Строп, що затягується, та спосіб його виготовлення
Номер патенту: 11295
Опубліковано: 25.12.1996
Формула / Реферат
1. Самозатягивающийся строп из гибкого материала, содержащий жгут в виде замкнутой спирали свитками разного диаметра, выполненный из непрерывной нити с первым и вторым заделанными концами, причем второй конец нити закреплен к жгуту, отличающийся тем, что жгут содержит замкнутую однониточную спираль, образованную первым концом нити, соединенную с нитью последующих незамкнутых спиралей.
2. Самозатягивающийся строп по п. 1, отличающийся тем, что замкнутая однониточная спираль является двухвитковой.
3. Самозатягивающийся строп по п. 1, отличающийся тем, что первый конец нити соединен с нитью с помощью охватывающей их втулки или закручиванием упомянутого конца нити вокруг нити.
4. Самозатягивающийся строп по п. 1, отличающийся тем, что узел закрепления второго конца нити к жгуту расположен за узлом закрепления первого конца нити, считая по ходу навивки, с образованием целого числа однониточных спиралей, каждая из которых содержит количество витков, одинаковое с замкнутой однониточной спиралью первого конца нити.
5. Способ изготовления самозатягивающегося стропа из гибкого материала, заключающийся в том, что навивают петли нити, образуя жгут, заделывают первый и второй концы нити, причем второй конец нити заделывают путем закручивания его вокруг жгута, отличающийся тем, что первый конец нити закрепляют после образования на двухступенчатой оправке однониточной спирали путем присоединения его к нити, замыкая спираль, и образуют жгут из витков нити путем вращения замкнутой однониточной спирали.
6. Способ по п. 5, отличающийся тем, что соединение первого конца нити с упомянутой нитью производят после образования двухвитковой спирали.
7. Способ по п. 5, отличающийся тем, что соединение первого конца нити с упомянутой нитью производят его закручиванием вокруг нити или скреплением втулкой с последующим ее обжатием.
8. Способ по п. 5, отличающийся тем, что соединение первого конца нити с упомянутой нитью осуществляют посредством зажимного элемента, который снимают после навивки жгута, а первый конец нити закрепляют к жгуту.
Текст
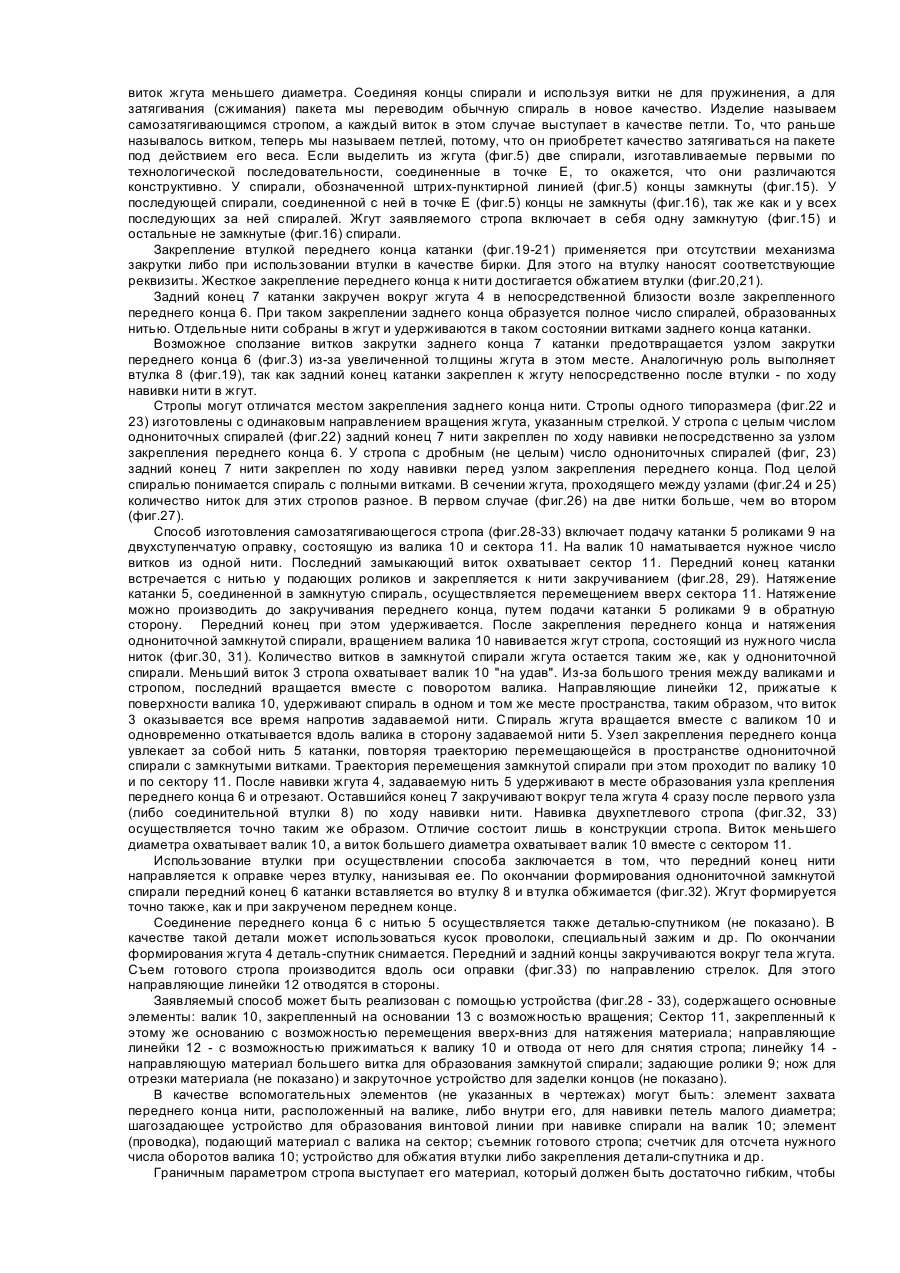
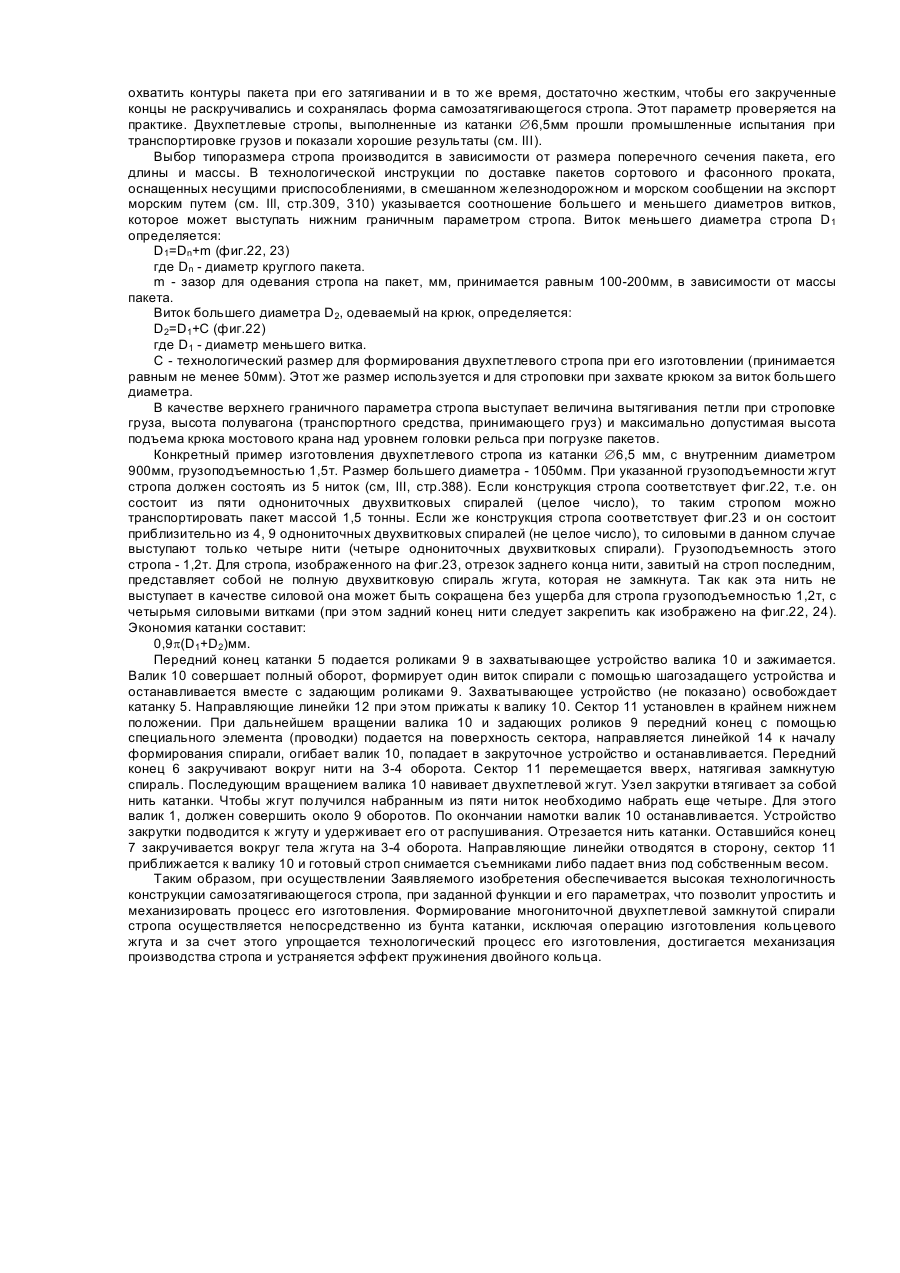
Изобретение относится к конструкции и технологии изготовления грузоподъемных элементов и может быть использовано при производстве самозатягивающихся стропов из катанки. Наиболее близким по технической сущности к заявляемому устройству является выбранный в качестве прототипа самозатягивающийся строп из гибкого материала, содержащий жгут в виде замкнутой спирали с витками разного диаметра, выполненный из непрерывной нити, например, катанки, с первым и вторым заделанными концами, причем концы нити закреплены к жгуту. При подъеме груза витки большего диаметра вытягиваются, а витки меньшего диаметра сжимаются и охватывают пакет "в удав" [1]. Существенным недостатком прототипа является низкая технологичность его конструкции. Технологический процесс изготовления двухпетлевых стропов включает следующие операции: навивку кольцевого жгута из заданного количества витков катанки, закрутку концов нити катанки вокруг тела жгута, свертывание кольцевого жгута в "восьмерку" и складывание колец "восьмерки" в двойное кольцо с последующим закреплением мягкой проволокой полученного двухпетлевого стропа от возможного пружинения двойного кольца. Большая часть перечисленных операций выполняется вручную. Наличие аффекта пружнения двойного кольца вынуждает производителя осуществлять дополнительную операцию закрепления мягкой проволокой полученного двухпетлевого стропа, что ведет к его удорожанию. Низкая технологичность прототипа выражается в необходимости контролировать положение переднего конца нити катанки при навивке жгута до конца навивки, как при механизированном так и при ручном процессе, поскольку закрутка концов нити осуществляется после деформирования жгута. Такая конструкция стропа затрудняет построение эффективной технологии его изготовления. Низкая технологичность прототипа выражается также в необходимости разделять технологию изготовления двухпетлевого стропа на две операции: на первой - изготавливать кольцевой жгут с закрученными концами нити вокруг тела жгута и на второй - изготавливать сам двухпетлевой строп. Причиной препятствующей получению требуемого технического результата, является закрутка переднего конца непрерывной нити катанки вокруг тела жгута. В основу изобретения поставлена задача усовершенствования самозатягивающегося стропа путем изменения места закрепления переднего конца материала стропа, чем достигается высокая технологичность его конструкции при заданной функции и параметрах стропа и за счет этого достигается возможность упростить и механизировать процесс его изготовления. Поставленная задача решается тем, что самозатягивающийся строп из гибкого материала, содержащий жгут в виде замкнутой спирали с витками разного диаметра, выполненный из непрерывной нити с первым и вторым заделанными концами, причем второй конец нити закреплен к жгуту, согласно изобретению, содержит замкнутую однониточную спираль, образованную первым концом нити, соединенную с нитью последующих незамкнутых спиралей, причем замкнутая однониточная спираль является двухвитковой, первый конец нити соединен с нитью с помощью охватывающей их втулки или закручиванием упомянутого конца нити вокруг нити, а узел закрепления второго конца нити к жгуту расположен за узлом закрепления первого конца нити, считая по ходу навивки, с образованием целого числа однониточных спиралей, каждая из которых содержит количество витков, одинаковое с замкнутой однониточной спиралью первого конца нити. Высокая технологичность конструкции самозатягивающегося стропа заключается в том, что в процессе его изготовления контроль переднего конца катанки стропа перекладывается на саму форму стропа, в то время как при навивке обычного кольцевого жгута необходимо какое-то захватывающее устройство для удержания (контроля) переднего конца. Высокая технологичность конструкции заявляемого стропа заключается также в том, что этот строп можно навивать непосредственно в виде двухпетлевой замкнутой спирали, исключая операцию изготовления кольцевого жгута, что значительно упрощает весь технологический процесс. Наиболее близким по технической сущности к заявляемому является выбранный в качестве прототипа технологический процесс изготовления двухпетлевых стропов, включающий следующие операции: навивку кольцевого жгута из заданного количества витков катанки, закрутку концов нити катанки вокруг тела жгута, свертывание кольцевого жгута в "восьмерку" и складывание колец "восьмерки" в двойное кольцо с последующим закреплением мягкой проволокой полученного двухпетлевого стропа от возможного пружинения двойного кольца [1]. К недостаткам прототипа следует отнести разделение технологии изготовления двухпетлевого стропа на две стадии: на первой стадии изготавливают кольцевой жгут с закрученными концами нити вокруг тела жгута и на второй стадии - сам двухпетлевой строп. Кроме того, недостатком прототипа является также выполнение операций заделки концов нити катанки после формирования жгута. В основу изобретения поставлена задача создания способа изготовления самозатягивающегося стропа, в котором путем формирования многониточной двухпетлевой замкнутой спирали непосредственно из бунта катанки исключается операция изготовления кольцевого жгута, достигается механизация производства самозатягивающегося стропа и устраняется эффект пружинения двойного кольца. Поставленная задача решается тем, что в способе изготовления самозатягивающегося стропа из гибкого материала, заключающемся в том, что навивают петли нити, образуя жгут, заделывают первый и второй концы нити, причем второй конец нити заделывают путем закручивания его вокруг жгута, согласно изобретению, первый конец нити закрепляют после образования на двухступенчатой оправке однониточной спирали путем присоединения его к нити, замыкая спираль, и образуют жгут из витков нити путем вращения замкнутой однониточной спирали, причем соединение первого конца нити с упомянутой нитью производят после образования двухвитковой спирали, путем его закручивания вокруг нити или скреплением втулкой с последующим ее обжатием, или посредством зажимного элемента, который снимают после навивки жгута, а первый конец нити закрепляют к жгуту. Вышеизложенные общие, достаточные во всех случаях существенные признаки заявляемого изобретения обеспечивают получение технического результата, заключающегося в формировании многониточной двухпетлевой замкнутой спирали непосредственно из бунта катанки исключая операцию изготовления кольцевого жгута. За счет этого достигается механизация производства самозатягивающегося стропа и устраняется эффект пружинения двойного кольца. Причинно-следственная связь между совокупностью существенных признаков заявляемого изобретения и достигаемым техническим результатом состоит в следующем. Самозатягивающийся строп из гибкого материала, собранного в жгут в виде замкнутой спирали с витками разного диаметра - представляет собой несущее приспособление с количеством витков не менее двух. Верхняя граница количества витков не регламентируется. Выполнение стропа из непрерывной нити - подразумевает целостность материала в одном изделии, который берется из бунта. В качестве такого материала выступает горячекатаная проволока (катанка). Собирание материала в жгут обеспечивает необходимый запас прочности стропа при сохранении гибкости конструкции, Замкнутость спирали жгута стропа обеспечивает охватывание пакета "в удав" витком меньшего диаметра при вытягивании витка большего диаметра, повешенного на крюк мостового крана. Закрепление заднего конца материала к телу жгута (например, закручиванием) необходимо для скрепления и удерживания отдельных нитей в жгуте. Эта операция согласовывается (хорошо вписывается) с технологией изготовления стропа, так как закрепление заднего конца может произойти только после формирования жгута Соединение переднего конца материала с нитью в месте образования замкнутой однониточной спирали позволит повысить технологичность конструкции стропа тем, что снимает проблему фиксирования конца-при навивке жгута. Удерживание переднего конца на оправке и навивка замкнутой спирали в виде жгута ее накручиванием на оправку - процессы которые совместно выполнить невозможно, именно из-за замкнутости спирали, поскольку будет наблюдаться наложение нитей одна на другую. Если передний конец материала закрепить не на оправке, а на нити самого материала после образования однониточной спирали, тогда процесс получения жгута накручиванием на оправку можно будет реализовать. В этом случае передний конец материала не привязан к оправке. Узел соединения получает возможность совершать перемещения по траектории замкнутой спирали вместе со жгутом по обеим уровням оправки. Витки обычной спирали не пересекаются между собой, в то время как витки замкнутой спирали пересекаются между собой в пространстве. В случае однониточной спирали такое пересечение возможно только один раз. Соединение конца материала с нитью при образовании именно однониточной спирали продиктовано тем, что только при однониточной спирали возможно осуществить соединение конца с нитью с однократным пересечением в пространстве витков замкнутой спирали. Если соединение конца с нитью осуществлять при образований двух- или многониточной спирали, то происходит наложение нитей одна на другую и многократное пересечение витков в пространстве. Место образования замкнутой однониточной спирали - это место соединения переднего конца с нитью, ибо формирование замкнутой спирали заканчивается в момент соединения конца материала с нитью. Таким образом, при закреплении переднего конца удается осуществить формирование замкнутой спирали с наименьшим число пересечений витков в пространстве, а при закреплении заднего конца - предотвратить распад витков и удерживать их в жгуте, Повышение технологичности стропа выражается в том, что закрутка переднего конца упрощается, поскольку другие нити не мешают осуществить эту операцию, а закрутка заднего конца упрощается тем, что этот конец все время находится под контролем - так как при навивке жгута подается через проводку либо непосредственно из подающих роликов. Кроме того, исключается промежуточная операция навивки кольцевого жгута. Соединение последнего конца материала в месте образования двухвитковой однониточной спирали продиктовано необходимостью получения двухпетлевого самозатягивающегося стропа - как наиболее простого и экономичного. Замкнутая двухвитковая однониточная спираль является прообразом двухпетлевого стропа - для частного (конкретного) случая выполнения изобретения. Конфигурация замкнутой спирали выступает в качестве траектории по которой будут перемещаться нити будущего жгута. Замкнутая трехвитковая спираль является прообразом трехпетлевого стропа. Конструкцию будущего стропа определяет конфигурация замкнутой однониточной спирали, которая, по технологической последовательности, выполняется перед навивкой жгута. Если передний конец материала закреплен к нити с образованием не спирали, а замкнутого кольца, то в результате осуществления способа получим не двух- или многопетлевой строп, а однопетлевой строп, т.е. кольцевой жгут, качественно иное изделие, которое не обладает свойством самозатягивания. Самозатягивающийся строп может выполняться в нескольких модификациях. Он может быть двухпетлевым, трехпетлевым и т.д., т.е. многопетлевым. Следует разграничивать приятия витка и петли. Для ввода нового понятия приходится пользоваться устоявшимися терминами. Понятие самозатягивающегося стропа вводим опираясь на понятие спирали, элементами которой являются витки. Обычную спираль применяют, в основном, используя свойства ее витков - пружинение. Соединяя концы спирали и используя витки по иному назначению - не для пружинения, а для затягивания (сжимания) пакета мы переводим обычную спираль в новое качество. Это изделие называем самозатягивающимся стропом. Каждый виток в этом случае выступает в качестве петли. То, что раньше называлось витком, теперь мы называем петлей, потому, что он приобрел качество затягиваться на пакете под действием его веса. По аналогии со жгутом следует также различать понятия замкнутая и незамкнутая однониточная спираль. Под замкнутой однониточной спиралью следует понимать спираль, выполненную из одной нити с физически соединенными концами. Концы могут быть соединены свариванием, скручиванием либо иным способом. У не замкнутой однониточной спирали, выполненной из одной нити, концы физически не соединены. Они могут соприкасаться, но механически остаются разомкнутыми. Расположение узла закрепления заднего конца нити к жгуту за узлом закрепления переднего конца, считая по ходу навивки, способствует экономии материала и предотвращает сползание заднего конца материала в сторону увеличения диаметра последнего витка, Число однониточных спиралей получается целым. Количество витков в каждой однониточной спирали равно числу витков замкнутой однониточной спирали переднего конца нити. Если жгут двухпетлевой, то количество витков в каждой однониточной спирали равно двум - виток большего и меньшего диаметра. Указанное расположение узлов совершено с перехлестом концов. При растяжении нитей под нагрузкой узлы будут препятствовать взаимному перемещению по телу жгута. Соединение переднего конца материала к нити закручиванием - наиболее простой и естественный вид соединения, который можно применить при изготовлении стропа из катанки. Соединение переднего конца материала к нити с помощью охватывающей их втулки имеет смысл в том случае, если втулка выполняет роль бирки. При осуществлении такого соединения совмещаются по времени две операции - закрепление переднего конца и навешивание бирки. Выполнение втулкой роли бирки удобно при практическом использовании стропа, поскольку исключаются ее потери. В настоящее время крепление бирки осуществляется мягкой проволокой к телу жгута. Эта дополнительная операция - удлиняющая цикл изготовления стропа. Использование в этом качестве втулки сократило бы операцию навешивания бирки, В способе изготовления самозатягивающегося стропа заделку переднего конца материала осуществляют его присоединением к нити после образования однониточной спирали. Заделка переднего конца материала необходима в самом начале навивки стропа, выполняемого в виде жгута, чтобы разрешить проблему крепления переднего конца. При навивке обычных спиралей традиционным способом для удерживания переднего конца на оправке присутствует механизм либо деталь выполняющая эту функцию. Заявляемый строп имеет форму замкнутой спирали в виде жгута с витками разного диаметра. Осуществить навивку такого стропа на вращающуюся оправку с удерживанием переднего конца - невозможно, из-за пересечения витков в пространстве и наложения нитей. Крепление конца материала к нити после образования требуемого количества витков на оправке позволит осуществить навивку всего жгута многопетлевого стропа с таким же количеством витков. Если этот же процесс осуществлять без закрепления переднего конца к нити материала, что в принципе возможно, то в этом случае возникнут технические трудности с переводом конца нити с одного уровня оправки на другой, утыкание конца при каждом повороте оправки, вылавливание его из всего "жгута, состоящего из нескольких нитей, для последующего закрепления. В том случае, если стропы будут изготавливаться из синтетических материалов, трудности при навивке спирального жгута без закрепления переднего конца к нити - усугубляются из-за недостаточной жесткости материала. Заделку заднего конца материала осуществляют после формирования жгута путем вращения винтовой спирали вдоль ее витков по заранее установленной замкнутой траектории. Формирование спирального жгута таким способом позволяет навивать строп, производя простейшую операцию вращения оправки. В процессе накручивания нить материала подвергается многократной проработке из-за замкнутости спиральной траектории ее перемещения. Вследствие этого процесса ликвидируется эффект пружинения двойного кольца, устраняется операция навивки кольцевого жгута и механизируется процесс производства самозатягивающихся стропов. Согласно способа заделку заднего конца материала осуществляют когда жгут и конфигурация стропа полностью сформировались. Закрепление конца к телу жгута позволяет собрать и удерживать от распушивания нити в жгуте и предотвратить разматывание спирали. В частном случае исполнения для получения двухпетлевого стропа соединение переднего конца с нитью производят после образования двух витков спирали. Поскольку траектория увлекаемой нити будет составлять двухпетлевую замкнутую спираль, то жгут получится двухпетлевым. Соединение переднего конца с нитью производят его закручиванием или скреплением втулкой. Закручивание переднего конца вокруг нити предпочтительно в том смысле, что для закрепления конца используется материал самого стропа. Требуется всего лишь техническое средство для закрутки. Скрепление конца с нитью втулкой выгодно в том случае, если она используется в качестве бирки. Для этих целей можно использовать отходы производства - отрезки трубок, что позволит экономить небольшое количество материала стропа. Последующее обжатие втулки необходимо для создания сил трения конца о стенки втулки. Для соединения конца с нитью внутренний диаметр втулки должен быть не менее двух диаметров материала, чтобы пропустить в отверстие нить и ее конец. Обжатие втулки позволяет плотно охватывать оба участка материала в месте их скрепления. Соединение переднего конца с нитью осуществляют деталью- спутником, которую снимают после навивки жгута, а передний конец закрепляют к телу стропа. Такое соединение применяют в тех случаях, когда по каким-то причинам необходимо закреплять к телу жгута оба конца материала. Такое соединение позволяет осуществить способ изготовления самозатягивающегося стропа по п.5 формулы и получить строп иной конфигурации, описанный в [III] с закруткой концов вокруг тела жгута. Сущность изобретения поясняется чертежами, на которых изображено: На фиг.1. Многопетлевой самозатягивающийся строп. Общий вид. На фиг.2. То же. Вид сбоку на фиг.1. На фиг.3. Узел скрепления переднего и заднего конца. Увеличенное изображение. На фиг.4. Разрез А-А на фиг.3. На фиг.5 жгут двухпетлевого самозатягивающегося стропа, в котором штрих-пунктирной линией выделена замкнутая однониточная спираль. Передний конец соединен с нитью в точке Е. На фиг.6. Соединение переднего конца материала с нитью в виде замкнутой двухвитковой спирали - прообразом будущего двухпетлевого стропа. Передний конец материала соединен с нитью свариванием. На фиг.7. Соединение переднего конца материала с нитью в виде замкнутой многовитковой (трехвитковой) спирали - прообразом трехпетлевого стропа. Передний конец материала соединен с нитью закручиванием. На фиг.8. Соединение переднего конца материала с нитью в виде замкнутого кольца - прообразом будущего однопетлевого стропа (кольцевого жгута). На фиг.9. Двухпетлевой строп с линией разреза Б-Б. На фиг.10. Виток жгута большего диаметра вид спереди. На фиг.11. Вид В на фиг.9. Соединенные вместе витки жгута большего и меньшего диаметров, образующие двухпетлевой самозатягивающйся строп. На фиг.12. Вид Г на фиг.10. Виток жгута большего диаметра. На фиг.13. Виток жгута меньшего диаметра. Вид спереди. На фиг, 14. Вид Д на фиг.13. Виток жгута меньшего диаметра. На фиг.15. Однониточная спираль с замкнутыми концами в точке Е. Передний конец, замыкая спираль, соединен с непрерывной нитью последующих незамкнутых спиралей в точке Е. На фиг.16. Однониточная спираль с не замкнутыми концами в точке Е. Последующая двухвитковая спираль, образованная нитью и соединенная в точке Е с замкнутой спиралью (которая показана частично) сама является не замкнутой. На фиг.17. Двухпетлевой самозатягивающийся строп. На фиг.18. То же. Вид сбоку на фиг.17. Hg фиг.19. Узел скрепления переднего и заднего конца. Вариант исполнения. Заделка переднего конца стропа с помощью втулки. Увеличенное изображение. На фиг.20. Разрез Е-Е на фиг.19, с указанием мест приложения обжимающих усилий. На фиг.21. То же, с последующим обжатием втулки. На фиг.22. Двухпетлевой строп с целым числом однониточных спиралей. Виток меньшего диаметра – D1. Виток большего диаметра – D2. Технологический размер - С. На фиг.23. Двухпетлевой строп у которого число однониточных спиралей не является целым. Диаметр круглого пакета - Dn. Зазор для одевания стропа на пакет - m. На фиг.24. Увеличенное изображение III на фиг.22. Узел скрепления заднего конца расположен по ходу навивки после узла скрепления переднего конца. Нити жгута условно изображены в один ряд. На фиг.25. Увеличенное изображение IV на фиг.23. Узел скрепления заднего конца расположен по ходу навивки до узла скрепления переднего конца. Нити жгута условно изображены в один ряд. На фиг.26. Сечение Ж-Ж на фиг.24. Кружками показаны нити попадающие в сечение. Условное изображение. На фиг.27. Сечение 3-3 на фиг.25. Кружками показаны нити попадающие в сечение. Условное изображение. На фиг.28. Схема образования однониточной замкнутой спирали с заделкой переднего конца. На фиг 29. То же. Вид сверху на фиг.28. На фиг.30. Схема формирования жгута многопетлевого стропа. На фиг.31. То же. Вид сверху на фиг.30. На фиг.32. То же. Схема формирования однониточной спирали двухпетлевого стропа с заделкой переднего конца втулкой. На фиг 33. То же c заделкой заднего конца после формирования жгута. Отвод направляющих линеек перед съемом готового стропа. Самозатягивающийся строп 1 (фиг.1-27), выполнен из катанки в виде замкнутой спирали с витками 2 и 3 большего и меньшего диаметров. Тело стропа выполнено в виде жгута 4 набранного из одной непрерывной нити 5 материала. В качестве такового может выступать катанка, калиброванная проволока, синтетический канат или другой гибкий материал. Заделка переднего 6 и заднего 7 концов материала в жгуте отличаются (фиг.3). Передний конец 6 материала стропа соединен с нитью 5 с образованием замкнутой спирали, а задний конец 7 закреплен к телу жгута 4. Крепление переднего конца 6 материала к нити 5 осуществляется любым способом: закручиванием (фиг.3, 4), свариваемым, с применением постоянной втулки 8 (фиг.19-21), либо деталью-спутником (дополнительным куском проволоки и др.). Задний конец 7 материала закрепляется непосредственно к телу жгута 4, скрепляя все его нити от распушивания. Если количество витков замкнутой спирали больше двух - строп является многопетлевым (фиг.2). Простейшим самозатягивающимся стропом является двухпетлевой строп (фиг.9, 11, 17, 18). Закрепление переднего конца в таком стропе осуществляется в месте образования двух полных витков спирали. Соединенные витки, различающиеся по диаметру, образуют замкнутый контур. Закрепление переднего конца 6 катанки к нити закручиванием производят тремя-четырьмя витками (фиг.3). Задний конец 7 катанки закручивается вокруг жгута 4 с таким же количеством витков. Конфигурация замкнутой спирали переднего конца определяет конструкцию будущего стропа. Замкнутая спираль собрана в жгут с остальными, не замкнутыми спиралями. В жгуте двухпетлевого стропа (фиг.5) штрих-пунктирной линией выделена замкнутая однониточная спираль. Передний конец материала соединен с непрерывной нитью в точке Е. Именно наличие такой петли, которая образуется о закрепления первого конца к нити предопределяет более высокую технологичность. Двухвитковая замкнутая однониточная спираль (фиг.6) является прообразом будущего двухпетлевого стропа. Тогда как трехвитковая замкнутая однониточная спираль (фиг.7) выступает прообразом трехпетлевого стропа. Если передний конец материала закреплен к нити с образованием не спирали, а замкнутого кольца (фиг.8), то в результате осуществления способа получим не двух - или многопетлевой строп, а однопетлевой строп, т.е. кольцевой жгут - качественное иное изделие, которое не обладает свойствами самозатягивания. Двухпетлевой строп является частным случаем самозатягивающегося стропа. Самозатягивающийся строп может быть двухпетлевым, трехпетлевым и т.д., т.е. многопетлевым. На виде спереди мнодопетлевой (фиг.1) и двухпетлевой (фиг.17) выглядят одинаково. Различие этих стропов хорошо просматривается при виде их сбоку на фиг.2 и фиг.18. Самозатягивающийся строп представляет собой прежде всего спираль, элементами которой являются витки. Если разрезать двухпетлевой строп (фиг.9, 11), в нижней части по линии Б-Б и разъединить его элементы, то он будет состоять из двух витков: (фиг.10,12)-виток жгута большего диаметра и (фиг.13, 14) виток жгута меньшего диаметра. Соединяя концы спирали и используя витки не для пружинения, а для затягивания (сжимания) пакета мы переводим обычную спираль в новое качество. Изделие называем самозатягивающимся стропом, а каждый виток в этом случае выступает в качестве петли. То, что раньше называлось витком, теперь мы называем петлей, потому, что он приобретет качество затягиваться на пакете под действием его веса. Если выделить из жгута (фиг.5) две спирали, изготавливаемые первыми по технологической последовательности, соединенные в точке Е, то окажется, что они различаются конструктивно. У спирали, обозначенной штрих-пунктирной линией (фиг.5) концы замкнуты (фиг.15). У последующей спирали, соединенной с ней в точке Е (фиг.5) концы не замкнуты (фиг.16), так же как и у всех последующих за ней спиралей. Жгут заявляемого стропа включает в себя одну замкнутую (фиг.15) и остальные не замкнутые (фиг.16) спирали. Закрепление втулкой переднего конца катанки (фиг.19-21) применяется при отсутствии механизма закрутки либо при использовании втулки в качестве бирки. Для этого на втулку наносят соответствующие реквизиты. Жесткое закрепление переднего конца к нити достигается обжатием втулки (фиг.20,21). Задний конец 7 катанки закручен вокруг жгута 4 в непосредственной близости возле закрепленного переднего конца 6. При таком закреплении заднего конца образуется полное число спиралей, образованных нитью. Отдельные нити собраны в жгут и удерживаются в таком состоянии витками заднего конца катанки. Возможное сползание витков закрутки заднего конца 7 катанки предотвращается узлом закрутки переднего конца 6 (фиг.3) из-за увеличенной толщины жгута в этом месте. Аналогичную роль выполняет втулка 8 (фиг.19), так как задний конец катанки закреплен к жгуту непосредственно после втулки - по ходу навивки нити в жгут. Стропы могут отличатся местом закрепления заднего конца нити. Стропы одного типоразмера (фиг.22 и 23) изготовлены с одинаковым направлением вращения жгута, указанным стрелкой. У стропа с целым числом однониточных спиралей (фиг.22) задний конец 7 нити закреплен по ходу навивки непосредственно за узлом закрепления переднего конца 6. У стропа с дробным (не целым) число однониточных спиралей (фиг, 23) задний конец 7 нити закреплен по ходу навивки перед узлом закрепления переднего конца. Под целой спиралью понимается спираль с полными витками. В сечении жгута, проходящего между узлами (фиг.24 и 25) количество ниток для этих стропов разное. В первом случае (фиг.26) на две нитки больше, чем во втором (фиг.27). Способ изготовления самозатягивающегося стропа (фиг.28-33) включает подачу катанки 5 роликами 9 на двухступенчатую оправку, состоящую из валика 10 и сектора 11. На валик 10 наматывается нужное число витков из одной нити. Последний замыкающий виток охватывает сектор 11. Передний конец катанки встречается с нитью у подающих роликов и закрепляется к нити закручиванием (фиг.28, 29). Натяжение катанки 5, соединенной в замкнутую спираль, осуществляется перемещением вверх сектора 11. Натяжение можно производить до закручивания переднего конца, путем подачи катанки 5 роликами 9 в обратную сторону. Передний конец при этом удерживается. После закрепления переднего конца и натяжения однониточной замкнутой спирали, вращением валика 10 навивается жгут стропа, состоящий из нужного числа ниток (фиг.30, 31). Количество витков в замкнутой спирали жгута остается таким же, как у однониточной спирали. Меньший виток 3 стропа охватывает валик 10 "на удав". Из-за большого трения между валиками и стропом, последний вращается вместе с поворотом валика. Направляющие линейки 12, прижатые к поверхности валика 10, удерживают спираль в одном и том же месте пространства, таким образом, что виток 3 оказывается все время напротив задаваемой нити. Спираль жгута вращается вместе с валиком 10 и одновременно откатывается вдоль валика в сторону задаваемой нити 5. Узел закрепления переднего конца увлекает за собой нить 5 катанки, повторяя траекторию перемещающейся в пространстве однониточной спирали с замкнутыми витками. Траектория перемещения замкнутой спирали при этом проходит по валику 10 и по сектору 11. После навивки жгута 4, задаваемую нить 5 удерживают в месте образования узла крепления переднего конца 6 и отрезают. Оставшийся конец 7 закручивают вокруг тела жгута 4 сразу после первого узла (либо соединительной втулки 8) по ходу навивки нити. Навивка двухпетлевого стропа (фиг.32, 33) осуществляется точно таким же образом. Отличие состоит лишь в конструкции стропа. Виток меньшего диаметра охватывает валик 10, а виток большего диаметра охватывает валик 10 вместе с сектором 11. Использование втулки при осуществлении способа заключается в том, что передний конец нити направляется к оправке через втулку, нанизывая ее. По окончании формирования однониточной замкнутой спирали передний конец 6 катанки вставляется во втулку 8 и втулка обжимается (фиг.32). Жгут формируется точно также, как и при закрученом переднем конце. Соединение переднего конца 6 с нитью 5 осуществляется также деталью-спутником (не показано). В качестве такой детали может использоваться кусок проволоки, специальный зажим и др. По окончании формирования жгута 4 деталь-спутник снимается. Передний и задний концы закручиваются вокруг тела жгута. Съем готового стропа производится вдоль оси оправки (фиг.33) по направлению стрелок. Для этого направляющие линейки 12 отводятся в стороны. Заявляемый способ может быть реализован с помощью устройства (фиг.28 - 33), содержащего основные элементы: валик 10, закрепленный на основании 13 с возможностью вращения; Сектор 11, закрепленный к этому же основанию с возможностью перемещения вверх-вниз для натяжения материала; направляющие линейки 12 - с возможностью прижиматься к валику 10 и отвода от него для снятия стропа; линейку 14 направляющую материал большего витка для образования замкнутой спирали; задающие ролики 9; нож для отрезки материала (не показано) и закруточное устройство для заделки концов (не показано). В качестве вспомогательных элементов (не указанных в чертежах) могут быть: элемент захвата переднего конца нити, расположенный на валике, либо внутри его, для навивки петель малого диаметра; шагозадающее устройство для образования винтовой линии при навивке спирали на валик 10; элемент (проводка), подающий материал с валика на сектор; съемник готового стропа; счетчик для отсчета нужного числа оборотов валика 10; устройство для обжатия втулки либо закрепления детали-спутника и др. Граничным параметром стропа выступает его материал, который должен быть достаточно гибким, чтобы охватить контуры пакета при его затягивании и в то же время, достаточно жестким, чтобы его закрученные концы не раскручивались и сохранялась форма самозатягивающегося стропа. Этот параметр проверяется на практике. Двухпетлевые стропы, выполненные из катанки Æ6,5мм прошли промышленные испытания при транспортировке грузов и показали хорошие результаты (см. III). Выбор типоразмера стропа производится в зависимости от размера поперечного сечения пакета, его длины и массы. В технологической инструкции по доставке пакетов сортового и фасонного проката, оснащенных несущими приспособлениями, в смешанном железнодорожном и морском сообщении на экспорт морским путем (см. Ill, стр.309, 310) указывается соотношение большего и меньшего диаметров витков, которое может выступать нижним граничным параметром стропа. Виток меньшего диаметра стропа D1 определяется: D1=Dn+m (фиг.22, 23) где Dn - диаметр круглого пакета. m - зазор для одевания стропа на пакет, мм, принимается равным 100-200мм, в зависимости от массы пакета. Виток большего диаметра D2, одеваемый на крюк, определяется: D2=D1+С (фиг.22) где D1 - диаметр меньшего витка. С - технологический размер для формирования двухпетлевого стропа при его изготовлении (принимается равным не менее 50мм). Этот же размер используется и для строповки при захвате крюком за виток большего диаметра. В качестве верхнего граничного параметра стропа выступает величина вытягивания петли при строповке груза, высота полувагона (транспортного средства, принимающего груз) и максимально допустимая высота подъема крюка мостового крана над уровнем головки рельса при погрузке пакетов. Конкретный пример изготовления двухпетлевого стропа из катанки Æ6,5 мм, с внутренним диаметром 900мм, грузоподъемностью 1,5т. Размер большего диаметра - 1050мм. При указанной грузоподъемности жгут стропа должен состоять из 5 ниток (см, III, стр.388). Если конструкция стропа соответствует фиг.22, т.е. он состоит из пяти однониточных двухвитковых спиралей (целое число), то таким стропом можно транспортировать пакет массой 1,5 тонны. Если же конструкция стропа соответствует фиг.23 и он состоит приблизительно из 4, 9 однониточных двухвитковых спиралей (не целое число), то силовыми в данном случае выступают только четыре нити (четыре однониточных двухвитковых спирали). Грузоподъемность этого стропа - 1,2т. Для cтропа, изображенного на фиг.23, отрезок заднего конца нити, завитый на строп последним, представляет собой не полную двухвитковую спираль жгута, которая не замкнута. Так как эта нить не выступает в качестве силовой она может быть сокращена без ущерба для стропа грузоподъемностью 1,2т, с четырьмя силовыми витками (при этом задний конец нити следует закрепить как изображено на фиг.22, 24). Экономия катанки составит: 0,9p(D1+D2)мм. Передний конец катанки 5 подается роликами 9 в захватывающее устройство валика 10 и зажимается. Валик 10 совершает полный оборот, формирует один виток спирали с помощью шагозадащего устройства и останавливается вместе с задающим роликами 9. Захватывающее устройство (не показано) освобождает катанку 5. Направляющие линейки 12 при этом прижаты к валику 10. Сектор 11 установлен в крайнем нижнем положении. При дальнейшем вращении валика 10 и задающих роликов 9 передний конец с помощью специального элемента (проводки) подается на поверхность сектора, направляется линейкой 14 к началу формирования спирали, огибает валик 10, попадает в закруточное устройство и останавливается. Передний конец 6 закручивают вокруг нити на 3-4 оборота. Сектор 11 перемещается вверх, натягивая замкнутую спираль. Последующим вращением валика 10 навивает двухпетлевой жгут. Узел закрутки втягивает за собой нить катанки. Чтобы жгут получился набранным из пяти ниток необходимо набрать еще четыре. Для этого валик 1, должен совершить около 9 оборотов. По окончании намотки валик 10 останавливается. Устройство закрутки подводится к жгуту и удерживает его от распушивания. Отрезается нить катанки. Оставшийся конец 7 закручивается вокруг тела жгута на 3-4 оборота. Направляющие линейки отводятся в сторону, сектор 11 приближается к валику 10 и готовый строп снимается съемниками либо падает вниз под собственным весом. Таким образом, при осуществлении Заявляемого изобретения обеспечивается высокая технологичность конструкции самозатягивающегося стропа, при заданной функции и его параметрах, что позволит упростить и механизировать процесс его изготовления. Формирование многониточной двухпетлевой замкнутой спирали стропа осуществляется непосредственно из бунта катанки, исключая операцию изготовления кольцевого жгута и за счет этого упрощается технологический процесс его изготовления, достигается механизация производства стропа и устраняется эффект пружинения двойного кольца.
ДивитисяДодаткова інформація
Назва патенту англійськоюSelf-sealing sling and method of its producing
Автори англійськоюHryshyn Mykola Saveliiovych, Parov Petro Heorhiiovych
Назва патенту російськоюСамозатягивающийся строп и способ его изготовления
Автори російськоюГришин Николай Савельевич, Паров Петр Георгиевич
МПК / Мітки
МПК: B66C 1/12
Мітки: затягується, спосіб, строп, виготовлення
Код посилання
<a href="https://ua.patents.su/12-11295-strop-shho-zatyaguehtsya-ta-sposib-jjogo-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Строп, що затягується, та спосіб його виготовлення</a>
Вантажопідйомний строп
Номер патенту: 9907
Опубліковано: 30.09.1996
Автори: Ахтямов Альберт Мінахметович, Полищук Володимир Анатолійович
МПК: B66C 1/12
Мітки: строп, вантажопідйомний
Формула / Реферат:
(57) Грузоподъемный строп, содержащий две металлические ленты, включающие рас положенные по одну сторону относительно вертикальной оси криволинейные участки, выполненные одной формы и равного количества и разделяющие их равные прямолинейные участки, и выполненные из эквидистантно расположенных металлических полос, скобы, закреплённые на концах лент, и фрикционные прокладки, отличающийся тем, что полосы, образующие каждую ленту, соединены...
Спосіб виготовлення щетинних виробів та обладнання для його виготовлення
Номер патенту: 7837
Опубліковано: 26.12.1995
Автор: Георг Вайраух
МПК: A46B 3/00
Мітки: обладнання, спосіб, щетинних, виробів, виготовлення
Формула / Реферат:
1. Способ изготовления щетинных изделий из синтетических нитей путем подачи жгута параллельных одна другой длинномерных синтетических нитей в направитель, отрезания от жгута отдельного пучка нитей и закрепления нерабочих концов нитей пучка в щетинодержателе, отличающийся тем, что, с целью повышения качества получаемых изделий, одновременно с подачей жгута в направитель его проводят через зажимное приспособление, расположенное в зоне...
Спосіб виготовлення клейового матеріалу
Номер патенту: 1400
Опубліковано: 25.03.1994
Автори: Романкевич Олег Володимирович, Маласай Дмитро Петрович, Зубович Клара Аронівна, Березненко Микола Петрович
МПК: A41D 27/02
Мітки: клейового, матеріалу, виготовлення, спосіб
Формула / Реферат:
1. Способ изготовления клеевого материала для деталей одежды, включающий вязание трикотажного полотна и придание ему клеящей способности при помощи клеевой компоненты, отличающийся тем, что процесс вязания совмещают с приданием клеящих свойств путем введения сухой клеевой компоненты в виде нити, преимущественно комплексной.2. Способ по п. 1, отличающийся тем, что вязание осуществляют двумя или более нитями, причем клеевую нить...
Одинарний кулірний трикотаж та спосіб його виготовлення
Номер патенту: 1138
Опубліковано: 30.12.1993
Автори: Драх Фаїна Михайлівна, Масленніков Юрій Іванович
МПК: D04B 1/14
Мітки: одинарний, спосіб, трикотаж, кулірний, виготовлення
Формула / Реферат:
Формула изобретения1. Одинарный кулирный трикотаж, содержащий расположенные между петельными столбиками грунта нити основы, размещенные вдоль петельных рядов между остовами петель и нитями основы уточные нити и футерные нити, охватывающие протяжки петель и уточные нити с лицевой стороны трикотажа, а нити основы — с изнаночной, отличающийся тем, что, с целью повышения качества, протяжки петель грунта охватывают нити основы с изнаночной...
Проникний елемент контрольної течі та спосіб його виготовлення
Номер патенту: 4998
Опубліковано: 28.12.1994
Автори: Соболєв Володимир Дмитрович, Давидов Володимир Дмитрович, Чураєв Микола Володимирович, Куцевич Валерій Людвикович, Бударін Лев Іванович, ШУЛЬЖЕНКО ОЛЕКСАНДР ВАСИЛЬОВИЧ
МПК: G01M 3/02
Мітки: спосіб, виготовлення, елемент, проникний, течії, контрольної
Формула / Реферат:
1. Проницаемый элемент контрольной течи, включающий трубчатый корпус и жестко соосно закрепленный в нем слоем вакуум-плотного материала отрезок калиброванного цилиндрического кварцевого капилляра, отличающийся тем, что, с целью стабилизации метрологических характеристик контрольных течей, слой вакуум-плотного материала в виде пояска в средней части отрезка цилиндрического кварцевого капилляра, который имеет два консольных участка, длина...
Попередній патент: Спосіб реабілітації хворих, які перенесли вірусний гепатит
Наступний патент: Спосіб газового захисту стінок розрядної камери плазмотрону
Випадковий патент: Пристрій для запобігання забрудненню поверхні ємності та дезінфекції води в ній