. 2, отличающийся тем, что первый конец материала соединен с нитью охватывающей их втулкой или закручиванием.
5. Жгут по п. 1, отличающийся тем, что в качестве замкнутого элемента выступает специальный сердечник, выполненный из другого материала.
6. Жгут по п. 1, отличающийся тем, что его сердцевина выполнена из несвитых элементов, соединенных одним концом с замкнутым элементом, а вторым концом со свитыми элементами.
7. Жгут по пп. 1, 2, отличающийся тем, что только последний по ходу навивки элемент жгута - свитой.
8. Жгут по п. 1, отличающийся тем, что в качестве гибкого материала выступает прядь.
9. Жгут по п. 1, отличающийся тем, что длина шага свивки элементов жгута неравномерна.
10. Жгут по п. 1, отличающийся тем, что шаг свивки элемента связан с радиусом жгута, сохраняемого кольцевую форму, толщиной слоя, подлежащего обвивке, и толщиной нити материала следующим соотношением:
![]()
где: t - шаг свивки, измеренный по дуге окружности внешнего контура жгута, мм;
R - радиус замкнутого свитого жгута, измеренный по его внешнему контуру, мм;
α - толщина слоя, подлежащего обвивке, мм;
b - толщина нити материала, мм.
11. Жгут по п. 1, отличающийся тем, что незамкнутые элементы являются многозаходными, а их первые концы присоединены к общему замкнутому элементу.
12. Способ изготовления замкнутого свитого жгута, заключающийся в том, что навивают петли нити, образуя жгут, заделывают первый и второй концы нити, причем второй конец нити заделывают закручиванием его вокруг жгута, отличающийся тем, что первый конец нити закрепляют к замкнутому элементу, а свитые элементы образуют в процессе наращивания жгута протягиванием замкнутого и незамкнутых элементов сквозь образованную бухту накопленного материала с одновременным сматыванием ее витков.
13. Способ по п. 12, отличающийся тем, что первый конец нити закрепляют с образованием замкнутого элемента путем присоединения его к нити материала.
14. Способ по п. 13, отличающийся тем, что соединение первого конца материала с упомянутой нитью производят после образования двухвитковой спирали.
15. Способ по пп. 13, 14, отличающийся тем, что соединение первого конца материала с упомянутой нитью производят его закручиванием вокруг нити либо нити вокруг него, или скреплением их втулкой с последующим ее обжатием.
16. Способ по п. 12, отличающийся тем, что только последний по ходу навивки элемент оборачивают вокруг жгута.
17. Способ по п. 12, отличающийся тем, что сердцевину жгута формируют из незамкнутых несвитых элементов с последующей обвивкой полученного жгута свитыми элементами.
18. Способ по п. 12, отличающийся тем, что навивку материала в жгут осуществляют с переменным шагом.
19. Способ по п. 12, отличающийся тем, что накопленный материал вращается в направлении, соответствующем направлению его разматавания.
20. Способ по п. 12, отличающийся тем, что накопленный материал вращается в направлении, противоположеном направлению разматывания.
21. Способ по п. 12, отличающийся тем, что сматывание накопленного материала производят с внутренней части бухты.
22. Способ по п. 12, отличающийся тем, что запас материала в виде бухта создают со второго конца нити.
23. Способ по п. 12, отличающийся тем, что свивку материала в друг осуществляют с нескольких накопителей, расположенных последовательно по его контуру.
Текст
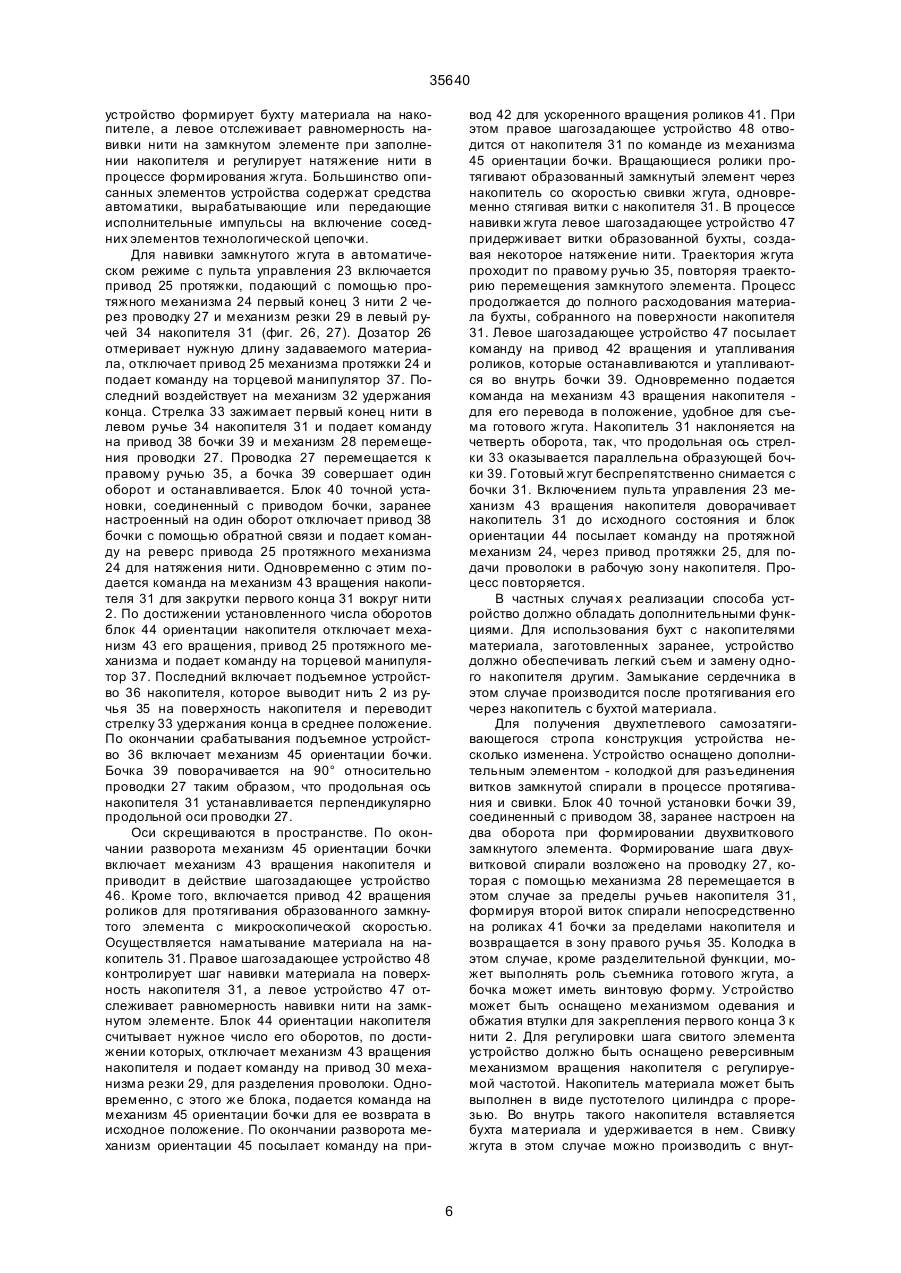
1. Замкнутый свитой жгут, содержащий незамкнутые элементы, выполненный из непрерывной нити гибкого материала с первым и вторым заделанными концами, причем второй конец нити закреплен к жгуту, отличающийся тем, что он содержит замкнутый и свитые элементы, соединенные с нитью незамкнутых элементов. 2. Жгут по п. 1, отличающийся тем, что замкнутый элемент образован первым концом нити. 3. Жгут по п. 1, отличающийся тем, что замкнутый элемент является двухвитковым. 4. Жгут по п. 2, отличающийся тем, что первый конец материала соединен с нитью охватывающей их втулкой или закручиванием. 5. Жгут по п. 1, отличающийся тем, что в качестве замкнутого элемента выступает специальный сердечник, выполненный из другого материала. 6. Жгут по п. 1, отличающийся тем, что его сердцевина выполнена из несвитых элементов, соединенных одним концом с замкнутым элементом, а вторым концом со свитыми элементами. 7. Жгут по п. 1, 2, отличающийся тем, что только последний по ходу навивки элемент жгута - свитой. 8. Жгут по п. 1, отличающийся тем, что в качестве гибкого материала выступает прядь. 9. Жгут по п. 1, отличающийся тем, что длина шага свивки элементов жгута неравномерна. 10 Жгут по п. 1, отличающийся тем, что шаг свивки элемента связан с радиусом жгута, сохраняющего кольцевую форму, толщиной слоя, подлежащего обвивке, и толщиной нити материала следующим соотношением: 35640 соответствующем направлению его разматывания. 20. Способ по п. 12, отличающийся тем, что накопленный материал вращается в направлении, противоположном направлению его разматывания. 21. Способ по п. 12, отличающийся тем, что сматывание накопленного материала производят с внутренней части бухты. 22. Способ по п. 12, отличающийся тем, что запас материала в виде бухты создают со второго конца нити. 23. Способ по п. 12, отличающийся тем, что свивку материала в жгут осуществляют с нескольких накопителей, расположенных последовательно по его контуру. Изобретение относится к производству стальных канатов и может использоваться при изготовлении универсальных грузозахватных устройств и разовых несущи х приспособлений. Наиболее близким по технической сущности к даному является выбранный в качестве прототипа однопетлевой строп, представляющий собой кольцо, выполненное из жгута, набранного из одной непрерывной нити катанки [1]. Скрепление концов стропа осуществляют закруткой вокруг тела жгута каждым концом не менее трех раз. Для предотвращения распушивания витки стропа из катанки скреплены мягкой проволокой в месте, расположенном диаметрально заплетки концов. Сходными признаками прототипа данного технического решения является то, что замкнутый жгут, содержащий незамкнутые элементы, выполнен из одной непрерывной нити материала. Закрепление второго конца стропа осуществляется его закруткой вокруг тела жгута. Для предотвращения распушивания витки стропа скреплены. Отличие прототипа изобретения состоит в том, что жгут стропа-прототипа набран из незамкнуты х однониточных элементов - колец, а жгут данного стропа набран из одного замкнутого однониточного элемента и остальных незамкнутых элементов. Кроме того, заделку обеих концов стропапрототипа осуществляют и х закруткой вокруг тела жгута, в то время как у заявляемого изобретения первый конец материала закрепляется к его нити, образуя замкнутый элемент. У известного технического решения витки стропа скреплены мягкой проволокой, для предотвращения распушивания, в то время как у данного изобретения операция скрепления витков мягкой проволокой отсутствует, так как распушивание витков устраняется за счет свивки элементов жгута. Недостатком прототипа является низкая технологичность его конструкции, обусловленная местом закрепления первого конца материала стропа, а также наличием скрутки витков жгута, выполненной из мягкой проволоки, для предотвращения его распушивания. В основу изобретения поставлена задача усовершенствования замкнутого жгута путем изменения места закрепления его первого конца - для достижения высокой технологичности его конструкции, и за счет этого механизировать процесс свивки его элементов из непрерывной нити и устранить его распушивание. Высокая технологичность конструкции замкнутого жгута заключается в том, что в процессе его изготовления контроль первого конца материала перекладывается на саму форму жгута. При навивке стропа в виде замкнутого жгута можно производить свивку его элементов, для предотвращения от распушивания, исключая их обвязку мягкой проволокой. Специальная закрутка второго конца вокруг тела жгута не требуется, так как эта закрутка образуется естественным образом при навивке элементов жгута. Наиболее близким по технической сущности к заявляемому является выбранный в качестве прототипа технологический процесс изготовления однопетлевого стропа, включающий следующие операции: навивку кольцевого жгута из заданного количества витков катанки, закрутку концов нити катанки вокруг тела жгута не менее трех раз [1]. Для предотвращения распушивания витки стропа из катанки скрепляются мягкой проволокой в месте, расположенном диаметрально заплетки концов. Однопетлевые стропы изготавливаются с помощью малых средств механизации, позволяющи х навивать кольцевой жгут, однако закручивание концов и скрепление витков мягкой проволокой выполняются вручн ую. Сходными признаками прототипа и данного технического решения являются: навивка жгута из заданного количества витков катанки и заделка первого и второго концов нити, из которых заделка второго конца нити катанки осуществляется его закруткой вокруг тела жгута, Для предотвращения распушивания витки стропа скрепляются. Отличие способа от прототипа состоит в том, что заделку первого конца материала производят путем закрепления его к нити с образованием замкнутого однониточного элемента или к готовому замкнутому элементу. Кроме того, закрепление первого конца материала, в отличие от прототипа, возможно с помощью втулки с последующим ее обжатием. К недостаткам прототипа следует отнести разделение технологии изготовления замкнутого жгута на две стадии: на первой стадии изготавливают кольцевой жгут из одной непрерывной нити катанки с закрученными концами вокруг тела жгута, а на второй стадии скрепляют витки стропа куском мягкой проволоки - для предотвращения его распушивания. В основу изобретения поставлена задача создания способа изготовления замкнутого свитого жгута, в котором путем формирования его элементов из непрерывной нити с одновременной их свивкой исключается операция скрепления витков дополнительным куском мягкой проволоки. За счет этого достигается механизация производства свиваемого замкнутого жгута и устраняется процесс распушивания его элементов. 2 35640 Для решения указанных задач замкнутый свитой жгут, содержащий незамкнутые элементы, выполнен из непрерывной нити гибкого материала с первым и вторым заделанными концами, причем второй конец нити закреплен к жгуту. В отличие от прототипа жгут содержит замкнутый и свитые элементы, соединенные с нитью незамкнутых элементов. В частных случаях выполнения жгута замкнутый элемент образован первым концом нити. Также, замкнутый элемент является двухвитковым. Также, первый конец материала соединен с нитью охватывающей и х втулкой или закручиванием. Также, в качестве замкнутого элемента выступает специальный сердечник, выполненный из другого материала. Также, сердцевина жгута выполнена из несвитых элементов, соединенных одним концом с замкнутым элементом, а вторым концом со свитыми элементами. Также, только последний по ходу навивки элемент жгута - свитой. Также, в качестве гибкого материала выступает прядь. Также, длина шага свивки элементов жгута неравномерна. Также, шаг свивки элемента связан с радиусом жгута, со храняемого кольцевую форму, толщиной слоя, подлежащего обвивке и толщиной нити материала следующим соотношением: t= вокруг нити, либо нити вокруг него, или скреплением их втулкой с последующим ее обжатием. Также, только последний по ходу навивки элемент оборачивают вокруг жгута. Также, сердцевину жгута формируют из незамкнутых несвитых элементов, с последующей обвивкой полученного жгута свитыми элементами. Также, навивку материала в жгут осуществляют с переменным шагом. Также, накопленный материал вращается попутно его разматыванию. Также, накопленный материал вращается навстречу его разматыванию. Также, сматывание накопленного материала производят с внутренней части бухты. Также, запас материала в виде бухты создают со второго конца нити. Также, свивку материала в жгут осуществляют с нескольких накопителей, расположенных последовательно по его контуру. Сущность изобретения поясняется чертежами, на которых изображено: На фиг. 1. Замкнутый свитой кольцевой жгут. Замкнутый элемент образован первым концом, который присоединен к нити закручиванием. На фиг. 2. Замкнутый кольцевой элемент. На фиг. 3. Незамкнутый элемент кольцевой формы. На фиг. 4. Свитой элемент кольцевого жгута. На фиг. 5. Замкнутый двухвитковый жгут. Замкнутый элементобразован присоединением первого конца к нити втулкой. Последний по ходу навивки элемент - свитой. На фиг. 6. Замкнутый двухвитковый элемент. На фиг. 7. Незамкнутый двухвитковый элемент. На фиг. 8. Свитой элемент двухвиткового жгута. На фиг. 9. Увеличенное изображение I на фиг. 1. Присоединение первого конца к нити закручиванием. Изображен только один свитой элемент. На фиг. 10. Разрез А-А на фиг. 9. На фиг. 11. Увеличенное изображение II на фиг. 5. Присоединение первого конца к нити втулкой. Один свитой элемент. На фиг. 12. Разрез Б-Б на фиг. 11. Расположение нити и первого конца материала во втулке перед ее обжатием. На фиг. 13. Разрез Б-Б на фиг. 11. Конфигурация втулки после ее обжатия. На фиг. 14. Сечение жгута со специальным сердечником. Сердцевина жгута выполнена в виде прямых (несвитых) элементов из тонкой проволоки, удерживаемых от распушивания свитыми элементами наружного слоя. На фиг. 15. Сечение жгута со специальным сердечником из другого материала. Все элементы жгута сви тые и расположены в три слоя. На фиг. 16. Свитой замкнутый жгут неопределенной формы, выполненный из пряди. На фиг. 17. Разрез В-В на фиг. 16. Каждая прядь состоит из семи проволок. На фиг. 18. Замкнутый жгут с неравномерным шагом свивки элементов. Замкнутый элемент образован первым концом, закрепленным к нити материала свариванием. pR R - a - 1,5b × arccos , 90 ° R - 0,5b где: t- шаг свивки, измеренный по дуге окружности внешнего контура жгута, мм.; R - радиус замкнутого свитого жгута, измеренный по его внешнему контуру, мм.; a - толщина слоя, подлежащего обвивке, мм.; b - толщина нити материала, мм. Также, незамкнутые элементы являются многозаходными, а их первые концы присоединены к общему замкнутому элементу. Способ изготовления замкнутого свитого жгута заключается в том, что навивают петли, образуя жгут, заделывают первый и второй концы нити, причем второй конец нити заделывают закручиванием его вокруг жгута. В отличие от прототипа первый конец нити закрепляют к замкнутому элементу, а свитые элементы образуют в процессе наращивания жгута протягиванием замкнутого и незамкнутых элементов сквозь образованную бухту накопленного материала с одновременным сматыванием ее витков. В частных случая х реализации способа первый конец нити закрепляют с образованием замкнутого элемента путем присоединения его к нити материала. Также, соединение первого конца материала с упомянутой нитью производят после образования двухвитковой спирали. Также, соединение первого конца материала с упомянутой нитью производят его закручиванием 3 35640 На фиг. 19. Схема, поясняющая зависимость шага свивки элемента от радиуса, толщины жгута, и толщины нити. На фиг. 20. Формирование кольцевого жгута вращением замкнутого элемента с одновременным сматыванием материала с бухты, расположенной на накопителе. Замкнутый элемент образован закручиванием нити вокруг первого конца. На фиг. 21. Формирование двухви ткового замкнутого жгута. Соединение первого конца материала с нитью произведено после образования двухвитковой спирали. На фиг. 22. Вид Г на фиг. 20. Увеличенное изображение. Формирование свитого элемента вокруг сердцевины жгута. Сердцевина жгута выполнена из несвитых незамкнутых элементов. Накопленный материал вращается в попутную сторону его разматывания для создания увеличенного шага свивки. Материал сматывается с внешней части бухты накопителя. На фиг. 23. Вид Г на фиг. 20. Вариант исполнения. То же. Накопленный материал сматывается с внутренней части бухты накопителя и вращается навстречу его разматыванию для создания уменьшенного шага свивки. На фиг. 24. Накопление материала в бухту п утем сматывания последнего элемента с образованной сердцевины жгута. Сердцевина жгута вращается в сторону его разматывания, а накопитель - в сторону наматывания. На фиг. 25. Формирование многозаходного замкнутого свитого жгута из нескольких накопителей. Первые концы нити закреплены к сердечнику втулками. На фиг. 26, Устройство для реализации способа. На фиг. 27. То же, Вид Д на фиг. 26. Замкнутый свитой жгут 1 (фиг. 1-13) выполнен из одной или нескольких непрерывных нитей 2 гибкого материала, длина которых в несколько раз превышает длину окружности жгута. Первый конец 3 материала закреплен к нити 2 с образованием замкнутого элемента 4 (фиг. 2). Крепление первого конца 3 материала к нити 2 осуществляется закручиванием (фиг. 9), свариванием, с применением постоянной втулки (фиг. 11) либо другим способом. При изготовлении жгута из нескольких непрерывных нитей их первые концы 2 закрепляются к общему замкнутому элементу или к сердечнику. Замкнутый элемент 4 в жгуте 1 соединен с последующими незамкнутыми несвитыми элементами 5 (фиг. 3) или незамкнутыми, но свитыми элементами 6 (фиг. 4). Такое соединение не имеет четко обозначенных границ, так как те и другие элементы выполнены из одной и той же непрерывной нити 2. Второй конец 7 нити закреплен к жгуту 1 (фиг. 1, 5). Замкнутый двухвитковый жгут 8 (фи г. 5) в виде замкнутой спирали с витками 9 и 10 большего и меньшего диаметров выполняется, как правило, из дешевой катанки и используется в качестве двухпетлевого самозатягивающегося стропа для транспортировки пакетов проката. Закрепление первого конца материала осуществлено втулкой II к нити 2 (фиг. 11) с образованием замкнутого двухвиткового элемента 12 (фиг. 6). Элемент 12 соединен с последующими элементами 13 (фиг. 7), которые не являются свитыми и составляют сердцевину 14 жгута 8 (фиг. 12). Последний элемент сердцевины соединен с незамкнутым свитым элементом 15 двухвитковой формы (фиг. 8). Второй конец 7 материала закреплен к жгуту. В качестве замкнутого элемента может выступать специальный сердечник 16, выполненный из другого материала (фиг. 14, 15). Сердцевина 14 жгута может формироваться из прямых (несвитых) элементов 5 или 13, которые удерживаются в жгуте от распушивания свитыми элементами 6 или 15 (фиг. 4, 8) наружного слоя. Жгут может также полностью состоять из свитых элементов (фиг. 15), расположенных в несколько слоев - как его сердцевина, так и наружный слой. Свитой жгут 17, выполненный из тонких проволок, не имеет определенной формы (фиг. 16). Он может изготавливаться из пряди 18, выступающей в качестве нити (фиг. 17). Каждая прядь состоит из нескольких, гибких проволок. Замкнутым элементом служит сама прядь, образованным присоединением ее первого конца к телу пряди или специальный сердечник, выполненный из другого материала. Дешевые жгуты 19 разового использования изготавливаются с неравномерным шагом свивки свитых элементов (фиг. 18). Эксплуатационные качества этого жгута не ухудшаются в сравнении с таким же жгутом, выполненным с равномерным шагом свивки его элементов (фиг. 1). Для жгутов, со храняющих свою форму (фиг. 19-25), выполненных из толстой катанки, можно заранее вычислить оптимальный шаг их свивки. Так для жгута с внешним радиусом R=532 мм. (фиг. 19), толщине обвиваемого слоя a=20 мм и толщине нити b=6 мм шаг свивки составит: t= pR R - a - 1,5b 3,14 × 532 × arccos = × 90 ° R - 0,5b 90 arccos 532 - 20 - 1,5 × 6 = 334 мм 532 - 0, 5 × 6 Для жгута указанных параметров оптимальный шаг свивки, измеренный по дуге окружности, не должен превышать 334 мм. Многозаходные жгуты 20 (фиг. 25) отличаются тем, что их первые концы 3 закреплены к общему замкнутому элементу 4, а в наружном слое этого жгута присутствуют несколько вторых концов, закрепленных к телу жгута. Для изготовления замкнутого свитого жгута вначале образуют замкнутый элемент 4 (фиг. 20) или элемент 12 (фиг. 21) - в зависимости от предполагаемой конфигурации и нужного типоразмера жгута. Первый конец закрепляется к нити 2 закручиванием (фиг. 2 , 9, 10, 24), специальной втулкой (фиг. 5, 6,1 2, 13, 25), свариванием (фиг. 18) или любым другим способом. Возможно закручивание самой нити 2 вокруг первого конца 3 (фиг. 20, 21). Такую операцию производят при формировании запаса материала в виде бухты 21, наматываемой на один (фиг. 20, 21, 24) или несколько накопителей 22 (фиг. 25). Наматывание материала в бухту может быть произведено заранее, для случая, 4 35640 когда в качестве замкнутого выступает сердечник 16 (фиг. 14, 15). В любом случае замкнутый элемент проходит сквозь бухту 21, через ее отверстие в средней части. Если бухта 21 расположена на накопителе 22, то замкнутый элемент (сердечник) проходит через отверстие накопителя. Свивка жгута производится протягиванием (вращением) замкнутого элемента через бухту, материал которой сползает виток за витком, охватывая протягиваемые элементы (фиг. 20, 21). Сползаемый виток удерживается в бухте для создания определенного усилия натяжения, достаточного для вытягивания витка вдоль траектории перемещения замкнутого элемента. Накопленный материал при этом может оставаться без движения, либо вращаться вокруг своей оси по часовой или против часовой стрелки. Процесс продолжается до полного расходования материала. Для формирования двухпетлевых стропов замкнутый элемент выполнен в виде двухвитковой спирали. Для получения жгута такой формы замкнутый и последующие элементы должны протягиваться через бухту накопленного материала, перемещаясь по траектории двухвитковой замкнутой спирали (фиг. 21). Если накопленный материал вращается в попутную сторону его разматывания (фиг. 22), то образуется элемент сбольшим шагом свивки. Шаг свивки может быть настолько велик, что элементы получатся несвитыми. Такой способ пригоден для формирования сердцевины разовых замкнутых жгутов. Только последний элемент такого жгута свитой. Дан образования уменьшенного вага свивки накопленный материал следует поворачивать навстречу его сматыванию (фиг. 23). При покоящейся бухте материала шаг свивки зависит от диаметра ее витков. При сматывании материала с внешней части бухта (фиг. 22) шаг сви вки последовательно или скачкообразно уменьшается, так как происходит наращивание жгута и расходование накопленного материала. Диаметр следующего слоя бухты меньше предыдущего, а на обхват нарастающего жгута требуется все больше материала. При скатывании материала с внутренней части бухты (фиг. 23) колебания шага свивки будут незначительными, так как наращивание жгута компенсируется увеличивающимся диаметром последующих витков накопленного материала. Для получения жгута с одним (последним) свитым элементом накопление материала в бухту производят со второго конца (фиг. 24). Причем такое накопление лучше всего производить после формирования сердцевины жгута, выполненной из прямых (несвитых) элементов. Перемотка материала осуществляется со второго конца вращением накопителя вокруг своей оси и поворотом (протягиванием) сердцевины жгута в сторону его разматывания через накопитель. По достижении нужного количества материала на накопителе процесс останавливается. Обвивку жгута производят его протягиванием в противоположную сторону, как описывалось ранее, с одновременным сползанием витков с накопителя (фиг. 20, 22). Формирование многозаходного жгута 20 (фиг. 25) производится точно так же, как и обычного жгута, выполняемого из одной нити, с тем лишь отличием, что в процессе участвует одновременно несколько нитей, присоединенных к общему сердечнику - замкнутому элементу. Скатывание материала производится с нескольких накопителей, расположенных последовательно по траектории жгута. Способ может быть реализован с помощью устройства (фиг. 26, 27), содержащего следующие элементы. Пульт управления 23, предназначенный для управления процессом навивки жгута, для установки ручного или автоматического режима управления элементами устройства. Протяжной механизм 24 с реверсивным приводом протяжки 25 - предназначен для подачи проволоки в зону обработки или убирания ее из этой зоны, для устранения люфтов и повышения усилия затяжки замкнутого элемента. Дозатор 26 кинематически связан с одним из задающих валиков и предназначен для отмеривания (дозирования) нужной длины при задаче первого конца материала в рабочую зону. Проводка 27 с механизмом 28 ее перемещения предназначена доя подачи нити материала в нужный ручей. Продольная ось проводки расположена по касательной к бочке и параллельна продольной оси накопителя. Ме ханизм резки 29 с приводом 30 предназначен для отрезания нити материала, подаваемого из бунта. Накопитель 31 выполнен в виде приводного цилиндра с секторным вырезом. Имеет в своем составе механизм 32 удержания конца, управляющий стрелкой 33, разделяющей сектор накопителя на левый 34 и правый 35 ручьи. Подъемное устройство 36 осуществляет функцию вывода нити, соединенной с замкнутым элементом, на поверхность накопителя 31. Управление механизмами накопителя осуществляется торцевым манипулятором 37, выполненным в виде механической руки, нажимающей пальцами на рычаги соответствующих устройств через отверстия в торцах накопителя. Привод 38 вращения бочки 39 с блоком 40 ее точной установки - предназначены для вращения бочки вокруг ее продольной оси и остановки ее в заранее заданное угловое положение. Блок 40 точной установки бочки снабжен счетным устройством числа оборотов, по достижении нужного числа которых, подает команду на отключение привода бочки. Ролики 41, выполненные с ручьями, смонтированы по траектории прохождения замкнутого элемента - по контуру бочки 39. Ролики выполнены приводными и утапливаемыми. Привод 42 выполняет функцию вращения роликов с разной скоростью и их утапливания. Ме ханизм 43 вращения накопителя 31 совместно с блоком 44 его ориентации - предназначены для вращения накопителя и остановки его в заранее заданном угловом положении. Блок 44 ориентации накопителя снабжен счетным устройством числа оборотов, по достижении нужного числа которых посылает команду на отключение привода механизма 43 вращения накопителя и подает исполнительные команды на другие элементы устройства. Механизм 45 ориентации бочки 39 предназначен для ее поворота вокруг поперечной оси на 90°. Это необходимо для осуществления наматывания материала на накопитель из проводки. Шагозадающее устройство 46 состоит из левого 47 и правого 48 элементов, выступающих как самостоятельные механизмы. Правое шагозадающее 5 35640 устройство формирует бухту материала на накопителе, а левое отслеживает равномерность навивки нити на замкнутом элементе при заполнении накопителя и регулирует натяжение нити в процессе формирования жгута. Большинство описанных элементов устройства содержат средства автоматики, вырабатывающие или передающие исполнительные импульсы на включение соседних элементов технологической цепочки. Для навивки замкнутого жгута в автоматическом режиме с пульта управления 23 включается привод 25 протяжки, подающий с помощью протяжного механизма 24 первый конец 3 нити 2 через проводку 27 и механизм резки 29 в левый ручей 34 накопителя 31 (фиг. 26, 27). Дозатор 26 отмеривает нужную длину задаваемого материала, отключает привод 25 механизма протяжки 24 и подает команду на торцевой манипулятор 37. Последний воздействует на механизм 32 удержания конца. Стрелка 33 зажимает первый конец нити в левом ручье 34 накопителя 31 и подает команду на привод 38 бочки 39 и механизм 28 перемещения проводки 27. Проводка 27 перемещается к правому ручью 35, а бочка 39 совершает один оборот и останавливается. Блок 40 точной установки, соединенный с приводом бочки, заранее настроенный на один оборот отключает привод 38 бочки с помощью обратной связи и подает команду на реверс привода 25 протяжного механизма 24 для натяжения нити. Одновременно с этим подается команда на механизм 43 вращения накопителя 31 для закрутки первого конца 31 вокруг нити 2. По достижении установленного числа оборотов блок 44 ориентации накопителя отключает механизм 43 его вращения, привод 25 протяжного механизма и подает команду на торцевой манипулятор 37. Последний включает подъемное устройство 36 накопителя, которое выводит нить 2 из ручья 35 на поверхность накопителя и переводит стрелку 33 удержания конца в среднее положение. По окончании срабатывания подъемное устройство 36 включает механизм 45 ориентации бочки. Бочка 39 поворачивается на 90° относительно проводки 27 таким образом, что продольная ось накопителя 31 устанавливается перпендикулярно продольной оси проводки 27. Оси скрещиваются в пространстве. По окончании разворота механизм 45 ориентации бочки включает механизм 43 вращения накопителя и приводит в действие шагозадающее устройство 46. Кроме того, включается привод 42 вращения роликов для протягивания образованного замкнутого элемента с микроскопической скоростью. Осуществляется наматывание материала на накопитель 31. Правое шагозадающее устройство 48 контролирует шаг навивки материала на поверхность накопителя 31, а левое устройство 47 отслеживает равномерность навивки нити на замкнутом элементе. Блок 44 ориентации накопителя считывает нужное число его оборотов, по достижении которых, отключает механизм 43 вращения накопителя и подает команду на привод 30 механизма резки 29, для разделения проволоки. Одновременно, с этого же блока, подается команда на механизм 45 ориентации бочки для ее возврата в исходное положение. По окончании разворота механизм ориентации 45 посылает команду на при вод 42 для ускоренного вращения роликов 41. При этом правое шагозадающее устройство 48 отводится от накопителя 31 по команде из механизма 45 ориентации бочки. Вращающиеся ролики протягивают образованный замкнутый элемент через накопитель со скоростью свивки жгута, одновременно стягивая витки с накопителя 31. В процессе навивки жгута левое шагозадающее устройство 47 придерживает витки образованной бухты, создавая некоторое натяжение нити. Траектория жгута проходит по правому ручью 35, повторяя траекторию перемещения замкнутого элемента. Процесс продолжается до полного расходования материала бухты, собранного на поверхности накопителя 31. Левое шагозадающее устройство 47 посылает команду на привод 42 вращения и утапливания роликов, которые останавливаются и утапливаются во внутрь бочки 39. Одновременно подается команда на механизм 43 вращения накопителя для его перевода в положение, удобное для съема готового жгута. Накопитель 31 наклоняется на четверть оборота, так, что продольная ось стрелки 33 оказывается параллельна образующей бочки 39. Готовый жгут беспрепятственно снимается с бочки 31. Включением пульта управления 23 механизм 43 вращения накопителя доворачивает накопитель 31 до исходного состояния и блок ориентации 44 посылает команду на протяжной механизм 24, через привод протяжки 25, для подачи проволоки в рабочую зону накопителя. Процесс повторяется. В частных случая х реализации способа устройство должно обладать дополнительными функциями. Для использования бухт с накопителями материала, заготовленных заранее, устройство должно обеспечивать легкий съем и замену одного накопителя другим. Замыкание сердечника в этом случае производится после протягивания его через накопитель с бухтой материала. Для получения двухпетлевого самозатягивающегося стропа конструкция устройства несколько изменена. Устройство оснащено дополнительным элементом - колодкой для разъединения витков замкнутой спирали в процессе протягивания и свивки. Блок 40 точной установки бочки 39, соединенный с приводом 38, заранее настроен на два оборота при формировании двухвиткового замкнутого элемента. Формирование шага двухвитковой спирали возложено на проводку 27, которая с помощью механизма 28 перемещается в этом случае за пределы ручьев накопителя 31, формируя второй виток спирали непосредственно на роликах 41 бочки за пределами накопителя и возвращается в зону правого ручья 35. Колодка в этом случае, кроме разделительной функции, может выполнять роль съемника готового жгута, а бочка может иметь винтовую форму. Устройство может быть оснащено механизмом одевания и обжатия втулки для закрепления первого конца 3 к нити 2. Для регулировки шага свитого элемента устройство должно быть оснащено реверсивным механизмом вращения накопителя с регулируемой частотой. Накопитель материала может быть выполнен в виде пустотелого цилиндра с прорезью. Во внутрь такого накопителя вставляется бухта материала и удерживается в нем. Свивку жгута в этом случае можно производить с внут 6 35640 ренней части бухты. Устройство может иметь несколько накопителей равномерно расположенных по траектории жгута. Оно оснащено механизмом синхронизации работы накопителей. Элементы автоматики, присутствующие в устройстве, позволяют изменять программу или порядок взаимодействия механизмов для изготовления замкнутых свитых жгутов различных конструкций. | Граничным параметром кольцевого жгута, выполненного из полужесткого материала (например катанки), является шаг свивки, измеренный по дуге окружности внешнего контура жгута и связанный с толщиной жгута и его внешним радиусом соотношением: t£ зуется и для строповки при захвате крюком за виток большего диаметра. В качестве верхнего граничного параметра стропа выступает величина вытягивания петли при строповке груза, которая зависит от высоты полувагона (транспортного средства, принимающего гр уз) и максимально допустимой высоты подъема крюка мостового крана над уровнем головки рельса при погрузке пакетов. Конкретный пример изготовления замкнутого кольцевого жгута из восьми витков с внутренним диаметров 1000 мм (r=500 мм), выполненного из проволоки Ø6 мм (b=6 мм). Жгут предназначен для транспортировки горячего металла. Последний элемент жгута должен быть свитой, предотвращающий его распуши вание. Определяются исходные данные. Так как последний элемент свитой, то слой, подлежащий обвивке состоит из 7 элементов. Толщина (диаметр) этого слоя составляет 20 мм (a=20 мм). Внешний радиус жгута составляет: R=r+a+2b=500+20+2·6=532 мм. Оптимальный шаг навивки последнего элемента рассчитывается по формуле: pR R - a - 1, 5b × arccos , 90 ° R - 0,5b где: R - радиус замкнутого жгута или его отдельного слоя, подлежащего обвивке, измеренный по его внешнему контуру, мм.; a - толщина жгута (отдельного слоя), мм.; b - толщина нити, мм. Выполнение жгута с шагом свивки большим указанного может привести к провисанию отдельного элемента - т.е. к образованию зазора между жгутом и нитью материала. Такое провисание на каждом витке формирует многогранник из одной нити, вписанный и закрепленный в контур жгута. При обхвате пакета таким жгутом и его затягивании при подъеме эта нить может разорваться, как принявшая на себя всю тяжесть груза. При выполнении жгута с шагом свивки меньшим указанного, он остается работоспособным, но при этом увеличивается расход материала. Для жгутов по п. 3 формулы изобретения, с двухвитковым замкнутым элементом, выступающи х в качестве разовых двухпетлевых самозатягивающи хся стропов, граничные параметры продиктованы их функциональным назначением. Граничным параметром такого стропа выступает его материал, который должен быть достаточно гибким, чтобы охватывать контуры пакета при его затягивании и в то же время, достаточно жестким, чтобы его закрученные концы не раскручивались и сохранялась форма самозатягивающегося стропа. Этот параметр проверяется на практике. Выбор типоразмера стропа производится в зависимости от размера поперечного сечения пакета, его длины и массы. Соотношение большего и меньшого диаметров витков может выступать нижним граничным параметром стропа. Виток меньшего диаметра стропа D1 определяется: D1=Dn+m, где Dn - диаметр круглого пакета; m - зазор для одевания стропа на пакет, мм, принимается равным 100-200 мм. в зависимости от массы пакета. Виток большего диаметра D2, одеваемый на крюк, определяется: D2=D1+c, где D1 - диаметр меньшего витка; с - технологический размер для формирования двухпетлевого стропа при его изготовлении, принимается равным не менее 50 мм, так как исполь t= t= pR R - a - 1,5b × arccos ; 90 ° R - 0,5b 3,14 × 532 532 - 20 - 1,5 × 6 × arccos = 334 мм . 90 532 - 0,5 × 6 Диаметр накопителя составляет 100,4 мм, Последовательность действий при изготовлении замкнутого жгута с указанными параметрами следующая. Протяжной механизм 24 подает первый конец 3 нити через проводку 27 и механизм резки 29 в левый ручей 34 накопителя 31 и останавливается. Стрелка 33 зажимает первый конец нити в левом ручье 34. Бочка 39 совершает один оборот и останавливается. Проводка 27 в это время перемещается к правому ручью 35, и нить попадает в правый ручей. Протяжной механизм включается на реверс, подтягивает нить, а накопитель вращается, закручивая первый конец материала вокруг нити. При достижении 6 оборотов /полный расход первого конца/, протяжной механизм и привод накопителя выключаются. Стрелка переводится в нейтральное положение. Замкнутый элемент расположен в правом ручье 35. Подается команда на привод бочки, которая вращается вокруг своей оси и, совершая 8 полных обороте в, набирает 8 витков жгута. Жгут набирается в правом ручье 35. При формировании последнего, восьмого, витка проводка перемещается в зону левого ручья 34 и бочка 39 останавливается. Стрелка 33 зажимает нить в левом ручье, а механизм резки 29 отделяет нить. Подъемное устройство 36 выводит нить на поверхность накопителя 31. Конец нити при этом удерживается стрелкой 33. Вращением накопителя 31 и бочки 39 -в противоположную сторону, производится сматывание последнего витка со жгута и наматывание его на накопитель диаметром 100,4 мм. Правое шагозадающее устройство укладывает витки на накопителе в один ряд. По достижении 10 полных витков накопитель и бочка останавливаются, а стрелка 7 35640 переводится в нейтральное положение. Ролики 41, вращающиеся от привода 42, протягивают жгут через накопитель 31. Процесс продолжается до полного расходования материала накопителя. По окончании процесса накопитель 31 переводится в положение, удобное для съема готового стропа. Осевая линия стрелки располагается вдоль образующей бочки. После съема жгута накопитель возвращается в исходное состояние. При диаметре накопителя большим расчетного, последний, в процессе свивки должен вращаться навстречу сматываю материала, так, чтобы скорости протяжки жгута и вращения накопителя складывались - для получения оптимального шага навивки последнего элемента. Скорости протяжки жгута и вращения накопителя подбираются заранее. Так, при диаметре накопителя 206,8 мм вместо 10 на накопитель следует наматывать всего 5 витков и при свивке жгута он должен вращаться со скоростью 5 оборотов за один оборот протягиваемого жгута. При диаметре накопителя меньшим расчетного на него наматывается большее число витков, с тем, чтобы обеспечить материалом один свитой элемент жгута. В процессе свивки накопитель должен вращаться в противоположную сторону, так, чтобы скорости вращения накопителя и протягивания жгута вычитались - для достижения оптимального шага свивки. Таким образом, при осуществлении заявляемого изобретения достигается высокая технологичность Конструкции замкнутого жгута и исключается операция скрепления витков дополнительным куском проволоки. За счет этого механизируется процесс свивки элементов жгута из непрерывной нити и устраняется его распушивание. Источник информации. 1. Отчет о НИР 9026/0083 “Исследование и разработка технологического процесса доставки морским путем экспортним потребителям пакетов сортового и фасонного проката с применением несущх приспособлений и разработка документации на их изготовление и эксплуатацию”, НИИА Чермет, рук. Работы к.т.н. П.Г. Паров. № гос. Регистрации 01.90.0043278. – Днепропетровск, 1990. – С. 190-191, 20, 11-12. 8 35640 Фиг. 1 Фиг. 2 Фиг. 3 Фиг. 4 9 35640 Фиг. 5 Фиг. 6 Фиг. 7 Фиг. 8 10 35640 Фиг. 9 Фиг. 10 11 35640 Фиг. 11 Фиг. 12 Фиг. 13 Фиг. 14 Фиг. 15 12 35640 Фиг. 16 Фиг. 17 13 35640 Фиг. 18 Фиг. 19 14 35640 Фиг. 20 Фиг. 21 Фиг. 22 Фиг. 23 15 35640 Фиг. 24 Фиг. 25 16 35640 Фиг. 26 Фиг. 27 17 35640 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 18
ДивитисяДодаткова інформація
Назва патенту англійськоюClosed twisted braid and method of its production
Автори англійськоюHryshyn Mykola Saveliiovych, Smoliakov OleksandrAndriiovych
Назва патенту російськоюЗамкнутый витой жгут и способ его производства
Автори російськоюГришин Николай Савельевич, Смоляков Александр Андреевич
МПК / Мітки
Мітки: скручений, виготовлення, замкнутий, джгут, спосіб
Код посилання
<a href="https://ua.patents.su/18-35640-zamknutijj-skruchenijj-dzhgut-ta-sposib-jjogo-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Замкнутий скручений джгут та спосіб його виготовлення</a>
Кровоспинний джгут
Номер патенту: 17190
Опубліковано: 18.03.1997
Автори: Дунец Іван Іванович, Шаталюк Борис Прокопович, Азарський Іван Миколайович, Зеленчук Виталий Николайович
МПК: A61F 13/00
Мітки: кровоспинний, джгут
Формула / Реферат:
Кровоостанавливающий жгут, содержащий резиновую ленту, отличающийся тем, что кровоостанавливающий жгут, в виде резиновой ленты с уменьшенной толщиной и шириной оснащен на обоих концах зажимными устройствами, а у основания одного из зажимных устройств установлена капсула для сопроводительной записки.
Спосіб виготовлення накопичувача чорнил пишучого інструменту
Номер патенту: 20990
Опубліковано: 07.10.1997
Автори: Курлова Ніна Олександрівна, Мальчевський Анатолій Іванович, Булах Олег Олексійович, Тузкова Олена Борисівна, Вісленко Володимир Іванович, Бандура Наталія Олександрівна, Єгоров Борис Афанасійович
Мітки: чорнил, інструменту, спосіб, виготовлення, накопичувача, пишучого
Формула / Реферат:
Способ изготовления накопителя чернил пишущего инструмента, включающий подачу и пропускание волокнистого продукта из синтетических высокообъемных нитей в виде жгута через уплотнительную воронку и экструдер для покрытия его полимерной оболочкой, охлаждение и разрезание на заданную длину пишущего инструмента, отличающийся тем, что в качестве нитей используют текстурированные синтетические комплексные нити с плоскостной извитостью с линейной...
Спосіб виготовлення щетинних виробів та обладнання для його виготовлення
Номер патенту: 7837
Опубліковано: 26.12.1995
Автор: Георг Вайраух
МПК: A46B 3/00
Мітки: виробів, обладнання, щетинних, виготовлення, спосіб
Формула / Реферат:
1. Способ изготовления щетинных изделий из синтетических нитей путем подачи жгута параллельных одна другой длинномерных синтетических нитей в направитель, отрезания от жгута отдельного пучка нитей и закрепления нерабочих концов нитей пучка в щетинодержателе, отличающийся тем, что, с целью повышения качества получаемых изделий, одновременно с подачей жгута в направитель его проводят через зажимное приспособление, расположенное в зоне...
Строп, що затягується, та спосіб його виготовлення
Номер патенту: 11295
Опубліковано: 25.12.1996
Автори: Паров Петро Георгійович, Гришин Микола Савелійович
МПК: B66C 1/12
Мітки: спосіб, затягується, виготовлення, строп
Формула / Реферат:
1. Самозатягивающийся строп из гибкого материала, содержащий жгут в виде замкнутой спирали свитками разного диаметра, выполненный из непрерывной нити с первым и вторым заделанными концами, причем второй конец нити закреплен к жгуту, отличающийся тем, что жгут содержит замкнутую однониточную спираль, образованную первым концом нити, соединенную с нитью последующих незамкнутых спиралей.2. Самозатягивающийся строп по п. 1,...
Повітряний гвинт та спосіб його виготовлення
Номер патенту: 25770
Опубліковано: 30.10.1998
Автори: Малков Ігор Владиславович, Калюжний Валерій Вілінович, Рач Валентин Анатольєвич, Денисенко Олексій Іванович, Могильний Генадій Анатольєвич
МПК: B64C 27/32, F03D 3/06
Мітки: гвинт, спосіб, виготовлення, повітряній
Формула / Реферат:
1. Воздушный винт, содержащий центральную втулку и лопасти из слоистого материала, пропитанное связующим веществом, отличающейся тем, что в качестве материала использована непрерывная нить, охватывающая вначале центральную втулку и затем уложенная параллельными витками послойно в лопасти с уменьшением количества слоев к консольной части лопасти.2. Воздушный винт по п.1, отличающийся тем, что витки нитей в лопастях расположены...
Попередній патент: Спосіб одержання композиції очищеного капсидного білка вірусу папіломи людини
Випадковий патент: Пристрій для визначення електричних параметрів видихуваного повітря