Повітряний гвинт та спосіб його виготовлення
Номер патенту: 25770
Опубліковано: 30.10.1998
Автори: Могильний Генадій Анатольєвич, Малков Ігор Владиславович, Калюжний Валерій Вілінович, Рач Валентин Анатольєвич, Денисенко Олексій Іванович
Формула / Реферат
1. Воздушный винт, содержащий центральную втулку и лопасти из слоистого материала, пропитанное связующим веществом, отличающейся тем, что в качестве материала использована непрерывная нить, охватывающая вначале центральную втулку и затем уложенная параллельными витками послойно в лопасти с уменьшением количества слоев к консольной части лопасти.
2. Воздушный винт по п.1, отличающийся тем, что витки нитей в лопастях расположены спирально.
3. Способ изготовления воздушного винта, включающий операции формирования заготовки винта, предварительной опрессовки при давлении и температуре, обеспечивающих частичное склеивание материала и полимеризацию связующего вещества, установку заготовки в замкнутую пресс-форму, в которой производят окончательное прессование до полной полимеризации, отличающийся тем, что формирование заготовки винта производят путем намотки непрерывной- пропитываемой связующим веществом нити вначале на центральную втулку, затем на технологические шпильки, устанавливаемые поэтапно на некотором расстоянии от оси вращения заготовки по мере наращивания длины лопастей.
4. Способ по п.3, отличающийся тем, что перед окончательным прессованием лопасти заготовки винта закручиваются в продольном направлении с образованием спирального жгута в полуполимеризованном состоянии.
Текст
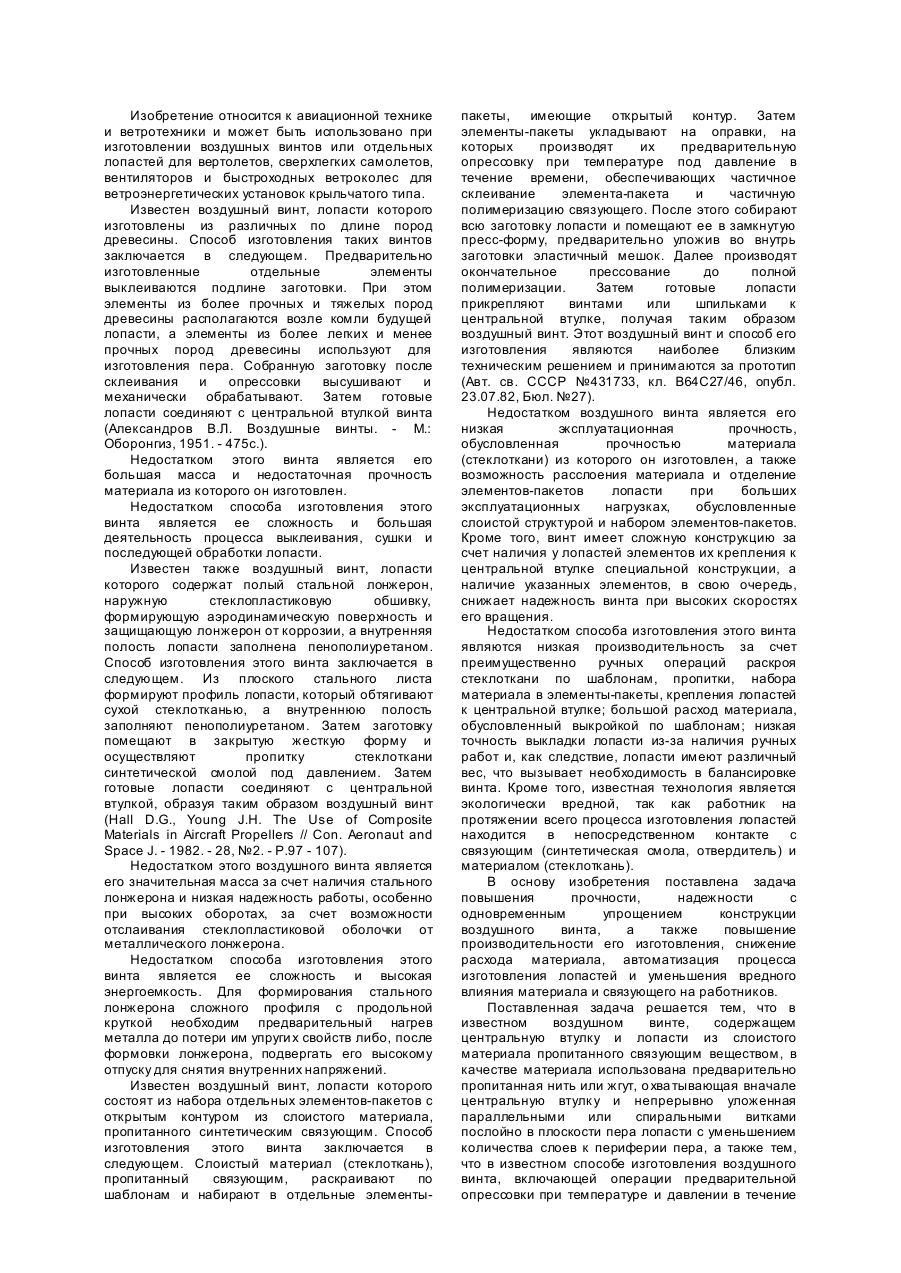
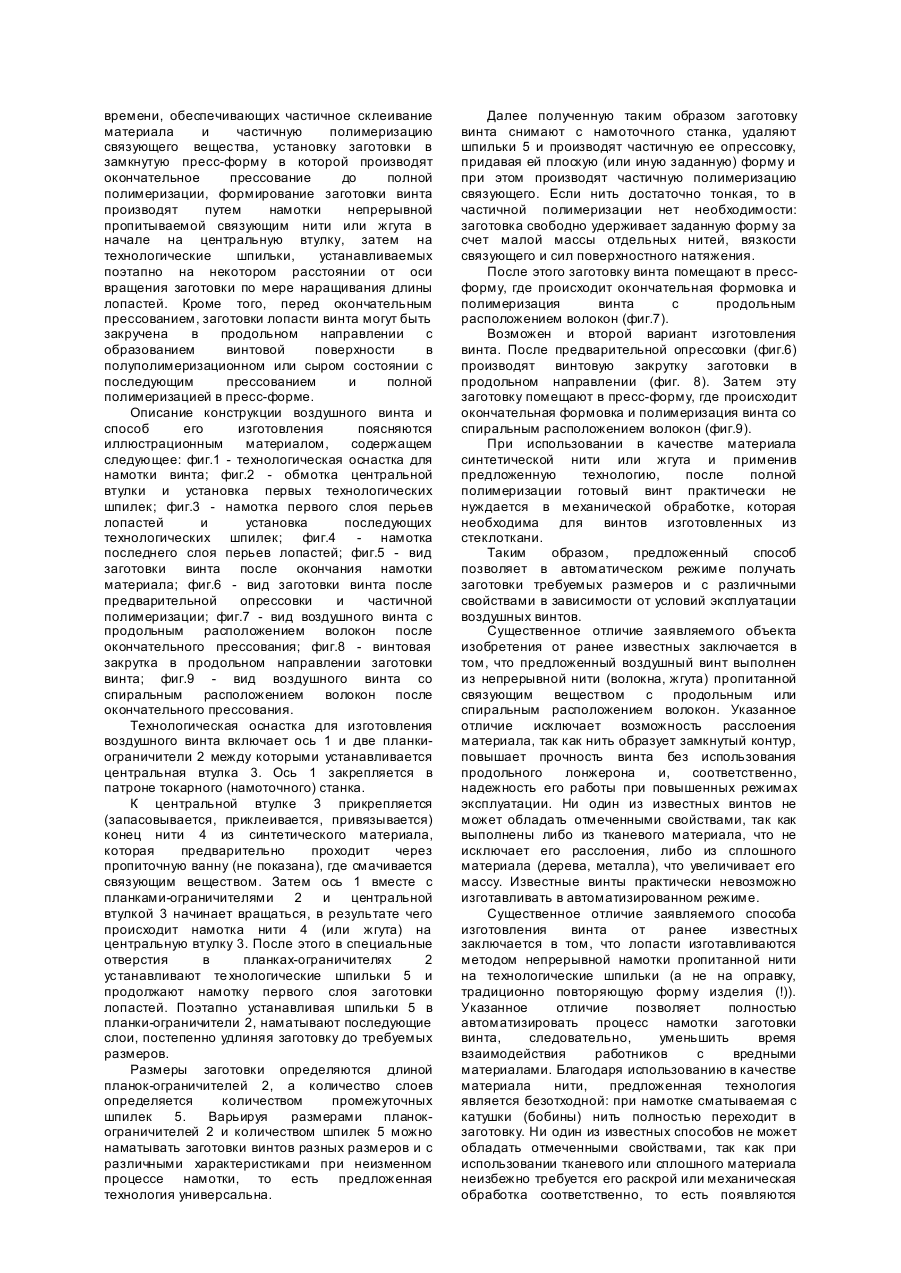
Изобретение относится к авиационной технике и ветротехники и может быть использовано при изготовлении воздушных винтов или отдельных лопастей для вертолетов, сверхлегких самолетов, вентиляторов и быстроходных ветроколес для ветроэнергетических установок крыльчатого типа. Известен воздушный винт, лопасти которого изготовлены из различных по длине пород древесины. Способ изготовления таких винтов заключается в следующем. Предварительно изготовленные отдельные элементы выклеиваются подлине заготовки. При этом элементы из более прочных и тяжелых пород древесины располагаются возле комли будущей лопасти, а элементы из более легких и менее прочных пород древесины используют для изготовления пера. Собранную заготовку после склеивания и опрессовки высушивают и механически обрабатывают. Затем готовые лопасти соединяют с центральной втулкой винта (Александров В.Л. Воздушные винты. - М.: Оборонгиз, 1951. - 475с.). Недостатком этого винта является его большая масса и недостаточная прочность материала из которого он изготовлен. Недостатком способа изготовления этого винта является ее сложность и большая деятельность процесса выклеивания, сушки и последующей обработки лопасти. Известен также воздушный винт, лопасти которого содержат полый стальной лонжерон, наружную стеклопластиковую обшивку, формирующую аэродинамическую поверхность и защищающую лонжерон от коррозии, а внутренняя полость лопасти заполнена пенополиуретаном. Способ изготовления этого винта заключается в следующем. Из плоского стального листа формируют профиль лопасти, который обтягивают сухой стеклотканью, а внутреннюю полость заполняют пенополиуретаном. Затем заготовку помещают в закрытую жесткую форму и осуществляют пропитку стеклоткани синтетической смолой под давлением. Затем готовые лопасти соединяют с центральной втулкой, образуя таким образом воздушный винт (Hall D.G., Young J.H. The Use of Composite Materials in Aircraft Propellers // Con. Aeronaut and Space J. - 1982. - 28, №2. - P.97 - 107). Недостатком этого воздушного винта является его значительная масса за счет наличия стального лонжерона и низкая надежность работы, особенно при высоких оборотах, за счет возможности отслаивания стеклопластиковой оболочки от металлического лонжерона. Недостатком способа изготовления этого винта является ее сложность и высокая энергоемкость. Для формирования стального лонжерона сложного профиля с продольной круткой необходим предварительный нагрев металла до потери им упруги х свойств либо, после формовки лонжерона, подвергать его высокому отпуску для снятия внутренних напряжений. Известен воздушный винт, лопасти которого состоят из набора отдельных элементов-пакетов с открытым контуром из слоистого материала, пропитанного синтетическим связующим. Способ изготовления этого винта заключается в следующем. Слоистый материал (стеклоткань), пропитанный связующим, раскраивают по шаблонам и набирают в отдельные элементы пакеты, имеющие открытый контур. Затем элементы-пакеты укладывают на оправки, на которых производят их предварительную опрессовку при температуре под давление в течение времени, обеспечивающих частичное склеивание элемента-пакета и частичную полимеризацию связующего. После этого собирают всю заготовку лопасти и помещают ее в замкнутую пресс-форму, предварительно уложив во внутрь заготовки эластичный мешок. Далее производят окончательное прессование до полной полимеризации. Затем готовые лопасти прикрепляют винтами или шпильками к центральной втулке, получая таким образом воздушный винт. Этот воздушный винт и способ его изготовления являются наиболее близким техническим решением и принимаются за прототип (Авт. св. СССР №431733, кл. B64C27/46, опубл. 23.07.82, Бюл. №27). Недостатком воздушного винта является его низкая эксплуатационная прочность, обусловленная прочностью материала (стеклоткани) из которого он изготовлен, а также возможность расслоения материала и отделение элементов-пакетов лопасти при больших эксплуатационных нагрузках, обусловленные слоистой структурой и набором элементов-пакетов. Кроме того, винт имеет сложную конструкцию за счет наличия у лопастей элементов их крепления к центральной втулке специальной конструкции, а наличие указанных элементов, в свою очередь, снижает надежность винта при высоких скоростях его вращения. Недостатком способа изготовления этого винта являются низкая производительность за счет преимущественно ручных операций раскроя стеклоткани по шаблонам, пропитки, набора материала в элементы-пакеты, крепления лопастей к центральной втулке; большой расход материала, обусловленный выкройкой по шаблонам; низкая точность выкладки лопасти из-за наличия ручных работ и, как следствие, лопасти имеют различный вес, что вызывает необходимость в балансировке винта. Кроме того, известная технология является экологически вредной, так как работник на протяжении всего процесса изготовления лопастей находится в непосредственном контакте с связующим (синтетическая смола, отвердитель) и материалом (стеклоткань). В основу изобретения поставлена задача повышения прочности, надежности с одновременным упрощением конструкции воздушного винта, а также повышение производительности его изготовления, снижение расхода материала, автоматизация процесса изготовления лопастей и уменьшения вредного влияния материала и связующего на работников. Поставленная задача решается тем, что в известном воздушном винте, содержащем центральную втулку и лопасти из слоистого материала пропитанного связующим веществом, в качестве материала использована предварительно пропитанная нить или жгут, о хва тывающая вначале центральную втулк у и непрерывно уложенная параллельными или спиральными витками послойно в плоскости пера лопасти с уменьшением количества слоев к периферии пера, а также тем, что в известном способе изготовления воздушного винта, включающей операции предварительной опрессовки при температуре и давлении в течение времени, обеспечивающих частичное склеивание материала и частичную полимеризацию связующего вещества, установку заготовки в замкнутую пресс-форму в которой производят окончательное прессование до полной полимеризации, формирование заготовки винта производят путем намотки непрерывной пропитываемой связующим нити или жгута в начале на центральную втулку, затем на технологические шпильки, устанавливаемых поэтапно на некотором расстоянии от оси вращения заготовки по мере наращивания длины лопастей. Кроме того, перед окончательным прессованием, заготовки лопасти винта могут быть закручена в продольном направлении с образованием винтовой поверхности в полуполимеризационном или сыром состоянии с последующим прессованием и полной полимеризацией в пресс-форме. Описание конструкции воздушного винта и способ его изготовления поясняются иллюстрационным материалом, содержащем следующее: фиг.1 - технологическая оснастка для намотки винта; фиг.2 - обмотка центральной втулки и установка первых технологических шпилек; фиг.3 - намотка первого слоя перьев лопастей и установка последующих технологических шпилек; фиг.4 - намотка последнего слоя перьев лопастей; фиг.5 - вид заготовки винта после окончания намотки материала; фиг.6 - вид заготовки винта после предварительной опрессовки и частичной полимеризации; фиг.7 - вид воздушного винта с продольным расположением волокон после окончательного прессования; фиг.8 - винтовая закрутка в продольном направлении заготовки винта; фиг.9 - вид воздушного винта со спиральным расположением волокон после окончательного прессования. Технологическая оснастка для изготовления воздушного винта включает ось 1 и две планкиограничители 2 между которыми устанавливается центральная втулка 3. Ось 1 закрепляется в патроне токарного (намоточного) станка. К центральной втулке 3 прикрепляется (запасовывается, приклеивается, привязывается) конец нити 4 из синтетического материала, которая предварительно проходит через пропиточную ванну (не показана), где смачивается связующим веществом. Затем ось 1 вместе с планками-ограничителями 2 и центральной втулкой 3 начинает вращаться, в результате чего происходит намотка нити 4 (или жгута) на центральную втулку 3. После этого в специальные отверстия в планках-ограничителях 2 устанавливают те хнологические шпильки 5 и продолжают намотку первого слоя заготовки лопастей. Поэтапно устанавливая шпильки 5 в планки-ограничители 2, наматывают последующие слои, постепенно удлиняя заготовку до требуемых размеров. Размеры заготовки определяются длиной планок-ограничителей 2, а количество слоев определяется количеством промежуточных шпилек 5. Варьируя размерами планокограничителей 2 и количеством шпилек 5 можно наматывать заготовки винтов разных размеров и с различными характеристиками при неизменном процессе намотки, то есть предложенная технология универсальна. Далее полученную таким образом заготовку винта снимают с намоточного станка, удаляют шпильки 5 и производят частичную ее опрессовку, придавая ей плоскую (или иную заданную) форму и при этом производят частичную полимеризацию связующего. Если нить достаточно тонкая, то в частичной полимеризации нет необходимости: заготовка свободно удерживает заданную форму за счет малой массы отдельных нитей, вязкости связующего и сил поверхностного натяжения. После этого заготовку винта помещают в прессформу, где происходит окончательная формовка и полимеризация винта с продольным расположением волокон (фиг.7). Возможен и второй вариант изготовления винта. После предварительной опрессовки (фиг.6) производят винтовую закрутку заготовки в продольном направлении (фиг. 8). Затем эту заготовку помещают в пресс-форму, где происходит окончательная формовка и полимеризация винта со спиральным расположением волокон (фиг.9). При использовании в качестве материала синтетической нити или жгута и применив предложенную технологию, после полной полимеризации готовый винт практически не нуждается в механической обработке, которая необходима для винтов изготовленных из стеклоткани. Таким образом, предложенный способ позволяет в автоматическом режиме получать заготовки требуемых размеров и с различными свойствами в зависимости от условий эксплуатации воздушных винтов. Существенное отличие заявляемого объекта изобретения от ранее известных заключается в том, что предложенный воздушный винт выполнен из непрерывной нити (волокна, жгута) пропитанной связующим веществом с продольным или спиральным расположением волокон. Указанное отличие исключает возможность расслоения материала, так как нить образует замкнутый контур, повышает прочность винта без использования продольного лонжерона и, соответственно, надежность его работы при повышенных режимах эксплуатации. Ни один из известных винтов не может обладать отмеченными свойствами, так как выполнены либо из тканевого материала, что не исключает его расслоения, либо из сплошного материала (дерева, металла), что увеличивает его массу. Известные винты практически невозможно изготавливать в автоматизированном режиме. Существенное отличие заявляемого способа изготовления винта от ранее известных заключается в том, что лопасти изготавливаются методом непрерывной намотки пропитанной нити на технологические шпильки (а не на оправку, традиционно повторяющую форму изделия (!)). Указанное отличие позволяет полностью автоматизировать процесс намотки заготовки винта, следовательно, уменьшить время взаимодействия работников с вредными материалами. Благодаря использованию в качестве материала нити, предложенная технология является безотходной: при намотке сматываемая с катушки (бобины) нить полностью переходит в заготовку. Ни один из известных способов не может обладать отмеченными свойствами, так как при использовании тканевого или сплошного материала неизбежно требуется его раскрой или механическая обработка соответственно, то есть появляются отходы материала, а при изготовлении винтов методом выкладки требуется непосредственный контакт работников с материалом на протяжении всего этапа изготовления заготовки. Известные способы используют преимущественно ручной труд, в то время как заявляемый - большую часть автоматизированный, следовательно, повышается производительность и снижается трудоемкость процесса изготовления винта. Для оценки эффективности предложенного технического решения, по сравнению с. известным по прототипу, были изготовлены два винта: один методом намотки (заявляемый вариант), второй методом выкладки (прототип). Для намотки заготовки использовался стекложгут, пропитанный эпоксидной смолой ЭДТ-10. В процессе намотки устанавливалось шесть технологических шпилек, то есть получено шесть слоев материала. Для выкладки винта также использовано шесть слоев стеклоткани, пропитанных аналогичным связующим. Испытания образцов показали: винт по прототипу имеет прочность 45 - 50кг/мм 2, заявляемый винт - 65 - 70кг/мм 2, то есть прочность возросла примерно на 40%. Время изготовления винта уменьшилось в 1,8 раза, а расход материалов снизился на 24%. Таким образом, заявляемый воздушный винт имеет высокую прочность за счет того, что в качестве материала использована синтетическая нить, высокую надежность за счет исключения возможности расслоения материала и упростилась его конструкция: отсутствуют узлы крепления лопастей к центральной втулке, Заявляемый способ изготовления винта позволяет повысить производительность труда за счет применения автоматизированной намотки заготовки, улучшить условия труда по той же причине, снизить расход материала за счет использования пропитанной нити, устранить операции раскроя и ручной пропитки материала.
ДивитисяДодаткова інформація
Автори англійськоюMalkov Ihor Vladyslavovych, Kaliuzhnyi Valerii Vilinovych
Автори російськоюМалков Игорь Владиславович, Калюжный Валерий Вилинович
МПК / Мітки
МПК: B64C 27/32, F03D 3/06
Мітки: повітряній, спосіб, гвинт, виготовлення
Код посилання
<a href="https://ua.patents.su/3-25770-povitryanijj-gvint-ta-sposib-jjogo-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Повітряний гвинт та спосіб його виготовлення</a>
Гребний гвинт
Номер патенту: 20111
Опубліковано: 25.12.1997
Автор: Колесников Валентин Альбертович
МПК: B63H 1/26
Формула / Реферат:
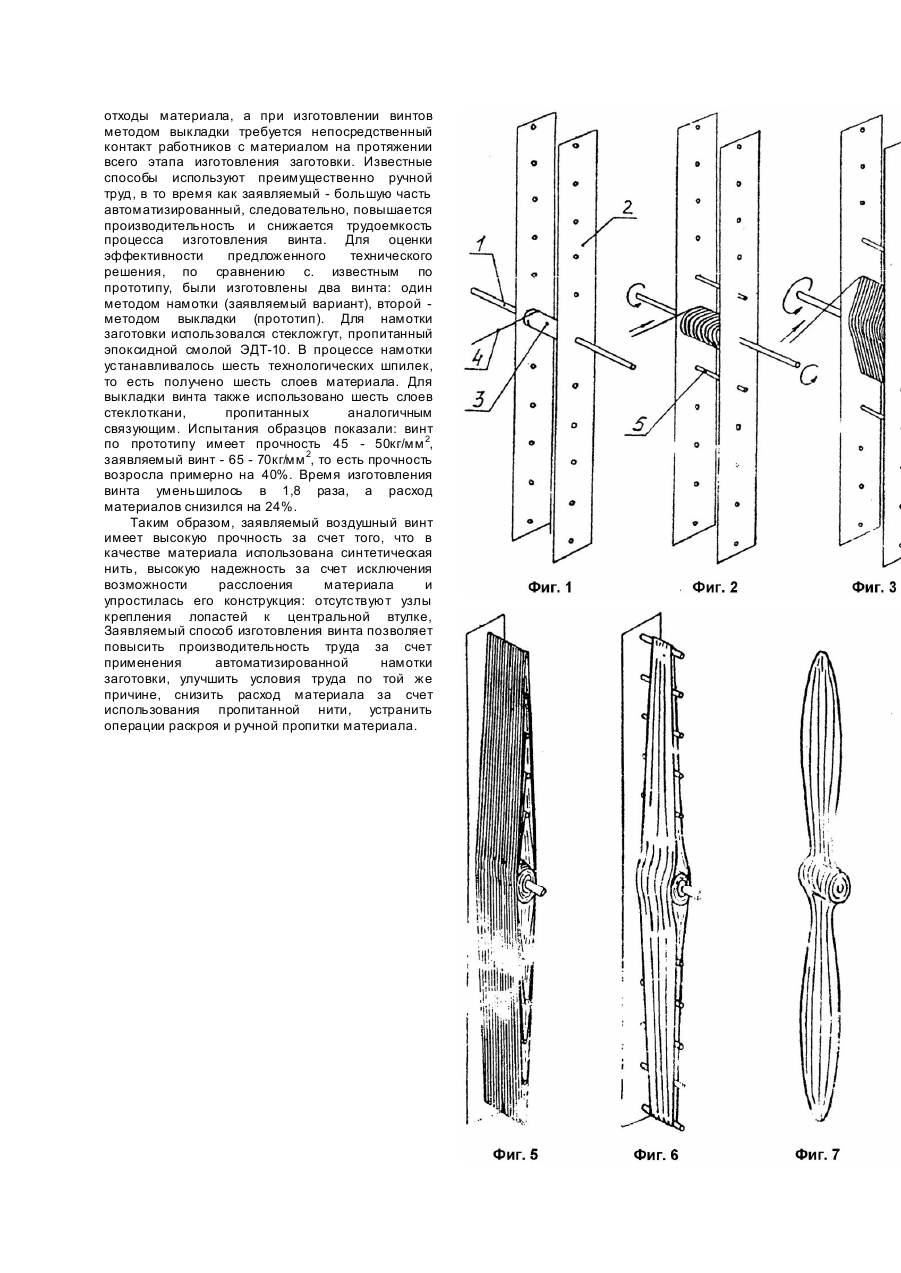
Гребной винт, состоящий из втулки и закрепленных на ней лопастей, снабженных элементами для предотвращения срыва потока, отличающийся тем, что элементы для предотвращения срыва потока выполнены в виде профилированных канавок по контуру сечения лопасти, причем стенки канавок выполнены выпуклыми в сторону оси вращения винта, а в периферийную сторону плоскими или менее выпуклыми.
Гребний гвинт
Номер патенту: 9948
Опубліковано: 30.09.1996
Автор: Савицький Всеволод Олександрович
МПК: B63H 3/00
Формула / Реферат:
(57) . Гребной винт, содержащий поворотные лопасти с фланцами, установленными в расточках ступицы, отличающийся тем, что фланец каждой лопасти выполнен с упорами, а ступица снабжена разъемными втулками, каждая из которых установлена в расточке ступицы, при этом каждая втулка выполнена с вырезами под соответствующие упоры на фланце.
Гвинт з кроком, що регулюється
Номер патенту: 18919
Опубліковано: 25.12.1997
Автор: Іванов Леонід Яковлевич
МПК: B63H 25/00, B63H 19/00, B63H 1/00
Мітки: гвинт, кроком, регулюється
Формула / Реферат:
Винт с регулируемым шагом, содержащий ступицу, с установленными на ней лопастями, и механизм поворота лопастей, отличающийся тем, что механизм поворота лопастей выполнен в виде диска, размещенного с возможностью перемещения внутри ступицы, в наружной образующей которого выполнен паз, в котором расположены ролики, закрепленные на рычагах, при этом ось каждой лопасти снабжена вилкой, в которой с возможностью поворота относительно оси вилки...
Гвинт для остеосинтезу
Номер патенту: 13244
Опубліковано: 28.02.1997
Автор: Пастернак Віктор Миколайович
МПК: A61B 17/16, A61B 17/58
Мітки: гвинт, остеосинтезу
Формула / Реферат:
Винт для остеосинтеза, выполненный в виде резьбового стержня с головкой, имеющей опорную и крепежную части, соединенные шейкой, при этом опорная часть головки прикреплена к резьбовому стержню, отличающийся тем, что шейка выполнена в виде усеченного конуса, большее основание которого стыкуется с поверхностью опорной части головки.
Гвинт сажко
Номер патенту: 342
Опубліковано: 30.04.1993
Автор: Сажко Микола Андрійович
МПК: F16B 23/00
Текст:
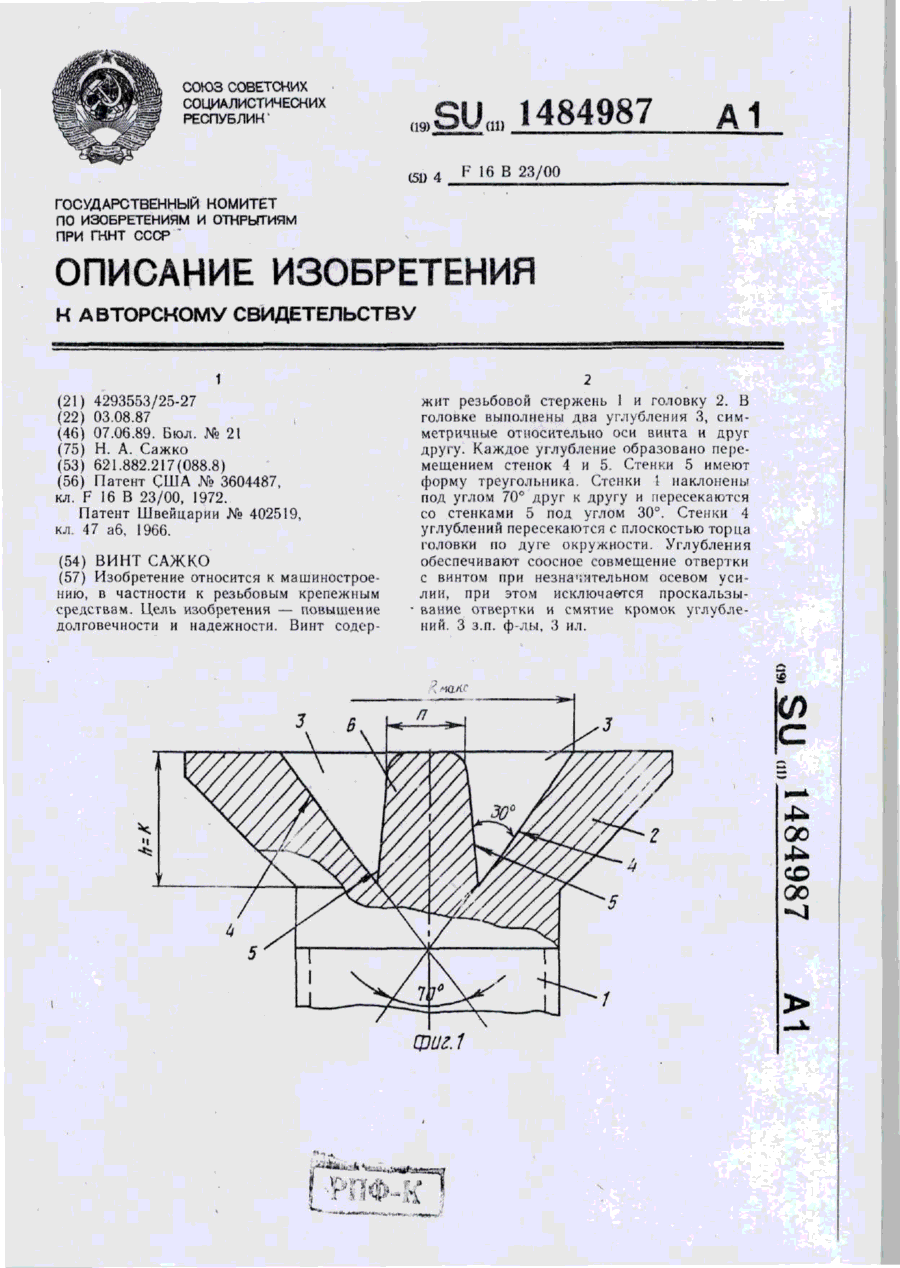
...с гнездом под монтажный инний наклонена друг к другу под углом 70° и струмент в виде двух симметрично распопересекается со стенками 4 под углом 30°. ложенных относительно оси винта углубСтенки 5 имеют форму треугольника, болений, каждое из которых образовано ковые стороны которого образуют угол 100°, 20 двумя стенками, при этом одна пара этих стенок, обращенных одна к другой и обрапричем вершина этого треугольника скругзующих в центре...
Попередній патент: Технологічна лінія виробництва кормів
Наступний патент: Пристрій для захисту струменя металу при розливі
Випадковий патент: Перфораційний заряд о.м. кривкіної